
Substitution of Fossil Coal with Hydrochar from Agricultural Waste in the Electric Arc Furnace Steel Industry: A Comprehensive Life Cycle Analysis


Department of Economics Engineering Society and Business Organization (DEIM), University of Tuscia, Largo dell’Università s.n.c., Loc. Riello, 01100 Viterbo, Italy
*
Author to whom correspondence should be addressed.
Energies 2023, 16(15), 5686; https://doi.org/10.3390/en16155686
Submission received: 24 June 2023
/
Revised: 20 July 2023
/
Accepted: 25 July 2023
/
Published: 28 July 2023
(This article belongs to the Special Issue Life Cycle Assessment of Energy and Environment)
Abstract
:The iron and steel industry remains one of the most energy-intensive activities with high CO2 emissions. Generally, the use of fossil coal as chemical energy in an electric arc furnace (EAF) makes up 40–70% of the total direct emissions in this steelmaking process. Therefore, substituting conventional fossil fuels with alternatives is an attractive option for reducing CO2 emissions. In this study, the environmental impacts of EAF-produced steel were comprehensively assessed using pulverized hydrochar as the charged and injected material as a replacement for fossil coal. An environmental analysis was performed based on the LCA methodology according to the framework of ISO 14044. This study evaluated two different outlines: the use of fossil coal and its replacement with hydrochar from the winemaking industry as a carbon source in the EAF steelmaking process. The environmental impacts from the manufacturing of the hydrochar were calculated using different scenarios, including novel industrial ways to use vinasse as a moisture source for the co-hydrothermal carbonization of vine pruning and exhausted grape marc (EGM). The environmental impacts per unit of steel were reported as a function of the ratio between the fixed carbon of the injected material and the material amount itself. The results highlight the sustainability of the hydrothermal carbonization process and the use of the hydrochar in EAF steelmaking. Moreover, the electricity mix used for the EAF process has significant relevance. The main outline of the results might assist decision-makers to determine which technological route is most likely to be effective in reducing future CO2 emissions from the iron and steel industry.
1. Introduction
Among the main challenges for society today, climate change and the sustainable and responsible use of natural resources are on top of the political environmental agenda. Currently, the iron and steel sector is responsible for about 3 gigatonnes of carbon dioxide (Gt CO2) emissions, corresponding to around 7% of the global total CO2 emissions [1]. Therefore, the decarbonization of this sector is crucial to meet the climate targets. Many steelmakers have set ambitious decarbonization objectives for the upcoming years due to recent regulatory changes to reduce CO2 emissions. There is no single solution to CO2-free steelmaking. While steel produced from iron ore (primary steelmaking) accounts for 70% of worldwide demand, mainly using the blast furnace—basic oxygen furnace (BF-BOF) route, the rest is supplied in the form of recycled steel scrap (secondary steelmaking) using the electric arc furnace (EAF) route [1]. Since the current dominant BF-BOF production route is considerably high energy and CO2-intensive, the industry is increasingly focusing on diverting large capital investments from BF-BOF production to the scrap-based steel production EAF route [2]. An EAF utilizes graphite electrodes to generate electric arcs that melt the metal scrap. Coal contributes 11%, while electricity, natural gas, and other sources account for 50%, 38%, and 1% of the total energy input, respectively [3]. Typically, anthracite, coke (metallurgical or petroleum), or graphite are employed as sources of carbon with two primary objectives. These are used as charged materials that add extra carbon to the scrap and are burnt to provide additional heat alongside the electrical energy used for melting. Also, they are used as injected carbon to react with iron oxide in the slag during the foaming process. This helps to protect the internal walls of the furnace from the intense radiation of the arc and to enhance energy efficiency [4]. Typically, when fossil coal is used as the chemical energy source in EAF, it accounts for 40–70% of the total direct emissions of the EAF [5]. Therefore, to reduce CO2 emissions, replacing conventional fossil fuels with substitutes is a highly attractive option. By replacing 60% of fossil carbon with biogenic carbon, the total CO2 emissions from EAFs could be reduced by 19% [6]. Additionally, using biogenic material in a mini-mill/EAF was found to reduce greenhouse gas (GHG) emissions by 5–11% without by-product credits, and 7–15% with by-product credits [7]. Furthermore, the potential for reducing CO2 emissions was estimated to be around 8–12% in the Australian EAF operations by using biogenic material in a variety of applications [8]. In this context, the use of biochar derived from biomass/agricultural waste as a substitute or auxiliary source alongside fossil coal has become increasingly interesting. Moreover, fuels from biomass are considered carbon neutral since the carbon dioxide emitted when they are burnt is offset by the CO2 that was absorbed by the plants during their growth [9]. A significant amount of waste, both liquid and solid, is generated by the winemaking industry, and its management causes economic and environmental burdens [10]. To address this issue from a circular economy perspective, the hydrothermal carbonization (HTC) process is a promising option for producing renewable energy from the winery and distillery waste, also enhancing the biomass characteristics. HTC is a thermochemical conversion process during which the wet biomass is converted into a coal-like material (hydrochar) with higher carbon content. This hydrochar could potentially replace or partially substitute fossil coal in the EAF steelmaking process [11,12]. However, it is important to consider all the environmental impacts of this process to ensure its sustainability and effectiveness in addressing global warming concerns and achieving industrialization. Life cycle assessment (LCA) is a standardized framework for assessing the environmental impacts of a product or process at every stage of its life cycle, from manufacture to disposal. Despite the several studies dealing with the environmental impact of steel production [13,14,15], there is a lack of LCA studies on the use of biocarbon in the EAF steelmaking process [16,17,18]. This study aimed to provide a comprehensive assessment of the environmental impacts of steel produced using electric arc furnaces that employ pulverized hydrochar as charged and injected material as a substitute for fossil coal. The environmental analysis was conducted using the LCA methodology according to the ISO 14044 framework. Data were investigated through the use of the commercial software SimaPro v9.4.0.2 and the processes were mainly taken from the Ecoinvent database v3.8. Within this work, two different outlines were evaluated: the use of fossil coal and its replacement with hydrochar from the winemaking industry as a carbon source in the EAF steelmaking process. The environmental impacts from the manufacturing of the hydrochar were calculated, including novel industrial ways to use vinasse as a moisture source for the co-hydrothermal carbonization of vine pruning and exhausted grape marc (EGM) and producing bio-methane from the anaerobic digestion of the spent liquor (liquid fraction) of the HTC process [19]. The life cycle analysis of the hydrochar manufacturing was achieved through the inventory of the mass and energy balances of the hydrothermal carbonization process performed in the laboratory reactor of the University of Tuscia site in Viterbo, Italy. Laboratory-scale data were then upscaled using the methods presented in the literature [20]. The environmental impacts per unit of molten steel were reported as a function of the ratio between the fixed carbon of the injected material and the material amount itself. Moreover, the impact related to the production and use of the carbonaceous material was assessed and some improvements and technological upgrading were proposed. Finally, since electricity plays a central role in the decarbonization transition, further scenarios considering the national electricity mix based on the 2030 and 2050 projections were analyzed. The main outline of the results might help decision-makers to determine which technological route is most likely to be effective in reducing future CO2 emissions from the iron and steel industry.
2. Materials and Methods
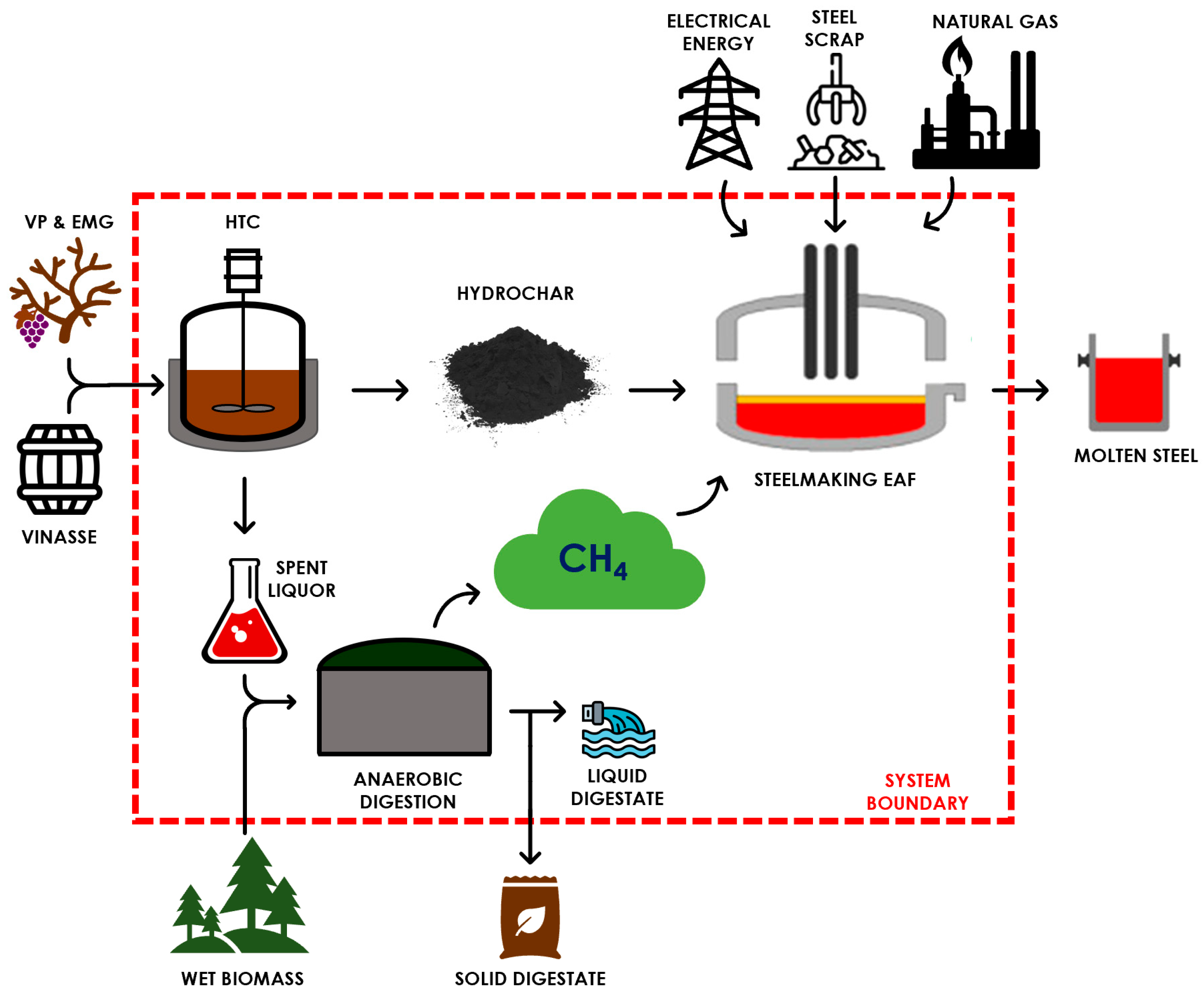
Currently, the main materials used as sources of carbon used in the EAF steelmaking process are anthracite and coke. These are used for many functions in the steelmaking process: as charged carbon, providing a reducing atmosphere during melting and minimizing the oxidation of alloys and metallics, as a source of thermal energy, as injected carbon, and as a slag foaming technique, which increases productivity, reduces operating costs, and improves the quality of the steel produced [21]. The desired product of the EAF process is molten steel. This technology contributes to GHG emissions in the sector due to its heavy reliance on carbon. An opportunity for decreasing greenhouse gas emissions in EAF steelmaking is to substitute the carbonaceous material with biomass. The proposed system (Figure 1) uses hydrochar instead of fossil-based carbonaceous material. The hydrochar- and anaerobic-digestion-based EAF route (base scenario) consists of the following steps:
- The milling of biomass to obtain an adequate particle size;
- Hydrothermal carbonization, where the biomass and the moisture source are converted into hydrochar, spent liquor, and gas;
- Anaerobic digestion of the spent liquor for bio-methane production;
- EAF steelmaking, where the steel scrap along with the carbon source (hydrochar) and fluxes are charged to the EAF to produce molten steel.
Since the HTC process produces by-products, i.e., spent liquor and syngas, the system expansion approach was applied according to ISO 14044. Despite the possibility to recover valuable organic chemicals from the spent liquor, with the absence of an effective further treatment, no economic value would be provided by such a complex mixture [19]. In this study, the spent liquor was chosen as a substrate for bio-methane production using the anaerobic digestion treatment. There are several studies in the literature on obtaining bio-methane using an anaerobic treatment of the wastewater from the HTC of oat husk [19], swine manure [22], sewage sludge [23], spent coffee grounds [24], agricultural and forestry waste [25], and olive pomace [26]. In the base scenario, the bio-methane was evaluated to be used as fuel for burners inside the EAF as a substitution for natural gas, thus the anaerobic digestion of the spent liquor from HTC was included in the boundary system. Furthermore, it is well known that CO2 is the dominant gaseous species produced during the HTC process for biomass waste [27]. In this study, the gas phase discharged into the atmosphere from the HTC process was assumed to be biogenic CO2 emission. The proposed system was compared with the traditional EAF process (traditional scenario), where the carbon source is provided directly from fossil-based carbonaceous material.
The LCA analysis was performed according to the framework of ISO 14044 in order to evaluate the environmental impact associated with material balance and energy flow of steel production by using hydrochar as a carbon source. The methodology covers four main phases: definition of the goal and scope of the system, life cycle inventory (LCI), life cycle impact assessment (LCIA), and interpretation.
2.1. Goal and Scope
The objective of this work was to compare the environmental performance of fossil-based and renewable injecting materials employed as carbon sources in the EAF steelmaking process. To the best of the authors’ knowledge, despite many studies on the environmental impact of steel production [13,14,15], there is a lack of life cycle assessment studies on the use of hydrochar in the EAF steelmaking process based on an industrial scale [16,17,18]. This work was aimed at providing insights into the potential application of bio-based carbon material in the steelmaking process in order to reduce its overall environmental impact. Thus, 1 ton of molten steel produced was selected as the functional unit. Since the study was based on laboratory-scale data, all involved steps of the hydrothermal carbonization process were scaled up singularly according to the methodology presented in the literature [20]. The cradle-to-gate perspective of steel production was adopted, where gate refers to molten steel. The commercial software SimaPro v9.2.0.2 and the Ecoinvent v3.8 database were used to model and carry out the LCA. The system boundary of this study is illustrated in Figure 1. The upstream activities include the raw materials supply chain, i.e., biomass transport from the collecting site to the processing site, as well as the steel scrap. In detail, the biomass feedstock considered was derived from the winery (vine pruning and exhausted grape marc (EGM)) and distillery (vinasse) industry. Furthermore, in the base scenario, the system boundary is defined to exclude plantation and management activities, as the wine residue and EGM are treated as waste products resulting from the pruning and distillery processes. Therefore, these waste products do not contribute to the environmental burden.
Figure 1.
System boundary considered in this study.

2.2. Life Cycle Inventory (LCI)
Electric energy is used to melt ferrous scrap, which is used as the primary raw material in the EAF steelmaking process. Additional inputs include natural gas as chemical energy and carbonaceous material. LCI data were obtained from different sources, such as laboratory data, scientific literature, industrial reports, and the Ecoinvent v3.8 database. All the material flow and energy data in the system boundary refer to 1 ton of molten steel produced using an EAF.
2.2.1. Biomass Feedstock for HTC
For the hydrothermal carbonization treatment of the biomass, laboratory experiments were used as the primary source to model the scale-up plant. The biomass that underwent HTC consisted of vine pruning (VP) and exhausted grape marc (EGM) as feedstock and vinasse as the moisture source. The first step in the biomass supply chain is the collection and transport of raw materials. VP was obtained from a local farm in Umbria, located in the center of Italy, while EGM and vinasse were collected from the Bonollo distillery (Italy). The solid and liquid feedstock was assumed to be transported 50 km [28] to the HTC plant. In this study, all road transport to and from the transformation facility was modeled using the process “Transport, freight, lorry 7.5–16 metric ton, euro6 {RER}|market for transport, freight, lorry 7.5–16 metric ton, EURO6|Cut-off, U” from the Ecoinvent v3.8 database.
2.2.2. Hydrochar Production
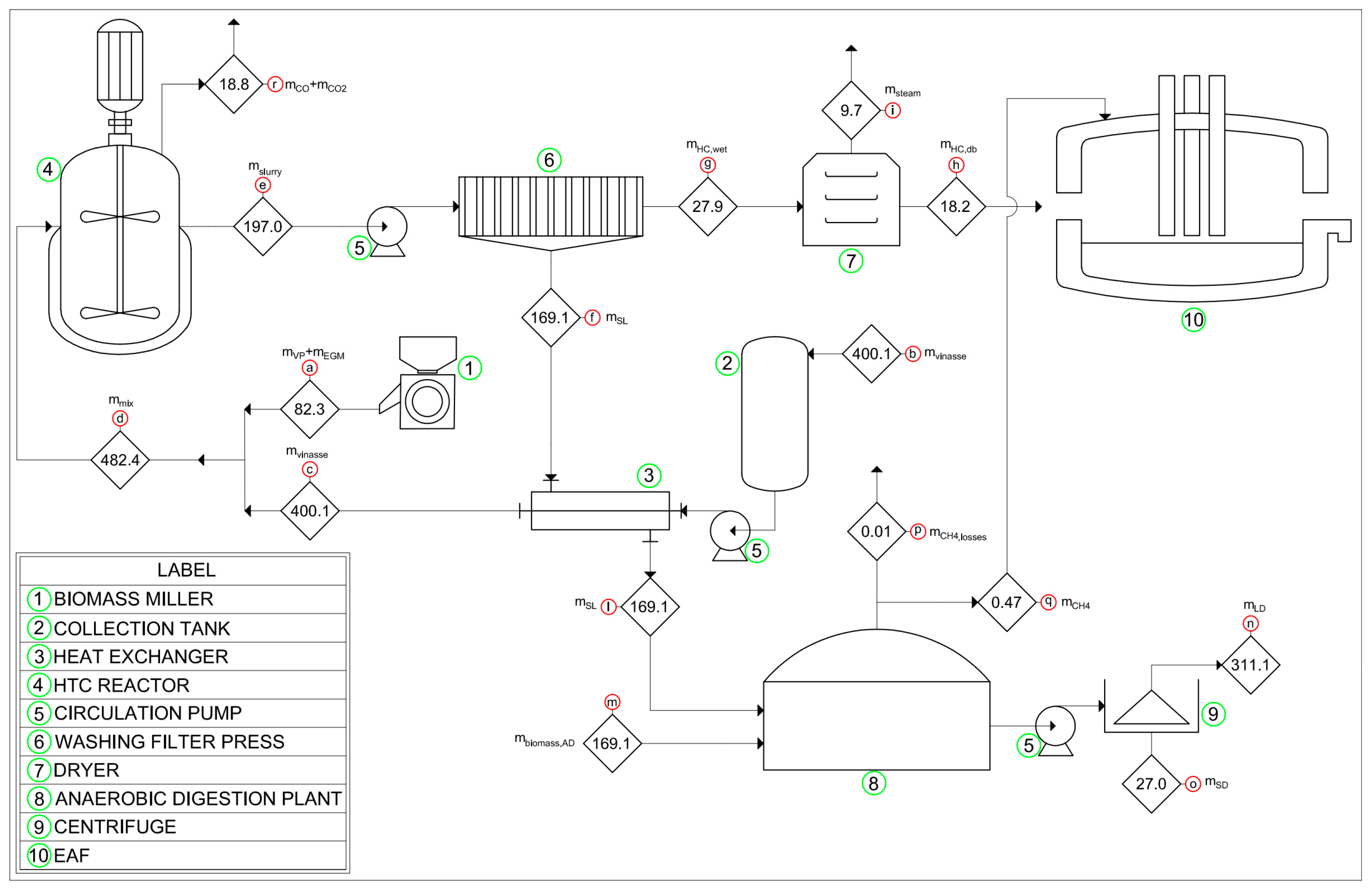
Hydrothermal carbonization is a thermochemical process during which the raw biomass is converted into a carbonaceous material known as hydrochar. Along with the hydrochar, a liquid (spent liquor) and gas products are generated. The spent liquor contains readily biodegradable organics (such as organic acids, furfurals, sugars, and phenols), while the small amount of gaseous byproducts is mainly CO2 [29]. The hydrochar sample using vine pruning (VP) and exhausted grape marc (EGM) as the feedstock and vinasse as the moisture source was obtained at the optimal condition of 246.3 °C for 1.6 h and a solid-to-liquid ratio of 6.6%, as described in the previous study [10]. The conditions at which the co-hydrothermal carbonization of the winery and distillery by-products (vine pruning, EGM, and vinasse) was optimized were determined using the response surface model (RSM) design as a function of the process temperature, residence time, and biomass-to-liquid ratio. To evaluate the environmental impact of the HTC process, including its by-products (spent liquor and gases) and the anaerobic treatment of the spent liquor, a scale-up of the entire process is needed. To the best of our knowledge, industrial-scale HTC technology does not exist for the winemaking industry. Thus, the methodology presented in the literature [20] was used for scaling up the laboratory procedure. The hypothetical industrial plant flow chart is reported in Figure 2. According to laboratory data, a mixture composed of a 50 wt% blend of VP and EGM was used. The blend was mixed with vinasse with a solid-to-liquid ratio of 6.6%. In the hypothetical industrial layout, vinasse was pre-heated up to around 102 °C before being pumped into the continuous HTC reactor. This was achieved by passing the vinasse through a heat exchanger (HE) in which the hot spent liquor out of HTC was recirculated. Thus, the mixture of VP, EMG, and vinasse is further heated to the operational temperature (246.6 °C) in the HTC reactor. Hence, the exiting slurry is sent to a filter press for the solid fraction (SF) and spent liquor (SL) separation. SF is dried to remove the residual moisture, while SL is supposed to be recirculated into an anaerobic digestion (AD) plant for methane production. A total of 0.48 tons of wet biomass (VP and EGM) and vinasse were considered per ton of molten steel produced. The inventory data of the HTC process are reported in Table 1, where Ereact is the thermal energy required during the reaction stage, Estirr is the energy required for stirring, Efiltration is the electric energy for the filtration of the slurry (solid–liquid separation), Edryer is the thermal energy required to remove the residual hydrochar moisture, Emill is the electric energy required to grind the biomass feedstock to an adequate particle size before being sent to the reactor, and Epump is the energy required for transfer the blend through the pumping system. The energy and mass balance of the HTC process was calculated based on laboratory experimental results [10]. The electric energy (EE) and thermal energy (TE) consumptions of the system were calculated as reported in detail in the Supplementary Material.
2.2.3. Bio-Methane Production
Besides hydrochar, from the filtration step of the slurry, process water (spent liquor) is also obtained during HTC. One option for managing the HTC liquor is feeding it to the anaerobic digestion process [30], to substitute a fraction of dilution tap water used in centralized biogas plants to correct the feedstock moisture before anaerobic digestion. Moreover, since spent liquor contains a high content of organic matter [27], its anaerobic digestion could also yield some additional methane, avoiding additional wastewater treatment units. The characteristics of spent liquor at the HTC operational conditions were obtained from our previous study and are reported in Table 2. The specific methane production of spent liquor was assumed to equal 150 mLCH4/gCOD,SL in mesophilic conditions (35 °C) [31]. Since, spent liquor out of the HTC reactor has a temperature higher than 35 °C, no further heating of anaerobic digestion feedstock was considered. In this way, the thermal energy calculations were made considering only the losses through the anaerobic digestion reactor according to Equation (1):
where
- Rtot: total thermal resistance (W/m2 K);
- Ar: reactor area (m2);
- Treaction: the operational temperature (35 °C);
- To: the temperature of the external environment (15 °C).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 2.
Characterization of the liquid fraction obtained at optimal HTC conditions.
| Parameter | Unit | Spent Liquor |
|---|---|---|
| pH | 4.08 | |
| Total N | mg/L | 368.36 |
| TOC | g/L | 12.06 |
| COD | g/L | 28.43 |
| BOD | g/L | 8.87 |
Rtot was calculated assuming that the reactor surface was made of a layer of reinforced concrete with 1% of steel (0.25 m) (concrete = 2.3 W/m K) and a coat of extruded polyurethane foam (0.05 m) (polyurethane = 0.034 W/m K) [32]. The volume of the anaerobic digestion reactor (3000 m3) was calculated assuming an industrial-sized plant (Equation (2)):
where is the flow in the AD reactor (100 m3/d) and t is the residence time (30 days).
Considering a cylindrical reactor (in which the diameter of 16 m was equal to the height), the value of the reactor area was equal to 804 m2.
Since we considered that spent liquor was used as dilution water, by starting from a biomass feedstock (mbiomass,AD) with a solid content of 30% and in order to reach the requirements of wet anaerobic digestion (total solid content of 15%), it was assumed that 50% of the overall heating loss could be allocated to added spent liquor.
The electric energy for pumping and stirring was calculated using the equations already reported above, while the electricity consumption for centrifugation was assumed to be 5 kWh/t [33]. Finally, the digested liquid stream (mLD) was sent to wastewater treatment.
Table 3 presents the inventory data for the anaerobic digestion stage, considering that CH4 fugitive emissions in the anaerobic digestion stage account for 2.5% of the produced biogas [34]. The TE and EE consumptions required for the integrated HTC-AD industrial plant proposed are in line with those found in the literature [35,36,37].
2.2.4. EAF Steelmaking Process
An electric arc furnace is one of the main technologies used for recycling metal scrap and producing molten steel, through which the scraps and additives are melted using high-power electric arcs generated between the electrode and the charged material. Oxygen is also injected to reduce the carbon content of the steel to the desired level, while lime is added to the metal bath to regulate its composition [38]. Graphite electrodes are used to generate the arc on the scrap, which creates the necessary thermal energy for its melting. The specific consumption of electrodes has a significant impact on the economic efficiency of steel production in EAFs.
Furthermore, the melting of the scrap is assisted by the injection of natural gas, which acts as chemical energy that also enhances the productivity of the furnace. As this study was focused on evaluating the environmental impact of substituting fossil-based carbonaceous materials used in the EAF process, the coal dataset considered the entire supply chain, from mining to processing and transportation. Suitable grades of feed and injection coal were assumed based on industry data and literature, with an average usage of approximately 12 kg of coal per ton of steel produced in the EAF [21,39]. The process of “Steel, low-alloyed {Europe without Switzerland and Austria}|steel production, electric, low-alloyed|Cut-off, U” from the Ecoinvent v3.8 database, using the Italian electricity mix and natural gas, was used to model molten steel.
3. Results
3.1. Life Cycle Impact Assessment (LCIA) of the Steelmaking Process
In this study, the impact assessment method adopted the ReCiPe 2016 v1.1 Midpoint method and the results are shown and discussed per functional unit. The substitution of fossil coal with hydrochar was performed on an equal carbon content basis. Thus, the emissions factor for converting the molar mass of carbon to CO2 was 3.583 kg CO2/kg C [39].
The characterization impact results of the base and traditional scenario are listed in Table 4. The impacts on stratospheric ozone depletion, ionizing radiation, ozone formation (terrestrial ecosystem), marine eutrophication, terrestrial ecotoxicity, human non-carcinogenic toxicity, mineral resource scarcity, and fossil resource scarcity for the base scenario were higher than those of the traditional route, indicating that the hydrochar injection had a destructive effect on these environmental impacts. On the other hand, the EAF steelmaking process with hydrochar injection outperformed the fossil-based EAF process in the global warming, terrestrial acidification, freshwater eutrophication, and water consumption impact categories. The impacts of both routes on ozone formation (human health), fine particulate matter formation, freshwater ecotoxicity, marine ecotoxicity, human carcinogenic toxicity, and land use were not significantly different (≤±0.5%). Since the EAF steelmaking processes for both routes analyzed were composed of the same metallurgical operations, except for the production and use of the carbon source, an in-depth analysis of hydrochar and fossil coal production and use was performed.
3.2. Life Cycle Impact Assessment (LCIA) of the Carbon Sources Production
The comparison of the environmental characterization of the production and use of hydrochar and fossil coal is reported in Table 5 per ton of molten steel.
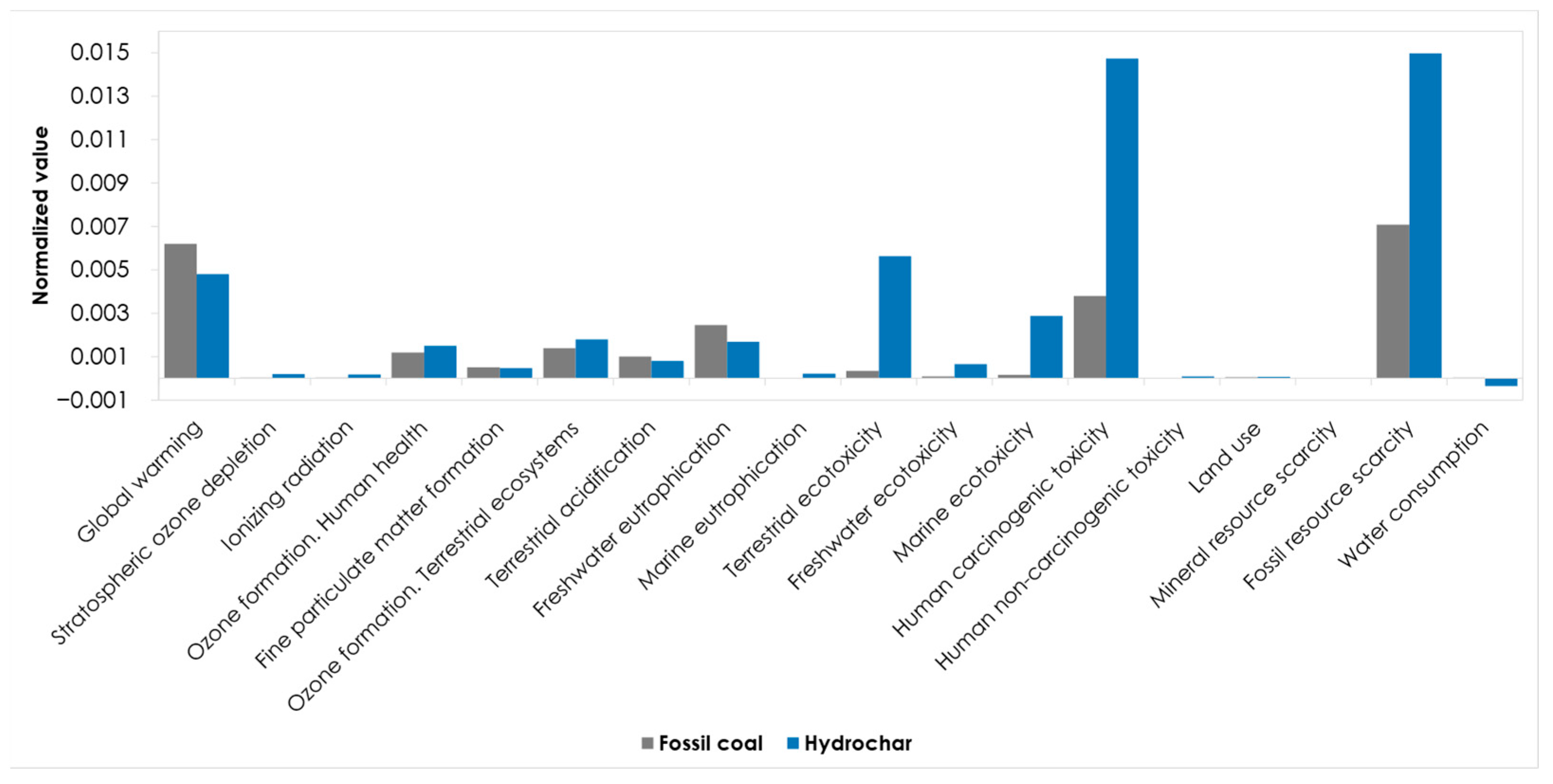
Since the characterization impact results cannot be directly compared with each other, in order to define the most relevant impact categories, the normalization impact analysis was performed (Figure 3). The results showed that the most affected categories were global warming, ozone formation (human health and terrestrial ecosystems), terrestrial acidification, freshwater eutrophication, terrestrial ecotoxicity, marine ecotoxicity, human carcinogenic toxicity, and fossil resource scarcity.
3.2.1. Global Warming
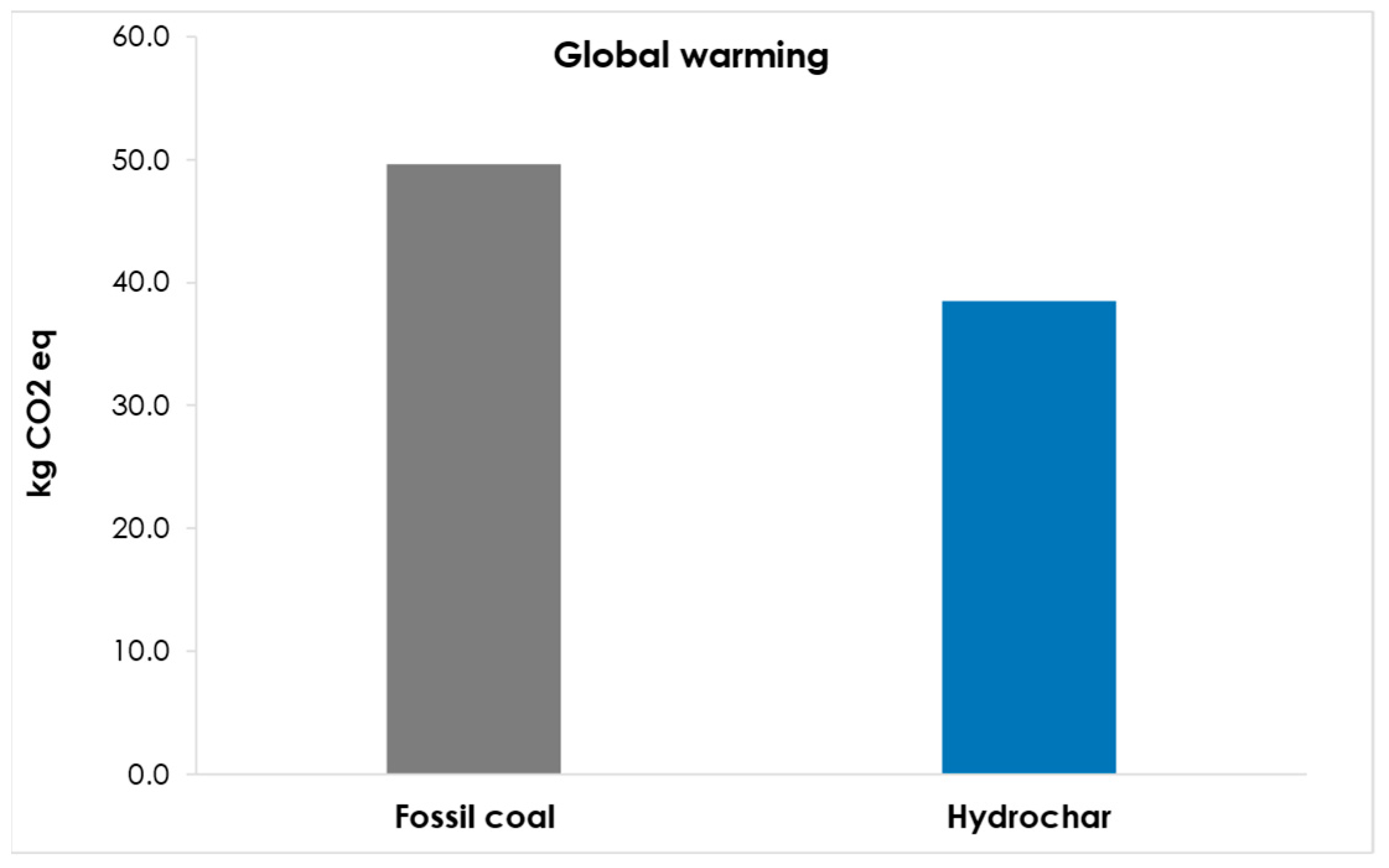
Table 4 shows that the hydrochar- and anaerobic-digestion-based EAF route results in a reduction of approximately −2.2% in the GWP impact in comparison with the fossil-based EAF route. By analyzing the GWP of the hydrochar and fossil coal production, around 2.15 and 0.46 kg CO2 eq/kg of carbonaceous material were produced, respectively. The hydrochar had a GWP in good agreement with that of charcoal, which was recorded in the Ecoinvent 3.8 database as “Charcoal {GLO}|market for|Cut-off, U,” with an impact of 1.74 kg CO2 eq/kg. Therefore, the hydrochar produced through the HTC process had a slightly higher impact than the charcoal produced using traditional reactors, primarily due to the combustion of natural gas for heating the hydrothermal reactor (77%). On the other hand, the impact of fossil coal was lower than that of hydrochar. Therefore, although the production of hydrochar was linked to some environmental burden, it was its usage that was found to be convenient because it was related to biogenic CO2 emissions, unlike the use of fossil coal. From the impact assessment of the production and usage of these carbonaceous materials in steelmaking (Tables S2 and S3 of the Supplementary Materials), it can be inferred that by replacing fossil coal in EAF steelmaking, the GWP impact can be reduced by at least around 9%. In this context, 38 and 50 kg CO2 eq/t of molten steel were produced by using hydrochar and coal in EAF steelmaking, respectively. This means that the usage of renewable carbon material in EAF steelmaking can reduce the EAF process GWP by 2% (Figure 4).
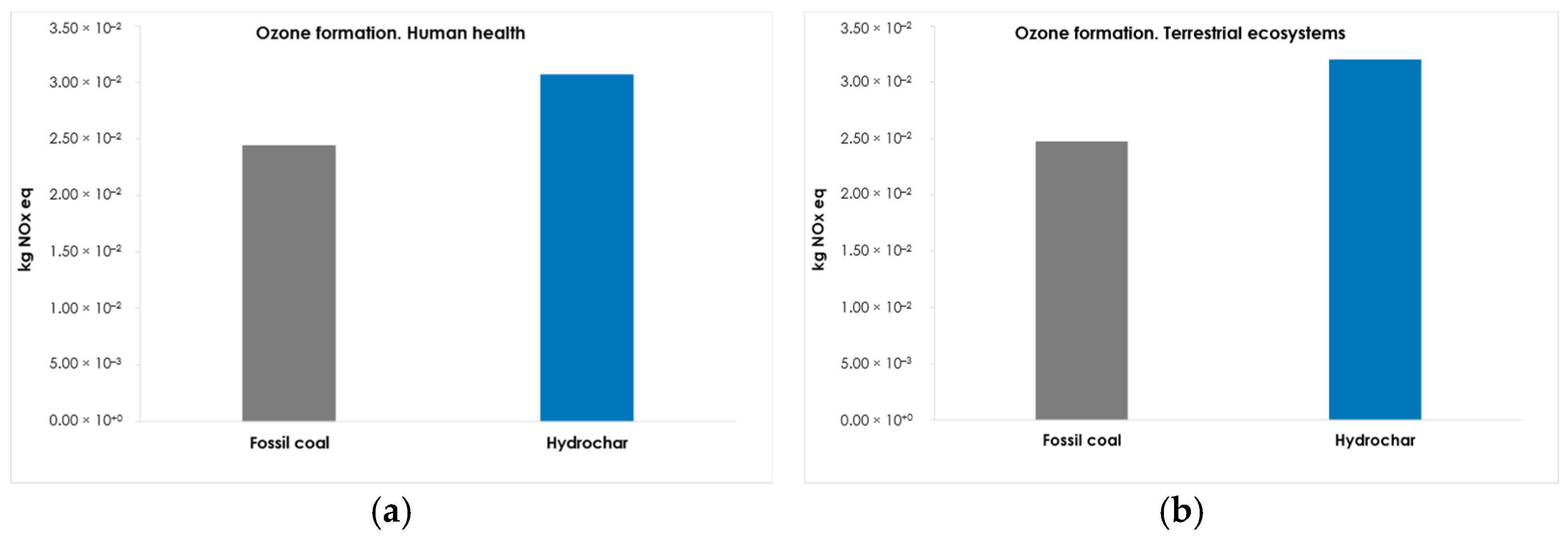
3.2.2. Ozone Formation (Human Health and Terrestrial Ecosystems)
Anthropogenic activities are the main cause of increased levels of nitrous oxide (NOx) in the atmosphere. Most of the NOx is formed in combustion processes, mainly originating from the transport and the industrial sector. When NOx is emitted into the atmosphere, it undergoes a photochemical reaction with volatile organic compounds, resulting in the creation of tropospheric ozone. This can cause harm to both human health and terrestrial ecosystems [40]. While transport is the main cause of ozone formation during the production of fossil coal (66.8%), the combustion of natural gas for the heating needed for the hydrothermal carbonization reaction is the main contributor (56.5%) of the NOx emissions of hydrochar production. For both human health (Figure 5a) and terrestrial ecosystems (Figure 5b), fossil coal production and usage present a higher NOx concentration.
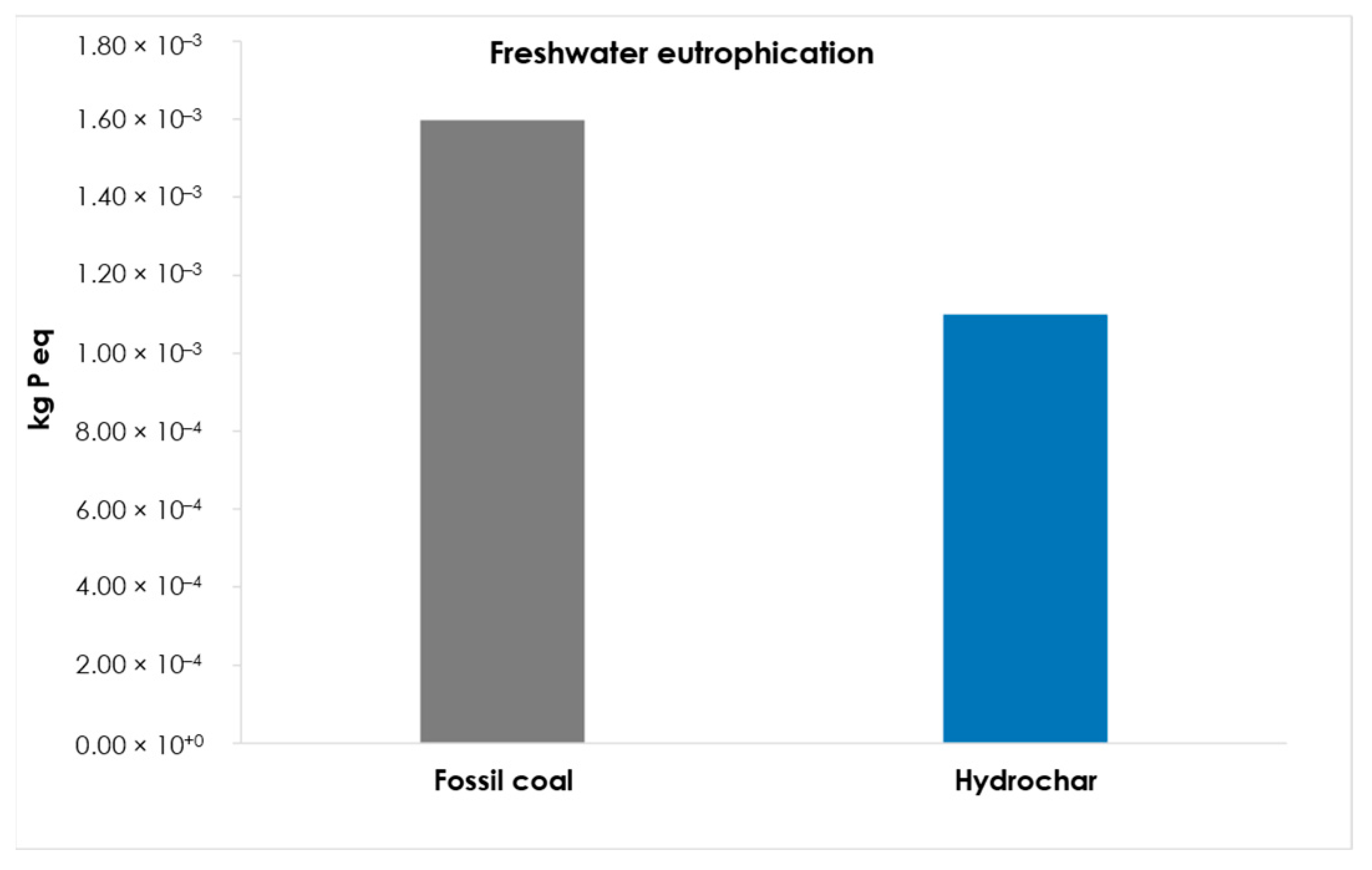
3.2.3. Freshwater Eutrophication
Phosphorus is the nutrient that restricts growth in freshwater ecosystems, and the impacts are measured in terms of kg P eq. Fossil coal has the most adverse effects on freshwater eutrophication (Figure 6), mainly due to the spoil from hard coal mining (90.4%). The production and use of hydrochar reduce the freshwater eutrophication impact by 2%, even if the wastewater produced by the anaerobic digestion of the spent liquor was responsible for 31.1%, while the transport of the biomass feedstock was responsible for 57.9%.
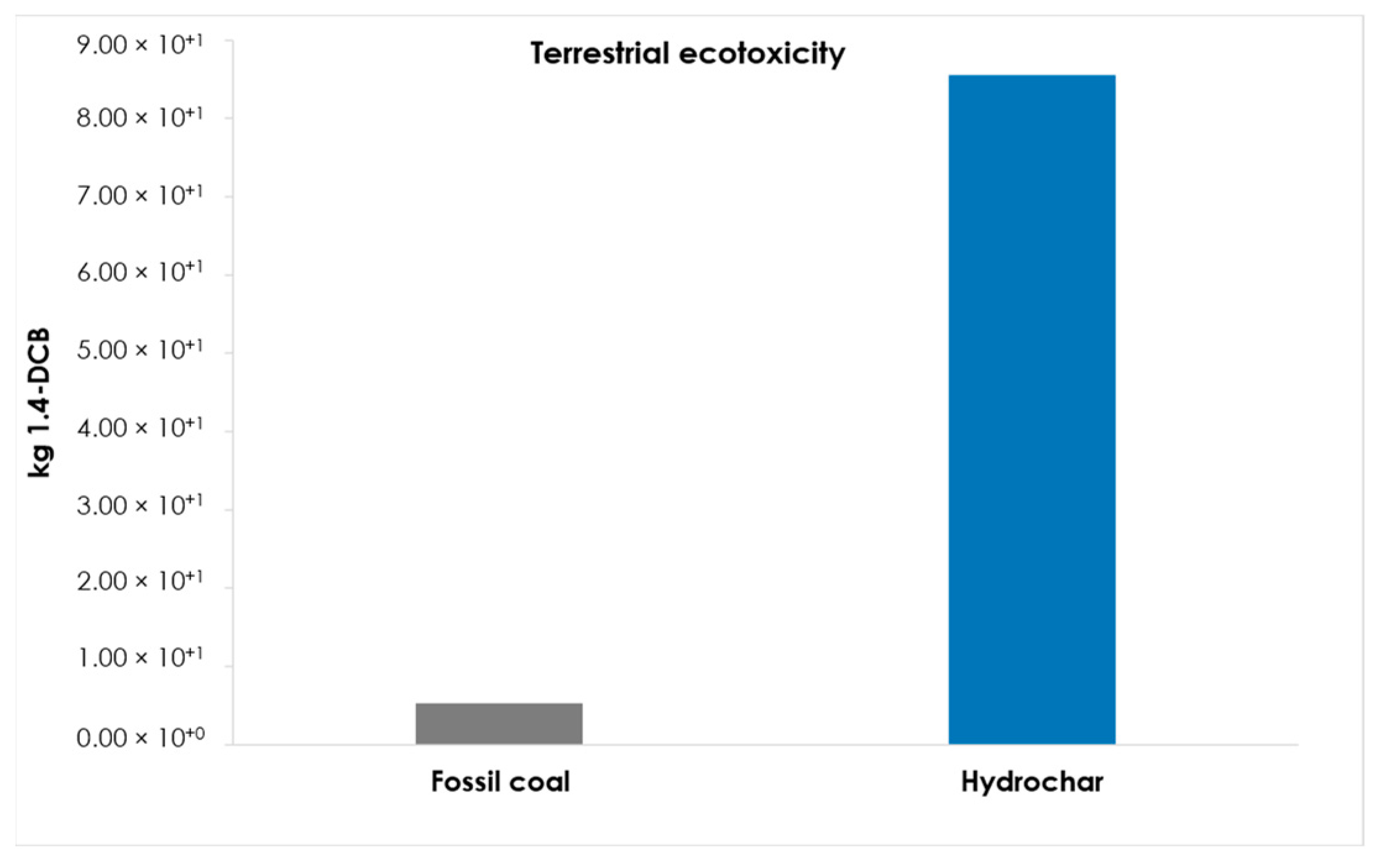
3.2.4. Terrestrial Ecotoxicity
Hydrochar production and usage presented a higher terrestrial ecotoxicity impact than fossil coal (Figure 7). Feedstock transportation accounted for 89% of the impact, which was the main contribution. The impact of fossil coal was less significant. It mostly belonged to transport, shared by train (20%), road (21%), and sea shipping (50%).
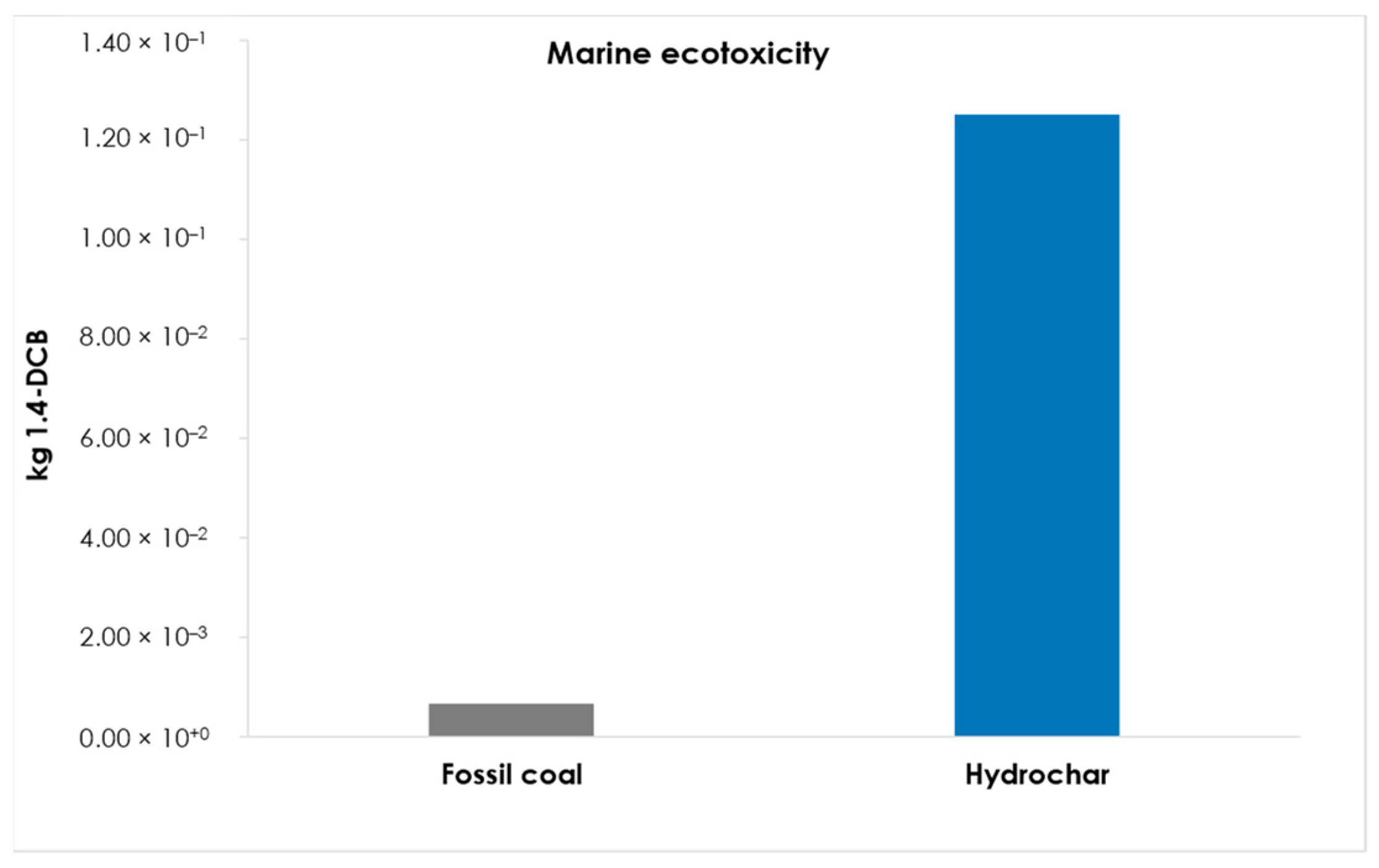
3.2.5. Marine Ecotoxicity
As seen for the terrestrial ecotoxicity impact category, hydrochar had a higher marine ecotoxicity impact than fossil coal (Figure 8). The major emissions came from transport (46.4%) and from the background process of the offshore well oil/gas production (46.3%). The impact associated with fossil coal was less relevant since it was mainly shared between coal mine operations (38.2%) and transport by sea (37.5%).
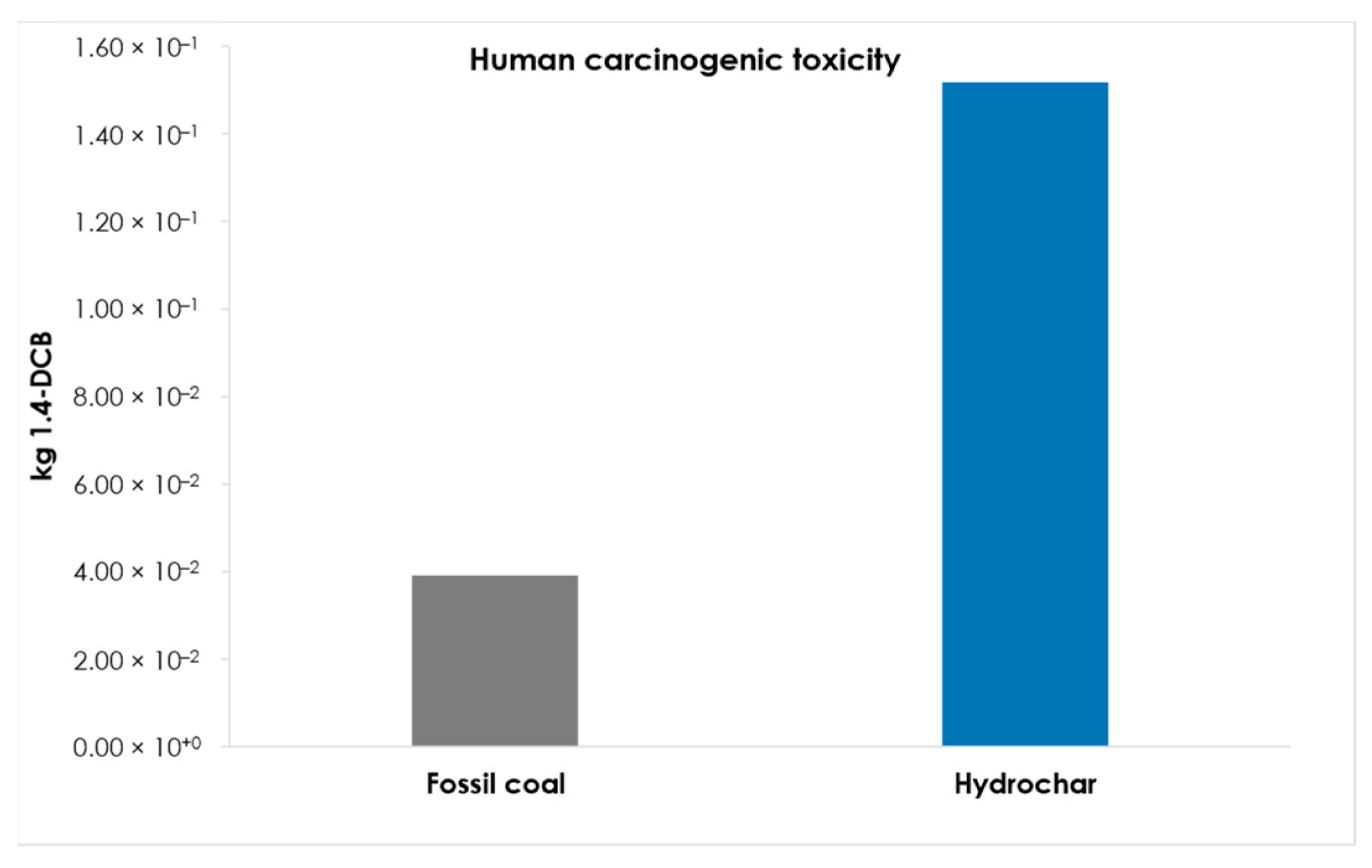
3.2.6. Human Carcinogenic Toxicity
Similarly to the marine ecotoxicity impact category, fossil coal generated the least burden of human carcinogenic toxicity (Figure 9). The latter showed the highest contribution in transport (71%) and mine operation (27%), while natural gas (31.2%), electricity consumption (18.3%), and transport (41%) played the most important roles in hydrochar production.
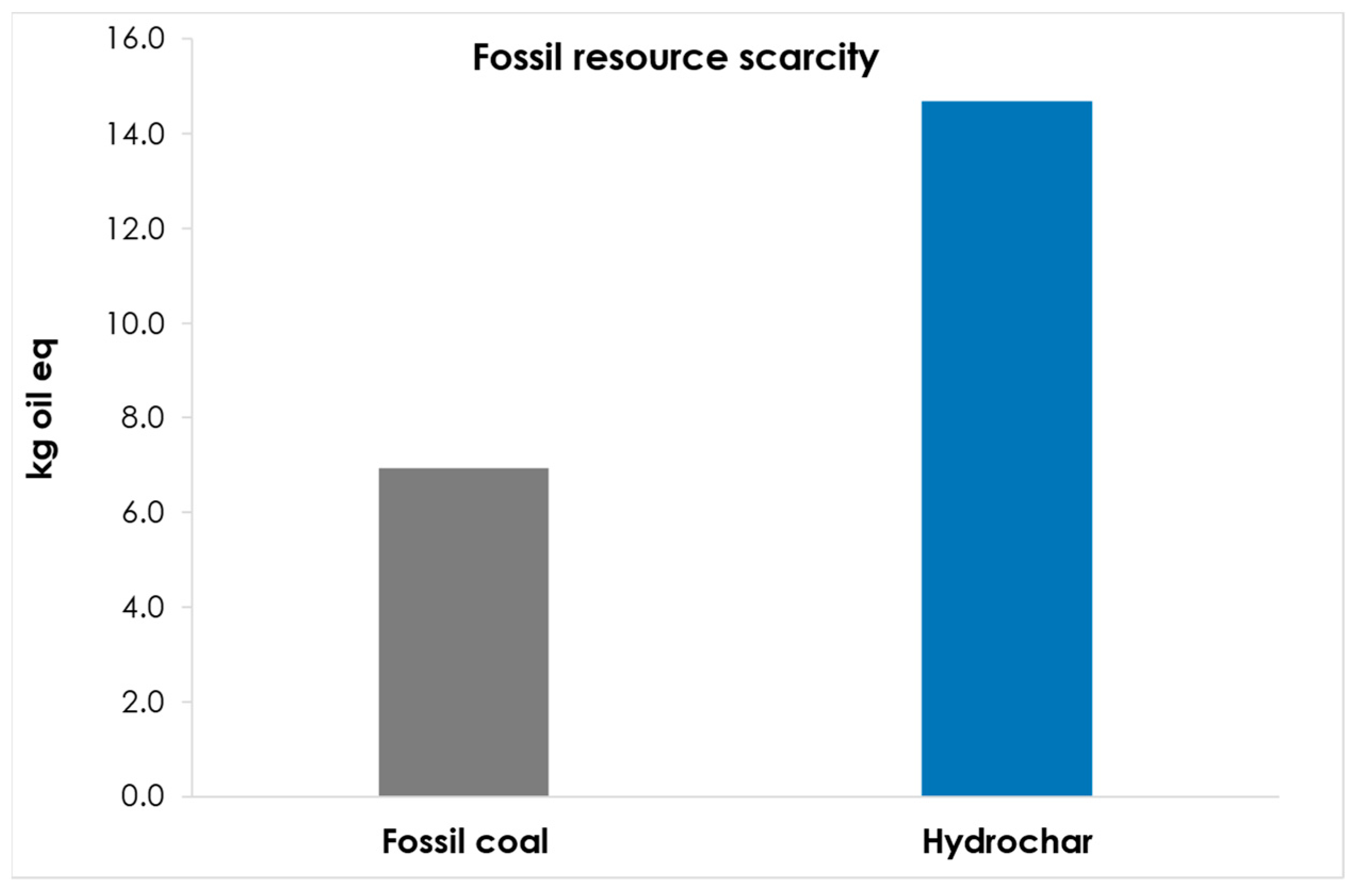
3.2.7. Fossil Resource Scarcity
As displayed in Figure 10, the extraction of 15 kg of oil equivalent caused the hydrochar production and usage to have a 6% higher impact on the fossil resource scarcity category than that of fossil coal (7 kg oil eq). These impacts were mainly related to the use of natural gas (83.6%) and hard coal mine operation and preparation (94.2%) for hydrochar and fossil coal scenarios, respectively.
4. Discussion
Overall, the outcomes of this research aligned with previous studies [21,35,41,42,43]. Nevertheless, differences in the selection of background data and system boundaries, significant variations in production amounts, and the utilization of different technologies in various steel plants can result in differences in the findings. The results regarding hydrochar production and use indicated that the use of natural gas was the dominant contributor to global warming, ozone formation, marine ecotoxicity, human carcinogenic toxicity, and fossil resource scarcity. Meanwhile, freshwater eutrophication was primarily influenced by the wastewater produced by the anaerobic digestion and terrestrial ecotoxicity by the feedstock transport. Thus, improving the efficiency of resources is essential for green development in hydrochar production. CO2 and NOx emissions from fossil resources (natural gas and coal) combustion are highly variable depending on the engine type and efficiency, the technology adopted, and the operating conditions [44]. The implementation of technologies for emissions abatement may dramatically reduce global warming and ozone formation impacts. It is worth noting that only the fossil resource scarcity impact category produced higher values for the base scenario in both the overall characterization impact results and the normalization analysis of hydrochar versus fossil coal production. In general, the majority of the environmental influences in this category were caused by the use of fossil fuels to produce the electricity required for the process. Thus, by increasing the production of bio-methane and its collection efficiency, not only the fossil resource scarcity impact could be reduced but also the environmental burden caused by the combustion for heating the hydrothermal reactor might be further reduced by replacing natural gas with bio-methane. Furthermore, the HTC reactor might be considered to run with electricity, supported by a solar photovoltaic system in order to positively affect the environment.
Particular attention must be given to the global warming category since it is largely used to inform international climate agreements and policies on the relative impacts of different greenhouse gases on climate change. From the overall results exposed, it was evident that electricity had important impacts on total global warming of around 42 and 44% for the traditional and base scenarios, respectively. The Italian system for the generation of electricity currently consists of a mix of traditional thermal power plants that primarily consume fossil fuels (mostly gas and coal) and renewable sources, such as hydro, solar PV, wind, geothermal, and bioenergy [45]. Despite the EU’s pledge (EU Green Deal) to achieve carbon neutrality by 2050 [46], Italy’s power system continues to rely heavily on non-renewable fossil fuels.
4.1. Additional Scenarios for the Steelmaking Process
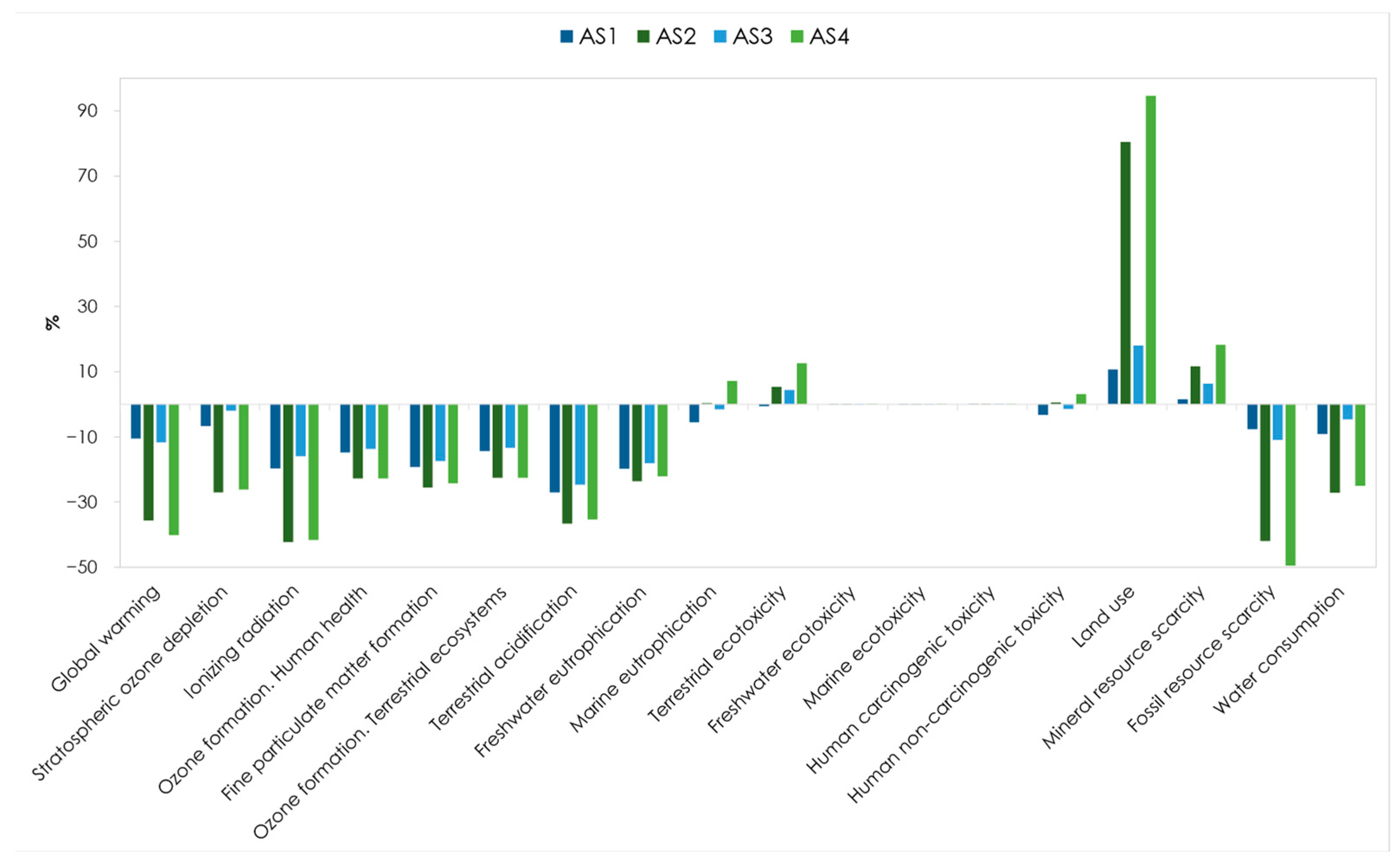
To evaluate the effect of the national electricity mix on the environmental impact of the EAF steelmaking process, alternative scenarios were analyzed. For the alternative scenario 1 (AS1) and 2 (AS2), the composition of the Italian electricity mix was based on the Integrated National Energy and Climate Plan (INECP) objectives by 2030 [47,48] and the complete decarbonization strategy by 2050 (EU Green Deal) [46,49], respectively. Also, the possibility of heating the HTC reactor with an electrical source instead of natural gas in order to promote the use of renewable resources according to each decarbonizing pathway (2030–2050) was taken into consideration. Thus, alternative scenarios 3 (AS3) and 4 (AS4) were based on providing Ereact by an electrical source considering the electrical mix of 2030 and 2050, respectively. The current Italian electricity mix was modeled by using the process in the Ecoinvent v3.8 database “Electricity, high voltage {IT}|market for|Cut-off, U”, while the national electricity mix compositions based on the 2030 INECP and the EU Green Deal 2050 can be found in the literature [48,49]. The comparison of the environmental impact between the base scenario (set as the zero reference) and each alternative scenario is displayed in Figure 11.
The importance of the substitution of fossil coal with hydrochar in EAF steelmaking assumed more relevance for the alternative scenarios since the share of electricity production from coal was reduced from around 10% to zero. The results showed that most of the contributions to the impact assessment for all the alternative scenarios were negative, i.e., they positively affected the environment.
Global warming potential was significantly reduced by considering AS1 and AS2 (−10 and −36%); additionally, the implementation of AS3 and AS4 led to further reductions by −12% and −40%, respectively. Furthermore, since the use of renewable energies will be increasing by 2030 and 2050, fossil resource scarcity was also reduced by −8%, −42%, −11%, and −50% for alternative scenarios 1, 2, 3, and 4, respectively. On the other hand, the land use impact category results in an aggravation by 2030 for AS1 and AS3 (+11 and +80%), while by 2050, the increase is more prominent (+18 and +95%). This was mainly related to the increase of biomass-derived electricity production of +1% by 2030 and +4% by 2050.
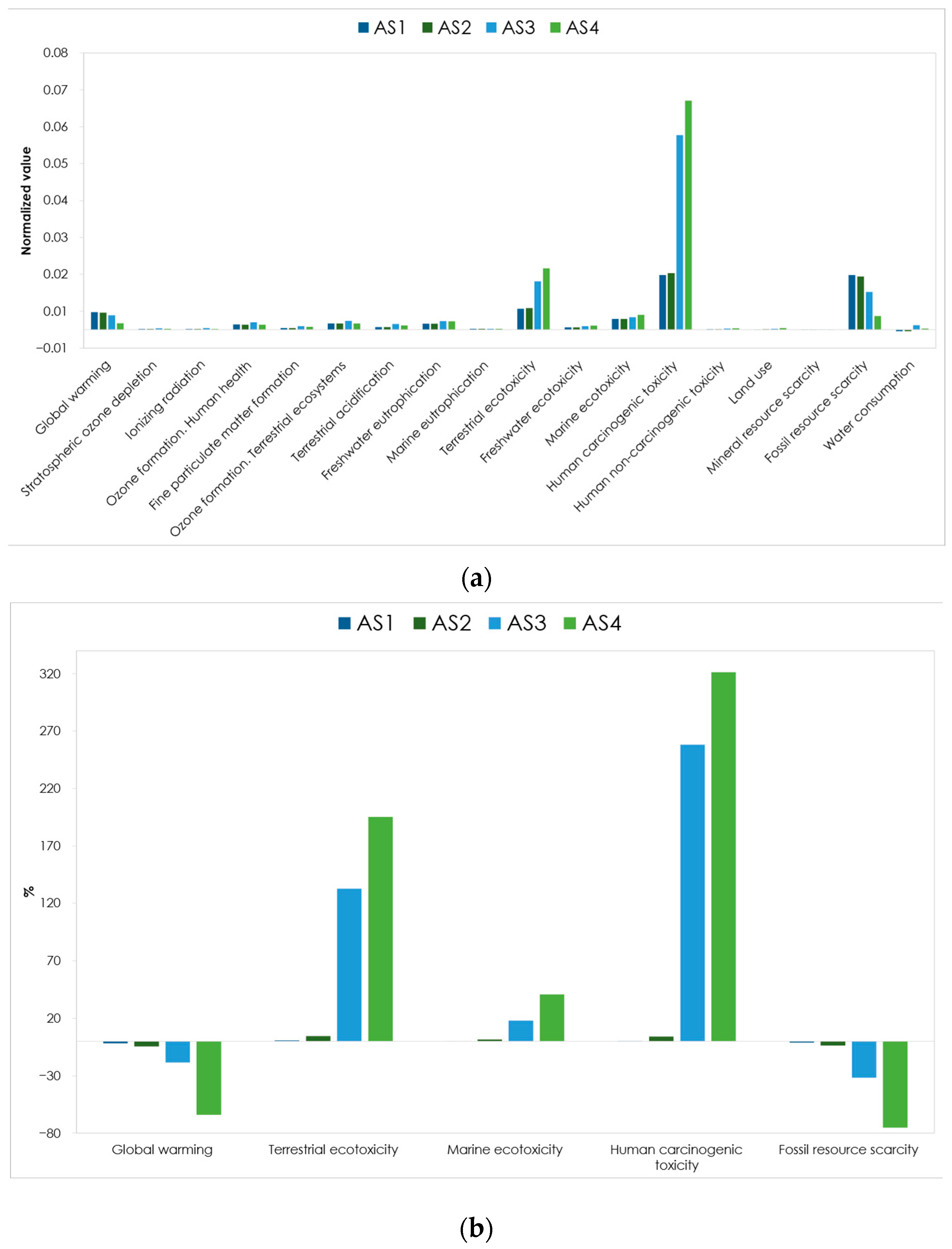
4.2. Additional Scenarios for the Hydrochar Production and Use
The effect of the additional scenarios was also evaluated on the production and use of the hydrochar (Figure 12). The normalization analysis displayed in Figure 12a highlighted that the most affected categories of each alternative scenario were global warming, terrestrial ecotoxicity, marine ecotoxicity, human carcinogenic toxicity, and fossil resource scarcity. The impact characterization presented in Figure 12b shows that the substitution of natural gas with electricity for providing the heat necessary for the HTC reaction greatly increased the environmental impacts in the terrestrial ecotoxicity, marine ecotoxicity, and human carcinogenic toxicity categories for AS3 and AS4. This reduced the effect of global warming and fossil resource scarcity up to −64% and −75%, respectively, by 2050. The increase in the cited categories was primarily due to the transport of biomass feedstock to the HTC plant. The related impact might be reduced by changing the heavy-duty transport technologies based on traditional combustion engines and fuels into more renewable alternatives, such as electric (battery electric, hybrid electric, plug-in hybrid) [50], biogas [51,52], biofuels [53,54], and hydrogen-based [55] vehicles.
4.3. Challenges and Future Prospects of the Study
One of the main key factors that will highly affect the decarbonization process in the EAF steelmaking industry is the use of alternative fossil carbon sources, such as biocarbon from biomass. This study provided a comprehensive assessment of the environmental impact of the production, usage, and application of hydrochar from the winemaking industry as a substitute for fossil coal in EAF steelmaking with a circular economy approach. LCA involves subjective decisions, such as choosing the functional unit, system boundaries, and impact categories, which can affect the results. Furthermore, it requires a large amount of data, which may not be readily available or of sufficient quality. However, the study helped to identify the hotspots of the life cycle that mostly contribute to the environmental impact and allows for targeted improvements. The following recommendations are put forth for the future advancement of hydrochar applications:
- Assessing the environmental impact of transportation in an LCA analysis can be challenging due to the high degree of variability, as factors such as distance, mode of transportation, and vehicle efficiency can vary widely between different products and processes. Thus, the transport of the raw biomass from the collection site to the processing site could be further assessed for the specific application, i.e., EAF steelmaking, since was found to contribute to the environmental impact of the hydrochar production.
- Despite the properties of the hydrochar produced being in line with metallurgical applications [56], improving the mechanical characteristics will be beneficial for both the transportation and handling operations in the furnace. Through pelletizing both the logistics costs and safety risks might be reduced while the furnace efficiency enhanced [12,57,58,59]. Thus, it will be beneficial to include this stage in the system boundaries of future LCA analyses to grow stakeholders’ understanding of the potential hydrochar applications.
- Although some HTC pilot plants and industrial-scale reactors exist [60,61], no detailed data on the reactor configuration, optimization and energy recovery systems, and energy and mass balance calculations are available. However, time-consuming, labor-intensive, and costly multiple trial-and-error experiments are required to obtain exhaustive information. Thus, to overcome the lack of data without incurring these issues will be interesting to make use of both a chemical process simulator (e.g., Aspen Plus®) to predict balances and performances of an industrial-scale HTC process [62] and numerical simulation to foresee the hydrochar behavior in the specific metallurgic application [11].
- Further investigations on the techno-economic feasibility of the HTC process are required before moving toward the industrial scale-up. Whether biomass waste is converted into value-added products (hydrochar) largely depends on these biofuels’ cost competitiveness compared with fossil-based fuels. Therefore, will be crucial to gain a thorough understanding of the techno-economic assessments (TEAs) of the HTC process for biomass, especially for large-scale production, together with the environmental performances (LCA) [63].
5. Conclusions
In this study, the potential application of bio-based carbon material in the steelmaking process to reduce its overall environmental impact was evaluated. The LCA of the novel hydrochar- and anaerobic-digestion-based EAF route was studied based on the Italian context. An industrial layout of the hydrothermal carbonization and anaerobic digestion was proposed and energy and mass balance were calculated based on laboratory experiments. The substitution of fossil coal with hydrochar in EAF steelmaking was performed on an equal carbon content basis. The results of the LCA analysis showed that the base scenario outperforms the traditional EAF route in most of the impact categories, i.e., positively affecting the environment. Furthermore, the comparison of the environmental impact characterization of the production and use of each carbon source was also evaluated. It was found that even though the manufacture of hydrochar was associated with some environmental burden, its use was advantageous since it was related to biogenic CO2 emissions, contrary to the use of fossil coal. It was found that by replacing fossil coal with hydrochar in EAF steelmaking, the GWP impact can be reduced by around 2%. Moreover, natural gas and electricity consumption were the main contributors to the environmental impacts. Thus, by increasing the production of bio-methane and its collection efficiency to substitute higher quantities of natural gas, the proposed base scenario may become environmentally more suitable. Also, it may be interesting to analyze the production and use of different green fuels as alternatives to natural gas in the steelmaking industry, e.g., hydrogen. Furthermore, the LCA of additional scenarios was performed by applying the electricity mix based on the 2030 INECP and the EU Green Deal 2050 previsions. The simultaneous use of higher renewable energies and reduced fossil resources percentages for the national electricity production globally led to reducing the environmental burden, confirming that the substitution of fossil coal with a biogenic carbon source (i.e., the hydrochar) is a promising way toward decarbonization process in the EAF steelmaking industry.
Supplementary Materials
The following supporting information can be downloaded from https://www.mdpi.com/article/10.3390/en16155686/s1. File S1: Substitution of fossil coal with hydrochar from agricultural waste in the electric arc furnace steel industry: a comprehensive Life Cycle Analysis [64,65,66,67].
Author Contributions
A.C.: conceptualization, validation, formal analysis, data curation, visualization, and writing—original draft. M.B.: conceptualization, methodology, resources, visualization, supervision, and writing—original draft. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the project ECS00000024 “Ecosistemi dell’Innovazione”—Rome Technopole of the Italian Ministry of University and Research, public call no. 3277, PNRR—Mission 4, Component 2, Investment 1.5, financed by the European Union, Next GenerationEU, and by the project “Network 4 Energy Sustainable Transition—NEST” project (MIUR project code PE000021, Concession Degree No. 1561 of 11 October 2022) in the framework of the NextGenerationEU PNRR plan (CUP C93C22005230007).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- International Energy Agency—IEA. Iron and Steel Technology Roadmap, Paris. Available online: https://www.Iea.Org/Reports/Iron-and-Steel-Technology-Roadmap (accessed on 22 December 2022).
- European Commission; Joint Research Centre. Technologies to Decarbonise the EU Steel Industry; Publications Office: Luxembourg, 2022. [Google Scholar]
- World Steel Association Energy Use in the Steel Industry—Fact Sheet. Available online: https://worldsteel.org/wp-content/uploads/Fact-sheet-energy-in-the-steel-industry-2021-1.pdf (accessed on 22 December 2022).
- Huang, X.; Ng, K.W.; Giroux, L.; Duchesne, M.; Li, D.; Todoschuk, T. Interaction Behavior of Biogenic Material with Electric Arc Furnace Slag. Fuels 2021, 2, 420–436. [Google Scholar] [CrossRef]
- Demus, T.; Reichel, T.; Schulten, M.; Echterhof, T.; Pfeifer, H. Increasing the Sustainability of Steel Production in the Electric Arc Furnace by Substituting Fossil Coal with Biochar Agglomerates. Ironmak. Steelmak. 2016, 43, 564–570. [Google Scholar] [CrossRef]
- Bianco, L.; Baracchini, G.; Cirilli, F.; Sante, L.D.; Moriconi, A.; Moriconi, E.; Agorio, M.M.; Pfeifer, H.; Echterhof, T.; Demus, T.; et al. Sustainable Electric Arc Furnace Steel Production: GREENEAF. Berg Huettenmaenn Monatsh 2013, 158, 17–23. [Google Scholar] [CrossRef]
- Norgate, T.; Haque, N.; Somerville, M.; Jahanshahi, S. Biomass as a Source of Renewable Carbon for Iron and Steelmaking. ISIJ Int. 2012, 52, 1472–1481. [Google Scholar] [CrossRef] [Green Version]
- Jahanshahi, S.; Mathieson, J.G.; Somerville, M.A.; Haque, N.; Norgate, T.E.; Deev, A.; Pan, Y.; Xie, D.; Ridgeway, P.; Zulli, P. Development of Low-Emission Integrated Steelmaking Process. J. Sustain. Metall. 2015, 1, 94–114. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Liu, H.; Zhang, H.; Song, X.; Zuo, H.; Wang, G.; Xu, Z.; Wu, M.; Zhang, Z.; Chi, R. Metallurgical Performance and Structural Characteristics of Cokes of Hypercoal Prepared from the Mixture of Low-Rank Coal and Biomass Residue. Fuel 2023, 332, 126069. [Google Scholar] [CrossRef]
- Barbanera, M.; Cardarelli, A.; Carota, E.; Castellini, M.; Giannoni, T.; Ubertini, S. Valorization of Winery and Distillery By-Products by Hydrothermal Carbonization. Sci. Rep. 2021, 11, 23973. [Google Scholar] [CrossRef]
- Cardarelli, A.; De Santis, M.; Cirilli, F.; Barbanera, M. Computational Fluid Dynamics Analysis of Biochar Combustion in a Simulated Ironmaking Electric Arc Furnace. Fuel 2022, 328, 125267. [Google Scholar] [CrossRef]
- Wang, C.; Lu, Y.-C.; Brabie, L.; Wang, G. A Pilot Trial Investigation of Using Hydrochar Derived from Biomass Residues for EAF Process. In Advances in Pyrometallurgy; Fleuriault, C., Steenkamp, J.D., Gregurek, D., White, J.F., Reynolds, Q.G., Mackey, P.J., Hockaday, S.A.C., Eds.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2023; pp. 153–163. ISBN 978-3-031-22633-5. [Google Scholar]
- Suer, J.; Traverso, M.; Jäger, N. Review of Life Cycle Assessments for Steel and Environmental Analysis of Future Steel Production Scenarios. Sustainability 2022, 14, 14131. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Moreno-López, E.R.; Corpas-Iglesias, F.A. Determination of the Chemical, Physical and Mechanical Characteristics of Electric Arc Furnace Slags and Environmental Evaluation of the Process for Their Utilization as an Aggregate in Bituminous Mixtures. Materials 2021, 14, 782. [Google Scholar] [CrossRef]
- Harpprecht, C.; Naegler, T.; Steubing, B.; Tukker, A.; Simon, S. Decarbonization Scenarios for the Iron and Steel Industry in Context of a Sectoral Carbon Budget: Germany as a Case Study. J. Clean. Prod. 2022, 380, 134846. [Google Scholar] [CrossRef]
- Surup, G.; Kaffash, H.; Ma, Y.; Trubetskaya, A.; Pettersen, J.; Tangstad, M. Life Cycle Based Climate Emissions of Charcoal Conditioning Routes for the Use in the Ferro-Alloy Production. Energies 2022, 15, 3933. [Google Scholar] [CrossRef]
- Kieush, L.; Rieger, J.; Schenk, J.; Brondi, C.; Rovelli, D.; Echterhof, T.; Cirilli, F.; Thaler, C.; Jaeger, N.; Snaet, D.; et al. A Comprehensive Review of Secondary Carbon Bio-Carriers for Application in Metallurgical Processes: Utilization of Torrefied Biomass in Steel Production. Metals 2022, 12, 2005. [Google Scholar] [CrossRef]
- Gul, E.; Riva, L.; Nielsen, H.K.; Yang, H.; Zhou, H.; Yang, Q.; Skreiberg, Ø.; Wang, L.; Barbanera, M.; Zampilli, M.; et al. Substitution of Coke with Pelletized Biocarbon in the European and Chinese Steel Industries: An LCA Analysis. Appl. Energy 2021, 304, 117644. [Google Scholar] [CrossRef]
- Murillo, H.A.; Pagés-Díaz, J.; Díaz-Robles, L.A.; Vallejo, F.; Huiliñir, C. Valorization of Oat Husk by Hydrothermal Carbonization: Optimization of Process Parameters and Anaerobic Digestion of Spent Liquors. Bioresour. Technol. 2022, 343, 126112. [Google Scholar] [CrossRef] [PubMed]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. From Laboratory to Industrial Scale: A Scale-up Framework for Chemical Processes in Life Cycle Assessment Studies. J. Clean. Prod. 2016, 135, 1085–1097. [Google Scholar] [CrossRef]
- Norgate, T.; Langberg, D. Environmental and Economic Aspects of Charcoal Use in Steelmaking. ISIJ Int. 2009, 49, 587–595. [Google Scholar] [CrossRef] [Green Version]
- Ferrentino, R.; Sacchi, G.; Scrinzi, D.; Andreottola, G.; Fiori, L. Valorization of Swine Manure for a Circular Approach through Hydrothermal Carbonization. Biomass Bioenergy 2023, 168, 106689. [Google Scholar] [CrossRef]
- Roy, U.K.; Radu, T.; Wagner, J. Hydrothermal Carbonisation of Anaerobic Digestate for Hydro-Char Production and Nutrient Recovery. J. Environ. Chem. Eng. 2022, 10, 107027. [Google Scholar] [CrossRef]
- Campbell, B.S.; Thorpe, R.B.; Peus, D.; Lee, J. Anaerobic Digestion of Untreated and Treated Process Water from the Hydrothermal Carbonisation of Spent Coffee Grounds. Chemosphere 2022, 293, 133529. [Google Scholar] [CrossRef]
- Deng, F.; Jiang, H.; Xie, Z.; Chen, Y.; Zhou, P.; Liu, X.; Li, D. Nutrient Recovery from Biogas Slurry via Hydrothermal Carbonization with Different Agricultural and Forestry Residue. Ind. Crop. Prod. 2022, 189, 115891. [Google Scholar] [CrossRef]
- Semaan, J.-N.; Belandria, V.; Missaoui, A.; Sarh, B.; Gökalp, I.; Bostyn, S. Energy Analysis of Olive Pomace Valorization via Hydrothermal Carbonization. Biomass Bioenergy 2022, 165, 106590. [Google Scholar] [CrossRef]
- Heidari, M.; Dutta, A.; Acharya, B.; Mahmud, S. A Review of the Current Knowledge and Challenges of Hydrothermal Carbonization for Biomass Conversion. J. Energy Inst. 2019, 92, 1779–1799. [Google Scholar] [CrossRef]
- Medina-Martos, E.; Istrate, I.-R.; Villamil, J.A.; Gálvez-Martos, J.-L.; Dufour, J.; Mohedano, Á.F. Techno-Economic and Life Cycle Assessment of an Integrated Hydrothermal Carbonization System for Sewage Sludge. J. Clean. Prod. 2020, 277, 122930. [Google Scholar] [CrossRef]
- Wang, T.; Zhai, Y.; Zhu, Y.; Li, C.; Zeng, G. A Review of the Hydrothermal Carbonization of Biomass Waste for Hydrochar Formation: Process Conditions, Fundamentals, and Physicochemical Properties. Renew. Sustain. Energy Rev. 2018, 90, 223–247. [Google Scholar] [CrossRef]
- Merzari, F.; Langone, M.; Andreottola, G.; Fiori, L. Methane Production from Process Water of Sewage Sludge Hydrothermal Carbonization. A Review. Valorising Sludge through Hydrothermal Carbonization. Crit. Rev. Environ. Sci. Technol. 2019, 49, 947–988. [Google Scholar] [CrossRef]
- Mannarino, G.; Sarrion, A.; Diaz, E.; Gori, R.; De La Rubia, M.A.; Mohedano, A.F. Improved Energy Recovery from Food Waste through Hydrothermal Carbonization and Anaerobic Digestion. Waste Manag. 2022, 142, 9–18. [Google Scholar] [CrossRef]
- Mannarino, G.; Caffaz, S.; Gori, R.; Lombardi, L. Environmental Life Cycle Assessment of Hydrothermal Carbonization of Sewage Sludge and Its Products Valorization Pathways. Waste Biomass Valor 2022, 13, 3845–3864. [Google Scholar] [CrossRef]
- Lombardi, L.; Nocita, C.; Bettazzi, E.; Fibbi, D.; Carnevale, E. Environmental Comparison of Alternative Treatments for Sewage Sludge: An Italian Case Study. Waste Manag. 2017, 69, 365–376. [Google Scholar] [CrossRef]
- Parravicini, V.; Nielsen, P.H.; Thornberg, D.; Pistocchi, A. Evaluation of Greenhouse Gas Emissions from the European Urban Wastewater Sector, and Options for Their Reduction. Sci. Total Environ. 2022, 838, 156322. [Google Scholar] [CrossRef]
- Yay, A.S.E.; Birinci, B.; Açıkalın, S.; Yay, K. Hydrothermal Carbonization of Olive Pomace and Determining the Environmental Impacts of Post-Process Products. J. Clean. Prod. 2021, 315, 128087. [Google Scholar] [CrossRef]
- Śliz, M.; Tuci, F.; Czerwińska, K.; Fabrizi, S.; Lombardi, L.; Wilk, M. Hydrothermal Carbonization of the Wet Fraction from Mixed Municipal Solid Waste: Hydrochar Characteristics and Energy Balance. Waste Manag. 2022, 151, 39–48. [Google Scholar] [CrossRef] [PubMed]
- Lombardi, L.; Tuci, F.; Śliz, M.; Czerwińska, K.; Fabrizi, S.; Wilk, M. Life Cycle Assessment of the Hydrothermal Carbonization Process Applied to the Wet Fraction Mechanically Separated from Municipal Mixed Waste. Waste Manag. 2023, 166, 181–193. [Google Scholar] [CrossRef] [PubMed]
- Karbowniczek, M. Electric Arc Furnace Steelmaking, 1st ed.; CRC Press: Boca Raton, FL, USA, 2021; ISBN 978-1-00-313094-9. [Google Scholar]
- Echterhof, T. Review on the Use of Alternative Carbon Sources in EAF Steelmaking. Metals 2021, 11, 222. [Google Scholar] [CrossRef]
- Vinci, G.; Ruggieri, R.; Billi, A.; Pagnozzi, C.; Di Loreto, M.V.; Ruggeri, M. Sustainable Management of Organic Waste and Recycling for Bioplastics: A LCA Approach for the Italian Case Study. Sustainability 2021, 13, 6385. [Google Scholar] [CrossRef]
- Nurdiawati, A.; Zaini, I.N.; Wei, W.; Gyllenram, R.; Yang, W.; Samuelsson, P. Towards Fossil-Free Steel: Life Cycle Assessment of Biosyngas-Based Direct Reduced Iron (DRI) Production Process. J. Clean. Prod. 2023, 393, 136262. [Google Scholar] [CrossRef]
- Burchart-Korol, D. Life Cycle Assessment of Steel Production in Poland: A Case Study. J. Clean. Prod. 2013, 54, 235–243. [Google Scholar] [CrossRef]
- Yang, L.; Hu, H.; Yang, S.; Wang, S.; Chen, F.; Guo, Y. Life Cycle Carbon Footprint of Electric Arc Furnace Steelmaking Processes under Different Smelting Modes in China. Sustain. Mater. Technol. 2023, 35, e00564. [Google Scholar] [CrossRef]
- Battini, F.; Agostini, A.; Boulamanti, A.K.; Giuntoli, J.; Amaducci, S. Mitigating the Environmental Impacts of Milk Production via Anaerobic Digestion of Manure: Case Study of a Dairy Farm in the Po Valley. Sci. Total Environ. 2014, 481, 196–208. [Google Scholar] [CrossRef]
- Bastos, J.; Prina, M.G.; Garcia, R. Life-Cycle Assessment of Current and Future Electricity Supply Addressing Average and Marginal Hourly Demand: An Application to Italy. J. Clean. Prod. 2023, 399, 136563. [Google Scholar] [CrossRef]
- European Commission. European Green Deal. Available online: https://Climate.Ec.Europa.Eu/Eu-Action/European-Green-Deal_en (accessed on 23 June 2023).
- Ministry of Economic Development; Ministry of the Environment and Protection of Natural Resources and the Sea; Ministry of Infrastructure and Transport. Integrated National Energy and Climate Plan. 2019. Available online: https://energy.ec.europa.eu/system/files/2020-02/it_final_necp_main_en_0.pdf (accessed on 23 June 2023).
- Gargiulo, A.; Carvalho, M.L.; Girardi, P. Life Cycle Assessment of Italian Electricity Scenarios to 2030. Energies 2020, 13, 3852. [Google Scholar] [CrossRef]
- Lanati, F.; Gaeta, M. How to Achieve a Complete Decarbonization of the Italian Energy System by 2050? In Proceedings of the 2020 17th International Conference on the European Energy Market (EEM), Stockholm, Sweden, 16–18 September 2020; pp. 1–5. [Google Scholar]
- De Souza, L.L.P.; Lora, E.E.S.; Palacio, J.C.E.; Rocha, M.H.; Renó, M.L.G.; Venturini, O.J. Comparative Environmental Life Cycle Assessment of Conventional Vehicles with Different Fuel Options, Plug-in Hybrid and Electric Vehicles for a Sustainable Transportation System in Brazil. J. Clean. Prod. 2018, 203, 444–468. [Google Scholar] [CrossRef]
- Van Mierlo, J.; Messagie, M.; Rangaraju, S. Comparative Environmental Assessment of Alternative Fueled Vehicles Using a Life Cycle Assessment. Transp. Res. Procedia 2017, 25, 3435–3445. [Google Scholar] [CrossRef]
- Tratzi, P.; Torre, M.; Paolini, V.; Tomassetti, L.; Montiroli, C.; Manzo, E.; Petracchini, F. Liquefied Biomethane for Heavy-Duty Transport in Italy: A Well-to-Wheels Approach. Transp. Res. Part D Transp. Environ. 2022, 107, 103288. [Google Scholar] [CrossRef]
- Sonthalia, A.; Kumar, N. Hydroprocessed Vegetable Oil as a Fuel for Transportation Sector: A Review. J. Energy Inst. 2019, 92, 1–17. [Google Scholar] [CrossRef]
- Verma, A.S.; Chhabra, S.; Karnwal, A.; Gupta, A.; Kumar, R. A Review on Performance, Combustion and Emissions Utilizing Alternative Fuels. Mater. Today Proc. 2022, 64, 1459–1464. [Google Scholar] [CrossRef]
- Mohideen, M.M.; Subramanian, B.; Sun, J.; Ge, J.; Guo, H.; Radhamani, A.V.; Ramakrishna, S.; Liu, Y. Techno-Economic Analysis of Different Shades of Renewable and Non-Renewable Energy-Based Hydrogen for Fuel Cell Electric Vehicles. Renew. Sustain. Energy Rev. 2023, 174, 113153. [Google Scholar] [CrossRef]
- Kieush, L.; Schenk, J.; Koveria, A.; Rantitsch, G.; Hrubiak, A.; Hopfinger, H. Utilization of Renewable Carbon in Electric Arc Furnace-Based Steel Production: Comparative Evaluation of Properties of Conventional and Non-Conventional Carbon-Bearing Sources. Metals 2023, 13, 722. [Google Scholar] [CrossRef]
- Riva, L.; Cardarelli, A.; Andersen, G.J.; Buø, T.V.; Barbanera, M.; Bartocci, P.; Fantozzi, F.; Nielsen, H.K. On the Self-Heating Behavior of Upgraded Biochar Pellets Blended with Pyrolysis Oil: Effects of Process Parameters. Fuel 2020, 278, 118395. [Google Scholar] [CrossRef]
- Lu, Y.; Yang, H.; Karasev, A.V.; Wang, C.; Jönsson, P.G. Applications of Hydrochar and Charcoal in the Iron and Steelmaking Industry—Part 1: Characterization of Carbonaceous Materials. Sustainability 2022, 14, 9488. [Google Scholar] [CrossRef]
- Lu, Y.-C.; Brabie, L.; Karasev, A.V.; Wang, C. Applications of Hydrochar and Charcoal in the Iron and Steelmaking Industry—Part 2: Carburization of Liquid Iron by Addition of Iron–Carbon Briquettes. Sustainability 2022, 14, 5383. [Google Scholar] [CrossRef]
- Lucian, M.; Merzari, F.; Messineo, A.; Volpe, M. Hydrothermal Carbonization of Sludge Residues via Carborem C700 Industrial Scale Continuous Operating Plant. Chem. Eng. Trans. 2022, 92, 19–24. [Google Scholar] [CrossRef]
- Saqib, N.U.; Sharma, H.B.; Baroutian, S.; Dubey, B.; Sarmah, A.K. Valorisation of Food Waste via Hydrothermal Carbonisation and Techno-Economic Feasibility Assessment. Sci. Total Environ. 2019, 690, 261–276. [Google Scholar] [CrossRef]
- Sarrion, A.; Medina-Martos, E.; Iribarren, D.; Diaz, E.; Mohedano, A.F.; Dufour, J. Life Cycle Assessment of a Novel Strategy Based on Hydrothermal Carbonization for Nutrient and Energy Recovery from Food Waste. Sci. Total Environ. 2023, 878, 163104. [Google Scholar] [CrossRef]
- Hussin, F.; Hazani, N.N.; Khalil, M.; Aroua, M.K. Environmental Life Cycle Assessment of Biomass Conversion Using Hydrothermal Technology: A Review. Fuel Process. Technol. 2023, 246, 107747. [Google Scholar] [CrossRef]
- Albright, L. (Ed.) Albright’s Chemical Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar] [CrossRef]
- Lucian, M.; Volpe, M.; Merzari, F.; Wüst, D.; Kruse, A.; Andreottola, G.; Fiori, L. Hydrothermal carbonization coupled with anaerobic digestion for the valorization of the organic fraction of municipal solid waste. Bioresour. Technol. 2020, 314, 123734. [Google Scholar] [CrossRef] [PubMed]
- Mendecka, B.; Lombardi, L.; Micali, F.; De Risi, A. Energy Recovery from Olive Pomace by Hydrothermal Carbonization on Hypothetical Industrial Scale: A LCA Perspective. Waste Biomass Valor 2020, 11, 5503–5519. [Google Scholar] [CrossRef]
- Basso, D. Hydrothermal Carbonization of Waste Biomass. Ph.D. Dissertation, University of Trento, Trento, Italy, 2016; pp. 1–277. [Google Scholar]
Figure 2.
Simple plant flow chart and mass balance of the reaction process.

Figure 3.
Normalization impact analysis of the carbonaceous materials production.

Figure 4.
GWP impact of the production of hydrochar vs. fossil coal.

Figure 5.
Ozone formation (human health (a) and terrestrial ecosystem (b)) impacts of the production of hydrochar vs. fossil coal.
Figure 5.
Ozone formation (human health (a) and terrestrial ecosystem (b)) impacts of the production of hydrochar vs. fossil coal.

Figure 6.
Freshwater eutrophication impact of the production of hydrochar vs. fossil coal.

Figure 7.
Terrestrial ecotoxicity impacts of the production of hydrochar vs. fossil coal.

Figure 8.
Marine ecotoxicity impacts of the production of hydrochar vs. fossil coal.

Figure 9.
Human carcinogenic toxicity impacts of the production of hydrochar vs. fossil coal.

Figure 10.
Fossil resource scarcity impacts of the production of hydrochar vs. fossil coal.

Figure 11.
Characterization impact comparison of the alternative scenarios with the base scenario.

Figure 12.
Normalization analysis (a) and characterization impact (b) of hydrochar production and use for each alternative scenario.
Figure 12.
Normalization analysis (a) and characterization impact (b) of hydrochar production and use for each alternative scenario.

Table 1.
Inventory data of the HTC process (values per ton of molten steel).
| Input from Technosphere | Emission to Air | ||||||
|---|---|---|---|---|---|---|---|
| Ereact [kWh/t] | Estirr [kWh/t] | Efiltration [kWh/t] | Edryer [kWh/t] | Emill [kWh/t] | Epump [kWh/t] | mCO2 [kg/t] | mCO [kg/t] |
| 105.84 | 0.05 | 1.97 | 9.73 | 1.32 | 0.09 | 17.82 | 0.99 |
Table 3.
Main inventory data of the anaerobic digestion stage of process water (values per ton of molten steel).
Table 3.
Main inventory data of the anaerobic digestion stage of process water (values per ton of molten steel).
| Input from Technosphere | Emission to Air | Emission to Water | |||
|---|---|---|---|---|---|
| Eloss,AD | Estirr | Ecentrifugation | Epump | mCH4,losses | mLD |
| [kWh/t] | [kWh/t] | [kWh/t] | [kWh/t] | [kg/t] | [kg/t] |
| 0.26 | 0.43 | 1.69 | 0.05 | 0.01 | 311.1 |
Table 4.
Characterization impact results of the base and traditional EAF scenarios.
| Impact Category | Unit | Traditional Scenario | Base Scenario |
|---|---|---|---|
| Global warming | kg CO2 eq | 526.56 | 514.94 |
| Stratospheric ozone depletion | kg CFC11 eq | 2.16 × 10−4 | 2.26 × 10−4 |
| Ionizing radiation | kBq Co-60 eq | 3.58 | 3.66 |
| Ozone formation (human health) | kg NOx eq | 1.14 | 1.14 |
| Fine particulate matter formation | kg PM2.5 eq | 7.02 × 10−1 | 7.00 × 10−1 |
| Ozone formation (terrestrial ecosystems) | kg NOx eq | 1.17 | 1.17 |
| Terrestrial acidification | kg SO2 eq | 1.50 | 1.49 |
| Freshwater eutrophication | kg P eq | 2.84 × 10−2 | 2.79 × 10−2 |
| Marine eutrophication | kg N eq | 1.11 × 10−3 | 2.10 × 10−3 |
| Terrestrial ecotoxicity | kg 1.4-DCB | 2183.61 | 2263.78 |
| Freshwater ecotoxicity | kg 1.4-DCB | 2.29 × 10+1 | 2.29 × 10+1 |
| Marine ecotoxicity | kg 1.4-DCB | 3.53 × 10+1 | 3.55 × 10+1 |
| Human carcinogenic toxicity | kg 1.4-DCB | 1.81 × 10+3 | 1.81 × 10+3 |
| Human non-carcinogenic toxicity | kg 1.4-DCB | 3.32 × 10+2 | 3.34 × 10+2 |
| Land use | m2a crop eq | 1.52 × 10+1 | 1.52 × 10+1 |
| Mineral resource scarcity | kg Cu eq | 1.38 | 1.40 |
| Fossil resource scarcity | kg oil eq | 130.56 | 137.59 |
| Water consumption | m3 | 9.85 | 9.74 |
Table 5.
Characterization impact results of the production and use of hydrochar and fossil coal.
| Impact Category | Unit | Fossil Coal | Hydrochar |
|---|---|---|---|
| Global warming | kg CO2 eq | 49.64 | 38.47 |
| Stratospheric ozone depletion | kg CFC11 eq | 1.47 × 10−6 | 1.19 × 10−5 |
| Ionizing radiation | kBq Co-60 eq | 1.43 × 10−2 | 8.92 × 10−2 |
| Ozone formation (human health) | kg NOx eq | 2.45 × 10−2 | 3.07 × 10−2 |
| Fine particulate matter formation | kg PM2.5 eq | 1.32 × 10−2 | 1.23 × 10−2 |
| Ozone formation (terrestrial ecosystems) | kg NOx eq | 2.47 × 10−2 | 3.20 × 10−2 |
| Terrestrial acidification | kg SO2 eq | 4.11 × 10−2 | 3.31 × 10−2 |
| Freshwater eutrophication | kg P eq | 1.60 × 10−3 | 1.10 × 10−3 |
| Marine eutrophication | kg N eq | 2.22 × 10−5 | 1.01 × 10−3 |
| Terrestrial ecotoxicity | kg 1.4-DCB | 5.25 | 85.53 |
| Freshwater ecotoxicity | kg 1.4-DCB | 2.45 × 10−3 | 1.65 × 10−2 |
| Marine ecotoxicity | kg 1.4-DCB | 6.69 × 10−3 | 1.25 × 10−1 |
| Human carcinogenic toxicity | kg 1.4-DCB | 3.91 × 10−2 | 1.52 × 10−1 |
| Human non-carcinogenic toxicity | kg 1.4-DCB | 2.98 × 10−1 | 2.61 |
| Land use | m2a crop eq | 3.33 × 10−1 | 3.98 × 10−1 |
| Mineral resource scarcity | kg Cu eq | 6.43 × 10−3 | 2.60 × 10−2 |
| Fossil resource scarcity | kg oil eq | 6.94 | 14.68 |
| Water consumption | m3 | 1.07 × 10−2 | −9.26 × 10−2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cardarelli, A.; Barbanera, M. Substitution of Fossil Coal with Hydrochar from Agricultural Waste in the Electric Arc Furnace Steel Industry: A Comprehensive Life Cycle Analysis. Energies 2023, 16, 5686. https://doi.org/10.3390/en16155686
AMA Style
Cardarelli A, Barbanera M. Substitution of Fossil Coal with Hydrochar from Agricultural Waste in the Electric Arc Furnace Steel Industry: A Comprehensive Life Cycle Analysis. Energies. 2023; 16(15):5686. https://doi.org/10.3390/en16155686
Chicago/Turabian StyleCardarelli, Alessandro, and Marco Barbanera. 2023. "Substitution of Fossil Coal with Hydrochar from Agricultural Waste in the Electric Arc Furnace Steel Industry: A Comprehensive Life Cycle Analysis" Energies 16, no. 15: 5686. https://doi.org/10.3390/en16155686
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.