
Solvothermal Liquefaction of Blackcurrant Pomace in the Water-Monohydroxy Alcohol Solvent System
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Solvothermal Liquefaction Procedure
2.3. Analysis Methods of STL Bioproducts
2.3.1. Elemental Analysis (EA)
2.3.2. Infrared Fourier-Transform Spectroscopy (FT-IR)
2.3.3. Gas Chromatography Coupled to Mass Spectrometry (GC-MS)
2.4. Calculations
- ERi—energy recovery in the form of STL group of products, where i means biocrude, biochar, gas phase, or water-soluble organics,
- HHVi—a higher heating value of i-group of products.
- Cshare,i—the content of C element in the i-group of products,
- Ci/feedstock—C element content in the i-group of products/feedstock, respectively.
3. Results and Discussion
3.1. Raw Material
3.2. Effect of Process Variables on Bioproducts Yield Distribution
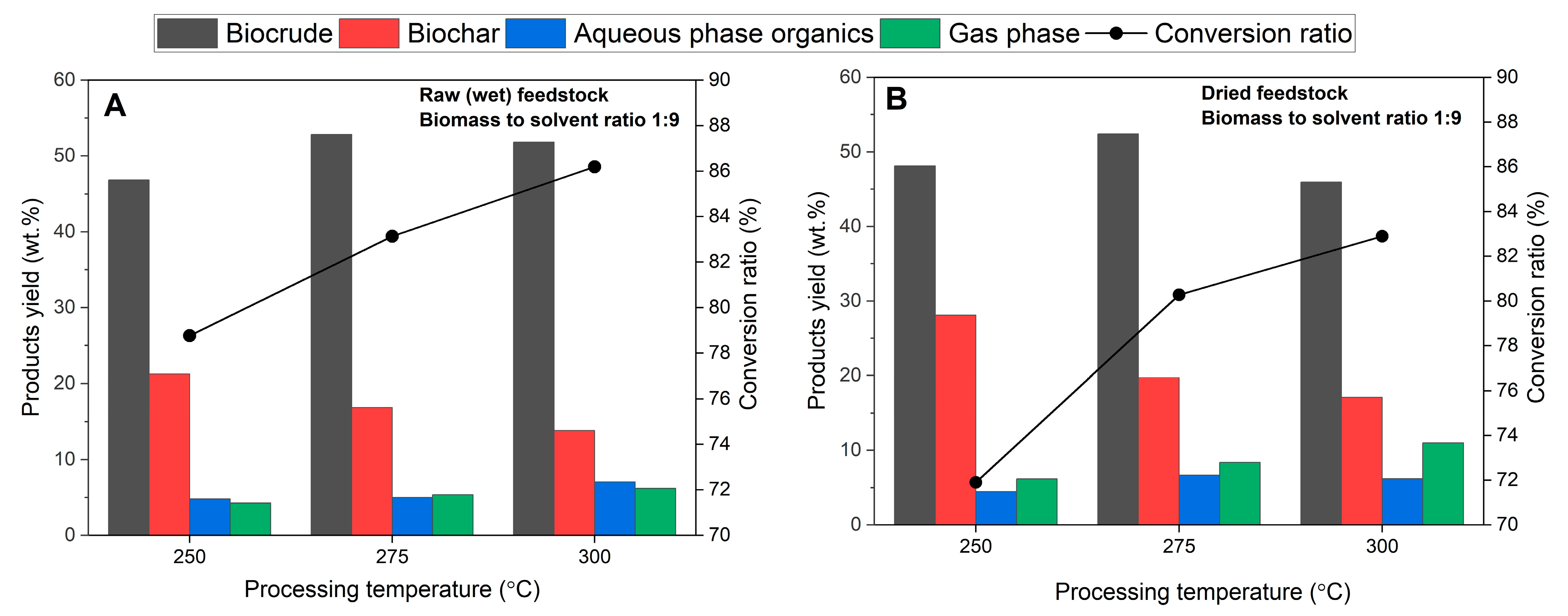
3.2.1. Temperature
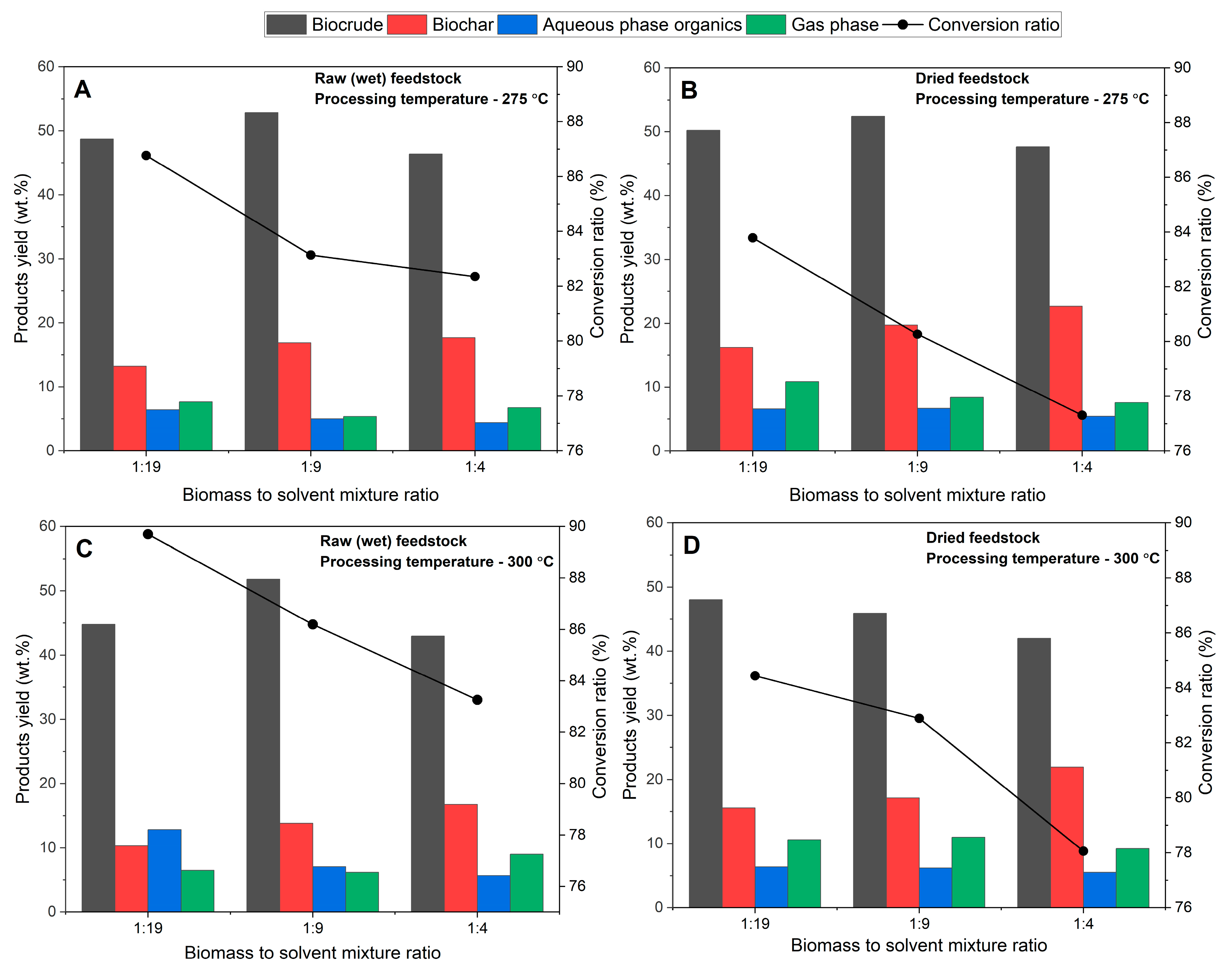
3.2.2. Biomass-to-Solvent Ratio
3.3. Biocrude Composition
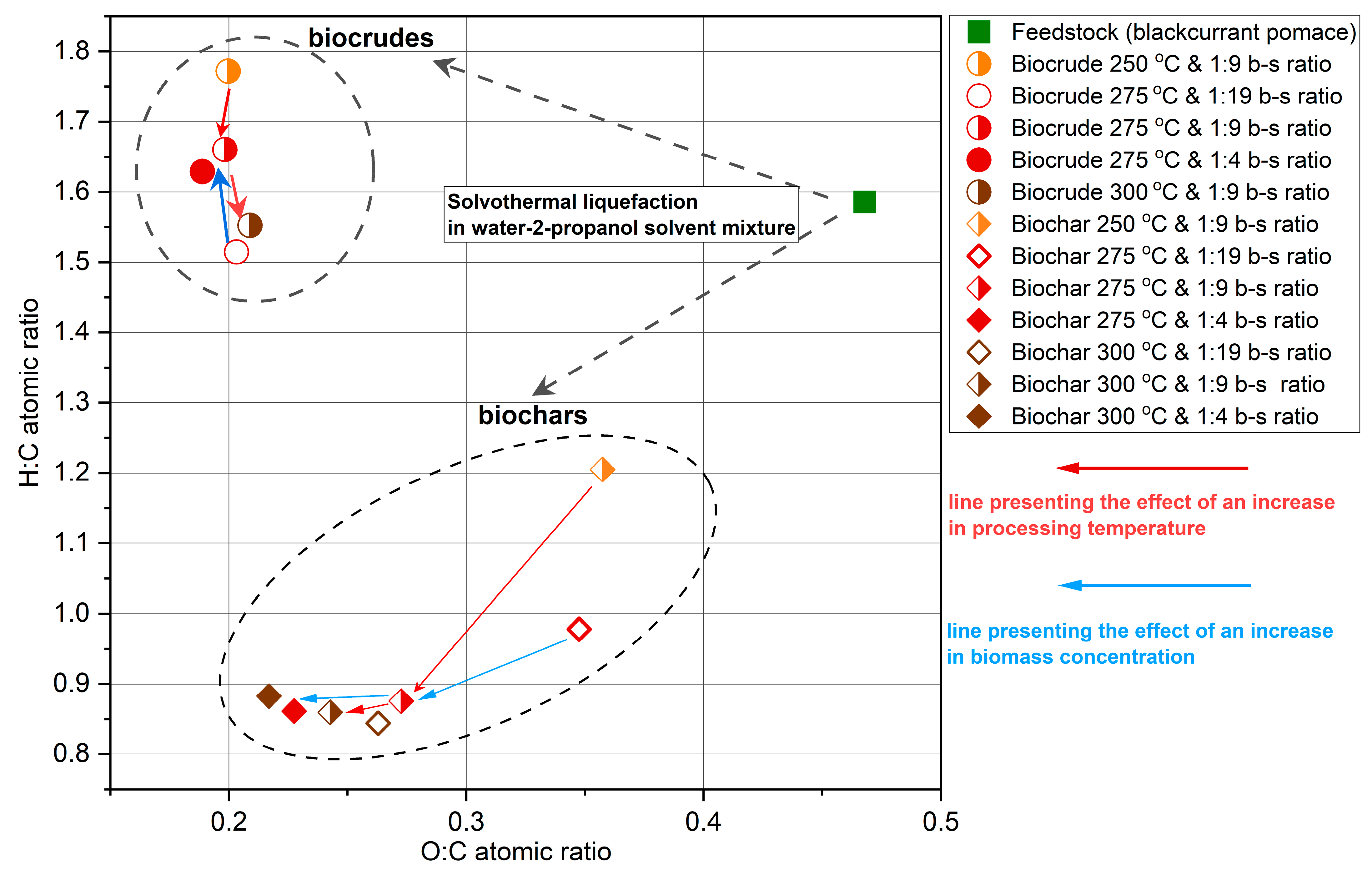
3.3.1. Elemental Composition
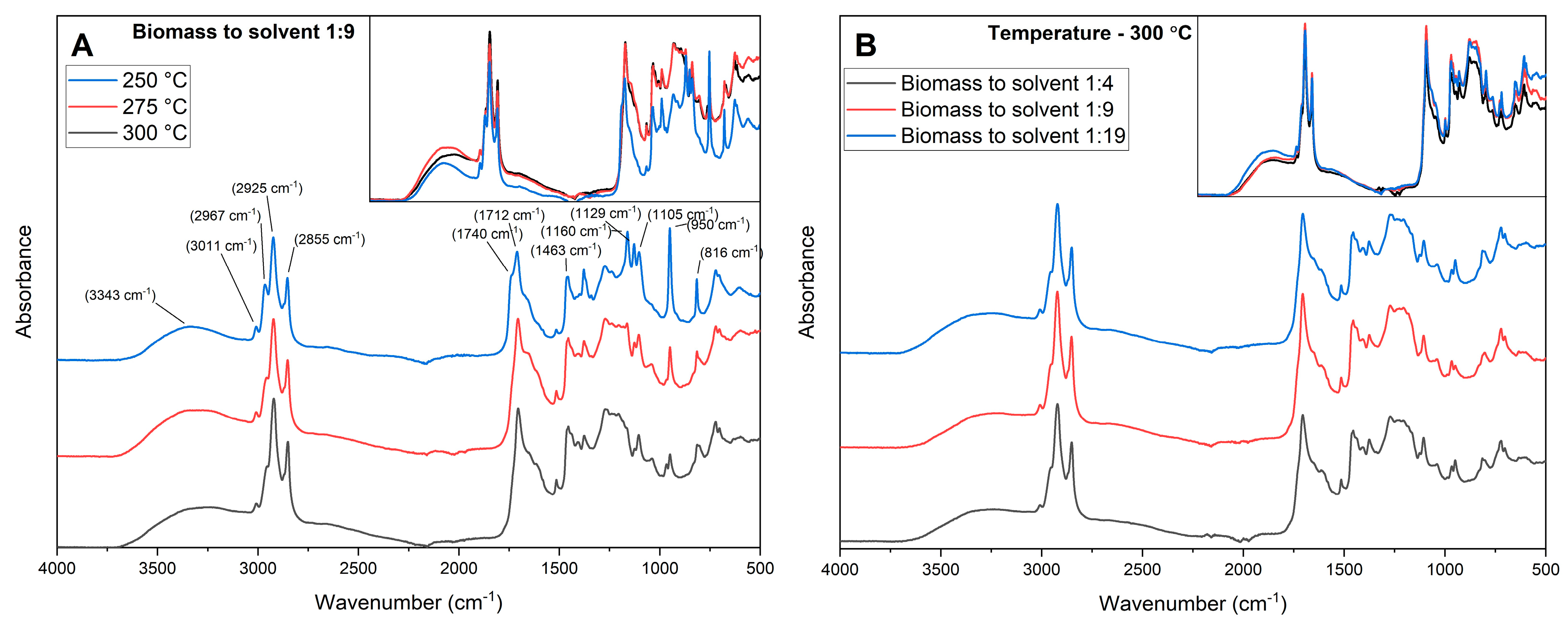
3.3.2. FT-IR
3.3.3. GC-MS
3.4. Other Groups of Bioproducts Composition
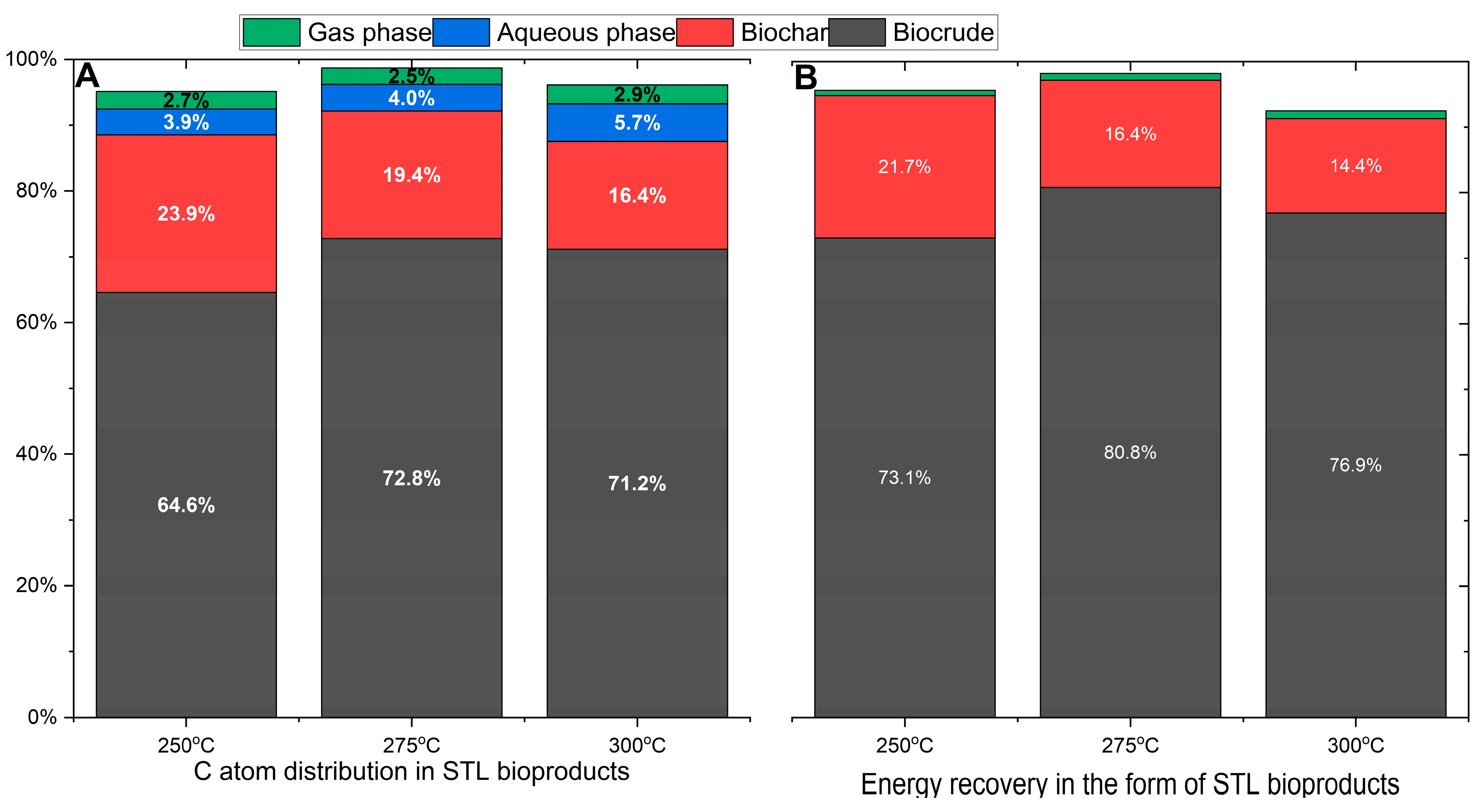
3.5. Energy Recovery and Biocrude Application Potential
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Michalska, A.; Wojdyło, A.; Lech, K.; Łysiak, G.P.; Figiel, A. Effect of Different Drying Techniques on Physical Properties, Total Polyphenols and Antioxidant Capacity of Blackcurrant Pomace Powders. LWT-Food Sci. Technol. 2017, 78, 114–121. [Google Scholar] [CrossRef]
- Reißner, A.; Al-hamimi, S.; Quiles, A.; Schmidt, C.; Struck, S.; Hernando, I.; Turner, C.; Rohm, H. Composition and Physicochemical Properties of Dried Berry Pomace. SCI 2019, 99, 1284–1293. [Google Scholar] [CrossRef]
- FAOSTAT Global Crop Production-Currants. Available online: https://www.fao.org/faostat/en/#data (accessed on 30 September 2022).
- Jurgoński, A.; Juskiewicz, J.; Zduńczyk, Z.; Matusevicius, P.; Kołodziejczyk, K. Polyphenol-Rich Extract from Blackcurrant Pomace Attenuates the Intestinal Tract and Serum Lipid Changes Induced by a High-Fat Diet in Rabbits. Eur. J. Nutr. 2014, 53, 1603–1613. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Déniel, M.; Haarlemmer, G.; Roubaud, A.; Weiss-Hortala, E.; Fages, J. Optimisation of Bio-Oil Production by Hydrothermal Liquefaction of Agro-Industrial Residues: Blackcurrant Pomace (Ribes Nigrum L.) as an Example. Biomass and Bioenergy 2016, 95, 273–285. [Google Scholar] [CrossRef] [Green Version]
- Dhillon, G.S.; Kaur, S.; Brar, S.K. Perspective of Apple Processing Wastes as Low-Cost Substrates for Bioproduction of High Value Products: A Review. Renew. Sustain. Energy Rev. 2013, 27, 789–805. [Google Scholar] [CrossRef]
- Colombino, E.; Zduńczyk, Z.; Jankowski, J.; Cocolin, L.S.; Schiavone, A.; Biasato, I.; Prieto-Botella, D.; Karlińska, E.; Kosmala, M.; Ognik, K.; et al. Fibre-Phenolic Compound on Meat Quality, Blood Chemistry and Redox Status of Broilers. Animals 2020, 10, 1968. [Google Scholar] [CrossRef]
- Azman, E.M.; House, A.; Charalampopoulos, D.; Chatzifragkou, A. Effect of Dehydration on Phenolic Compounds and Antioxidant Activity of Blackcurrant (Ribes Nigrum L.) Pomace. Int. J. Food Sci. Technol. 2021, 56, 600–607. [Google Scholar] [CrossRef]
- Chojnacka, K.; Samoraj, M. New Micronutrient Biocomponents Based on Blackcurrant Seeds Pomace–Bench-Scale Kinetic Studies. Energy Environ. 2020, 32, 1–17. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Kishore, N.; Gu, S. A Review on Hydrothermal Liquefaction of Biomass. Renew. Sustain. Energy Rev. 2018, 81, 1378–1392. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Janus, R.; Vos, M.P.; Brilman, D.W.F. Effect of Process Conditions on Bio-Oil Obtained through Continuous Hydrothermal Liquefaction of Scenedesmus Sp. Microalgae. J. Anal. Appl. Pyrolysis 2018, 134, 415–426. [Google Scholar] [CrossRef]
- López Barreiro, D.; Beck, M.; Hornung, U.; Ronsse, F.; Kruse, A.; Prins, W. Suitability of Hydrothermal Liquefaction as a Conversion Route to Produce Biofuels from Macroalgae. Algal Res. 2015, 11, 234–241. [Google Scholar] [CrossRef]
- Qian, L.; Wang, S.; Savage, P.E. Hydrothermal Liquefaction of Sewage Sludge under Isothermal and Fast Conditions. Bioresour. Technol. 2017, 232, 27–34. [Google Scholar] [CrossRef]
- Yang, T.; Liu, X.; Li, R.; Li, B.; Kai, X. Hydrothermal Liquefaction of Sewage Sludge to Produce Bio-Oil: Effect of Co-Pretreatment with Subcritical Water and Mixed Surfactants. J. Supercrit. Fluids 2019, 144, 28–38. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Grzywacz, P.; Janus, R.; Michalik, M. A Two-Stage Processing of Cherry Pomace via Hydrothermal Treatment Followed by Biochar Gasification. Renew. Energy 2021, 179, 248–261. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Berdel, M.; Janus, R.; Brilman, D.W.F. Hydrothermal Processing of Pine Wood: Effect of Process Variables on Bio-Oil Quality and Yield. E3S Web Conf. 2019, 108, 11p. [Google Scholar] [CrossRef]
- Brilman, D.W.F.; Drabik, N.; Wądrzyk, M. Hydrothermal Co-Liquefaction of Microalgae, Wood, and Sugar Beet Pulp. Biomass Convers. Biorefinery 2017, 7, 445–454. [Google Scholar] [CrossRef] [Green Version]
- Déniel, M.; Haarlemmer, G.; Roubaud, A.; Weiss-Hortala, E.; Fages, J. Hydrothermal Liquefaction of Blackcurrant Pomace and Model Molecules: Understanding of Reaction Mechanisms. Sustain. Energy Fuels 2017, 1, 555–582. [Google Scholar] [CrossRef] [Green Version]
- Anouti, S.; Haarlemmer, G.; Déniel, M.; Roubaud, A. Analysis of Physicochemical Properties of Bio-Oil from Hydrothermal Liquefaction of Blackcurrant Pomace. Energy and Fuels 2016, 30, 398–406. [Google Scholar] [CrossRef]
- Missaoui, A.; Bostyn, S.; Belandria, V.; Cagnon, B.; Sarh, B. Hydrothermal Carbonization of Dried Olive Pomace: Energy Potential and Process Performances. J. Anal. Appl. Pyrolysis 2017, 128, 281–290. [Google Scholar] [CrossRef]
- Ji, C.; He, Z.; Wang, Q.; Xu, G.; Wang, S.; Xu, Z.; Ji, H. Effect of Operating Conditions on Direct Liquefaction of Low-Lipid Microalgae in Ethanol-Water Co-Solvent for Bio-Oil Production. Energy Convers. Manag. 2017, 141, 155–162. [Google Scholar] [CrossRef]
- Zhao, Y.P.; Zhu, W.W.; Wei, X.Y.; Fan, X.; Cao, J.P.; Dou, Y.Q.; Zong, Z.M.; Zhao, W. Synergic Effect of Methanol and Water on Pine Liquefaction. Bioresour. Technol. 2013, 142, 504–509. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Ma, Z.; Yang, T.; Li, B.; Wei, L.; Sun, Y. Sub–Supercritical Liquefaction of Municipal Wet Sewage Sludge to Produce Bio-Oil: Effect of Different Organic–Water Mixed Solvents. J. Supercrit. Fluids 2018, 138, 115–123. [Google Scholar] [CrossRef]
- Lai, F.; Chang, Y.; Huang, H.; Wu, G.; Xiong, J.; Pan, Z.; Zhou, C. Liquefaction of Sewage Sludge in Ethanol-Water Mixed Solvents for Bio-Oil and Biochar Products. Energy 2018, 148, 629–641. [Google Scholar] [CrossRef]
- Han, Y.; Hoekman, K.; Jena, U.; Das, P. Use of Co-Solvents in Hydrothermal Liquefaction (HTL) of Microalgae. Energies 2019, 13, 124. [Google Scholar] [CrossRef] [Green Version]
- Sebhat, W.; El Roz, A.; Fongarland, P.; Vilcocq, L.; Djakovitch, L. Catalytic Liquefaction of Kraft Lignin with Solvothermal Approach. Catalysts 2021, 11, 875. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Janus, R.; Rządzik, B.; Lewandowski, M.; Budzyń, S. Pyrolysis Oil from Scrap Tires as a Source of Fuel Components: Manufacturing, Fractionation, and Characterization. Energy Fuels 2020, 34, 5917–5928. [Google Scholar] [CrossRef]
- Dimitriadis, A.; Bezergianni, S. Hydrothermal Liquefaction of Various Biomass and Waste Feedstocks for Biocrude Production: A State of the Art Review. Renew. Sustain. Energy Rev. 2017, 68, 113–125. [Google Scholar] [CrossRef]
- Arauzo, P.J.; Maziarka, P.A.; Schoder, K.A.; Pfersich, J.; Ronsse, F.; Kruse, A. Influence of Sequential HTC Pre-Treatment and Pyrolysis on Wet Food-Industry Wastes: Optimisation toward Nitrogen-Rich Hierarchical Carbonaceous Materials Intended for Use in Energy Storage Solutions. Sci. Total Environ. 2022, 816, 151648. [Google Scholar] [CrossRef]
- Olszewski, M.P.; Arauzo, P.J.; Wądrzyk, M.; Kruse, A. Py-GC-MS of Hydrochars Produced from Brewer’s Spent Grains. J. Anal. Appl. Pyrolysis 2019, 140, 255–263. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Plata, M.; Zaborowska, K.; Janus, R.; Lewandowski, M. Py-GC-MS Study on Catalytic Pyrolysis of Biocrude Obtained via HTL of Fruit Pomace. Energies 2021, 14, 7288. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value [wt.%] |
|---|---|
| Moisture content | 67.5 |
| Ash content d | 3.1 |
| Volatile matter content d | 78.1 |
| Fixed carbon content d | 18.8 |
| C d | 50.5 |
| H d | 7.1 |
| N d | 2.7 |
| O d | 37.2 |
| Process. Cond. | 250 °C | 275 °C | 300 °C | |||
|---|---|---|---|---|---|---|
| Element/HHV | 1:9 | 1:19 | 1:9 | 1:4 | 1:9 | |
| C [wt.%] | 69.68 | 69.80 | 69.60 | 70.35 | 69.34 | |
| H [wt.%] | 10.29 | 8.81 | 9.63 | 9.55 | 8.97 | |
| N [wt.%] | 1.48 | 2.48 | 2.37 | 2.39 | 2.38 | |
| O [wt.%] | 18.55 | 18.91 | 18.40 | 17.71 | 19.31 | |
| HHV [MJ∙kg−1] | 34.5 | 32.8 | 33.8 | 34.0 | 32.8 | |
| Compound Group | RT [min] | Compound | Relative Share [%] | ||
|---|---|---|---|---|---|
| 250 °C | 275 °C | 300 °C | |||
| Carboxylic acids and derivatives | 3.3 | Acetic acid | 3.40 | 2.33 | 1.02 |
| 50.3 | N-Ethyl-2-isopropoxycarbonylazetidine | 3.55 | 2.11 | 0.93 | |
| 60.5 | n-Hexadecanoic acid | 6.27 | 8.43 | 11.29 | |
| 60.6 | isopropyl palmitate | - | - | 2.47 | |
| 66.5 | 9-Octadecenoic acid | 2.83 | 8.13 | 12.63 | |
| 66.9 | iso-Propyl 9,11-octadecadienoate | - | - | 2.47 | |
| 67.2 | 9,12-Octadecadienoic acid | 32.47 | 36.34 | 29.25 | |
| Other oxygen compounds | 20.8 | 2-Cyclopenten-1-one, 2-methyl- | - | - | 0.40 |
| 24.8 | 2-Vinylfuran | - | 0.38 | 0.45 | |
| 30.8 | Phenol, 2-methoxy- | - | - | 0.79 | |
| 34.2 | Phenol, 4-ethyl- | - | - | 1.22 | |
| 39.1 | Phenol, 4-ethyl-2-methoxy- | - | - | 0.63 | |
| 55.7 | Hexadecyl octyl ether | 1.31 | 1.45 | 1.39 | |
| 57.3 | Cyclododecanemethanol | 2.26 | - | 1.33 | |
| 57.5 | 1-Tetradecanol | 0.92 | 0.84 | - | |
| 57.7 | 2-Cyclopropen-1-one, 2,3-diphenyl- | 3.04 | 3.02 | - | |
| Nitrogen compounds | 15.1 | Pyrazine, methyl- | 0.73 | 0.65 | 0.56 |
| 33.0 | 3-Pyridinol | 3.49 | 3.82 | 3.80 | |
| 33.8 | 2-Pyrrolidinone | - | 0.66 | 1.11 | |
| 35.2 | 3-Pyridinol, 6-methyl- | 0.39 | 0.58 | 0.68 | |
| 50.0 | Quinoline, 6-methoxy-, 1-oxide | - | - | 2.09 | |
| 75.62 | 9-octadecenamide | 0.62- | 1.67 | 1.89 | |
| Element | 250 °C | 275 °C | 300 °C | ||||
|---|---|---|---|---|---|---|---|
| 1:9 | 1:19 | 1:9 | 1:4 | 1:19 | 1:9 | 1:4 | |
| C [wt.%] | 56.91 | 57.59 | 57.96 | 61.20 | 58.56 | 60.01 | 63.20 |
| H [wt.%] | 5.72 | 4.69 | 4.23 | 4.39 | 4.12 | 4.30 | 4.65 |
| N [wt.%] | 1.99 | 2.66 | 3.11 | 3.85 | 3.15 | 3.45 | 3.40 |
| O [wt.%] | 27.12 | 26.69 | 21.07 | 18.56 | 20.53 | 19.42 | 18.28 |
| HHV [MJ kg−1] | 22.60 | 21.44 | 21.91 | 23.69 | 22.05 | 22.99 | 24.79 |
| RT [min] | Compound | Formula | Relative Share [%] |
|---|---|---|---|
| 2.79 | 4-Pentyn-2-ol | C5H8O | 2.27 |
| 3.44 | Acetic acid | C2H4O2 | 29.06 |
| 4.21 | Hydrazinecarbothioamide | CH5N3S | 1.23 |
| 26.24 | Glycerin | C3H8O3 | 9.14 |
| 55.59 | N-Benzyl-1H-benzimidazole | C14H12N2 | 6.70 |
| 57.55 | Sulfurous acid, cyclohexylmethyl isobutyl ester | C11H22O3S | 1.29 |
| 58.24 | 1,2-Benzenediol, O-cyclobutanecarbonyl-O′-cyclopropanecarbonyl- | C15H16O4 | 20.13 |
| 60.36 | Isophthalic acid, di(2-methylprop-2-en-1-yl) ester | C16H18O4 | 1.93 |
| 60.87 | Sulfurous acid, di(cyclohexylmethyl) ester | C14H26O3S | 1.87 |
| 62.28 | 2-Buten-1-one, 1-(6,7,7-trimethyl-2,3-dioxabicyclo) | C13H18O3 | 1.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wądrzyk, M.; Korzeniowski, Ł.; Plata, M.; Janus, R.; Lewandowski, M.; Borówka, G.; Maziarka, P. Solvothermal Liquefaction of Blackcurrant Pomace in the Water-Monohydroxy Alcohol Solvent System. Energies 2023, 16, 1127. https://doi.org/10.3390/en16031127
Wądrzyk M, Korzeniowski Ł, Plata M, Janus R, Lewandowski M, Borówka G, Maziarka P. Solvothermal Liquefaction of Blackcurrant Pomace in the Water-Monohydroxy Alcohol Solvent System. Energies. 2023; 16(3):1127. https://doi.org/10.3390/en16031127
Chicago/Turabian StyleWądrzyk, Mariusz, Łukasz Korzeniowski, Marek Plata, Rafał Janus, Marek Lewandowski, Grzegorz Borówka, and Przemysław Maziarka. 2023. "Solvothermal Liquefaction of Blackcurrant Pomace in the Water-Monohydroxy Alcohol Solvent System" Energies 16, no. 3: 1127. https://doi.org/10.3390/en16031127