1. Introduction
Traditional solvent refining, solvent dewaxing, and supplemental refining are the common routes for the production of type I lubricating base oil. However, because of the energy required to cool and distill a large number of solvents, solvent dewaxing is a high-cost process. Therefore, it is of great significance to improve the efficiency of the solvent dewaxing process.
In the paraffin separation of the methyl ethyl ketone (MEK)–toluene unit, the filtration rate is an important factor affected by the crystal structure and size of the paraffin, and the latter two are mainly influenced by the cooling rate [
1]. There is a contradiction between the cooling rate and the filtration rate in actual industry production, because a higher cooling rate led to a decrease in the paraffin crystal size and a possible block of the filter cloth; as a result, the cooling rate is slowed down, and the operation time is increased, which reduces the production efficiency of the MEK–toluene unit. Some studies have shown that the crystallization of paraffin was modified by additional copolymers [
2,
3,
4,
5,
6,
7,
8], while the contradiction between the cooling rate and the filtration rate is alleviated effectively, and the production efficiency of the MEK–toluene process is improved with the copolymer dewaxing aids. Many patents on dewaxing aids have been issued [
9,
10,
11,
12,
13], including ethylene-vinyl acetate copolymer, polyacrylate copolymer, combinations of copolymers, and nanohybrid materials. It is noted that various copolymer dewaxing aids have been applied in the industrial solvent dewaxing process in some refineries in China. The research by Guan et al. showed that 800-ppm polyolefin dewaxing aid could increase the filtration rate by 63% and 4.3% of the yield of the dewaxing oil when furfural refined oil was used as the raw material [
14], where the yield of dewaxed oil was obtained by dividing the quality of the dewaxed oil by the quality of the raw material. The study by Ren et al. showed that productivity—that is, the treatment capacity of raw material oil per unit of time—could be improved by 26.6% when the dosage of SM-40 was 3600 ppm [
15]. Wang et al. showed that SDA1615 applied to Xinjiang vacuum gas oil (VGO4) and could improve the filtration speed by more than 300% [
16]. However, because of the high price and high dosage of dewaxing aids, the cost of solvent dewaxing significantly raised.
Three main roles of dewaxing aids were proposed according to previous investigations: nucleation, adsorption, and eutectic theory. For the nucleation proposal, the dewaxing aid precipitates at a temperature higher than the wax precipitation point of the oil, which transforms into the center of the crystal growth [
17,
18]. For the adsorption theory, the dewaxing aid is adsorbed around the crystals; then, many crystal molecules can be adsorbed by its long main chain or side branches, making the fine crystals aggregate into large crystal particles and avoid the formation of a three-dimensional network. The eutectic theory proposed that, during the cooling operation, there existed an interaction between the nonpolar carbon chain of the filter aid and the carbon chain of paraffin molecules with similar carbon numbers, leading to the agglomeration of crystals and, then, the formation of larger aggregates [
19]. In addition, the growth rate of paraffin crystals is inhibited by dewaxing aids in the horizontal direction, while the growth rate of paraffin crystals in other directions is promoted. Subsequently, the formation of a three-dimensional network structure with poor permeability is prevented. Finally, through one or more of nucleation, adsorption, and eutectic, the dewaxing aids can effectively enhance the filtration rate and improve the productivity of the MEK–toluene process. It is noteworthy that the dewaxing aids may interact with and disperse asphaltene nanoaggregates and then impact the wax crystallization mechanism. Li et al. found that if the large aggerates of asphaltene are dispersed or their precipitation is inhibited, the growth of wax crystals in the crude oil can also be suppressed [
20]. The study by Cheng et al. showed that the polymers bearing both aromatic and aliphatic groups can effectively suppress the precipitation of asphaltenes, thereby inhibiting the growth of wax crystals and reducing the size of wax crystals [
21]. Due to the different action mechanisms of different dewaxing aids, the types of dewaxing aids have a great impact on the filtration [
22,
23,
24,
25,
26,
27]. Currently, a deep understanding of the dewaxing aids in the MEK–toluene unit is still lacking.
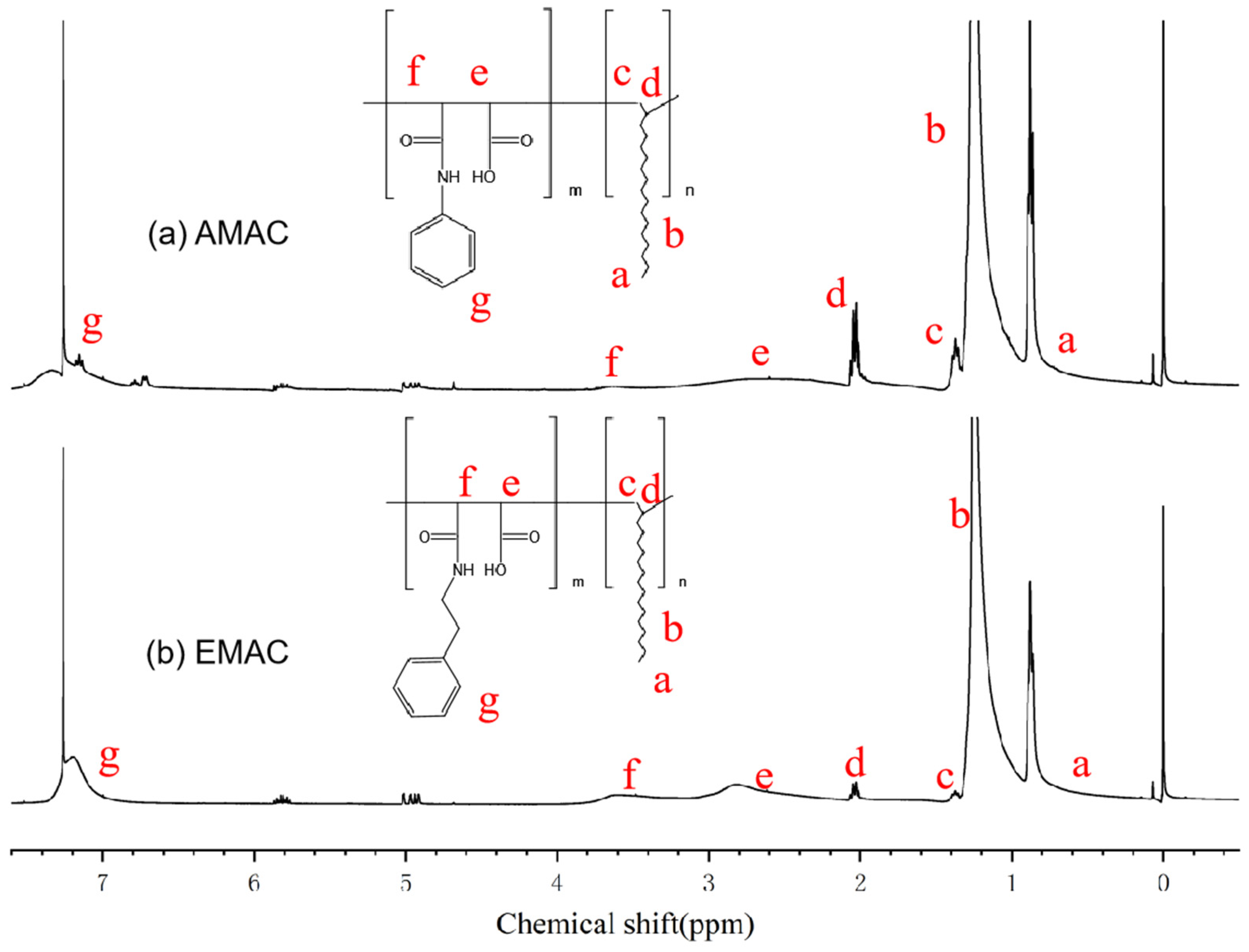
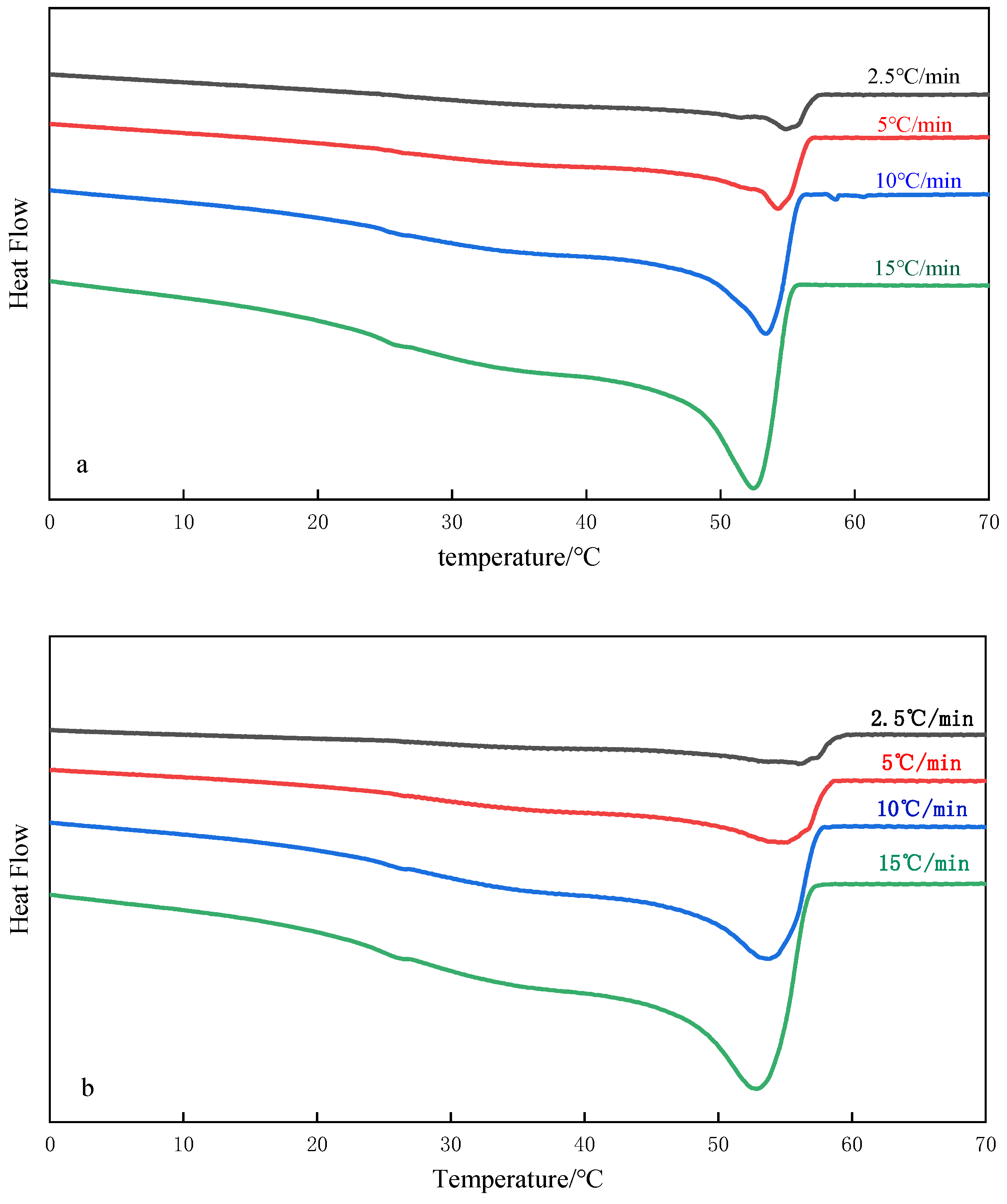
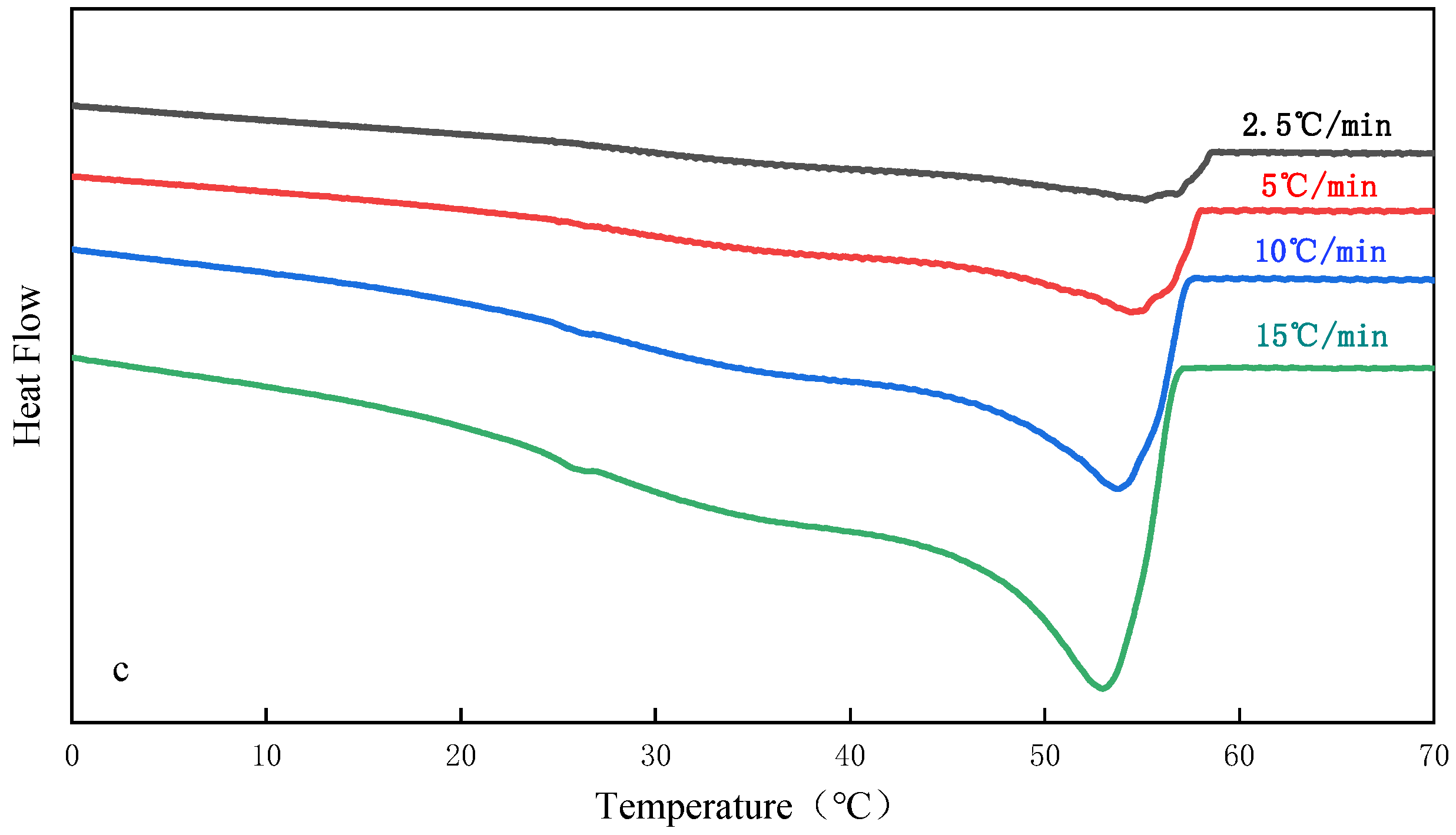
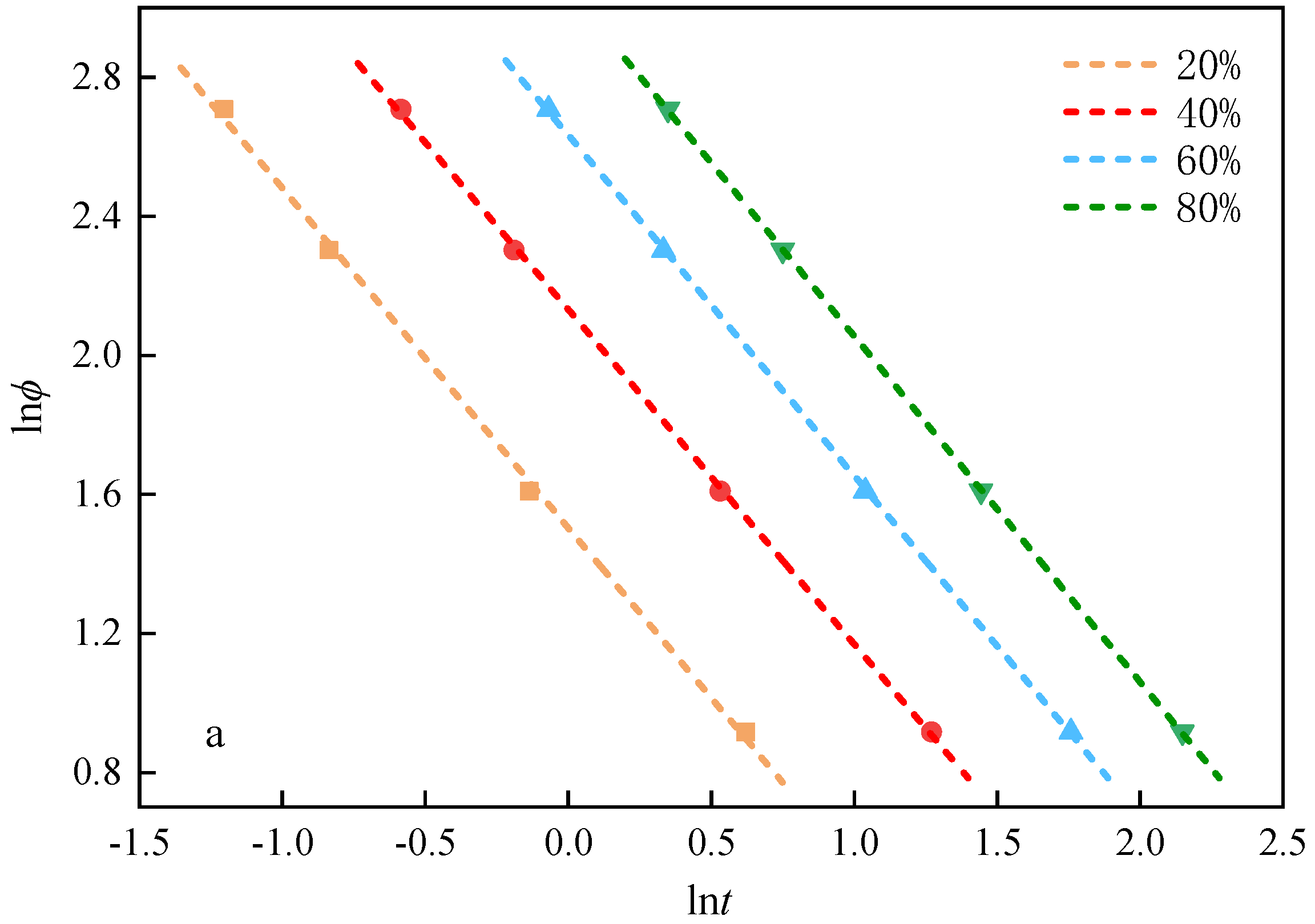
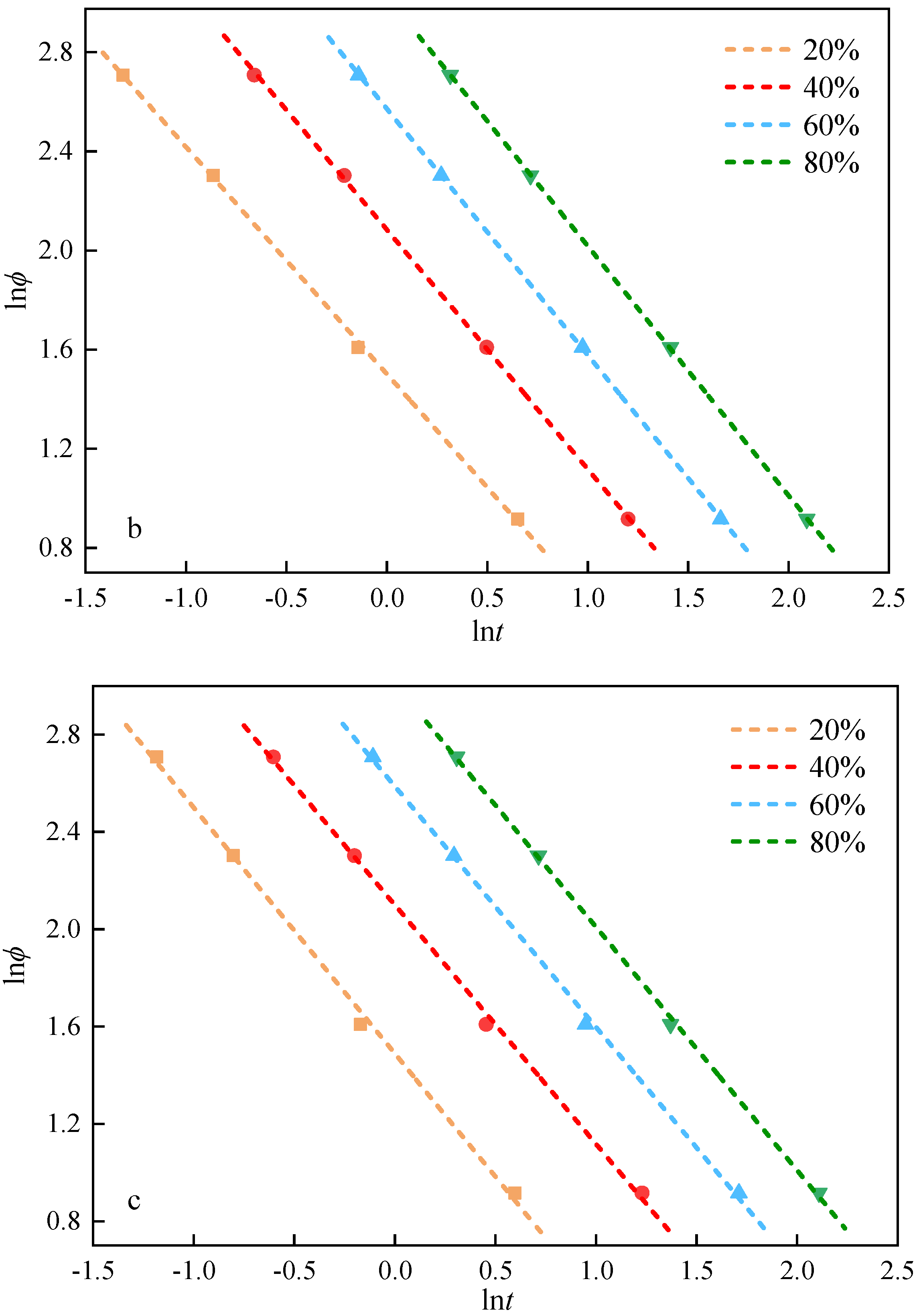
In this study, to avoid the disadvantages of the high dosage and high cost of traditional dewaxing aids in the MEK–toluene dewaxing process, two comb-type copolymers were synthesized by modifications of the copolymer (maleic anhydride-α-octadecene) with aniline (AMAC) and phenethylamine (EMAC), respectively. The effects of AMAC and EMAC additives in the MEK–toluene dewaxing process were determined. Various factors such as ketone–aromatics ratio, solvent ratio, and dewaxing temperature have been investigated for the process with three-stage dilution and two-stage deoiling. Finally, the non-isothermal crystallization kinetics of paraffin in VGO4 in the absence and presence of dewaxing aids were comparatively investigated by using differential scanning calorimetry (DSC).
2. Experimental Section
2.1. Materials
Maleic anhydride (99%), benzoyl peroxide (99%), and α-octadecene (95%) were purchased from Shanghai Titan Technology Company, Shanghai, China; aniline (99%), phenethylamine (99%), methyl ethyl ketone (99%), o-xylene (99%), and anhydrous methanol (99%) were purchased from Sinopharm Group, Shanghai, China.
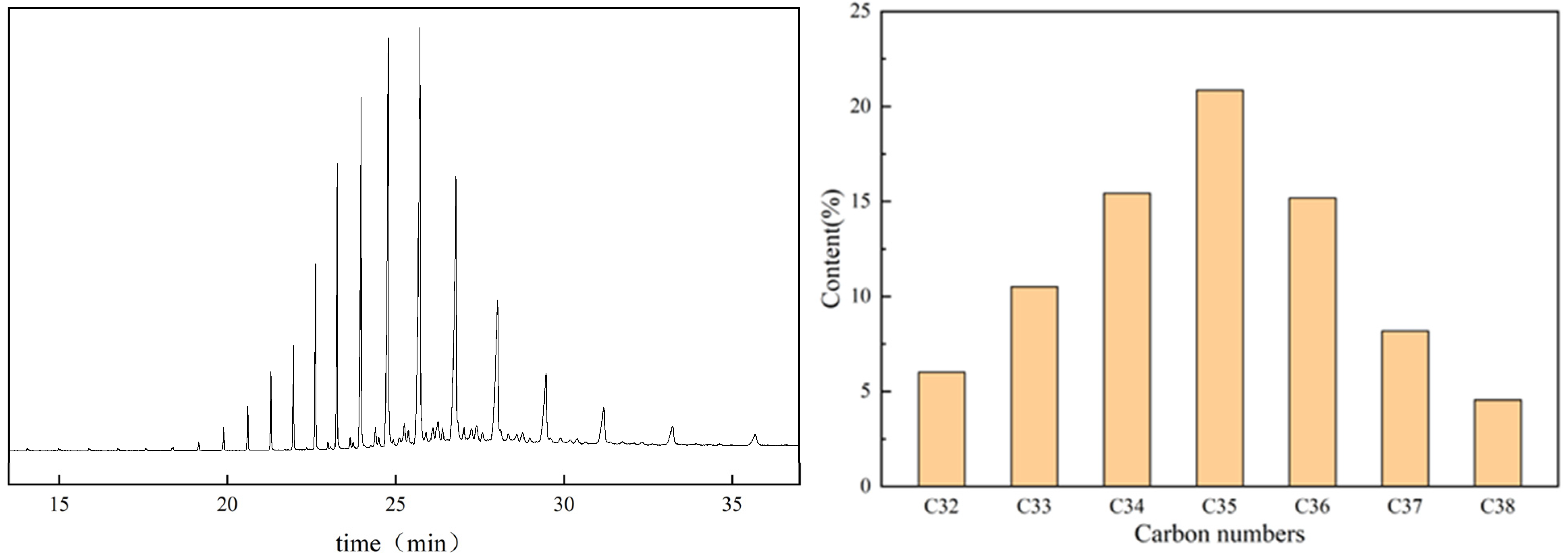
VGO4 was obtained from Sinopec Shanghai Gaoqiao Petrochemical Company, Shanghai, China. The properties of VGO4, including density, composition, etc., are shown in
Table 1. The distribution of the carbon numbers of paraffin in VGO4 is shown in
Figure 1, which are measured by the pyrolysis of a gas chromatography-mass spectrometer.
2.2. Synthesis of AMAC and EMAC
2.2.1. Synthesis of the Maleic Anhydride-α-Octadecene Copolymer
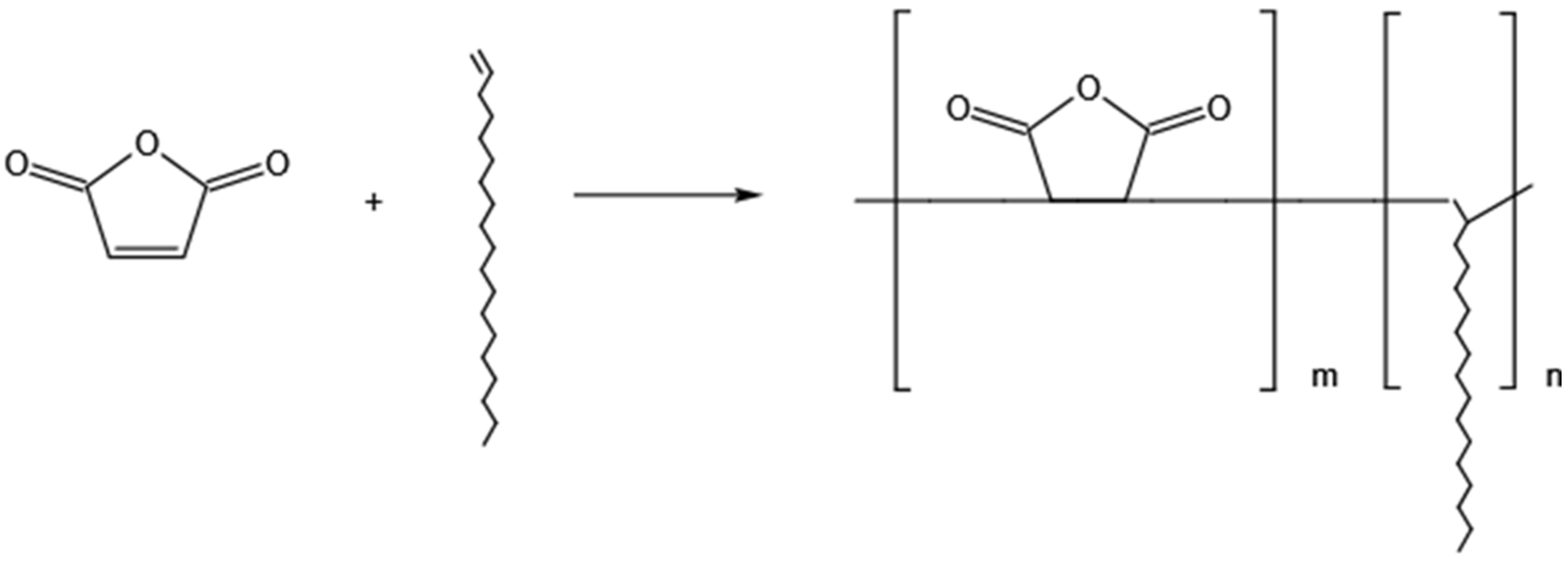
The first step is to prepare maleic anhydride-α-octadecene as the main chain of the comb-type copolymers by free radical polymerization [
28]. The reaction equation is shown in
Figure 2. The specific operations are as follows. A certain amount of maleic anhydride and α-octadecene were put into a three-necked flask and dissolved in toluene. Then, the initiator benzoyl peroxide (BPO), accounting for 1% of the total mass fraction of the reaction monomer, was dissolved in toluene and loaded into a constant pressure funnel. The constant pressure funnel switch was turned on, and the reaction was performed under the protection of nitrogen for 1 h. After cooling, the product solution was dropped into excess methanol to obtain suspended snowflake-like white particles. Finally, the mixture was filtered and dried to obtain the maleic anhydride-α-octadecene copolymer, which was left for the grafting reaction.
2.2.2. Grafting Reaction
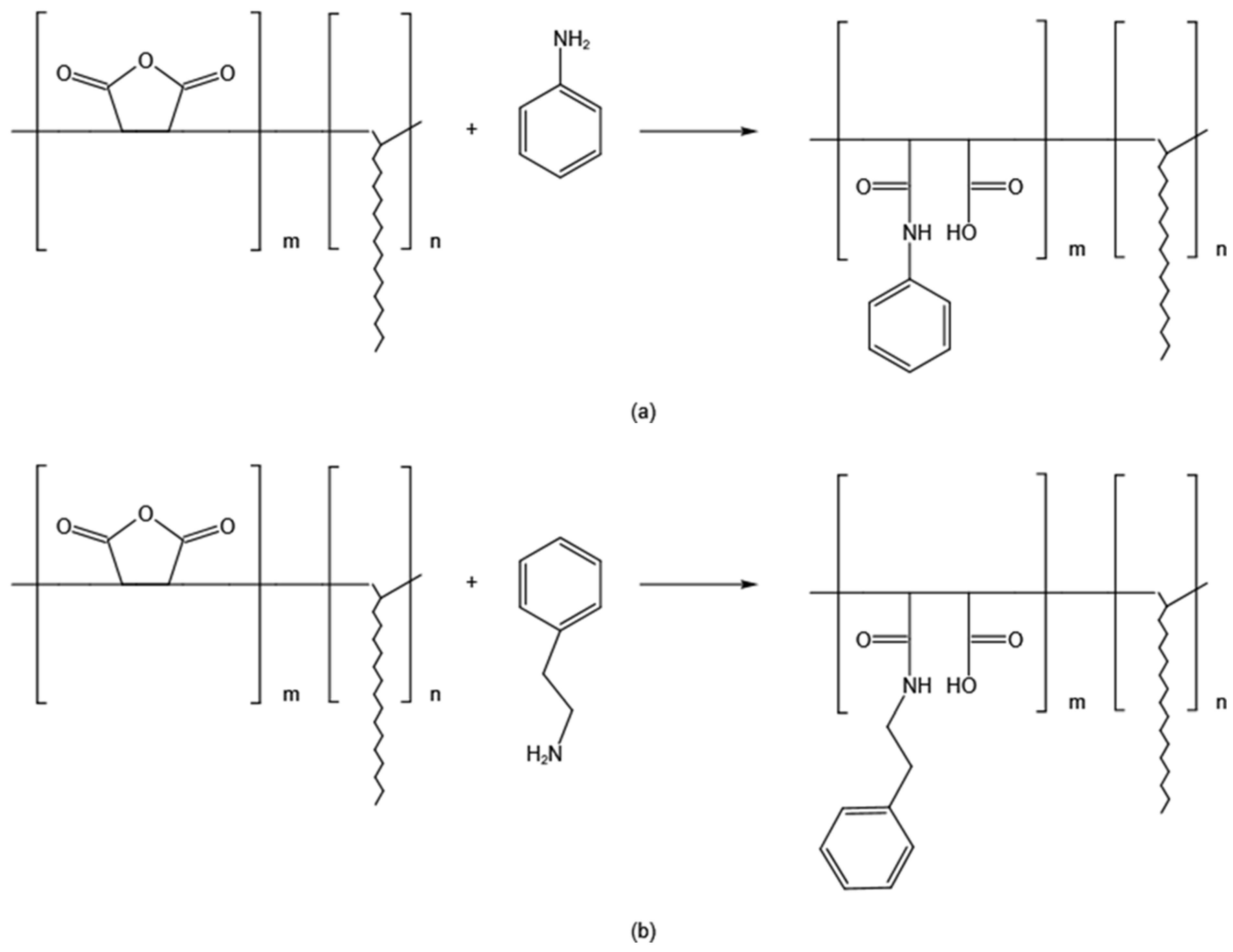
The second step is to obtain comb-type copolymers containing different side chains by grafting the reaction [
29]. The reaction equations are shown in
Figure 3. The specific operations are as follows. Aniline and α-octadecene maleic anhydride copolymer were put into a three-necked flask at a molar ratio of 1:1, which was dissolved in toluene. The temperature was raised to 75 °C, and the reaction proceeded for 15 h. The product solution was added dropwise to excess methanol, and the final product was obtained by precipitation, washing, filtration, and drying, which was named AMAC. EMAC was synthesized with phenylethylamine and α-octadecene maleic anhydride copolymer in the same way.
2.3. Differential Scanning Calorimetry (DSC)
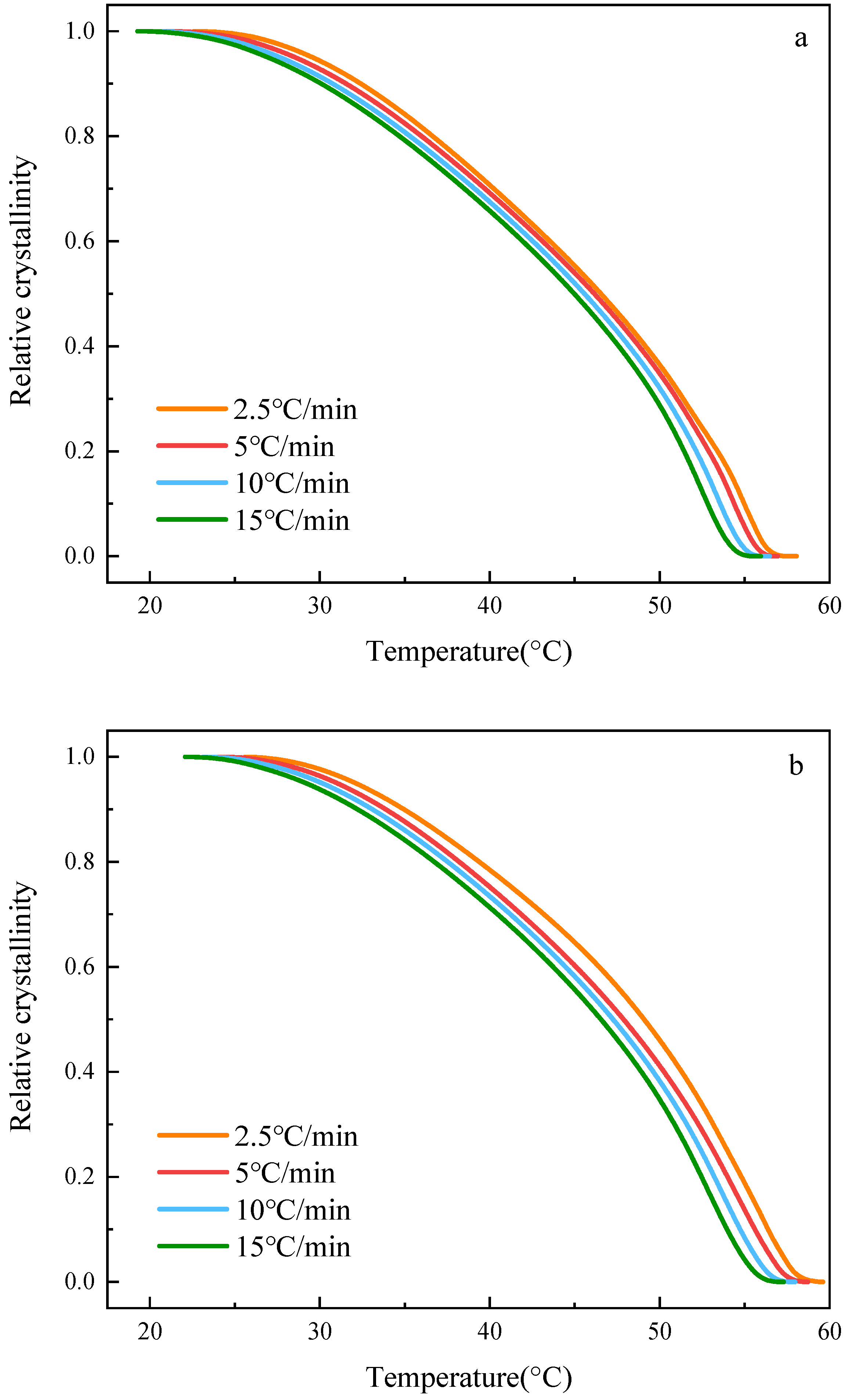
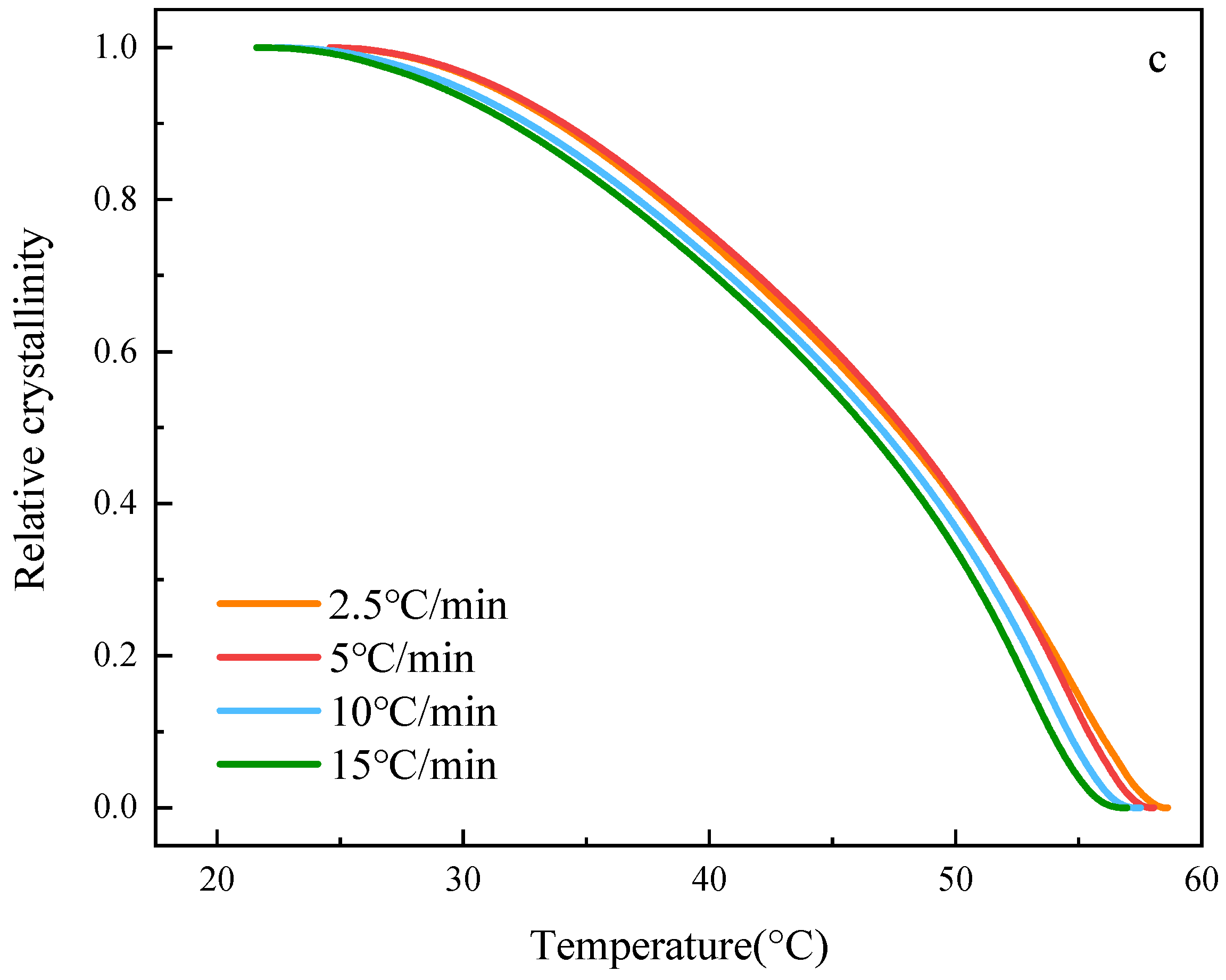
A DSC8500 differential scanning calorimeter was used for the thermogravimetric analysis. A small amount (5–10 mg) of VGO4 with or without filter aids was weighed in an aluminum pan and sealed. Then, the samples were heated to 80 °C at a rate of 10 °C/min under the protection of nitrogen to ensure that the final temperature was above the melting temperature of the samples. Furthermore, the samples remained at 80 °C for 10 min and then cooled to −20 °C for scanning at rates of 2.5, 5, 10, and 15 °C/min, respectively. Finally, the non-isothermal crystallization DSC curves of the samples were obtained.
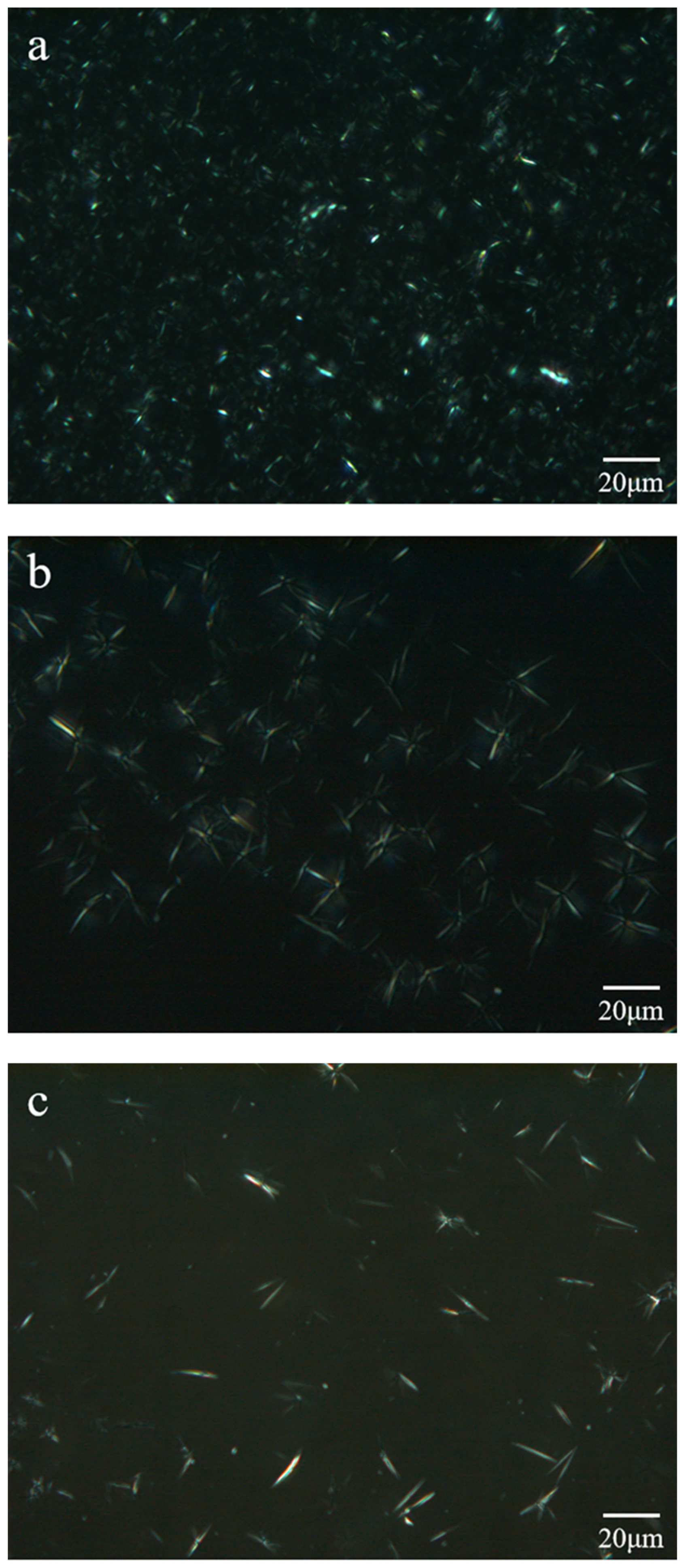
2.4. Polarizing Light Microscope
The crystalline morphology of paraffin in VGO4 was observed through a LEIKADM 2500 with a Linkam THMS 600 cold/hot stage. Firstly, the prepared samples were heated and dissolved into solutions; then, they were dropped onto a glass slide by capillary suction, where they cooled to room temperature. Afterward, the glass slides were transferred to the cold stage, where the temperature dropped to −20 °C at a rate of 10 °C/min, and subsequently, a crystal morphology of the paraffin in VGO4 at −20 °C was observed. Since the crystal shapes of VGO4 were mainly needle-like, the size of the VGO4 crystals was represented properly by the length of VGO4.
2.5. MEK–Toluene Dewaxing
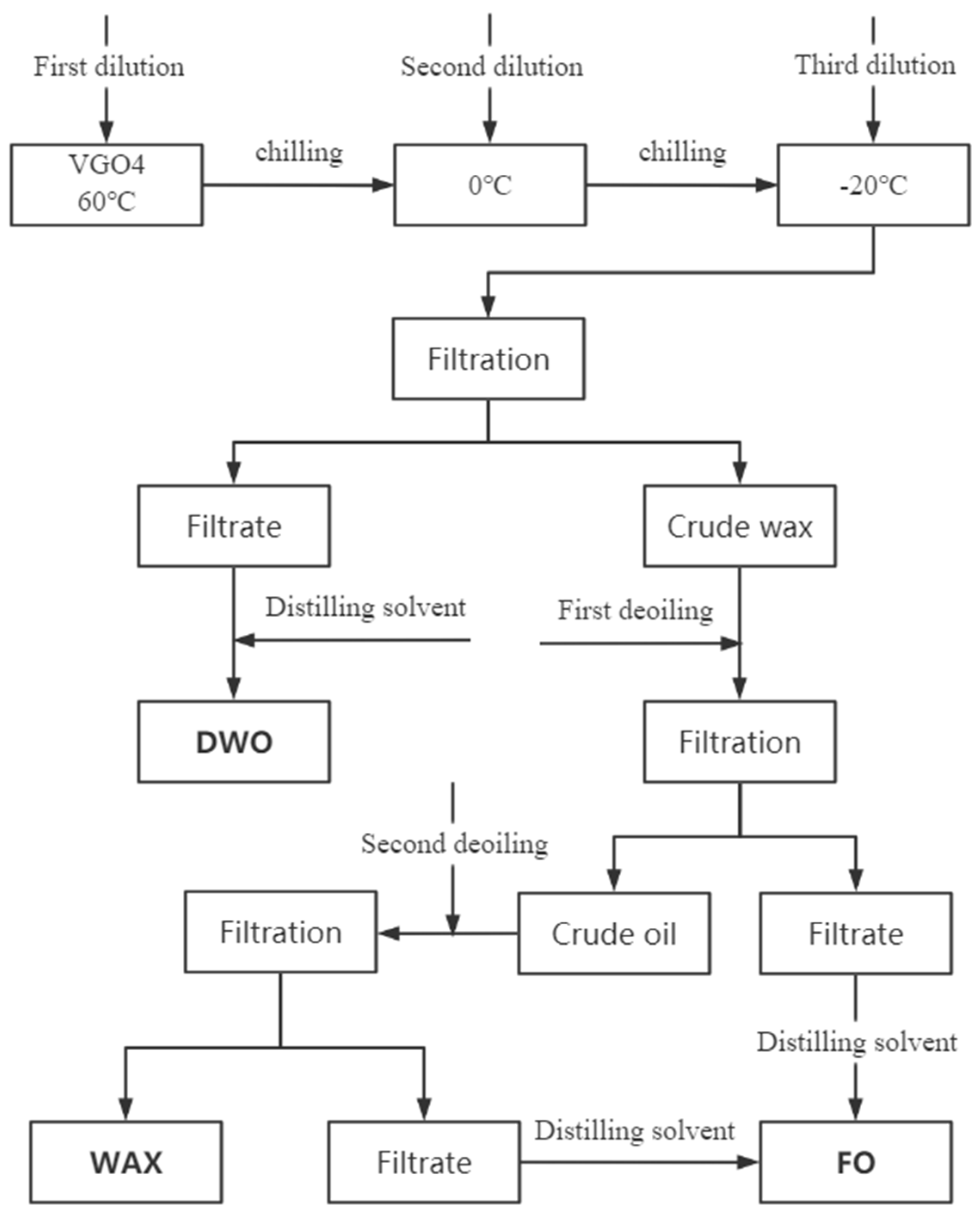
The MEK–toluene dewaxing process consisted of three-stage dilution and two-stage deoiling, as shown in
Figure 4. VGO4 was dewaxed, filtered, and distilled to obtain dewaxed oil (DWO) and crude wax; then, the crude wax was deoiled, filtered, and distilled to obtain the deoiled wax (WAX) and foots oil (FO). Various factors such as the ketone–aromatics ratio, solvent ratio, and filtration temperature were investigated. The effect of AMAC and EMAC on MEK–toluene dewaxing was reflected by the yield of DWO, the yield of FO, the yield of WAX, and the relative filtration rate.
The quality of DWO was expressed by its solidification point, which was measured according to ASTM D5773-2007.
The quality of WAX was expressed by the oil content of WAX, which was measured according to ASTM D721-2017.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}