An Economical Method for Simultaneously Improving Pretreatment and Anaerobic Fermentation Effects on Corn Straw Using Ultra-Low Concentration FeCl2

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Sample Preparation
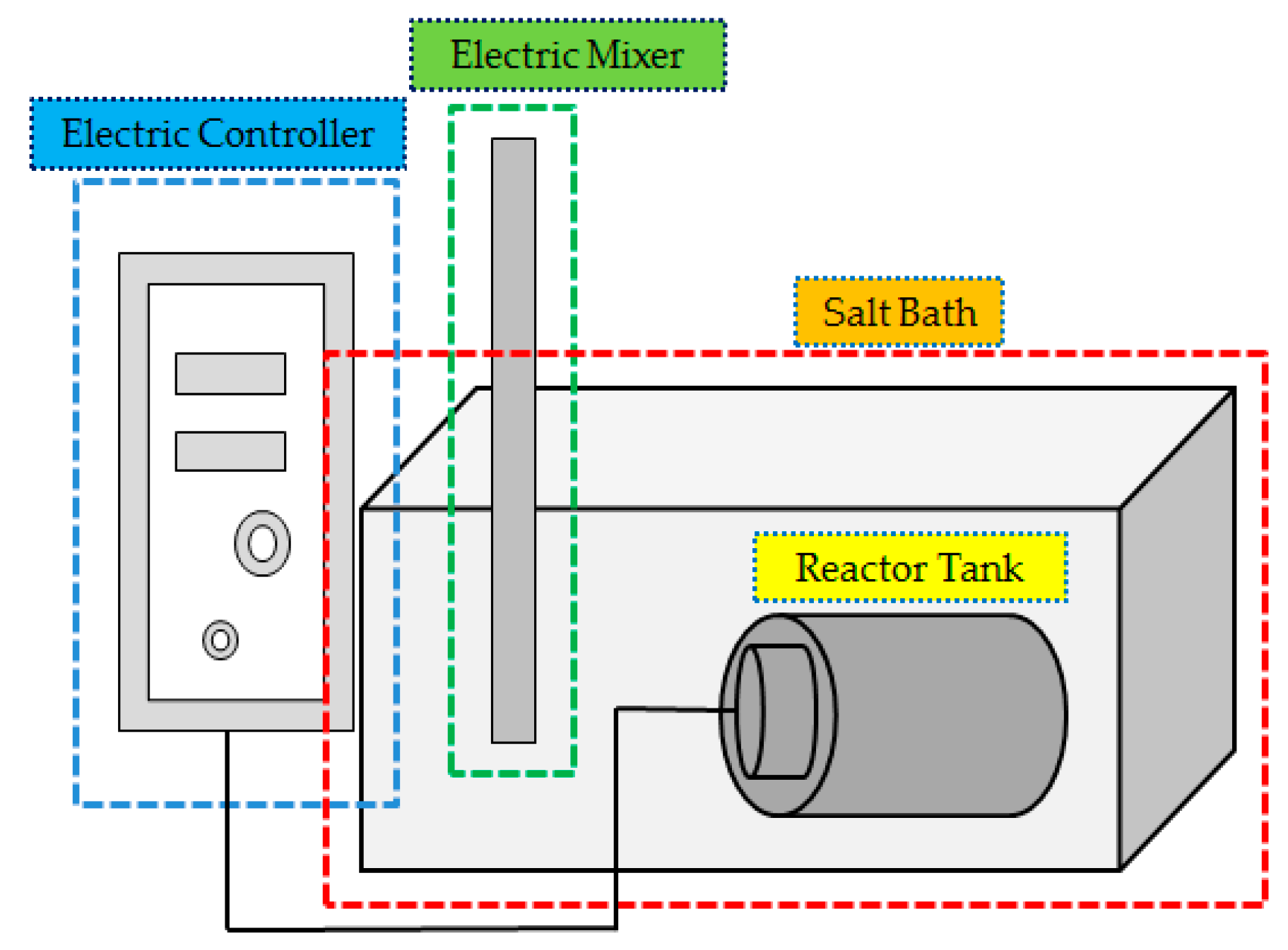
2.2. Pretreatment Experimental Setup
2.3. Determination and Analysis of Samples
2.4. Combined Severity Analysis
2.5. Pretreatment Schemes
2.6. Anaerobic Acidification Fermentation
3. Results and Discussion
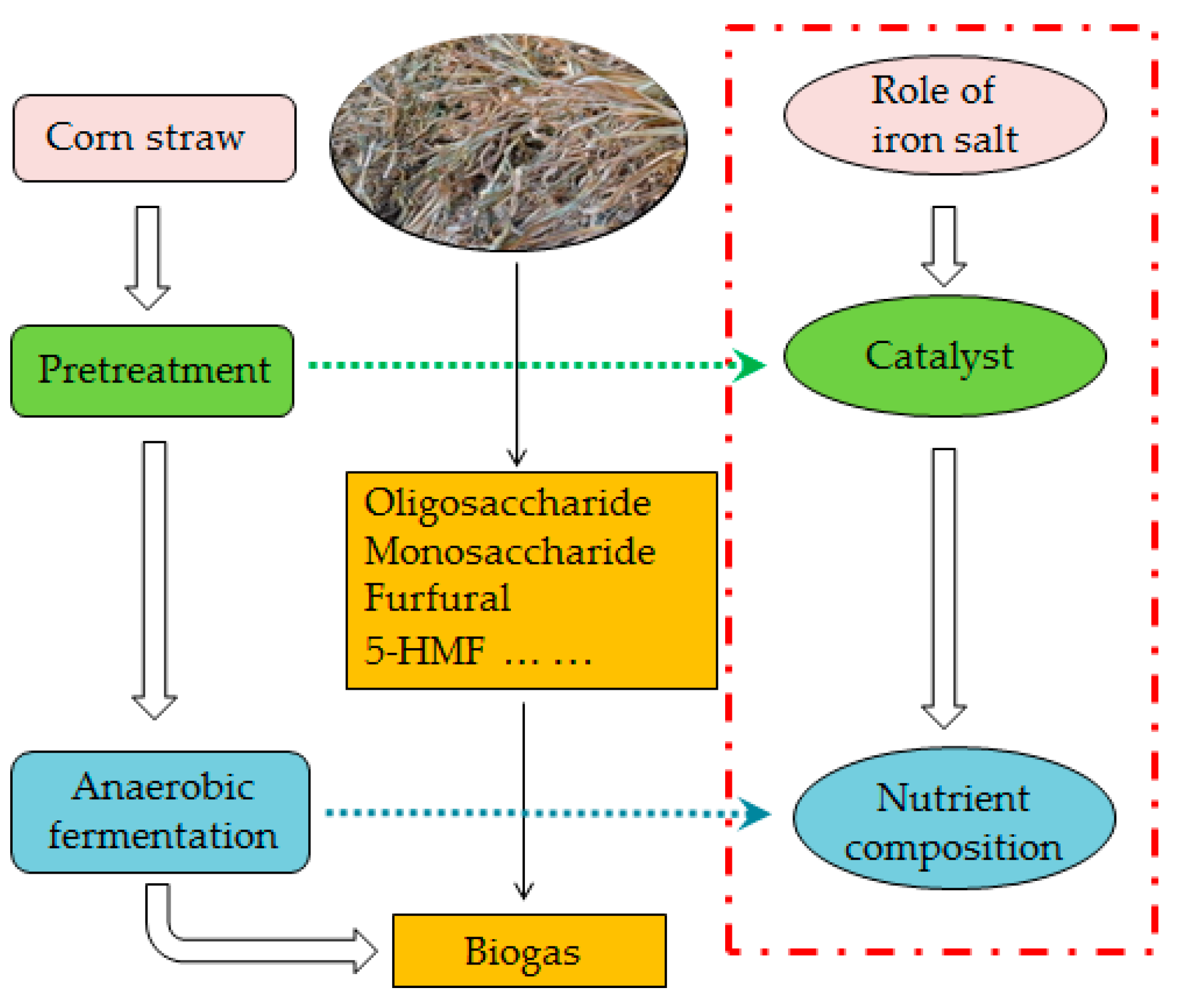
3.1. Catalytic Role of FeCl2 in Pretreatment
3.1.1. Comparison of Pretreatment Effects of FeCl2 and Distilled Water
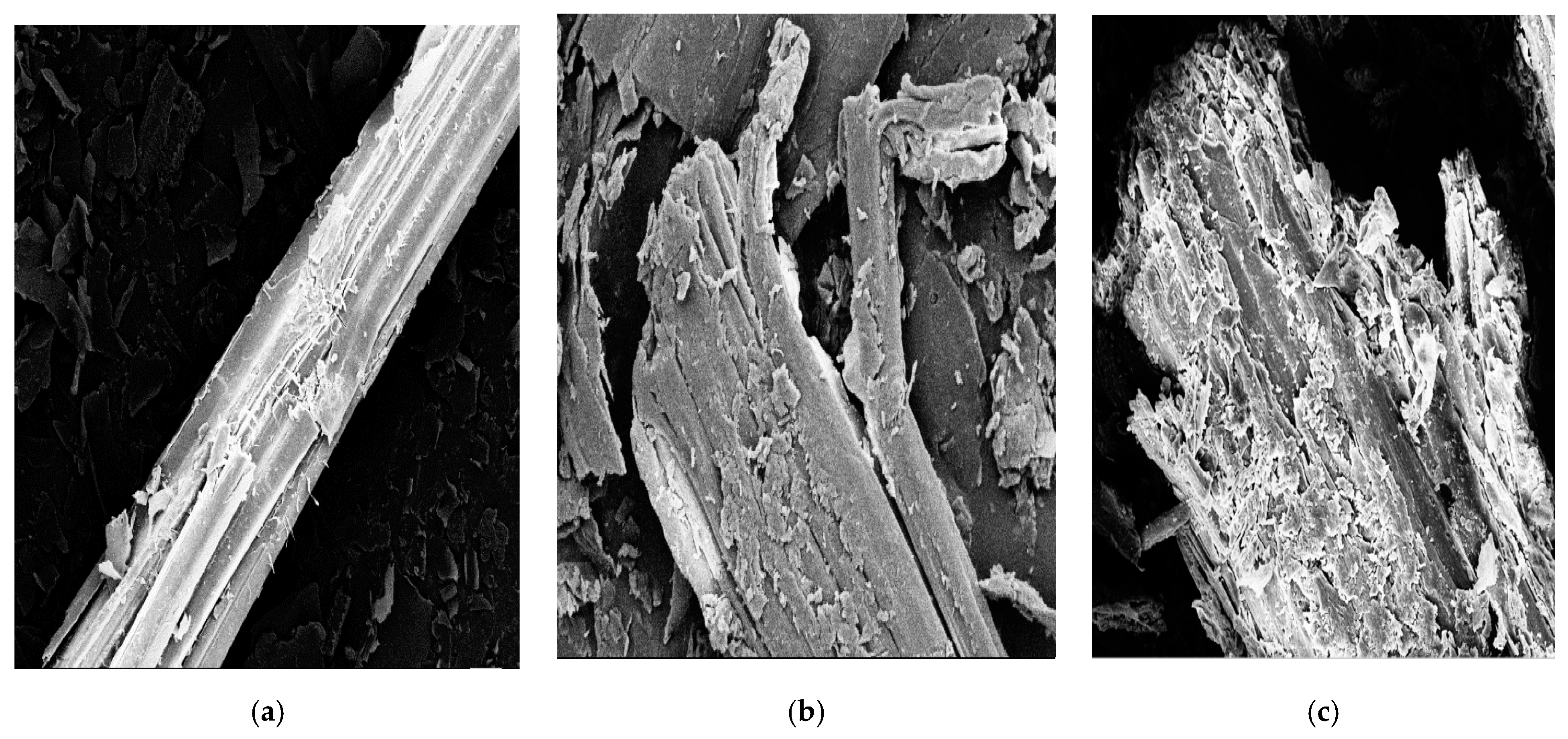
3.1.2. Microstructure Comparison by the Pretreatment of FeCl2 and Distilled Water
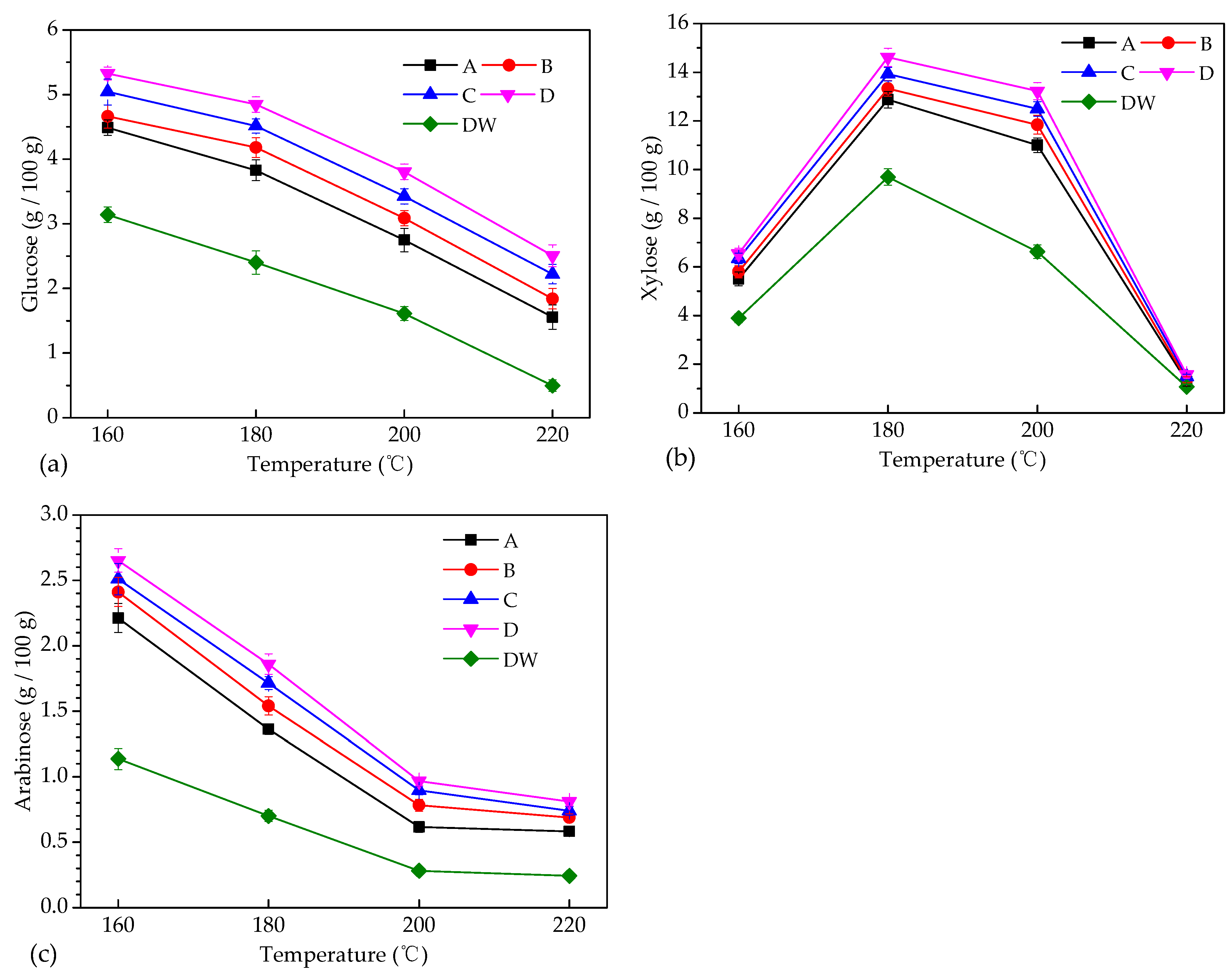
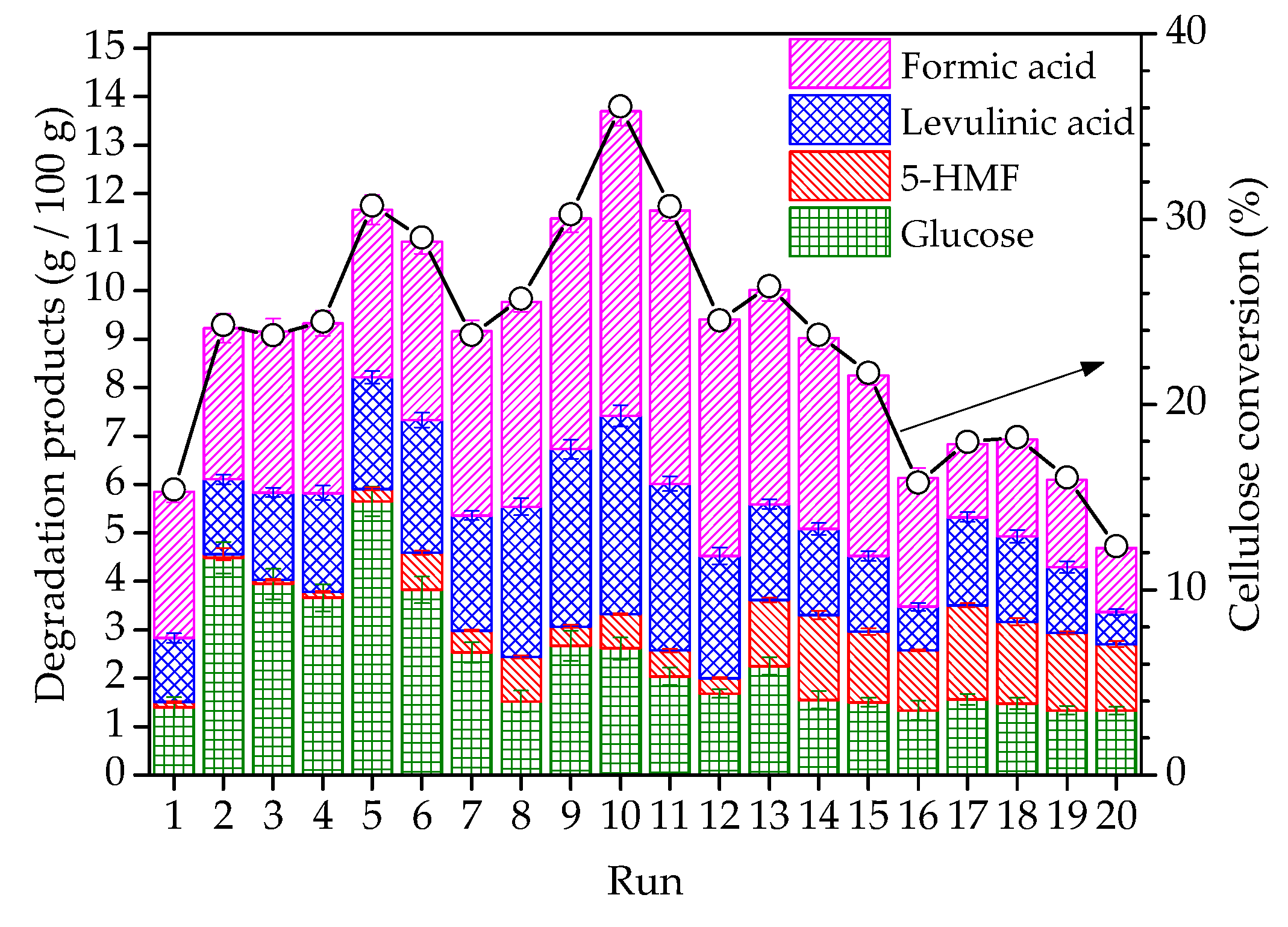
3.2. Effect of an Ultra-Low Concentration of FeCl2 on Cellulose Hydrolysis
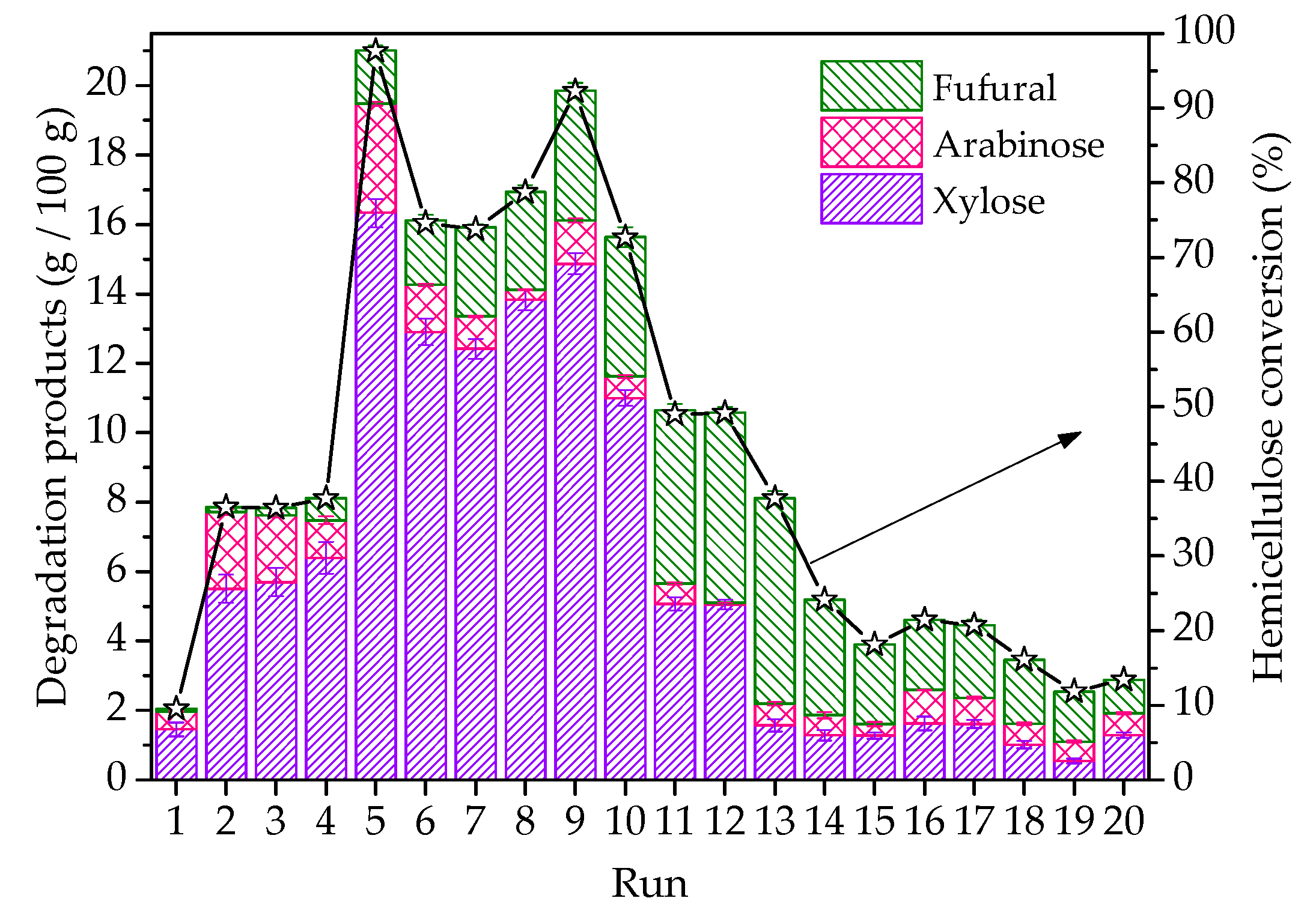
3.3. Effect of an Ultra-Low Concentration of FeCl2 on Hemicellulose Hydrolysis
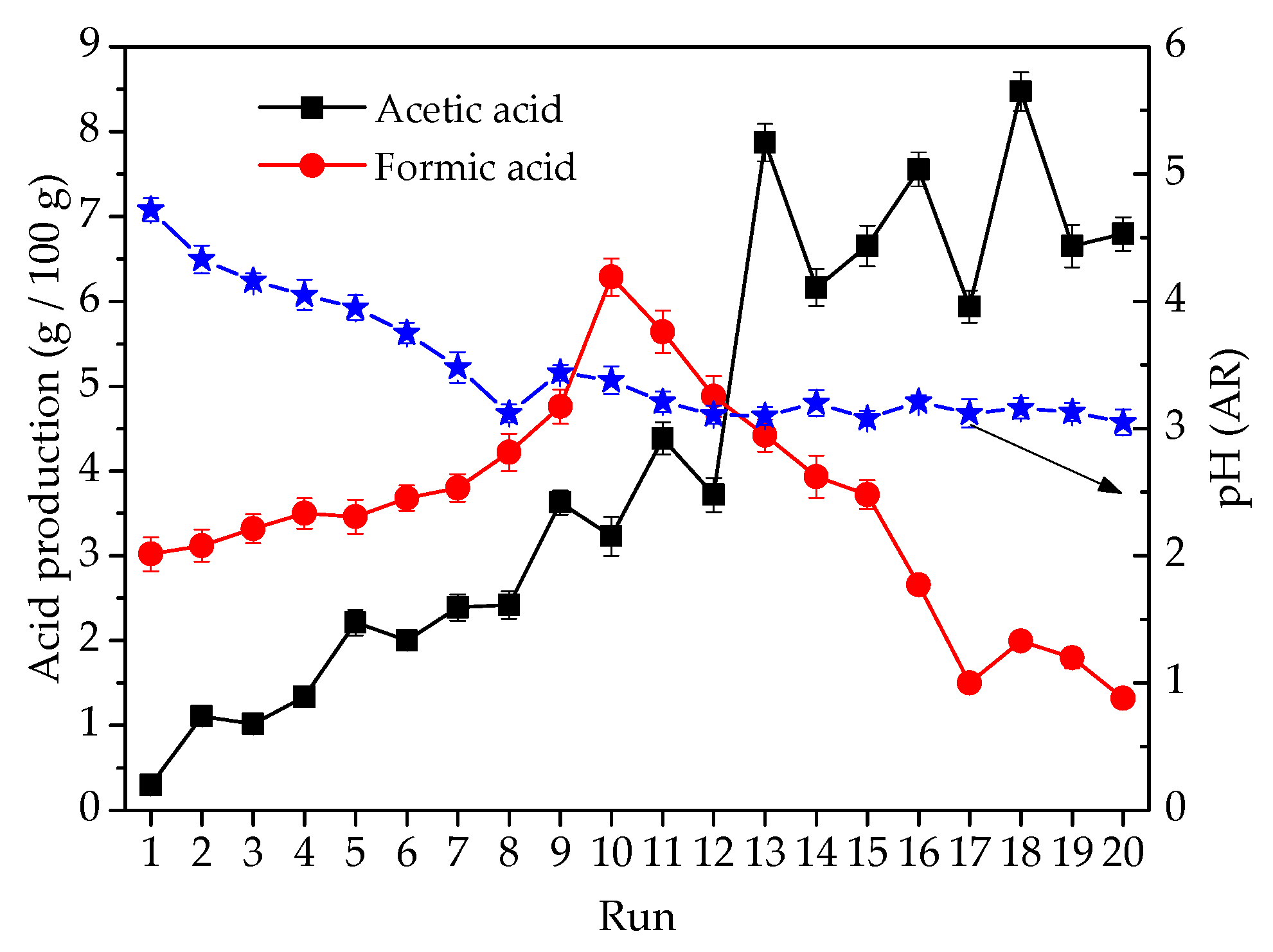
3.4. Effect of Ultra-Low Concentration of FeCl2 on the pH Value
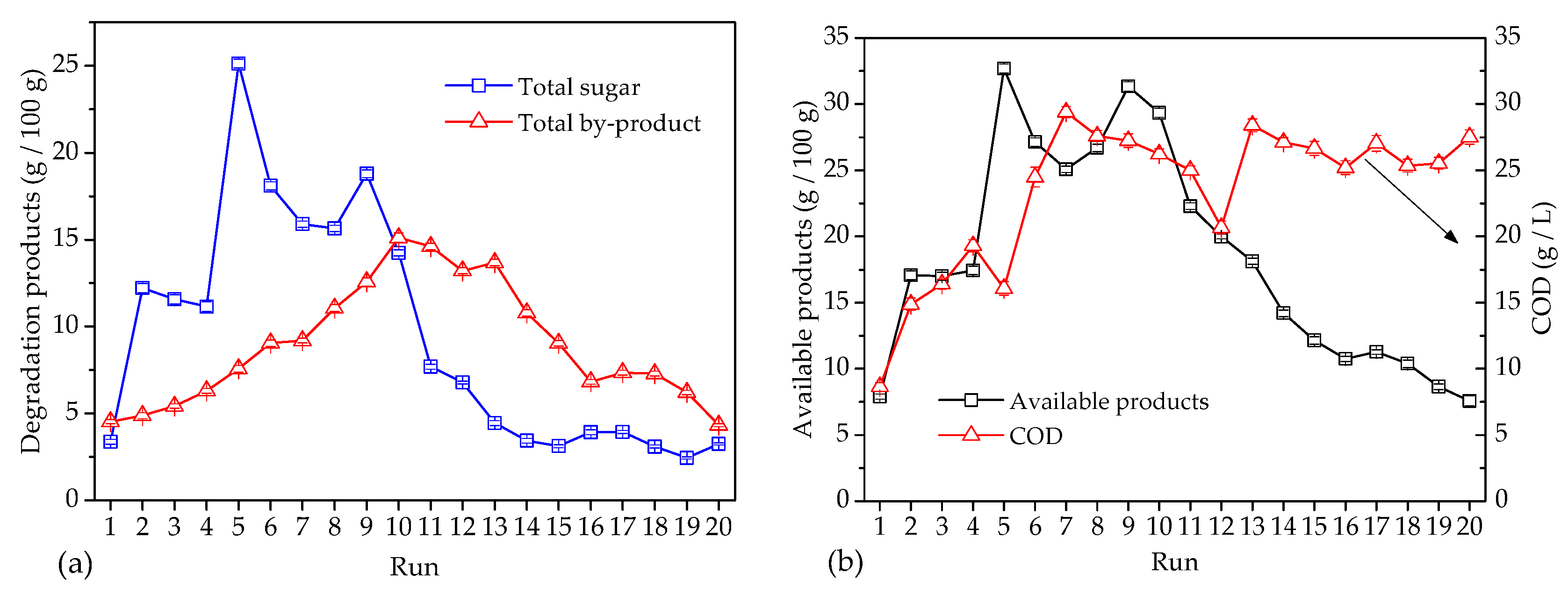
3.5. Effect of an Ultra-Low Concentration of FeCl2 on Total Hydrolysates
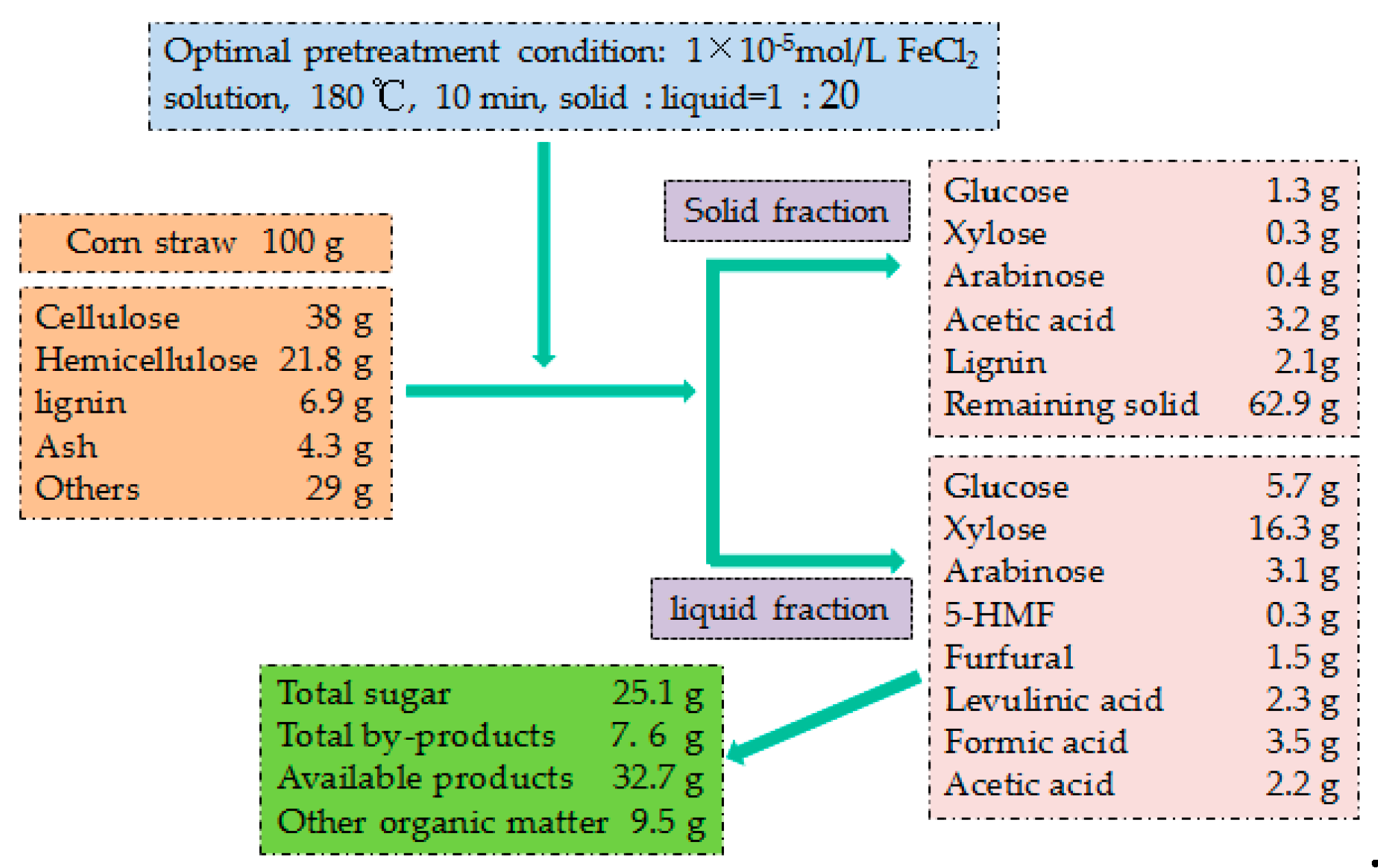
3.6. Mass Balance during Ultra-Low Concentration of FeCl2 Pretreatment
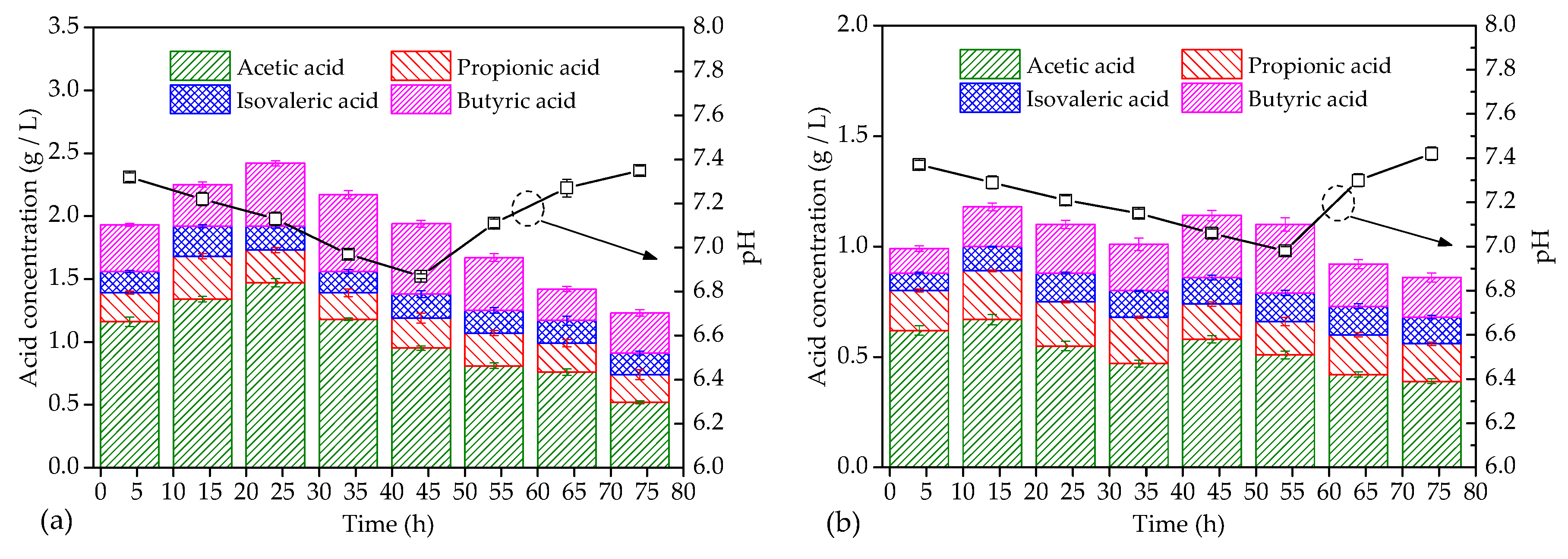
3.7. Effect of Pretreatment on Acid Fermentation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dai, B.; Guo, X.; Yuan, D.; Xu, J. Comparison of Different Pretreatments of Rice Straw Substrate to Improve Biogas Production. Waste Biomass Valorization 2018, 9, 1503–1512. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 2014, 42, 35–53. [Google Scholar] [CrossRef]
- Wang, P.; Howard, B.H. Impact of Thermal Pretreatment Temperatures on Woody Biomass Chemical Composition, Physical Properties and Microstructure. Energies 2018, 11, 25. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Zhang, H.; Zheng, R.; Lin, Z.; Huang, H. The enhancement of pretreatment and enzymatic hydrolysis of corn stover by FeSO4 pretreatment. Biochem. Eng. J. 2011, 56, 158–164. [Google Scholar] [CrossRef]
- Mosier, N. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment of Lignocellulosic Materials for Efficient Bioethanol Production; Springer: Berlin/Heidelberg, Germany, 2007; Volume 108, pp. 41–65. [Google Scholar]
- Fernandes, M.C.; Ferro, M.D.; Paulino, A.F.C.; Chaves, H.T.; Evtuguin, D.V.; Xavier, A.M.R.B. Comparative study on hydrolysis and bioethanol production from cardoon and rockrose pretreated by dilute acid hydrolysis. Ind. Crop. Prod. 2018, 111, 633–641. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, L.; Shahbazi, A.; Diallo, O.; Whitmore, A. Dilute-sulfuric acid pretreatment of cattails for cellulose conversion. Bioresour. Technol. 2011, 102, 9308–9312. [Google Scholar] [CrossRef]
- Salehian, P.; Karimi, K.; Zilouei, H.; Jeihanipour, A. Improvement of biogas production from pine wood by alkali pretreatment. Fuel 2013, 106, 484–489. [Google Scholar] [CrossRef]
- Ghasemian, M.; Zilouei, H.; Asadinezhad, A. Enhanced Biogas and Biohydrogen Production from Cotton Plant Wastes Using Alkaline Pretreatment. Energy Fuels 2016, 30, 10484–10493. [Google Scholar] [CrossRef]
- Mosier, N.; Hendrickson, R.; Ho, N.; Sedlak, M.; Ladisch, M.R. Optimization of pH controlled liquid hot water pretreatment of corn stover. Bioresour. Technol. 2005, 96, 1986–1993. [Google Scholar] [CrossRef]
- Kim, Y.; Kreke, T.; Mosier, N.S.; Ladisch, M.R. Severity factor coefficients for subcritical liquid hot water pretreatment of hardwood chips. Biotechnol. Bioeng. 2014, 111, 254–263. [Google Scholar] [CrossRef] [PubMed]
- Lizasoain, J.; Trulea, A.; Gittinger, J.; Kral, I.; Piringer, G.; Schedl, A.; Nilsen, P.J.; Potthast, A.; Gronauer, A.; Bauer, A. Corn stover for biogas production: Effect of steam explosion pretreatment on the gas yields and on the biodegradation kinetics of the primary structural compounds. Bioresour. Technol. 2017, 244, 949–956. [Google Scholar] [CrossRef] [PubMed]
- Bauer, A.; Lizasoain, J.; Theuretzbacher, F.; Agger, J.W.; Rincón, M.; Menardo, S.; Saylor, M.K.; Enguídanos, R.; Nielsen, P.J.; Potthast, A.; et al. Steam explosion pretreatment for enhancing biogas production of late harvested hay. Bioresour. Technol. 2014, 166, 403–410. [Google Scholar] [CrossRef] [PubMed]
- Allison, B.J.; Cádiz, J.C.; Karuna, N.; Jeoh, T.; Simmons, C.W. The Effect of Ionic Liquid Pretreatment on the Bioconversion of Tomato Processing Waste to Fermentable Sugars and Biogas. Appl. Biochem. Biotechnol. 2016, 179, 1227–1247. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.; Chen, L.; Yan, Z.; Wang, L. Effect of ionic liquid pretreatment on the composition, structure and biogas production of water hyacinth (Eichhornia crassipes). Bioresour. Technol. 2013, 132, 361–364. [Google Scholar] [CrossRef]
- Cao, L.; Chen, H.; Tsang, D.C.W.; Luo, G.; Hao, S.; Zhang, S.; Chen, J. Optimizing xylose production from pinewood sawdust through dilute-phosphoric-acid hydrolysis by response surface methodology. J. Clean. Prod. 2018, 178, 572–579. [Google Scholar] [CrossRef]
- Bhandari, N.; Macdonald, D.G.; Bakhshi, N.N. Kinetic studies of corn stover saccharification using sulphuric acid. Biotechnol. Bioeng. 1984, 26, 320–327. [Google Scholar] [CrossRef]
- Wyman, C.E.; Dale, B.E.; Elander, R.T.; Holtzapple, M.; Ladisch, M.R.; Lee, Y.Y. Coordinated development of leading biomass pretreatment technologies. Bioresour. Technol. 2005, 96, 1959–1966. [Google Scholar] [CrossRef]
- Wyman, C.E.; Dale, B.E.; Elander, R.T.; Holtzapple, M.; Ladisch, M.R.; Lee, Y.Y.; Mitchinson, C.; Saddler, J.N. Comparative sugar recovery and fermentation data following pretreatment of poplar wood by leading technologies. Biotechnol. Prog. 2009, 25, 333–339. [Google Scholar] [CrossRef]
- Yan, Y.; Li, T.; Ren, Z.; Li, G. A study on catalytic hydrolysis of peat. Bioresour. Technol. 1996, 57, 269–273. [Google Scholar] [CrossRef]
- Liu, L.; Sun, J.; Cai, C.; Wang, S.; Pei, H.; Zhang, J. Corn stover pretreatment by inorganic salts and its effects on hemicellulose and cellulose degradation. Bioresour. Technol. 2009, 100, 5865–5871. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Lu, X.; Zhang, S.; Zhang, R.; Wang, X. Kinetic study for Fe(NO3)3 catalyzed hemicellulose hydrolysis of different corn stover silages. Bioresour. Technol. 2011, 102, 2936–2942. [Google Scholar] [CrossRef] [PubMed]
- Yu, Q.; Zhuang, X.; Yuan, Z.; Qi, W.; Wang, Q.; Tan, X. The effect of metal salts on the decomposition of sweet sorghum bagasse in flow-through liquid hot water. Bioresour. Technol. 2011, 102, 3445–3450. [Google Scholar] [CrossRef] [PubMed]
- Demirel, B.; Scherer, P. Trace element requirements of agricultural biogas digesters during biological conversion of renewable biomass to methane. Biomass Bioenergy 2011, 35, 992–998. [Google Scholar] [CrossRef]
- Qiang, H.; Lang, D.; Li, Y. High-solid mesophilic methane fermentation of food waste with an emphasis on Iron, Cobalt, and Nickel requirements. Bioresour. Technol. 2012, 103, 21–27. [Google Scholar] [CrossRef]
- Zandvoort, M.H.; van Hullebusch, E.D.; Fermoso, F.G.; Lens, P.N.L. Trace Metals in Anaerobic Granular Sludge Reactors: Bioavailability and Dosing Strategies. Eng. Life Sci. 2006, 6, 293–301. [Google Scholar] [CrossRef]
- Takashima, M.; Shimada, K.; Speece, R.E. Minimum requirements for trace metals (iron, nickel, cobalt, and zinc) in thermophilic and mesophilic methane fermentation from glucose. Water Environ. Res. 2011, 83, 339–346. [Google Scholar] [CrossRef]
- Zaleckas, E.; Sendžikienė, E.; Čiutelytė, R. Evaluation of Heavy Metals Influence on Biogas Production. Environ. Res. Eng. Manag. 2012, 62, 14–20. [Google Scholar] [CrossRef] [Green Version]
- Bryant, M.P. Microbial methane production-theoretical aspects. J. Anim. Sci. 1979, 1, 193–201. [Google Scholar] [CrossRef]
- Qiang, H.; Niu, Q.; Chi, Y.; Li, Y. Trace metals requirements for continuous thermophilic methane fermentation of high-solid food waste. Chem. Eng. J. 2013, 222, 330–336. [Google Scholar] [CrossRef]
- Preeti Rao, P.; Seenayya, G. Improvement of methanogenesis from cow dung and poultry litter waste digesters by addition of iron. World J. Microbiol. Biotechnol. 1994, 10, 211–214. [Google Scholar] [CrossRef] [PubMed]
- Osuna, M.B.; Zandvoort, M.H.; Iza, J.M.; Lettinga, G.; Lens, P.N.L. Effects of trace element addition on volatile fatty acid conversions in anaerobic granular sludge reactors. Environ. Technol. 2003, 5, 573–587. [Google Scholar] [CrossRef] [PubMed]
- Qiao, Y.; Lu, X.; Zhang, S. Simultaneously improving pretreatment and anaerobic acidification effects on corn stalk by low concentration of FeCl2 solution. Energy Sources Part A Recovery Util. Environ. Eff. 2018, 40, 759–764. [Google Scholar] [CrossRef]
- Takashima, M.; Speece, R.E. Mineral nutrient requirements for high-rate methane fermentation of acetate at low SRT. Res. J. Water Pollut. Control Fed. 1989, 61, 1645–1650. [Google Scholar]
- Hoban, D.J.; Berg, L. Effect of Iron on Conversion of Acetic Acid to Methane During Methanogenic Fermentations. J. Appl. Bacteriol. 1979, 47, 153–159. [Google Scholar] [CrossRef]
- Chakraborty, N.; Chatterjee, M.; Sarkar, G.M.; Lahiri, S.C. Inhibitory Effects of the Divalent Metal Ions on Biomethanation by Isolated Mesophilic Methanogen in AC21 Medium in Presence or Absence of Juices from Water Hyacinth. BioEnergy Res. 2010, 3, 314–320. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, B.H.R.; Sluiter, J.; Templeton, D. Biomass Analysis Technology Team Laboratory Analytical Procedures: Determination of Structural Carbohydrates and Lignin in Biomass, NREL Laboratory Analytical Procedures for Standard Biomass Analysis; NREL: Golden, CO, USA, 2006. [Google Scholar]
- De Farias Silva, C.E.; Bertucco, A. Severity Factor as an Efficient Control Parameter to Predict Biomass Solubilization and Saccharification During Acidic Hydrolysis of Microalgal Biomass. BioEnergy Res. 2018, 11, 491–504. [Google Scholar] [CrossRef]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. London. Ser. A, Math. Phys. Sci. 1987, 321, 523–536. [Google Scholar]
- Chum, H.L.; Johnson, D.K.; Black, S.K.; Overend, R.P. Pretreatment-Catalyst effects and the combined severity parameter. Appl. Biochem. Biotechnol. 1990, 24–25, 1–14. [Google Scholar] [CrossRef]
- Lloyd, T.A.; Wyman, C.E. Combined sugar yields for dilute sulfuric acid pretreatment of corn stover followed by enzymatic hydrolysis of the remaining solids. Bioresour. Technol. 2005, 96, 1967–1977. [Google Scholar] [CrossRef]
- China, E. Standard Methods for the Examination of Water and Wastewater, 4th ed.; National Environment Protection Agency: Beijing, China, 2002; p. 4. [Google Scholar]
- Lin, C.; Cheng, C. Fermentative hydrogen production from xylose using anaerobic mixed microflora. Int. J. Hydrogen Energy 2006, 31, 832–840. [Google Scholar] [CrossRef]
- Lin, C.; Wu, C.; Wu, J.; Chang, F. Effect of cultivation temperature on fermentative hydrogen production from xylose by a mixed culture. Biomass Bioenergy 2008, 32, 1109–1115. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Silva-Fernandes, T.; Duarte, L.C.; Gírio, F.M. Wheat Straw Autohydrolysis: Process Optimization and Products Characterization. Appl. Biochem. Biotechnol. 2009, 153, 84–93. [Google Scholar] [CrossRef] [PubMed]
- Abraham, R.E.; Barrow, C.J.; Puri, M. Relationship to reducing sugar production and scanning electron microscope structure to pretreated hemp hurd biomass (Cannabis sativa). Biomass Bioenergy 2013, 58, 180–187. [Google Scholar] [CrossRef]
- Kumar, R.; Mago, G.; Balan, V.; Wyman, C.E. Physical and chemical characterizations of corn stover and poplar solids resulting from leading pretreatment technologies. Bioresour. Technol. 2009, 100, 3948–3962. [Google Scholar] [CrossRef]
- Kumar, G.; Cheon, H.; Kim, S. Effects of 5-hydromethylfurfural, levulinic acid and formic acid, pretreatment byproducts of biomass, on fermentative H2 production from glucose and galactose. Int. J. Hydrogen Energy 2014, 39, 16885–16890. [Google Scholar] [CrossRef]
- Cheng, J.; Lin, R.; Song, W.; Xia, A.; Zhou, J.; Cen, K. Enhancement of fermentative hydrogen production from hydrolyzed water hyacinth with activated carbon detoxification and bacteria domestication. Int. J. Hydrogen Energy 2015, 40, 2545–2551. [Google Scholar] [CrossRef]
- Zhi, Z.; Li, N.; Qiao, Y.; Zheng, X.; Wang, H.; Lu, X. Kinetic study of levulinic acid production from corn stalk at relatively high temperature using FeCl3 as catalyst: A simplified model evaluated. Ind. Crop. Prod. 2015, 76, 672–680. [Google Scholar] [CrossRef]
- Casey, E.; Sedlak, M.; Ho, N.W.; Mosier, N.S. Effect of acetic acid and pH on the cofermentation of glucose and xylose to ethanol by a genetically engineered strain of Saccharomyces cerevisiae. FEMS Yeast Res. 2010, 10, 385–393. [Google Scholar] [CrossRef]
- Barakat, A.; Monlau, F.; Steyer, J.; Carrere, H. Effect of lignin-derived and furan compounds found in lignocellulosic hydrolysates on biomethane production. Bioresour. Technol. 2012, 104, 90–99. [Google Scholar] [CrossRef]
- Horn, S.J.; Estevez, M.M.; Nielsen, H.K.; Linjordet, R.; Eijsink, V.G.H. Biogas production and saccharification of Salix pretreated at different steam explosion conditions. Bioresour. Technol. 2011, 102, 7932–7936. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, D.; Vieth, W.R.; Venkatasubramaniant, K. Steady-State and Transient Behavior in Microbial Methanification: 1. Experimental Results. Biotechnol. Bioeng. 1985, 27, 1192–1198. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Wang, L.; Lu, X.; Zhang, S. Pretreatment of corn stover with diluted acetic acid for enhancement of acidogenic fermentation. Bioresour. Technol. 2014, 158, 12–18. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | T/°C | t/min | pH (BR) | pH (AR) | lgR0′ (CS) |
|---|---|---|---|---|---|
| 1 | 160 | 10 | 5.85 | 4.72 | −3.08 |
| 2 | 160 | 20 | 5.88 | 4.33 | −2.81 |
| 3 | 160 | 30 | 5.87 | 4.16 | −2.63 |
| 4 | 160 | 40 | 5.86 | 4.05 | −2.49 |
| 5 | 180 | 10 | 5.76 | 3.95 | −2.4 |
| 6 | 180 | 20 | 5.8 | 3.75 | −2.14 |
| 7 | 180 | 30 | 5.79 | 3.48 | −1.96 |
| 8 | 180 | 40 | 5.83 | 3.12 | −1.87 |
| 9 | 200 | 10 | 5.77 | 3.44 | −1.83 |
| 10 | 200 | 20 | 5.81 | 3.35 | −1.56 |
| 11 | 200 | 30 | 5.8 | 3.21 | −1.38 |
| 12 | 200 | 40 | 5.79 | 3.11 | −1.24 |
| 13 | 220 | 10 | 5.86 | 3.1 | −1.33 |
| 14 | 220 | 20 | 5.9 | 3.2 | −1.07 |
| 15 | 220 | 30 | 5.81 | 3.08 | −0.8 |
| 16 | 220 | 40 | 5.84 | 3.21 | −0.7 |
| 17 | 240 | 10 | 5.82 | 3.12 | −0.7 |
| 18 | 240 | 20 | 5.8 | 3.16 | −0.38 |
| 19 | 240 | 30 | 5.78 | 3.13 | −0.18 |
| 20 | 240 | 40 | 5.75 | 3.05 | −0.03 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, Y.; Lu, X.; Zhi, Z.; Zhang, S. An Economical Method for Simultaneously Improving Pretreatment and Anaerobic Fermentation Effects on Corn Straw Using Ultra-Low Concentration FeCl2. Energies 2020, 13, 1779. https://doi.org/10.3390/en13071779
Qiao Y, Lu X, Zhi Z, Zhang S. An Economical Method for Simultaneously Improving Pretreatment and Anaerobic Fermentation Effects on Corn Straw Using Ultra-Low Concentration FeCl2. Energies. 2020; 13(7):1779. https://doi.org/10.3390/en13071779
Chicago/Turabian StyleQiao, Yina, Xuebin Lu, Zehao Zhi, and Shuting Zhang. 2020. "An Economical Method for Simultaneously Improving Pretreatment and Anaerobic Fermentation Effects on Corn Straw Using Ultra-Low Concentration FeCl2" Energies 13, no. 7: 1779. https://doi.org/10.3390/en13071779