In Situ Catalytic Upgrading of Heavy Crude with CAPRI: Influence of Hydrogen on Catalyst Pore Plugging and Deactivation due to Coke



School of Chemical Engineering, University of Birmingham, Edgbaston, Birmingham B15 2TT, UK
*
Authors to whom correspondence should be addressed.
Energies 2018, 11(3), 636; https://doi.org/10.3390/en11030636
Submission received: 23 November 2017
/
Revised: 9 March 2018
/
Accepted: 12 March 2018
/
Published: 13 March 2018
Abstract
:Heavy crude oil is known to have low hydrogen-to-carbon ratios compared to light oil. This is due to the significant content of carbon-rich species such as resins and asphaltenes; hence their upgrading is commonly through carbon-rejection. However, carbon-rejection promotes rapid fouling of catalyst and pore plugging, yielding low upgraded oil and consequently low fuel distillate fractions when distilled. The roles of hydrogen-addition on in situ catalytic upgrading were investigated at pre-established conditions (425 °C, LHSV 11.8 h−1, and 20–40 bars) using a simulated fixed-bed reactor that mimics the annular sheath of catalyst (CAPRI) surrounding the horizontal producer well of the Toe-to-Heel Air Injection (THAI) process. It was found that with H-addition, the upgraded oil American Petroleum Institute (API) gravity increased to about 5° compared to 3° obtained with N2 above 13° (THAI feed oil). The fuel distillate fractions increased to 62% (N2, 20 bar), 65% (H2, 20 bar), and 71.8% (H2, 30 bar) relative to 40.6% (THAI feed oil); while the coke contents of the catalyst after experiments were 35.3 wt % (N2), and 27.2 wt % (H2). It was also found that catalyst pore plugging and deactivation due to coke was significantly lower under hydrogen than with nitrogen; hence the catalyst is less susceptible to coke fouling when the upgrading reaction is carried out under hydrogen. The coke fouling further decreases with increasing hydrogen pressure while the API gravity of the upgraded oil marginally increases by 0.3° for every 10 bar increase in pressure from 20 to 40 bar.
1. Introduction
Energy security remains a major concern for countries that rely heavily on fossil fuels such as petroleum, and energy consumption is expected to increase by about 50% in 2050 [1]. About 25 million B/D of crude oil will have to be produced for the supply to keep pace with the predicted level of consumption by 2020 [2]. To accommodate the rising energy demand, supply from abundant reserves of heavy oil and bitumen in Canada, Venezuela and the USA can supplement supply from light crude oil reserves which is continuously declining. The dependence on crude oil for global energy needs will linger until awaited transitions to a globally-sustainable low carbon energy system are complete. A number of reports pointed out that this transition period will take a long time; and until alternative energy sources are developed and commercialised (including non-energy uses, such as medical-plastics, chemical feedstock and other plastics industries), the demand for crude oil will continue to increase [3].
High viscosity and high impurities (i.e., heteroatoms such as S and N and metals such as Ni and V) make extraction, transportation via pipeline and refining of bitumen and heavy oil challenging and cost intensive. This thick and sticky crude oil will not flow under reservoir conditions unless stimulated by heat or diluted. Hence, they can be mobilised for production through steam injection, the vapour extraction process [4] and in situ combustion such as the Toe-to-Heel Air Injection (THAI) process [5,6,7,8]. Commercially, Steam Assisted Gravity Drainage (SAGD) has been the commonly used recovery technique, in which the injected steam sufficiently mobilises the oil but not at high enough temperature to initiate in situ upgrading reactions within the reservoir due to heat losses to rock formation. Hence, the produced crude oil needs to be upgraded before refining, which adds to the overall cost. THAI however involve burning a small portion of the original oil in place to recover the rest, while the heat generated from combustion reactions make the heavy crude oil flow easily to the producer well because of the reduction of its viscosity. Very high temperatures of 450–700 °C can be achieved within the reservoir, which are sufficiently high temperatures to initiate and sustain upgrading reactions. Incorporating catalytic upgrading process in situ (CAPRI) with THAI, which involves adding an annular sheath of pelleted catalyst around the horizontal producer well has been a subject of investigation since 2002 [7,8]. With this integrated THAI-CAPRI process the thermally cracked oil mobilised by THAI flows across the layer of catalyst, where further upgrading reactions occur, which can potentially make the produced oil transportable by pipeline [8]. However, there is a high tendency of the pelleted catalyst pores being plugged by coke and metal deposition.
Downhole catalytic upgrading (CAPRI) integrated with THAI recovery technology is a cost effective and environmentally friendly way to exploit these resources [5,6,7]. In this way, the reservoir was configured as a catalytic reactor and the requirement for in situ upgrading such as a downhole bed of catalyst, sufficient high temperatures to initiate and sustain upgrading reactions and the intimate contact between the mobilised oil and co-reactants over the catalyst was demonstrated [8,9,10,11,12,13,14,15,16]. Conversely, in situ prepared or dispersed nano-sized particles have been reported in the literature as alternative means of providing the downhole bed of catalyst [5,6,7,8,9,10,11,12,13,14,15,16,17,18,19]. It has been reported that while the fluidity of the upgraded oil increased in the range of 2–7° API, the catalyst rapidly deactivates due to deposits and the pores being plugged by coke from cracked macromolecular weight species such as resins and asphaltenes [10,14].This catalyst bed plugging occurred as a result of the formation and accumulation of metals and coke, forcing shutdown of the process to replace the catalyst [10]. The in situ upgrading reactions liberate hydrogen and H-rich gases due to cracking of the heavy crude, as a consequence the reaction is starved of the needed hydrogen for hydroprocessing; hence carbon-rejection becomes the major route to upgrading [15].
Therefore the main challenge is to sustain the catalyst activity long enough, mitigate coke formation impact and hydrogen and H-rich gases (e.g., methane and ethane) liberation due to cracking reactions. This can possibly be achieved through the addition of an external hydrogen-donor source to help suppress coke fouling on the catalyst and to supplement the needed hydrogen for hydroprocessing reactions. Industrially, hydrogen has been used to enhance removal of heteroatoms such as sulphur (hydrodesulphurisation, HDS), nitrogen (hydrodenitrogenation, HDN), and metals (hydrodemetallisation, HDM). In order to suppress coke deposition from cracked macromolecules on the catalyst incorporated onto the horizontal producer well of the THAI process, it would be necessary to supply hydrogen in some form. This would be prohibitively expensive to supply directly into the reservoir. However, it could be achieved by operating a wet combustion process in a manner that ensures hydrogen production via water-gas shift reactions in situ [17,18], or alternatively injecting hydrogen-donor solvents such as cyclohexane [20]; these have been reported to lower coke deposition on the catalyst. However, there is not much information regarding catalyst pore plugging due to coke deposition. This study therefore examines first the contributions of hydrogen to the quality of the upgraded oil in terms of API gravity, viscosity, and yield of fuel distillate fractions and subsequently evaluates catalyst pore plugging and deactivation caused by coke using mercury porosimetry and nitrogen adsorption-desorption isotherm to probe the catalyst before and after upgrading reactions under nitrogen and hydrogen. Also investigated is the contribution of hydrogen pressure to suppressing coke formation and improving fuel distillate fractions in the upgraded oil.
The Whitesands project since 2006 has field proven the THAI process and also achieved temperatures ranging from 400–700 °C, production capacity of 1000 BOPD with the produced oil quality ranging from 10–17° API and 2000–100 cP viscosity against original bitumen of 7.6° API and 500,000 cP [21,22]. At these temperatures, the naturally-occurring (connate) water can be converted into steam and consequently hydrogen can be liberated in situ via water-gas shift reaction promoted by the host rock minerals in addition to the integrated catalyst in the production liner [21,23,24]. Hydroprocessing of heavy oil derived from bitumen was carried out by Kim et al. [25] using NiMo/alumina catalyst at process conditions: temperature (625–685 K), LHSV (0.14–0.80 h−1), pressure 13.7 MPa and H/oil ratio 890 m3·m−3. They found that the API gravity of the upgraded oil with respect to time-on-stream increased to 16° and plateaus at 13.5° relative to 9.2° for the original heavy oil while sulphur and metals removal, residuum conversion, and yields of naphtha and middle distillates increased as temperature increased. Coke formation can be suppressed in hydroprocessing at high pressures (15–150 bar) and temperatures (315–425°) [25,26,27,28]; hence, hydrogen-addition was studied in the pressure range of 20–40 bar to support hydroconversion reactions. In addition, to increased API gravity of the upgraded oil, high level of desulphurisation (79%) and demetallisation (73%) has been reported for hydroprocessing of Arab heavy oil using CoMo/alumina catalyst at temperatures 400–412 °C, hydrogen pressure 10 MPa and WHSV 0.5 h−1 [26]. Bitumen and heavy oil reservoirs are commonly low pressure which is why their production is mainly by enhanced oil recovery techniques, but during field production by the THAI process the pressure increases significantly due to air injection, high temperature oxidation as oxygen reacts with deposited coke, super-heated gas which flows ahead of the combustion front, liberated gases from in situ thermo-cracking of the heavy oil, and steam generation [21,29,30]. Hence, the THAI-CAPRI process is mainly applicable to a reservoir of depth 70 m and above to avoid breakthrough [19]. It has been found that hydrogen production ranges from 2.5–15 mol % during the THAI process due to thermo-cracking of heavy oil in situ [21,30]. This level of hydrogen can be increased by injecting hydrogen-donor solvent to augment the available hydrogen and its partial pressure to enable hydroprocessing reactions in the integrated CAPRI to achieve further in situ upgrading as it takes advantage of the well-bore pressure and temperature. Adding hydrogen would promote hydroprocessing reactions which would inhibit coke formation and improve the yield of middle distillate fractions [27,31]; however, there is need to evaluate catalyst pore plugging with respect to extending its lifespan.
2. Materials and Method
The heavy crude oil used in this study was supplied by Petrobank Energy and Resources Ltd. (now Touchstone Exploration Inc., Calgary, AB, Canada), Canada, from their WhiteSands THAI pilot, Conklin, Alberta, Canada. The original oil in place has an API gravity of 8°, density 1.013 g·cm−3 and viscosity 331.3 Pa·s and was produced at a combustion temperature of about 600 °C [5,7]. The THAI heavy oil is approximately water free as it has been partially upgraded and its properties are thus: API gravity (~13°), viscosity (0.5 Pa·s), density (0.98 g·cm−3) and asphaltene (11.2 wt %). Quadra-lobed shaped hydrotreating catalyst CoMo/Alumina(Akzo-nobel) with specific surface area of 214 m2·g−1, pore diameter 64 nm, dimensions 1.5 × 1.3 mm and length 5 ± 3.1 mm was used, and more properties of the catalyst have been reported by Hart [17].
An experimental set-up previously constructed to represent the annular layer of catalyst in the CAPRI process and the reaction conditions, e.g., temperature, pressure and gas environment typical of the THAI process, was also used in this study. The reactor used to simulate the CAPRI add-on to THAI is a fixed catalytic bed of diameter 1 cm and height 11.6 cm. The bed of catalyst represents a cylindrical core through the annular packed gravel catalyst layer along the horizontal producer well in which mobilised hot oil flows through by gravity, experiencing catalytic upgrading before being produced. The catalytic bed reactor is characterised with bed porosity of 0.45 and spray flow regime based on the gas (4.22 m·s−1) and the oil (0.03 m·s−1) volumetric fluxes. The spray regime is characterised by large gas-to-oil ratio, gas phase is continuous and oil phase discontinuous and the droplets entrained in the packed catalyst due to high gas velocity. The system is a continuous flow process in which the THAI oil is introduced into the reactor in the downward flow mode, synonymous to gravity drainage of the hot mobilised oil in the reservoir as it flows across the catalyst layer around the horizontal well producer of the THAI process. The THAI oil is preheated to 280 °C with the aid of trace heaters wrapped around the pipe tube, before it enters the reactor for upgrading reaction at 425 °C. The descriptions of the experimental apparatus and procedures have been reported in the literature [10,12,14,19]. The experiment was carried out at a reported optimum condition in the literature [10,12], as shown in Table 1. These experimental conditions mimicked the field operation of the integrated CAPRI where the hot oil and combustion gases, including hydrogen, flow through the catalyst zone causing further in situ upgrading of mobilised oil in a temperature range of +100–400 °C [21]. Petrobank Energy and Resources Ltd. [30] reported about 3–15 mol % hydrogen production during the THAI pilot trials at Whitesands, Canada; hence, adding external hydrogen donor would supplement the needed hydrogen and increase its partial pressure to hydroprocessing range 15–150 bar and 315–425 °C [28]. Consequently, an experiment was performed under nitrogen atmosphere as control to validate the results with hydrogen.
The API gravity before and after upgrading reaction was measured using an Anton Paar DMA 35 portable density meter (Anton Paar GmbH, Graz, Austria) at 20 °C. The viscosity of the oil was determined using a Bohlin CVO 50 NF rheometer (Malvern Instruments Ltd., Worcester, UK). An Agilent 6850 N gas chromatography (GC) calibrated with ASTMD2887 method was used to obtain the true boiling point (TBP) distribution of the THAI oil and the upgraded oils through simulated distillation (note: the calibration mix contains hydrocarbons from C5 to C40 and the maximum oven temperature is 280 °C; hence, macromolecules such as resins and asphaltenes outside this carbon range cannot be accounted for by this method (about 0.5% cannot be analysed by the GC due to low volatility)). The coke deposit after upgrading reactions was determined using a thermogravimetric analyser (TGA) (TG 209 F1 Iris® instrument, NETZSCH-Geratebau GmbH, Wittelsbacherstr 42, Germany). The asphaltene content before and after reactions was precipitated using heptane (n-C7H16) in accordance with ASTM D200. The description of these analytical methods has been reported in the literature [12,19,32]. Micrometritics Analytical Instrument ASAP® 2010 was used to determine the specific surface area of the catalyst before and after reaction using Brunauer-Emmett-Teller (BET) method while the catalyst pore size distribution before and after upgrading reactions was determined using a mercury porosimeter (AutoPoreTMIV 9500, Micromeritics, Norcross, GA, USA).
3. Results and Discussion
The experimental results for the upgrading reactions under nitrogen and hydrogen environment are presented in this section. In Section 3.1 and Section 3.2 the API gravity and viscosity of the upgraded oils under N2 and H2 and effect of H2 pressure are presented and discussed. The achievable fuel distillates from the oil before and after reactions are shown in Section 3.3 and the catalyst coke content and pore plugging after each experiment are presented and discussed in Section 3.4.
3.1. Upgraded Oil API Gravity and Viscosity
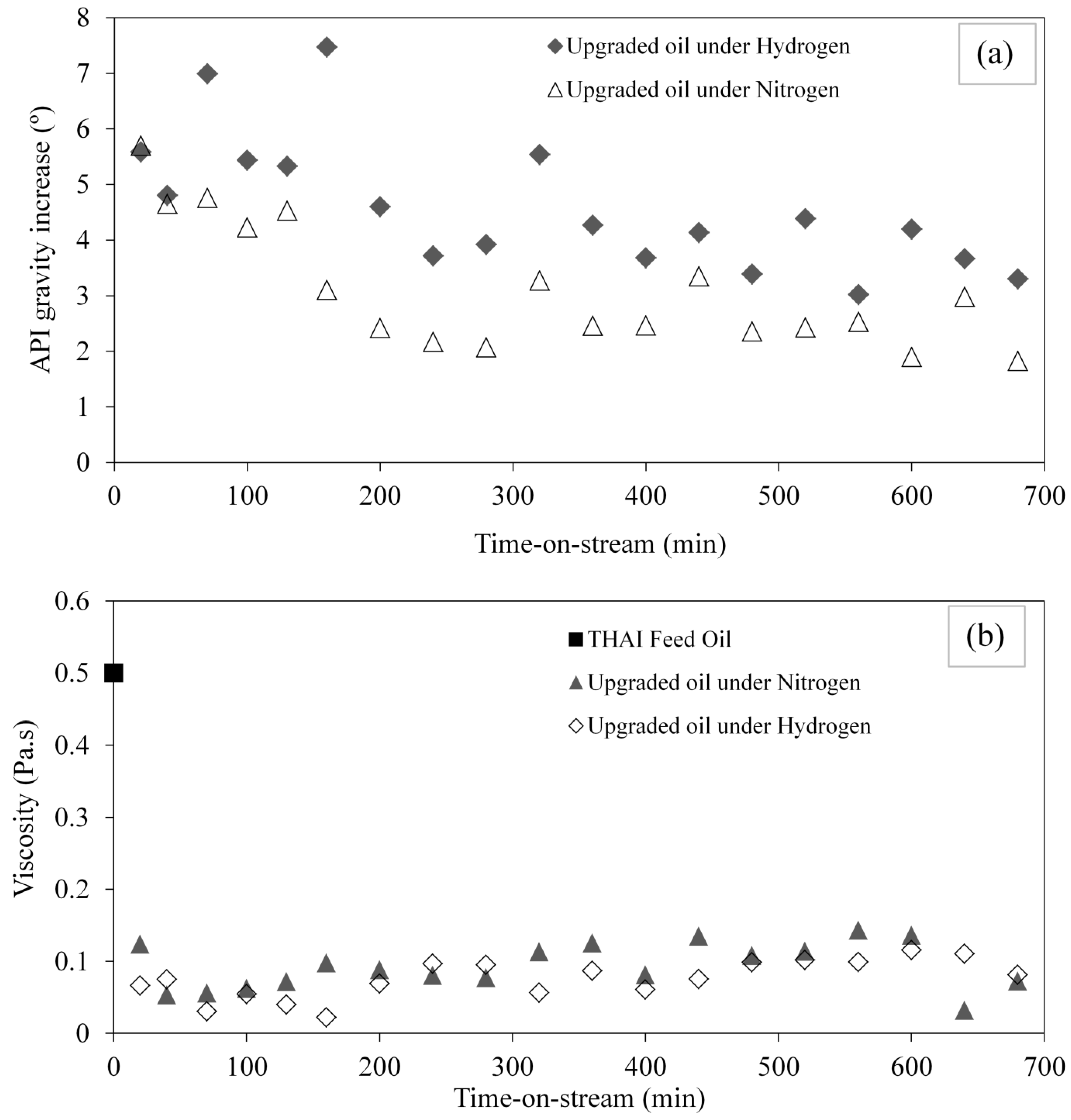
API gravity is an indicator of crude oil lightness by comparing its density to that of water, it is used to classify oils into light, medium, heavy, or extra heavy, and also one of the scale that determines its market value; hence, the larger the API gravity, the lighter the oil. The effect of reaction environment (i.e., hydrogen rich and nitrogen rich) on the upgraded oil API gravity and viscosity as a function of time-on-stream is in shown Figure 1. Under nitrogen environment, the API gravity increase started from 6°, decreased promptly to ~2.5° at 200 min, and afterward settled at about 2.2° for the rest of the reaction. In contrast, under hydrogen atmosphere the upgraded oil API gravity decreased from 7° to approximately 4° and stabilised at 3.7° throughout the rest of the experiment.
On average the upgraded oil API gravities are 3.1 ± 0.6° (nitrogen) and ~5 ± 0.5° (hydrogen) above 13° for the THAI feed oil (Figure 1a). This represents approximately 2° increase attributable to the addition of hydrogen. Similar results have been reported in references [12,13,14,15].
The absolute viscosities of the upgraded oils are 0.093 Pa·s (nitrogen) and 0.075 Pa·s (hydrogen) compared to the 0.5 Pa·s (THAI feed oil). This represents approximately 81% and 85% viscosity reductions under nitrogen and hydrogen, respectively (Figure 1b). Wang et al. [33] ascribed the slightly further reduction of viscosity observed under hydrogen environment to HDS and hydrogenation reactions, which potentially increased the amount of light hydrocarbons produced compared to when nitrogen was used. It has been reported that significant amounts of hydrogen and hydrogen-rich gases such as H2, CH4 and C2H6 were stripped off from the heavy crude oil into the gas phase [13,15]; thus the upgrading achieved under a nitrogen environment can therefore be ascribed to carbon-rejection due to cracking of macromolecular weight species such as resins and asphaltenes. The radical fragments from the cracked macromolecules can readily regroup to form large hydrocarbon compounds, whilst under hydrogen environment these free radicals are readily scavenged by active hydrogen to form lower molecular weight hydrocarbons [13].
At a significance level of 0.05 (5%), the one-tailed probability-value (p-value) of a Z-test for the experimental data at the hypothesized dataset mean of 4° API gravity and 0.08 Pa·s. under nitrogen environment, the p-value is 0.9997 and with hydrogen environment it is 0.0149. Since the p-value, 0.0149 (under H2), is less than 0.05, the null hypothesis (mean = 4° API) is rejected in favour of the alternative, that is the upgraded oil API gravity is greater than 4°. For the viscosity, while the p-value, 0.0348 (under N2) is less than 0.05, rejecting the null hypothesis of equal to 0.08 Pa·s, the p-value of 0.7696 (under H2) favours it. This implies the viscosity of the upgraded oil under H2 is either less than or equal to 0.08 Pa·s.
3.2. Effect of Hydrogen Pressure on Upgraded Oil API Gravity and Viscosity
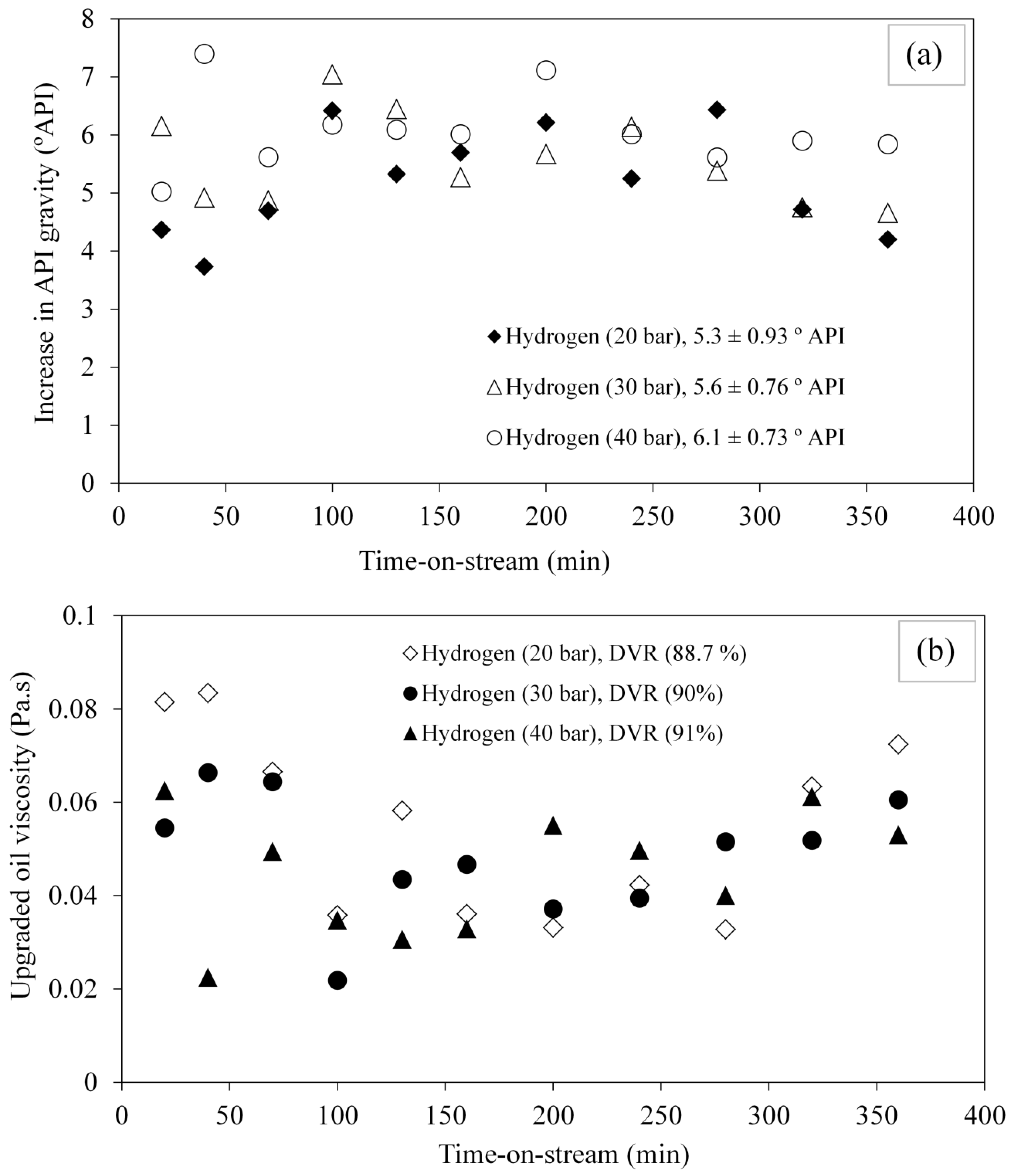
The effect of hydrogen pressure on the level of upgrading was investigated at 425 °C for the range of pressures 20 to 40 bar. The upgraded oil samples API gravity for the range of pressures studied as a function of time-on-stream is shown in Figure 2a. Although the API gravity of upgraded oils increased narrowly as hydrogen pressure increases from 20 to 40 bar with an average of 0.3°per 10 bar increase (Figure 2a), this could be possibly due to improved availability of hydrogen for hydroprocessing reactions as increased hydrogen pressure could have lowered mass transfer limitation from the gas-phase to the oil-phase [34,35].
The viscosity of the upgraded oil samples when hydrogen pressures were increased from 20 to 40 bar is shown in Figure 2b. Just like the API gravity, the upgraded oils showed marginal decrease in viscosity when the hydrogen pressure was increased from 20 to 40 bar. The mean degree of viscosity reduction (DVR: (μf − μu)/μf, where the subscript represents feed and upgraded oils) increase negligibly by 1% for every 10 bar increase in pressure. Since the changes in the API gravity and viscosity of the upgraded oils as hydrogen pressure increases fall within the standard deviations, it shows that hydrogen does not exert much influence on the physical properties of the upgraded oil as reaction temperature and catalyst loading [17], but rather steers the chemistry of the reaction and its interactions with the catalyst surface to produce low-boiling hydrocarbons and suppress carbon-rejection.
In contrast, it has been reported that reaction temperature and WHSV exert significant influence on the level of upgrading achievable [17]. It is well known that the catalytic upgrading reaction involves the breaking down of large molecular species into smaller ones; the cracked radical intermediates however can reassemble into larger molecular weight species in the absence of a hydrogen-donor to hydrogenate them. This hypothesis could be confirmed in the presence of nitrogen, as their API gravities were lower and their viscosities slightly higher than those obtained when the upgrading reaction was carried out with hydrogen (Figure 1). The slight improvement in API gravity and viscosity of the upgraded oils when the hydrogen pressure was increased beyond 20 bar, reaffirmed the increased hydrocracking and hydrogenation functionalities of the CoMo/Alumina catalyst being enhanced as more hydrogen becomes available. At the significance level of 0.05 and null hypothesis of 5° API gravity increase, the p-values are as follows 0.2543 (H-20 bar), 0.007 (H-30 bar) and 4.8 × 10−8 (H-40 bar). In this respect, at 20 bar pressure the null hypothesis is accepted while at 30 and 40 bar pressures the API gravity increases are most likely to be greater than 5° API gravity increase. Conversely, with a null hypothesis of 0.06 Pa·s for the upgraded oil viscosity, the p-values are 0.798 (H-20 bar), 0.998 (H-30 bar), and 0.9999 (H-40 bar), respectively.
Maipur et al. [36] proposed an empirical equation for estimating hydrogen consumption, in this study however the outlet hydrogen flow was not measured; hence, the total hydrogen uptake in moles during the upgrading reactions was not calculated. However, hydrogen concentrations in the outlet gas phase decreased by 13.3% (20 bar), 17.33% (30 bar), and 19.83% (40 bar) relative to 99.99% pure hydrogen fed. This is indicative of hydrogen involvement in hydroprocessing reactions, which increases as pressure increases [37,38,39,40].
3.3. Upgraded Oils True Boiling Point (TBP) Distribution
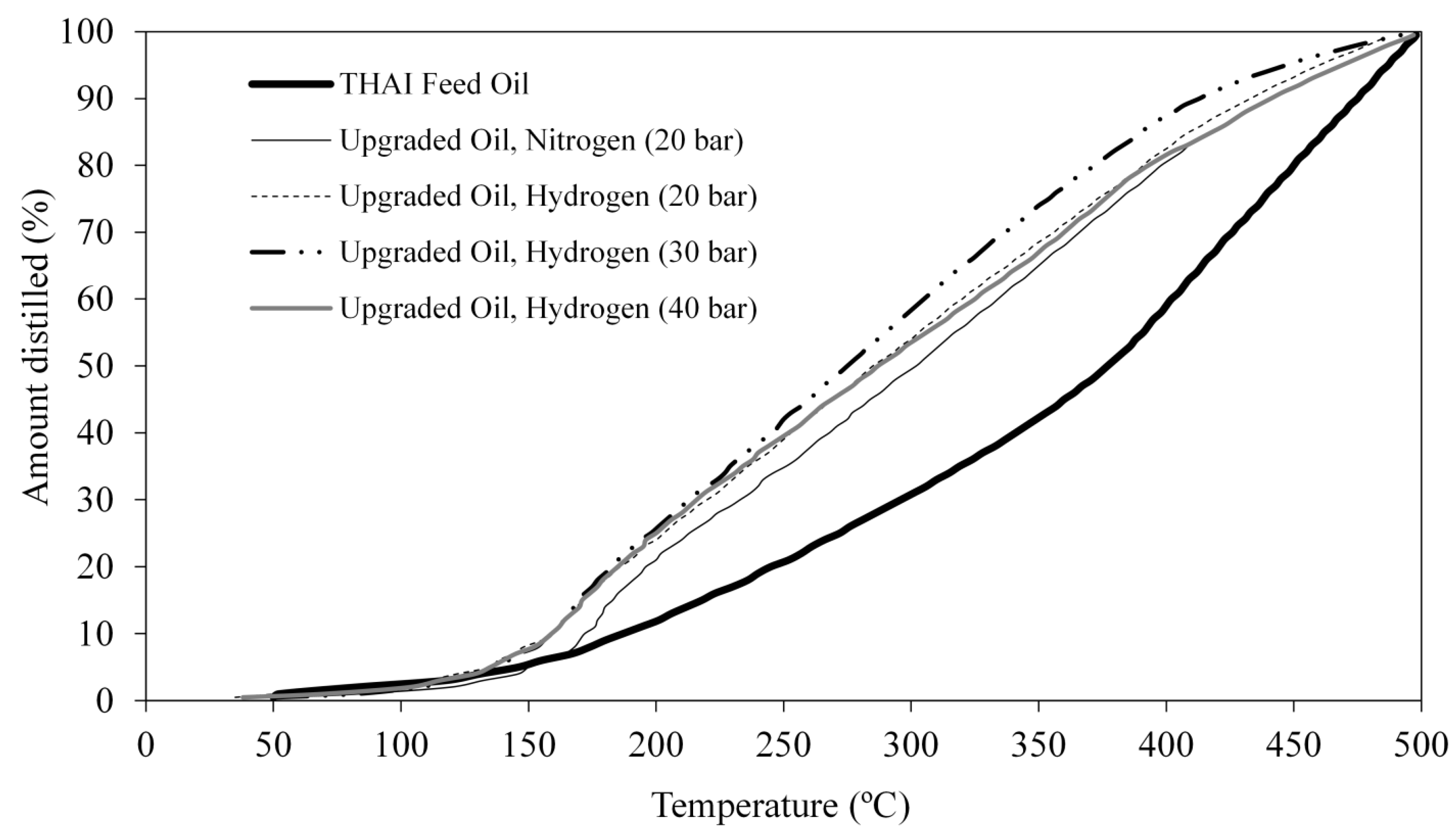
Simulated distillation was used to derive the TBP curves, which are indicative of the shift in boiling fractions of the produced oil that has occurred as a result of the upgrading reactions. The TBP distribution curves for the THAI feed and upgraded oil samples obtained at hydrogen pressures of 20–40 bar and that obtained under nitrogen (20 bar) are shown in Figure 3. It is clear that the upgraded oils contain more fuel fractions such as naphtha (Initial Boiling Point, IBP—177 °C) and middle distillates (177–343 °C) compared to the THAI feed oil. Consequently, the upgraded oil in the presence of hydrogen distilled more naphtha and middle distillate fractions compared to that achieved when the upgrading reaction was performed with nitrogen. This improved yield of fuel fractions with hydrogen is consistent with that recorded on the API gravity and viscosity shown in Figure 1.
On the effect of hydrogen pressure on the TBP distribution, it can be observed that the composition of the upgraded oils for the hydrogen pressure range of 20–40 bar was approximately identical for the naphtha fractions (IBP—177 °C). However, the upgraded oil at 30 bar hydrogen pressure produced more middle distillate fractions (177–343 °C) and less residue fraction (343 °C+) compared to those achieved when the upgrading reactions were carried out at 20 and 40 bars respectively. In summary, the upgraded oil with hydrogen contained more low-boiling hydrocarbon components, followed by the upgraded oil obtained when nitrogen gas was used relative to the THAI oil studied. Jarullah and co-workers [41] reported hydrotreatment of conventional crude oil in a trickle-bed reactor, from which they deduced that the yield of middle distillate fractions increased thereafter. This can be attributed to hydrocracking, hydrogenation of free radicals, aromatics and olefins, and the removal of heteroatoms.
The conversion of residue fractions (343 °C+) was calculated [(343 °C+f − 343 °C+u)/343 °C+f]. It was found that for nitrogen atmosphere the conversion was 37.4% and hydrogen 44.1% at 425 °C and gas pressure of 20 bar, while further increase in hydrogen pressure resulted in 52.5% (30 bar) and 41.2% (40 bar). This represents 6.7–15.1% above that of nitrogen, which further confirmed the participation of hydrogen in the upgrading reactions. In contrast, unlike the physical properties of the upgraded oil which shows no appreciable difference in API gravity and viscosity in spite of the increasing hydrogen pressure (Figure 2), the TBP curves and the residue fraction (343 °C+) conversion show an appreciable difference outside of the margin of the standard deviation when the pressure was increased. This is because while cracking which breaks heavy molecules into small ones results in huge changes in physical properties of the produced oil is temperature dependent, the pressure influences mainly the hydrogenation reaction without bond cleavage. This is consistent with the observed increased middle distillate fractions as hydrogen pressure increased [27,28]. The Co and Mo metals on the catalyst surface were responsible for this hydrogenation functionality while acid sites of the alumina support facilitated the cracking of the macromolecular weight species. Hence, hydroprocessing reactions dominate the catalytic upgrading reactions under hydrogen atmosphere and favourable partial pressures. Shah et al. [10] showed that pressure has little or no effect on the level of upgrade under nitrogen environment.
3.4. Upgraded Oil Asphaltene and Spent Catalyst Coke Contents
Asphaltenes are among the largest and heaviest polar component of heavy oil and thus are readily deposited upon catalyst surfaces as coke-precursors. Being a major contributor to coke formation, hydrogenating radicals formed when they are cracked could reduce the asphaltene content of the produced oil and potentially lead to a longer catalyst lifetime. The asphaltene content of the upgraded oil samples can be summarised as thus 8.6 ± 0.6 (N2, 20 bar), 7.8 ± 0.4 (H2, 20 bar), 5.7 ± 0.3 (H2, 30 bar), and 5.8 ± 0.4 (H2, 40 bar) compared to 11.2 wt % (THAI feed oil). Though the asphaltene contents of the upgraded oils were lower than that of the THAI oil, the presence of hydrogen further decreased it due to the hydrogenation of cracked fragments which is rarely experienced in the presence of nitrogen. This reaction involves hydrogen transfer from the gas-phase to the macromolecular radicals in the oil phase, which is possible under high reaction temperatures such as 425 °C and high hydrogen pressure [42,43].
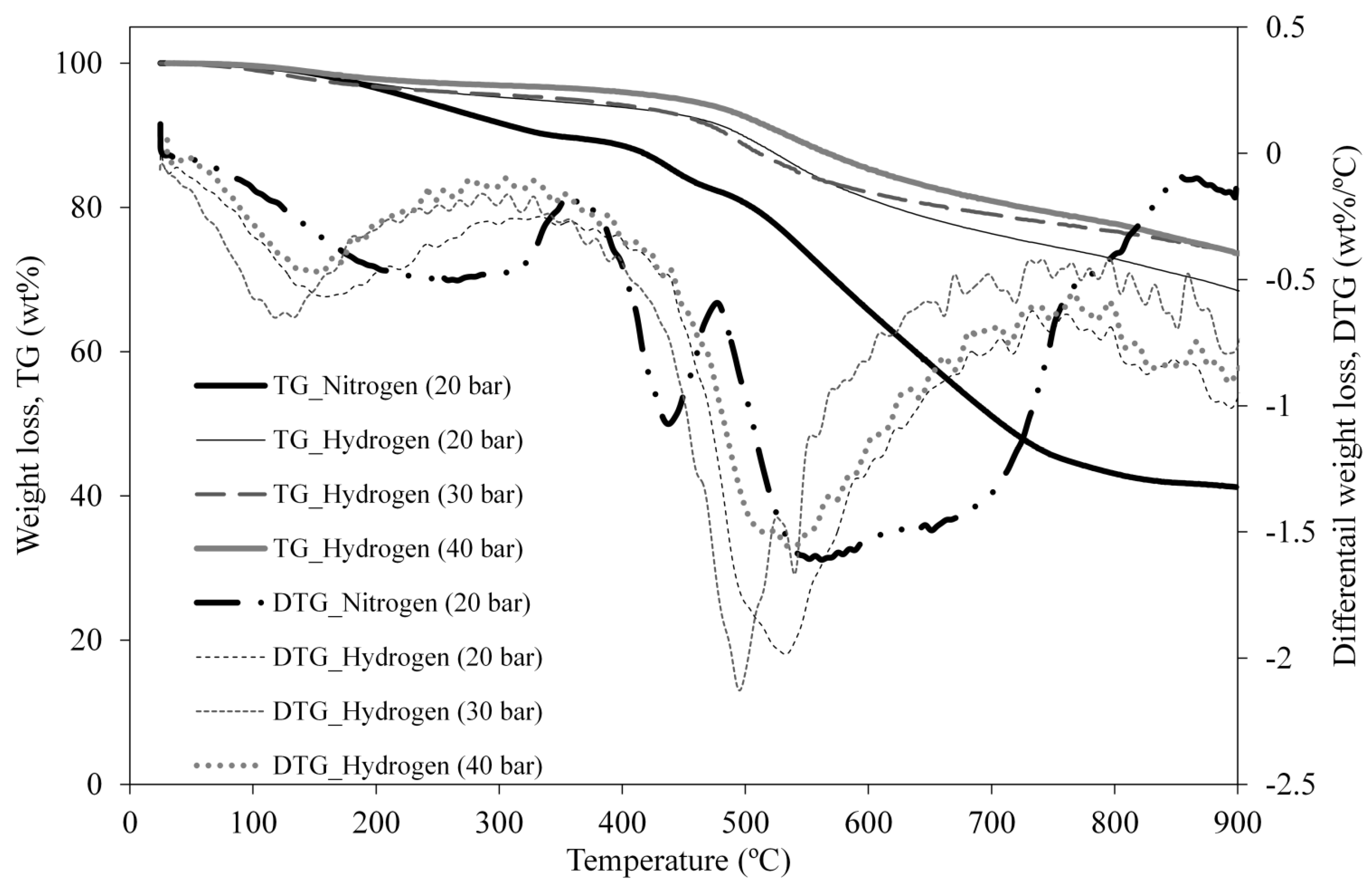
The coke contents of the recovered catalyst after experiment with nitrogen (20 bar) and hydrogen (20 to 40 bar) as determined using TGA are presented in Figure 4. It has been reported that the burn-off beyond 600 °C represents coke [44]. The thermogram (TG), that is weight loss with temperature and its differential (DTG) curves show that the coke formation under nitrogen environment is higher (35.4 wt %) compared to hydrogen (27.2 wt %).
With increasing hydrogen pressure from 20 to 40 bar, it was observed that the catalyst coke content decreased from 27.2 to 17.3 wt %, signifying that coke formation under hydrogen environment was sensitive to pressure. Hence, the activity of the catalyst can be sustained long enough compared to about 90 h observed by Shah et al. [10] with nitrogen environment, as the susceptibility of the catalyst to coke fouling has been decreased with hydrogen, following the lower coke formation observed compared to when nitrogen was used.
Zhang and Shaw [45] and Matsumura et al. [46] observed a similar trend in coke content of the catalyst as hydrogen pressure was increased. Thus, increasing the hydrogen pressure could have improved the transfer and the solubility of hydrogen in the oil-phase. Higher hydrogen pressure provided more hydrogen in the vicinity of the catalyst surface, which is thermodynamically favourable for hydroprocessing reactions considering the reaction temperature of 425 °C [36,37,47].
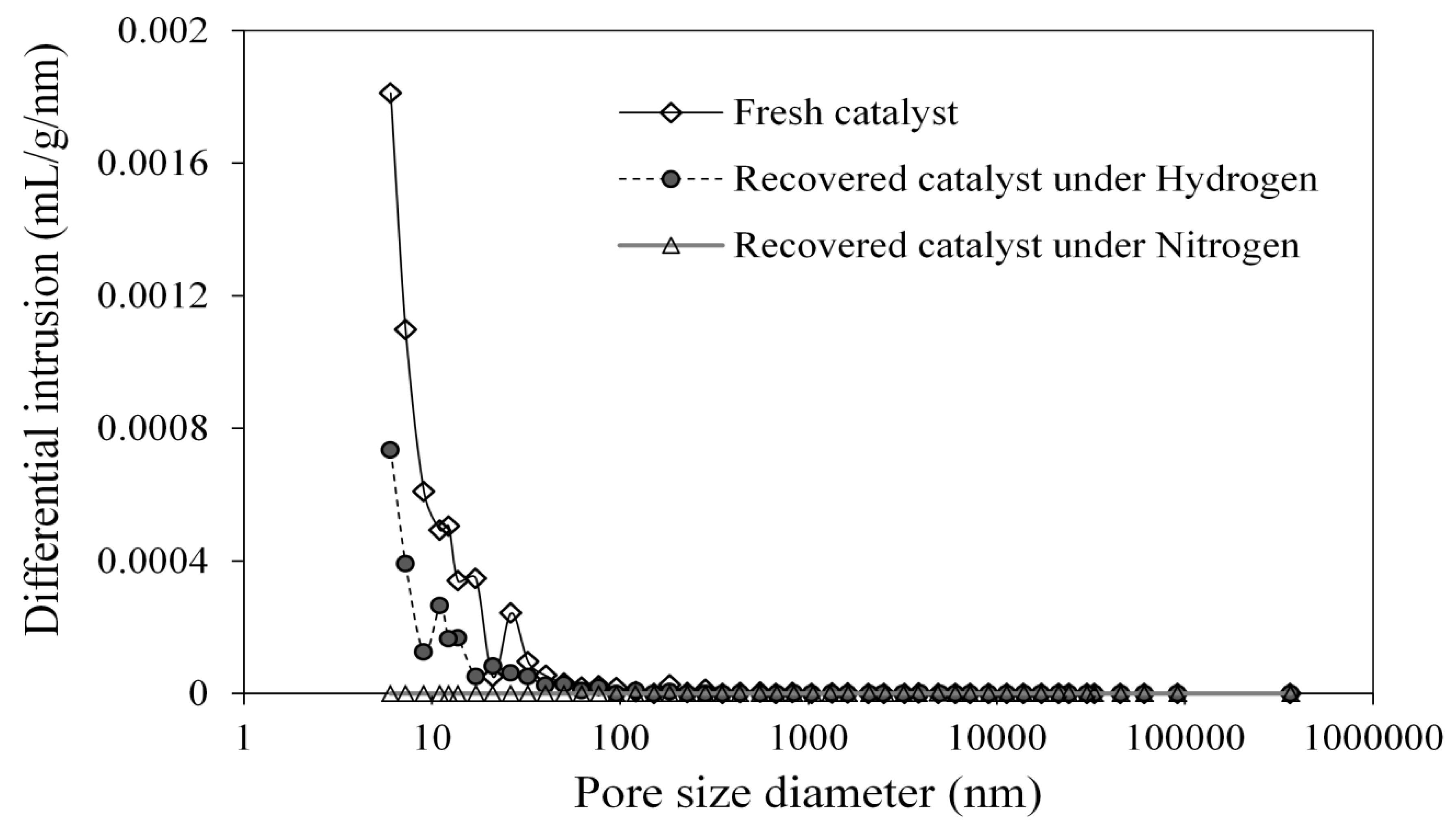
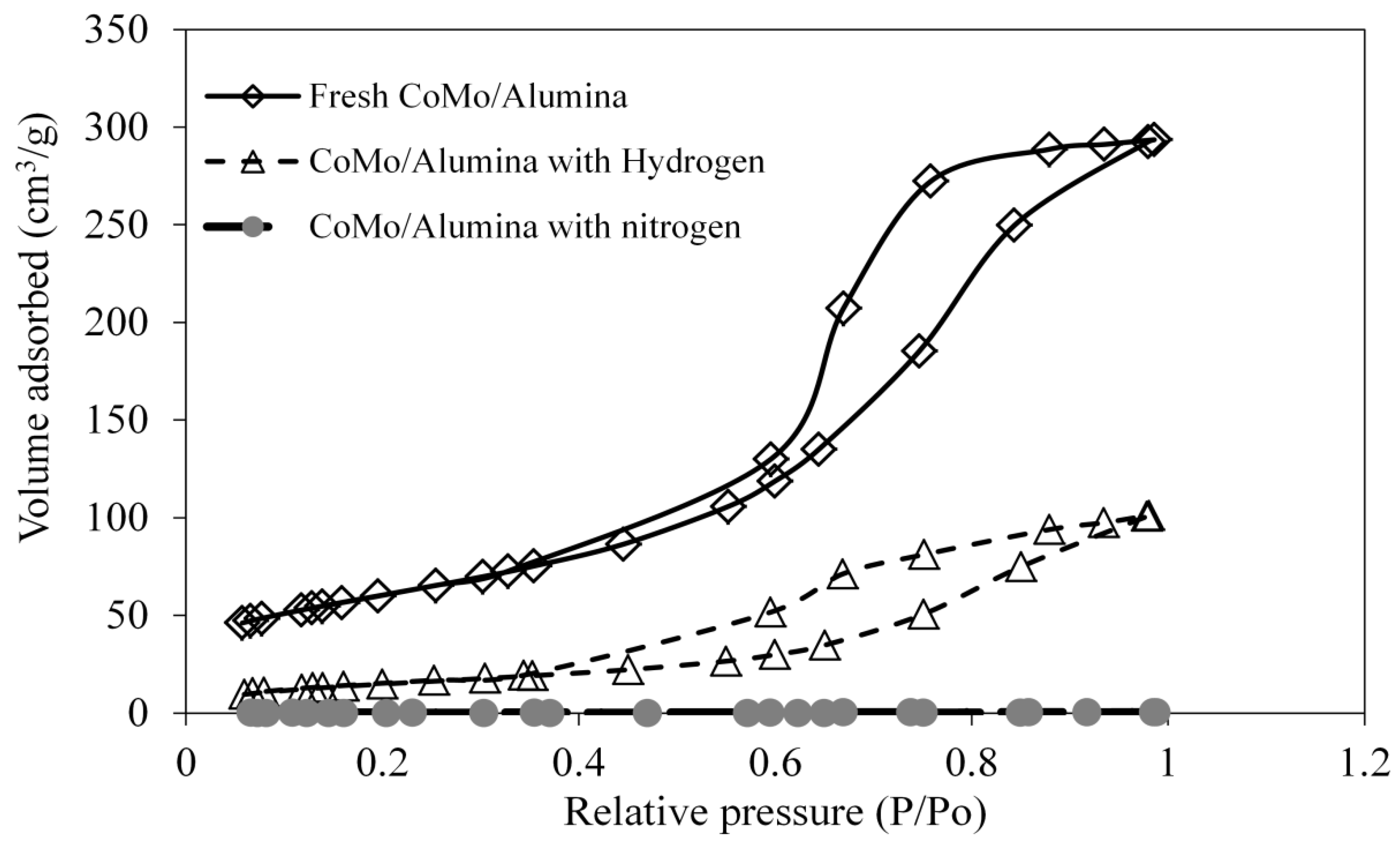
The TGA only quantifies the total amount of coke deposited on the catalyst after 11 h of experiment; to comprehend the extent of pore plugging mercury porosimetry and nitrogen adsorption-desorption were used. The catalyst pore size distribution before and after 11 h of upgrading reactions under nitrogen and hydrogen is shown in Figure 5. Figure 6 shows the nitrogen adsorption-desorption isotherm for the fresh and spent CoMo/Alumina catalyst. It can be observed that less coke was formed with hydrogen-addition (Figure 4 and Figure 5), while the entire pores of the catalyst after reaction under nitrogen was utterly plugged (Figure 5). A narrow pore size distribution can be observed after the upgrading reaction under hydrogen. Similar observation using the nitrogen adsorption-desorption isotherm after upgrading reactions under hydrogen and nitrogen has been reported by Hart et al. [12,13]. This observation reaffirmed the suppression of coke formation via hydroporcessing reactions such as hydrocracking, hydrotreating, and hydrogenation of intermediate radicals, olefins, and polynuclear aromatics once they are formed [48,49].
In Figure 6, the isotherm of the fresh CoMo/Alumina revealed it is type IV which is characterised by meso-pores with specific surface area of 214 m2·g−1. Compared to the fresh catalyst, the spent catalyst showed a remarkable drop in nitrogen adsorbed-desorbed as the relative pressure approached 1. This is indicative of loss in pore volume and porosity due to coke deposition; hence, the specific surface areas were decreased to 59.4 m2·g−1 (after upgrading with hydrogen) and 2.03 m2·g−1 (after upgrading with nitrogen). While the spent catalyst after the upgrading reaction under nitrogen environment experienced almost total loss of catalyst surface area and pore volume due to high coke formation, which obtained with hydrogen experienced moderate loss of area and pore volume, consistent with the TGA (Figure 4) and porosimetry (Figure 5).
Since the catalyst is less prone to pore plugging and loss of surface due to lower coke formation when the upgrading reaction occurs under H-rich environment, the catalytic activity is prolonged significantly compared to N2 environment. Hence, the catalyst achieved an additional increase in API gravity of 1–2° over that obtained when the experiment was carried out under N2 (Figure 1). The reality is that this level of in situ partial upgrading with H2 is still valuable to oil industries as it is worth approximately $0.5–$1.5 per API point and up to $9/barrel depending on oil price [8].
Figure 5 also shows that significant upgrading would have occurred at the early hours of the experiment as observed in Figure 1; before the catalyst pore channels were plugged, allowing only the low molecular weight hydrocarbons to access the pores and then get cracked. Once the surface and pores of the catalyst were covered by coke the level upgrading drops rapidly as noticed in Figure 1, especially when the upgrading reaction was performed under nitrogen. Also, the polynuclear aromatics adsorbed onto the external surface of catalyst, could prevent the optimum utilisation of the internal surface of the catalyst when the upgrading reaction was carried out under N2. The higher amount of coke formed under nitrogen environment compared to hydrogen (Figure 4 and Figure 5), reaffirmed that the level of upgrading achieved with nitrogen can be attributed mainly to carbon-rejection (Figure 1).
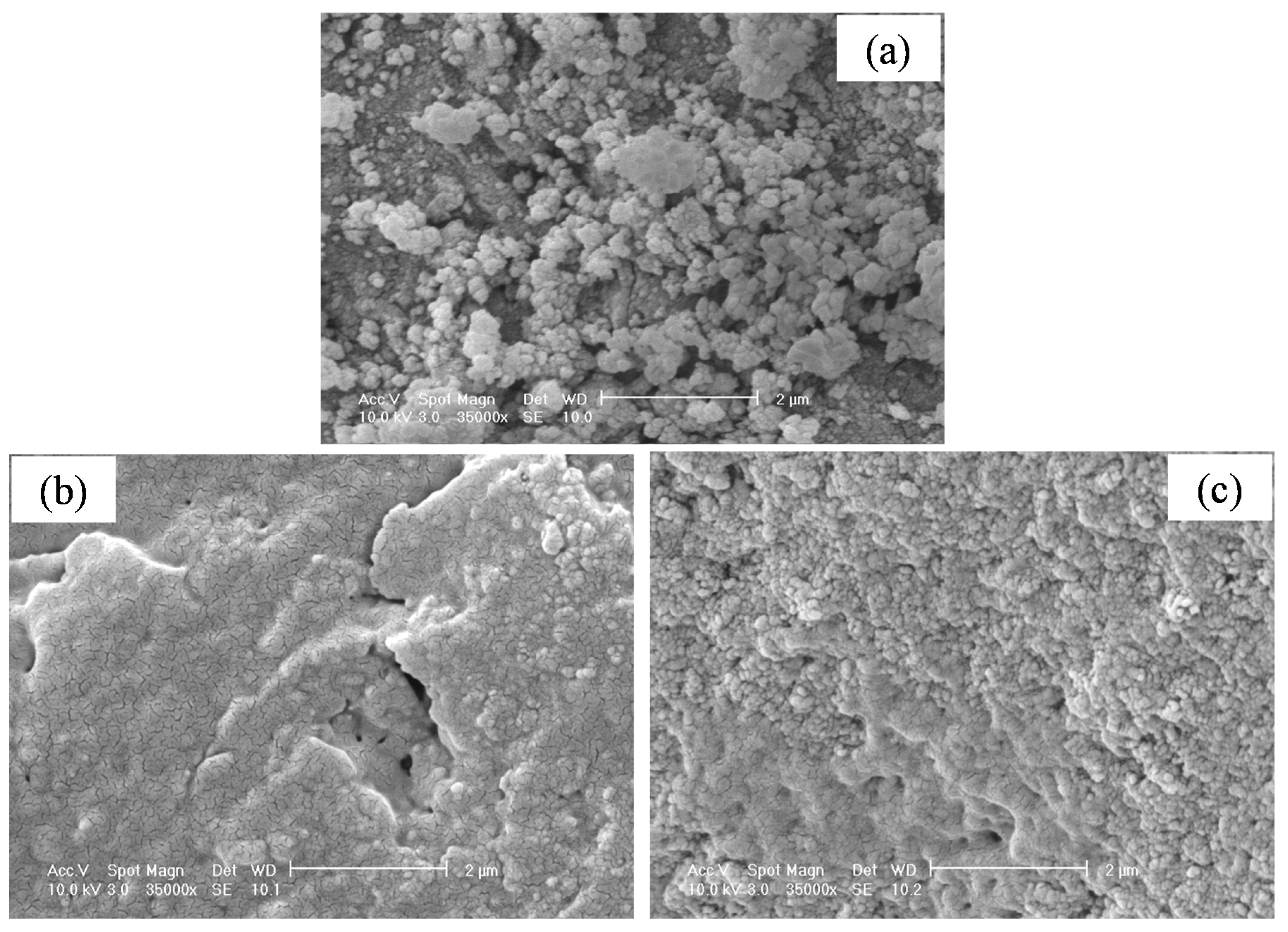
The SEM photomicrograph of the catalyst was studied over an area of 2 μm widths and magnification of 35,000×. Figure 7 shows the photomicrographs of the fresh and coked catalyst after upgrading reactions in the presence of nitrogen and hydrogen. The surface morphology after upgrading reactions shows carbonaceous deposits such as precipitated asphaltene and coke on the surface of the catalyst.
The coke formed an amorphous encapsulate of the catalyst surface and revealed pore plugging. It is clear that the catalyst experienced severe pore plugging and coking when the upgrading reaction was carried out under nitrogen environment (Figure 7b) compared to when hydrogen was used (Figure 7c). This reaffirmed the observations in Figure 4, Figure 5 and Figure 6. Notably, the coke formed on the surface of the catalyst after upgrading reactions under hydrogen environment was mostly spheroids of size ranging from nano to micro-meters globules, while when nitrogen was used; the coke was an amorphous compact ground mass with few globules.
The effect of connate water on the catalyst was not investigated as the focus is mainly deactivation due to coke deposition and catalyst pore plugging. Also, the heavy oil used in this study as received from Petrobank Energy and Resources Ltd. is approximately free of water. However, under field production at a temperature range of 400– 700 °C most of the connate water will be converted into steam and with the aid of the catalyst and the rock minerals more hydrogen can be produced through the water-gas shift reaction (CO + H2O → H2 + CO2) and steam-methane reforming reaction (CH4 + H2O → CO + 3H2) [17,18,21]. Consequently, in addition to hydrogen being expensive, it could be challenging to introduce it across the CAPRI zone. Hence, water is a potential alternative source of hydrogen and its potential has been reported for heavy oil upgrading with supercritical water, steam cracking, and catalytic aquathermolysis [50].The potential of the CoMo/Alumina catalyst to promote hydrogen production from water through the water-gas shift reaction and simultaneously support hydroprocessing reactions by stabilizing the oil cracked while suppressing coke formation has been reported in the literature [18].
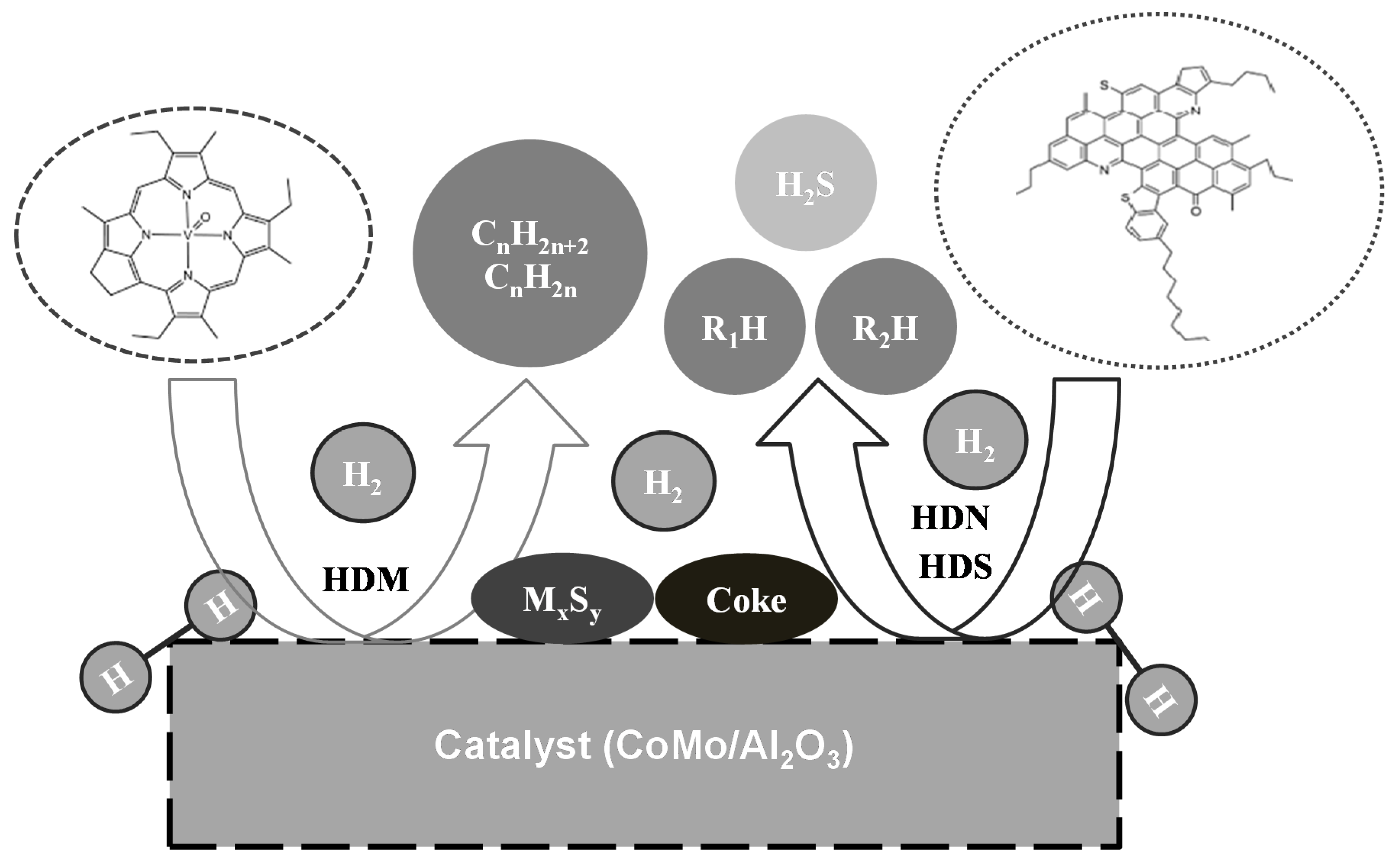
Figure 8 depicts the intimate contact between the oil and the catalyst, which resulted in the occurrence of the upgrading reaction as the hot oil and combustion gases, including hydrogen, would flow across the catalyst bed taking advantage of the well-bore pressure and temperature to further crack the heavy oil. The cracked heavy hydrocarbons into lighter molecular weight hydrocarbons led to the improved viscosity and API gravity of the upgraded oil (Figure 1), and as a consequence coke was deposited on the catalyst as illustrated in Figure 8 and observed in Figure 4, Figure 5, Figure 6 and Figure 7. The rapid decrease in the upgraded oil API gravities presented in Figure 1a from 20–300 min can be attributed to catalyst deactivation due to coke deposit, as confirmed in Figure 4, Figure 5, Figure 6 and Figure 7 which is an indication of the heavy hydrocarbons being cracked into lower fraction hydrocarbons [17,27]. Heavy metals (e.g., V, Ni, and Fe) and coke deposits have been reported by Leyva et al. [27] as major contributors to catalyst deactivation due to the cracking of macromolecular weight species containing heteroatom (e.g., S and N) and heavy metals such as V and Ni during hydroprocessing of heavy oil as illustrated in Figure 8.
The cracking of the adsorbed macromolecular weight hydrocarbons on the catalyst surface is aided by the support acid sites while the dissociated hydrogen proton (H•) reacts with a heteroatom such as sulphur due to the hydrotreating functionality of the impregnated Co and Mo on the support, and is removed as H2S [17,27]. The other fragments of active hydrocarbon intermediates (i.e., R1 and R2) are hydrogenated to stable hydrocarbon molecules and released into the oil phase while the coke and metallic sulphides are deposited on the surface of the catalyst [27]. The organometallic hydrocarbons in the heavy oil deposits metals (e.g., V, Ni) on the surface of the catalyst as metallic sulphides (MxSy) as illustrated in Figure 8 [27]. Hence, this reaction is dependent on hydrogen availability and catalyst activity. However, in a hydrogen limited medium such as a nitrogen environment, the intermediate fragments can readily aggregate to form bigger hydrocarbon molecules, which explains why the upgraded oils under this environment have lower API gravities and lower fuel distillate fractions compared to those obtained when the upgrading reaction was carried out with hydrogen (Figure 1 and Figure 3). As a consequence of starved hydrogen when the reaction was carried out under nitrogen, the crack hydrocarbon radicals polymerised and condensed into higher molecular weight species leading to higher coke formation and catalyst pore plugging observed in Figure 5, Figure 6 and Figure 7. Whilst under hydrogen the cracked radicals are stabilised into the oil-phase hence the upgraded oil has lower asphaltene component [13,17].
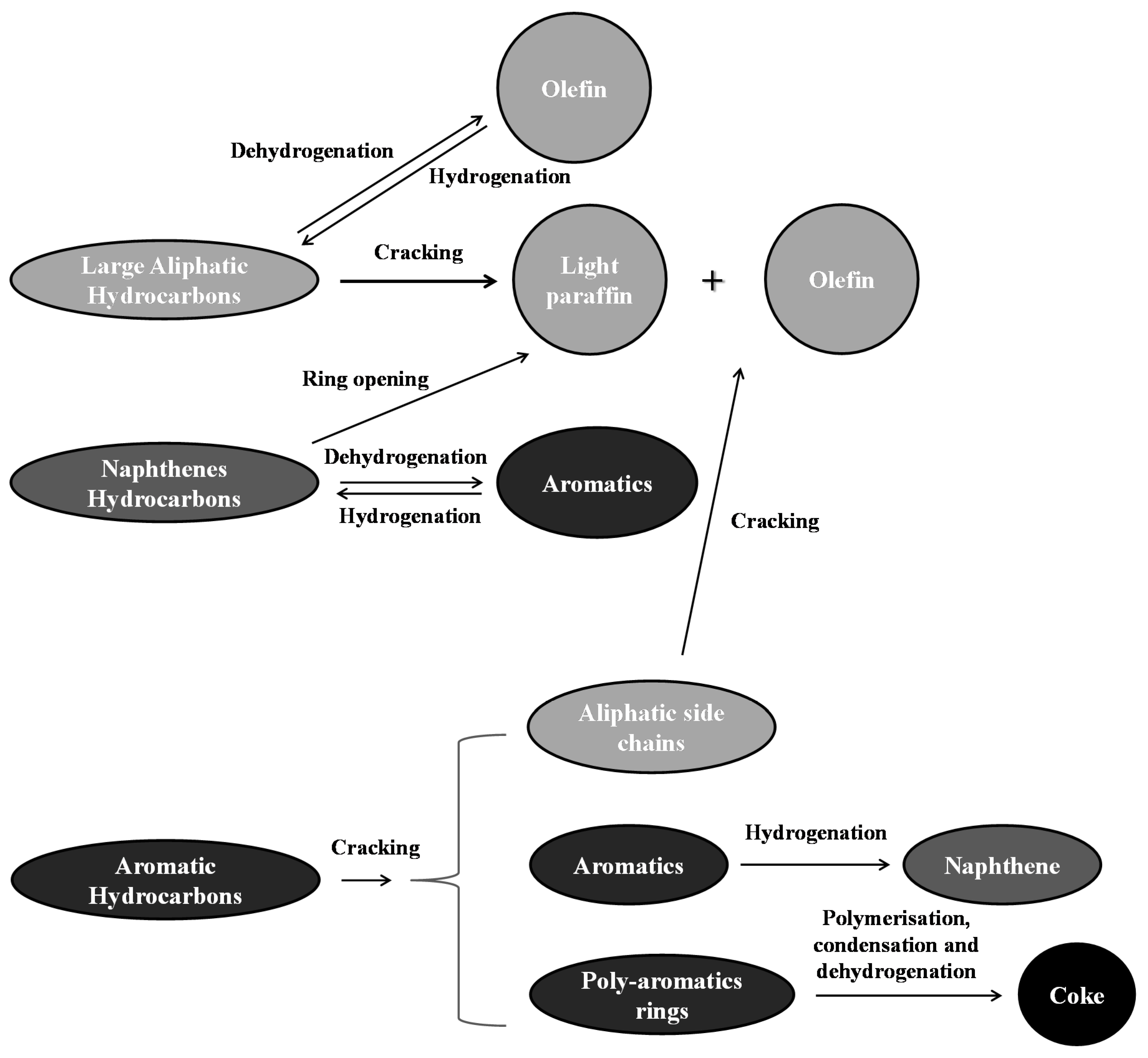
Heavy oil is a complex mixture of different classes of hydrocarbons grouped into paraffins, olefins, naphthenes, aromatics, hetero-atomic compounds, and poly-nuclear aromatics (e.g., resins and asphaltenes). Figure 9 summarises generic pathways the different classes of hydrocarbons found in the heavy oil would undergo depending on the reaction environment. Under nitrogen environment, a higher amount of coke was observed as confirmed in Figure 4, Figure 5, Figure 6 and Figure 7 as well as higher catalyst deactivation can be noticed from 20–300 min in Figure 1 compared to when hydrogen was used. These observations are possible if the reactions that result in coke formation are amplified under nitrogen environment such as dehydrogenation, polymerisation, and condensation of aromatics into polynuclear aromatics, including the cracking of macromolecular weight hydrocarbons into lighter fractions. While cracking and ring opening are mostly temperature dependent, hydrogenation, dehydrogenation and polymerisation/condensation are largely promoted by the reaction environment under favourable pressure. As a consequence, olefins produced by dehydrogenation of paraffins, thermal or catalytic cracking of the oil and the aromatics fractions under nitrogen environment would have readily polymerised into larger molecular weight compounds compared to when hydrogen was used.
On the other hand, the presence of hydrogen supported and promoted hydrocracking, hydrogenation, and hydrotreating (HDS, HDN, and HDM) reactions, while nitrogen environment favoured cracking, dehydrogenation, polymerisation, and condensation of aromatic ring reactions which resulted in high carbon-rejection as is observed in Figure 4, Figure 5, Figure 6 and Figure 7. We have previously shown that more aliphatic hydrocarbon and less olefinic gases were produced when the upgrading reaction was performed under hydrogen environment compared to nitrogen [13]. This proves that in the presence of nitrogen, hydrogenation is very limited and carbon-rejection was dominant during the upgrading process. This was affirmed by the presence of more hydrogen and H-rich gases such as methane and ethane in the gas-phase [13,15], and as a consequence higher coke formation and catalyst pore plugging was observed when nitrogen was used as was confirmed from the analysis of the spent catalyst coke content and its pore plugging presented in Figure 4, Figure 5, Figure 6 and Figure 7. However, with hydrogen environment, hydroprocessing (i.e., hydrocracking, hydrogenation, and hydrotreating) reactions were amplified as shown in Figure 9, including hydrogenation of free radicals, unsaturated hydrocarbons, and aromatics which inhibited polymerisation reactions and increased the lighter fractions of the upgraded oil. These promoted reaction pathways in Figure 9 due to the presence of hydrogen contributed towards the additional 0.5–2° API increase observed in Figure 1 and the more naphtha and middle distillate fuel fractions obtained upon simulated distillation presented in Figure 3 over those attained when nitrogen was used. Hence, the upgraded oils obtained with hydrogen environment were lighter and richer in lower molecular weight hydrocarbons than those obtained when nitrogen was used.
4. Conclusions
The role of hydrogen in downhole catalytic upgrading of heavy crude was investigated at 425 °C, LHSV 11.8 h−1, and 20–40 bars which are within the hydroprocessing range. It was found that the catalytic upgrading under nitrogen improved the API gravity of the upgraded oil by 3° on average, and the quality of the produced oil was further improved by 2° when the upgrading reaction was carried out under hydrogen environment above 13° (THAI feed oil). The fluidity of upgraded oil for pipeline transportation was increased by approximately 83% compared to 0.5 Pa·s (THAI feed oil) irrespective of the reaction environment. Consequently, the upgraded oil with hydrogen environment contains greater quantities of hydrocarbons that can be converted into transport fuels upon distillation than that obtained with nitrogen.
The coke formation and its consequence of pore plugging is a major cause of catalyst deactivation. While the catalyst pores were completely plugged after the upgrading reaction under nitrogen environment with coke content of 35.4 wt %, the catalyst benefited from less proneness to coke fouling and lower pore plugging when the upgrading reaction was carried out with hydrogen which had a coke content of 27.2 wt %. Since the catalyst was less susceptible to pore plugging due to less coke formation when hydrogen was used, the catalytic activity was prolonged, which is reflected on the upgraded oil API gravity being approximately 0.5–2° higher than that obtained when nitrogen was used after 11 h time-on-stream experiment. This fouling effect due to coke formation was further reduced by about 9 wt % as the hydrogen pressure increased from 20 to 40 bar.
In the reservoir, this hydrogen environment and its partial pressure can be achieved by augmenting the hydrogen liberated from the in situ thermal cracking of the heavy oil by either operating the THAI-CAPRI process under wet combustion to liberate hydrogen in situ through the water-gas-shift reaction, since temperatures of 400–700 °C can be achieved by in situ combustion, or by introducing a hydrogen-donor solvent. However, Petrobank Energy and Resources Ltd. found that the mobilised hot temperatures range from +100 °C to 400 °C [21], in which temperatures below 400 °C are insufficient to sustain catalytic cracking in the CAPRI zone. Therefore, future outlook to circumvent this challenge will be to heat the CAPRI zone electromagnetically such as induction heating since magnetic fields can permeate the formation in order to augment and create a uniform temperature of 425 °C.
Acknowledgment
We would like to acknowledge the Petroleum Technology Development Fund (PTDF), Nigeria, the scholarship for Abarasi Hart and the Engineering and Physical Science Research Council (EPSRC) with Grant Nos.EP/E057977/1, EP/J008303/1 and EP/N032985/1, United Kingdom. The THAI oil was supplied by Petrobank Energy and Resources, Ltd. (now Touchstone Exploration Inc.), Canada.
Author Contributions
Joseph Wood and Abarasi Hart conceived and designed the experiments which results are reported here; Abarasi Hart performed the experiments and analysed the data under the supervision of Joseph Wood; the materials and analytical tools used in the experiments were provided by the EPSRC (Principal Investigator Joseph Wood); Abarasi Hart wrote the initial draft of the paper which was significantly reviewed by Joseph Wood.
Conflicts of Interest
The authors declare no conflict of interest. The authors declare no competing financial interest.
Data Access
Data sets from the above work are available via epapers.bham.ac.uk.
Nomenclature
| THAI | Toe-to-Heel Air Injection |
| CAPRI | CAtalytc upgrading PRocess In situ |
| HDS | Hydrodesulphurisation |
| HDN | Hydrodenitrogenation |
| HDM | Hydrodemetallisation |
| TBP | True Boiling Point |
| IBP | Initial Boiling Point |
| TGA | Thermogravimetric Analysis |
| DTG | Differential Thermogravimetric |
| DVR | Degree of Viscosity Reduction |
| LHSV | Liquid Hourly Space Velocity |
| GHSV | Gas Hourly Space Velocity |
| WHSV | Weight Hourly Space Velocity |
| API | American Petroleum Institute |
| SEM | Scanning Electron Microscope |
References
- Sawatdeenarunat, C.; Nguyen, D.; Surendra, K.C.; Shrestha, S.; Rajendran, K.; Oechsner, H.; Xie, L.; Khanal, K.S. Anaerobibiorefinery: Current status, challenges and opportunities. Bioresour. Technol. 2016, 215, 304–313. [Google Scholar] [CrossRef] [PubMed]
- Zitha, P.; Felder, R.; Zornes, D.; Brown, K.; Mohanty, K. Increasing Hydrocarbon Recovery Factors. 2011. Available online: http://www.spe.org/industry/increasing-hydrocarbon-recovery-factors.php (accessed on 13 November 2017).
- Hein, J.F. Geology of bitumen and heavy oil: An overview. J. Pet. Sci. Eng. 2017, 154, 551–563. [Google Scholar] [CrossRef]
- Upreti, S.R.; Lohi, A.; Kapadia, R.A.; El-Ha, R. Vapor extraction of heavy oil and bitumen: A review. Energy Fuels 2007, 21, 1562–1574. [Google Scholar] [CrossRef]
- Xia, T.M.; Greaves, M.; Werfilli, W.S.; Rathbone, R.R. Downhole conversion of Lloydminster heavy oil using THAI-CAPRI process. In Proceedings of the SPE/PS-CIM/CHOA International Thermal Operations and Heavy Oil Symposium and International Horizontal Well Technology Conference, Calgary, AB, Canada, 4–7 November 2002. [Google Scholar]
- Guo, K.; Zhang, Y.; Shi, Q.; Yu, Z. The effect of carbon-supported nickel nanoparticles in the reduction of carboxylic acids for in situ upgrading of heavy crude. Energy Fuels 2017. [Google Scholar] [CrossRef]
- Xia, T.X.; Greaves, M. 3-D physical model studies of downhole catalytic upgrading of Wolf Lake heavy oil using THAI. In Proceedings of the Petroleum Society’s Canadian International Petroleum Conference 2001, Calgary, AB, Canada, 12–14 June 2001. Paper 2001-17. [Google Scholar]
- Ayasse, C.; Greaves, M.; Turta, A. Oilfield In Situ Hydrocarbon Upgrading Process. U.S. Patent 6,412,557 B1, 2 July 2002. [Google Scholar]
- Hassanzadeh, H.; Abedi, J. Modelling and parameter estimation of ultra-dispersed in situ catalytic upgrading experiments in a batch reactor. Fuel 2010, 89, 2822–2828. [Google Scholar] [CrossRef]
- Shah, A.; Fishwick, R.P.; Leeke, G.A.; Wood, J.; Rigby, S.P.; Greaves, M. Experimental optimisation of catalytic process in situ for heavy-oil and bitumen upgrading. J. Can. Pet. Technol. 2011, 50, 33–47. [Google Scholar] [CrossRef]
- Galarraga, E.C.; Scott, C.; Loria, H.; Pereira-Almao, P. Kinetic models for upgrading Athabasca bitumen using unsupported NiWMo catalyst at low severity conditions. Ind. Eng. Chem. Res. 2012, 51, 140–146. [Google Scholar] [CrossRef]
- Hart, A.; Shah, A.; Leeke, G.; Greaves, M.; Wood, J. Optimization of the CAPRI process for heavy oil upgrading: Effect of hydrogen and guard bed. Ind. Eng. Chem. Res. 2013, 52, 15394–15406. [Google Scholar] [CrossRef]
- Hart, A.; Leeke, G.; Greaves, M.; Wood, J. Downhole heavy crude oil upgrading using CAPRI: Effect of hydrogen and methane gases upon upgrading and coke formation. Fuel 2014, 119, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Hart, A.; Wood, J.; Greaves, M. In Situ Catalytic Upgrading of Heavy Oil Using a Pelletized Ni-Mo/Al2O3 Catalyst in the THAI Process. J. Pet. Sci. Eng. 2017, 156, 958–965. [Google Scholar] [CrossRef]
- Hart, A.; Wood, J.; Greaves, M. Laboratory Investigation of CAPRI Catalytic THAI-add-on Process for Heavy Oil Production and In Situ Upgrading. J. Anal. Appl. Pyrolysis 2017. [Google Scholar] [CrossRef]
- Al-Marshed, A.; Hart, A.; Leeke, G.; Greaves, M.; Wood, J. Effectiveness of Different Transition Metal Dispersed Catalysts for In Situ Heavy Oil Upgrading. Ind. Eng. Chem. Res. 2015, 54, 10645–10655. [Google Scholar] [CrossRef]
- Hart, A. Advanced Studies of Catalytic Upgrading of Heavy Oils. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2014. [Google Scholar]
- Hart, A.; Leeke, G.; Greaves, M.; Wood, J. Downhole heavy crude oil upgrading using CAPRI: Effect of steam upon upgrading and coke formation. Energy Fuels 2014, 8, 1811–1819. [Google Scholar] [CrossRef]
- Hart, A.; Greaves, M.; Wood, J. A comparative study of fixed-bed and dispersed catalytic upgrading of heavy crude oil using-CAPRI. Chem. Eng. J. 2015, 282, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Hart, A.; Lewis, C.; White, T.; Greaves, M.; Wood, J. Effect of cyclohexane as hydrogen-donor in ultradispersed catalytic upgrading of heavy oil. Fuel Process. Technol. 2015, 138, 724–733. [Google Scholar] [CrossRef] [Green Version]
- Annual Report of the Petrobank Energy and Resources Ltd. 2007. Available online: https://www.knotia.ca/kstore/productinfo/fric08/PDFs/Petrobank%20Energy%20and%20Resources%20Ltd.%20AR_2007.pdf (accessed on 28 February 2018).
- Xia, T.X.; Greaves, M. Upgrading Athabasca Tar Sand Using Toe-to-Heel Air Injection. In Proceedings of the 2000 SPE/Petroleum Society of CIM International Conference on Horizontal Well Technology, Calgary, AB, Canada, 6–8 November 2000. [Google Scholar]
- Maity, S.K.; Ancheyta, J.; Marroquın, G. Catalytic Aquathermolysis Used for Viscosity Reduction of Heavy Crude Oils: A Review. Energy Fuels 2010, 24, 2809–2816. [Google Scholar] [CrossRef]
- Dobrynkin, N.M.; Batygina, M.V.; Noskov, A.S. Studies of Catalytic Properties of Inorganic Rock Matrices in Redox Reactions. J. Sustain. Dev. Energy Water Environ. Syst. 2017, 5, 408–416. [Google Scholar] [CrossRef]
- Kim, J.-W.; Longstaff, C.D.; Hanson, V.F. Upgrading of bitumen-derived heavy oils over a commercial HDN catalyst. Fuel 1997, 76, 1143–1150. [Google Scholar] [CrossRef]
- Rankel, A.L. Hydroprocessing of Heavy Oil over CoMo/Carbon Supported Catalysts. Energy Fuels 1993, 7, 937–942. [Google Scholar] [CrossRef]
- Leyva, C.; Rana, S.M.; Trejo, F.; Ancheyta, J. On the Use of Acid-Base-Supported Catalysts for Hydroprocessing of Heavy Petroleum. Ind. Eng. Chem. Res. 2007, 46, 7448–7466. [Google Scholar] [CrossRef]
- Hsu, C.S.; Robinson, P.R. Practical Advances in Petroleum Processing; Springer: Berlin, Germany, 2006; Volume 1, pp. 23–34. [Google Scholar]
- Petrobank Encouraged by Early Combustion Operations at WHITESANDS THAITM Project. 2006. Available online: http://www.marketwired.com/press-release/petrobank-encouraged-by-early-combustion-operations-at-whitesands-thai-tm-project-tsx-pbg-611527.htm (accessed on 28 February 2018).
- Whitesands Project Performance Review. 2009. Available online: https://www.aer.ca/documents/oilsands/insitu presentations/2009AthabascaPetrobankWhitesandsTHAI9770.pdf (accessed on 28 February 2018).
- Ancheyta, J.; Betancourt, G.; Centeno, G.; Marroquın, G. Catalyst Deactivation during Hydroprocessing of Maya Heavy Crude Oil. (II) Effect of Temperature during Time-on-Stream. Energy Fuels 2003, 17, 462–467. [Google Scholar] [CrossRef]
- Brown, A.R.; Hart, A.; Coker, V.S.; Lloyd, J.R.; Wood, J. Upgrading of heavy oil by dispersed biogenic magnetite catalysts. Fuel 2016, 185, 442–448. [Google Scholar] [CrossRef]
- Wang, Y.; Yanling, C.; Jing, H.; Pei, L.; Chao, Y. Mechanism of catalytic aquathermolysis: Influences on heavy oil by two types of efficient catalytic Ions: Fe3+ and Mo6+. Energy Fuels 2010, 24, 1502–1510. [Google Scholar] [CrossRef]
- Sambi, I.S.; Khulbe, K.C.; Mann, R.S. Catalytic hydrotreatment of heavy gas oil. Ind. Eng. Chem. Prod. Dev. 1982, 21, 575–580. [Google Scholar] [CrossRef]
- Elizalde, I.; Rodriguez, A.M.; Ancheyta, J. Modeling the effect of pressure and temperature on the hydrocracking of heavy crude oil by the continuous kinetic lumping approach. Appl. Catal. A Gen. 2010, 382, 205–212. [Google Scholar] [CrossRef]
- Mapiour, M.; Sundaramurthy, V.; Dalai, A.K.; Adjaye, J. Effect of hydrogen partial pressure on hydrotreating of heavy gas oil derived from oil-sands bitumen: Experimental and kinetics. Energy Fuels 2010, 24, 772–784. [Google Scholar] [CrossRef]
- Cai, H.-Y.; Shaw, J.M.; Chung, K.H. Hydrogen solubility measurements in heavy oil and bitumen cuts. Fuel 2001, 80, 1055–1063. [Google Scholar] [CrossRef]
- Mapiour, M.; Sundaramurthy, V.; Dalai, A.K.; Adjaye, J. Effect of hydrogen purity on hydroprocessing of heavy gas oil derived from oil-sands bitumen. Energy Fuels 2009, 23, 2129–2135. [Google Scholar] [CrossRef]
- Rezaei, H.; Liu, X.; Ardakani, J.S.; Smith, J.K.; Bricker, M. A study of Cold Lake vacuum residue hydroconversion in batch and semi-batch reactors using unsupported MoS2 catalysts. Catal. Today 2010, 150, 244–254. [Google Scholar] [CrossRef]
- Longstaff, D.C.; Deo, M.D.; Hanson, F.V. Hydrotreatment of bitumen from the Whiterocks oil sands deposit. Fuel 1994, 73, 1523–1530. [Google Scholar] [CrossRef]
- Jarullah, T.A.; Mujtaba, M.I.; Wood, S.A. Improvement of the middle distillate yields during crude oil hydrotreatment in a trickle-bed reactor. Energy Fuels 2011, 25, 773–781. [Google Scholar] [CrossRef]
- Fathi, M.M.; Pereira-Almao, P. Kinetic modelling of Arab light vacuum residue upgrading by aquaprocessing at high space velocities. Ind. Eng. Chem. Res. 2013, 52, 612–623. [Google Scholar] [CrossRef]
- Liu, D.; Li, Z.; Fu, Y.; Zhang, Y.; Gao, P.; Dai, C.; Zheng, K. Investigation on asphaltene structures during Venezuela heavy oil hydrocracking under various hydrogen pressures. Energy Fuels 2013, 27, 3692–3698. [Google Scholar] [CrossRef]
- Hart, A.; Omajali, J.B.; Murray, A.J.; Macaskie, L.E.; Greaves, M.; Wood, J. Comparison of the effects of dispersed noble metal (Pd) biomass supported catalysts with typical hydrogenation (Pd/C, Pd/Al2O3) and hydrotreatment catalysts (CoMo/Al2O3) for in-situ heavy oil upgrading with Toe-to-Heel Air Injection (THAI). Fuel 2016, 180, 367–376. [Google Scholar] [CrossRef]
- Zhang, X.; Shaw, M.J. Impact of multiphase behaviour on coke deposition in heavy oils hydroprocessing catalysts. Energy Fuels 2006, 20, 473–480. [Google Scholar] [CrossRef]
- Matsumura, A.; Kondo, T.; Sato, S.; Saito, K.; de Souza, W.F. Hydrocracking Brazilian Marlin vacuum residue with natural limonite. Part I: Catalytic activity of natural limonite. Fuel 2005, 84, 411–416. [Google Scholar] [CrossRef]
- Al-Mutairi, A.; Marafi, A. Effect of the operating pressure on residual oil hydroprocessing. Energy Fuels 2012, 26, 7257–7262. [Google Scholar] [CrossRef]
- Millan, M.; Adell, C.; Hinojosa, C.; Herod, A.A.; Kandiyoti, R. Mechanisms of catalytic activity in heavily coated hydrocracking catalysts. Oil Gas Sci. Technol. 2008, 63, 69–78. [Google Scholar] [CrossRef]
- Ovalles, C.; Rogel, E.; Moir, E.M.; Brait, A. Hydroprcessing of vacuum residues: Asphaltene characterisation and solvent extraction of spent slurry catalysts and the relationships with catalyst deactivation. Appl. Catal. A Gen. 2017, 532, 57–64. [Google Scholar] [CrossRef]
- Fumoto, E.; Sato, S.; Takanohashi, T. Characterization of an iron-oxide-based catalyst used for catalytic cracking of heavy oil with steam. Energy Fuels 2018. [Google Scholar] [CrossRef]
Figure 1.
Upgraded oil (a) API gravity increase and (b) viscosity as a function time-on-stream at temperature 425 °C, pressure 20 barg, LHSV 11.8 h−1 and GHSV 2353 h−1.
Figure 1.
Upgraded oil (a) API gravity increase and (b) viscosity as a function time-on-stream at temperature 425 °C, pressure 20 barg, LHSV 11.8 h−1 and GHSV 2353 h−1.

Figure 2.
Effect of hydrogen pressure on (a) the upgraded oil API gravity and (b) the upgraded oil viscosity as a function of time-on-stream.
Figure 2.
Effect of hydrogen pressure on (a) the upgraded oil API gravity and (b) the upgraded oil viscosity as a function of time-on-stream.

Figure 3.
The TBP distribution of the THAI feed and upgraded oil.

Figure 4.
Thermogram of the recovered catalyst after experiment under N2 and H2 (20–40 bar). Standard deviations ±2.6 wt % (N2), ±1.8 wt % (H2, 20 bar), ±1.1 wt % (H2, 30 bar) and 1.3 wt % (H2, 40 bar).
Figure 4.
Thermogram of the recovered catalyst after experiment under N2 and H2 (20–40 bar). Standard deviations ±2.6 wt % (N2), ±1.8 wt % (H2, 20 bar), ±1.1 wt % (H2, 30 bar) and 1.3 wt % (H2, 40 bar).

Figure 5.
Mercury porosimetry of catalyst before and after experiment under N2 and H2 at 20 bar.

Figure 6.
Nitrogen adsorption-desorption isotherm for the fresh and spent CoMo/Alumina after upgrading reaction under nitrogen and hydrogen environment.
Figure 6.
Nitrogen adsorption-desorption isotherm for the fresh and spent CoMo/Alumina after upgrading reaction under nitrogen and hydrogen environment.

Figure 7.
SEM photomicrograph (a) fresh CoMo/Alumina; (b) spent CoMo/Alumina after upgrading with N2 and (c) spent CoMo/Alumina after upgrading with H2.
Figure 7.
SEM photomicrograph (a) fresh CoMo/Alumina; (b) spent CoMo/Alumina after upgrading with N2 and (c) spent CoMo/Alumina after upgrading with H2.

Figure 8.
Typical interactions at catalyst surface for HDM and HDS reactions with hydrogen (metals such Ni and V are removed as metallic sulphides (i.e., MxSy, M is metal) and R1 and R2 are hydrocarbon intermediates).
Figure 8.
Typical interactions at catalyst surface for HDM and HDS reactions with hydrogen (metals such Ni and V are removed as metallic sulphides (i.e., MxSy, M is metal) and R1 and R2 are hydrocarbon intermediates).

Figure 9.
Classes of catalytic upgrading reaction pathways for large aliphatic, naphthenic, and aromatic species in the heavy crude in the absence and presence of hydrogen.
Figure 9.
Classes of catalytic upgrading reaction pathways for large aliphatic, naphthenic, and aromatic species in the heavy crude in the absence and presence of hydrogen.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Experimental conditions.
| Parameter | Value |
|---|---|
| Temperature (°C) | 425 |
| Pressure (bar) | 20–40 |
| Feed oil flow rate (mL·min−1) | 1 |
| Gas-to-oil ratio (mL·mL−1) | 200 |
| Residence time (min) | 6 |
| WHSV (h−1) | 9.1 |
| GHSV (h−1) | 2353 |
| LHSV (h−1) | 11.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Hart, A.; Wood, J. In Situ Catalytic Upgrading of Heavy Crude with CAPRI: Influence of Hydrogen on Catalyst Pore Plugging and Deactivation due to Coke. Energies 2018, 11, 636. https://doi.org/10.3390/en11030636
AMA Style
Hart A, Wood J. In Situ Catalytic Upgrading of Heavy Crude with CAPRI: Influence of Hydrogen on Catalyst Pore Plugging and Deactivation due to Coke. Energies. 2018; 11(3):636. https://doi.org/10.3390/en11030636
Chicago/Turabian StyleHart, Abarasi, and Joseph Wood. 2018. "In Situ Catalytic Upgrading of Heavy Crude with CAPRI: Influence of Hydrogen on Catalyst Pore Plugging and Deactivation due to Coke" Energies 11, no. 3: 636. https://doi.org/10.3390/en11030636
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.