
Multi-Period Spare Parts Supply Chain Network Optimization under (T, s, S) Inventory Control Policy with Improved Dynamic Particle Swarm Optimization

Abstract
:Highlights
- An extended (T, s, S) inventory control strategy is utilized to manage spare parts in customer nodes;
- A dynamic nonlinear programming model is developed for optimizing inventory control decisions and spare part supply decisions;
- An improved self-adaptive dynamic migrating PSO is proposed in which a novel environment change detection and response strategy is applied.
- Solving the joint optimization problem of spare part management and spare part supply chain network optimization under multiple supply periods;
- The improved dynamic particle swarm optimization algorithm has better computation efficiency and performance than the traditional algorithm.
Abstract
1. Introduction
2. Literature Review
2.1. Spare Part Management
2.2. Spare Part Inventory Control
2.3. Spare Part Supply Chain
2.4. Joint Optimization of Supply and Inventory
2.5. Model Solution
3. Model Formulation
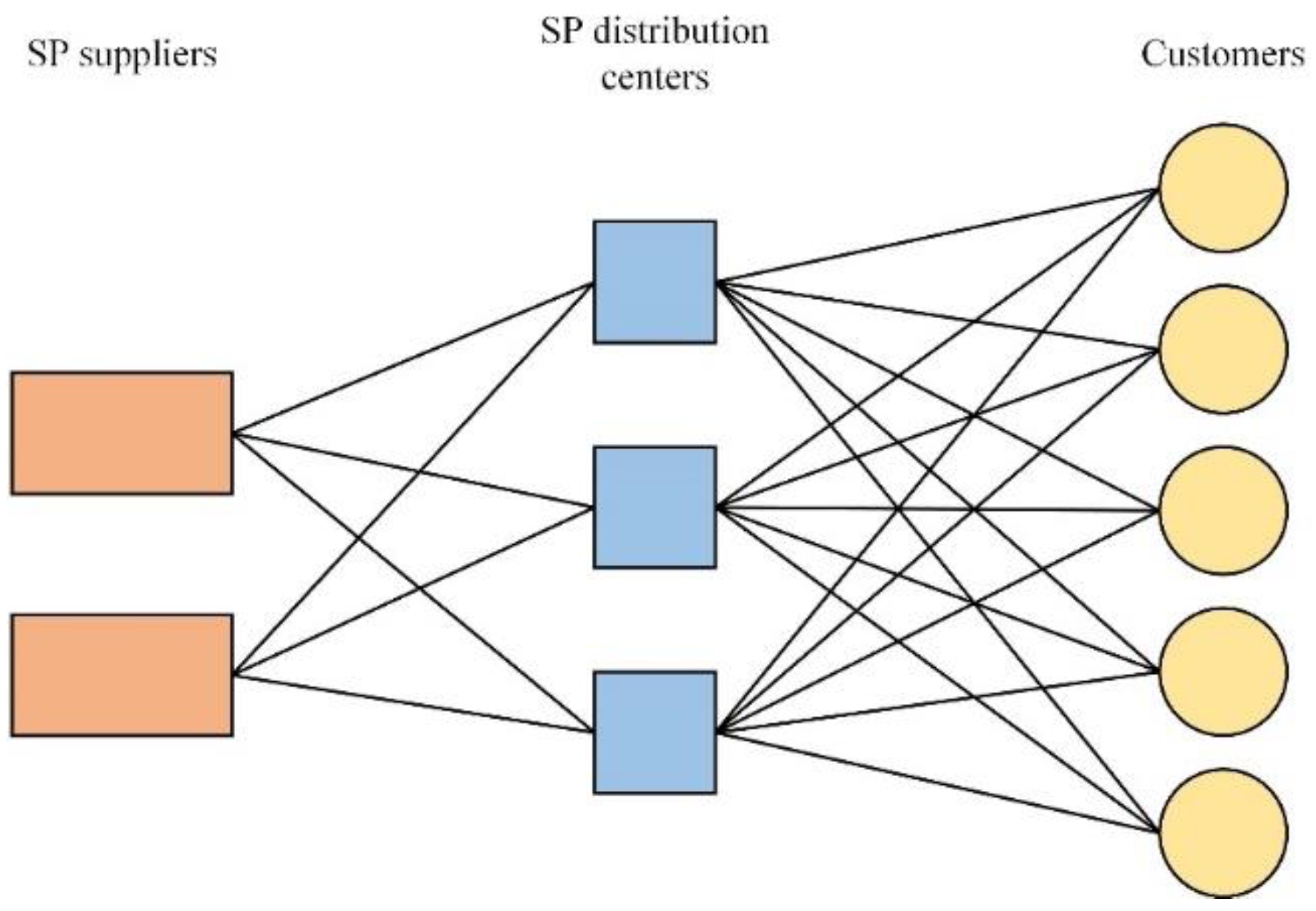
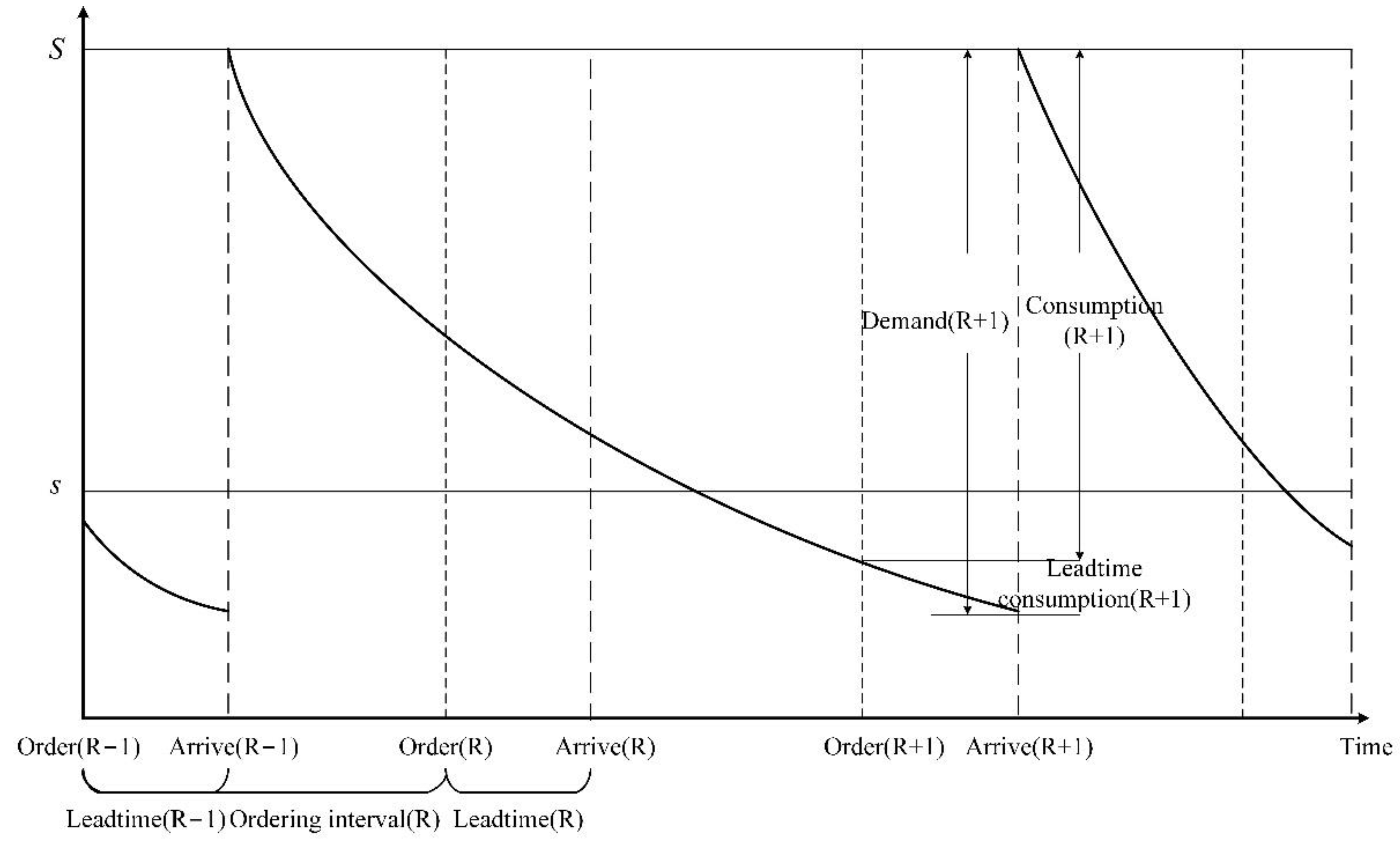
3.1. Problem Description
3.2. Model Formulation
3.3. Mathematical Model
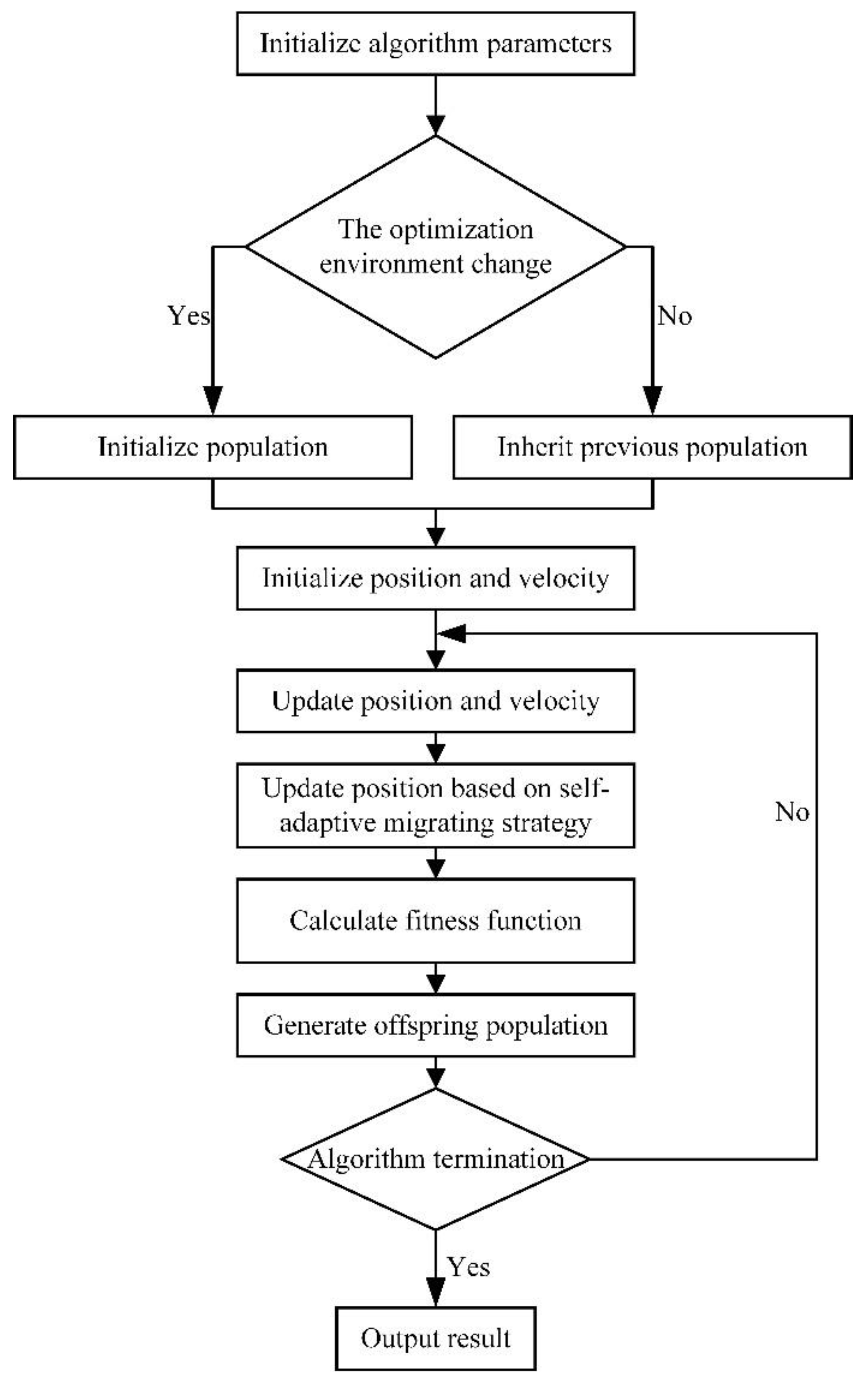
4. Self-Adaptive Dynamic Migrating Algorithm
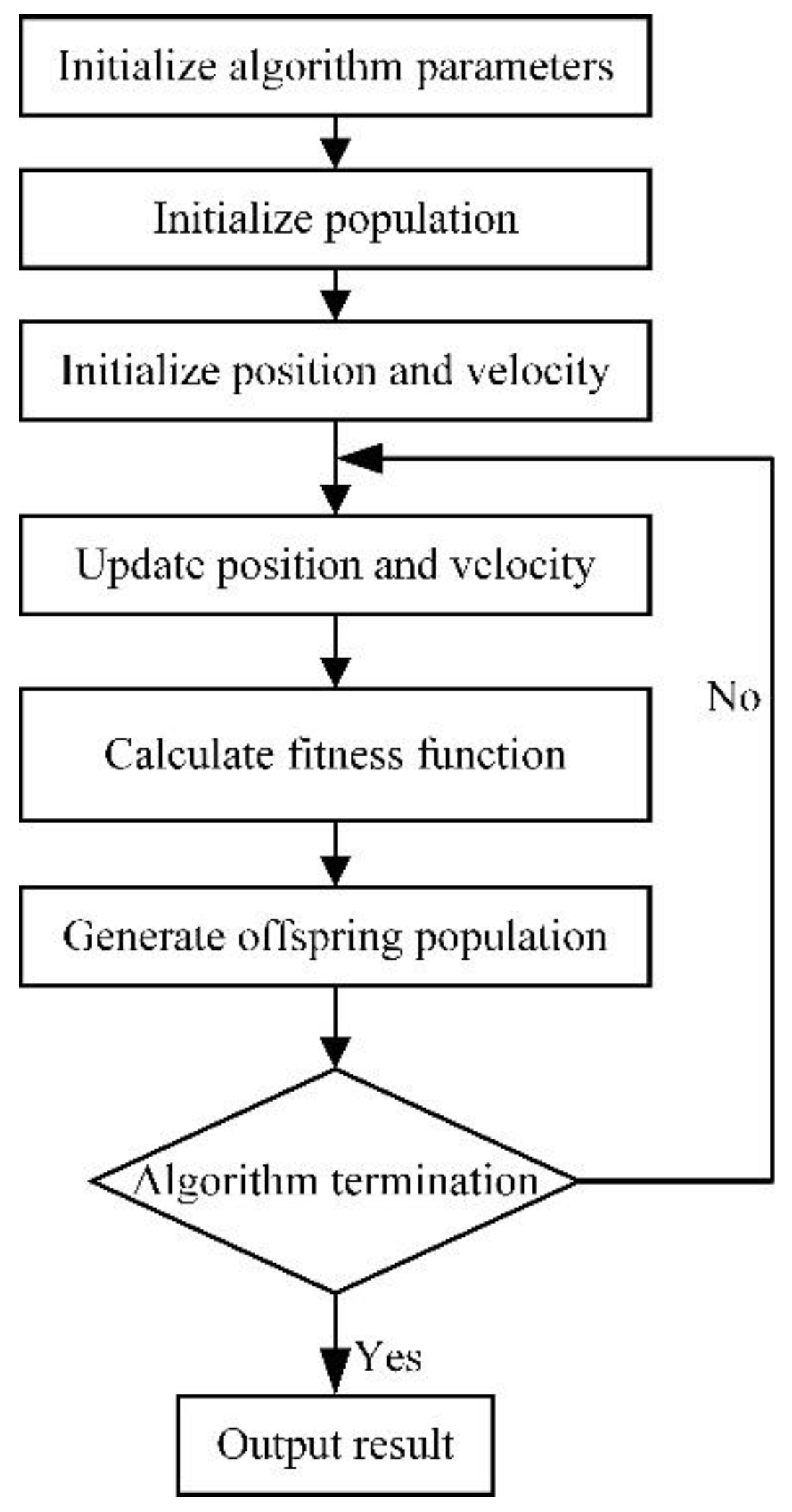
4.1. Traditional Algorithm
- (1)
- The values of some parameters should be set manually or obtained through extensive experiments. Therefore, in the case of several parameters involved, the optimal combination is difficult to determine, especially when solving multi-period dynamic optimization problems. For dealing with the above problems, most of the research proposed some methods, such as a self-adaptive strategy [40,41,42].
- (2)
- When solving complex and nonlinear programming models, the PSO algorithm may fall into local convergence. It is expected that the PSO algorithm has excellent population diversity by global searching in the initial iteration and an excellent local search ability for better convergence in later iterations. There are also many strategies such as the levy fly strategy based on the self-adaptive fly probability [11].
4.2. Environment Change Detection and Response Mechanism
4.3. Self-Adaptive Nonlinear Decreasing Inertia Weight
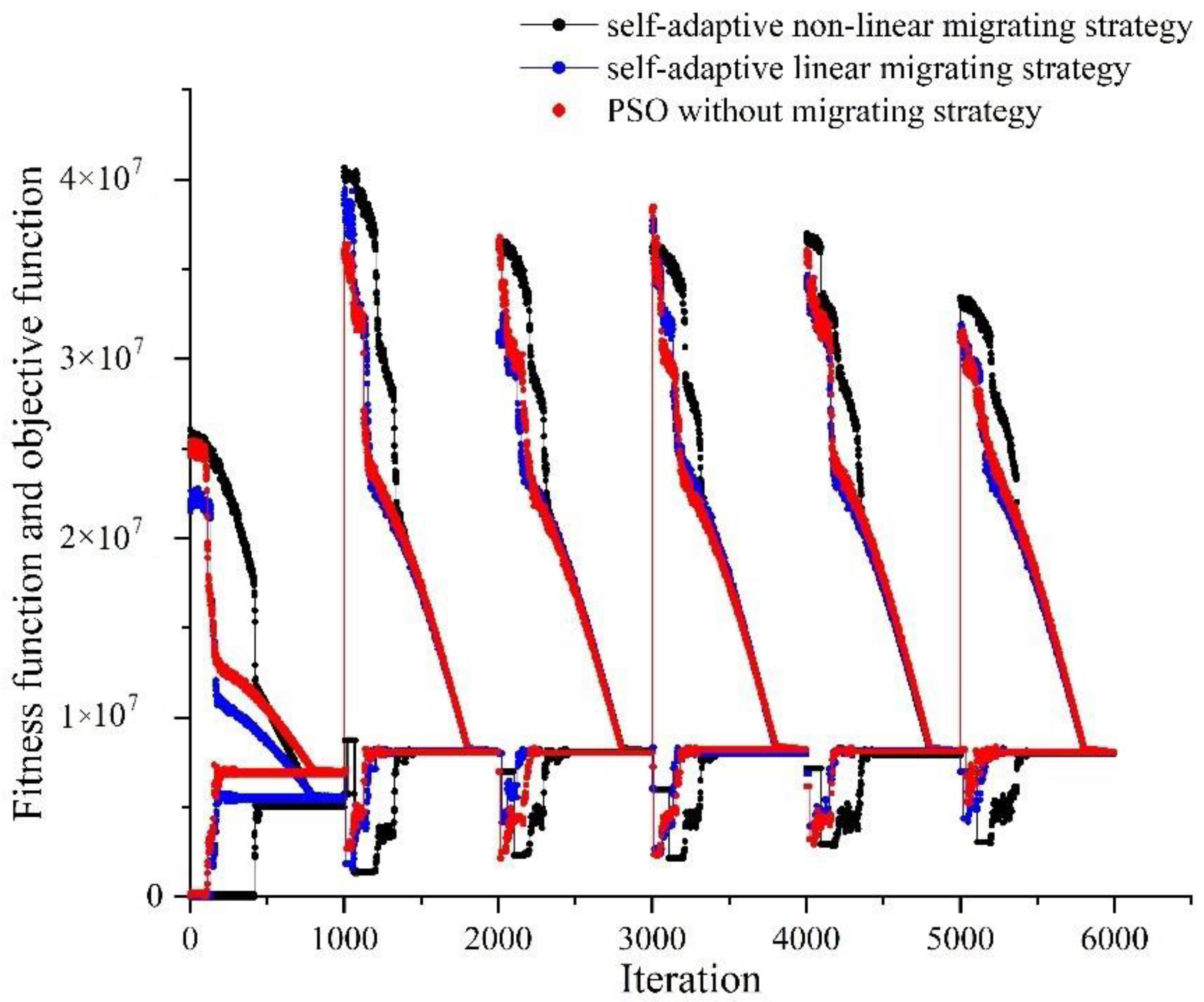
4.4. Self-Adaptive Nonlinear Migrating Strategy
4.5. Pseudocode Implement
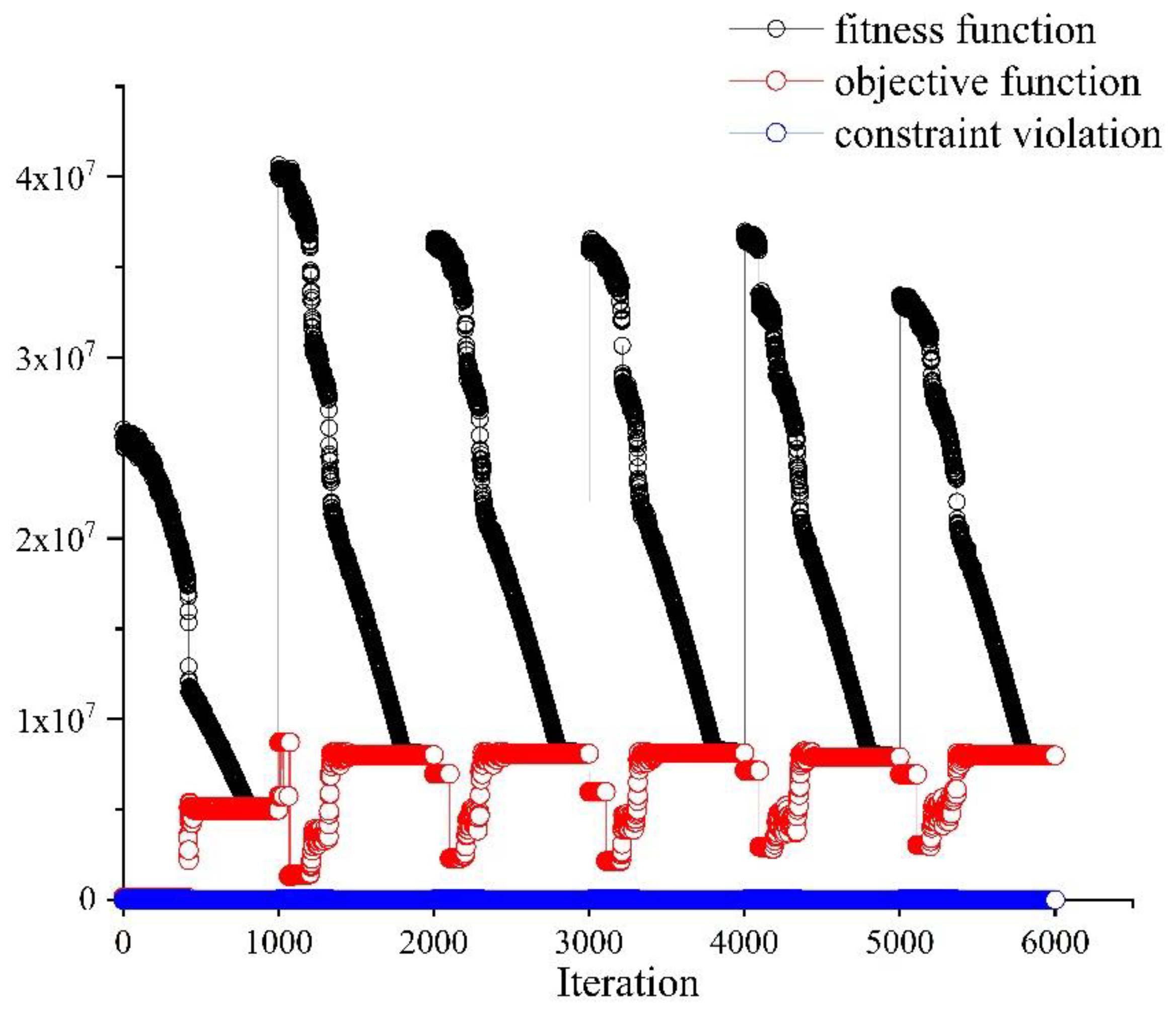
4.6. Fitness Function Calculation
5. Numerical Experiment
5.1. Case Description
5.2. Results Analyses
5.3. Sensitivity Analyses
5.3.1. Two Kinds of Inventory Policy
5.3.2. Sensitivity Analyses of the Failure Rate
5.3.3. Sensitivity Analyses of the Reorder Stock Level
5.3.4. Maximum Stock Level
5.4. Algorithm Efficiency Analyses
5.4.1. Migrating Strategy
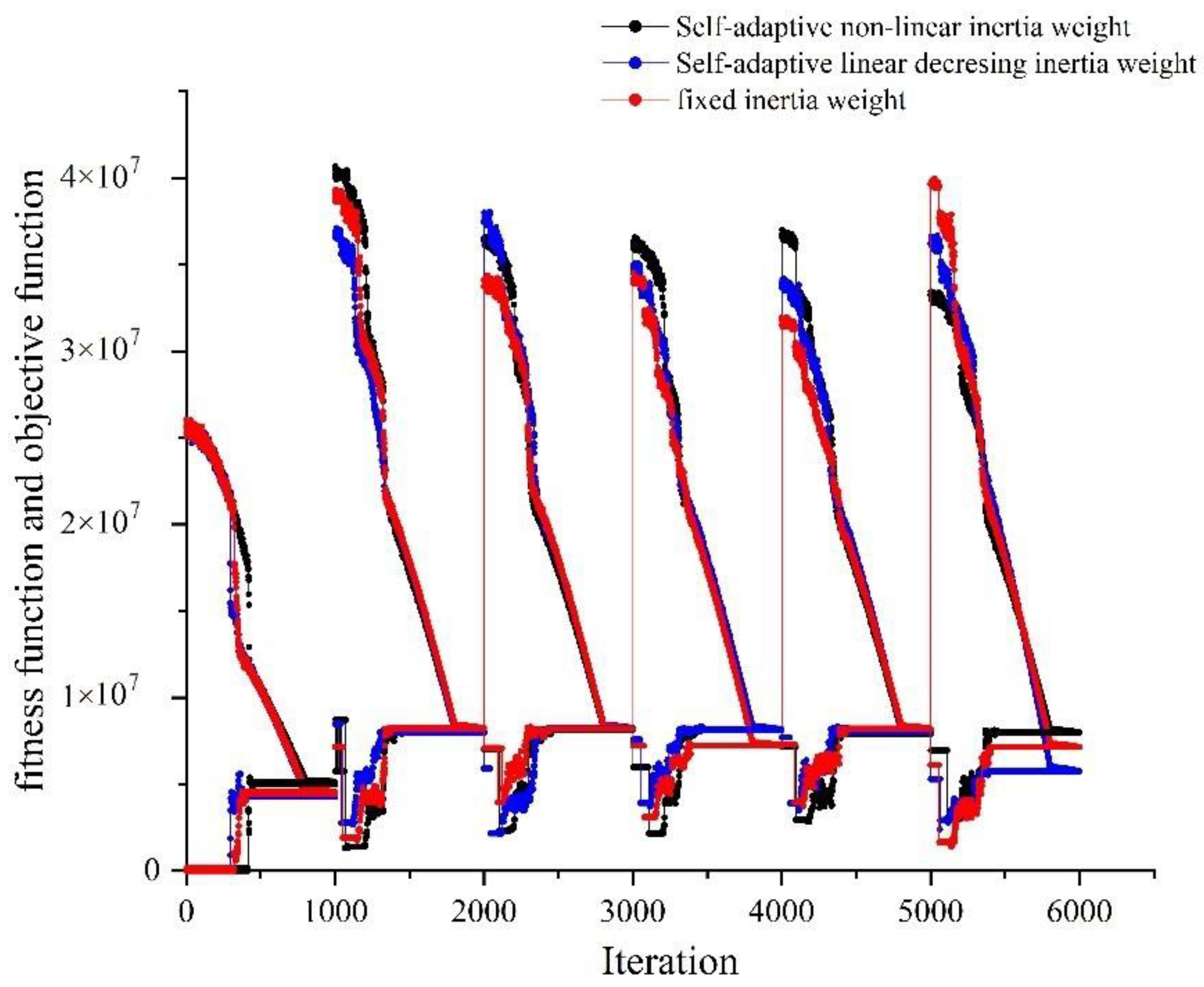
5.4.2. Inertia Weight
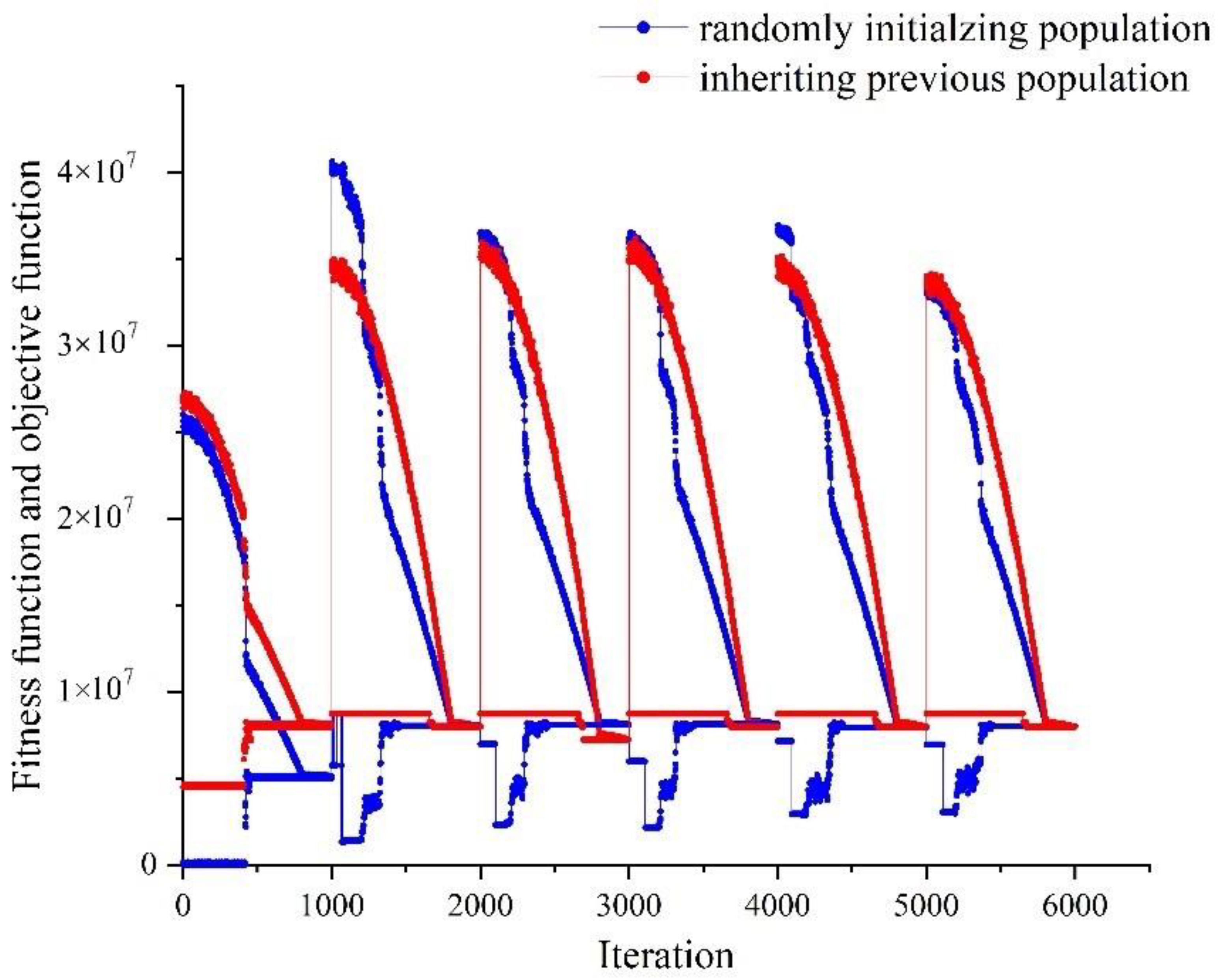
5.4.3. Response Strategy
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Index of SP supplier, where | |
| Index of SP distribution centers, where | |
| Index of customers, where | |
| The SP ordering interval | |
| The SP supply period | |
| The entire SP supply planning horizon | |
| The reorder stock level of a customer | |
| The maximum stock level of a customer | |
| Amount of equipment with a customer | |
| The cumulative failure distribution function of a spare part | |
| The probability density function of spare part failure | |
| Transport cost of a unit in kg of spare parts from SP supplier to SP distribution center | |
| Transport cost of a unit in kg of spare parts from SP distribution center to customer | |
| Inventory cost of a unit of spare parts for customer | |
| Ordering cost of a unit of spare parts for SP supplier | |
| Downtime loss cost of a unit of equipment for customer | |
| Maximum capacity of SP distribution center | |
| Spare part inventory level of a customer at moment | |
| Transport time of a unit of spare parts from SP supplier to SP distribution center | |
| Transport time of a unit of spare parts from SP distribution center to customer | |
| Leadtime of period zero | |
| Spare part demand of customer in period | |
| Number of spare parts transported from SP supplier to SP distribution center in period | |
| Number of spare parts transported from SP distribution center to customer in period |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cumulative distribution function | |
| N convolution of cumulative distribution function |
| Customer 1 | 11 | 30 | 85 | 99.60% | 2.65 | 200 | 17,500 |
| Customer 2 | 10 | 30 | 88 | 99.95% | 3.28 | 220 | 18,000 |
| Customer 3 | 5 | 35 | 85 | 99.83% | 2.93 | 200 | 20,000 |
| Customer 4 | 8 | 35 | 90 | 99.77% | 2.84 | 210 | 12,000 |
| Customer 5 | 12 | 34 | 96 | 98.87% | 2.28 | 250 | 10,000 |
| Customer 6 | 10 | 28 | 80 | 99.96% | 3.33 | 225 | 15,000 |
| Supplier | Customer 1 | Customer 2 | Customer 3 | Customer 4 | Customer 5 | Customer 6 | |
|---|---|---|---|---|---|---|---|
| Distribution center 1 | 800 | 85 | 55 | 95 | 100 | 85 | 80 |
| Distribution center 2 | 1000 | 80 | 75 | 85 | 75 | 85 | 105 |
| Distribution center 3 | 950 | 100 | 80 | 90 | 80 | 80 | 95 |
| Supplier | Customer 1 | Customer 2 | Customer 3 | Customer 4 | Customer 5 | Customer 6 | |
|---|---|---|---|---|---|---|---|
| Distribution center 1 | U(1450,1500) | U(45,50) | U(15,20) | U(25,30) | U(35,40) | U(45,50) | U(25,30) |
| Distribution center 2 | U(1550,1600) | 35 | 50 | 25 | 20 | 25 | 40 |
| Distribution center 3 | U(1650,1700) | 15 | 40 | 40 | 30 | 40 | 45 |
| Total Cost | Expected Cost | Consumption | Lead Time | Down Loss | |
|---|---|---|---|---|---|
| 1 | 2,703,649 | 23,796,103 | [54, 50, 25, 40, 60, 50] | [1705, 1705, 1694, 1694, 1705, 1704] | [0, 0, 0, 0, 0, 0] |
| 3,738,404 | [45, 51, 25, 30, 49, 50] | [1713, 1712, 1702, 1701, 1711, 1713] | [0, 0, 0, 0, 0, 0] | ||
| 4,965,303 | [44, 50, 25, 31, 49, 48] | [1722, 1718, 1709, 1711, 1720, 1718] | [0, 0, 0, 0, 0, 0] | ||
| 3,384,491 | [43, 49, 25, 31, 47, 50] | [1719, 1715, 1708, 1708, 1715, 1715] | [0, 0, 0, 0, 0, 0] | ||
| 3,924,143 | [43, 50, 25, 33, 48, 51] | [1699, 1696, 1688, 1687, 1696, 1696] | [0, 0, 0, 0, 0, 0] | ||
| 5,080,113 | [44, 51, 25, 32, 47, 50] | [1713, 1715, 1704, 1701, 1713, 1716] | [0, 0, 0, 0, 0, 0] | ||
| 1.25 | 5,721,333 | 31,687,145 | [56, 61, 25, 40, 61, 61] | [1701, 1702, 1691, 1690, 1704, 1701] | [0, 0, 0, 0, 0, 0] |
| 5,230,245 | [55, 51, 25, 39, 49, 50] | [1720, 1719, 1713, 1709, 1720, 1722] | [0, 0, 0, 0, 0, 0] | ||
| 6,277,729 | [56, 49, 25, 40, 48, 50] | [1742, 1743, 1731, 1730, 1741, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 4,646,364 | [57, 49, 25, 40, 50, 51] | [1734, 1732, 1723, 1724, 1734, 1732] | [0, 0, 0, 0, 0, 0] | ||
| 6,059,167 | [56, 51, 25, 40, 48, 51] | [1742, 1747, 1733, 1736, 1747, 1747] | [0, 0, 0, 0, 0, 0] | ||
| 3,752,307 | [54, 50, 25, 40, 46, 49] | [1699, 1699, 1689, 1687, 1700, 1696] | [0, 0, 0, 0, 0, 0] | ||
| 1.5 | 1,319,572 | 22,641,861 | [66, 59, 30, 48, 61, 60] | [1721, 1721, 1708, 1707, 1718, 1721] | [0, 0, 0, 0, 0, 0] |
| 1,977,966 | [55, 50, 25, 41, 61, 51] | [1732, 1736, 1723, 1727, 1736, 1735] | [0, 0, 0, 0, 0, 0] | ||
| 4,454,049 | [55, 48, 25, 39, 61, 51] | [1737, 1737, 1732, 1728, 1740, 1741] | [0, 0, 0, 0, 0, 0] | ||
| 5,993,321 | [57, 49, 25, 40, 60, 50] | [1735, 1735, 1729, 1726, 1738, 1736] | [0, 0, 0, 0, 0, 0] | ||
| 5,668,622 | [57, 51, 25, 41, 59, 49] | [1699, 1704, 1692, 1694, 1700, 1700] | [0, 0, 0, 0, 0, 0] | ||
| 3,228,331 | [54, 51, 25, 40, 61, 50] | [1739, 1736, 1729, 1728, 1739, 1737] | [0, 0, 0, 0, 0, 0] | ||
| 2 | 4,993,064 | 45,154,757 | [66, 80, 35, 55, 73, 79] | [1721, 1720, 1707, 1711, 1719, 1718] | [0, 0, 0, 0, 0, 0] |
| 8,023,943 | [55, 71, 35, 41, 59, 68] | [1718, 1717, 1705, 1705, 1717, 1716] | [0, 0, 0, 0, 0, 0] | ||
| 8,102,537 | [53, 68, 35, 48, 60, 69] | [1743, 1744, 1736, 1735, 1747, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 8,135,761 | [56, 71, 35, 49, 59, 71] | [1734, 1734, 1722, 1725, 1731, 1730] | [0, 0, 0, 0, 0, 0] | ||
| 7,907,696 | [55, 71, 34, 39, 60, 70] | [1712, 1711, 1699, 1701, 1713, 1709] | [0, 0, 0, 0, 0, 0] | ||
| 7,991,756 | [57, 70, 34, 39, 60, 70] | [1722, 1720, 1713, 1713, 1721, 1720] | [0, 0, 0, 0, 0, 0] | ||
| 4 | 8,574,063 | 50,582,426 | [98, 109, 54, 89, 109, 108] | [1732, 1732, 1721, 1721, 1731, 1730] | [192,500, 180,000, 0, 0, 120,000, 150,000] |
| 5,468,600 | [89, 97, 45, 71, 85, 100] | [1712, 1714, 1706, 1705, 1713, 1716] | [192,500, 180,000, 0, 0, 0, 150,000] | ||
| 9,179,877 | [90, 99, 46, 72, 84, 102] | [1733, 1730, 1723, 1723, 1733, 1733] | [192,500, 180,000, 0, 0, 0, 150,000] | ||
| 9,192,362 | [88, 98, 45, 72, 86, 100] | [1702, 1700, 1692, 1690, 1699, 1703] | [192,500, 180,000, 0, 0, 0, 150,000] | ||
| 9,084,593 | [88, 98, 45, 72, 86, 100] | [1709, 1712, 1701, 1702, 1712, 1710] | [192,500, 180,000, 0, 0, 0, 150,000] | ||
| 9,082,931 | [86, 101, 46, 71, 84, 102] | [1733, 1729, 1719, 1720, 1732, 1732] | [192,500, 180,000, 0, 0, 0, 150,000] | ||
| 6 | 8,648,925 | 48,814,486 | [131, 141, 66, 97, 131, 141] | [1721, 1722, 1710, 1710, 1722, 1717] | [192,500, 180,000, 0, 96,000, 120,000, 150,000] |
| 8,447,030 | [107, 122, 55, 82, 120, 123] | [1708, 1711, 1701, 1699, 1708, 1708] | [192,500, 180,000, 0, 0, 120,000, 150,000] | ||
| 8,513,053 | [112, 117, 58, 81, 123, 123] | [1744, 1746, 1737, 1733, 1743, 1745] | [192,500, 180,000, 0, 0, 120,000, 150,000] | ||
| 6,172,042 | [113, 122, 55, 79, 122, 119] | [1698, 1701, 1688, 1691, 1698, 1698] | [192,500, 180,000, 0, 0, 120,000, 150,000] | ||
| 8,524,459 | [111, 119, 61, 80, 123, 118] | [1736, 1738, 1727, 1727, 1735, 1736] | [192,500, 180,000, 0, 0, 120,000, 150,000] | ||
| 8,508,977 | [112, 119, 59, 79, 121, 121] | [1742, 1740, 1734, 1731, 1745, 1744] | [192,500, 180,000, 0, 0, 120,000, 150,000] |
| Scenario | s | Total Cost | Expected Cost | Consumption | Lead Time | Down Loss |
|---|---|---|---|---|---|---|
| 1 | 24 | 1,379,854 | 40,677,712 | [67, 81, 35, 56, 73, 80] | [1732, 1729, 1721, 1722, 1729, 1732] | [0, 0, 0, 0, 0, 0] |
| 24 | 7,540,815 | [55, 70, 35, 46, 59, 72] | [1716, 1718, 1707, 1707, 1714, 1715] | [0, 0, 0, 0, 0, 0] | ||
| 29 | 7,937,264 | [54, 69, 35, 47, 59, 70] | [1743, 1741, 1729, 1733, 1739, 1742] | [0, 0, 0, 0, 0, 0] | ||
| 29 | 7,900,374 | [56, 72, 35, 41, 62, 72] | [1703, 1699, 1690, 1689, 1704, 1702] | [0, 0, 0, 0, 0, 0] | ||
| 28 | 7,800,607 | [55, 73, 35, 48, 60, 71] | [1724, 1722, 1712, 1715, 1723, 1725] | [0, 0, 0, 0, 0, 0] | ||
| 22 | 8,118,798 | [53, 71, 36, 41, 59, 68] | [1707, 1709, 1696, 1698, 1709, 1711] | [0, 0, 0, 0, 0, 0] | ||
| 2 | 27 | 1,394,754 | 41,265,287 | [66, 81, 35, 48, 72, 81] | [1712, 1714, 1704, 1704, 1714, 1712] | [0, 0, 0, 0, 0, 150,000] |
| 27 | 8,056,886 | [56, 69, 34, 48, 62, 71] | [1743, 1744, 1732, 1732, 1743, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 32 | 7,894,050 | [54, 71, 35, 48, 61, 70] | [1734, 1736, 1726, 1726, 1738, 1736] | [0, 0, 0, 0, 0, 0] | ||
| 32 | 8,093,624 | [56, 69, 35, 41, 62, 68] | [1710, 1706, 1698, 1698, 1708, 1706] | [0, 0, 0, 0, 0, 0] | ||
| 31 | 7,799,119 | [55, 69, 35, 42, 58, 70] | [1716, 1715, 1707, 1705, 1718, 1714] | [0, 0, 0, 0, 0, 0] | ||
| 25 | 8,026,854 | [55, 68, 35, 48, 62, 71] | [1740, 1740, 1731, 1729, 1739, 1741] | [0, 0, 0, 0, 0, 0] | ||
| 3 | 30 | 4,993,064 | 45,154,757 | [66, 80, 35, 55, 73, 79] | [1721, 1720, 1707, 1711, 1719, 1718] | [0, 0, 0, 0, 0, 0] |
| 30 | 8,023,943 | [55, 71, 35, 41, 59, 68] | [1718, 1717, 1705, 1705, 1717, 1716] | [0, 0, 0, 0, 0, 0] | ||
| 35 | 8,102,537 | [53, 68, 35, 48, 60, 69] | [1743, 1744, 1736, 1735, 1747, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 35 | 8,135,761 | [56, 71, 35, 49, 59, 71] | [1734, 1734, 1722, 1725, 1731, 1730] | [0, 0, 0, 0, 0, 0] | ||
| 34 | 7,907,696 | [55, 71, 34, 39, 60, 70] | [1712, 1711, 1699, 1701, 1713, 1709] | [0, 0, 0, 0, 0, 0] | ||
| 28 | 7,991,756 | [57, 70, 34, 39, 60, 70] | [1722, 1720, 1713, 1713, 1721, 1720] | [0, 0, 0, 0, 0, 0] | ||
| 4 | 33 | 3,359,529 | 43,781,900 | [66, 81, 35, 57, 72, 79] | [1735, 1735, 1726, 1729, 1736, 1739] | [0, 0, 0, 0, 0, 0] |
| 33 | 8,205,035 | [56, 72, 36, 47, 59, 72] | [1739, 1736, 1726, 1727, 1739, 1740] | [0, 0, 0, 0, 0, 0] | ||
| 38 | 8,020,794 | [56, 72, 36, 48, 59, 71] | [1721, 1716, 1708, 1711, 1718, 1717] | [0, 0, 0, 0, 0, 0] | ||
| 38 | 8,096,057 | [55, 72, 36, 48, 59, 71] | [1738, 1735, 1724, 1725, 1738, 1739] | [0, 0, 0, 0, 0, 0] | ||
| 37 | 8,137,908 | [56, 69, 36, 39, 59, 71] | [1698, 1699, 1689, 1688, 1699, 1698] | [0, 0, 0, 0, 0, 0] | ||
| 31 | 7,962,577 | [55, 70, 34, 49, 58, 70] | [1746, 1748, 1736, 1739, 1745, 1745] | [0, 0, 0, 0, 0, 0] | ||
| 5 | 36 | 1,105,300 | 41,191,579 | [67, 79, 34, 48, 71, 79] | [1705, 1707, 1696, 1697, 1707, 1704] | [0, 0, 0, 0, 0, 0] |
| 36 | 8,005,950 | [53, 70, 35, 39, 60, 69] | [1697, 1697, 1690, 1687, 1698, 1699] | [0, 0, 0, 0, 0, 0] | ||
| 41 | 7,897,627 | [55, 68, 35, 39, 60, 72] | [1743, 1740, 1729, 1731, 1744, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 41 | 8,126,206 | [55, 69, 37, 48, 61, 69] | [1746, 1743, 1733, 1733, 7147, 1743] | [0, 0, 0, 0, 0, 0] | ||
| 40 | 8,086,314 | [54, 71, 35, 47, 60, 69] | [1732, 1731, 1722, 1723, 1733, 1729] | [0, 0, 0, 0, 0, 0] | ||
| 34 | 7,970,182 | [56, 68, 35, 49, 61, 71] | [1732, 1731, 1722, 1723, 1733, 1729] | [0, 0, 0, 0, 0, 0] |
| Scenario | s | Total Cost | Expected Cost | Consumption | Lead Time | Down Loss |
|---|---|---|---|---|---|---|
| 1 | 75 | 2,777,865 | 43,128,475 | [67, 80, 34, 48, 73, 80] | [1703, 1702, 1695, 1691, 1702, 1703] | [0, 180,000, 0, 0, 0, 150,000] |
| 78 | 7,930,217 | [56, 70, 34, 48, 58, 70] | [1732, 1729, 1720, 1722, 1732, 1730] | [0, 0, 0, 0, 0, 0] | ||
| 75 | 8,128,201 | [55, 70, 35, 49, 58, 70] | [1742, 1738, 1728, 1730, 1740, 1741] | [0, 0, 0, 0, 0, 0] | ||
| 80 | 8,033,662 | [54, 70, 34, 47, 61, 70] | [1716, 1716, 1704, 1707, 1714, 1716] | [0, 0, 0, 0, 0, 0] | ||
| 76 | 8,098,571 | [53, 70, 34, 47, 58, 68] | [1731, 1733, 1719, 1720, 1733, 1731] | [0, 0, 0, 0, 0, 0] | ||
| 70 | 8,159,959 | [56, 71, 37, 49, 61, 69] | [1730, 1733, 1719, 1720, 1733, 1731] | [0, 0, 0, 0, 0, 0] | ||
| 2 | 80 | 4,417,901 | 44,859,695 | [67, 79, 36, 56, 71, 79] | [1727, 1726, 1714, 1716, 1725, 1724] | [0, 0, 0, 0, 0, 150,000] |
| 83 | 8,105,266 | [53, 72, 35, 49, 61, 69] | [1718, 1716, 1708, 1710, 1716, 1719] | [0, 0, 0, 0, 0, 0] | ||
| 80 | 8,201,193 | [57, 68, 36, 48, 60, 69] | [1723, 1721, 1714, 1712, 1722, 1723] | [0, 0, 0, 0, 0, 0] | ||
| 85 | 8,068,988 | [53, 68, 36, 47, 60, 70] | [1728, 1728, 1719, 1721, 1727, 1728] | [0, 0, 0, 0, 0, 0] | ||
| 81 | 7,915,142 | [57, 70, 36, 48, 61, 71] | [1741, 1740, 1733, 1732, 1743, 1745] | [0, 0, 0, 0, 0, 0] | ||
| 75 | 8,151,205 | [55, 70, 34, 48, 60, 69] | [1745, 1742, 1734, 1734, 1742, 1742] | [0, 0, 0, 0, 0, 0] | ||
| 3 | 85 | 4,993,064 | 45,154,757 | [66, 80, 35, 55, 73, 79] | [1721, 1720, 1707, 1711, 1719, 1718] | [0, 0, 0, 0, 0, 0] |
| 88 | 8,023,943 | [55, 71, 35, 41, 59, 68] | [1718, 1717, 1705, 1705, 1717, 1716] | [0, 0, 0, 0, 0, 0] | ||
| 85 | 8,102,537 | [53, 68, 35, 48, 60, 69] | [1743, 1744, 1736, 1735, 1747, 1744] | [0, 0, 0, 0, 0, 0] | ||
| 90 | 8,135,761 | [56, 71, 35, 49, 59, 71] | [1734, 1734, 1722, 1725, 1731, 1730] | [0, 0, 0, 0, 0, 0] | ||
| 86 | 7,907,696 | [55, 71, 34, 39, 60, 70] | [1712, 1711, 1699, 1701, 1713, 1709] | [0, 0, 0, 0, 0, 0] | ||
| 80 | 7,991,756 | [57, 70, 34, 39, 60, 70] | [1722, 1720, 1713, 1713, 1721, 1720] | [0, 0, 0, 0, 0, 0] | ||
| 4 | 90 | 5,458,997 | 43,542,228 | [65, 80, 35, 55, 72, 79] | [1747, 1746, 1733, 1737, 1744, 1745] | [0, 0, 0, 0, 0, 0] |
| 93 | 6,361,138 | [55, 69, 35, 47, 59, 70] | [1740, 1740, 1727, 1730, 1742, 1737] | [0, 0, 0, 0, 0, 0] | ||
| 90 | 7,619,712 | [53, 72, 36, 48, 61, 70] | [1743, 1738, 1731, 1730, 1739, 1742] | [0, 0, 0, 0, 0, 0] | ||
| 95 | 8,101,852 | [54, 68, 34, 50, 59, 70] | [1730, 1733, 1722, 1719, 1732, 1734] | [0, 0, 0, 0, 0, 0] | ||
| 91 | 8,039,743 | [54, 70, 35, 38, 60, 70] | [1708, 1706, 1694, 1694, 1708, 1706] | [0, 0, 0, 0, 0, 0] | ||
| 85 | 7,960,786 | [56, 69, 35, 47, 58, 68] | [1735, 1731, 1723, 1720, 1735, 1731] | [0, 0, 0, 0, 0, 0] | ||
| 5 | 95 | 1,226,959 | 39,496,342 | [66, 79, 35, 48, 71, 81] | [1700, 1699, 1687, 1689, 1698, 1699] | [0, 0, 0, 0, 0, 0] |
| 98 | 8,079,507 | [57, 71, 35, 48, 60, 70] | [1719, 1715, 1708, 1710, 1720, 1719] | [0, 0, 0, 0, 0, 0] | ||
| 95 | 8,027,801 | [54, 72, 36, 48, 60, 69] | [1727, 1732, 1721, 1722, 1728, 1728] | [0, 0, 0, 0, 0, 0] | ||
| 100 | 6,023,231 | [56, 71, 35, 48, 61, 68] | [1732, 1733, 1723, 1725, 1732, 1732] | [0, 0, 0, 0, 0, 0] | ||
| 96 | 8,092,317 | [56, 71, 35, 50, 60, 70] | [1716, 1720, 1709, 1710, 1720, 1719] | [0, 0, 0, 0, 0, 0] | ||
| 90 | 8,046,527 | [54, 69, 34, 47, 61, 71] | [1733, 1735, 1723, 1721, 1733, 1734] | [0, 0, 0, 0, 0, 0] |
References
- Narayanan, A.; Seshadri, S. Dockomo Heavy Machinery Equipment Ltd.: Spare Parts Supply Chain Management. Counc. Supply Chain. Manag. Prof. Cases 2018, 11, 1–19. [Google Scholar] [CrossRef]
- Tapia-Ubeda, F.J.; Miranda, P.A.; Roda, I.; Macchi, M.; Durán, O. Modelling and solving spare parts supply chain network design problems. Int. J. Prod. Res. 2020, 58, 5299–5319. [Google Scholar] [CrossRef]
- Wagner, S.M.; Jönke, R.; Eisingerich, A.B. A Strategic Framework for Spare Parts Logistics. Calif. Manag. Rev. 2012, 54, 69–92. [Google Scholar] [CrossRef]
- Driessen, M.; Arts, J.; Houtum, G.; Rustenburg, W.D.; Huisman, B. Maintenance spare parts planning and control: A framework for control and agenda for future research. Prod. Plan. Control 2014, 26, 407–426. [Google Scholar] [CrossRef] [Green Version]
- Huiskonen, J. Maintenance spare parts logistics: Special characteristics and strategic choices. Int. J. Prod. Econ. 2001, 71, 125–133. [Google Scholar] [CrossRef]
- Martin, H.; Syntetos, A.A.; Parodi, A.; Polychronakis, Y.E.; Pintelon, L. Integrating the spare parts supply chain: An inter-disciplinary account. J. Manuf. Technol. Manag. 2010, 21, 226–245. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, Y.; Hu, Q.; Zhou, S.; Ma, L.; Lim, M.K. The influence of additive manufacturing on the configuration of make-to-order spare parts supply chain under heterogeneous demand. Int. J. Prod. Res. 2019, 57, 3622–3641. [Google Scholar] [CrossRef]
- Liu, W.; Liu, K.; Deng, T. Modelling, analysis and improvement of an integrated chance-constrained model for level of repair analysis and spare parts supply control. Int. J. Prod. Res. 2020, 58, 3090–3109. [Google Scholar] [CrossRef]
- Cavalieri, S.; Garetti, M.; Macchi, M.; Pinto, R. A decision-making framework for managing maintenance spare parts. Prod. Plan. Control 2008, 19, 379–396. [Google Scholar] [CrossRef]
- Hu, Q.; Boylan, J.E.; Chen, H.; Labib, A. OR in spare parts management: A review. Eur. J. Oper. Res. 2018, 266, 395–414. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Q. Improved Dynamic PSO-Based Algorithm for Critical Spare Parts Supply Optimization Under (T, S) Inventory Policy. IEEE Access 2019, 7, 153694–153709. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Q.; You, Z.; Hu, Q. Integration Methodology of Spare Parts Supply Network Optimization and Decision-making. Promet-Traffic Transp. 2020, 32, 679–689. [Google Scholar] [CrossRef]
- Avdagić, Z.; Konjicija, S.; Omanović, S. Evolutionary Approach to Solving Non-stationary Dynamic Multi-Objective Problems. In Foundations of Computational Intelligence Volume 3: Global Optimization; Abraham, A., Hassanien, A., Siarry, P., Engelbrecht, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 267–289. [Google Scholar]
- Ali, M.; Siarry, P.; Pant, M. An efficient Differential Evolution based algorithm for solving multi-objective optimization problems. Eur. J. Oper. Res. 2012, 217, 404–416. [Google Scholar] [CrossRef]
- Axsäter, S. Exact analysis of continuous review (R, Q) policies in two-echelon inventory systems with compound poisson demand. Oper. Res. 2000, 48, 686–696. [Google Scholar] [CrossRef]
- Deng, H.; Shi, Q.; Wang, Y. A Joint Optimization Model of (s, S) Inventory and Supply Strategy Using an Improved PSO-Based Algorithm. Wirel. Commun. Mob. Comput. 2021, 2021, 7621692. [Google Scholar] [CrossRef]
- Krishnamoorthy, A.; Varghese, R.; Lakshmy, B. An (s; Q) Inventory System with Positive Lead Time and Service Time Under N-Policy. Calcutta Stat. Assoc. Bull. 2014, 66, 241–260. [Google Scholar] [CrossRef]
- Miranda, P.A.; Garrido, R.A. A Simultaneous Inventory Control and Facility Location Model with Stochastic Capacity Constraints. Netw. Spat. Econ. 2006, 6, 39–53. [Google Scholar] [CrossRef]
- Al-Rifai, M.H.; Rossetti, M.D. An efficient heuristic optimization algorithm for a two-echelon (R, Q) inventory system. Int. J. Prod. Econ. 2007, 109, 195–213. [Google Scholar] [CrossRef]
- Tagaras, G.; Vlachos, D. A Periodic Review Inventory System with Emergency Replenishments. Manag. Sci. 2001, 47, 415–429. [Google Scholar] [CrossRef]
- Bashyam, S.; Fu, M.C. Optimization of (s, S) Inventory Systems with Random Lead Times and a Service Level Constraint. Manag. Sci. 1998, 44, S243–S256. [Google Scholar] [CrossRef]
- Rao, U. Properties of the Periodic Review (R, T) Inventory Control Policy for Stationary, Stochastic Demand. Manuf. Serv. Oper. Manag. 2003, 5, 37–53. [Google Scholar] [CrossRef]
- Cabrera, G.; Miranda, P.A.; Cabrera, E.; Soto, R.; Crawford, B.; Rubio, J.M.; Paredes, F.; Bhatnaga, V. Solving a Novel Inventory Location Model with Stochastic Constraints and (R, s, S) Inventory Control Policy. Math. Probl. Eng. 2013, 2013, 670528. [Google Scholar] [CrossRef] [Green Version]
- Francisco, J.T.; Pablo, A.M.; Irene, R.; Marco, M.; Orlando, D. An Inventory-Location Modeling Structure for Spare Parts Supply Chain Network Design Problems in Industrial End-User Sites. IFAC-Pap. 2018, 51, 968–973. [Google Scholar] [CrossRef]
- Jiao, B.; Lian, Z.; Gu, X. A dynamic inertia weight particle swarm optimization algorithm. Chaos Solitons Fractals 2008, 37, 698–705. [Google Scholar] [CrossRef]
- Olsson, F. Emergency lateral transshipments in a two-location inventory system with positive transshipment leadtimes. Eur. J. Oper. Res. 2015, 242, 424–433. [Google Scholar] [CrossRef]
- Axsäter, S. Optimization of order-up-to-s policies in two-echelon inventory systems with periodic review. Nav. Res. Logist. 1993, 40, 245–253. [Google Scholar] [CrossRef]
- Lee, Y.C.E.; Chan, C.K.; Langevin, A.; Lee, H.W.J. Integrated inventory-transportation model by synchronizing delivery and production cycles. Transp. Res. Part E Logist. Transp. Rev. 2016, 91, 68–89. [Google Scholar] [CrossRef]
- Zhao, Q.; Chang, R.; Ma, J.; Wu, C. System dynamics simulation-based model for coordination of a three-level spare parts supply chain. Int. Trans. Oper. Res. 2017, 26, 2152–2178. [Google Scholar] [CrossRef]
- Kang, J.; Kim, Y. Coordination of inventory and transportation managements in a two-level supply chain. Int. J. Prod. Econ. 2010, 123, 137–145. [Google Scholar] [CrossRef]
- Shu, J.; Teo, C.; Shen, Z.M. Stochastic Transportation-Inventory Network Design Problem. Oper. Res. 2005, 53, 48–60. [Google Scholar] [CrossRef]
- Miranda, P.A.; Garrido, R.A. Valid inequalities for Lagrangian relaxation in an inventory location problem with stochastic capacity. Transp. Res. Part E Logist. Transp. Rev. 2008, 44, 47–65. [Google Scholar] [CrossRef]
- Schuster Puga, M.; Tancrez, J. A heuristic algorithm for solving large location–inventory problems with demand uncertainty. Eur. J. Oper. Res. 2017, 259, 413–423. [Google Scholar] [CrossRef]
- Zhou, A.; Jin, Y.; Zhang, Q. A Population Prediction Strategy for Evolutionary Dynamic Multiobjective Optimization. IEEE Trans. Cybern. 2014, 44, 40–53. [Google Scholar] [CrossRef] [PubMed]
- Zou, J.; Li, Q.; Yang, S.; Bai, H.; Zheng, J. A prediction strategy based on center points and knee points for evolutionary dynamic multi-objective optimization. Appl. Soft Comput. 2017, 61, 806–818. [Google Scholar] [CrossRef]
- Muruganantham, A.; Tan, K.C.; Vadakkepat, P. Evolutionary Dynamic Multi-objective Optimization Via Kalman Filter Prediction. IEEE Trans. Cybern. 2016, 46, 2862–2873. [Google Scholar] [CrossRef]
- Grefenstette, J.J. Evolvability in dynamic fitness landscapes: A genetic algorithm approach. In Proceedings of the 1999 Congress on Evolutionary Computation-CEC99 1999, Washington, DC, USA, 6–9 July 1999; pp. 2031–2038. [Google Scholar] [CrossRef]
- Liu, R.; Li, J.; Fan, J.; Mu, C.; Jiao, L. A coevolutionary technique based on multi-swarm particle swarm optimization for dynamic multi-objective optimization. Eur. J. Oper. Res. 2017, 261, 1028–1051. [Google Scholar] [CrossRef]
- Wei, J.; Jia, L.P. A novel particle swarm optimization algorithm with local search for dynamic constrained multi-objective optimization problems. In Proceedings of the 2013 IEEE Congress on Evolutionary Computation, Cancun, Mexico, 20–23 June 2013; pp. 2436–2443. [Google Scholar] [CrossRef]
- Jensi, R.; Jiji, G.W. An Enhanced Particle Swarm Optimization with Levy Flight for global optimization. Appl. Soft Comput. 2016, 43, 248–261. [Google Scholar] [CrossRef]
- Yahya, M.; Saka, M.P. Construction site layout planning using multi-objective artificial bee colony algorithm with Levy flights. Autom. Constr. 2014, 38, 14–29. [Google Scholar] [CrossRef]
- Raposo, E.P.; Buldyrev, S.; Luz, M.; Viswanathan, G.; Stanley, H. Lévy flights and random searches. J. Phys. A Math. Theor. 2009, 42, 434003. [Google Scholar] [CrossRef]
- Dhiman, G.; Kaur, A. STOA: A bio-inspired based optimization algorithm for industrial engineering problems. Eng. Appl. Artif. Intell. 2019, 82, 148–174. [Google Scholar] [CrossRef]
- Dhiman, G.; Kumar, V. Seagull optimization algorithm: Theory and its applications for large-scale industrial engineering problems. Knowl.-Based Syst. 2019, 165, 169–196. [Google Scholar] [CrossRef]
- Du, Y.; Xu, F. A Hybrid Multi-Step Probability Selection Particle Swarm Optimization with Dynamic Chaotic Inertial Weight and Acceleration Coefficients for Numerical Function Optimization. Symmetry 2020, 12, 922. [Google Scholar] [CrossRef]











| Inventory Strategy | Inventory Inspection | Product Application Time | Number of Product Applications | Product Application Volume Characteristics |
|---|---|---|---|---|
| (s, Q) | Continuous inspection | Constant | ||
| (s, S) | Continuous inspection | Variable | ||
| (T, S) | Periodic inspections | Variable | ||
| (T, s, S) | Periodic inspections | Variable |
| Cost | Total Cost | Consumption | Lead Time | Down Loss | |
|---|---|---|---|---|---|
| Period 1 | 4,993,064 | 45,154,756 | [66, 80, 35, 55, 73, 79] | [1721, 1720, 1707, 1711, 1719, 1718] | [0, 0, 0, 0, 0, 0] |
| Period 2 | 8,023,943 | [55, 71, 35, 41, 59, 68] | [1718, 1717, 1705, 1705, 1717, 1716] | [0, 0, 0, 0, 0, 0] | |
| Period 3 | 8,102,537 | [53, 68, 35, 48, 60, 69] | [1743, 1744, 1736, 1735, 1747, 1744] | [0, 0, 0, 0, 0, 0] | |
| Period 4 | 8,135,761 | [56, 71, 35, 49, 59, 71] | [1734, 1734, 1722, 1725, 1731, 1730] | [0, 0, 0, 0, 0, 0] | |
| Period 5 | 7,907,696 | [55, 71, 34, 39, 60, 70] | [1712, 1711, 1699, 1701, 1713, 1709] | [0, 0, 0, 0, 0, 0] | |
| Period 6 | 7,991,756 | [57, 70, 34, 47, 62, 70] | [1722, 1720, 1713, 1713, 1721, 1720] | [0, 0, 0, 0, 0, 0] |
| Dimension | Object | Section |
|---|---|---|
| Model parameters | Improved and traditional (T, s, S) inventory policy | Section 5.3.1 |
| Failure rate | Section 5.3.2 | |
| Reorder stock level | Section 5.3.3 | |
| Maximum stock level | Section 5.3.4 | |
| Improved algorithm strategies | Migrating strategy | Section 5.4.1 |
| Inertia weight | Section 5.4.2 | |
| Response strategy | Section 5.4.3 |
| Cost | Consumption | Lead Time | Down Loss | |
|---|---|---|---|---|
| Model 1 | 4,993,064 | [66, 80, 35, 55, 73, 79] | [1721, 1720, 1707, 1711, 1719, 1718] | [0, 0, 0, 0, 0, 0] |
| 8,023,943 | [55, 71, 35, 41, 59, 68] | [1718, 1717, 1705, 1705, 1717, 1716] | [0, 0, 0, 0, 0, 0] | |
| 8,102,537 | [53, 68, 35, 48, 60, 69] | [1743, 1744, 1736, 1735, 1747, 1744] | [0, 0, 0, 0, 0, 0] | |
| 8,135,761 | [56, 71, 35, 49, 59, 71] | [1734, 1734, 1722, 1725, 1731, 1730] | [0, 0, 0, 0, 0, 0] | |
| 7,907,696 | [55, 71, 34, 39, 60, 70] | [1712, 1711, 1699, 1701, 1713, 1709] | [0, 0, 0, 0, 0, 0] | |
| 7,991,756 | [57, 70, 34, 47, 62, 70] | [1722, 1720, 1713, 1713, 1721, 1720] | [0, 0, 0, 0, 0, 0] | |
| Model 2 | 6,822,275 | [66, 80, 35, 55, 71, 79] | [1741, 1737, 1728, 1729, 1738, 1739] | [192,500, 180,000, 100,000, 96,000, 120,000, 150,000] |
| 10,130,735 | [55, 70, 34, 47, 60, 69] | [1737, 1737, 1727, 1729, 1736, 1738] | [192,500, 180,000, 100,000, 96,000, 120,000, 150,000] | |
| 7,787,486 | [54, 70, 35, 48, 60, 69] | [1748, 1744, 1738, 1735, 1744, 1746] | [192,500, 180,000, 100,000, 96,000, 120,000, 150,000] | |
| 8,890,965 | [54, 70, 35, 41, 60, 69] | [1706, 1704, 1694, 1692, 1705, 1702] | [192,500, 180,000, 100,000, 960,00, 120,000, 150,000] | |
| 7,000,357 | [55, 71, 36, 40, 60, 69] | [1713, 1711, 1705, 1702, 1714, 1712] | [0, 0, 0, 0, 0, 0] | |
| 8,265,603 | [55, 69, 34, 47, 59, 71] | [1728, 1731, 1719, 1719, 1730, 1727] | [192,500, 180,000, 100,000, 960,00, 120,000, 150,000] |
| Strategy | CPU Time (s) |
|---|---|
| Self-adaptive nonlinear migrating | 369.330884 |
| Self-adaptive linear migrating | 393.003963 |
| Without migrating | 401.182240 |
| Strategy | CPU Time (s) |
|---|---|
| Nonlinear decreasing inertia weight + nonlinear migrating | 369.330884 |
| Linear decreasing inertia weight + nonlinear migrating | 382.907530 |
| Fixed inertia weight + nonlinear migrating | 371.413884 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Shi, Q.; Guo, C. Multi-Period Spare Parts Supply Chain Network Optimization under (T, s, S) Inventory Control Policy with Improved Dynamic Particle Swarm Optimization. Electronics 2022, 11, 3454. https://doi.org/10.3390/electronics11213454
Guo Y, Shi Q, Guo C. Multi-Period Spare Parts Supply Chain Network Optimization under (T, s, S) Inventory Control Policy with Improved Dynamic Particle Swarm Optimization. Electronics. 2022; 11(21):3454. https://doi.org/10.3390/electronics11213454
Chicago/Turabian StyleGuo, Yurong, Quan Shi, and Chiming Guo. 2022. "Multi-Period Spare Parts Supply Chain Network Optimization under (T, s, S) Inventory Control Policy with Improved Dynamic Particle Swarm Optimization" Electronics 11, no. 21: 3454. https://doi.org/10.3390/electronics11213454