1. Introduction
Due to technologies that have recently emerged from Industry 4.0, industries have not only benefited but also been thrown challenges during execution. Regardless of technology advancement and functionality, recent manufacturing systems are vulnerable to unexpected disruptions such as machine breakdown, power fluctuation, loss of data, interoperability, etc. Monitoring complex manufacturing systems and dealing with these unexpected disruptions is a complex and challenging task. Prognostics and health management (PHM) is the maintenance policy that promotes better health care of complex machine systems, aiming at reducing the time and cost for maintenance, manufacturing processes, and unexpected disruption [
1,
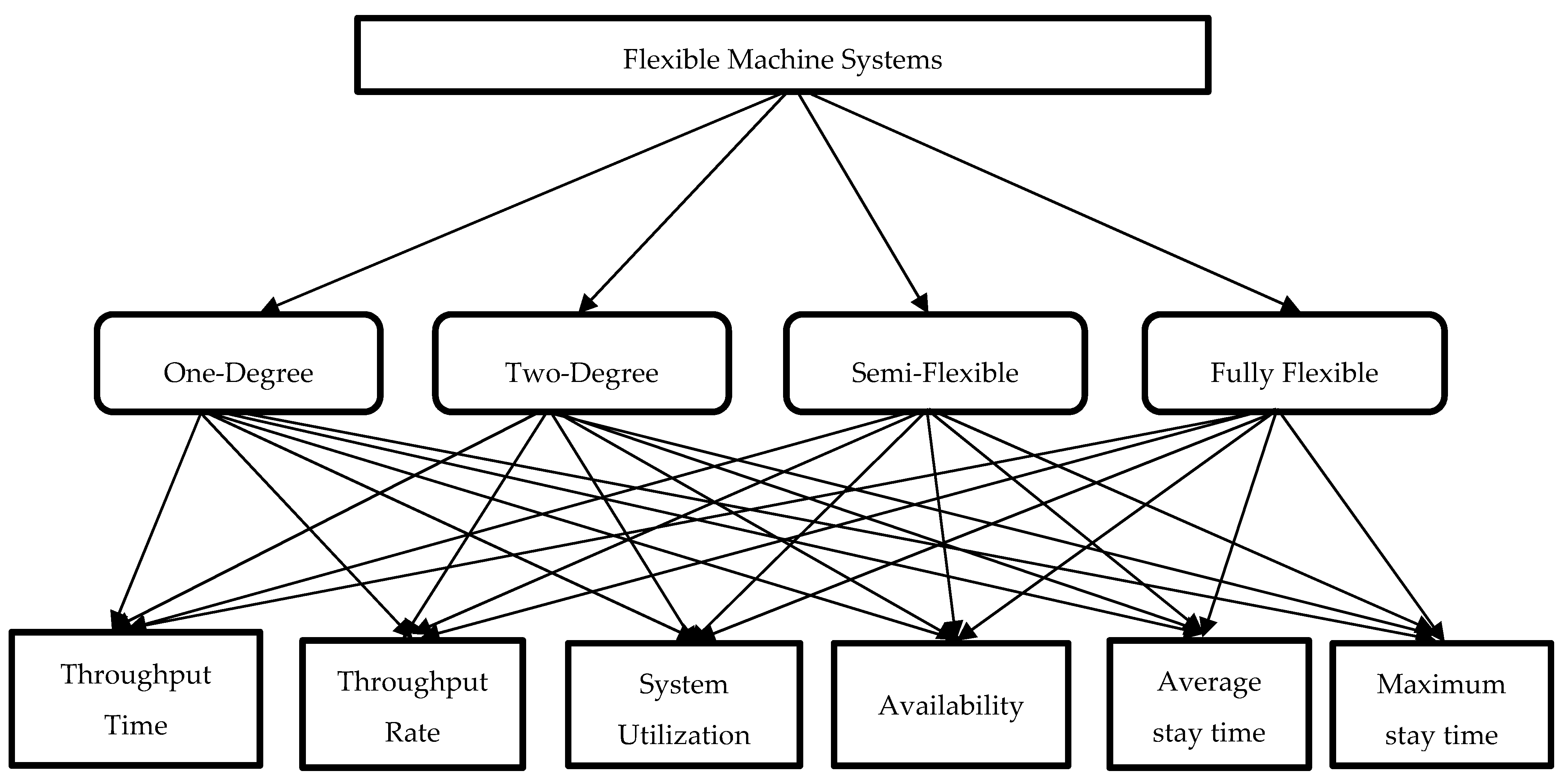
2]. PHM also combines sensing and elucidates performance-related parameters to assess a system’s health and diagnosis of different types of failures. In this situation, a few major performance parameters of manufacturing systems, such as throughput rate, Throughput Time, system use, Availability, average stay time, and Maximum Stay Time, which affect the manufacturing systems, are of great importance in performance and maintenance of the final product quality as a beneficial criterion. This study was inspired by various approaches from various literature [
3,
4,
5,
6]. Ranking of those parameters from the most influenced to the least is the most important requirement for overall assessment, particularly when the applications are complex and advanced. The ranking of parameters is a tedious task because complicated relationships exist between decision criteria for ranking alternatives. This is a type of integrated Multi-Criteria Decision-Making (MCDM) problem in which parameters can influence various manufacturing expenditures [
7,
8]. The main driving force for this research work is to improve the performance of manufacturing systems, maximize the production rate of the semi–fully flexible machine systems, and identify the degradation of systems and their health status by the ranking of various parameters.
Real-time semi–fully flexible machine configurations are of one-degree flexible configuration, two-degree flexible configuration, semi-flexible configuration, and fully flexible configurations, in which identical machines operate simultaneously to process a given number of jobs. In addition, performance analysis of flexible machine systems of the above-mentioned parameters has proved to be of great importance in system efficiency [
9]. Among the various mentioned parameters, the throughput rate (summation of all workloads from all the units) is an important parameter for the design and operations of the presented configurations. Similarly, various manufacturing costs, along with processing time, inspection time, and moving time, drive firms to effectively analyze the performance of semi–fully flexible machine systems in terms of Throughput Time. In general, systems degrade at a certain rate over a period where their performance varies when processing similar kinds of operations. In fact, the machine is considered to be failed when its degradation level crosses a pre-defined failure threshold. Hence, predicting residual life will be of great help to shop floor managers to reroute processes efficiently. The residual life of a machine can be defined as how long a machine can work until a catastrophic interruption [
10,
11,
12]. Another key parameter that influences the process on the shop floor is machine Availability, which deals with the probability of machines working without breakdown [
13]. In addition, performance parameters such as average stay time, which is the mean processing time taken to complete jobs on a single machine, and Maximum sSay tTme, which is the maximum processing time taken to complete jobs on a single machine, also affect flexible machine systems.
Experimental analysis is based on a real system, which provides accurate results compared to simulation results. Obtaining correct results is a tedious task from a real-time experiment set up, and it is a challenge to any researcher [
14]. The simulation model solves real-world problems safely and efficiently. The performance parameter analysis provided by the simulation helps with the visualization, understanding, and quantification of real-time manufacturing system scenarios.
Various techniques have been applied in previous literature [
15] to make decisions or rank alternatives, and a novel tool was outlined by [
16] for the triple bottom line for deciding the appropriate process route by considering the various key performance indicators. It has been observed that one of the popular methods is the integrated MCDM method, but little research has been done in the field of ranking the parameters of flexible systems with the Technique of Order Preference by Similarity to the Ideal Solution (TOPSIS) method. In this paper, therefore, the Entropy method has been used for finding the weight of each criterion, and the TOPSIS method has been used for ranking parameters from the most affected to the least affected. Later, rankings obtained from TOPSIS are compared with the PROMETHEE method. The reason for using the Entropy method to find weights instead of the AHP method is that the Entropy method provides objectivity in determining the weights of an index, whereas AHP uses only subjective criteria. The limitation of the AHP method is that it only works because of the positive reciprocal matrix. Various MCDM tools, such as Simple Additive Weighting (SAW), Analytical Hierarchy Process (AHP), TOPSIS, Analytic Network Process (ANP), Elimination, Choice Translating Reality [
17], and others, were proposed for the ranking of alternatives. From various literature, it has been observed that the TOPSIS method is one of the MCDM methods that can offer both quantitative and qualitative study for a particular problem, and it provides the better decisions for real-life complex situations than AHP, FAHP, and other MCDM methods [
18,
19,
20,
21,
22,
23]. In this paper, we try to investigate performance measures viz. throughput rate, Throughput Time, system use, Availability, average stay time, and Maximum Stay Time on different scenarios of complex manufacturing systems with varied flexibility. However, disruptions to any of the systems are most common issues. Irrespective of technological advancements, improper and delayed handling of these issues may lead to counterproductive results. Therefore, the proper choice of parameter ranking greatly impacts flexible systems regarding their performance and reliability.
Thus, this study seeks to address the following research questions:
Which performance parameters influence the proposed flexible configurations most and least, with and without the breakdown of machines?
How can system behavior in the case of normal and disruption conditions be understood?
On the whole, the contributions of this research paper are as follows:
Simulation analysis was conducted with the help of simulation software by varying the number of jobs from 100 to 5000 by considering cases with and without the breakdown of machines for various configurations, to compare the experimental results.
A validated proposed MCDM-TOPSIS-based simulation approach was taken to rank parameters to understand flexible system behavior in normal and uncertain conditions.
Thus, the above-mentioned performance measures need to be analyzed to maintain the best health status of a system. Therefore, first an integrated MCDM-TOPSIS method was used along with an Entropy method to identify the weight of each parameter and to identify the most influencing performance measure. Thereafter, with the considered process parameters, simulations are conducted to analyze performance both with disruptions and without disruption. The proposed approach is validated with real-time experimental results [
9]. The results demonstrate the ability to understand the system behavior.
The remainder of this paper is organized as follows.
Section 2 provides a comprehensive overview of relevant literature.
Section 3 discusses the integrated MCDM-TOPSIS-based simulation methodology. Comparative results are examined in
Section 4.
Section 5 contains the Entropy-based TOPSIS method for simulation results. Finally,
Section 6 presents conclusions and gives directions for future research.
2. Literature Review
This section offers an overview of the relevant literature on PHM of flexible machine systems and an integrated MCDM-TOPSIS method simulation approach on manufacturing systems. As manufacturing systems are disrupted due to their own natural characteristics or unexpected downtimes, health management for machines is considered to be a vital approach for better performance, as mentioned by [
24,
25]. Based on the mentioned problematic condition, [
12,
26] proposed a method to control disruptions and predict the failure time of each machine in a parallel configuration by adjusting the workloads on individual machines. This transformation has led to a lot of studies on maintenance methodologies related to manufacturing systems [
27]. The health status of a machine can be evaluated by conventional prognostics and diagnostics approaches, and these are essential in the case of machine health management in Industry 4.0 [
28,
29].
Generally, manufacturing systems can be designed differently according to company strategy, boundary conditions, and the goals mentioned in [
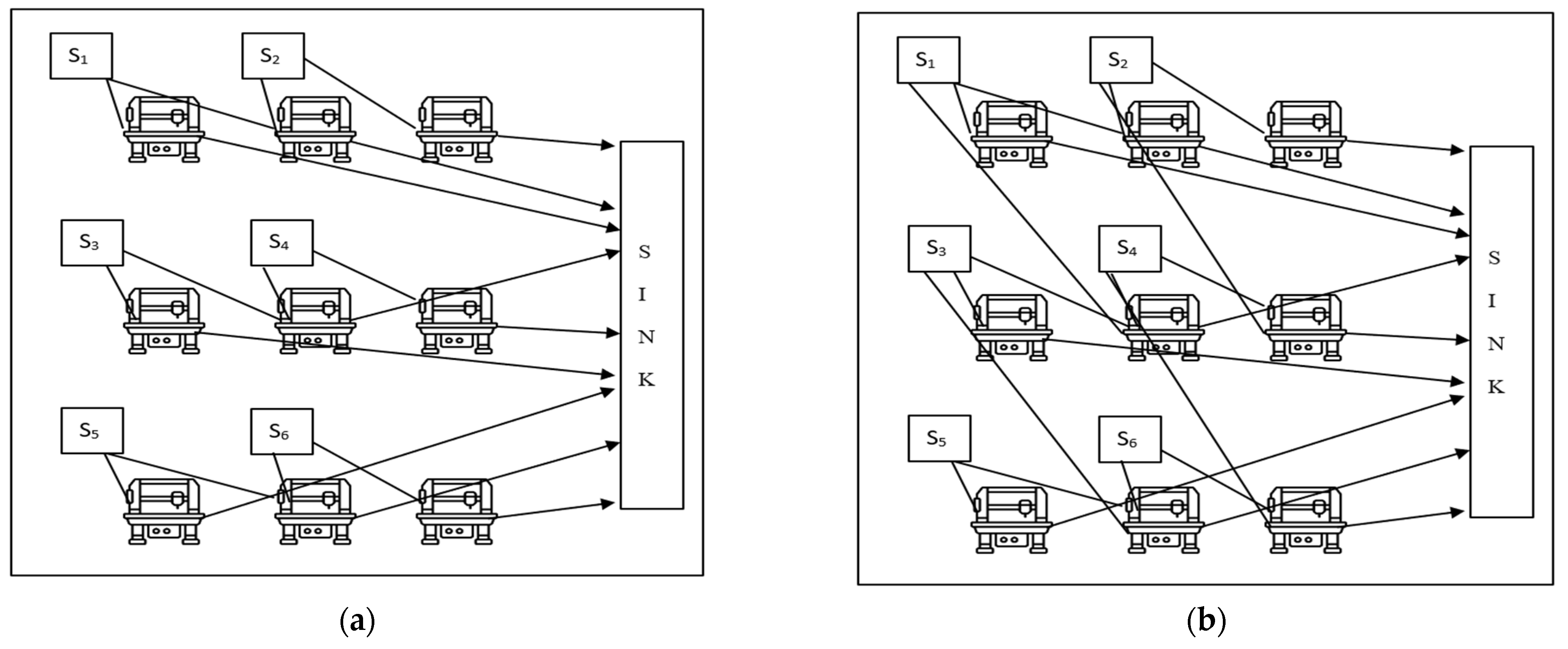
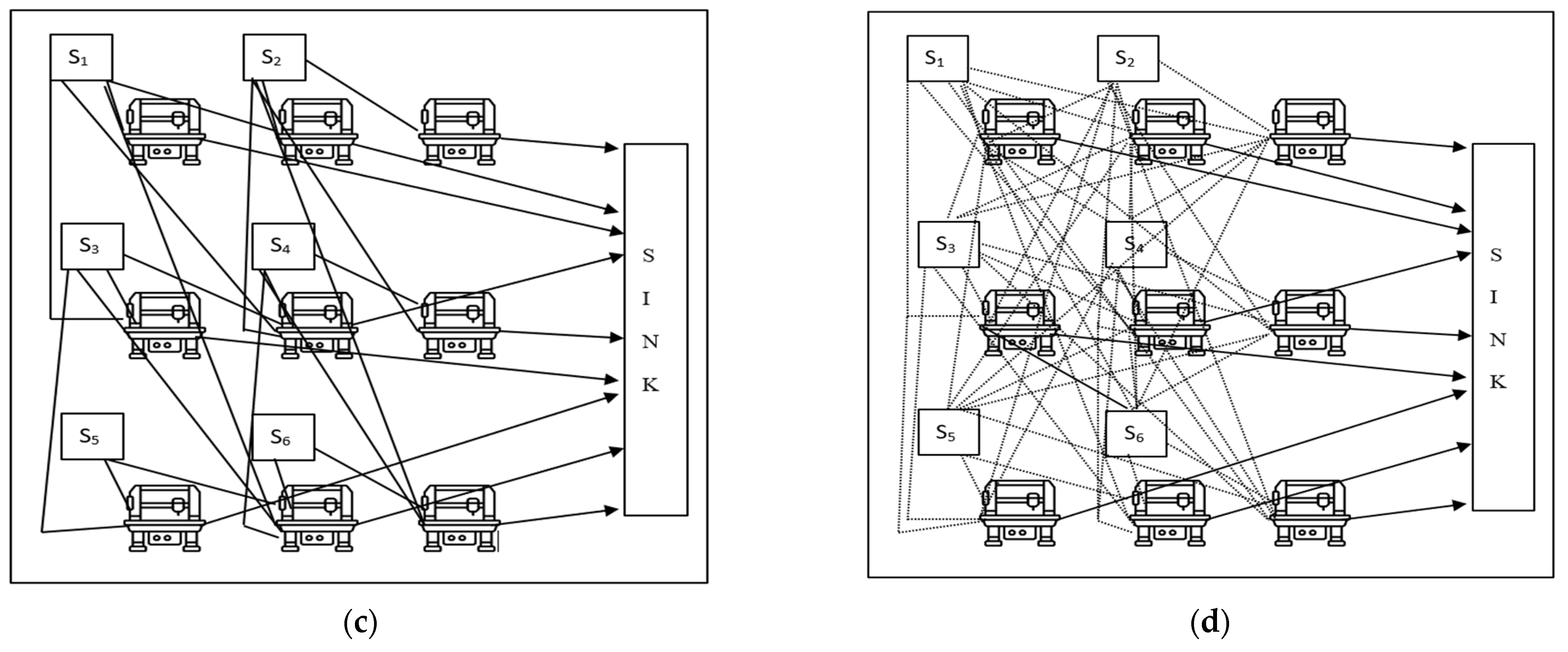
30]. Among all the existing manufacturing system configurations, semi–fully flexible real-time configurations, i.e., one-degree, two-degree, semi-flexible, and fully flexible configurations, are considered in the literature for the simulation analysis [
9]. The above-mentioned configuration provides routing flexibility, so that the system can use two or more machines to perform the same task, and assess the system’s ability to handle many changes, such as a substantial increase in capacity and machine failure [
31].
From the various literature [
32,
33], it has been shown that six performance parameters need to be considered that influence the above-mentioned four configuration performances. These parameters influence a flexible machine system performance, as machine availability can be an important determinant of the delivery speed and delivery dependability, because unexpected machine downtime will not only increase lead time but also disrupt the production plan [
33]. Such disruptions can be detrimental to a Just-in-Time (JIT) manufacturing environment. Alongside that, the average stay time of jobs, Maximum Stay Time of jobs, maintenance costs, and production cost force firms to analyze the performance of their systems systematically and efficiently regarding the availability of machines [
13]. Simulation analysis for these performance parameters helps with visualizing and understanding system behavior for real-time manufacturing systems mentioned by [
34,
35,
36,
37,
38]. A comparison of various features of this present study with other recent studies is shown in
Table 1, below.
A method needs to be used for ranking the performance parameters from most influenced to least, which furthermore can help with increasing manufacturing system performance and product quality. The integrated MCDM method considers all standards and the importance that decision-makers place to determine the most satisfactory solution based on performance evaluation [
35]. Refs [
35,
36] mention that different MCDM techniques have been used to solve problems related to decision-making or ranking among alternatives. An Entropy method was presented by the [
37] and was used in this paper for finding the weight of each criterion. An integrated MCDM methodology based on the TOPSIS method was used in this paper to rank the parameters. Among the various MCDM techniques, the TOPSIS method is best suited for decision-making problems since it has been observed that the TOPSIS method is preferred for considering the quantitative criteria mentioned by [
17].
The main principle of the TOPSIS method is that the selected alternative should be the shortest distance from the positive ideal solution and the largest distance from the negative ideal solution. To determine the attribute weight for the TOPSIS method, the Entropy method is frequently used [
21,
22]. Generally, the Entropy method is used to calculate the weights of each criterion when decision-makers have conflicting views on the value of weights.
3. Methodology
In this paper, the performance process parameters were analyzed using the simulation analysis approach, and then the results were validated using real-time experimental calculation results. Later, an integrated MCDM method was selected to rank the parameters, because MCDM is a well-known technique for solving complex real-life problems of diverse alternatives using several criteria to rank or choose the best or worst alternative.
Different MCDM techniques can be used for solving decision-making problems, but TOPSIS is the best suited, and it has been observed that the TOPSIS method is preferred for considering quantitative criteria. The Entropy method is used in conjunction with the TOPSIS method. The Entropy method is applied to calculate the weight of each criterion and the TOPSIS method is used for evaluating the alternatives (parameters) based on these criteria. Various key parameters that influence flexible machine systems are shown in
Figure 1, below.
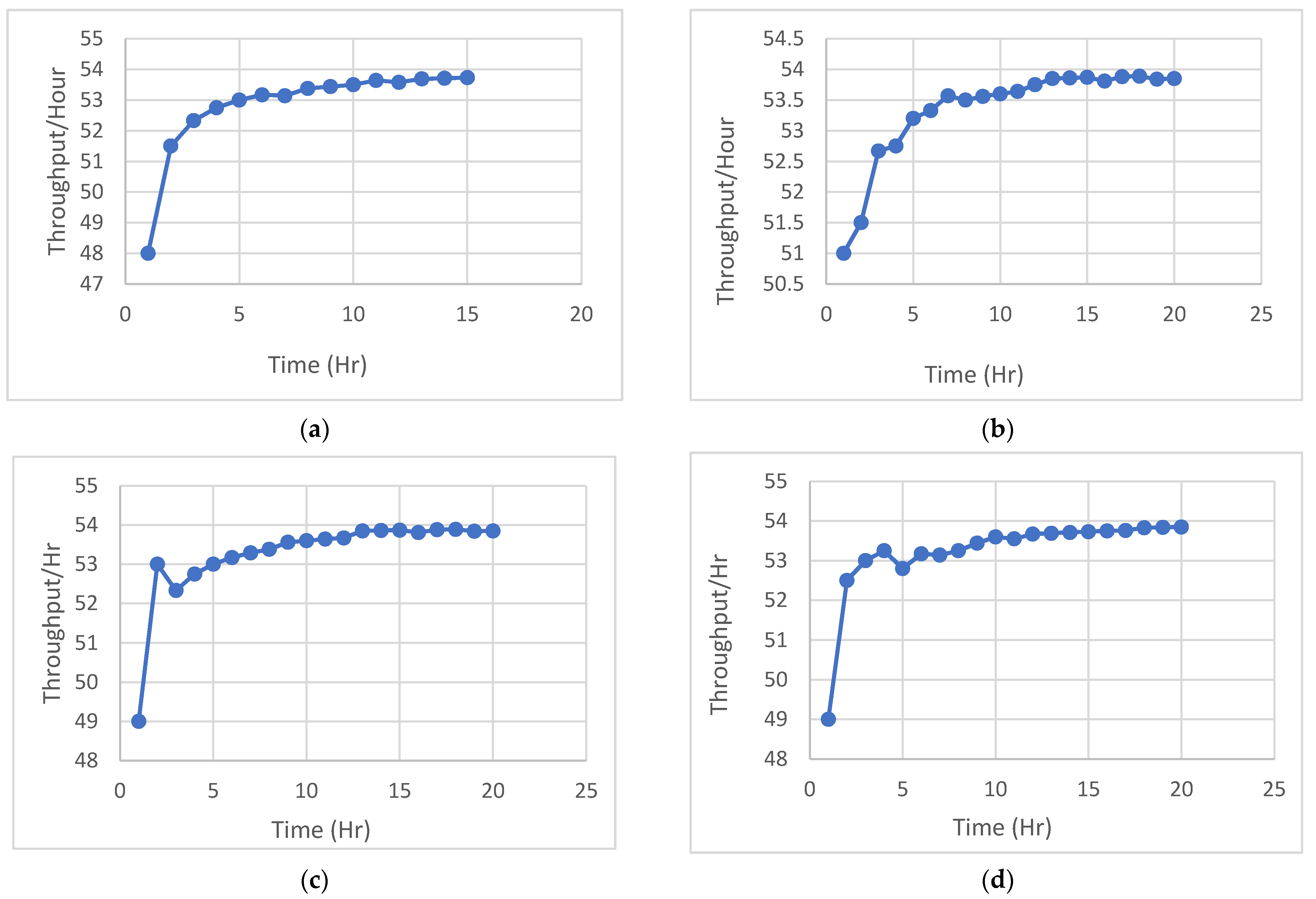
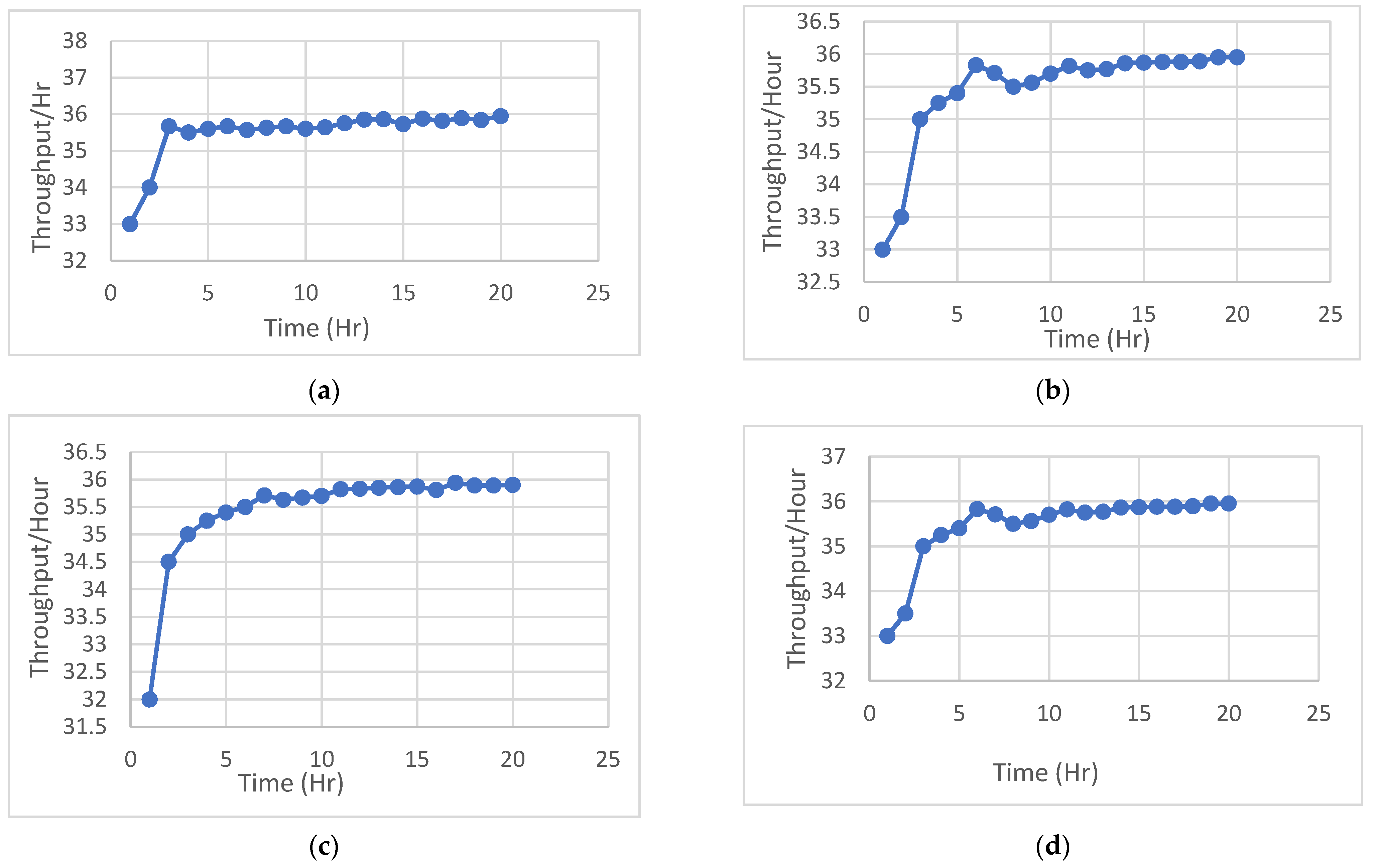
In the experimentation analysis, the number of jobs has been taken as 5000, and the values of each individual parameter have been calculated. After that, the simulation analysis was conducted with the help of simulation software by varying the number of jobs from 100 to 5000. The obtained simulation results are mostly near the experimental values. Finally, the parameters of simulation results were ranked by influence on the flexible machine systems, from most to least.
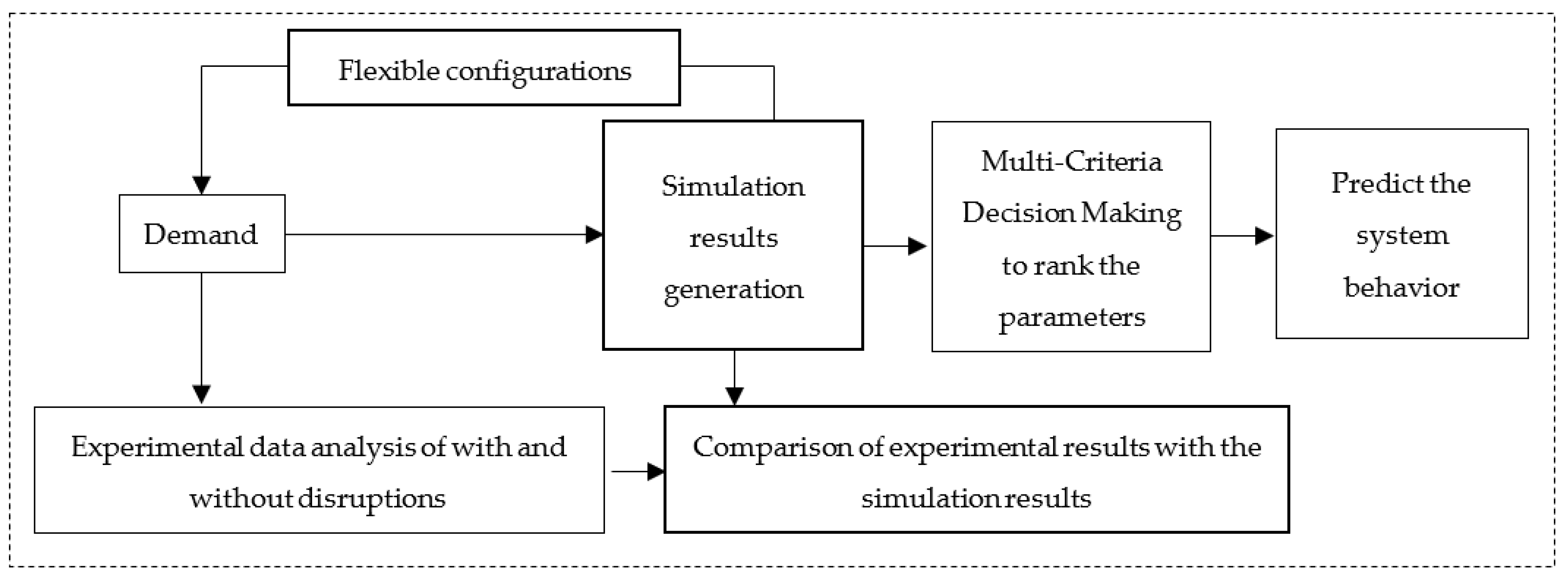
Figure 2 outlines the overview of the integrated MCDM-based simulation approach.
6. Conclusions and Future Directions
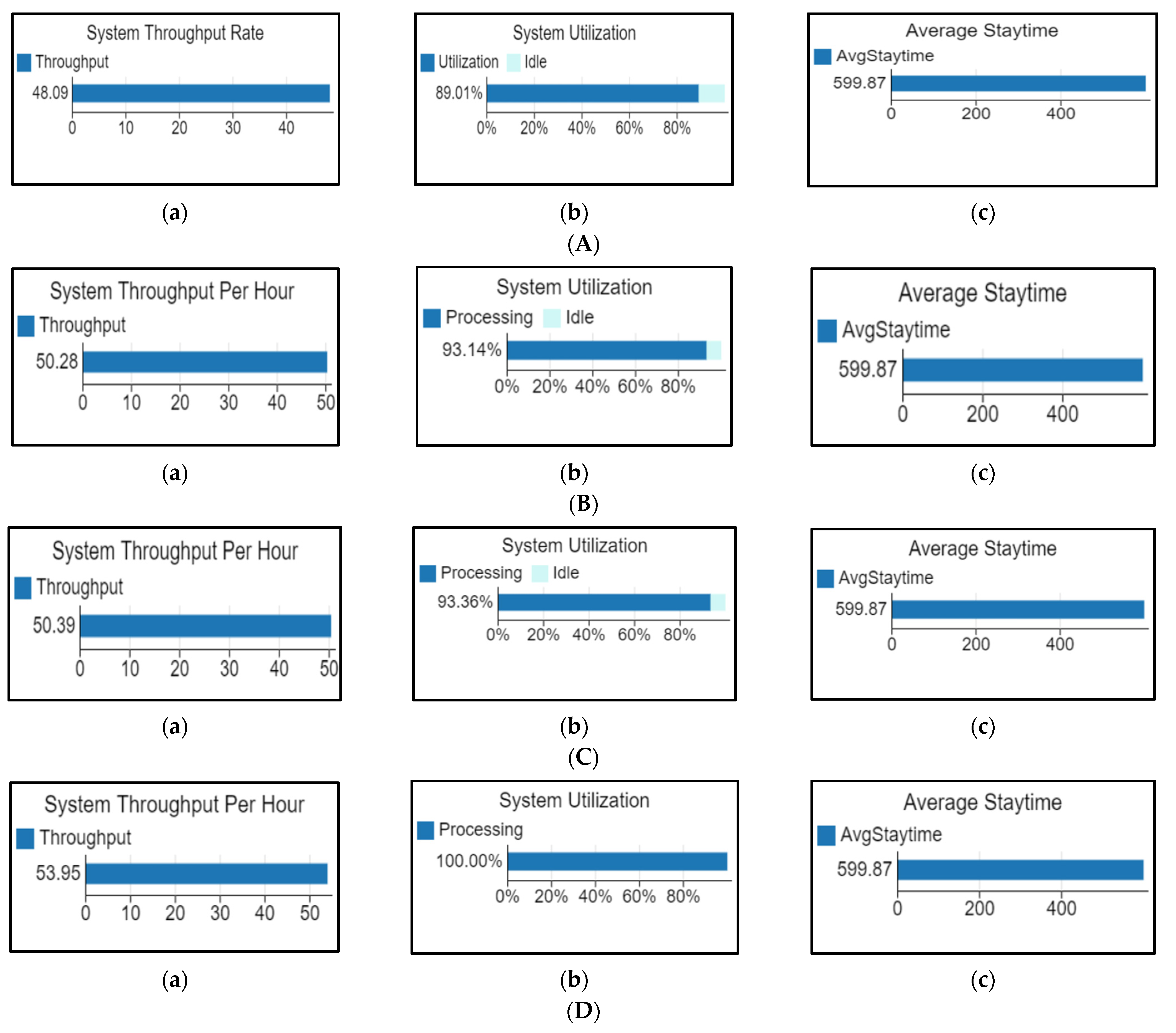
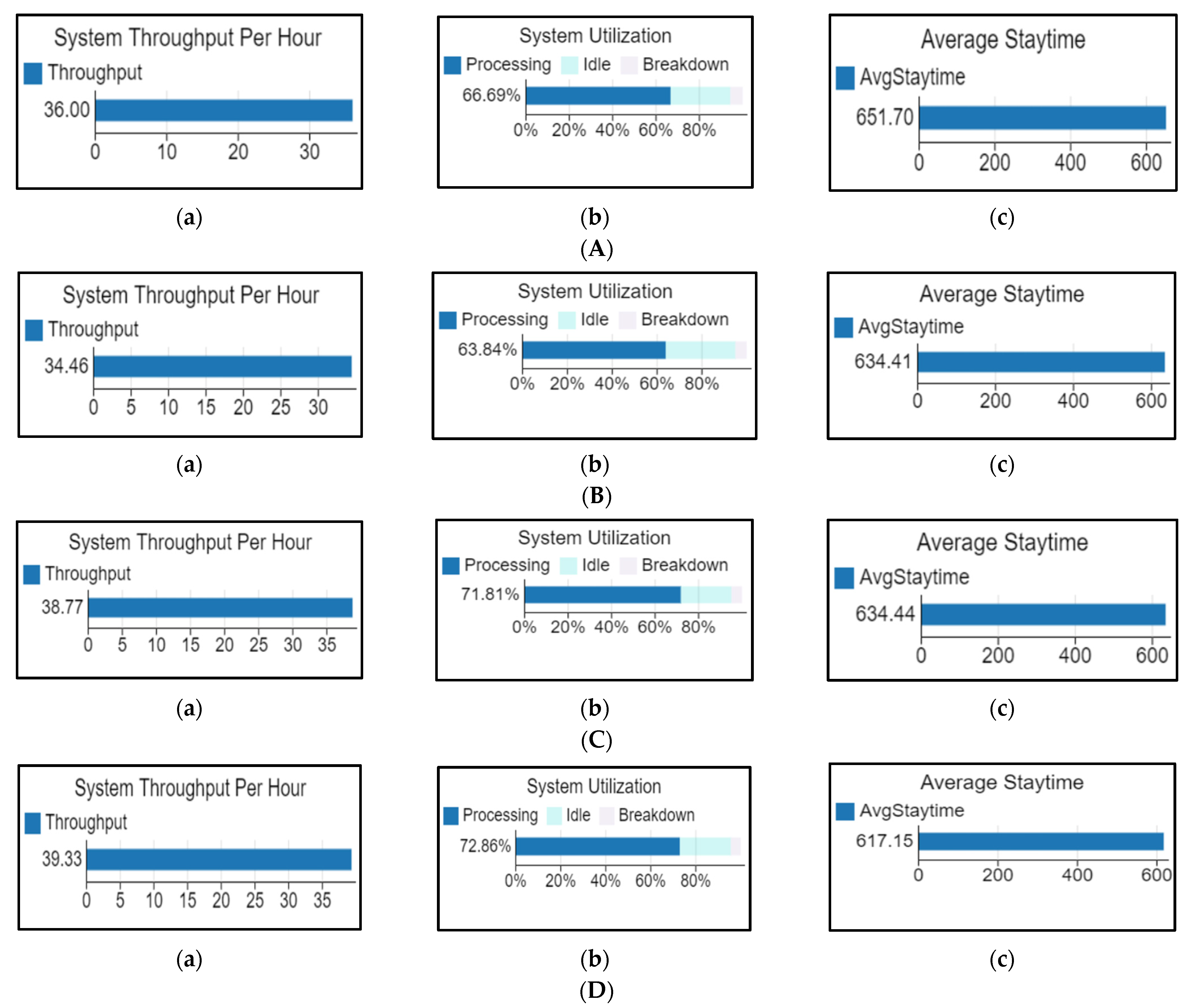
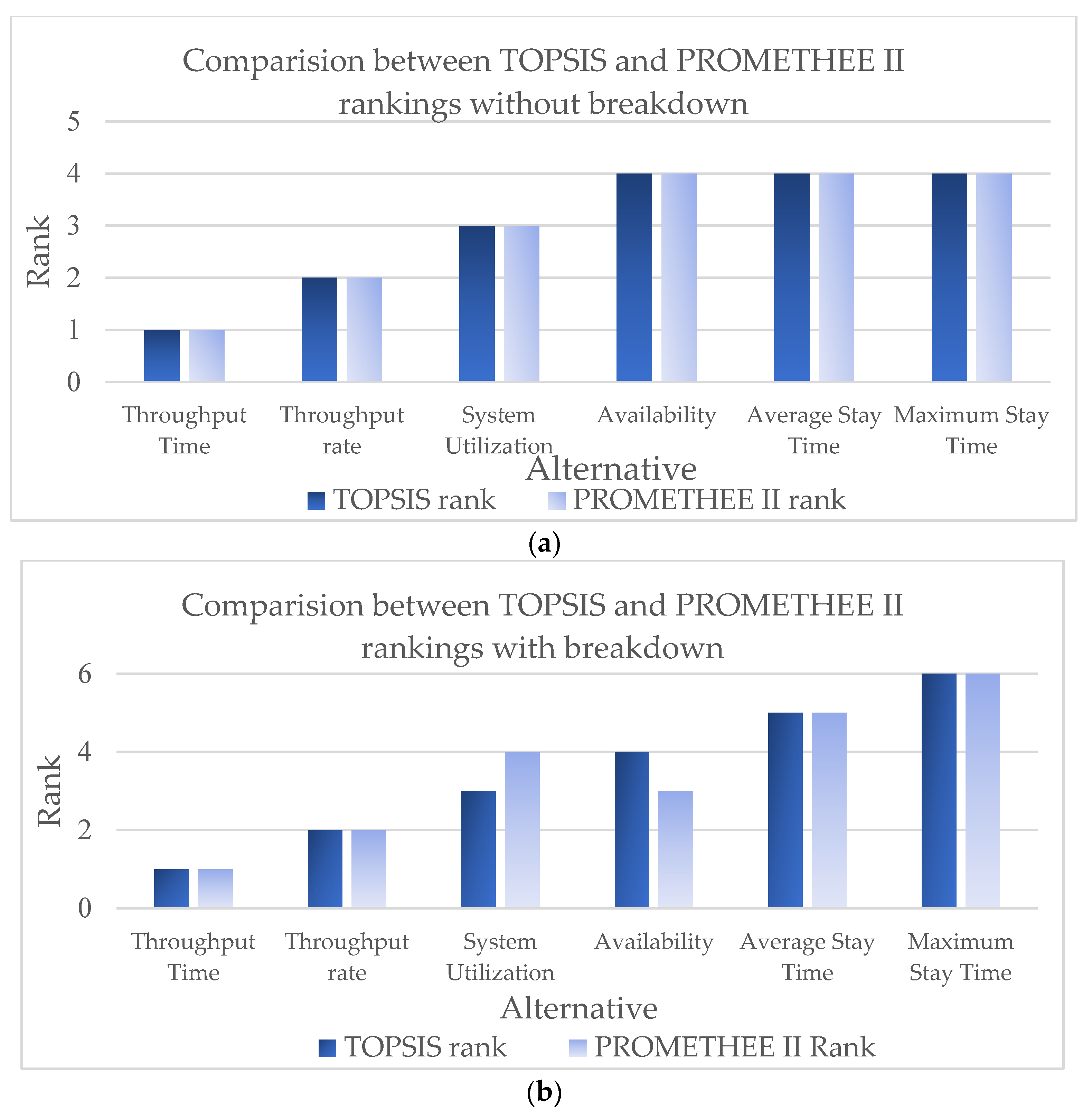
In this paper, the maximum number of jobs has been taken as 5000 in a real-time experiment and values of mentioned six parameters, i.e., throughput rate, Throughput Time, system use, Availability of machines, average stay time, and Maximum Stay Time, have been obtained. To compare these experimental results, simulation analysis was conducted with the help of simulation software by varying the number of jobs from 100 to 5000 by considering the breakdown of machines and no breakdown for various configurations. Later, the Entropy method was used for simulation results to compute the weights of each criterion, and the integrated MCDM-TOPSIS method was employed to rank the parameters from the most affected to the least affected by considering breakdown and no breakdown of machines. From the obtained results, it can been observed that the Throughput Time of 431,921.51 s is the most affected performance parameter and Availability, Average Stay Time, and the Maximum Stay Time of 1599.87 s and 712.62 s, respectively, are the least affected performance parameters without the breakdown of machines. Throughput Time of 521,598.36 s is the most affected performance parameter and Maximum Stay Time of 87,012.33 s is the least affected performance parameter in the case of the breakdown of machines condition for a one-degree flexible configuration. Similarly, in the case of a two-degree flexible configuration, the Throughput Time of 386,801.83 s is the most affected parameter and Availability, Average Stay Time and the Maximum Stay Time of 1599.87 s and 712.62 s, respectively, are the least affected parameters without breakdown, and the same values with breakdown condition. Similarly, in the semi-flexible configuration, the most and least influenced parameters are Throughput Time of 403,983.15 s and Availability of 1, Average Stay Time of 599.87 s, and Maximum Stay Time of 712.62 s, which are the least affected parameters without breakdown. Throughput Time of 503,929.54 s is most affected and 87,010.2 s is least affected in the case of the breakdown condition. Similarly, in the case of fully flexible configuration, the Throughput Time of 369,613.81 s is the most affected and Availability of 1, Average Stay Time of 599.87 s, and Maximum Stay Time of 712.62 s are the least affected parameters without breakdown, and the Throughput Time of 508,033.76 s as most affected and 87,037.7 s as least affected in the case of the breakdown condition. In the future, the proposed methodology can help firm management to take verdicts refining the performance parameters of various proposed flexible systems and understand the manufacturing system behavior and its influencing parameters in normal and various uncertain conditions.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}