
Combustion Synthesis of MAX Phases: Microstructure and Properties Inherited from the Processing Pathway
1
A.B. Nalbandyan Institute of Chemical Physics NAS RA, P. Sevak 5/2, Yerevan 0014, Armenia
2
Department of Mechanical and Industrial Engineering, Tallinn University of Technology, Ehitajate tee 5, 19086 Tallinn, Estonia
Crystals 2023, 13(7), 1143; https://doi.org/10.3390/cryst13071143
Submission received: 30 June 2023
/
Revised: 17 July 2023
/
Accepted: 18 July 2023
/
Published: 22 July 2023
Abstract
:The MAX phases exhibit outstanding combination of strength and ductility which are unique features of both metals and ceramics. The preparation of pure MAX phases has been challenging due to the thermodynamic auspiciousness of intermetallic formation in the ternary systems. This review demonstrates the power of the self-propagating, high-temperature synthesis method, delivers the main findings of the combustion synthesis optimization of the MAX phases, and reveals the influence of the combustion wave on the microstructure features thereof. The possibility of using elements and binary compounds as precursors, oxidizers, and diluents to control the exothermicity was comparatively analyzed from the point of view of the final composition and microstructure in the following systems: Ti-Al-C, Ti-V-Al-C, Cr-V-Al-C, Ti-Cr-Al-C, Ti-Nb-Al-C, Ti-Al-Si-C, Ti-Al-Sn-C, Ti-Al-N, Ti-Al-C-N, Ti-Al-B, Ti-Si-B, Ti-Si-C, Nb-Al-C, Cr-Al-C, Cr-Mn-Al-C, V-Al-C, Cr-V-Al-C, Ta-Al-C, Zr-S-C, Cr-Ga-C, Zr-Al-C, and Mo-Al-C, respectively. The influence of sample preparation (including the processes of preheating, mechanical activation, and microwave heating, sample geometry, porosity, and cold pressing) accompanied with the heating and cooling rates and the ambient gas pressure on the combustion parameters was deduced. The combustion preparation of the MAX phases was then summarized in chronological order. Further improvements of the synthesis conditions, along with recommendations for the products quality and microstructure control were given. The comparison of the mechanical properties of the MAX phases prepared by different approaches was illustrated wherever relevant.
1. Introduction
Research on MAX phases have only gained a significant level of attention recently following on from 40 years of their discovery by Nowotny and coworkers [1], as in the 1990s researchers reported on the unique mechanical properties combined with their high resistance to oxidation and the aggressive environments of the Ti3SiC2 soft ceramic synthesized using the self-propagating high temperature synthesis [2] and reactive hot-pressing methods [3]. MAX phases are defined as curious class of layered hexagonal materials with general formula of Mn+1AXn, where n = 1–3, M represents an early transition metal (specifically, a metal from groups 3–7), A is an A-group element (specifically a subset of elements from 13–16), and X is carbon and/or nitrogen. Since then, phases with multiple M and A site elements, as well as with higher “n” values have also been uncovered within the MAX family, such as 523 phases, 615 phases, or 725 phases, respectively, in addition to MAB borides (where the potential X-element is boron, as predicted from DFT calculations) [4]. More than 5000 papers have been published in the past biennium (in the period of 2022–2023, whereby a Google Scholar search was performed on 28 June 2023 with the keyword “MAX phase” in the title), offering new compositions with a tuned structure and unusual properties of MAX derivatives (MXene) for electrocatalytic applications; however, the complexity of regulation phase composition and their diverse microstructure compels researchers to survey new pathways for their fabrication [5]. Commercially available MAX phases have already been deemed as expensive due to their expensive precursor powders, low demand, and technological hurdles. For example, Sandwik Heating Technology in Sweden currently sell Ti2AlC and Ti3SiC2 powders and bulks at prices of 500 EUR/kg targeted for high-temperature applications [6]. When comparing the synthesis methods of metals, ceramics, and composites, self-propagating high-temperature synthesis (SHS) or combustion synthesis (CS) takes advantage over most of them due to energy efficiency, affordable precursors, self-sustaining exothermic reaction of wide control, productivity and self-purification behavior, and the simplicity of the equipment used [7,8]. SHS provides a vast variety of product shapes and dimensions, from films to porous structures, powders, or high density bulks. In addition, easy scale-up is characteristic to combustion synthesis [9]. The development of these novel SHS pathways from the currently available oxide precursors will lead to a significant reduction in the price required for the industrial preparation of these MAX phases.
The aim and motivation of this review was to confer the regulation of the combustion wave and optimization strategies of pure MAX phase preparation using the currently available or more affordable precursors. In addition, the salient features of SHS-produced MAX phases from different precursors, and further benefits or perspectives of combining these MAX phases with metals, ceramics, or their further extension to high-entropy MAX phases were also delivered.
2. Precursors, Preparation of Green Bodies, Combustion Parameters, and Phase Composition
2.1. SHS from Elements
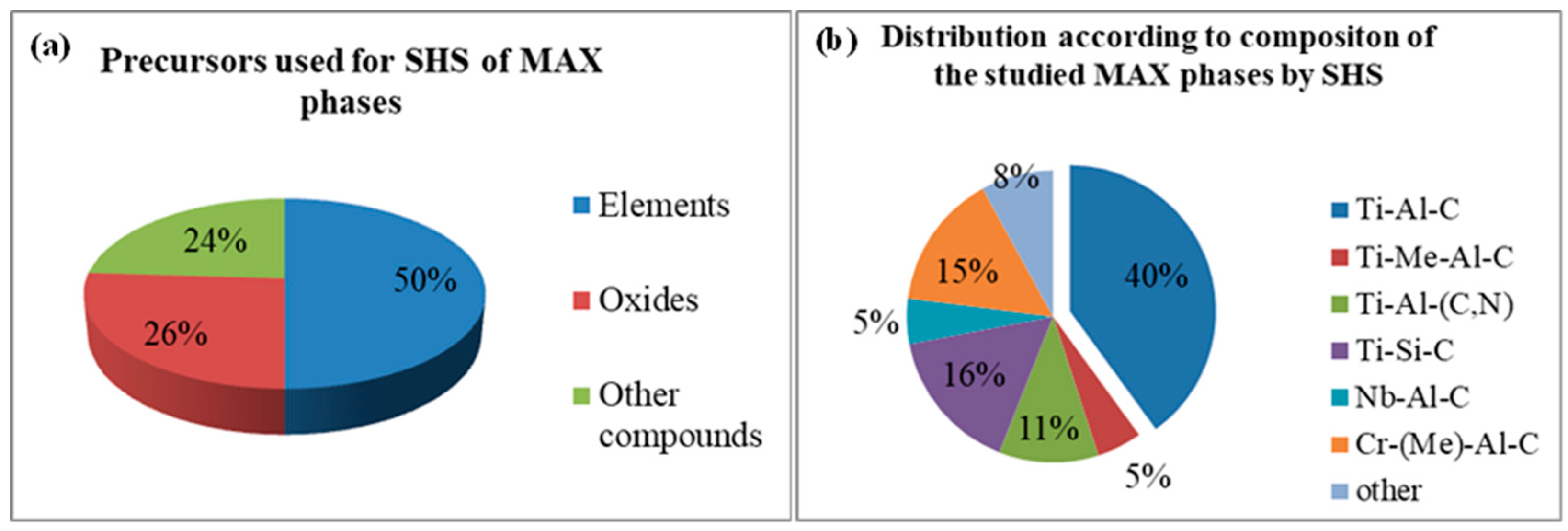
The main strategies include the usage of elements as precursors; some works suggest the utilization of oxides and binary compounds containing components of the MAX phase (Figure 1a, Supplementary Table S1). When the combustion temperature is lower than the melting points of the products formed, phase separation does not occur, and alumina-reinforced MAX composites are formed as a result. The Ti-Al-C ternary system was among the most studied ones, containing three phases (as shown in Figure 1b). Ti3AlC and Ti2AlC melt incongruently at 1580 and 1625 °C, respectively, producing the liquid-phase, TiC and either Ti2AlC or Al4C3. Typically, Ti3AlC2 melts at 1360 °C. More than half of the published works dealt with the synthesis and characterization of the Ti-Al-C ternary system; however, a comparative overview of the results will shed light on the controversial facts regarding these systems.
The possibility of a self-sustained reaction was repeatedly confirmed using thermodynamic calculations [10]. Enthalpy vs. temperature calculations were presented for the following reaction scheme: 2Ti + (1 + y)Al + C → Ti2AlC + yAl, and Tad ≥ 1800 K and -∆H298K/Cp298K ≥ 2000 K, which was found to be relevant for the preparation of the Ti2AlC MAX phase under the SHS mode. If excess Al is added it serves as a diluent and decreases Tad; meanwhile, preheating the reactants may allow the elevation of the combustion temperature, offering more flexibility in regulating the exothermicity of the SHS process.
The wet or dry mixing of elements, ball milling or mechanical activation, preheating, and magnetic induction are sometimes accompanied by microwave assistance (MW) or laser induction, and cold pressing to a relative density of up to 60% followed by SHS in a vacuum or Ar atmosphere leads to the mixture of Ti3AlC2, Ti2AlC, and TiC with different wt.% contents depending on the ratio of the elements present in the initial mixture, particle size, apparent density, mechanical activation (MA) duration, etc. In particular, Hendaoui et al. [11] reported the formation of Ti2AlC with up to 2 wt.% TiC at Tc = 2000 K from the stoichiometric mixture, while Tc = 2194 °C was registered by the authors of [12] with the formation of Ti2AlC and Ti3AlC2, with the only difference in carbon particle size (<50 µm vs. 1 µm) and initial mixture preparation conditions (Supplementary Table S1). The simultaneous existence of Ti3AlC2 and Ti2AlC from the 2:1:1 stoichiometric mixture of elements could be explained by a possible Ti2AlC+TiC interaction at 1420 °C [13,14]. The value of isostatic pressure (80 MPa vs. 20 MPa) deserves special attention, since samples that are too dense have too high thermal diffusivity and are poorly ignited; moreover, a higher pressure/loading force prevents the retrieval of the unbroken samples. A 1–5 min MA decreases Tc from 2000 to 1700 °C in the 3։1։2 elementary mixture, respectively, leading to the formation of Ti3AlC2 (45%), TiC (34%), and Ti2AlC (13%) at 5 min of MA. The optimal duration of MA in terms of the maximum heat release was determined as 3 min. It was shown that MA increases the TiC content, while the usage of TiH2 increases the content of the Ti3AlC2 MAX phase after SHS [15,16]. Mechanochemical synthesis of the Ti3AlC2 MAX phases, which was initiated following an 8.33 h milling time of the elements under the stoichiometric ratio, led to the formation of the Ti2AlC2 and Ti3AlC2/TiC samples [16,17]. The authors of these studies found the cooling rate to be beneficial for SHS control, and Al excess to be particularly useful for pure MAX phase formation, respectively. CO2 laser-induced SHS of the Ti-Al-C system resulted in Ti2AlC (83 wt.%) and TiC; moreover, Sn additives improved the yield of Ti2AlC. In the 2Ti/Al/C/0.3Sn mixture, the amount of Ti2AlC in the sample reached to approximately 95% [18]. The influence of silicon addition and aluminum infiltration was demonstrated during the SHS of Ti3AlC2 MAX phase preparation from the loose powder mixture of the elements. Al infiltration reduces MAX content, while Si addition increases it. As a result, Ti3AlC2, TiC, Al, TiAl3, and TiAl are formed (Uc = 6 mm/s) [19]. Ti3AlC2 with TiC > 34% has been produced in the air previously from the cold-pressed elementary mixture. The authors reported an excess of aluminum, using soot instead of graphite, coarse-grained titanium, and higher volume of the sample is beneficial for the purity of the MAX phases, as TiC was formed at the first stage, which then dissolved in Ti-Al at 1400–1500 °C for 4–5 s [20]. The change in the initial porosity of the pellet had negligible impact on the composition, while preheating the initial reaction mixture hampered the formation of the MAX phases in the Ti–Al–C mixture, where Ti2AlC and Ti3AlC2 tend to form along with the TiC and TiAl byproducts [21]. During the process of thermal explosion at 670 °C, the Ti2AlC amount was up to 90% and some amount of TiC1−x was formed. Here, the authors also claimed that the formation pathway of Ti2AlC during the cooling stage from the high temperature (>2000 °C) arose due to the peritectic interactions between the already formed liquid Ti-Al (after Al melting) and the solid TiC1−x [22]. The influence of the initial mixture composition (ratio of elements) and the TiC amount on the SHS production of Ti3AlC2 and Ti2AlC was subsequently deduced [23,24]. At Tc = 1800 °C, the formation of Ti3AlC2 during the cooling stage was observed (along with Ti2AlC and TiC). It was shown that TiC with an Al-coated core-shell composite will be beneficial for reactive sintering and the SHS of the MAX phases [23]. Ti2AlC1−x and Ti3AlC2 were also prepared by the authors of [25] from the Ti:Al:C = 3:1.5:1 and 2:1:0.7 mixtures. The maximum temperature for the formation of Ti2AlC1−x was about 1625 ± 10 °C, which was driven by the heat released from the Ti + C = TiC reaction.
The Ti3SiC2-Ni composite was prepared from the elements with the Ti:Si:C = 3:1.25:2 ratio via infiltration through the nickel or Ni–Si alloy skeleton. The more homogeneous composite material is formed by alloying 20 wt.% Ni using the Ni–Si alloy. An increase in the Ni content initially increases the content of the byproducts (TiC, TiSi2), and then (>50%) leads to the complete disappearance of the MAX phase due to an insufficient combustion temperature [26].
The MW-assisted combustion synthesis of the elements under a magnetron power of 200–400 W generates Ti2AlC grains of rather high purity (still including the TiC crystals). The ignition temperature was reached and the synthesis then started at ~670 °C when the melting point of Al was attained, with Tc = 1600 °C. Compact deformation includes axial elongation and radial contraction [27]. SHS-combined grinding was used to obtain Ti3AlC2 from the Ti:Al:C = 3:2:1.5 mixture at Tc = 1700 °C, forming the TixAly intermetallic compounds and titanium carbide (TiC) as byproducts [28]. To demonstrate the role of the combustion mode, self-sustaining interaction and thermal explosion were comparatively assessed in the Ti-Al-C system (with a 3:1:2 ratio of the elements), with Tc = 1673 °C under the SHS mode and Tmax = 1528 °C under the explosion mode, respectively. The thermal explosion mode allowed for the production of a purer MAX Ti3AlC2 phase (85%) compared to that produced under the wave propagation mode (60%) [29].
Under the SHS compaction of Ti, Al, and the soot mixture (64.2 Ti, 27.1 Al, and 8.7 C wt.%, respectively), a gradient structure was formed (Tc = 1350–1500 °C) comprising two stoichiometric MAX phases: 60 wt.% Ti3AlC2 and 10 wt.% Ti2AlC, as well as rounded TiC grains of 20 wt.% and 10 wt.% of the Ti5Al11 and TiAl3 intermetallic phases of titanium aluminide, respectively [30]. Another strategy that has been put forward is the implementation of SHS in the magnetic field. A Tc = 1500–1600 °C has been registered during the Al-Ti-C porous structure formation from the elementary mixture [31].
It was revealed that despite the stoichiometry of the initial mixture, the heat losses and duration of the mixture spending at a given temperature, the sample diameter, and the amount of powder bed, in other words: fast heating, long dwelling at the given temperature, and fast cooling hold the key to the efficient synthesis of the pure MAX phases. Moreover, for the self-sustained interaction a co-milling of the reactants is required to promote the kinetics of the reaction [11].
Furthermore replacing the M, A, or X atoms have gone beyond the state-of-the-art providing boundless platforms of exploration. The preparation of boron containing the MAX phase by replacing half of the carbon atoms by boron in Ti3AlC2 allowed for the production of a partially modified boron-containing MAX phase, where the interplanar distances of the crystal lattice in the Ti3AlC2 phases (shifting to lower angles) increase as more carbon atoms are replaced by boron in the charge; TiB, TiB2, and Al3Ti become the main phases in the product obtained [32]. M-site solid solutions of (Ti1−xNbx)2AlC (with a trivial amount of TiC) have been prepared using Ti, Nb, Al, and carbon (x = 0.2–0.8) under conditions of mild combustion. The combustion velocity and temperature tended to decrease from 7.6 to 3.6 mm/s and from 1200 to 1057 °C, accompanied with an increasing x from 0.2–0.8, respectively [33], indicating a possible compositional change. However, the authors of this study did not comment on the phase composition dependence on the x value. SHS in the Ti-Si-B system typically lead to the formation of the TiB, TiB2, and Ti5Si3 phases, while TiB, TiB2, and AlTi3 are formed from the Ti-Al-B system, respectively. The binary borides Ti3SiB2, Ti3AlB2, and Ti2AlB, but not MAX phases, were also observed [34].
Ti3SiC2, with some TiC, was produced by Pampuch through preheating the elements. The crucible was initially heated to 800 °C, and then was rapidly increased at a rate of 500 K/min to 1050–1200 °C [2]. This work pioneered the research of the next decades. The ignition of a loosely compacted 3Ti + Si + 2C powder mixture resulted in the stable propagation of the combustion wave with Tc = 1800 °C. This process led to the formation of the Ti5Si3 and Ti-rich TiC1−x phases. The formation of Ti3SiC2 took place during the cooling stage by the process of crystallization from the liquid concurrent with the precipitation of the stoichiometric TiC, which is similar to that observed in the other MAX phases [35]. Field-activated, pressure-assisted combustion in the Ti, Si, and graphite mixture of 3:1:2 ratio propagates with the velocity of 18.8 mm/s, and the measured maximum temperature was determined as 2260 °C (with an adiabatic combustion temperature of 2735 °C). The >98% conversion was attained for the samples held at 1525 °C for 2 h. When the holding time is zero, only TiC may be observed [36]. The single-stage preparation of the Ti3SiC2–Cu composite from the 3Ti + 1.25Si + 2C mixture and copper infiltration process was found to be possible in only realizing in the presence of silicon in the copper melt, as the high amount of heat consumes on Cu briquette melting, and thereby does not ensure the required fluidity and wetting [37]. Hence, the influence of silicon excess would be of interest when synthesizing Ti3SiC2-based materials. For small batches, a 3Ti + 1.8Si + 2C mixture was found to be optimal as the Ti3SiC2 content in the combustion product, attaining a value of 58.4 wt.%, while a higher Si content increases the intermetallic amount. A large-scale SHS reaction leads to the formation of Ti3SiC2 (88.2 wt.%) in the case of the stoichiometric reaction [38]. Ti3SiC2, with a (12–18) vol% TiC and traces of TiSi and TiSi2, was produced from the elements under a 2100 °C combustion temperature, but only after annealing at 1673 K was a single phase was formed [39]. Nb2AlC was also successfully produced by the same authors [39] from the elements along with the NbC and Nb4AlC3 byproducts. Of note, the formation of Cr2AlC from their constituents via the combustion synthesis process is not deemed to be feasible due to the insufficient exothermicity of the interaction between Cr, Al, and C. Hence, a Ti:Cr:Al:C = (2 − m):m:1:1 mixture was used to promote the self-propagation reaction, and at m = 0.5, Ti3AlC2, TiCx(x < 1), Cr2AlC, and Al8Cr5 were formed [12]. The influence of Al on the Ta2AlC SHS process and phase formation was investigated. Excess Al decreases the Uc from 6.5 mm/s (stoichiometric) to 3 mm/s (1.6 mol Al), and the Tc from 1250 to 1050 °C, respectively, but contributed to single-phase Ta2AlC formation from the mixture of Ta:Al:C = 2:1.6:1 (Al excess by 60%) [40]. The Zr2SC MAX phase with some ZrC content was produced via SHS from the elementary mixture. Furthermore, it was previously thought that Mo-added Zr2SC may become the promising material, especially in terms of their solid lubricity. Higher amount of molybdenum prevents the MAX phase formation process in the Zr–S–C system [41]. The MAX phase formation process was investigated in the Zr:Al:C = 2:1:1 system. Even though the maximum combustion temperature was attained 1730 °C, no ternary compounds were detected in the final product [42].
2.2. SHS from Elements and Compounds
As previously implied, there are procedures which not only use elemental powders, but also use compounds or their mixtures (Supplementary Table S1). The influence of Al4C3, titanium aluminides, and titanium hydride was deduced by the authors in [15,43]. A TiAl and C mixture was combusted in 1 atm Ar after 6 h milling. Ti3AlC2 and TiC were produced at Tc = 1396 °C and Uc = 5.9 mm/s, respectively, which is lower by 200 °C compared to when using elements alone [44]. Of note, a single-phase Ti2AlC product is more difficult to produce compared to the other ternary phases of the Ti-Al-C system.
The elemental powder compacts of the Ti:Al:C = 3:1:2 ratio and 1.85 to 5.56 mol% Al4C3-containing samples were cold pressed after dry mixing and ball milling and were then combusted under an Ar atmosphere. The formation of Ti3AlC2, Ti2AlC, and TiC was observed with the Tc = 1300–1400 °C. It was shown that with an increase in the content of Al4C3 accompanied with an increasing apparent density, the combustion temperature and the front propagation rate tended to be reduced; the yield of Ti3AlC2 formation was improved [43]. Similar research was performed for the 211 system, which was designed to be aimed for the disclosure of the TiC (6.67–14.3 mol%) and Al4C3 (1.96–10 mol%) impacts. The TiC-diluted mixture was found to better than the Al4C3-containing mixture in terms of the product purity, i.e., maximum amount of Ti2AlC (>90 wt.%) was produced under mild combustion conditions (Tc = 1200 °C, Uc = 14.3 mm/s) [45]. Al4C3 is hydroscopic; however, it has a lower vapor pressure than Al. Otherwise, high heating rates are required in order to avoid aluminum melt and become the route of Ti transfer. The fabrication of the Ti3(Al1−x,Snx)C2 solid solutions via the SHS method from their constituent elemental powder compacts with Al4C3 and TiC additions (x = 0–0.8 mol) occur at combustion temperatures of 1590–1700 °C, with flame propagation speeds of 14.2–18.8 mm/s for the Al4C3-added samples, and Tc = 1220–1280 °C and Uc = 7.1–9.6 mm/s for the TiC-adopted samples, respectively. Due to the TiC dilution effect, the extent of Sn substitution for Al to form Ti3(Al,Sn)C2 is narrower for the TiC-adopted sample (y = 0.6), but wider for the Al4C3 sample (x = 0.8). At higher x and y values, phase evolution is unable to be completed due to either the reaction time being too short, or due to the combustion temperature being too low [46].
SHS produced Ti-Al intermetallics serve as affordable precursors for the Ti-Al-C MAX preparation process (of both the 211 and 312 structures) for further densification by hot pressing. In the case of the 211 ratio, the dominating phase comprised Ti2AlC (95.4 wt.%) with some TiAl2 phase (4.6 wt.%), while the 312 composition led to a 73.8 wt.% of Ti3AlC2, 11.3 wt.% of Ti2AlC, and 14.8 wt.% of TiC, respectively [47]. The use of the TiAl compound significantly reduces the Tc, resulting in the formation of the ternary Ti3AlC2, Ti3AlC, and Ti2AlC phases [48]. Moreover, it was shown that Ti3Al usage is more beneficial than TiAl for the Ti3AlC2 preparation (the quantity of the MAX phase was doubled in the product) [49].
Materials produced from the Ti-Al-C-N system possess specific heterodesmic structures and exhibit pseudo-plastic properties. In contrast to the carbon-containing MAX phases, a loose powder bed is required for the nitrogen-containing MAX preparation process to promote N2 penetration into the sample during the combustion wave propagation. Ti2AlN formation under a low nitrogen pressure from the Ti3Al and aluminum mixture was prepared [49] and was found to be suitable for the engineering applications. The quaternary Ti2AlC0.5N0.5 system, along with some TiC, TiN, Ti3Al, and AlN, was prepared from the Ti–Al4C3–Al–AlN mixture under a nitrogen atmosphere. It was shown that titanium carbonitride Ti(C,N) dominated in the products synthesized from the Ti–Al4C3–AlN mixtures under PN2 = 1.48 and 1.82 MPa pressure. Moreover, while the combustion parameters and TiC amount increase under higher pressures, they decrease with the addition of AlN instead of Al [50]. The high-purity Ti2AlN ceramic, with up to 4 wt.% of TiN, was rapidly synthesized via the thermal explosion process in a >650 °C preheated furnace for 2 min. Moderately excess levels of Ti and/or Al (Ti:Al:TiN = 1.1:1.1:1, 1:1.05:1), smaller particle sizes of TiN, and 2–8 mm heights of the compacts used were found to be beneficial for obtaining high-purity Ti2AlN. The latter was precipitated during the cooling stage of the TiN-dissolved TiAl melt. Higher excess levels of Ti and Al lead to a high Tad and the decomposition of the MAX phase [51,52]. The charge of the Ti3Al, Al (+50% Al excess) mixture ignited for 60 s at 1.5–5 atm N2 pressure contained over a 40 wt.% of the MAX phase [53]. No influence of the pressure of nitrogen was observed in the studied interval. In the work published by the authors of [54], two mole of Ti, one mole of Al, and a 37 wt.% TiAl mixture were used as raw materials under different N2 pressures to obtain Ti2AlN via the SHS method. TiN and AlTi3 were present as impurities; the latter disappeared at P = 8 MPa N2. Ti2AlN, TiN, and Ti-Al intermetallic formation was observed in the AlN- and TiN-diluted mixtures of Al and Ti. TiN dilution promoted Ti2AlN formation under low pressure, and AlN under high N2 pressure, respectively [55]. The hydride cycle (HC) approach of the synthesis of the transition metal hydrides was utilized to obtain Ti2AlNx via a two-stage strategy. The first step includes the synthesis of the Ti-N solid solution (TiN0.18) and titanium hydridonitride with the formula TiN0.18H1.34. Following this, the synthesis of the Ti2AlNx MAX phase using the HC technique can be fulfilled according to the reaction: 2TiN0.18H1.34 + Al → Ti2AlN0.25 + H2. It is also possible to prepare the Ti2Al intermetallic via the HC method according to the reaction: 2TiH2 + Al → Ti2Al + H2↑, and then implement the SHS method according to the following reaction: Ti2Al + N2 → Ti2AlN0.63 [56]. The (TiB–30 wt.% Ti) mixture modified by up to 5 wt.% AlN dopants obtained by SHS extrusion was found to be very sensitive to the AlN content in terms of the combustion temperature and phase composition. When the content of AlN is 3 wt.% in the initial charge, it reacts with the titanium matrix during the combustion process with the formation of the Ti2AlN and Ti4AlN3 MAX phases. AlN, at a 5 wt.%, decomposes during combustion accompanied with the release of titanium nitrides and pure aluminum, as well as the TiB, TiB2, and Ti2AlN phases [57]. Ceramic nanolaminates of Ti3SiC2, Ti3AlC2, and Ti2AlN were produced using TiAl and Ti3Al under a nitrogen atmosphere. Ti3Al usage lead to the formation of higher amount of Ti3AlC2 than using TiAl. Ti2AlN formation was accompanied by small amount of TiN, Ti3AlN, and Ti3Al [58].
In certain cases, it is required to limit some levels of intermediate formation. Hence, high heating rates are required, and/or compounds may have to be used instead of elements. In order to utilize the 3Ti + SiC + C reactants for Ti3SiC2 preparation preheating was implemented (Tig = 870 °C). The final product obtained was of a lower phase purity than that reported by Pampuch et al. (which contained 78%Ti3SiC2, 17%TiCx, and 5%Ti5Si3Cx, respectively) [2], but the significant reduction observed in the heating rate from 500 °C/min to 30 °C/min, respectively, is a significant advantage [59]. In order to achieve further optimization, the reaction pathway and its kinetics should be thoroughly examined [60]. The MW-assisted SHS method was used to obtain Ti3SiC2 preforms of an open porosity in the Ti-SiC-C system (3:1.2:1). The process was initiated by the dissolution of SiC carbide in the Ti particles, resulting in Ti-Si and free C, following which the Ti-Si eutectic reacts with TiC developing a Tc > 1800 °C temperature and leading to the formation of Ti3SiC2 [61]. Aqueous solutions of metal nitrates and citric acid can be used to prepare the MAX phase of Cr2GaC [62]. A small amount of chromium carbide and oxide remained in the final product, and the sample exhibited Pauli paramagnetic behavior and temperature-dependent magnetization.
2.3. SHS Metallothermy
SHS metallothermy, as a promising and efficient alternative process, takes the benefit of the highly exothermic nature of the thermite reaction and the cost-effective merits of the metal oxides as the source of the metallic elements. The detailed procedure is illustrated in Supplementary Table S1. In cases where the propagation of the combustion wave is accompanied with a massive melting of the burned sample, phase separation occurs as a result; otherwise, an alumina-reinforced composite is produced. The Al-TiO2 thermite reaction in the Ti-Al-C-TiO2 system allows for the preparation of the Ti3AlC2/Al2O3 and Ti2AlC/Al2O3 composites under a controllable combustion mode (Tc = 1363 K and Uc = 0.9 mm/s, and Tc = 1313 K and Uc = 0.95 mm/s, respectively). As a result, the secondary-phase TiC is relatively reduced when compared to that formed in the Al2O3-free MAX phases [63]. The TiO2–Mg–Al-C mixture was combusted at a 4–5 MPa Ar pressure in a graphite boat accompanied with the formation of Ti2AlC, MgAl2O4, and TiC under the conditions of magnesium deficiency, but an excess of 20–30% Mg amount lead to the formation of Ti2AlC and TiC mixture. Soot deficiency in the starting mixture reduced the percentage of titanium carbide in the final product and increased the amount of the target product up to 93% [64,65]. In contrast to the work produced by the authors of [20], replacing carbon black by graphite resulted in the formation of well-defined laminate layers of the MAX phases [65]. When increasing the holding time up to 1 h, Ti3AlC2 MAX phase formation occurs at 1400 °C, while at 1500 °C, only 5 min is required for the reaction completion. The pressure has been shown to affect the density, but not so much in the composition of the MAX phases [14]. The MAX solid solutions (Ti1−x,Vx)2AlC and (Cr1−y,Vy)2AlC with Al2O3 addition were prepared from the TiO2/V2O5/Al/Al4C3 and Cr2O3/V2O5/Al/Al4C3 powder mixtures, respectively. Combustion wave propagation occurred when x > 0.4, and y = 0.1–0.7, as the reduction in the levels of Cr2O3 was more energetic than that of TiO2. Moreover, increasing V2O5 increased the combustion temperature, while the reaction front velocity facilitated the evolution of the solid solution and MAX phase formation. The combustion temperature and velocity increased from Tc = 1150–1550 °C and 1.4 to 4.8 mm/s, at x = 0.3–0.7, and from Tc = 1200–1600 °C and 2.2–5.5 mm/s at y = 0.1–0.7, respectively. With the increment of the vanadium content diffraction peaks of the solid solutions observed shifted to higher angles [66]. Alumina-reinforced (Ti1−xNbx)2AlC solid solutions were prepared from the Ti, Al, Nb2O5, and Al4C3 mixtures. It was shown that increasing the thermite portion increased the Uc from 4.1 to 11.4 mm/s, and the Tc from 1160 to 1652 °C, respectively, decreasing the Nb2Al and TiC byproduct amounts as a result [33]. The Nb2O5 –Al–C mixture, in the presence of the CaO2–Al high-energy additive, was combusted at a 5 MPa Ar pressure aimed at obtaining the Nb2AlC MAX phase. The combustion velocity increased from 6 to 12 mm/s, accompanied with an increase in the additive content, while the product yield initially increased from 30 to 67% (with up to 15 wt.% additive), respectively, following which it then subsequently decreased. In all probability, several byproducts play a role of slag, thereby decreasing the combustion temperature [67]. If the Tad = 2870 K and the melting points of Nb2AlC (2000 K) and Al2O3 (2330 K) are lower than that temperature, phase separation occurs. Owing to the density difference between Nb2AlC (6.5 g/cm3) and alumina (3.8 g/cm3), the combustion products are separated into two layers under the force of gravity. At low values of additives (<5%), NbC and Nb2Al are formed; if additive amounts are already >10%, the MAX phase is formed [68]. 3Nb2O5–xAl–Al4C3 powder compacts were combusted aimed for the preparation of Nb2AlC. The formation of Nb2AlC was effectively improved using the samples containing an additional amount Al or Al4C3. It was shown that increasing Al from 9 to 13 mol resulted in a decrease in the Tc from 1800 to 1200 °C, and the Uc from 12.5 mm/s to 7.5 mm/s, respectively [69]. Similar research was performed by the authors of [70] on the Cr2O3-Al-Al4C3 system, which was aimed for the preparation of the alumina-reinforced Cr2AlC composite. Due to the low exothermicity of the mixture, it was preheated to 300 °C, and spinning combustion modes characteristic to the preheated mixtures was observed, with Tc = 1245 °C and Uc = 3 mm/s. It was revealed that the reaction front velocity increased with the content of Al but decreased with that of Al4C3. (Cr,Mn,V)-Al-C MAX phases were also produced from the metallothermic reduction of the corresponding oxides in the presence of the CaO2+Al exothermic mixture (Tad > 4000 K) [71]. The non-equilibrium character of the (Cr,V)2AlC solid solution synthesis process from the oxides, aluminum, and carbon due to a short “lifetime” of the melt and its fast cooling and crystallization causes the formation of the vanadium and chromium carbides and intermetallics in addition to the target MAX phases [72]. The presence of impurities in the (Cr0.7Ti0.3)2AlC MAX phases determined by the insufficient lifetime of the melt formed during the combustion wave require further optimization of the post-combustion processes [73]. Instead of using hygroscopic and thermally unstable CrO3, CaCrO4 as a Cr source was proposed to be utilized in its place [74,75]. The combustion wave in the CaCrO4 + Al + C mixture propagated at Uc = 11 and 7.5 mm/s combustion velocities (with low and high carbon contents) contribute to the formation of Cr2AlC (67 vol%), chromium carbide (Cr7C3) and chromium aluminide (Cr5Al), whose ratio can be changed by varying the carbon amount in the initial mixture [74], and at certain carbon amount achieve practically single-phase Cr2AlC [75]. It was demonstrated that an increase in the content of the Cr2AlC MAX phase in the final product and a decrease in the Cr5Al8 and Cr3C2 phase contents occur with an increase in the carbon and aluminum contents (to above their stoichiometric proportions) in the initial mixture [76]. Highly pure (according to the XRD patterns obtained) and chemically stable Cr2AlC was produced via the aluminothermic reductions of the Cr III and Cr VI oxides [76]. It was demonstrated that the addition of excess Al and C accompanied with the increase in the weight of the initial mixture to a hundred grams increases the melt “lifetime” and the conversion degree of the precursors and the intermediates. SHS aluminothermy permitted the preparation of (Cr,V)2AlC/Al2O3 with different substitutional proportions using the (1−x)/2Cr2O3–x/2V2O5–Al–Al4C3 and (1−y)Cr–y/2V2O5–Al–Al4C3 mixtures. Increasing the proportion of vanadium increased the Uc from 1.3 to 5.5 mm/s and the Tc from 1212 to 1605 °C in the Cr2O3–V2O5–Al–Al4C3 mixture at x = 0.1–0.7, respectively, but also allowed for the preparation of the Al2O3-added (Cr1−xVx)2AlC composites with a wide range of composition (x = 0.1–0.7). In contrary, in the Cr–V2O5–Al–Al4C3 mixtures, drastic increases in the combustion wave velocity from 2.6 to 12.5 mm/s and Tc = 1400–1670 °C within y = 0.4 − 0.7 (Cr1−yVy)2AlC) were registered, and y > 0.5 was not observed to lead to formation of the MAX phase due to the high velocity and insufficient reaction time. The authors of this study revealed that the usage of Al4C3 instead of carbon is beneficial to prevent the carbothermic reduction of oxide precursors [77]. However, in the work published by the authors of [78], the Ta2O5 reduction aluminum metal was demonstrated to be a more effective reducer than Al4C3. In particular, elemental Al facilitated the reduction of Ta2O5, increased the combustion exothermicity, and improved the evolution of the carbide phases. Combustion velocity for the Ta2AlC formation reaction was registered 8–14 mm/s depending on the Al, Al4C3, and C content; although, it did not prevent MAX phase formation. The SHS process in the V2O5/Mg/Al/C mixture in the molten salt NaCl allowed for the production of V2AlC (95%), Val, VC, MgO, and MgAl2O4 [79]; however, when using Al as a reducer, only V2AlC (65 wt.%) was formed with the VCx, V2C, Val, and VAl3 phases [80]. Self-propagating high-temperature synthesis of the cast materials in the Mo-Al-C system was controlled by adding alumina in the initial MoO3 + Al + C mixture. The largest percentage of Mo3Al2C in the ingot was reached at 20% Al2O3 [81].
3. Crystal Structure and Microstructure Evolution
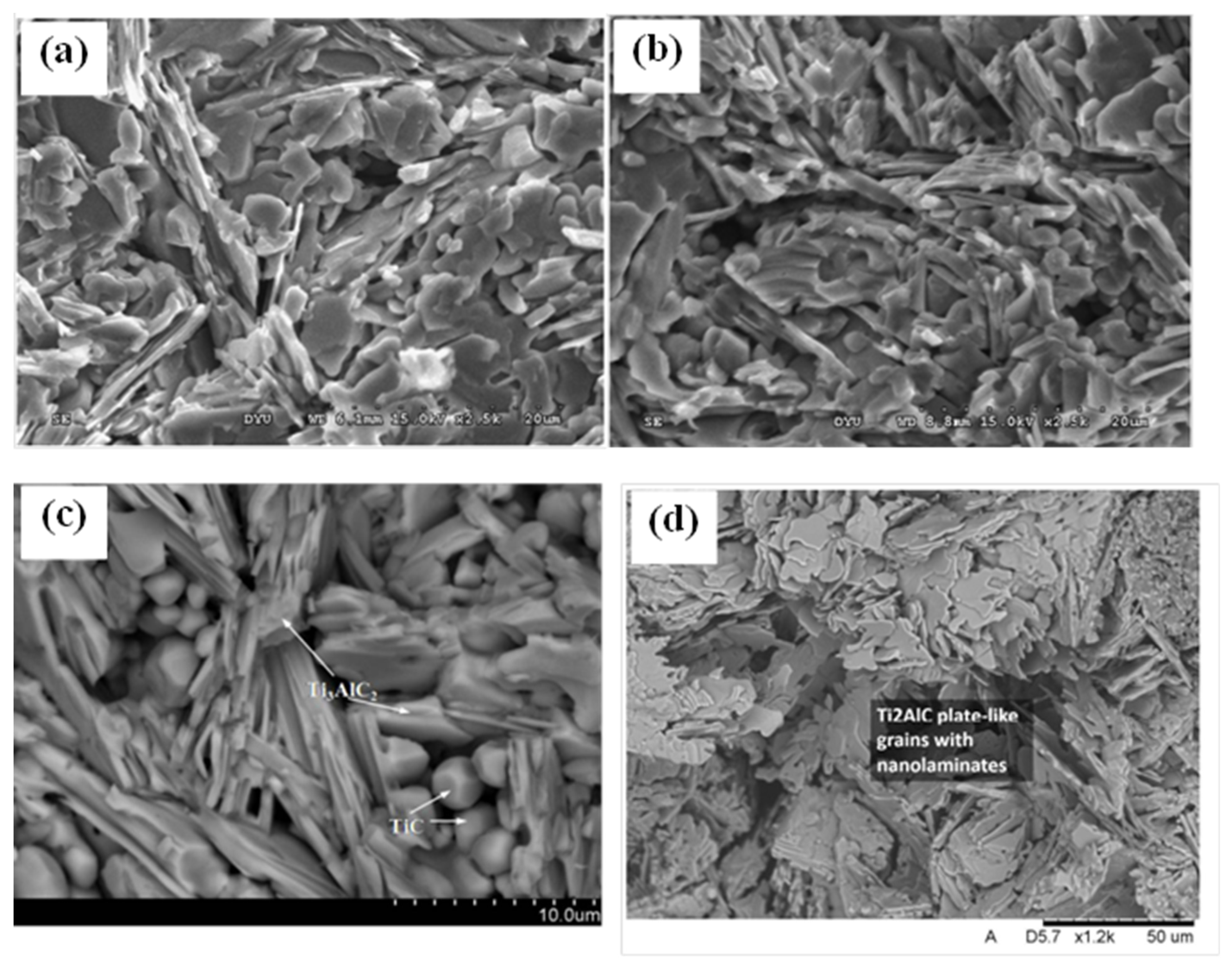
Laminated or plate-like microstructure characteristic to the MAX phases was observed for SHS-derived powders or bulks. Several researchers have since mentioned the potential restrictions regarding their more compact lattice structure and the hurdles that are present in the delamination process of the SHS-produced ones. The influence of the initial mixture composition, the combustion conditions, and the dopants have comparatively been discussed below. The basic 211 (one polymorph) and 312 (alfa and beta polymorphs) structures comprise two and three M6X octahedral layers separating the A layers, respectively, meaning that they share close crystallographic relationships, which provides the possibility of tuning the properties of the multicomponent systems by controlling the microstructures [82,83]. Typically, the 211 and 312 structures have a similar lattice parameter (~3 A), but their c parameters are about 13 and 18 A, respectively (Table 1). With the discovery of the new MAX phases, new microstructures were accordingly manifested; in particular, chemically disordered solid solution MAX phases (in-plane and out-of-plane MAX phases). The correlation between the mechanisms of formation and the evolution of the microstructure has been established wherever relevant. The influence of the heating rate, the combustion temperature, the introduction of the intermediate phases, and the duration of the post-combustion process on the MAX formation process was repeatedly stated. In particular, when comparing the plate-like grains of Ti3AlC2 obtained from elements and the Al4C3-containing sample, one may note that due to the lower combustion temperature Al4C3 contributed to the formation of slightly finer laminates with a size of 5–10 µm. It was also obvious in that several laminated layers were closely stacked in a terraced structure for both of the samples, as shown in Figure 2a,b [43]. It has since been reported more than once in that the high temperature and short reaction time associated with the SHS process are not favorable for the formation of a pure MAX phase. Hence, the selection of a mildly combustible initial mixture composition is a key tool to control both the phase composition and homogeneity of the product. From this perspective, the use of compounds instead of elements for the formation of MAX phases was found to be beneficial. However, during metallothermic reduction, Al4C3 caused more significant losses in Al during the combustion compared to that seen with the Al powder.
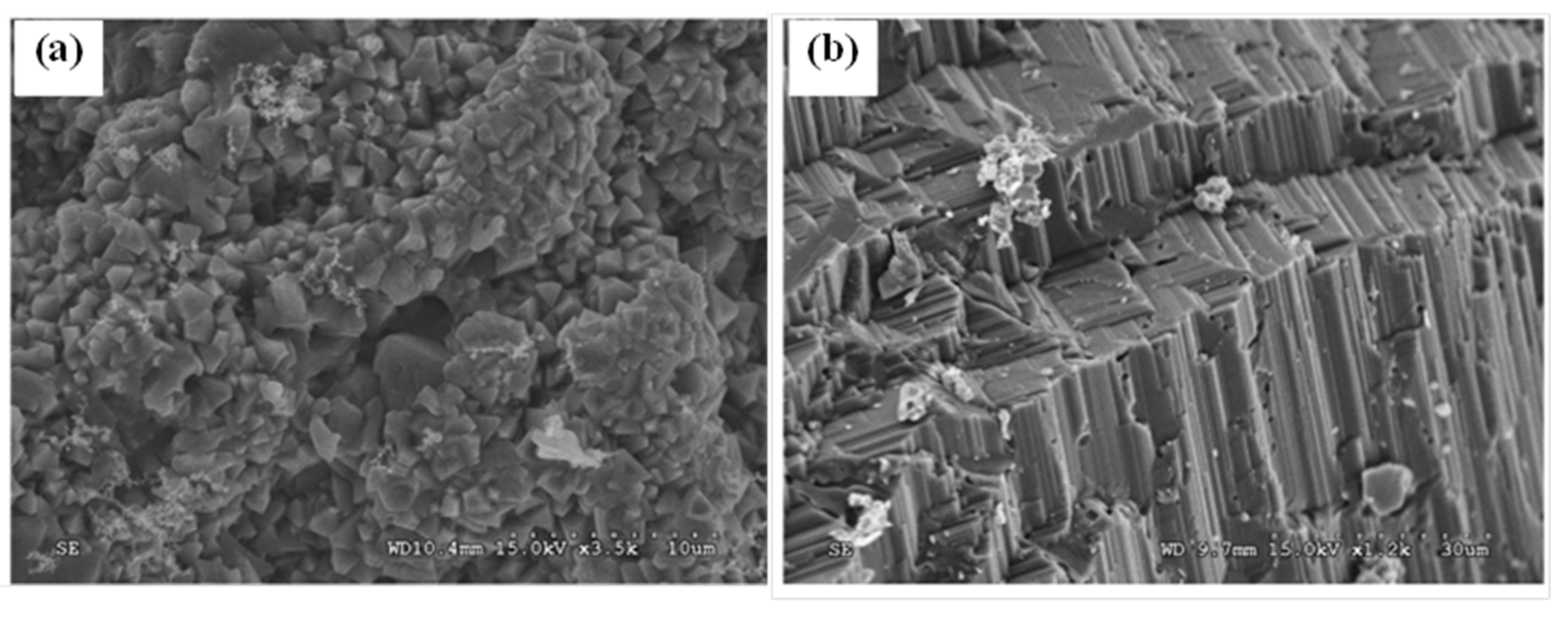
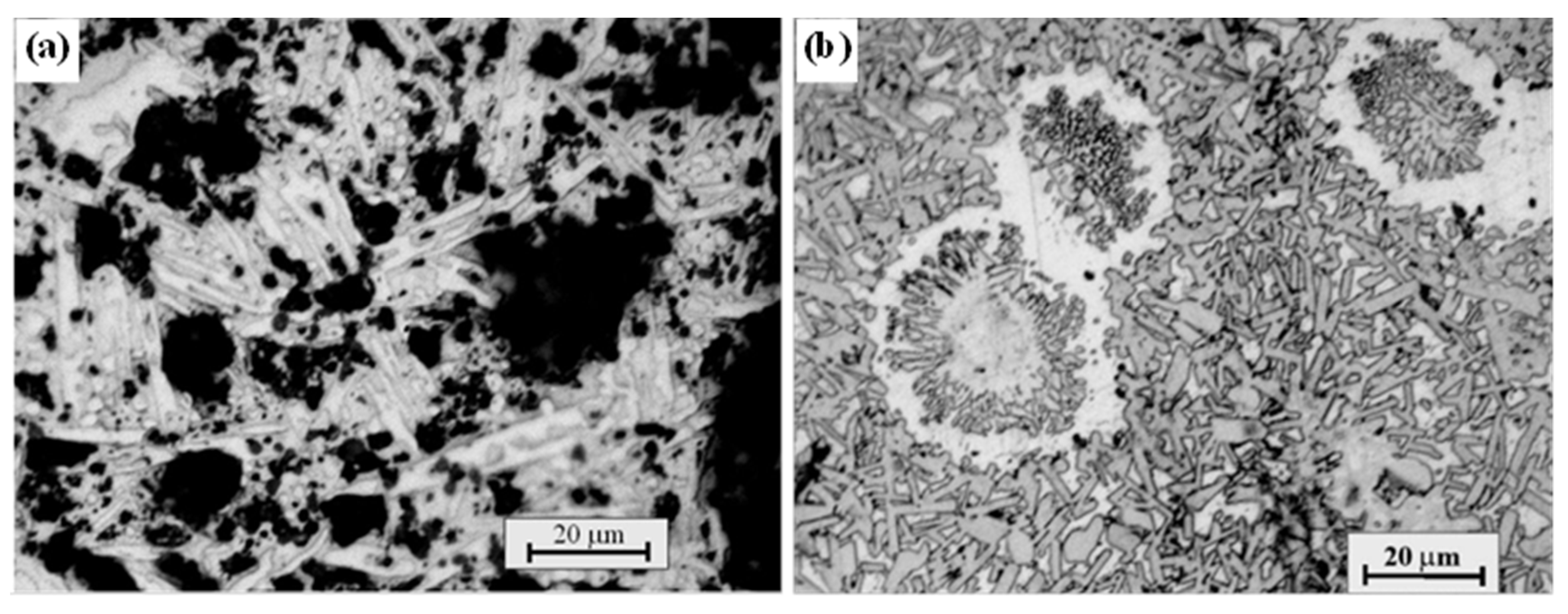
In the Ti-V-C system, small equiaxed (Ti,V)C grains of about 1–2 μm were formed under a low vanadium content; whereas increasing V in the solid solution grains become laminar and closely stacked into a laminated structure. The Cr-V-C system comprises plate-like (Cr,V)2AlC grains with a thickness of about 0.2 μm with a laminated feature. Due to substantial melting during the SHS metallothermic process, a dense microstructure of a solid solution composite was formed (as shown in Figure 3a,b).
Cleavage planes typical to the MAX phases were observed in the fracture of the Ti-Al-C system, which turned into rod-like crystals after etching [12].
Ti3AlC2 grains were found to consist of a few superimposed layers, being approximately 0.5 µm in thickness [15]. Up to 16 wt.% circular TiC grains with particles of 3 µm in size were found in the Ti3AlC2 terraced structure (Figure 2c).
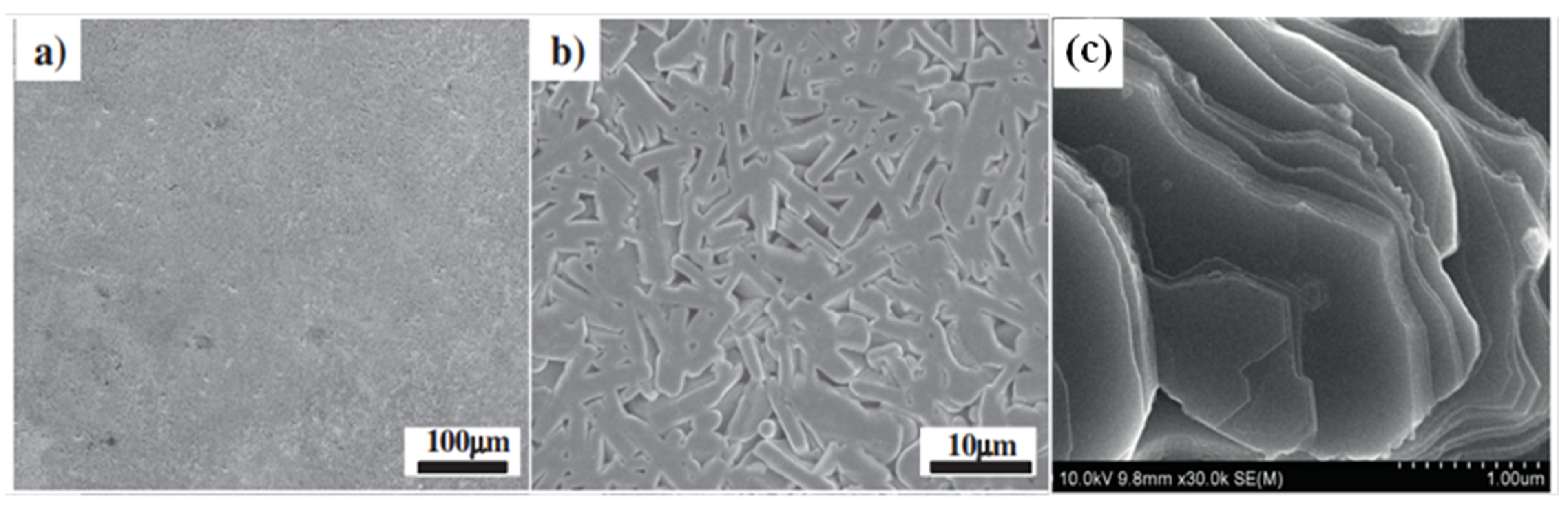
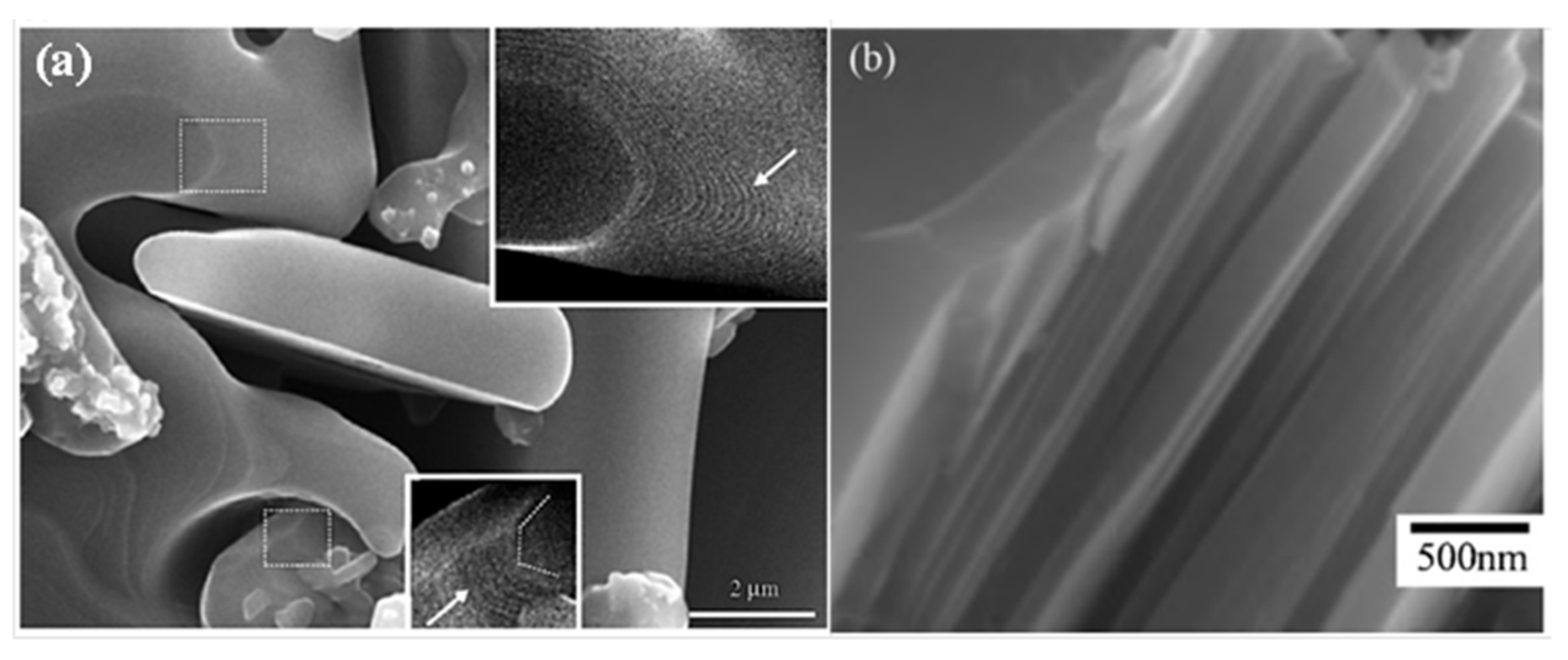
Microstructure features have been well discussed by Bai et al. [84]. Ti2AlC bulk pellets obtained via the SHS/PHIP approach comprise plate-like grains of Ti2AlC with a nanolaminated structure (Figure 4c). Flat terraces and surface steps are clearly observed, indicating a step-flow growth mode (which is common mode for MAX), in which the growth rate along the c axis is much lower than the in-plane or a-axis growth rate. The authors further explained that the formation of nanopores can be explained by the accumulation of the carbon vacancies, as carbon atoms do not diffuse adequately in such a short time during the SHS/PHIP process. Increases in the density and grain size were observed with the increasing size of the pellet explained by the slow heat losses (Figure 4a,b) [84], whereas crystal growth was blocked in the small pellet due to the short time designated for heat preservation during SHS [85]. The micron-sized thinner plates contain laminates of a thickness of 50–100 nm, and when the amount of the byproducts increases, mostly rounded particles are observed typical to binary compounds or intermetallics (Figure 4c).
The lamellar microstructure is also characteristic to the MAX phases prepared via SHS extrusion [86].
The laminated grains and the terraced structure were observed in Ti3AlC2 sample, regardless of the preparation pathway. Areas marked with rectangles were further enlarged as insets to display the stepped traces in the terraced structure (Figure 5a) [24].
Due to the Al melt, a highly dense (Ti3AlC2–Cr2AlC)-TiC composite with cleavage planes of about 50 nm layer thickness were developed from the mixture of elements (as shown in Figure 5b) [87].
When comparing the microstructure features of the non-activated and mechanoactivated samples from the Ti-Al-C system, one may observe plate-like grains of a similar morphology for both samples, whereas aluminum excess or carbon deficiency are well expressed on the fracture surfaces (small, faceted TiC grains were absent) [16]. The influence of the laser and Sn addition on the Ti-Al-C microstructure was determined to be insignificant, with only a portion of lathed grains having been found to have increased. The average size of the faceted TiC grain was approximately 2 µm. The average length and width of the Ti2AlC lathed grains was 10–20 µm and 2 µm, respectively [18].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Lattice parameters (a and c, Å) for the SHS-derived MAX phases.
| Sample | a | c | Ref | Comment |
|---|---|---|---|---|
| (Ti0.6V0.4)2AlC | 2.998 | 13.476 | [66] | Diffraction lines of (Ti,V)2AlC shift to higher angles with increasing V content |
| (Ti0.5V0.5)2AlC | 2.981 | 13.432 | ||
| (Ti0.4V0.6)2AlC | 2.958 | 13.389 | ||
| (Ti0.3V0.7)2AlC | 2.946 | 13.348 | ||
| Ti2AlCx, | 3.040 | 13.632 | [12] | Carbon deficiency caused changes in the lattice parameters |
| Ti3AlC2x, | 3.066 | 18.536 | ||
| Cr2AlCx | 2.859 | 12.768 | ||
| Ti3AlC2 | 3.077 | 18.593 | [15] | Mechanical activation causes minor changes in the lattice spacing values |
| Ti3AlC2 − MA | 3.072 | 18.567 | ||
| Ti2AlC | 3.050 | 13.647 | [85] | Considering the high vapor pressure of Al in the raw material at high temperature, it is concluded that the derived material synthesized by SHS-PHIP is non-stoichiometric Ti2AlCx (x = 0.61445 |
| Ti3AlC2 | 3.071 | 18.536 | [87] | Due to the mutual partial displacement of the Ti and Cr atoms in the MAX phases, lattice spacing differs from the tabular value. |
| Cr2AlC | 2.856 | 12.858 | ||
| Ti3AlC2 | 3.075 | 18.567 | [88] | The relative contraction of the c parameter is 20 times larger than the contraction of the a parameter due to Al substitution by smaller Si atoms in the layered structure |
| Ti3SiC2 | 3.067 | 17.672 | ||
| Ti3Al0.5Si0.5C2 | 3.072 | 17.951 | ||
| Ti3AlC2 | 3.072 | 18.552 | [28] | Refined unit cell parameters of the SHS-grinding obtained sample match the literature data for Ti3AlC2 prepared by other methods |
| Ti3AlC2 | 3.066 | 18.525 | [89] | |
| Ti3AlC2 | 3.071 | 18.359 | [90] | |
| Ti2AlN0.25 | 2.989 | 13.654 | [56] | Both MAX phases have identical parameters regardless of the nitrogen content |
| Ti2AlN0.63 | 2.989 | 13.654 | ||
| Cr2AlC | 2.86 | 12.83 | [76] | The identical data is indicated in the common databases |
| Cr2AlC | 2.861 | 12.831 | [71] | Manganese content in the MAX phase was not estimated because the dependence of the unit cell parameters of this SS on the Mn content is obscure. |
| (CrxMn1−x)2AlC | 2.855 | 12.832 | ||
| V2AlC | 2.915 | 13.159 | [79] | V2AlC had narrow diffraction lines indicating a high degree of perfection of the crystal structure |
| Cr2GaC | 2.892 | 12.611 | [62] | The product crystallizes in the form of agglomerated anisotropic particles and their morphology differs from the conventionally prepared MAX phases |
It should be noted that the lattice parameters of the MAX phases are dependent on the coexisting phases and preparation conditions. In particular, for Ti3AlC1−x in coexistence with their different secondary phases, a and c vary systematically [91] due to the existence of a homogeneity region. As a matter of fact, the indexing angle decreases with an increase in the lattice parameters if the radius of the solute is larger than that of the solvent atom in the MAX solid solution phases.
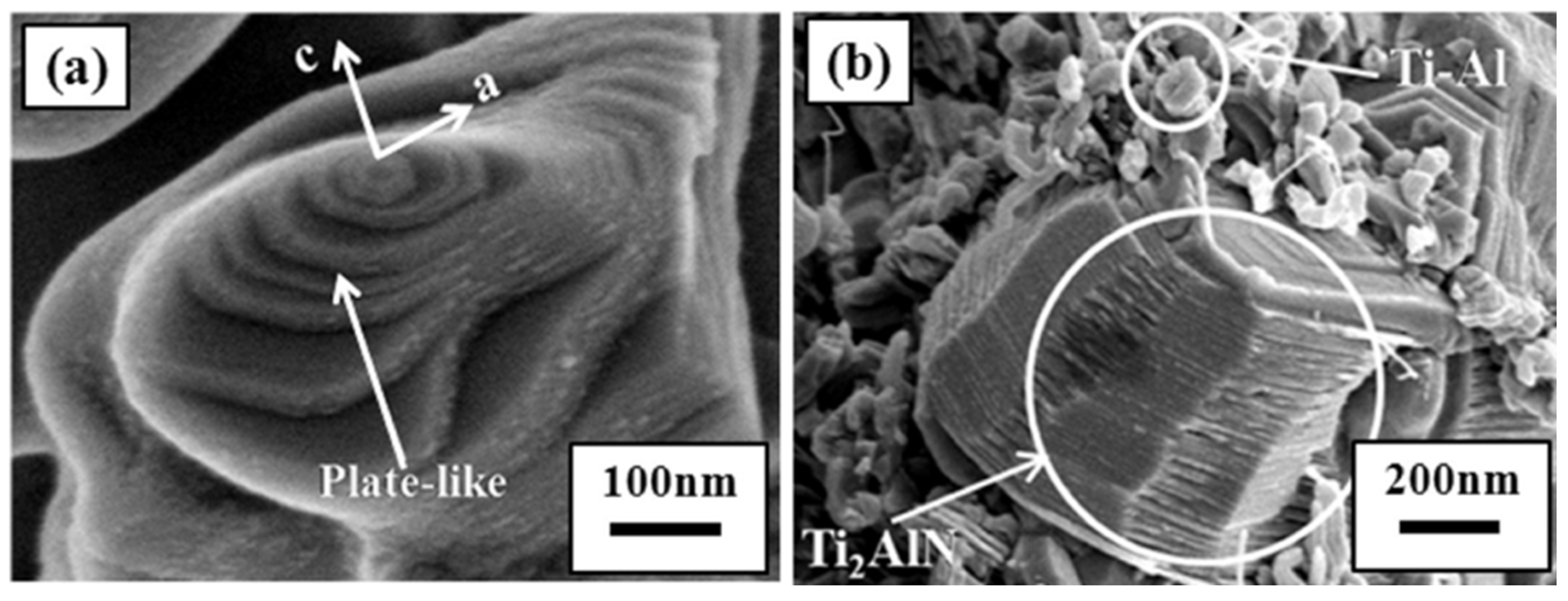
Ti2AlN compacts synthesized by TE at 700 °C for 2 min with 2 and 8 mm heights demonstrate differences in their microstructure. A terraced microstructure was observed when the compact’s height was 2 mm, indicating the growth of the Ti2AlN grains (with the growth along the a-axis being faster than that along the c-axis, respectively) (Figure 6a,b).
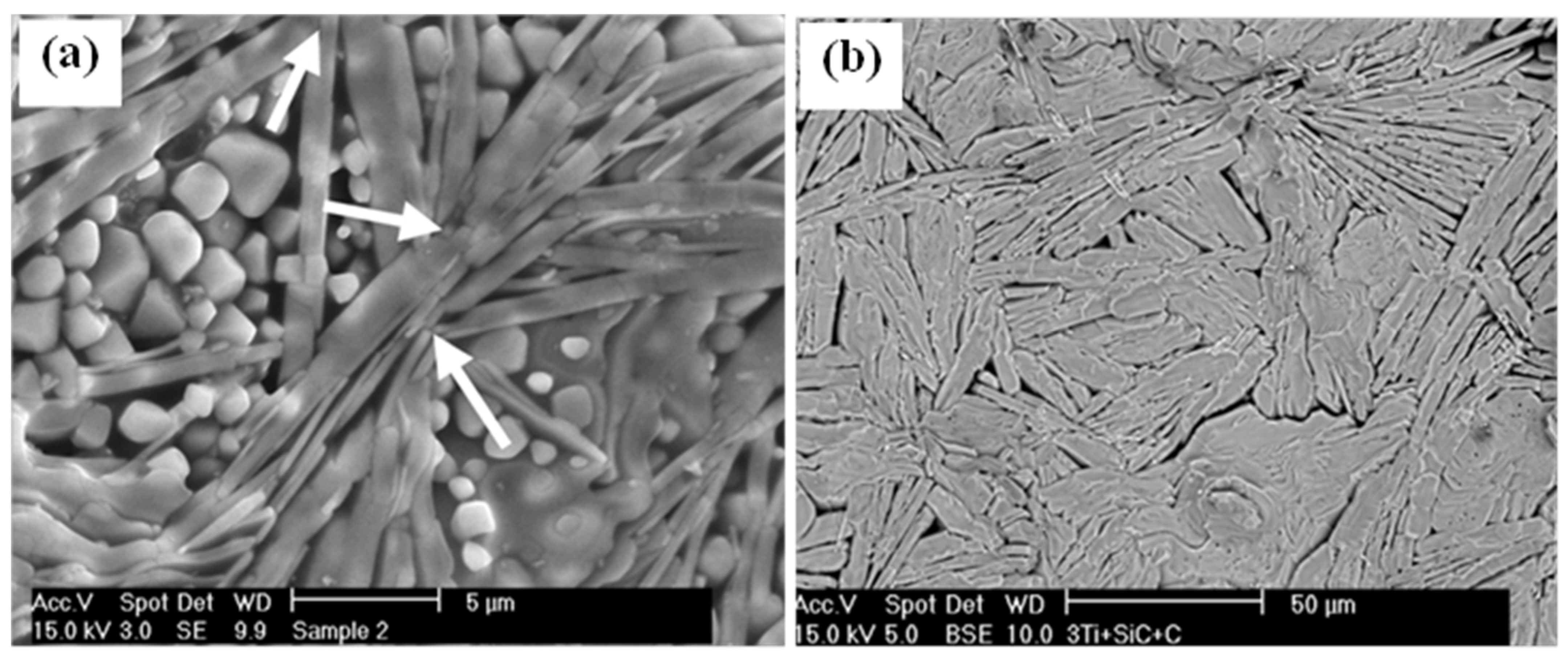
Moderate (Figure 7a) and complete (Figure 7b) conversion of the samples can also be easily identified in the polished surfaces of the Ti3SiC2 pellets produced from the 3Ti + SiC + C mixtures.
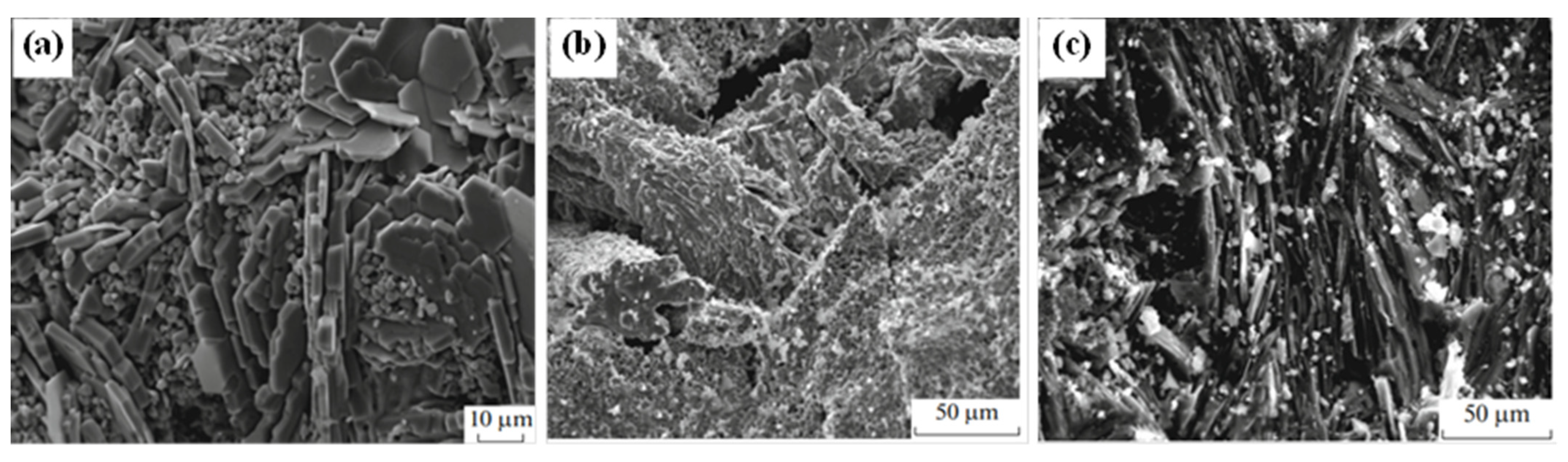
Through the infiltration of nickel into the porous skeleton of the Ti3SiC2 MAX phase (Figure 8a vs. Figure 8b), destruction occurs as a result, while the addition of silicon into nickel increases the wettability and promotes the terraced structure formation (Figure 8c). Note that copper infiltration also inhibits the MAX phase formation. In the Cu infiltration region, a large area of destroyed Ti3SiC2, consisting of a mixture of TiC and TiSi2 adjoins the Cu area. In the case of 10% Si addition to the Cu briquette, the relative fraction of the Ti3SiC2 phase in the resulting composite increased markedly [37].
Thus, the Ti3SiC2 phase consists of elongated plate-like grains, which are connected together in the form of layered nanolaminates usually with the inclusions of TiC, TiSi2, and SiC of a spherical shape [61].
Overall, the microstructure of the MAX phases differs from system to system, while plate-shaped crystals are characteristic to all of them. The influence of the initial mixture composition demonstrated on the example of the Nb-Al-C system reveals the porosity and homogeneity differences according to the carbon content and nitrogen pressure (Figure 9a,b).
Aluminothermic reductions of Nb2O5 aimed at Nb2AlC MAX phase preparation showed a clear, dense pellet formation, where the plate-like grains of Nb2AlC were closely stacked into a laminated structure similar to other MAX phases [69].
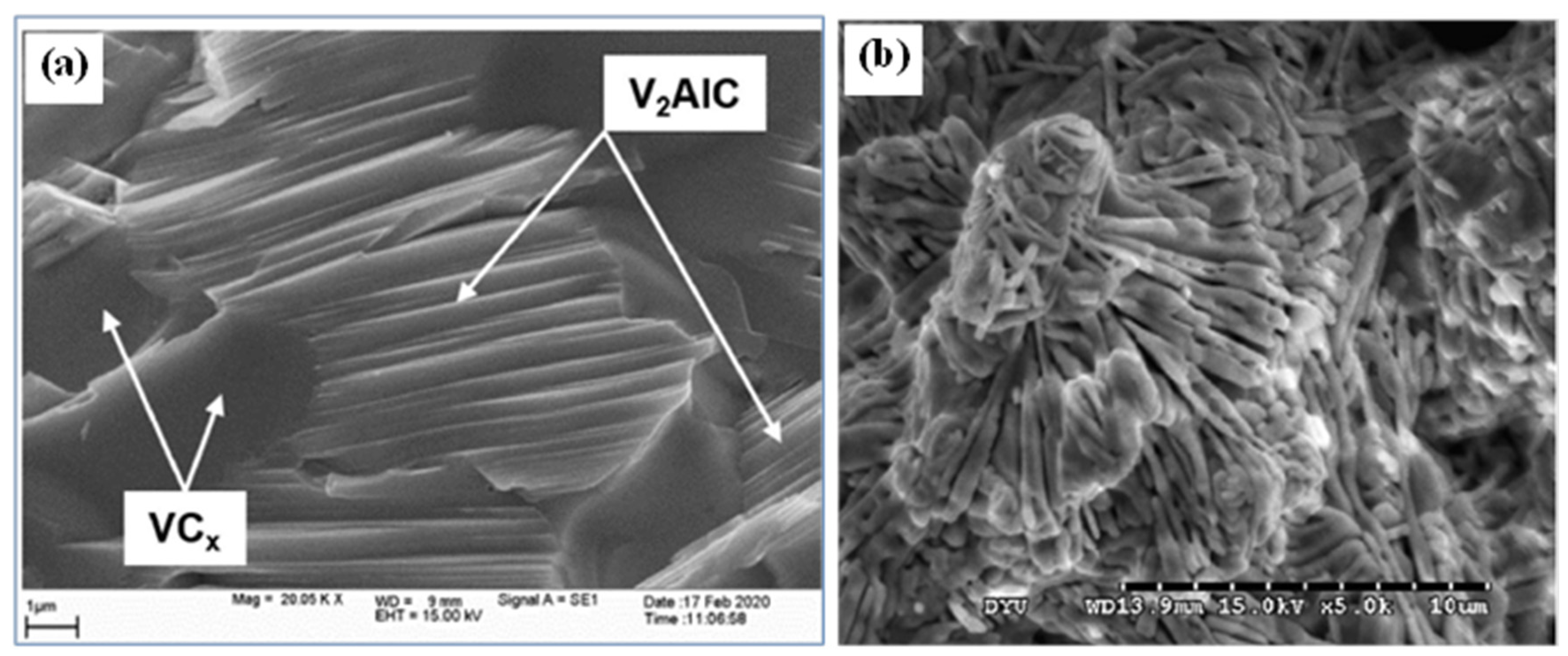
The V2AlC MAX phase obtained via SHS metallothermy consisted of the nanolayered V2AlC MAX phase and rounded particles of the VCx phase. The size of the VCx particles reached 10 μm. At the boundaries of the V2AlC and VCx phases, fine inclusions based on the intermetallic VAl3 and V5Si3 phases were observed, as shown in Figure 10a [71]. The Ta2AlC was also plate-like, consisting of several thin slices with a size of about 5–10 µm, which were closely stacked, entangled, and randomly oriented (Figure 10b) [40].
In general, flake-like plates of a few hundred nm in size are possessed in laminated grains of up to 20 µm in the layered structure of the MAX phases. The terraced microstructure common for these MAX phases evidences that the grain growth is controlled by the solid–liquid interface.
4. Mechanical Properties
Mobile dislocation in the crystal structure endows the MAX phases with machinability, thermal shock resistance, and tolerance to damage. The MAX phases possess the properties of metals and ceramics; they are pseudoductile under high temperatures, but brittle at room temperature. Vickers hardness values of the combustion-synthesized MAX phases range from 2–10 GPa, with fracture toughness of 5–10 MPam1/2 (Table 2). Sintering of the MAX phases was simultaneously observed during their synthesis through metallothermic reduction, pseudo-hot isostatic pressing, or pressure-assisted thermal explosion, as well as by hot pressing. Considerable melting of the samples during metallothermic combustion usually leads to the formation of almost fully-dense products. Phase transformation or reactive sintering may occur during the consolidation process, increasing or decreasing the amount of target products depending on the equilibrium of the states established. In particular, SHS-produced samples typically comprise Ti2Al C and Ti3AlC2 (78.1% and 21.9 wt.%, respectively); however, under PHIP, some amount of TiC was observed. In all probability, Al evaporates and/or flows out of the sample under the sintering temperature, and carbon-lean MAX phases are formed along with TiC [66]. The final compact exhibited a 97.09% relative density (4.08 g cm−3) and a Vickers hardness of 4.6 GPa, with the flexural strength being comparatively higher due to the presence of the 312 and 211 phases, while the fracture toughness was comparable to the HP-prepared Ti2AlC sample [12]. Strengthening of the mechanical properties maybe induced by secondary phase dispersion (TiC, etc.). The MAX phase materials were deemed to be better in the case of Ti3AlC2, and weaker in the case of Ti2AlC.
Ti3AlC2 materials prepared from different intermetallic precursors and hot-pressing states under the temperature range of 1300–1450 °C possess an extraordinary set of properties. Increase in the temperature of the hot-pressing process is accompanied with an increase in the TiC content and a higher hardness, thus proving that SHS-derived powders are sinterable and are easy to be subjected to reactive sintering [47]. It is worth to notice that a high porosity may strongly affect the mechanical properties but considering the pre-sintered state of the SHS-derived particles and their propensity to agglomerate, this influence is essentially reduced. Moreover, during the fabrication of the MAX phase via the SHS/PHIP process, most of the plastic deformation occurs under the high pressure applied, affecting the grain shape, residual stress, and deformation behavior, resulting in a high density of defects [84]. Plate-like grains and laminated structures contribute to high fracture toughness, while fine grains increase the flexural strength and compressive strength, with their nonstoichiometric compositions making them damage tolerant. For example, SHS-prepared, plate-like nonstoichiometric Ti2AlCx (x = 0.69) with a grain size of 6 µm demonstrates the highest flexural strength of 432 MPa and a compressive strength of 1037 MPa among other Ti-Al-C phases prepared using different methods [85]. The high hardness of the (Ti3AlC2–Cr2AlC)/TiC nano-layered composite was attributed to the presence of the homogenously dispersed TiC and the overlapping joint lamellas of the Ti3AlC2–Cr2AlC phases [87]. The improvement in these mechanical properties can be ascribed to the SHS process features, namely the detention of material at high temperatures in the combustion flame, melting-assisted densification, and controlled cooling behavior. The density of the monolithic (Ti,Nb)2AlC solid solutions obtained directly from the elements increases with the amount of Nb; however, porous structures are formed, although the melting process that occurs during the aluminothermic reduction of the corresponding oxides promotes a denser structure formation [33]. The TE of the Ti2AlC sample without pressure leads to porous sample formation, and with a 30 MPa pressure during reactive forging a >98% dense sample was obtained. Here, a significantly higher microhardness value was attributed to the lower conversion of TiC1−x into Ti2AlC (6.5 GPa vs. 5 GPa for pure Ti2AlC) [22]. A similar procedure performed for the Ti3SiC2 sample under an 80 MPa pressure increased the relative density up to 95%, but also exhibited a lower density compared pure Ti3SiC2 due to its higher porosity [35]. The addition of aluminum nitride as a dopant during the Ti-Al-N MAX phase formation gave rise its microhardness due to the dispersion, grain refinement, and homogeneous distribution of the components [57]. Direct comparison of the mechanical properties of the MAX phases is impeded by the significant influence of impurities. For example, covalent inclusions of TiB2 significantly improve the elastic properties and hardness of the Ti3SiC2, whereas SiC deteriorates it. Alumina endows Ti3SiC2 with a high damage energy and fracture toughness, but TiC decreases these aspects [58]. Therefore, it is believed that the mechanical properties of the energy-efficient MAX phases prepared by SHS from these affordable precursors are still in their infancy of exploration, and should be thoroughly tested for their potential application, unlike some that have successfully outperformed their counterparts that have been prepared using the traditional methods. In particular, SHS-produced Nb2AlC ingots and Ti3AlC2 bulks have been deemed as promising for their use in conditions of high temperatures and oxidizing environments. Bulk Ti2AlC exhibited excellent mechanical properties suitable for engineering applications. SHS/PHIP synthesized Ti2AlC comprises a lot of lattice defects, such as vacancy, dislocation, stacking fault, and grain boundaries resulting in the increased electrical resistivity compared to their bulk counterparts obtained by hot pressing. Ti3SiC2 obtained via SHS pressing has been successfully used in electric contacts. SHS-derived Cr2AlC protective coatings were tested under harsh environments and demonstrated an enhanced behavior. The electrochemical properties of SHS-V2CTx were similar to the ones derived by the conventional procedure, suggesting that the scale-up and cost reduction can be achieved by SHS without sacrificing the quality of the material.
5. Summary and Outlook
The influence of the combustion-sensitive parameters (particle size, preheating conditions, sample geometry, packing density, cooling atmosphere, pressure, etc.) on the phase composition, microstructural features, and mechanical properties was discussed in relation to the combustion-synthesized MAX phases. It was established that when using carbon fibers during the SHS process, MAX phase formation cannot be achieved conditioned by rapid cooling. The temperature and velocity of the combustion wave are also higher when graphite is used as a carbon source, and hence soot or carbon black have been determined as the most relevant carbon sources. ‘Ti’ metal powder with a comparatively lower particle size (∼20 µm) produces several intermetallics and carbides, but coarse-grained Ti allowed for the production of the MAX phase with a higher purity. Some additives lead to the complete disappearance of the MAX phase, for instance, nickel can impede MAX phase formation caused by poor wettability; in contrast, the Ni–Si alloy promotes the MAX phase formation. It was predicted that high heating rates are required to limit several intermediate formation from elements; however, comprehensive studies revealing the influence of the heating rate are absent in the literature. The usage of compounds, like SiC and TiAl, was uncovered as an alternative perspective for the MAX phase fabrication even at low heating rates. Moreover, large thermal gradients were greatly reduced as compared to the elements. As the cooling stage is mainly responsible for the pure MAX phase formation, different strategies should be developed to control the post-combustion processes and the cooling duration. In terms of the influence of the ambient gas pressure, there are controversial facts; hence, additional studies are required for this factor. The synthesis comprising the steps of solid–solid interactions may be influenced by the cold-pressing conditions. The addition of NaCl and excess reducers (e.g., Al and Mg) to the initial mixture reduces the combustion temperature, promotes the interaction of the components in the inert melt, and increases the yield of the MAX phases. In common with all ternary or quaternary phases, it has proved difficult to synthesize MAX phases without the unwanted “impurity” phases. The properties of these impurity phases (e.g., the TiCx and TixSiy types for Ti3SiC2) are very different from those of the MAX phase, meaning that they can deteriorate the properties of the MAX phase and hamper the accurate measurements of the mechanical properties. Understanding the mechanisms underlying the formation of the MAX phase across a wide range of temperatures and under programmed heating conditions will contribute to the significant progress in the search for optimal synthesis conditions. As already predicted, the formation of TiAl is expected under low heating rates, whereas high heating rates will contribute to TiC, thereby permitting the control of the purity of the target product. Self-propagating high-temperature synthesis is an effective pathway to scale-up the MAX phases from the affordable precursors without energy consumption from the loose and/or dense compacts due to the controllable heating and cooling rates, controllable cooling media, and desired atmosphere. The rapidly growing field of these MAX phases is further expanding to the high-entropy MAX phases, which have already opened up a more diverse platform of new compositions with extraordinary features and targeted applications.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/cryst13071143/s1, Table S1. Self-propagating high-temperature synthesis protocols of some MAX phases in chronological order.
Funding
This work was supported by the Committee of Science Ministry of Education, Science, Culture and Sports of the Republic of Armenia (grant numbers 20TTSG-2E003, 20TTWS-2F040), the Estonian Research Council (S. Aydinyan) (grant number PSG220).
Data Availability Statement
Data will be made available on request.
Conflicts of Interest
The author declares no conflict of interest.
References
- Jeitschko, W.; Nowotny, H. Die kristallstruktur von Ti3SiC2—Ein neuer komplexcarbid-typ. Monatshefte Chem.-Chem. Mon. 1967, 98, 329–337. [Google Scholar] [CrossRef]
- Pampuch, R.; Lis, J.; Stobierski, L.; Tymkiewicz, M. Solid combustion synthesis of Ti3SiC2. J. Eur. Ceram. Soc. 1989, 5, 283–287. [Google Scholar] [CrossRef]
- Barsoum, M.W.; El-Raghy, T. Synthesis and characterization of a remarkable ceramic: Ti3SiC2. J. Am. Ceram. Soc. 1996, 79, 1953–1956. [Google Scholar] [CrossRef]
- Sokol, M.; Natu, V.; Kota, S.; Barsoum, M.W. On the chemical diversity of the MAX phases. Trends Chem. 2019, 1, 210–223. [Google Scholar] [CrossRef]
- Zhang, Z.; Duan, X.; Jia, D.; Zhou, Y.; van der Zwaag, S. On the formation mechanisms and properties of MAX phases: A review. J. Eur. Ceram. Soc. 2021, 41, 3851–3878. [Google Scholar] [CrossRef]
- Radovic, M.; Barsoum, M.W. MAX phases: Bridging the gap between metals and ceramics. Am. Ceram. Soc. Bull. 2013, 92, 20–27. [Google Scholar]
- Merzhanov, A.G. History and recent developments in SHS. Ceram. Int. 1995, 21, 371–379. [Google Scholar] [CrossRef]
- Merzhanov, A.G.; Borovinskaya, I.P. Historical retrospective of SHS: An autoreview. Int. J. Self-Propagating High-Temp. Synth. 2008, 17, 242–265. [Google Scholar] [CrossRef]
- Borovinskaya, I.P.; Gromov, A.A.; Levashov, E.A.; Maksimov, Y.M.; Mukasyan, A.S.; Rogachev, A.S. (Eds.) Concise Encyclopedia of Self-Propagating High-Temperature Synthesis: History, Theory, Technology, and Products; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Thomas, T.; Bowen, C.R. Thermodynamic predictions for the manufacture of Ti2AlC MAX-phase ceramic by combustion synthesis. J. Alloys Compd. 2014, 602, 72–77. [Google Scholar] [CrossRef]
- Hendaoui, A.; Andasmas, M.; Amara, A.; Benaldjia, A.; Langlois, P.; Vrel, D. SHS of high-purity MAX compounds in the Ti-Al-C system. Int. J. Self-Propagating High-Temp. Synth. 2008, 17, 129–135. [Google Scholar] [CrossRef]
- Ying, G.-B.; He, X.-D.; Du, S.-Y.; Zhu, C.-C.; Zheng, Y.-T.; Wu, Y.-P.; Wang, C. Formation of Mn+1AX n phases in Ti–Cr–Al–C systems by self-propagating high-temperature synthesis. Rare Met. 2014, 33, 419–426. [Google Scholar] [CrossRef]
- Zhou, A.; Wang, C.-A.; Ge, Z.; Wu, L. Preparation of Ti3AlC2 and Ti2AlC by self-propagating high-temperature synthesis. J. Mater. Sci. Lett. 2001, 20, 1971–1973. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, Y. Solid–liquid reaction synthesis of layered machinable Ti3AlC2 ceramic. J. Mater. Chem. 2002, 12, 455–460. [Google Scholar] [CrossRef]
- Potanin, A.; Loginov, P.; Levashov, E.; Pogozhev, Y.; Patsera, E.; Kochetov, N. Effect of mechanical activation on Ti3AlC2 MAX phase formation under self-propagating high-temperature synthesis. Eurasian Chem.-Technol. J. 2015, 17, 233–242. [Google Scholar] [CrossRef]
- Hendaoui, A.; Vrel, D.; Amara, A.; Langlois, P.; Andasmas, M.; Guerioune, M. Synthesis of high-purity polycrystalline MAX phases in Ti–Al–C system through mechanically activated self-propagating high-temperature synthesis. J. Eur. Ceram. Soc. 2010, 30, 1049–1057. [Google Scholar] [CrossRef]
- Shahin, N.; Kazemi, S.; Heidarpour, A. Mechanochemical synthesis mechanism of Ti3AlC2 MAX phase from elemental powders of Ti, Al and C. Adv. Powder Technol. 2016, 27, 1775–1780. [Google Scholar] [CrossRef]
- Liang, B.; Wang, M.; Li, X.; Sun, S.; Zou, Q.; Mu, Y.; Li, X. Synthesis of Ti2AlC by laser-induced self-propagating high-temperature sintering. J. Alloys Compds. 2010, 501.1, L1–L3. [Google Scholar] [CrossRef]
- Goc, K.; Prendota, W.; Chlubny, L.; Strączek, T.; Tokarz, W.; Borowiak, P.; Witulska, K.; Bućko, M.; Przewoźnik, J.; Lis, J. Structure, morphology and electrical transport properties of the Ti3AlC2 materials. Ceram. Int. 2018, 44, 18322–18328. [Google Scholar] [CrossRef]
- Sun, H.; Kong, X.; Yi, Z.; Wang, Q.; Liu, G. The difference of synthesis mechanism between Ti3SiC2 and Ti3AlC2 prepared from Ti/M/C (M=Al or Si) elemental powders by SHS technique. Ceram. Int. 2014, 40, 12977–12981. [Google Scholar] [CrossRef]
- Chumakov, Y.A.; Knyazeva, A.G. Combustion synthesis of composite in the Ti-Al-C powders mixture: Model and numerical simulation. High Temp. Mater. Process. Int. Q. High-Technol. Plasma Process. 2021, 25, 17–35. [Google Scholar] [CrossRef]
- Khoptiar, Y.; Gotman, I. Ti2AlC ternary carbide synthesized by thermal explosion. Mater. Lett. 2002, 57, 72–76. [Google Scholar] [CrossRef]
- Ge, Z.; Chen, K.; Guo, J.; Zhou, H.; Ferreira, J.M.F. Combustion synthesis of ternary carbide Ti3AlC2 in Ti–Al–C system. J. Eur. Ceram. Soc. 2003, 23, 567–574. [Google Scholar] [CrossRef]
- Liu, G.; Chen, K.; Zhou, H.; Guo, J.; Ren, K.; Ferreira, J. Layered growth of Ti2AlC and Ti3AlC2 in combustion synthesis. Mater. Lett. 2007, 61, 779–784. [Google Scholar] [CrossRef]
- Chen, K.; Guo, J.; Fu, R.; Ferreira, J.M.F. Combustion synthesis ternary carbide Ti2AlC1−x powders. Mater. Sci. Forum 2004, 455, 191–195. [Google Scholar] [CrossRef]
- Amosov, A.P.; Latukhin, E.I.; Ryabov, A.M. Applying SHS for the fabrication of the Ti3SiC2–Ni composite. Russ. J. Non-Ferr. Met. 2019, 60, 555–565. [Google Scholar] [CrossRef]
- Koniuszewska, A.; Naplocha, K. Microwave assisted self-propagating high-temperature synthesis of Ti2AlC max phase. Compos. Theory Pract. 2016, 16, 109–112. [Google Scholar]
- Pazniak, A.; Bazhin, P.; Shplis, N.; Kolesnikov, E.; Shchetinin, I.; Komissarov, A.; Polčák, J.; Stolin, A.; Kuznetsov, D. Ti3C2Tx MXene characterization produced from SHS-ground Ti3AlC2. Mater. Des. 2019, 183, 108143. [Google Scholar] [CrossRef]
- Akhlaghi, M.; Tayebifard, S.A.; Salahi, E.; Asl, M.S.; Schmidt, G. Self-propagating high-temperature synthesis of Ti3AlC2 MAX phase from mechanically-activated Ti/Al/graphite powder mixture. Ceram. Int. 2018, 44, 9671–9678. [Google Scholar] [CrossRef]
- Averichev, O.A.; Prokopets, A.D.; Stolin, P.A. Structure formation in Ti/Ti–Al–C layered ceramic materials obtained by the method of unconfined SHS compaction. Refract. Ind. Ceram. 2019, 60, 219–222. [Google Scholar] [CrossRef]
- Dmitruk, A.; Naplocha, K. Development of Al-Ti-C porous structures for reinforcing aluminum matrix composites. Compos. Theory Pract. 2022, 22, 172–177. [Google Scholar]
- Amosov, A.P.; Latukhin, E.I.; Petrov, P.A.; Amosov, E.A.; Novikov, V.A.; Yu, A. Illarionov Self-propagating high-temperature synthesis of boron-containing MAX-phase. Key Eng. Mater. 2017, 746, 207–213. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, J.H. Combustion synthesis of (Ti1−xNbx2AlC solid solutions from elemental and Nb2O5/Al4C3-containing powder compacts. Ceram. Int. 2011, 37, 3089–3094. [Google Scholar] [CrossRef]
- Lepakova, O.K.; Karakchieva, N.I.; Golobokov, N.N.; Gal’chenko, N.K.; Afanas’ev, N.I. High-temperature synthesis of Ti–Si–B and Ti–Al–B composites and coatings. Int. J. Self-Propagating High-Temp. Synth. 2020, 29, 150–156. [Google Scholar] [CrossRef]
- Khoptiar, Y.; Gotman, I. Synthesis of dense Ti3SiC2-based ceramics by thermal explosion under pressure. J. Eur. Ceram. Soc. 2003, 23, 47–53. [Google Scholar] [CrossRef]
- Feng, A.; Orling, T.; Munir, Z.A. Field-activated pressure-assisted combustion synthesis of polycrystalline Ti3SiC2. J. Mater. Res. 1999, 14, 925–939. [Google Scholar] [CrossRef]
- Amosov, A.P.; Latukhin, E.I.; Ryabov, A.M.; Umerov, E.R.; Novikov, V.A. Application of SHS process for fabrication of copper-titanium silicon carbide composite (Cu-Ti3SiC2). J. Phys. Conf. Ser. 2018, 1115, 042003. [Google Scholar] [CrossRef]
- Lis, J.; Chlubny, L.; Witulska, K.; Borowiak, P.; Kozak, K.; Misztal, A. SHS of Ti 3 SiC 2-Based Materials in the Ti–Si–C System: Impact of Silicon Excess. Int. J. Self-Propagating High-Temp. Synth. 2019, 28, 262–265. [Google Scholar] [CrossRef]
- Afanasyev, N.I.; Lepakova, O.K.; Kitler, V.D. Non-isothermal synthesis of materials based on the MAX phases in the Ti-Si-C and Nb-Al-C systems. J. Phys. Conf. Ser. 2020, 1459, 012008. [Google Scholar] [CrossRef]
- Yeh, C.L.; Shen, Y.G. Effects of Al content on formation of Ta2AlC by self-propagating high-temperature synthesis. J. Alloys Compd. 2009, 482, 219–223. [Google Scholar] [CrossRef]
- Inokawa, H.; Ishida, K.; Tomoshige, R.; Hokamoto, K.; Tanaka, S. Effect of Added Molybdenum on Material Properties of Zr2SC MAX Phase Produced by Self-Propagating High Temperature Synthesis. Mater. Res. Proc. 2019, 13, 79–84. [Google Scholar]
- Kovalev, D.Y.; Luginina, M.A.; Vadchenko, S.G. X-ray diffraction study of self-propagating high-temperature synthesis in the Zr–Al–C system. Russ. J. Inorg. Chem. 2017, 62, 1638–1644. [Google Scholar] [CrossRef]
- Yeh, C.L.; Shen, Y.G. Effects of using Al4C3 as a reactant on formation of Ti3AlC2 by combustion synthesis in SHS mode. J. Alloys Compd. 2009, 473, 408–413. [Google Scholar] [CrossRef]
- Łopaciński, M.; Puszynski, J.; Lis, J. Synthesis of ternary titanium aluminum carbides using self-propagating high-temperature synthesis technique. J. Am. Ceram. Soc. 2001, 84, 3051–3053. [Google Scholar] [CrossRef]
- Yeh, C.L.; Shen, Y.G. Effects of TiC and Al4C3 addition on combustion synthesis of Ti2AlC. J. Alloys Compd. 2009, 470, 424–428. [Google Scholar] [CrossRef]
- Yeh, C.-L.; Chiang, C.H. Combustion synthesis of MAX phase solid solution Ti3(Al, Sn)C2. Nano Hybrids Compos. 2017, 16, 73–76. [Google Scholar] [CrossRef]
- Chlubny, L.; Lis, J.; Chabior, K.; Chachlowska, P.; Kapusta, C. Processing and properties of MAX phases–based materials using SHS technique. Arch. Metall. Mater. 2015, 60, 859–863. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhou, Y.C. Layered machinable and electrically conductive Ti2AlC and Ti3AlC2 ceramics: A review. J. Mater. Sci. Technol. 2010, 26, 385–416. [Google Scholar]
- Chlubny, L.; Lis, J.; Bućko, M.M. SHS Synthesis of the Materials in the Ti-Al-CN System Using Intermetallics. Adv. Sci. Technol. 2006, 45, 1047–1051. [Google Scholar]
- Yeh, C.L.; Kuo, C.W.; Wu, F.S. Formation of Ti2AlC0.5N0.5 solid solutions by combustion synthesis of Al4C3-containing samples in nitrogen. J. Alloys Compd. 2010, 508, 324–328. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Li, F.; Cui, H.; Zhang, L.; Guo, S. Synthesis and microstructure of Ti2AlN ceramic by thermal explosion. Ceram. Int. 2017, 43, 13618–13621. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Xiao, W.; Zhang, L.; Pu, Y.; Guo, S. Rapid synthesis of Ti2AlN ceramic via thermal explosion. Mater. Lett. 2015, 149, 5–7. [Google Scholar] [CrossRef]
- Chlubny, L.; Lis, J.; Borowiak, P.; Chabior, K.; Zieleńska, K. Densification and Phase Evolution of SHS Derived Ti2AlNActive Precursor Powders During Hot Pressing Processes. Dev. Strateg. Ceram. Mater. II Ceram. Eng. Sci. Proc. 2017, 37, 211–221. [Google Scholar]
- Tian, J.; Zhai, F.; Zhang, L.; Liu, G.; Ding, Z. Effect of N2 pressure on the phase composition and morphology of Ti2AlN prepared by self-propagating combustion method. Adv. Mater. Res. 2013, 710, 199–202. [Google Scholar] [CrossRef]
- Yeh, C.-L.; Kuo, C.-W.; Wu, F.-S. Formation of Ti2AlN by Solid–Gas Combustion Synthesis with AlN-and TiN-Diluted Samples in Nitrogen. Int. J. Appl. Ceram. Technol. 2010, 7, 730–737. [Google Scholar] [CrossRef]
- Aleksanyan, A.G.; Dolukhanyan, S.K.; Mayilyan, D.G.; Muradyan, G.N.; Ter-Galstyan, O.P.; Mnatsakanyan, N.L. Formation of Ti2AlNx MAX phase by “Hydride Cycle” and SHS methods. Ceram. Int. 2022, 49, 24229–24234. [Google Scholar] [CrossRef]
- Bolotskaia, A.V.; Mikheev, M.V.; Bazhin, P.M.; Stolin, A.M. The influence of aluminum nitride nanoparticles on the structure, phase composition, and properties of TiB/Ti-based materials obtained by SHS extrusion. Inorg. Mater. Appl. Res. 2019, 10, 1191–1195. [Google Scholar] [CrossRef]
- Lis, J.; Chlubny, L.; Łopaciński, M.; Stobierski, L.; Bućko, M.M. Ceramic nanolaminates—Processing and application. J. Eur. Ceram. Soc. 2008, 28, 1009–1014. [Google Scholar] [CrossRef]
- Riley, D.P.; Kisi, E.H.; Wu, E.; McCallum, A. Self-propagating high-temperature synthesis of Ti3SiC2 from 3Ti+ SiC+ C reactants. J. Mater. Sci. Lett. 2003, 22, 1101–1104. [Google Scholar] [CrossRef]
- Riley, D.P.; Kisi, E.H.; Hansen, T.C.; Hewat, A.W. Self-propagating high-temperature synthesis of Ti3SiC2: I, Ultra-High-speed neutron diffraction study of the reaction mechanism. J. Am. Ceram. Soc. 2002, 85, 2417–2424. [Google Scholar] [CrossRef]
- Dmitruk, A.; Naplocha, K.; Lagos, M.; Egizabal, P.; Grzęda, J. Microwave assisted self-propagating high-temperature synthesis of Ti3SiC2 MAX phase. Compos. Theory Pract. 2018, 18, 241–244. [Google Scholar]
- Siebert, J.P.; Bischoff, L.; Lepple, M.; Zintler, A.; Molina-Luna, L.; Wiedwald, U.; Birkel, C.S. Sol–gel based synthesis and enhanced processability of MAX phase Cr2GaC. J. Mater. Chem. C 2019, 7, 6034–6040. [Google Scholar] [CrossRef]
- Yeh, C.L.; Kuo, C.W.; Chu, Y.C. Formation of Ti3AlC2/Al2O3 and Ti2AlC/Al2O3 composites by combustion synthesis in Ti–Al–C–TiO2 systems. J. Alloys Compd. 2010, 494, 132–136. [Google Scholar] [CrossRef]
- Vershinnikov, V.I.; Kovalev, D.Y. Preparation of Ti2AlC and Ti3AlC2 MAX Phases by Self-Propagating High-Temperature Synthesis with the Reduction Stage. Russ. J. Non-Ferr. Met. 2020, 61, 554–558. [Google Scholar] [CrossRef]
- Vershinnikov, V.I.; Kovalev, D.Y. Synthesis of the Ti2AlC MAX phase with a reduction step via combustion of a TiO2+ Mg+ Al+ C mixture. Inorg. Mater. 2018, 54, 949–952. [Google Scholar] [CrossRef]
- Yeh, C.L.; Yang, W.J. Formation of MAX solid solutions (Ti,V)2AlC and (Cr,V)2AlC with Al2O3 addition by SHS involving aluminothermic reduction. Ceram. Int. 2013, 39, 7537–7544. [Google Scholar] [CrossRef]
- Kovalev, I.D.; Miloserdov, P.A.; Gorshkov, V.A.; Kovalev, D.Y. Synthesis of Nb2AlC MAX phase by SHS metallurgy. Russ. J. Non-Ferr. Met. 2020, 61, 126–131. [Google Scholar] [CrossRef]
- Miloserdov, P.A.; Gorshkov, V.A.; Kovalev, I.D.; Kovalev, D.Y. High-temperature synthesis of cast materials based on Nb2AlC MAX phase. Ceram. Int. 2019, 45, 2689–2691. [Google Scholar] [CrossRef]
- Yeh, C.L.; Kuo, C.W. An investigation on formation of Nb2AlC by combustion synthesis of Nb2O5–Al–Al4C3 powder compacts. J. Alloys Compd. 2010, 496, 566–571. [Google Scholar] [CrossRef]
- Yeh, C.L.; Kuo, C.W. Effects of Al and Al4C3 contents on combustion synthesis of Cr2AlC from Cr2O3–Al–Al4C3 powder compacts. J. Alloys Compd. 2011, 509, 651–655. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Miloserdov, P.A.; Khomenko, N.Y.; Miloserdova, O.M. High-temperature synthesis of composite materials based on (Cr, Mn, V)–Al–C MAX phases. Ceram. Int. 2021, 47, 25821–25825. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Miloserdov, P.A.; Karpov, A.V.; Shchukin, A.S.; Sytschev, A.E. Investigation of the composition and properties of a Cr2AlC MAX phase-based material prepared by metallothermic SHS. Phys. Met. Metallogr. 2019, 120, 471–475. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Khomenko, N.Y.; Kovalev, D.Y. The Synthesis of Cast Materials Based on the MAX Phases in a Cr–Ti–Al–C System. Russ. J. Non-Ferr. Met. 2021, 62, 732–739. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Karpov, A.V.; Kovalev, D.Y.; Sychev, A.E. Synthesis, Structure and Properties of Material Based on V2AlC MAX Phase. Phys. Met. Metallogr. 2020, 121, 765–771. [Google Scholar] [CrossRef]
- Miloserdov, P.A.; Yukhvid, V.I.; Gorshkov, V.A.; Kovalev, I.D. Aluminothermic SHS in CaCrO4–Al–C Mixtures under Nitrogen Pressure. Int. J. Self-Propagating High-Temp. Synth. 2018, 27, 123–126. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Miloserdov, P.A.; Luginina, M.A.; Sachkova, N.V.; Belikova, A.F. High-temperature synthesis of a cast material with a maximum content of the MAX phase Cr2AlC. Inorg. Mater. 2017, 53, 271–277. [Google Scholar] [CrossRef]
- Yeh, C.L.; Yang, W.J. Effects of co-reduction of Cr2O3 and V2O5 on combustion synthesis of (Cr1−xVx)2AlC/Al2O3 solid solution composites. J. Alloys Compd. 2014, 608, 292–296. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, Y.S. Effects of Al content on formation of TaC, Ta2C, and Ta2AlC by combustion synthesis with aluminothermic reactions. Ceram. Int. 2017, 43, 15659–15665. [Google Scholar] [CrossRef]
- Vershinnikov, V.I.; Kovalev, D.Y. Formation of V2AlC MAX phase by SHS involving magnesium reduction of V2O5. Ceram. Int. 2023, 49, 6063–6067. [Google Scholar] [CrossRef]
- Gorshkov, V.A.; Miloserdov, P.A.; Sachkova, N.V. High-Temperature Synthesis of Cast Materials Based on the MAX Phase Cr2AlC Using CaCrO4+ Al+ C Mixtures. Inorg. Mater. 2020, 56, 321–327. [Google Scholar] [CrossRef]
- Kovalev, D.Y.; Gorshkov, V.A.; Boyarchenko, O.D. High-Temperature Synthesis of Mo3Al2C-Based Materials via Combustion of MoO3+ Al+ C+ Al2O3 Powder Mixtures. Inorg. Mater. 2022, 58, 939–947. [Google Scholar] [CrossRef]
- Jiang, Q.; Lei, Y.; Liang, H.; Xi, K.; Xia, C.; Alshareef, H.N. Review of MXene electrochemical microsupercapacitors. Energy Storage Mater. 2020, 27, 78–95. [Google Scholar] [CrossRef]
- Rakhadilov, B.K.; Maksakova, O.V.; Buitkenov, D.B.; Kylyshkanov, M.K.; Pogrebnjak, A.D.; Antypenko, V.P.; Konoplianchenko, Y.V. Structural-phase and tribo-corrosion properties of composite Ti3SiC2/TiC MAX-phase coatings: An experimental approach to strengthening by thermal annealing. Appl. Phys. A 2022, 128, 145. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, H.; He, X.; Zhu, C.; Wang, R.; Sun, Y.; Chen, G.; Xiao, P. Growth morphology and microstructural characterization of nonstoichiometric Ti2AlC bulk synthesized by self-propagating high temperature combustion synthesis with pseudo hot isostatic pressing. Int. J. Refract. Met. Hard Mater. 2014, 45, 58–63. [Google Scholar] [CrossRef]
- Bai, Y.; He, X.; Li, Y.; Zhu, C.; Zhang, S. Rapid synthesis of bulk Ti2AlC by self-propagating high temperature combustion synthesis with a pseudo–hot isostatic pressing process. J. Mater. Res. 2009, 24, 2528–2535. [Google Scholar] [CrossRef] [Green Version]
- Stolin, A.M.; Bazhin, P.M. Manufacture of multipurpose composite and ceramic materials in the combustion regime and high-temperature deformation (SHS extrusion). Theor. Found. Chem. Eng. 2014, 48, 751–763. [Google Scholar] [CrossRef]
- Ying, G.; He, X.; Li, M.; Li, Y.; Du, S. Synthesis and mechanical properties of nano-layered composite. J. Alloys Compd. 2010, 506, 734–738. [Google Scholar] [CrossRef]
- Goc, K.; Przewoźnik, J.; Witulska, K.; Chlubny, L.; Tokarz, W.; Strączek, T.; Michalik, J.M.; Jurczyk, J.; Utke, I.; Lis, J.; et al. Structure, Morphology, Heat Capacity, and Electrical Transport Properties of Ti3(Al, Si)C2 Materials. Materials 2021, 14, 3222. [Google Scholar] [CrossRef]
- Zhu, C.-C.; Zhu, J.; Wu, H.; Lin, H. Synthesis of Ti3AlC2 by SHS and thermodynamic calculation based on first principles. Rare Met. 2015, 34, 107–110. [Google Scholar] [CrossRef]
- Kong, F.; He, X.; Liu, Q.; Qi, X.; Zheng, Y.; Wang, R.; Bai, Y. Effect of Ti3AlC2 precursor on the electrochemical properties of the resulting MXene Ti3C2 for Li-ion batteries. Ceram. Int. 2018, 44, 11591–11596. [Google Scholar] [CrossRef]
- Pietzka, M.A.; Schuster, J.C. Summary of constitutional data on the aluminum-carbon-titanium system. J. Phase Equilibria 1994, 15, 392–400. [Google Scholar] [CrossRef]
Figure 1.
Analysis of the literature available on the SHS-produced MAX phases.

Figure 2.
SEM micrographs of the synthesized products obtained from (a) an elemental powder compact of 3Ti + Al + 2C and (b) a 5.56 mol% Al4C3-containing sample of 3Ti + 1.25C + 0.25Al4C3. Reproduced with permission [43]. Copyright 2009, Elsevier (c) Fracture microstructure of the material synthesized from the MA raw mixture using force SHS-pressing. Reproduced with permission [15]. Copyright 2015, Springer (d) SEM image of Ti2AlC obtained from the elements during the cooling stage of the solid–liquid interaction. Reproduced with permission [27]. Copyright 2016, PTMK.
Figure 2.
SEM micrographs of the synthesized products obtained from (a) an elemental powder compact of 3Ti + Al + 2C and (b) a 5.56 mol% Al4C3-containing sample of 3Ti + 1.25C + 0.25Al4C3. Reproduced with permission [43]. Copyright 2009, Elsevier (c) Fracture microstructure of the material synthesized from the MA raw mixture using force SHS-pressing. Reproduced with permission [15]. Copyright 2015, Springer (d) SEM image of Ti2AlC obtained from the elements during the cooling stage of the solid–liquid interaction. Reproduced with permission [27]. Copyright 2016, PTMK.

Figure 3.
SEM micrographs illustrating the fracture surfaces of the synthesized products of Al2O3-added (Ti1−xVx)2AlC with x (a) 0.3, and (b) 0.7, respectively. Reproduced with permission [66]. Copyright 2013, Elsevier.
Figure 3.
SEM micrographs illustrating the fracture surfaces of the synthesized products of Al2O3-added (Ti1−xVx)2AlC with x (a) 0.3, and (b) 0.7, respectively. Reproduced with permission [66]. Copyright 2013, Elsevier.

Figure 4.
Polished and etched surfaces (a,b), and the layered growth of Ti2AlC synthesized by the SHS/PHIP process (c) Reproduced with permission [84,85]. Copyright 2014, Elsevier.

Figure 5.
SEM image of the Ti3AlC2 sample with growth steps of grains (a) Reproduced with permission [24]. Copyright 2007, Elsevier. SEM image of typical nanolayered structure of (Ti3AlC2–Cr2AlC)-TiC composite SHS/PHIP sample (b) Reproduced with permission [87]. Copyright 2010, Elsevier.

Figure 6.
Fractured SEM image of the Ti2AlN samples obtained by TE with a compact height of 2 (a) and 10 (b) mm. Reproduced with permission [51]. Copyright 2017, Elsevier.
Figure 6.
Fractured SEM image of the Ti2AlN samples obtained by TE with a compact height of 2 (a) and 10 (b) mm. Reproduced with permission [51]. Copyright 2017, Elsevier.

Figure 7.
Backscattered electron images of a polished section. (a) A closer view of the crystal growth morphology inside a large pore. (b) A single phase, plate-like Ti3SiC2. Reproduced with permission [59]. Copyright 2003, Springer.
Figure 7.
Backscattered electron images of a polished section. (a) A closer view of the crystal growth morphology inside a large pore. (b) A single phase, plate-like Ti3SiC2. Reproduced with permission [59]. Copyright 2003, Springer.

Figure 8.
Nickel-uninfiltrated skeleton bottom part (a). Nickel-infiltrated top skeleton part (b). Bottom Ti3SiC2 skeleton infiltrated by Ni-Si (c). Reproduced with permission [26]. Copyright 2019, Springer.
Figure 8.
Nickel-uninfiltrated skeleton bottom part (a). Nickel-infiltrated top skeleton part (b). Bottom Ti3SiC2 skeleton infiltrated by Ni-Si (c). Reproduced with permission [26]. Copyright 2019, Springer.

Figure 9.
SEM images of 2Nb + Al + C combusted at 6 MPa N2 pressure (a) and 2Nb + Al + 0.5C after SHS in the chemical furnace (b) [39].
Figure 9.
SEM images of 2Nb + Al + C combusted at 6 MPa N2 pressure (a) and 2Nb + Al + 0.5C after SHS in the chemical furnace (b) [39].

Figure 10.
SEM image of the fracture surface of the material based on the V2AlC MAX phase obtained via SHS metallothermy (Reproduced with permission [71]. Copyright 2021, Elsevier) (a) and the Ta2AlC MAX phase obtained from the powder compact of Ta:Al:C = 2:1.6:1 (Reproduced with permission [40]. Copyright 2009, Elsevier) (b).
Figure 10.
SEM image of the fracture surface of the material based on the V2AlC MAX phase obtained via SHS metallothermy (Reproduced with permission [71]. Copyright 2021, Elsevier) (a) and the Ta2AlC MAX phase obtained from the powder compact of Ta:Al:C = 2:1.6:1 (Reproduced with permission [40]. Copyright 2009, Elsevier) (b).

Table 2.
Mechanical properties of the SHS-derived MAX phases.
| System | Compaction Method | Density (Theoretical/Relative) | Hardness | Fracture Toughness | Ref |
|---|---|---|---|---|---|
| (Ti,V)2AlC/Al2O3 | SHS metallothermy | 4.12–4.31 g/cm3 | 4.8 GPa | 7.2 MPam1/2 | [66] |
| (Cr,V)2AlC/Al2O3 | 4.53–4.78 g/cm3 | 6.3 GPa | 9.7 MPam1/2 | ||
| Ti2AlC/Ti3AlC2/TiC | SHS/PHIP | 4.08 g/cm3/97% | 4.6 GPa | 6.6 MPam1/2 | [12] |
| Cr2AlC/TiC/Al8Cr5/Cr2Al | 4.64g/cm3/93% | 10.1GPa | 5.1 MPam1/2 | ||
| Ti2AlC | SHS/HP | 2.96g/cm3/75% | 0.62 GPa | - | [47] |
| Ti3AlC2 | 4.2g/cm3/99% | 4.22 GPa | - | ||
| Ti2AlC | SHS/PHIP | 3.99g/cm3/98% | - | - | [84] |
| Ti-Al-C | SHS extrusion | - | 4–4.5 GPa | - | [86] |
| Ti2AlC0.69 | SHS/PHIP | 97% | 5.8 GPa | 6.5 MPam1/2 | [85] |
| Ti3AlC2, Cr2AlC and TiC | SHS/PHIP | 4.55 g/cm3 | 10.53 GPa | 6.23 MPam1/2 | [87] |
| (Ti1−xNbx)2AlC SS | SHS metallothermy | 3.4–4.2 g/cm3 | - | - | [33] |
| (Ti1−xNbx)2AlC SS with alumina | 4.3–5.6 g/cm3 | - | - | ||
| Ti3(Al,Si)C2 | SHS/HP | - | - | - | [88] |
| Ti2AlC | Pressure assisted TE | 98% | 6.4 GPa | - | [22] |
| Ti2AlN | SHS/HP | 4.2 g/cm3 | - | - | [53] |
| Ti4AlN3,Ti2AlN | SHS/HP | 4.6 g/cm3 | - | - | |
| Ti2AlN0.25 | SHS/HC | 3.96 g/cm3 | - | - | [56] |
| Ti2AlN0.63 | SHS/HC | 3.03 g/cm3 | - | - | |
| Ti2AlN and Ti4AlN3 | SHS extrusion | - | 1288–1682 kgf/mm2 | - | [57] |
| Ti3SiC2, TiC | SHS/TE (reactive forging) | >95% | 4.6 GPa | - | [22] |
| Ti3SiC2 | Field activated pressure assisted SHS | 4.53 g/cm3 | 6–7 GPa | - | [36] |
| Ti3SiC2 | SHS/HP | - | 5.8 GPa | 7–8.2 MPam1/2 | [58] |
| Ti3SiC2,TiC | SHS/HP | 4.5 g/cm3 | - | - | [38] |
| Cr2AlC, Cr5Al8 | SHS metallothermy | - | 412–613 kg/mm2 | - | [71] |
| (Cr,V)2AlC | SHS metallothermy | - | 6.9 GPa | - | [72] |
| Zr2SC | SHS | - | 2.5 GPa | - | [41] |
| Zr1.4Mo0.6SC | SHS | - | 4.0 GPa | - | |
| V2AlC | SHS metallothermy | 4.85 g/cm3 | - | - | [80] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Aydinyan, S. Combustion Synthesis of MAX Phases: Microstructure and Properties Inherited from the Processing Pathway. Crystals 2023, 13, 1143. https://doi.org/10.3390/cryst13071143
AMA Style
Aydinyan S. Combustion Synthesis of MAX Phases: Microstructure and Properties Inherited from the Processing Pathway. Crystals. 2023; 13(7):1143. https://doi.org/10.3390/cryst13071143
Chicago/Turabian StyleAydinyan, Sofiya. 2023. "Combustion Synthesis of MAX Phases: Microstructure and Properties Inherited from the Processing Pathway" Crystals 13, no. 7: 1143. https://doi.org/10.3390/cryst13071143
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.