
Mechanical and Physical Characterizations of a Three-Phase TiAl Alloy during Near Isothermal Forging
 ,
,
Abstract
:1. Introduction
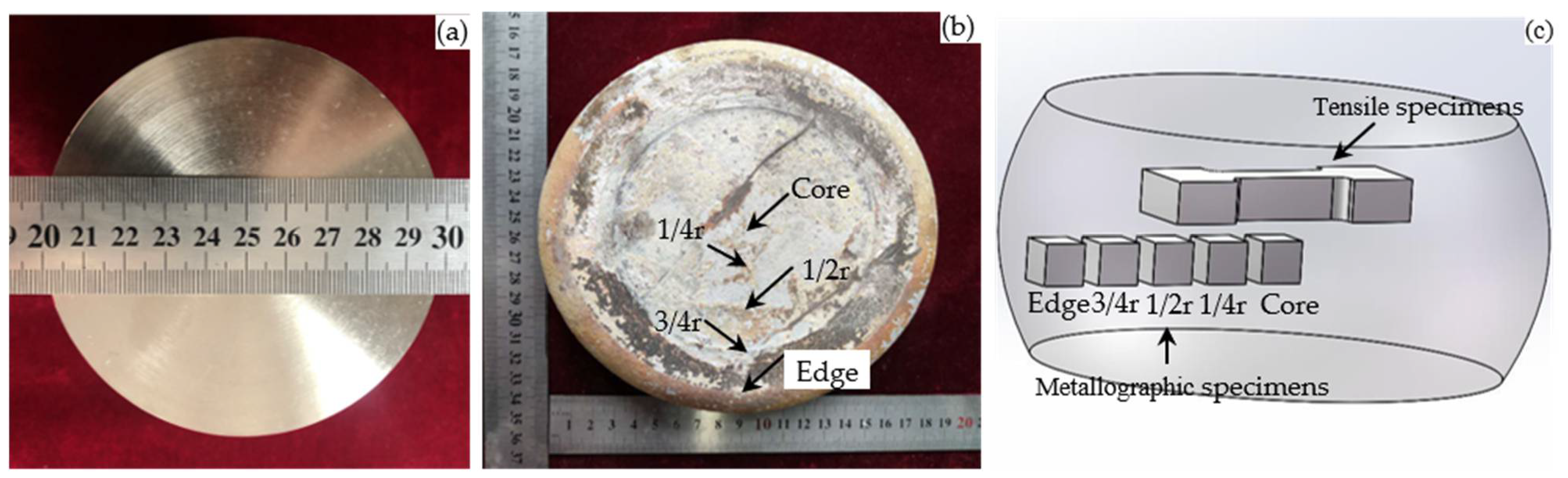
2. Materials and Methods
3. Results and Discussion
3.1. As-Cast Microstructure
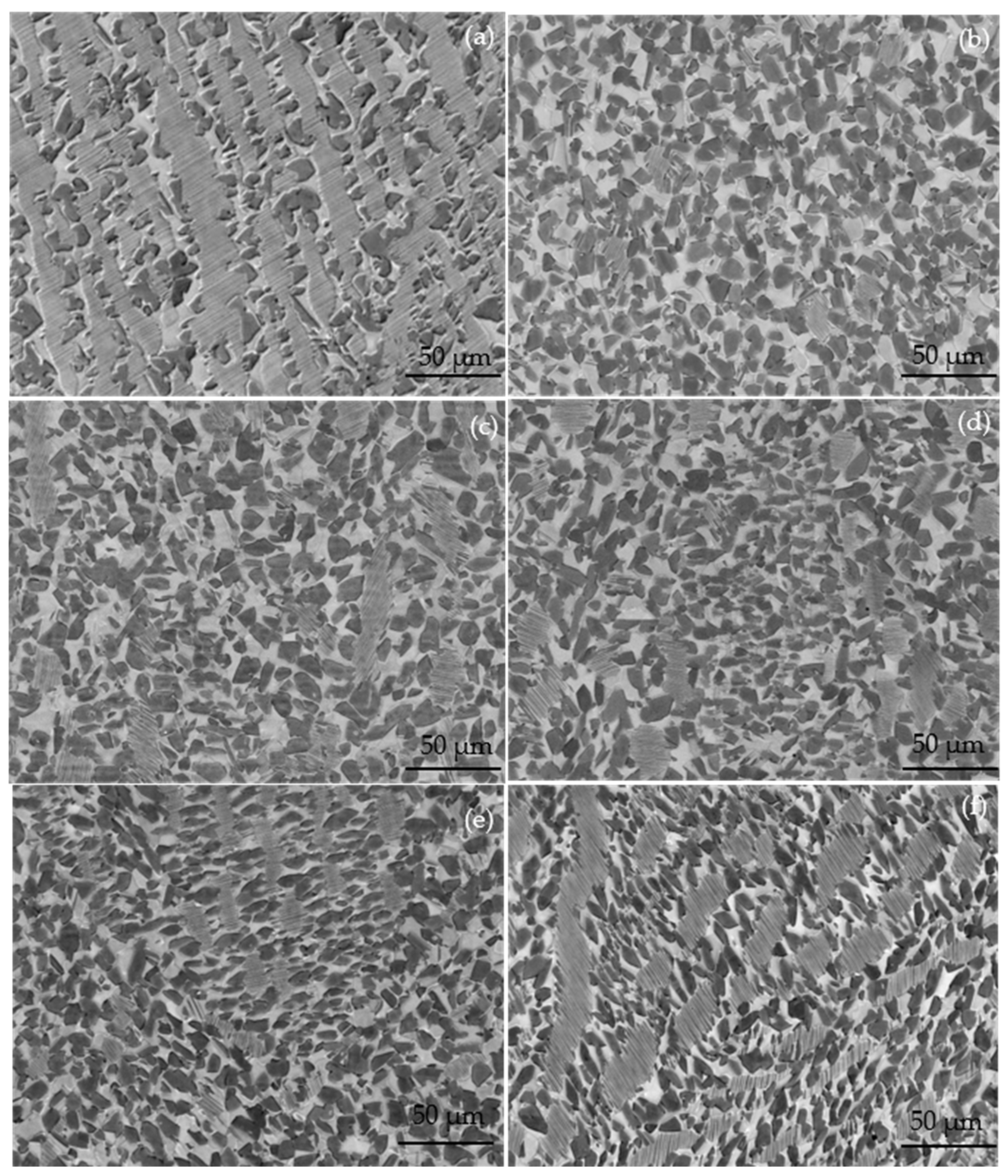
3.2. Forging Microstructure
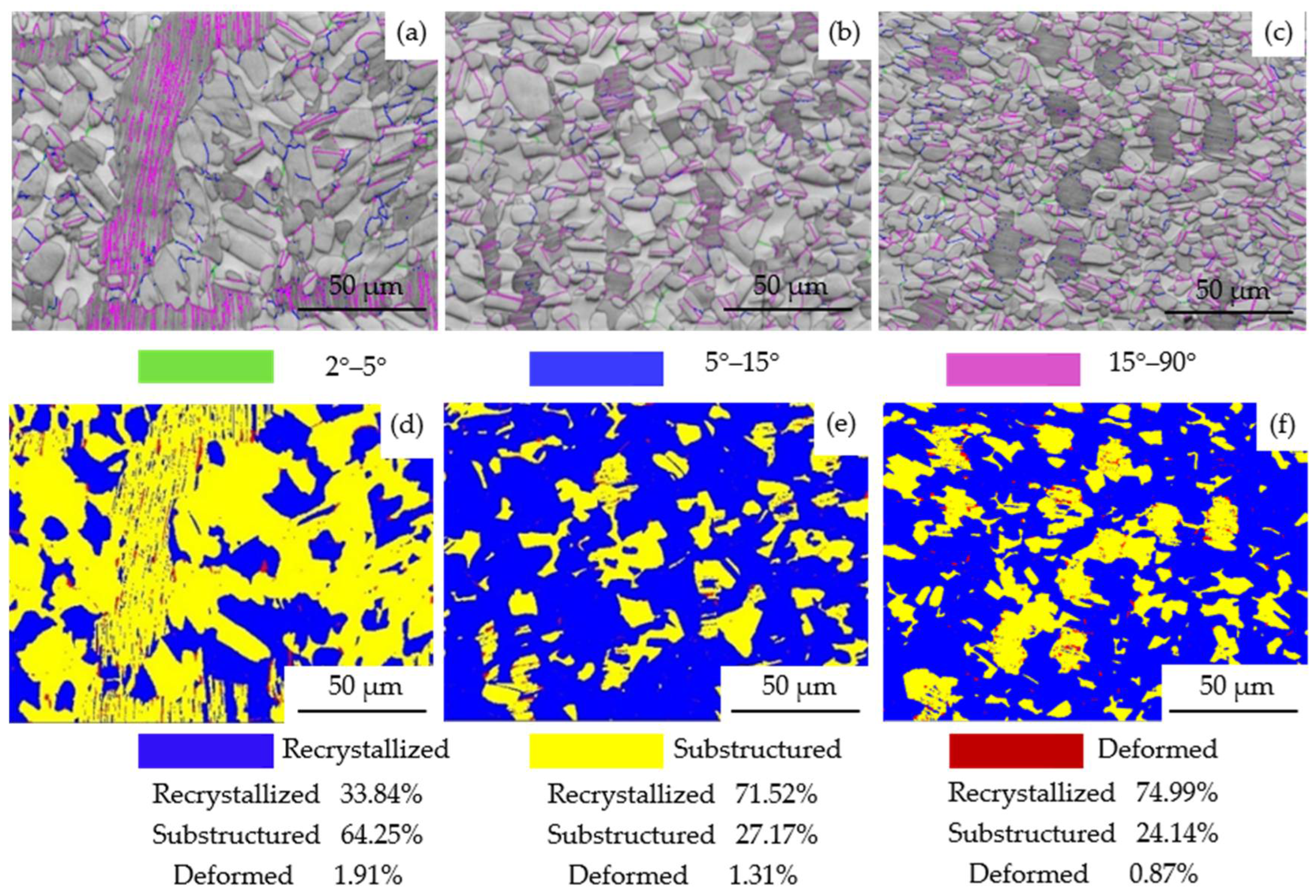
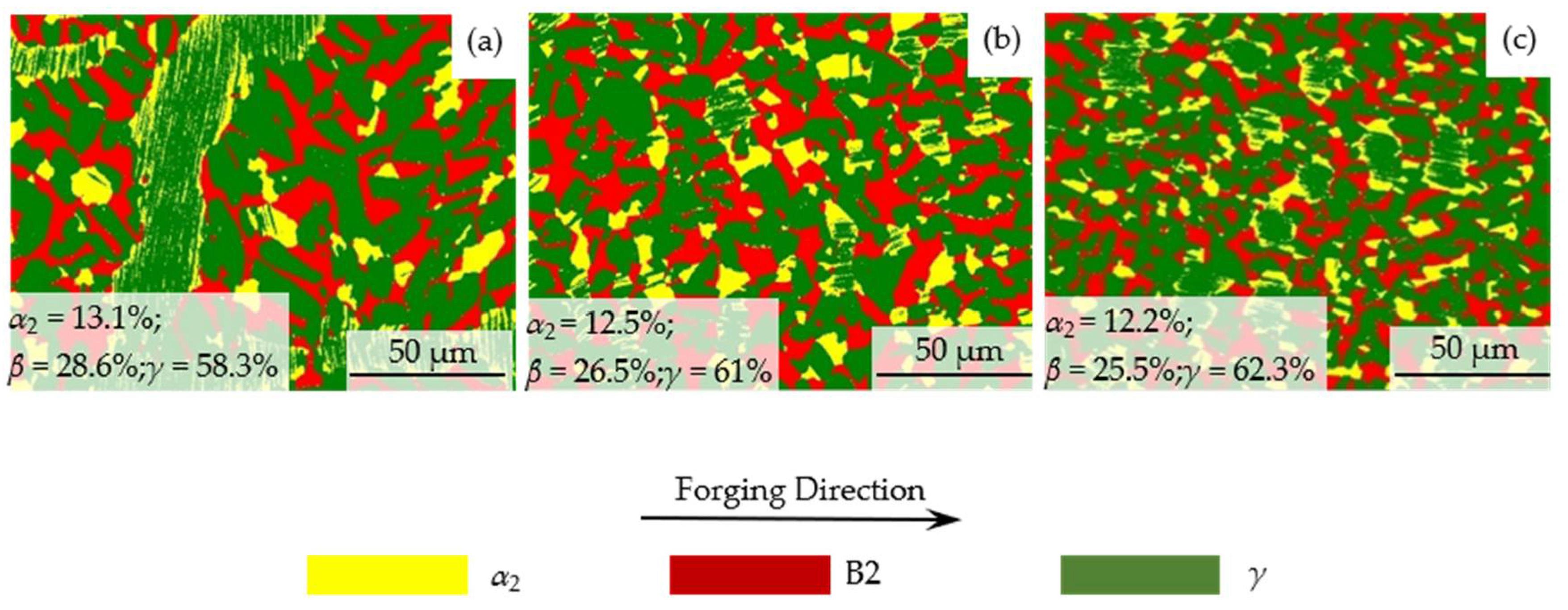
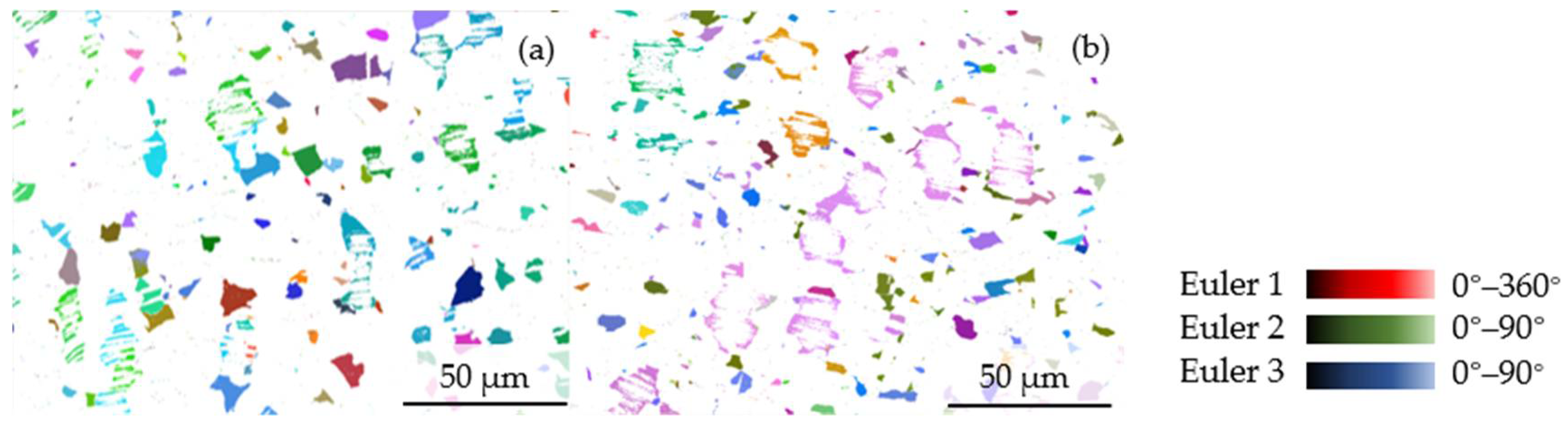
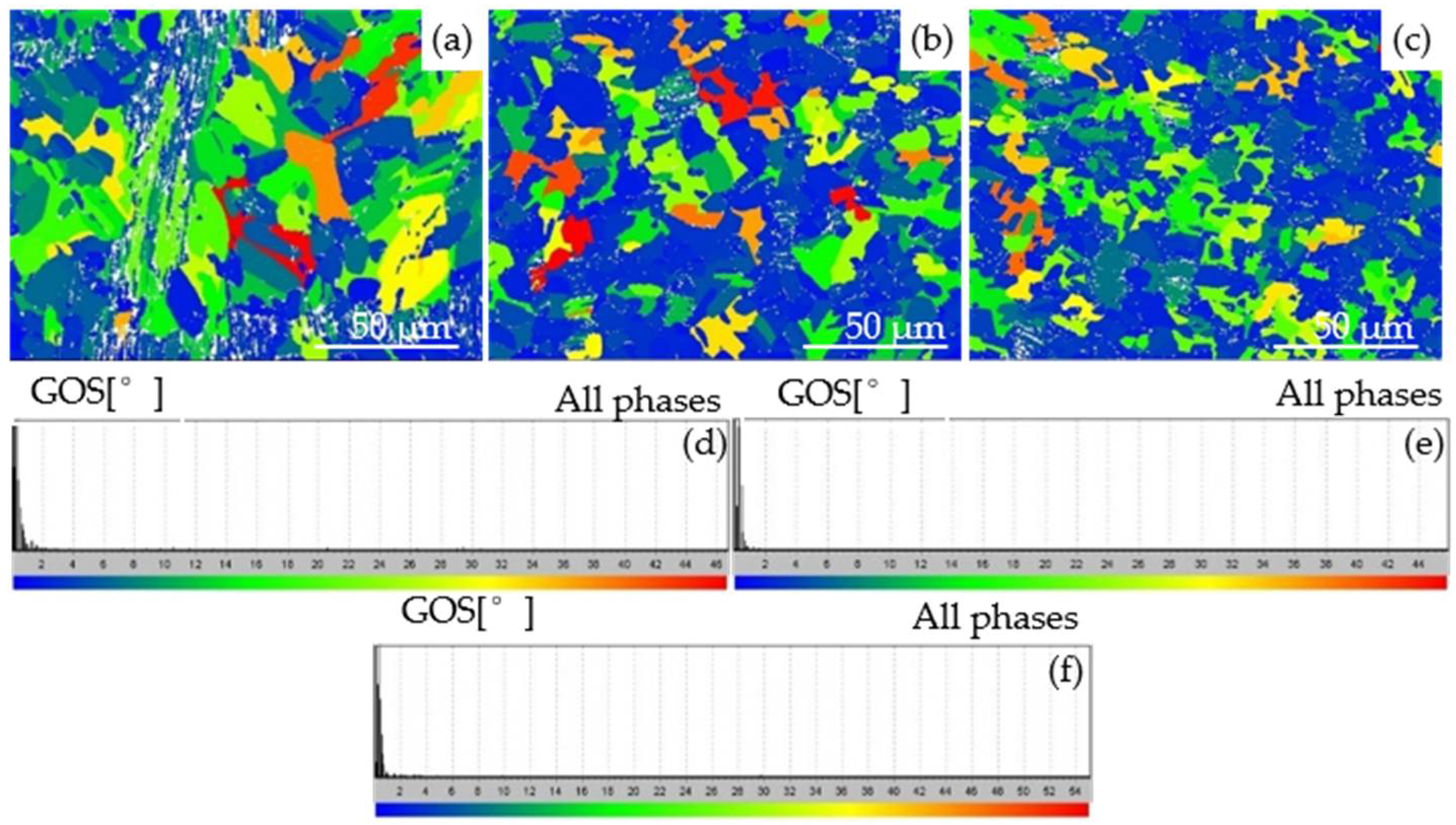
3.3. Microstructure Characterization of Large Deformation Area
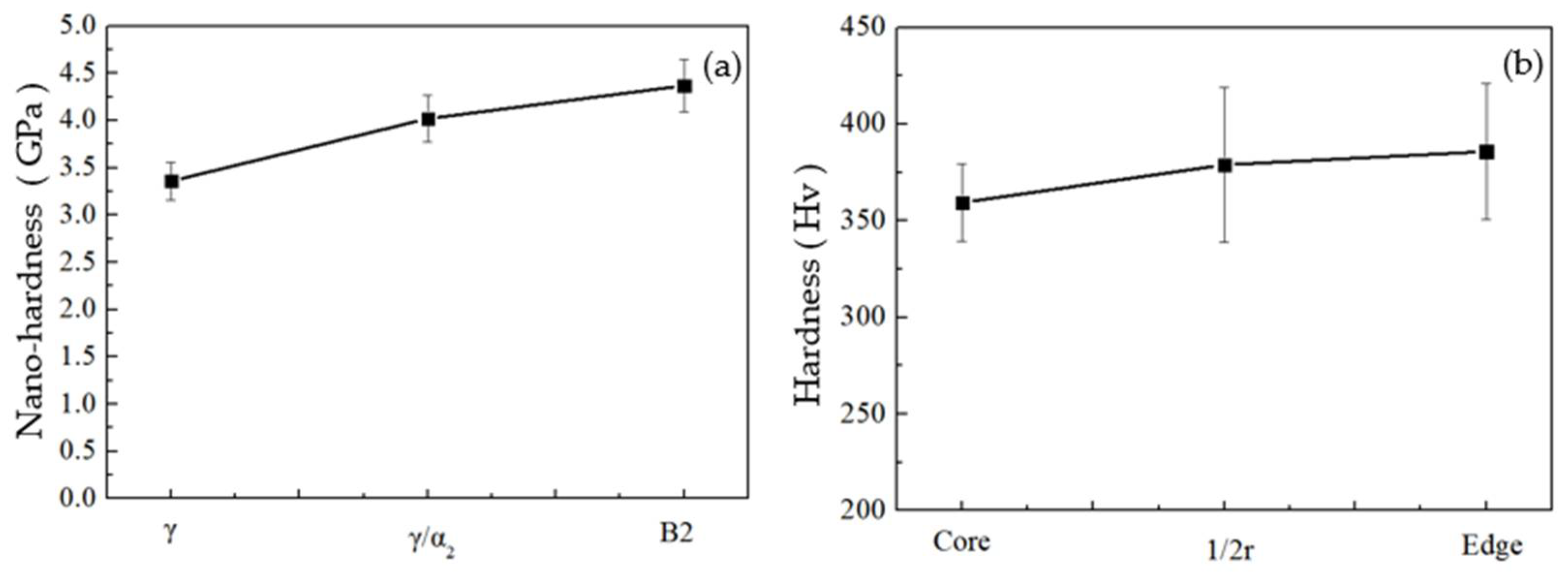
3.4. Micro and Nano-Hardness Analysis
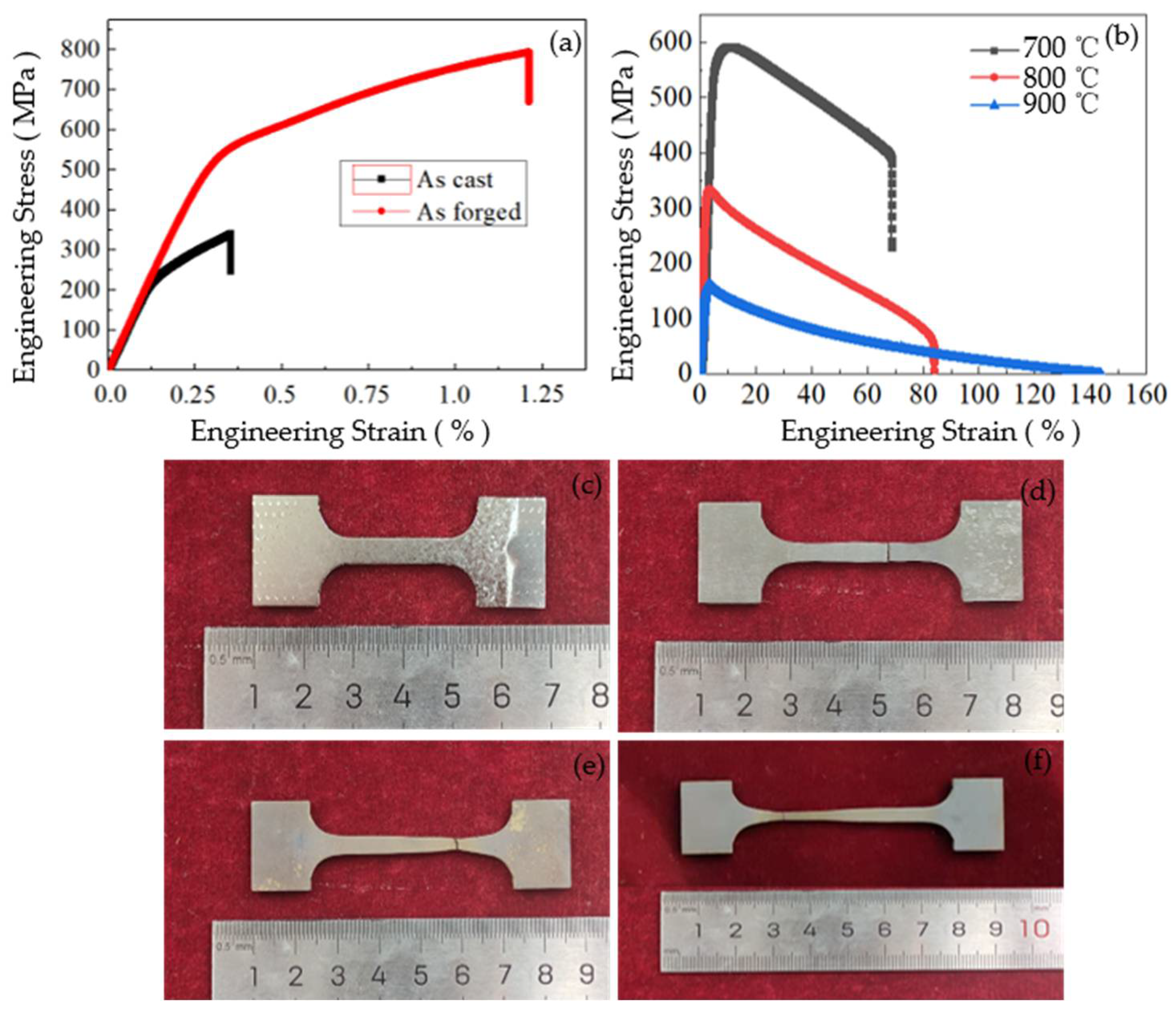
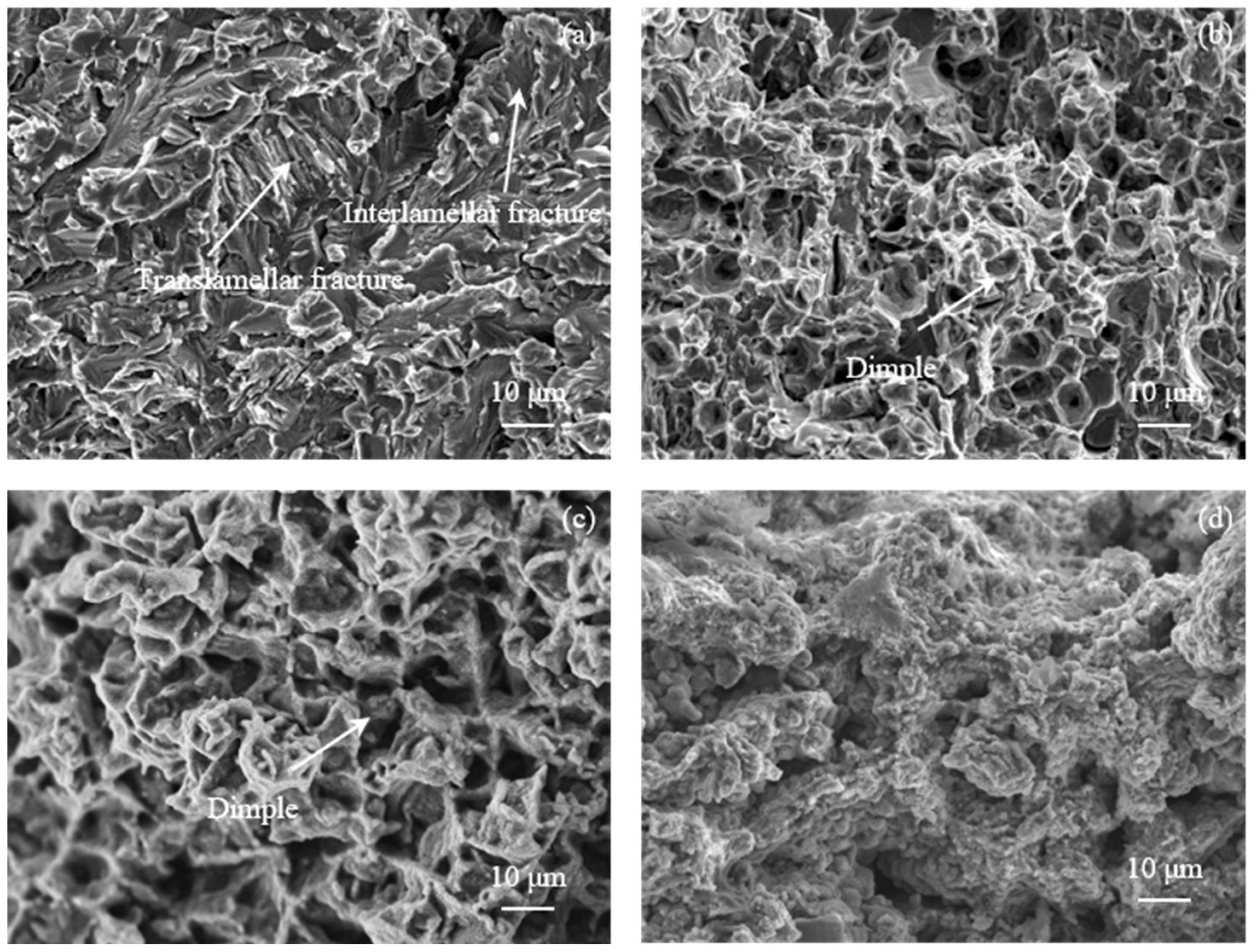
3.5. Room-Temperature and High-Temperature Tensile Property
3.6. Analysis of the High-Strength Plasticity Mechanism of the Three-Phase TiAl Alloy
4. Conclusions
- (1)
- The high-temperature softening of the Ti-40Al-6V-1Cr-0.3Ni alloy during near-isothermal forging is dominated by coordinated deformation of the β phase, decomposition of lamellar structure, and dynamic recrystallization of the γ phase. The final microstructure is a mixture of residual α2/γ lamellae, equiaxed B2 and γ phases. The as-forged microstructure is fine and consistent, and the grain size at the center of the forging disk is about 10 μm.
- (2)
- Each phase of the novel three-phase TiAl alloy exhibits low nanohardness and the hardness for α2/γ lamellae, equiaxed B2 and γ phases are 4.75 GPa, 5.19 GPa, and 3.83 GPa, respectively. The soft B2 and γ phases, and the lower hardness difference between the B2 and γ phases contribute to the coordinated plastic deformation.
- (3)
- The forged Ti-40Al-6V-1Cr-0.3Ni alloy exhibits outstanding tensile properties, with a strength of 800 MPa, an elongation of 1.2%, and an elastic modulus of 162 GPa at room temperature. At high temperatures, the elastic modulus decreases, the elongation increases dramatically, and the deformed alloy achieves superplasticity at 900 °C. The favorable tensile property at room and high temperatures can be attributed to the fine microstructure, soft phase and better coordinated deformation between different phases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, L.; Shen, C.; Zhang, Y.; Li, F.; Huang, Y.; Ding, Y.; Xin, J.; Zhou, W.; Hua, X. Effect of Al content on the microstructure and mechanical properties of γ-TiAl alloy fabricated by twin-wire plasma arc additive manufacturing system. Mater. Sci. Eng. A 2021, 826, 142008. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549. [Google Scholar] [CrossRef]
- Shuai, L.; Liu, Z.Y.; Xia, Y.Q.; Wang, X.X.; He, P.; Jiu, Y.T.; Jia, L.H.; Long, W.M. Vacuum brazing TiAl intermetallics to GH3030 alloy with a multi-component Ti-based filler metal. J. Manuf. Process. 2021, 70, 484–493. [Google Scholar]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications—processing, microstructure and properties. Mater. High Temp. 2016, 33, 560. [Google Scholar] [CrossRef]
- Tan, Y.; Chen, R.; Fang, H.; Liu, Y.; Cui, H.; Su, Y.; Guo, J.; Fu, H. Enhanced strength and ductility in Ti46Al4Nb1Mo alloys via boron addition. J. Mater. Sci. Technol. 2022, 102, 16–23. [Google Scholar] [CrossRef]
- Jia, Y.; Liu, Z.D.; Li, S.; Yao, H.M.; Ren, Z.K.; Wang, T.; Han, J.C.; Xiao, S.L.; Chen, Y.L. Effect of cooling rate on solidification microstructure and mechanical properties of TiB2-containing TiAl alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 391–403. [Google Scholar] [CrossRef]
- Liu, X.; Song, L.; Stark, A.; Lorenz, U.; He, Z.; Lin, J.P.; Pyczak, F.; Zhang, T. Deformation and phase transformation behaviors of a high Nb-containing TiAl alloy compressed at intermediate temperatures. J. Mater. Sci. Technol. 2022, 102, 89–96. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Brailovski, V.; Inaekyan, K.; Korotitskiy, A.; Kreitcberg, A. Thermo mechanical Treatment of TiNi Intermetallic−based Shape Memory Alloys. Mater. Sci. Found. 2015, 81–82, 260. [Google Scholar] [CrossRef]
- Clemens, H.; Glatz, W.; Eberhardt, N.; Martinz, H.P.; Knabl, W. Processing, Properties and Applications of Gamma Titanium Aluminide Sheet and Foil Materials. MRS Online Proc. Libr. 1996, 460, 29–43. [Google Scholar] [CrossRef]
- Das, G.; Kestler, H.; Clemens, H.; Bartolotta, P.A. Sheet gamma TiAl: Status and opportunities. JOM 2004, 56, 42–45. [Google Scholar] [CrossRef]
- Zhu, K.; Qu, S.; Feng, A.; Sun, J.; Shen, J. Microstructural Evolution and Refinement Mechanism of a Beta–Gamma TiAl-Based Alloy during Multidirectional Isothermal Forging. Materials 2019, 12, 2496. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, C.T.; Wright, J.L.; Deevi, S.C. Microstructures and properties of a hot-extruded TiAl containing no Cr. Mater. Sci. Eng. A 2002, 329, 416–423. [Google Scholar] [CrossRef]
- Wei, S.; Fei, Y.; Kong, F.; Wang, X.; Chen, Y. Interface characteristics of Ti6Al4V-TiAl metal-intermetallic laminate (MIL) composites prepared by a novel hot-pack rolling. Mater. Charact. 2018, 144, 173–181. [Google Scholar]
- Wang, Q.B.; Zhang, S.Z.; Zhang, C.J.; Song, Z.W.; Zhu, D.D.; Dong, D.; Zhang, S.L. Effect of hot rolling temperature on microstructure evolution, deformation texture and nanoindentation properties of an intermetallic Ti-43Al-9V-0.2Y alloy. Intermetallics 2020, 117, 106677. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, K.; Lu, Z.; Xiao, H. Microstructure evolution and mechanical properties of Ti46.5Al2Cr1.8Nb-(W, B) alloys fabricated by spark plasma sintering and pulse current assisted isothermal forging. Mater. Sci. Eng. A 2019, 747, 98–110. [Google Scholar] [CrossRef]
- Su, Y.; Kong, F.; Chen, Y.; Gao, N.; Zhang, D. Microstructure and mechanical properties of large size Ti-43Al-9V-0.2Y alloy pancake produced by pack-forging. Intermetallics 2013, 34, 29–34. [Google Scholar] [CrossRef]
- Liu, G.H.; Li, T.R.; Wang, X.Q.; Guo, R.Q.; Misra, R.D.K.; Wang, Z.D.; Wang, G.D. Effect of alloying additions on work hardening, dynamic recrystallization, and mechanical properties of Ti-44Al-5Nb-1Mo alloys during direct hot-pack rolling. Mater. Sci. Eng. A 2020, 773, 138838.1–138838.10. [Google Scholar] [CrossRef]
- Wu, Y.; Hu, R.; Yang, J.; Xue, X. Phase Transformation and Fine Fully Lamellar (FFL) Structure Formation in a High Nb-Containing Beta-Gamma TiAl Alloy. Adv. Eng. Mater. 2019, 21, 1900244. [Google Scholar] [CrossRef]
- Xiang, L.; Tang, B.; Xue, X.; Kou, H.; Li, j. Microstructural characteristics and dynamic recrystallization behavior of β-γ TiAl based alloy during high temperature deformation. Intermetallics 2018, 97, 52–57. [Google Scholar] [CrossRef]
- Ning, C.; Kong, F.; Wang, X.; Chen, Y.; Zhou, H. Microstructural evolution, hot workability, and mechanical properties of Ti–43Al–2Cr–2Mn–0.2Y alloy. Mater. Des. 2016, 89, 1020–1027. [Google Scholar]
- Niu, H.Z.; Chen, Y.Y.; Xiao, S.L.; Xu, L.J. Microstructure evolution and mechanical properties of a novel beta γ-TiAl alloy. Intermetallics 2012, 31, 225–231. [Google Scholar] [CrossRef]
- Zhao, E.T.; Niu, H.Z.; Zhang, S.Z.; Feng, L.; Yang, S.Y. Microstructural control and mechanical properties of a β-solidified γ-TiAl alloy Ti-46Al-2Nb-1.5V-1Mo-Y. Mater. Sci. Eng. A 2017, 701, 1–6. [Google Scholar] [CrossRef]
- Gao, S.; Xu, X.; Shen, Z.; Ye, T.; Xu, S.; Lin, J. Microstructure and properties of forged plasma arc melted pilot ingot of Ti–45Al–8.5Nb–(W, B, Y) alloy. Mater. Sci. Eng. A 2016, 677, 89–96. [Google Scholar]
- Kim, J.S.; Lee, Y.H.; Kim, Y.W.; Lee, C.S. High Temperature Deformation Behavior of Beta-Gamma TiAl Alloy. Mater. Sci. Forum 2007, 539–543, 1531–1536. [Google Scholar] [CrossRef]
- Chen, Y.; Niu, H.; Kong, F.; Xiao, S. Microstructure and fracture toughness of a β phase containing TiAl alloy. Intermetallics 2011, 19, 1405–1410. [Google Scholar] [CrossRef]
- Liu, H.; Li, Z.; Gao, F.; Wang, Q. Dislocation structures of B2 phase in Ti-42Al-6V-1Cr alloy deformed at room temperature and 800 °C. J. Alloy. Compd. 2019, 785, 131–135. [Google Scholar] [CrossRef]
- Liu, H.; Rong, R.; Gao, F.; Liu, Y.; Li, Z.; Wang, Q. Hot Deformation Mechanisms of an As-Extruded TiAl Alloy with Large Amount of Remnant Lamellae. J. Mater. Eng. Perform. 2017, 26, 3151–3159. [Google Scholar] [CrossRef]
- Han, J.; Xiao, S.; Tian, J.; Chen, Y.; Xu, L.; Wang, X.; Jia, Y.; Rahoma, H.K.S.; Du, Z.; Cao, S. Microstructure characterization, mechanical properties and toughening mechanism of TiB2-containing conventional cast TiAl-based alloy. Mater. Sci. Eng. A 2015, 645, 8–19. [Google Scholar] [CrossRef]
- Kartavykh, A.V.; Asnis, E.A.; Piskun, N.V.; Statkevich, I.I.; Gorshenkov, M.V.; Korotitskiy, A.V. A promising microstructure/deformability adjustment of beta-stabilized gamma-TiAl intermetallics. Mater. Lett. 2016, 162, 180–184. [Google Scholar] [CrossRef]
- Koeppe, C.; Bartels, A.; Seeger, J.; Mecking, H. General aspects of the thermomechanical treatment of two-phase intermetallic TiAl compounds. Metall. Trans. A 1993, 24, 1795–1806. [Google Scholar] [CrossRef]
- Huang, S.C.; Hall, E.L. The effects of Cr additions to binary TiAl-base alloys. Metall. Trans. A 1991, 22, 2619–2627. [Google Scholar] [CrossRef]
- Xu, R.R.; Li, H.; Li, M.Q. Dynamic recrystallization mechanism of γ and α phases during the isothermal compression of γ-TiAl alloy with duplex structure. J. Alloy. Compd. 2020, 844, 156089. [Google Scholar] [CrossRef]
- Takeyama, M.; Kobayashi, S. Physical metallurgy for wrought gamma titanium aluminides: Microstructure Control Through Phase Transformations. Intermetallics 2005, 13, 993–999. [Google Scholar] [CrossRef]
- Zhu, L.; Li, J.; Tang, B.; Zhao, F.; Hua, K.; Yan, S.; Kou, H. Dynamic recrystallization and phase transformation behavior of a wrought β-γ TiAl alloy during hot compression. Prog. Nat. Sci. 2020, 30, 517–525. [Google Scholar] [CrossRef]
- Liu, B.; Liu, Y.; Li, Y.P.; Zhang, W.; Chiba, A. Thermomechanical characterization of β-stabilized Ti–45Al–7Nb–0.4W–0.15B alloy. Intermetallics 2011, 19, 1184–1190. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Vanderschueren, D.; Nobuki, M.; Nakamura, M. Superplasticity in a vanadium alloyed gamma plus beta phased Ti-Al intermetallic. Scr. Metall. Mater. 1993, 28, 605–610. [Google Scholar] [CrossRef]
- Jiang, H.; Zeng, S.; Zhao, A.; Ding, X.; Dong, P. Hot deformation behavior of β phase containing γ-TiAl alloy. Mater. Sci. Eng. A 2016, 661, 160–167. [Google Scholar] [CrossRef]
- Lu, S.; Zhang, B.; Li, X.; Zhao, J.; Zaiser, M.; Fan, H.; Zhang, X. Grain boundary effect on nanoindentation: A multiscale discrete dislocation dynamics model. J. Mech. Phys. Solids 2019, 126, 117–135. [Google Scholar] [CrossRef] [Green Version]
- Ghandvar, H.; Jabbar, M.A.; Koloor, S.S.R.; Petrů, M.; Bahador, A.; Bakar, T.A.A.; Kondoh, K. Role B4C Addition on Microstructure, Mechanical, and Wear Characteristics of Al-20%Mg2Si Hybrid Metal Matrix Composite. Appl. Sci. 2021, 11, 3047. [Google Scholar] [CrossRef]
- Huang, Z.W. Ordered ω phases in a 4Zr–4Nb-containing TiAl-based alloy. Acta Mater. 2008, 56, 1689–1700. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, X.; Kong, F.; Sun, L.; Chen, Y. Microstructure, texture and mechanical properties of Ti-43Al-9V-0.2Y alloy hot-rolled at various temperatures. J. Alloy. Compd. 2019, 777, 795–805. [Google Scholar] [CrossRef]
- Hünecke, J.; SchNe, D.; Klingbeil, D.; Bork, C. Advanced life prediction by microstructural simulation of short cracks in a low carbon steel. Int. J. Fatigue 2006, 28, 993–1000. [Google Scholar] [CrossRef]
- Kim, Y.-W. Ordered intermetallic alloys, part III: Gamma titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Wen, D.; Huang, Y.Y.; Wu, D.H.; Cao, M.Z.; Xiong, L.Y. Effects of Cr and Sn on defects and electron densities in TiAl alloys. Mater. Lett. 2002, 56, 593–596. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Cr | Ni |
|---|---|---|---|---|
| 53.1 | 39.9 | 6.1 | 1.0 | 0.3 |
| 2°–5° | 5°–15° | |
|---|---|---|
| Edge | 17.46% | 19.94% |
| 1/2r | 17.59% | 11.14% |
| Core | 9.47% | 9.87% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Wei, J.; Niu, H.; Cao, S.; Du, Z.; Jia, Y.; Yao, H.; Zhang, Z.; Han, J. Mechanical and Physical Characterizations of a Three-Phase TiAl Alloy during Near Isothermal Forging. Crystals 2022, 12, 1391. https://doi.org/10.3390/cryst12101391
Zhao X, Wei J, Niu H, Cao S, Du Z, Jia Y, Yao H, Zhang Z, Han J. Mechanical and Physical Characterizations of a Three-Phase TiAl Alloy during Near Isothermal Forging. Crystals. 2022; 12(10):1391. https://doi.org/10.3390/cryst12101391
Chicago/Turabian StyleZhao, Xuexia, Junxin Wei, Hui Niu, Shouzhen Cao, Zhihao Du, Yi Jia, Haoming Yao, Zhixiong Zhang, and Jianchao Han. 2022. "Mechanical and Physical Characterizations of a Three-Phase TiAl Alloy during Near Isothermal Forging" Crystals 12, no. 10: 1391. https://doi.org/10.3390/cryst12101391