
Effect of Process Temperature on the Texture Evolution and Mechanical Properties of Rolled and Extruded AZ31 Flat Products

Abstract
:1. Introduction
2. Materials and Methods
3. Results
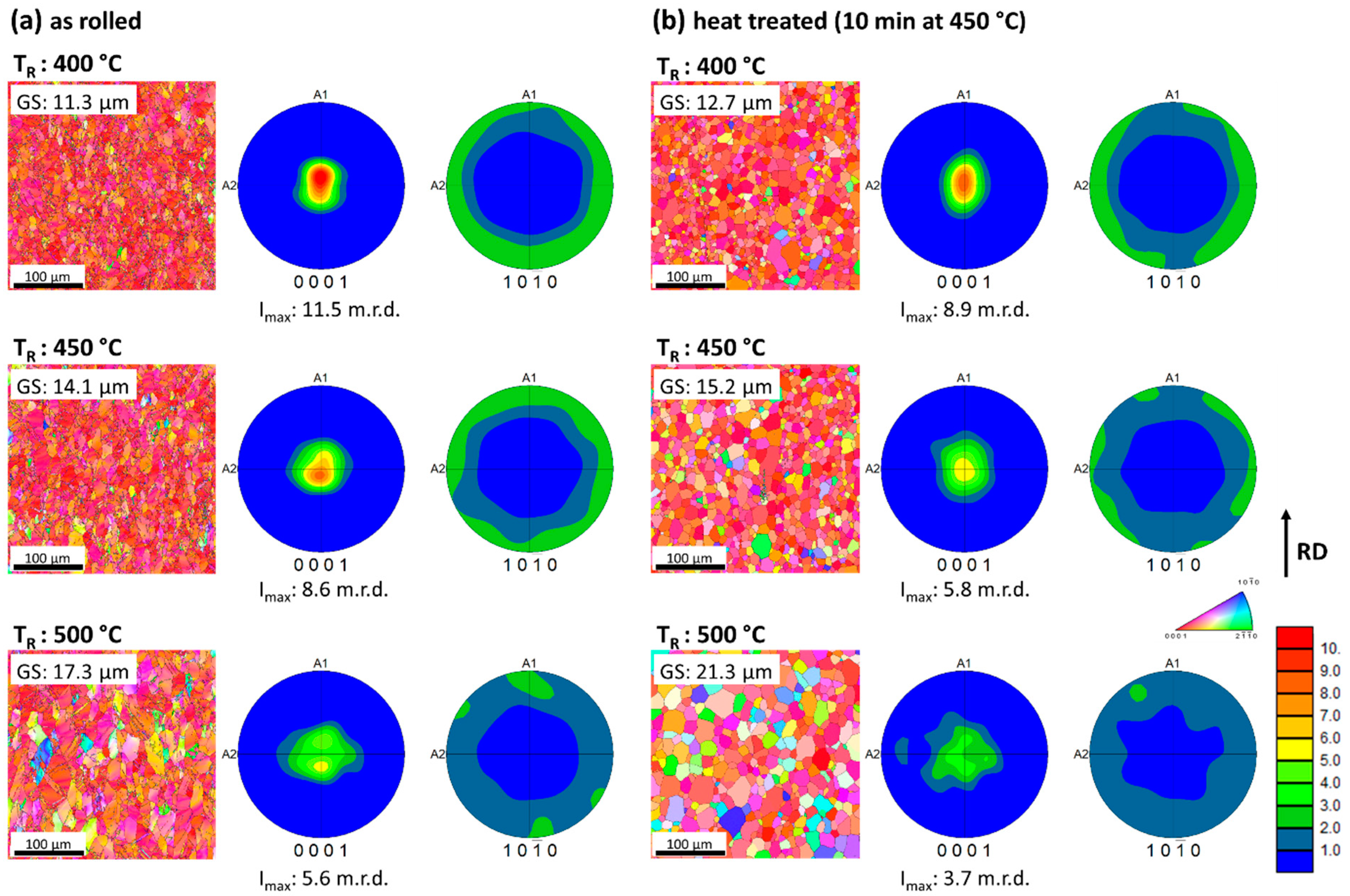
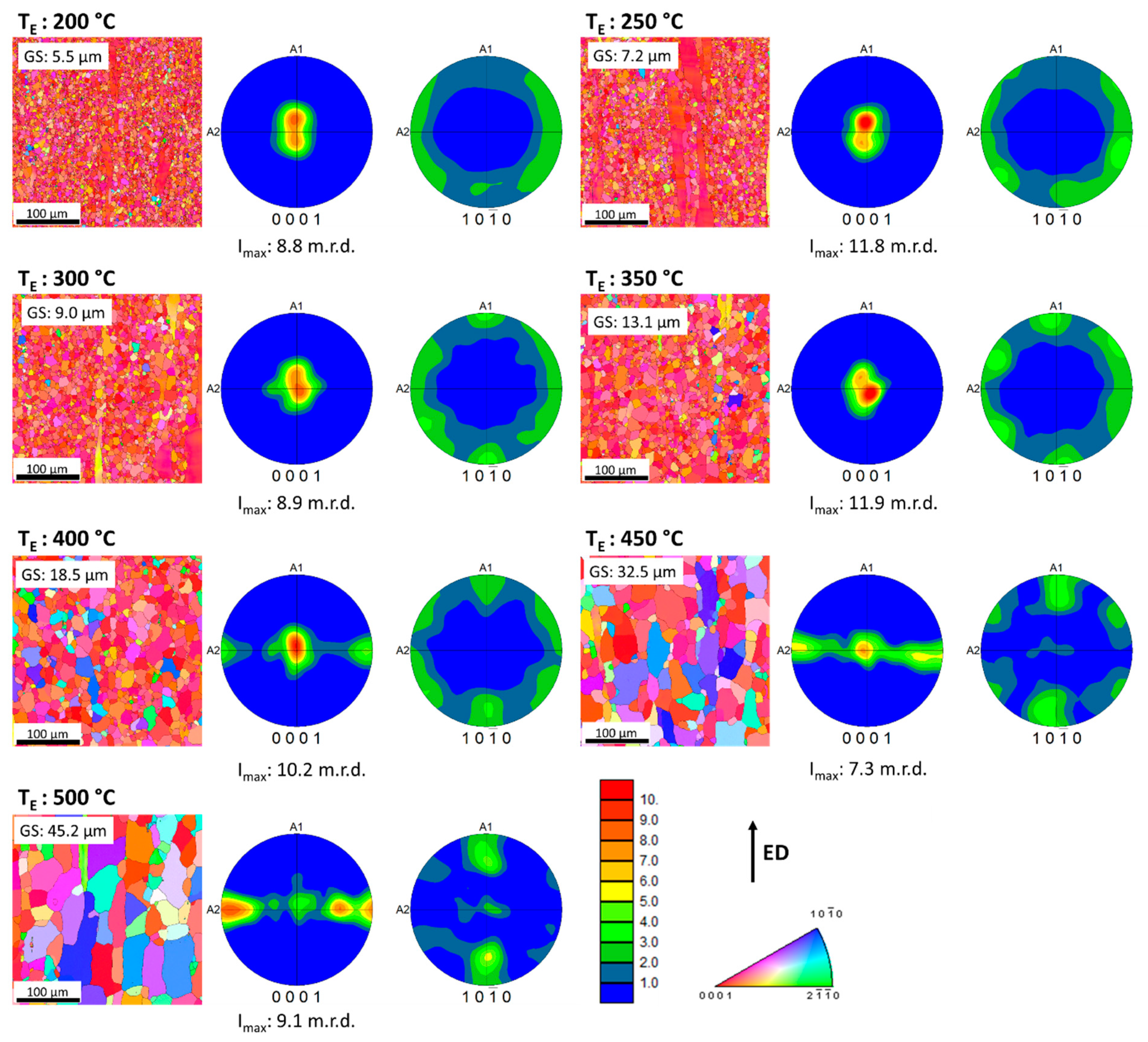
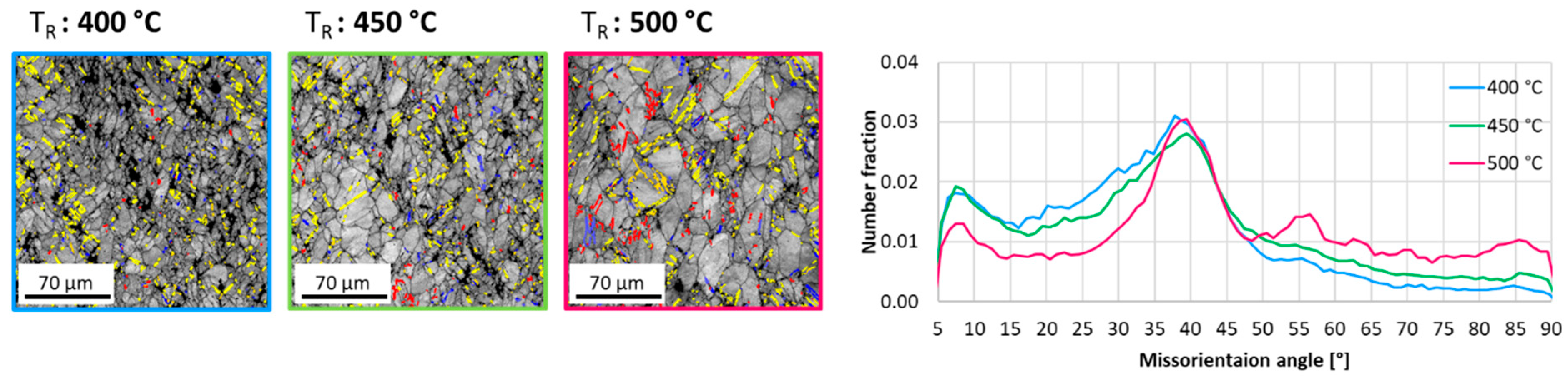
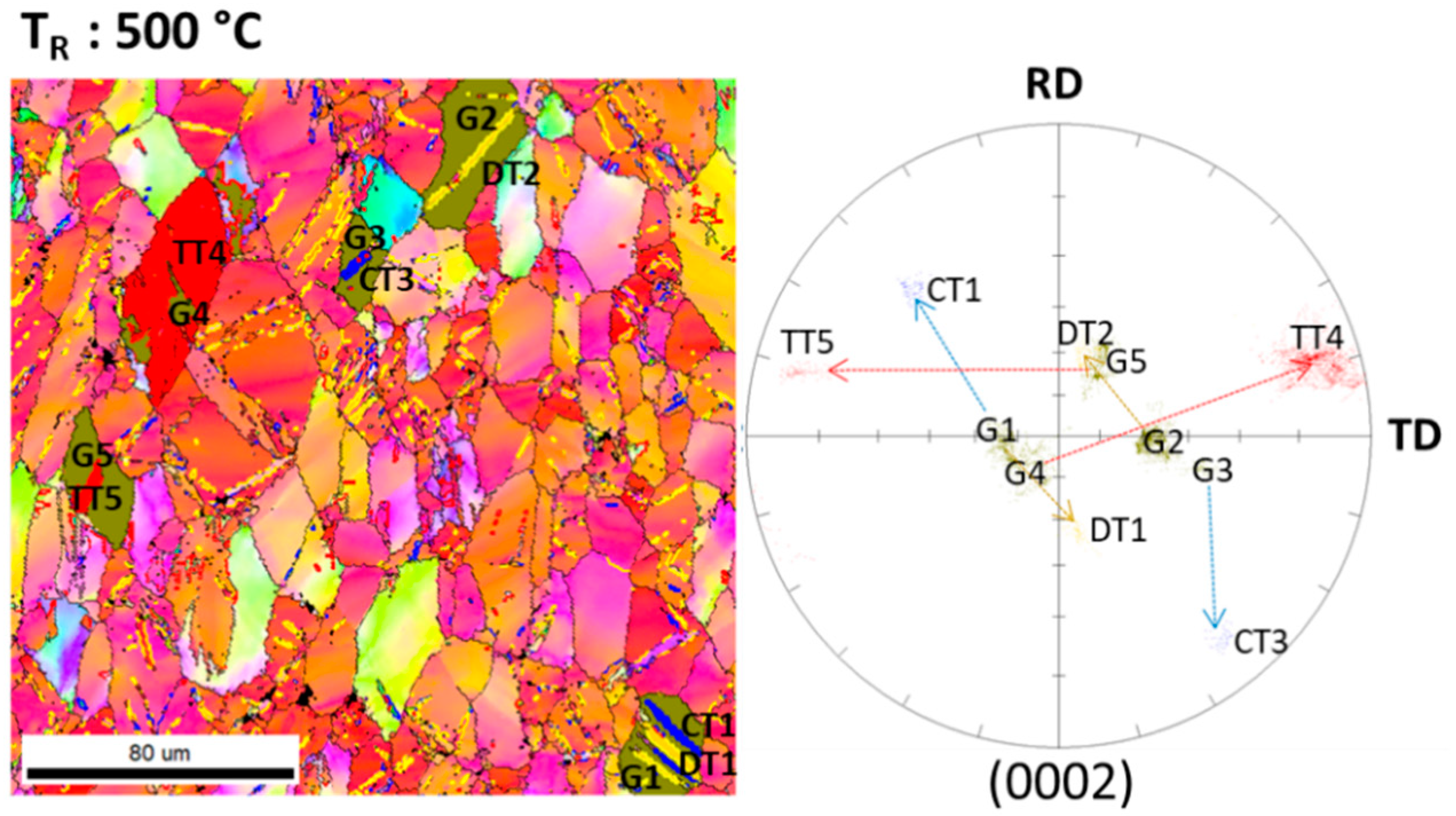
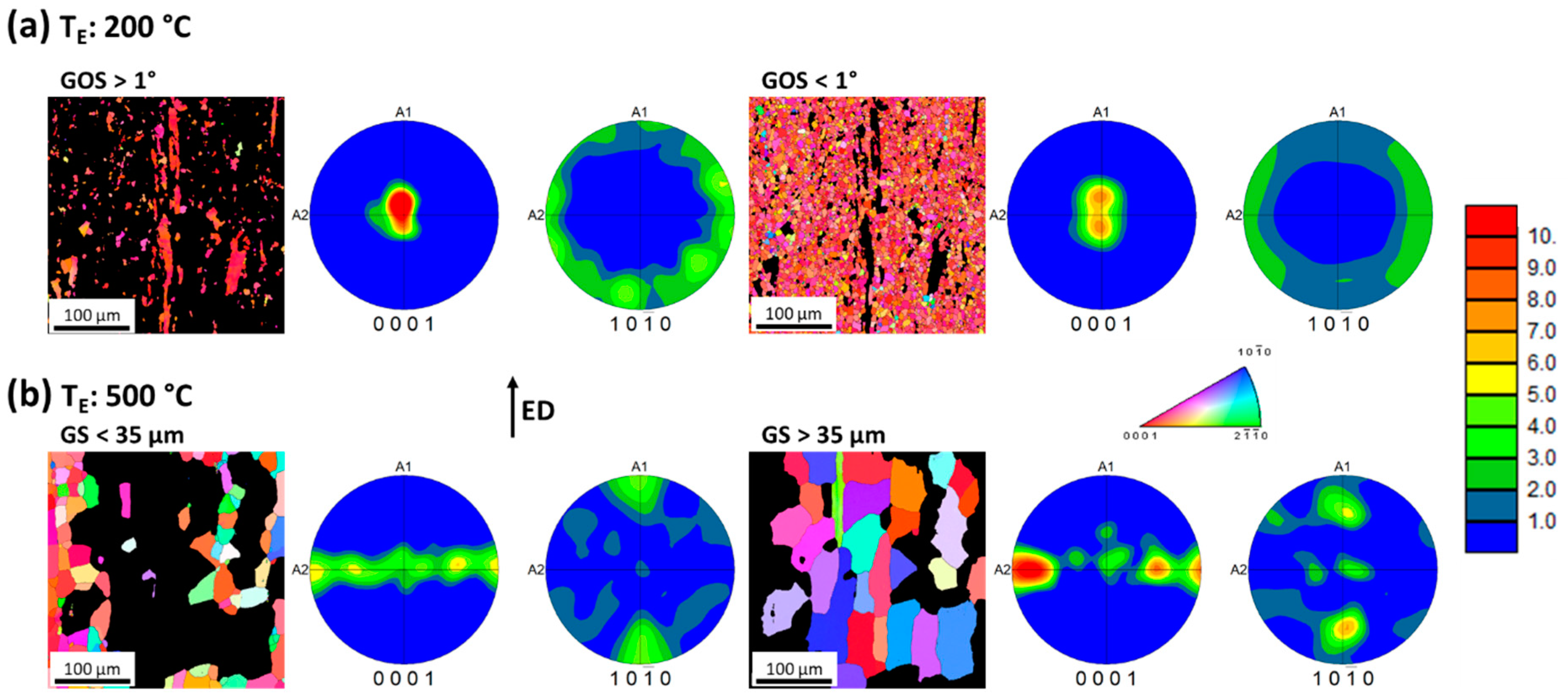
3.1. Microstructure and Texture Development
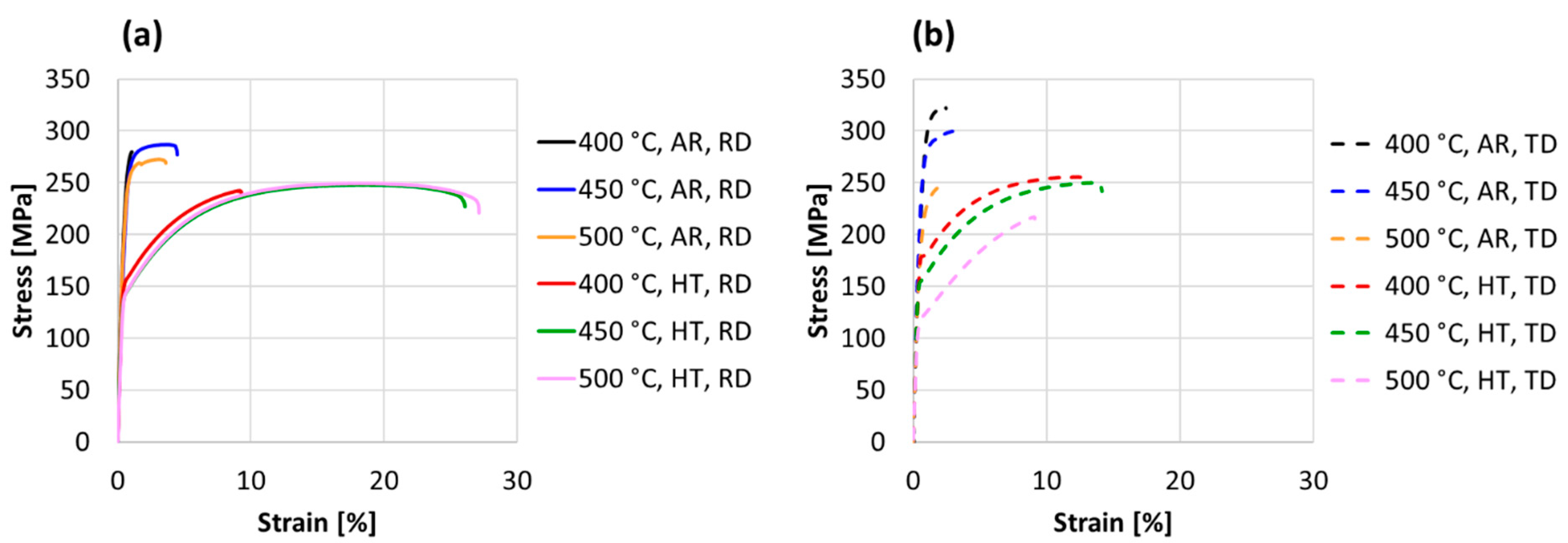
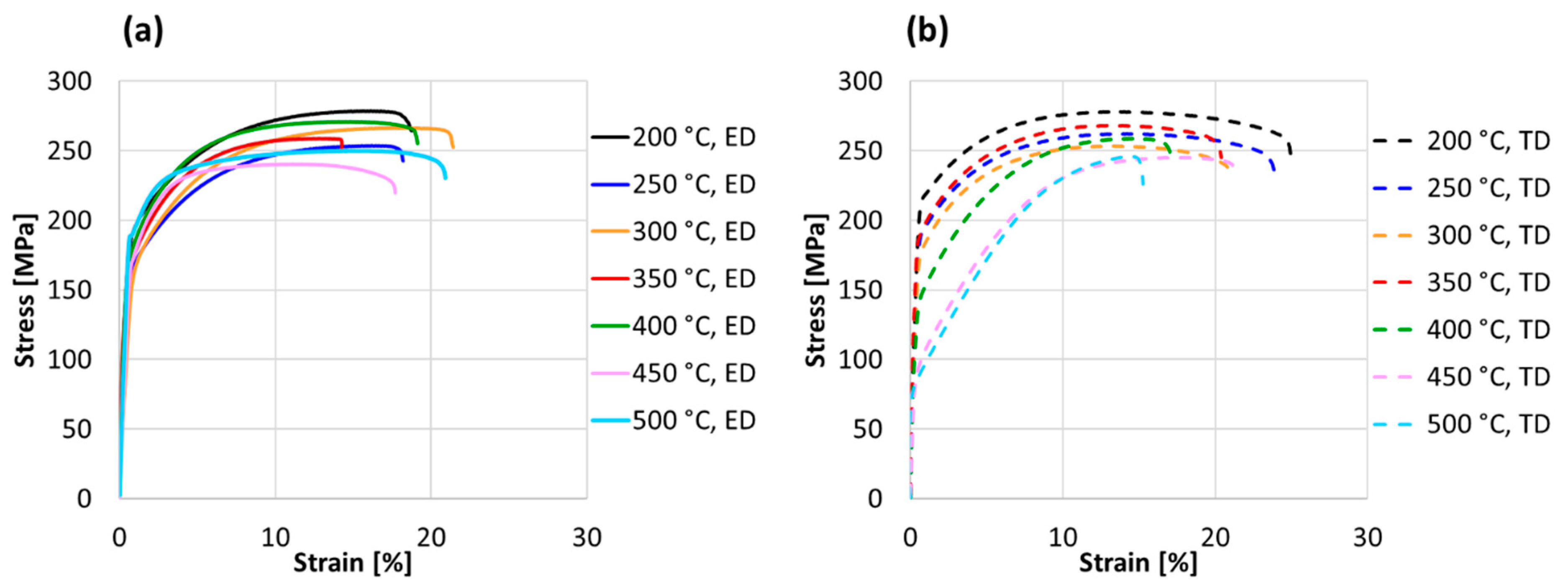
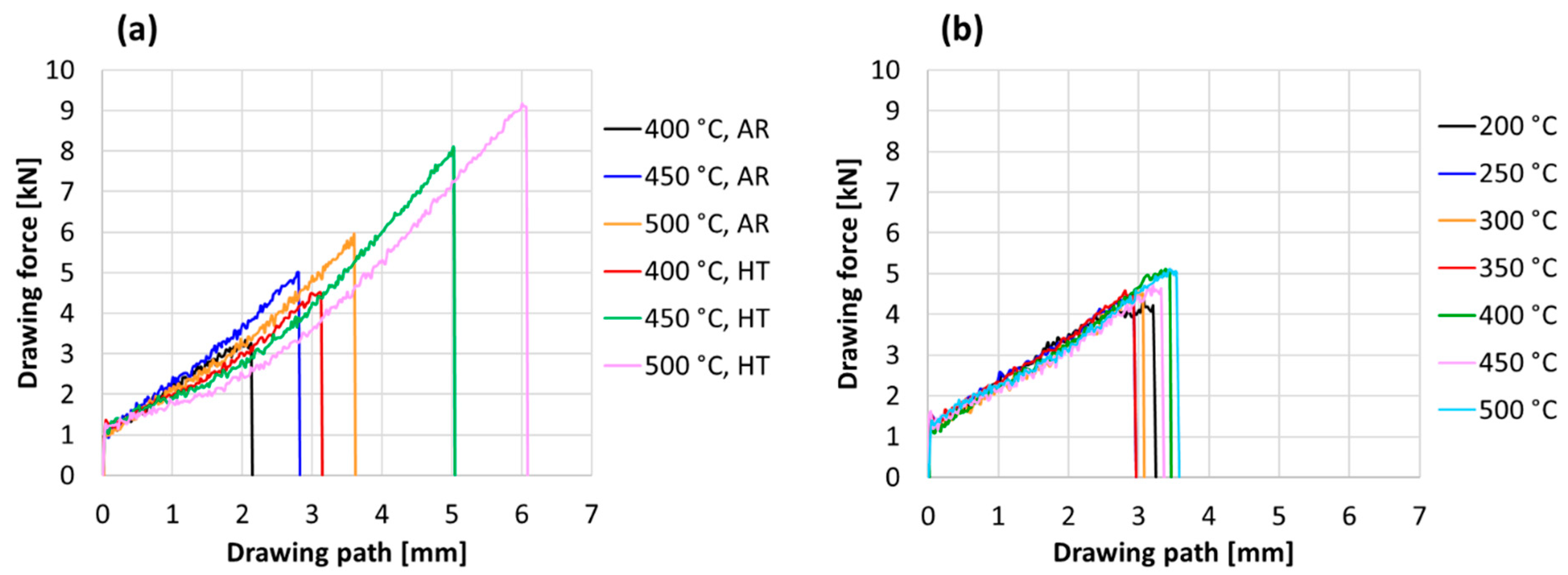
3.2. Mechanical and Forming Behavior
4. Discussion
4.1. Texture Development
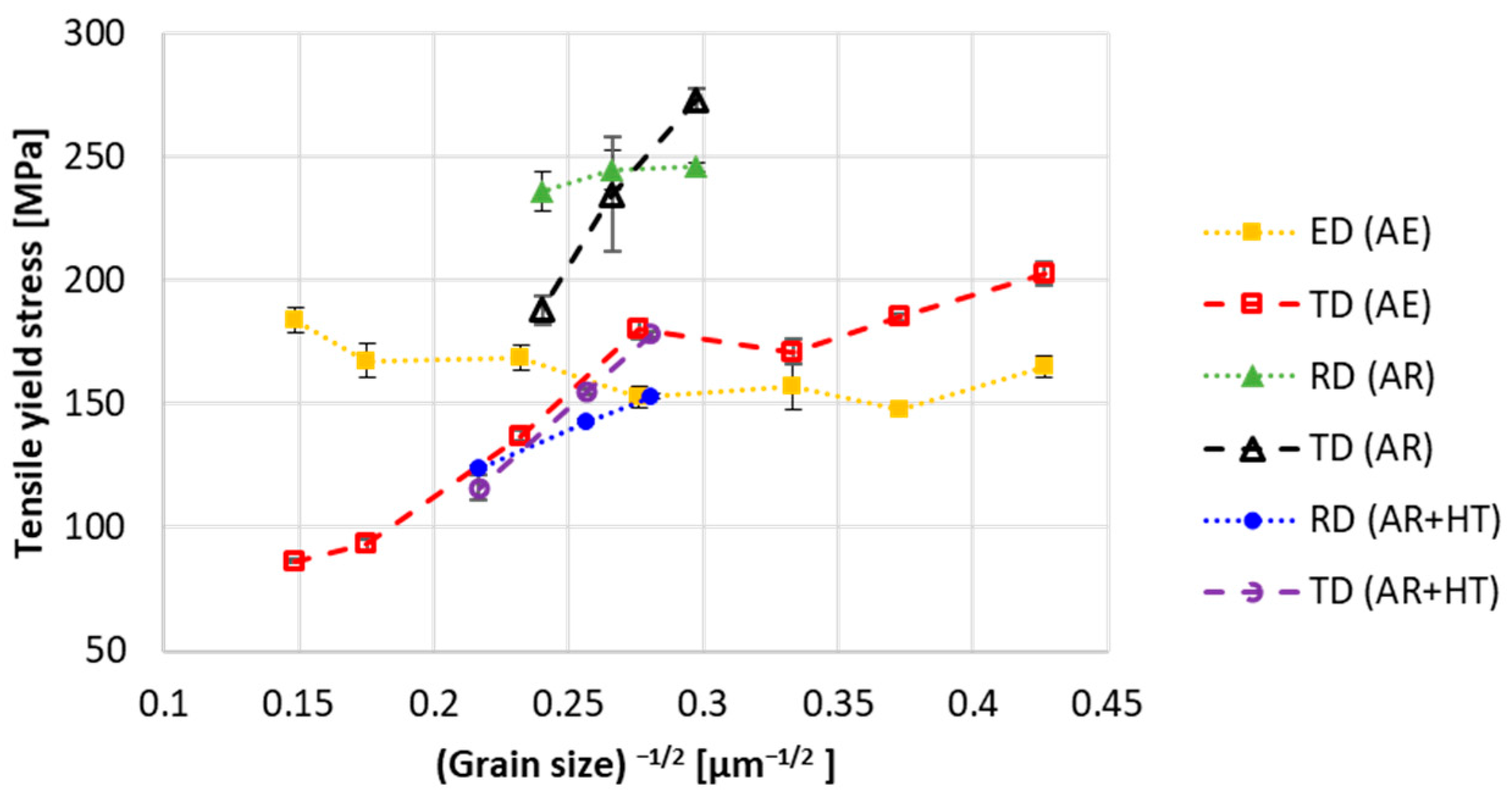
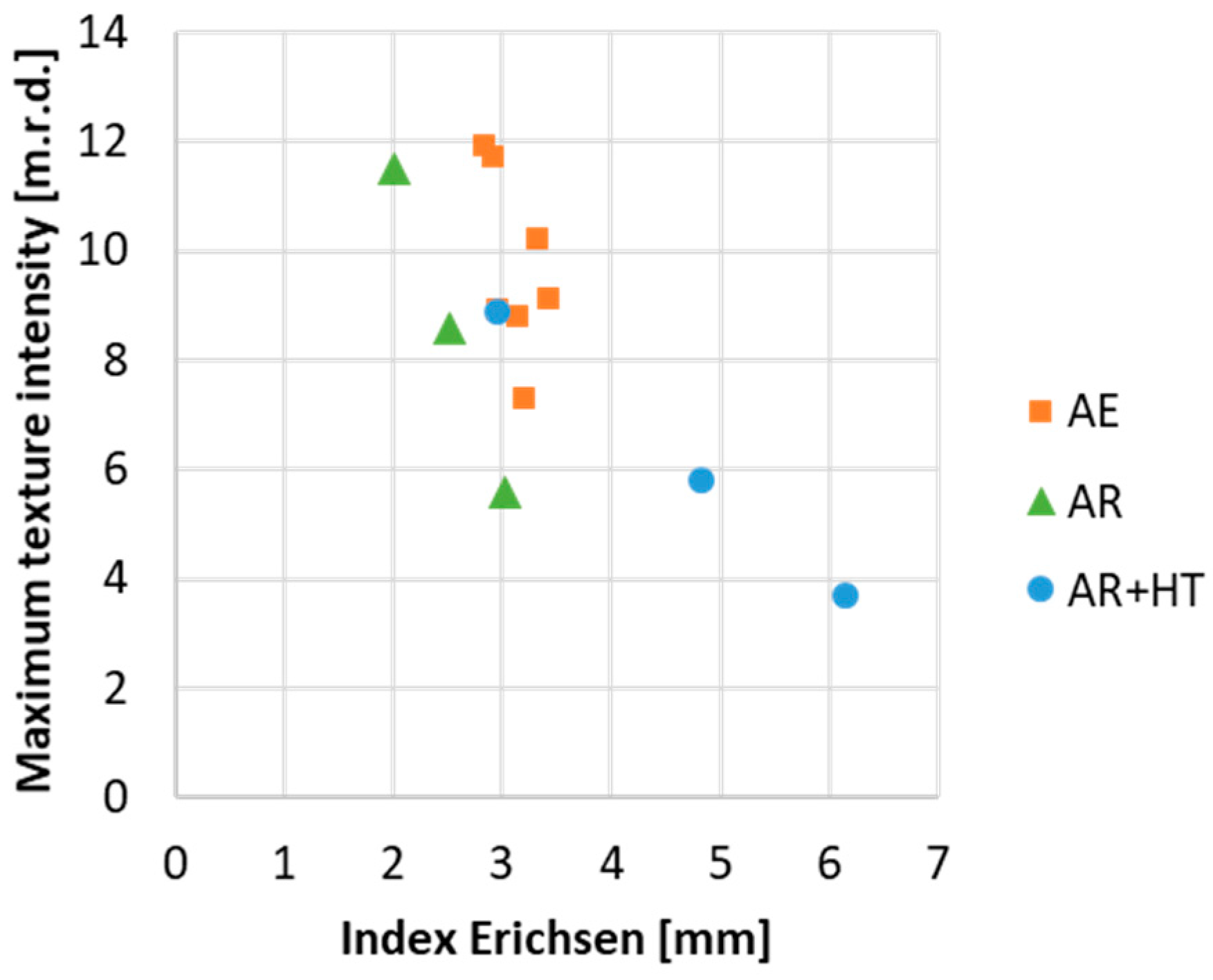
4.2. Microstructure–Property Correlation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties—applications—potential. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Nakata, T.; Yan, H.; Chen, R.S.; Kamado, S. Rare earth texture and improved ductility in a Mg-Zn-Gd alloy after high-speed extrusion. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 667, 233–239. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Xu, S.W.; Bian, M.Z.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Chen, W.Z.; Wang, X.; Kyalo, M.N.; Wang, E.D.; Liu, Z.Y. Yield strength behavior for rolled magnesium alloy sheets with texture variation. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 580, 77–82. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. Solute strengthening of prismatic slip, basal slip and {10–12} twinning in Mg and Mg–Zn binary alloys. Int. J. Plast. 2013, 47, 165–181. [Google Scholar] [CrossRef]
- Blake, A.H.; Caceres, C.H. Solid-solution hardening and softening in Mg-Zn alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2008, 483–484, 161–163. [Google Scholar] [CrossRef]
- Liu, X.; Jonas, J.J.; Li, L.X.; Zhu, B.W. Flow softening, twinning and dynamic recrystallization in AZ31 magnesium. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 583, 242–253. [Google Scholar] [CrossRef]
- Herrera-Solaz, V.; Hidalgo-Manrique, R.; Perez-Prado, M.T.; Letzig, D.; Llorca, J.; Segurado, J. Effect of rare earth additions on the critical resolved shear stresses of magnesium alloys. Mater. Lett. 2014, 128, 199–203. [Google Scholar] [CrossRef] [Green Version]
- Baczmanski, A.; Wronski, M.; Kot, P.; Wronski, S.; Labaza, A.; Wierzbanowski, K.; Ludwik, A.; Marciszko-Wiackowska, M. The role of basal slip in the generation of intergranular stresses in magnesium alloy studied using X-ray diffraction and modelling. Mater. Des. 2021, 202, 109543. [Google Scholar] [CrossRef]
- Koike, J.; Kobayashi, T.; Mukai, T.; Watanabe, H.; Suzuki, M.; Maruyama, K.; Higashi, K. The activity of non-basal slip systems and dynamic recovery at room temperature in fine-grained AZ31B magnesium alloys. Acta Mater. 2003, 51, 2055–2065. [Google Scholar] [CrossRef]
- Klaumünzer, D.; Hernandez, J.V.; Yi, S.; Letzig, D.; Kim, S.-H.; Kim, J.J.; Seo, M.H.; Ahn, K. Magnesium Process and Alloy Development for Applications in the Automotive Industry; Magnesium Technology 2019; Joshi, V.V., Jordon, J.B., Orlov, D., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 15–20. [Google Scholar]
- Xu, Y.Z.; Li, J.Y.; Qi, M.F.; Liao, L.H.; Gao, Z.J. Enhanced mechanical properties of Mg-Zn-Y-Zr alloy by low-speed indirect extrusion. J. Mater. Res. Technol. 2020, 9, 9856–9867. [Google Scholar] [CrossRef]
- Jain, A.; Duygulu, O.; Brown, D.W.; Tome, C.N.; Agnew, S.R. Grain size effects on the tensile properties and deformation mechanisms of a magnesium alloy, AZ31B, sheet. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2008, 486, 545–555. [Google Scholar] [CrossRef]
- Gottstein, G.; Al Samman, T. Texture development in pure Mg and Mg alloy AZ31. Mater. Sci. Forum 2005, 495–497, 623–632. [Google Scholar] [CrossRef]
- Yi, S.B.; Brokmeier, H.G.; Letzig, D. Microstructural evolution during the annealing of an extruded AZ31 magnesium alloy. J. Alloys Compd. 2010, 506, 364–371. [Google Scholar] [CrossRef]
- Styczynski, A.; Hartig, C.; Bohlen, J.; Letzig, D. Cold rolling textures in AZ31 wrought magnesium alloy. Scr. Mater. 2004, 50, 943–947. [Google Scholar] [CrossRef]
- Jeong, H.T.; Ha, T.K. Texture development in a warm rolled AZ31 magnesium alloy. J. Mater. Process. Technol. 2007, 187, 559–561. [Google Scholar] [CrossRef]
- Bohlen, J.; Wendt, J.; Nienaber, M.; Kainer, K.U.; Stutz, L.; Letzig, D. Calcium and zirconium as texture modifiers during rolling and annealing of magnesium-zinc alloys. Mater. Charact. 2015, 101, 144–152. [Google Scholar] [CrossRef]
- Farzadfar, S.A.; Martin, E.; Sanjari, M.; Essadiqi, E.; Yue, S. Texture weakening and static recrystallization in rolled Mg-2.9Y and Mg-2.9Zn solid solution alloys. J. Mater. Sci. 2012, 47, 5488–5500. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Inal, K.A.; El Kadiri, H. A review on the effect of rare-earth elements on texture evolution during processing of magnesium alloys. J. Mater. Sci. 2016, 52, 1–29. [Google Scholar] [CrossRef]
- Nienaber, M.; Yi, S.; Kainer, K.U.; Letzig, D.; Bohlen, J. On the Direct Extrusion of Magnesium Wires from Mg-Al-Zn Series Alloys. Metals 2020, 10, 1208. [Google Scholar] [CrossRef]
- Shahzad, M.; Wagner, L. Influence of extrusion parameters on microstructure and texture developments, and their effects on mechanical properties of the magnesium alloy AZ80. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2009, 506, 141–147. [Google Scholar] [CrossRef]
- Javaid, A.; Czerwinski, F. Effect of hot rolling on microstructure and properties of the ZEK100 alloy. J. Magnes. Alloy. 2019, 7, 27–37. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.F.; Yang, X.S.; Jiang, L.Y.; Chai, S.S.; Pan, F.S. Effect of rolling speed on microstructure and mechanical properties of AZ31 Mg alloys rolled with a wide thickness reduction range. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2014, 619, 66–72. [Google Scholar] [CrossRef]
- Sanjari, M.; Kabir, A.S.H.; Farzadfar, A.; Utsunomiya, H.; Petrov, R.; Kestens, L.; Yue, S. Promotion of texture weakening in magnesium by alloying and thermomechanical processing. II: Rolling speed. J. Mater. Sci. 2013, 49, 1426–1436. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Chino, Y.; Mabuchi, M. Influence of initial texture on rolling and annealing textures of Mg-3Al-1Zn alloy sheets processed by high temperature rolling. J. Alloys Compd. 2012, 537, 80–86. [Google Scholar] [CrossRef]
- Jin, L.; Dong, J.; Wang, R.; Peng, L.M. Effects of hot rolling processing on microstructures and mechanical properties of Mg–3%Al–1%Zn alloy sheet. Mater. Sci. Eng. A 2010, 527, 1970–1974. [Google Scholar] [CrossRef]
- Bohlen, J.; Yi, S.B.; Letzig, D.; Kainer, K.U. Effect of rare earth elements on the microstructure and texture development in magnesium-manganese alloys during extrusion. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 7092–7098. [Google Scholar] [CrossRef]
- Zhang, B.P.; Geng, L.; Huang, L.J.; Zhang, X.X.; Dong, C.C. Enhanced mechanical properties in fine-grained Mg-1.0Zn-0.5Ca alloys prepared by extrusion at different temperatures. Scr. Mater. 2010, 63, 1024–1027. [Google Scholar] [CrossRef]
- Zeng, Z.; Stanford, N.; Davies, C.H.J.; Nie, J.-F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2018, 64, 27–62. [Google Scholar] [CrossRef]
- Meza-Garcia, E.; Bohlen, J.; Yi, S.; Letzig, D.; Krausel, V.; Landgrebe, D.; Kainer, K.U. Influence of alloying elements and extrusion process parameter on the recrystallization process of Mg-Zn alloys. Mater. Today-Proc. 2015, 2, S19–S25. [Google Scholar] [CrossRef]
- Kurz, G.; Nienaber, M.; Bohlen, J.; Letzig, D.; Kainer, K.U. Variation of Extrusion Process Parameter for the Magnesium Alloy ME21; Springer International Publishing: Cham, Switzerland, 2020; pp. 181–188. [Google Scholar]
- Isakovic, J.; Bohlen, J.; Ben Khalifa, N.; Kainer, K.U. Microstructure Development of Magnesium Alloys AZ31 and AZ80 Due to Temperature Evolution during Direct Extrusion. In Proceedings of the International Aluminum Extrusion Technology, Orlando, FL, USA, 2022. [Google Scholar]
- Nienaber, M.; Kainer, K.U.; Letzig, D.; Bohlen, J. Processing Effects on the Formability of Extruded Flat Products of Magnesium Alloys. Front. Mater. 2019, 6, 253. [Google Scholar] [CrossRef]
- Hantzsche, K.; Bohlen, J.; Wendt, J.; Kainer, K.U.; Yi, S.B.; Letzig, D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets. Scr. Mater. 2010, 63, 725–730. [Google Scholar] [CrossRef]
- Bohlen, J.; Chmelik, F.; Dobron, P.; Kaiser, F.; Letzig, D.; Lukac, P.; Kainer, K.U. Orientation effects on acoustic emission during tensile deformation of hot rolled magnesium alloy AZ31. J. Alloys Compd. 2004, 378, 207–213. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Saito, N. Textures and stretch formability of Mg–6Al–1Zn magnesium alloy sheets rolled at high temperatures up to 793K. Scr. Mater. 2009, 60, 651–654. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Chino, Y.; Mabuchi, M. Improvement of stretch formability of Mg-3Al-1Zn alloy sheet by high temperature rolling at finishing pass. J. Alloys Compd. 2011, 509, 7579–7584. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic Recrystallization and the Development of Microstructure during the High-Temperature Deformation of Magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Dudamell, N.V.; Ulacia, I.; Galvez, F.; Yi, S.; Bohlen, J.; Letzig, D.; Hurtado, I.; Perez-Prado, M.T. Twinning and grain subdivision during dynamic deformation of a Mg AZ31 sheet alloy at room temperature. Acta Mater. 2011, 59, 6949–6962. [Google Scholar] [CrossRef] [Green Version]
- Barnett, M.R. Twinning and the ductility of magnesium alloys Part I: “Tension” twins. Mater. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys. Mater. Sci. Eng. A 2007, 464, 8–16. [Google Scholar] [CrossRef]
- Jain, A.; Agnew, S.R. Modeling the temperature dependent effect of twinning on the behavior of magnesium alloy AZ31B sheet. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2007, 462, 29–36. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Effects of thickness reduction per pass on microstructure and texture of Mg-3Al-1Zn alloy sheet processed by differential speed rolling. Scr. Mater. 2009, 60, 964–967. [Google Scholar] [CrossRef]
- Azghandi, S.H.M.; Weiss, M.; Arhatari, B.D.; Adrien, J.; Maire, E.; Barnett, M.R. A rationale for the influence of grain size on failure of magnesium alloy AZ31: An in situ X-ray microtomography study. Acta Mater. 2020, 200, 619–631. [Google Scholar] [CrossRef]
- Victoria-Hernandez, J.; Yi, S.; Klaumunzer, D.; Letzig, D. Recrystallization behavior and its relationship with deformation mechanisms of a hot rolled Mg-Zn-Ca-Zr alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 761, 138054. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T. Hierarchical Twinning Induced Texture Weakening in Lean Magnesium Alloys. Front. Mater. 2019, 6, 187. [Google Scholar] [CrossRef]
- Perez-Prado, M.T.; del Valle, J.A.; Contreras, J.M.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Hadden, P.; Stratford, D.J. Texture Control and the Yield Anisotropy of Plane Strain Magnesium Extrusions. Texture 1972, 1, 17–29. [Google Scholar] [CrossRef]
- Gall, S.; Mueller, S.; Reimers, W. Extrusion of AZ31 Magnesium Sheet. Mater. Sci. Forum 2010, 638–642, 1530–1534. [Google Scholar] [CrossRef]
- Bhattacharyya, J.J.; Agnew, S.R.; Muralidharan, G. Texture enhancement during grain growth of magnesium alloy AZ31B. Acta Mater. 2015, 86, 80–94. [Google Scholar] [CrossRef]
- Steiner, M.A.; Bhattacharyya, J.J.; Agnew, S.R. The origin and enhancement of {0001}<112-0> texture during heat treatment of rolled AZ31B magnesium alloys. Acta Mater. 2015, 95, 443–455. [Google Scholar] [CrossRef]
- Agnew, S.R.; Yoo, M.H.; Tome, C.N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y. Acta Mater. 2001, 49, 4277–4289. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Tschopp, M.A.; Essadiqi, E.; Hort, N.; El Kadiri, H. Unraveling Recrystallization Mechanisms Governing Texture Development from Rare-Earth Element Additions to Magnesium. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2018, 49, 1809–1829. [Google Scholar] [CrossRef]
- Tang, T.; Shao, Y.C.; Li, D.Y.; Peng, L.M.; Peng, Y.H.; Zhang, S.R.; Wu, P.D. Polycrystal plasticity simulation of extrusion of a magnesium alloy round bar: Effect of strain path non-uniformity. J. Alloys Compd. 2018, 730, 161–181. [Google Scholar] [CrossRef]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Beladi, H. Dynamic recrystallization in AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 456, 52–57. [Google Scholar] [CrossRef]
- Bohlen, J.; Nurnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S.R. The texture and anisotropy of magnesium-zinc-rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TR (°C) | TYS (MPa) | UTS (MPa) | εu (%) | εf (%) | Erichsen Value (mm) | Grain Size (µm) | |
|---|---|---|---|---|---|---|---|
| 400 | RD | 246 ± 2 | 267 ± 27 | 0.5 ± 0.3 | 0.5 ± 0.3 | 2.0 ± 0.1 | 11.3 |
| TD | 273 ± 5 | 320 ± 11 | 2.1 ± 1.3 | 2.3 ± 1.5 | |||
| 450 | RD | 249 ± 8 | 287 ± 2 | 2.8 ± 1.3 | 3.4 ± 1.9 | 2.5 ± 0.2 | 14.1 |
| TD | 235 ± 23 | 302 ± 8 | 3.8 ± 2.8 | 4.7 ± 3.5 | |||
| 500 | RD | 236 ± 8 | 275 ± 10 | 3.5 ± 3.2 | 4.2 ± 3.9 | 3.0 ± 0.4 | 17.3 |
| TD | 188 ± 6 | 248 ± 7 | 2.1 ± 1.5 | 2.3 ± 1.8 |
| TR (°C) | TYS (MPa) | UTS (MPa) | εu (%) | εf (%) | Erichsen Value (mm) | Grain Size (µm) | |
|---|---|---|---|---|---|---|---|
| 400 | RD | 153 ± 1 | 243 ± 1 | 6.2 ± 5.3 | 6.4 ± 5.5 | 3.0 ± 0.2 | 12.7 |
| TD | 178 ± 1 | 255 ± 3 | 11.2 ± 2.6 | 12.1 ± 3.2 | |||
| 450 | RD | 143 ± 1 | 247 ± 3 | 17.1 ± 1.3 | 12.3 ± 4.6 | 4.8 ± 0.4 | 15.2 |
| TD | 155 ± 1 | 250 ± 1 | 12.2 ± 0.8 | 13.1 ± 0.6 | |||
| 500 | RD | 124 ± 1 | 233 ± 10 | 14.6 ± 5 | 17.2 ± 7.3 | 6.1 ± 0.3 | 21.3 |
| TD | 116 ± 2 | 216 ± 1 | 8.2 ± 0.4 | 8.3 ± 0.5 |
| TR (°C) | TYS (MPa) | UTS (MPa) | εu (%) | εf (%) | Erichsen Value (mm) | Grain Size (µm) | |
|---|---|---|---|---|---|---|---|
| 200 | ED | 165 ± 4 | 275 ± 5 | 15.9 ± 0.4 | 20.1 ± 3.6 | 3.2 ± 0.5 | 5.5 |
| TD | 203 ± 5 | 279 ± 1 | 12.9 ± 0.4 | 24.6 ± 1.3 | |||
| 250 | ED | 148 ± 3 | 259 ± 5 | 15.0 ± 0.8 | 17.3 ± 1.6 | 2.9 ± 0.1 | 7.2 |
| TD | 185 ± 1 | 262 ± 1 | 13.6 ± 0.5 | 23.2 ± 0.3 | |||
| 300 | ED | 157 ± 9 | 264 ± 5 | 16.4 ± 0.7 | 19.6 ± 2.7 | 3.0 ± 0.1 | 9.0 |
| TD | 171 ± 5 | 250 ± 6 | 12.8 ± 0.3 | 21.1 ± 0.5 | |||
| 350 | ED | 153 ± 5 | 262 ± 2 | 12.3 ± 1.3 | 14.1 ± 2.8 | 2.8 ± 0.1 | 13.1 |
| TD | 180 ± 4 | 268 ± 1 | 13.3 ± 1.1 | 20.5 ± 1.0 | |||
| 400 | ED | 169 ± 5 | 272 ± 3 | 13.9 ± 0.3 | 18.5 ± 0.5 | 3.3 ± 0.2 | 18.5 |
| TD | 137 ± 2 | 255 ± 4 | 14.0 ± 0.2 | 16.6 ± 0.4 | |||
| 450 | ED | 168 ± 7 | 238 ± 2 | 11.2 ± 1.2 | 16.7 ± 0.6 | 3.2 ± 0.1 | 32.5 |
| TD | 93 ± 2 | 242 ± 6 | 16.9 ± 0.6 | 20.6 ± 0.4 | |||
| 500 | ED | 184 ± 5 | 248 ± 2 | 14.4 ± 0.1 | 19.9 ± 0.3 | 3.4 ± 0.3 | 45.2 |
| TD | 86 ± 1 | 246 ± 1 | 12.8 ± 0.1 | 13.2 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nienaber, M.; Kurz, G.; Letzig, D.; Kainer, K.U.; Bohlen, J. Effect of Process Temperature on the Texture Evolution and Mechanical Properties of Rolled and Extruded AZ31 Flat Products. Crystals 2022, 12, 1307. https://doi.org/10.3390/cryst12091307
Nienaber M, Kurz G, Letzig D, Kainer KU, Bohlen J. Effect of Process Temperature on the Texture Evolution and Mechanical Properties of Rolled and Extruded AZ31 Flat Products. Crystals. 2022; 12(9):1307. https://doi.org/10.3390/cryst12091307
Chicago/Turabian StyleNienaber, Maria, Gerrit Kurz, Dietmar Letzig, Karl Ulrich Kainer, and Jan Bohlen. 2022. "Effect of Process Temperature on the Texture Evolution and Mechanical Properties of Rolled and Extruded AZ31 Flat Products" Crystals 12, no. 9: 1307. https://doi.org/10.3390/cryst12091307