
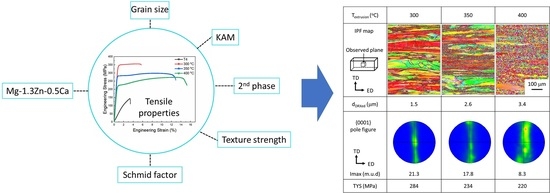
The Effect of Extrusion Temperatures on Microstructure and Mechanical Properties of Mg-1.3Zn-0.5Ca (wt.%) Alloys

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
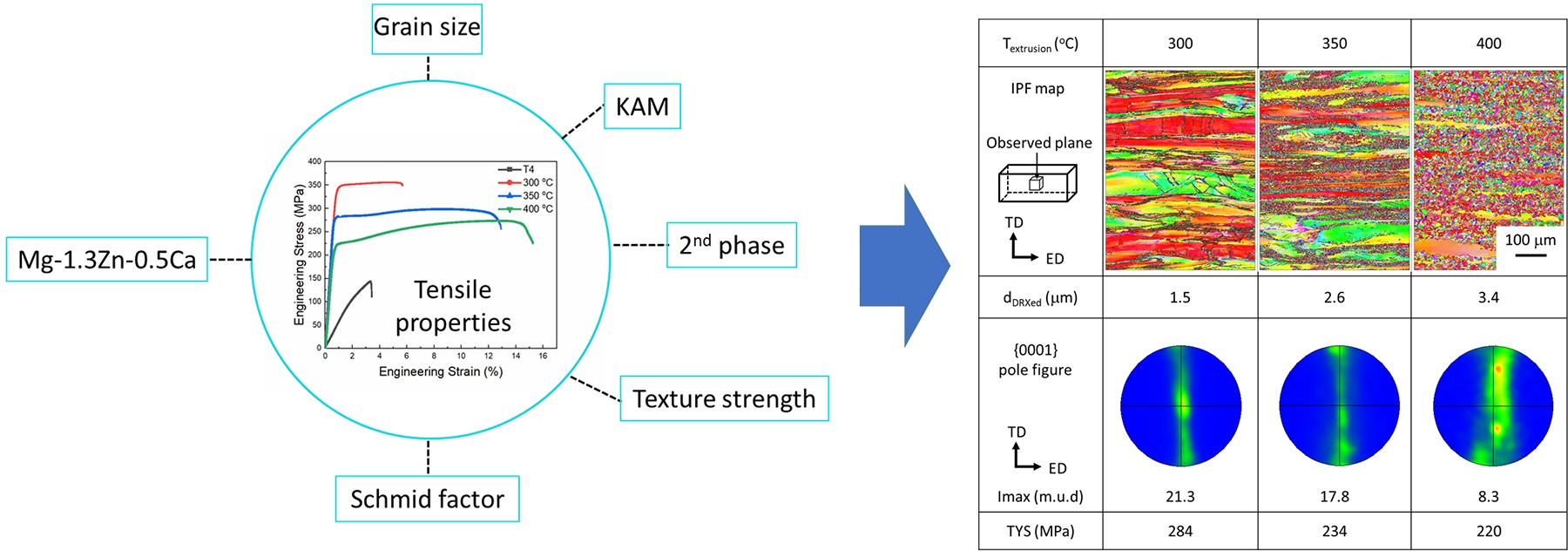
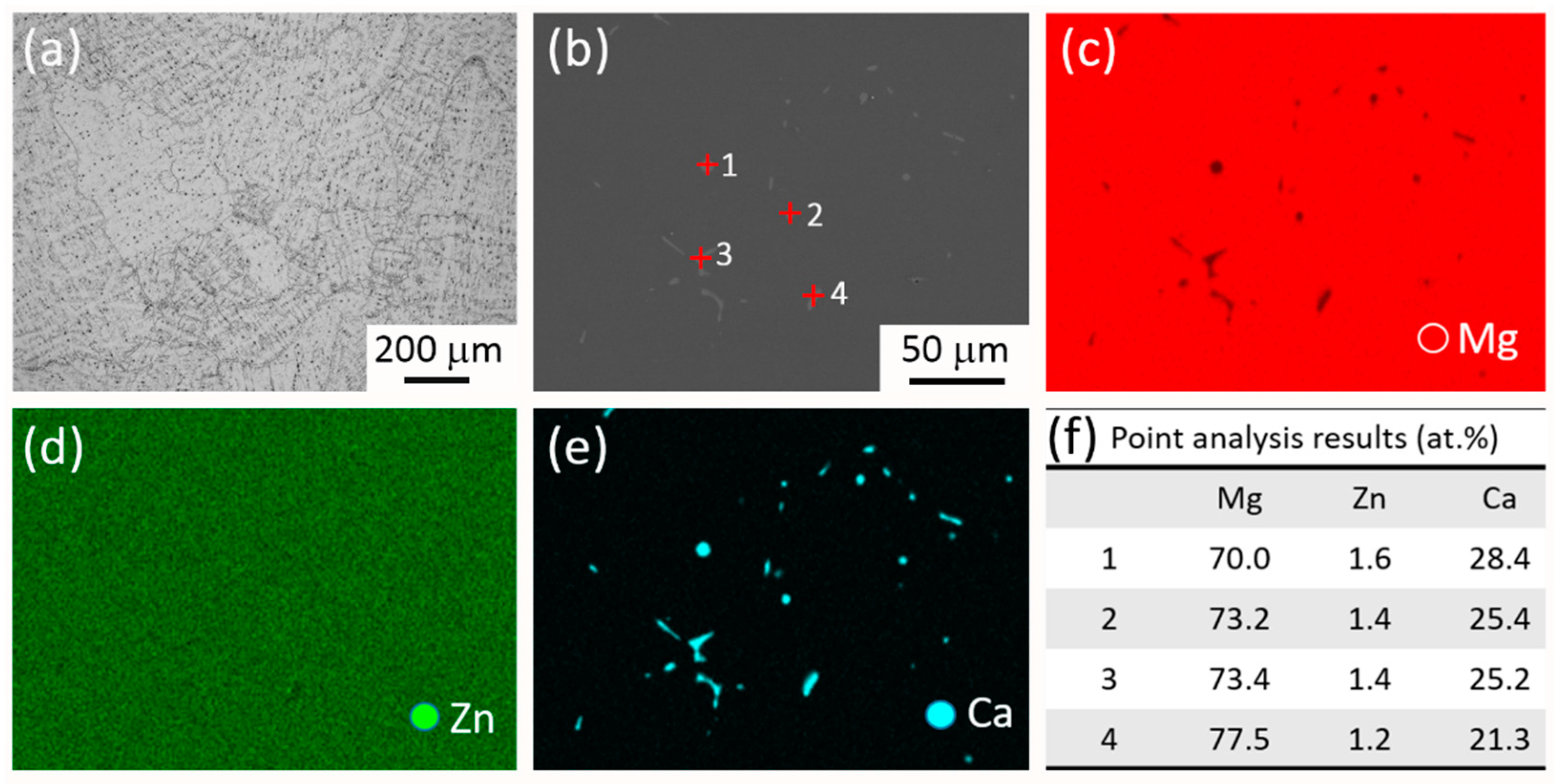
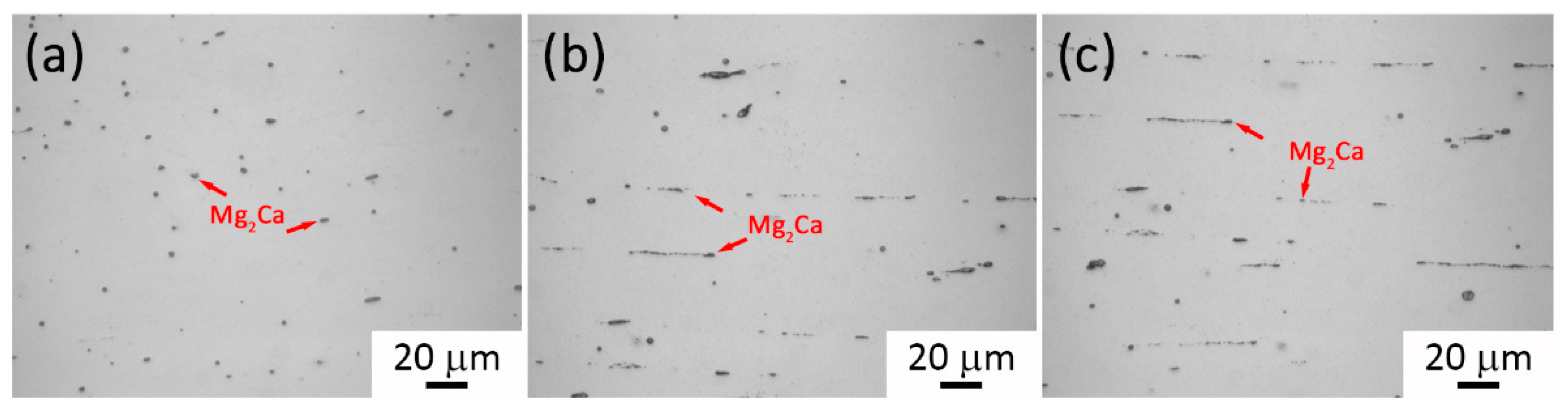
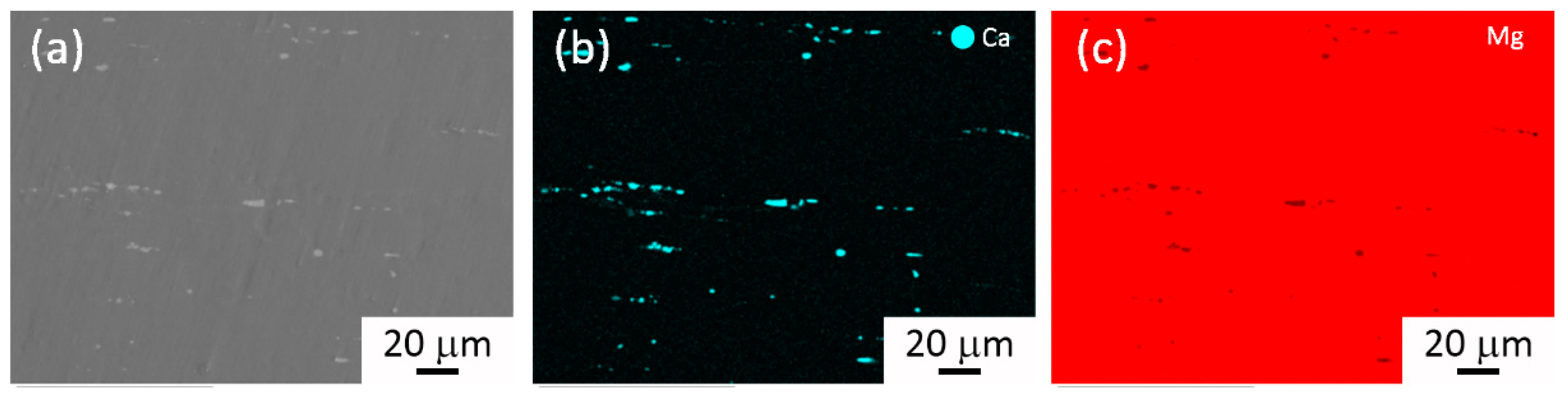
3.1. As-Cast and Homogenized Microstructure of ZX10 Alloy
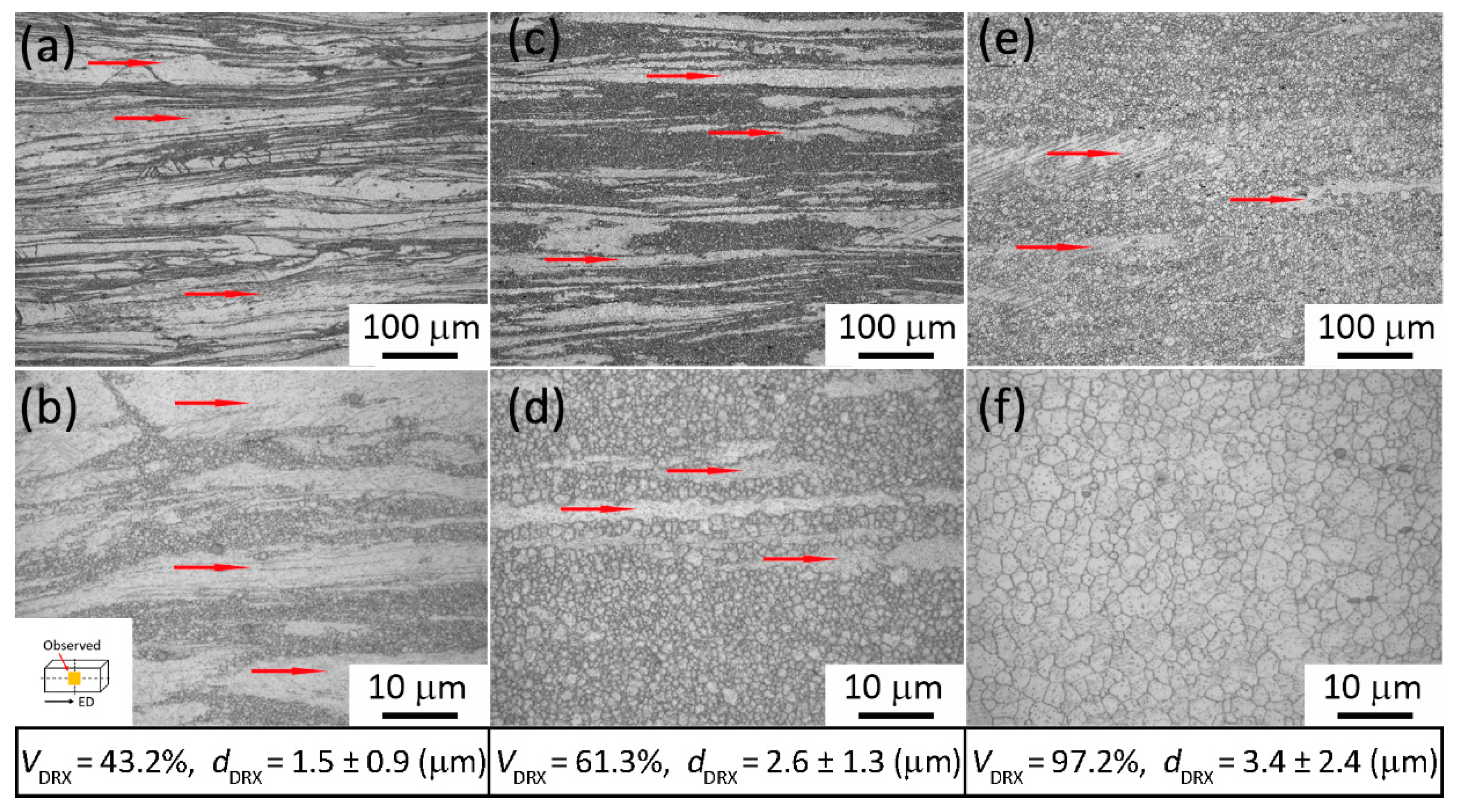
3.2. As-Extruded Microstructure of ZX10 Alloy
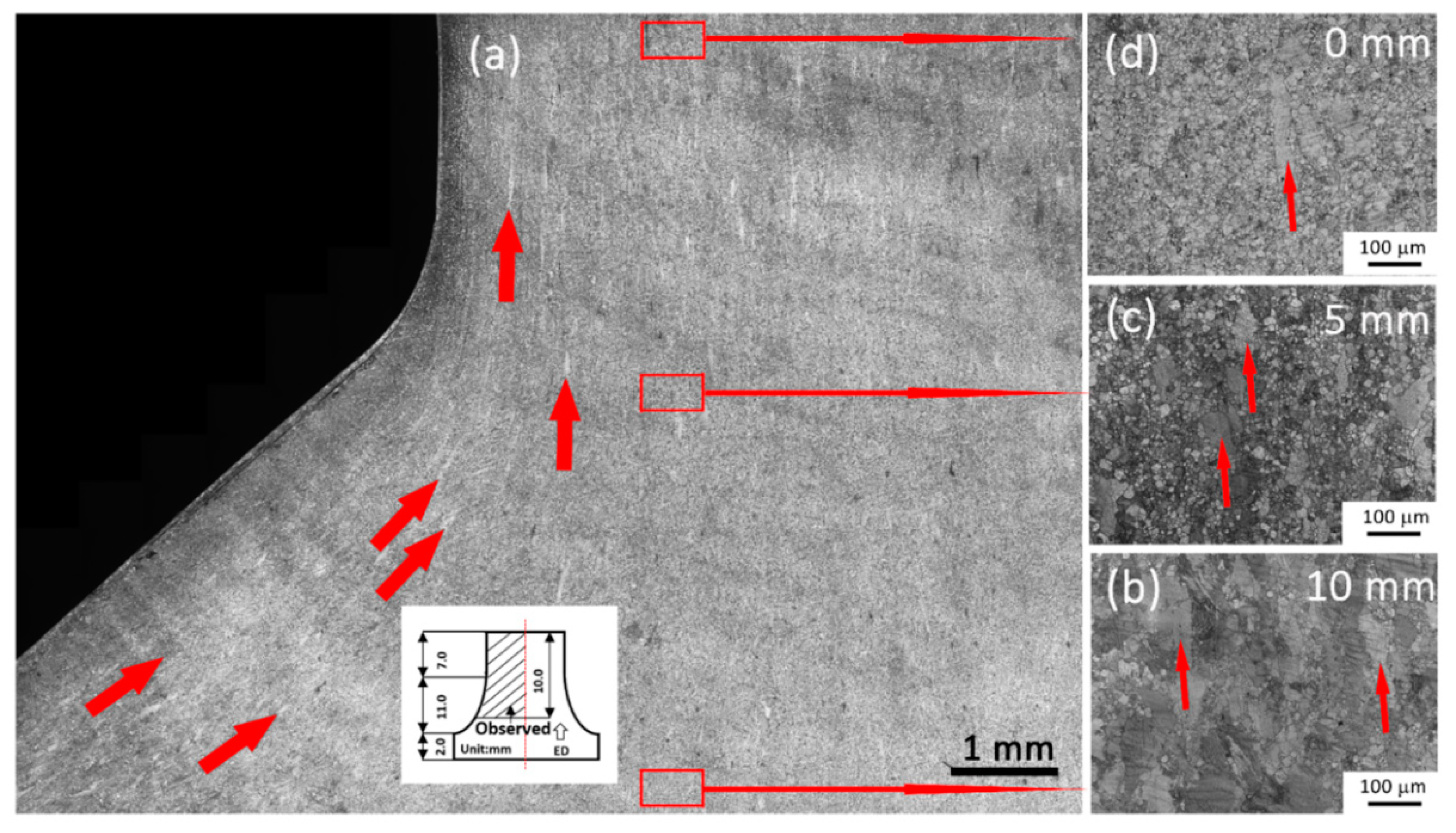
3.3. Microstructural Evolution during Extrusion
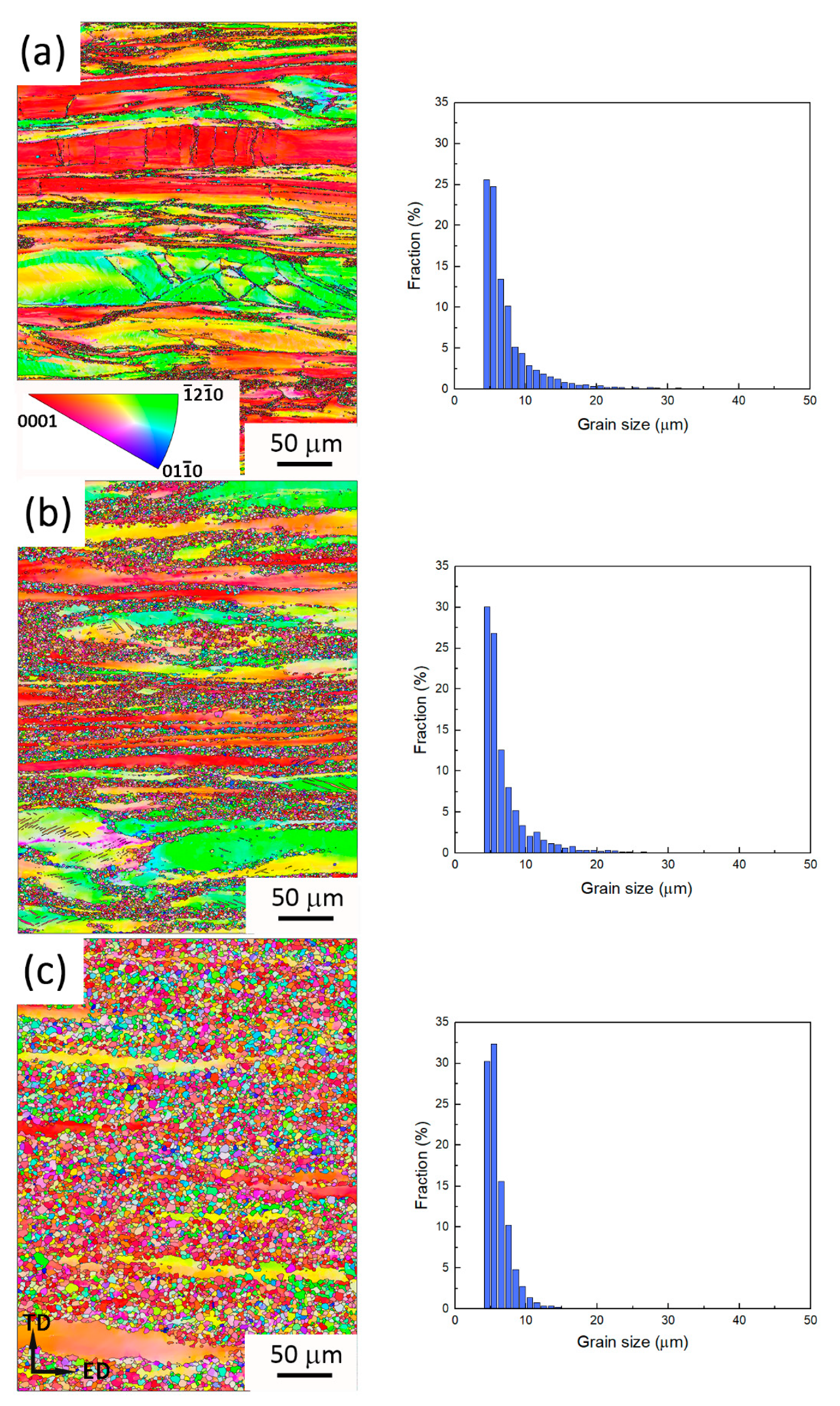
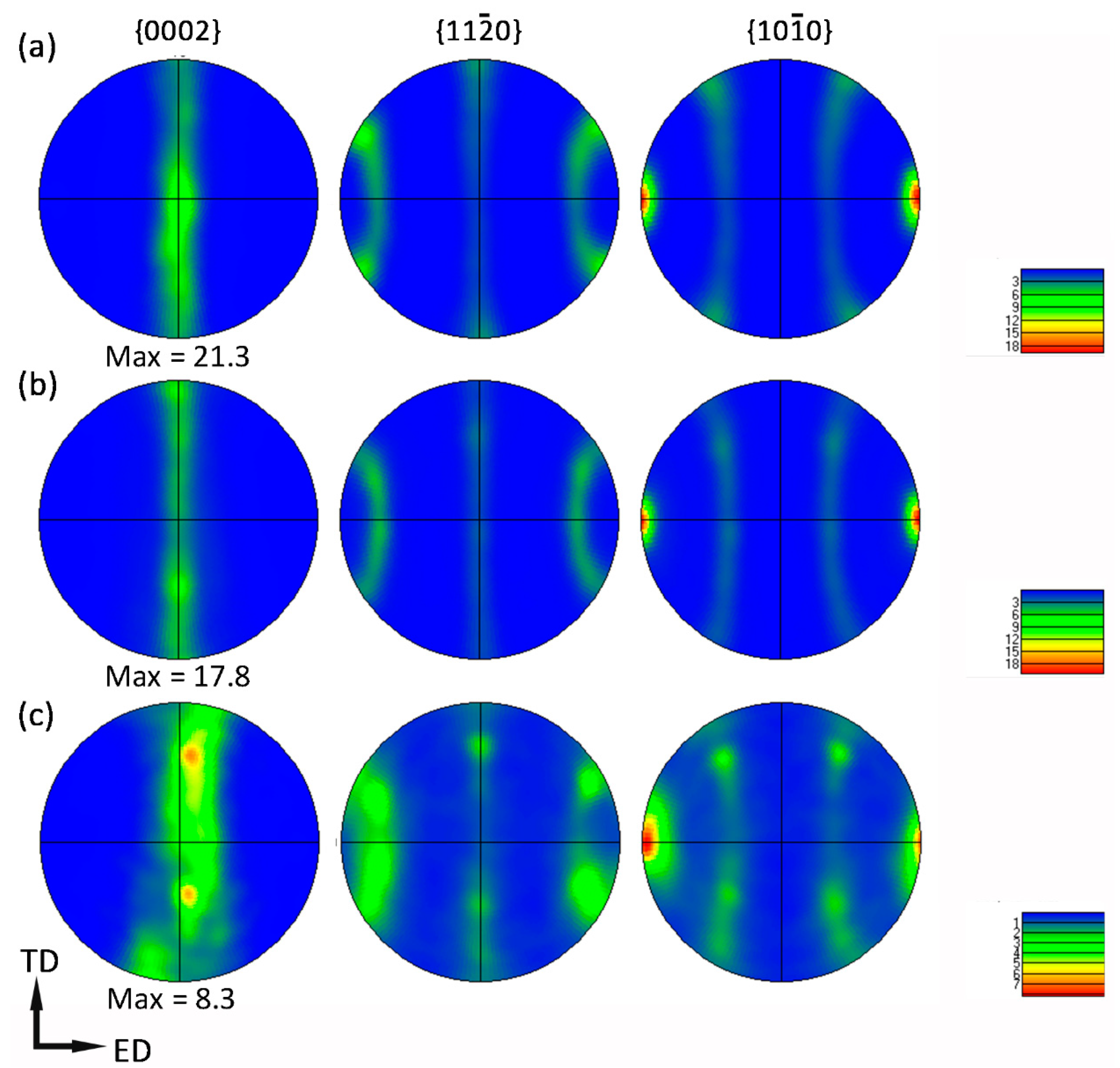
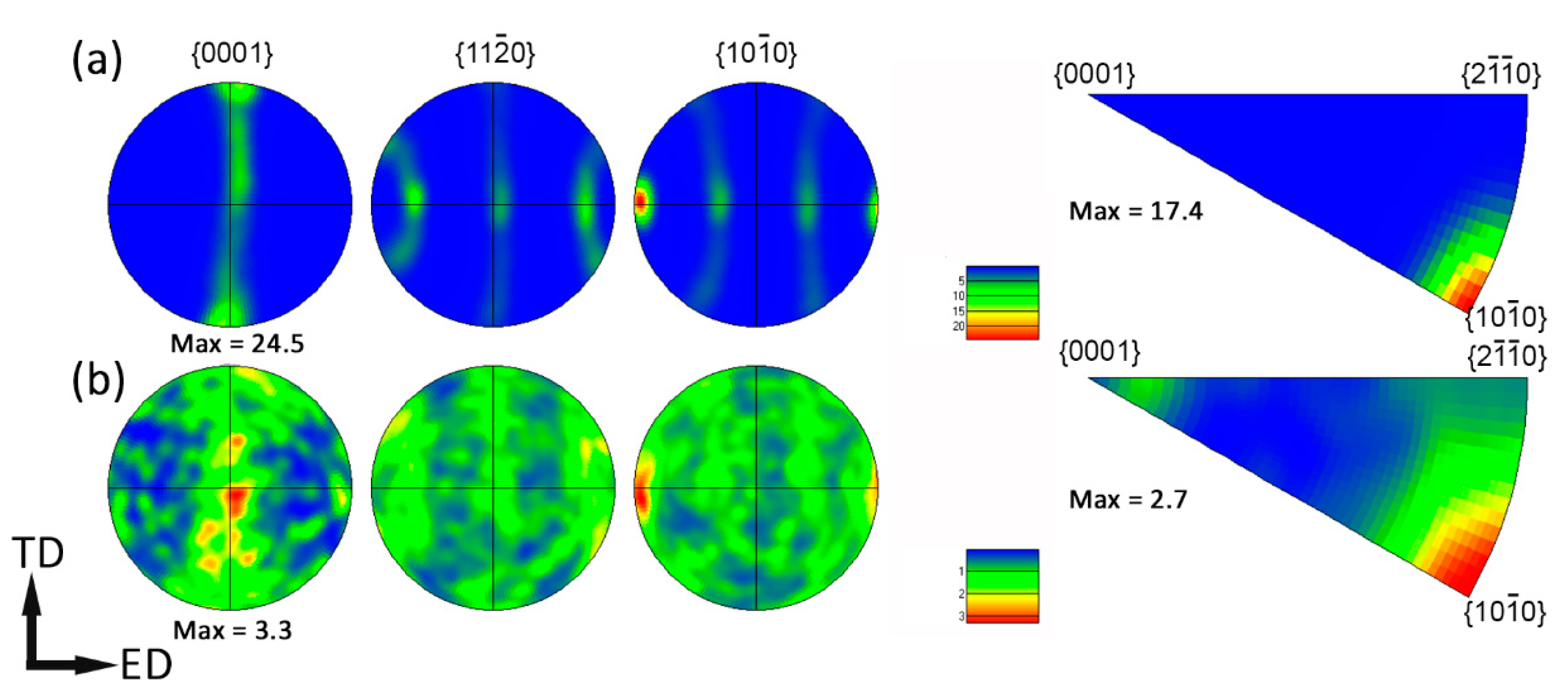
3.4. Texture
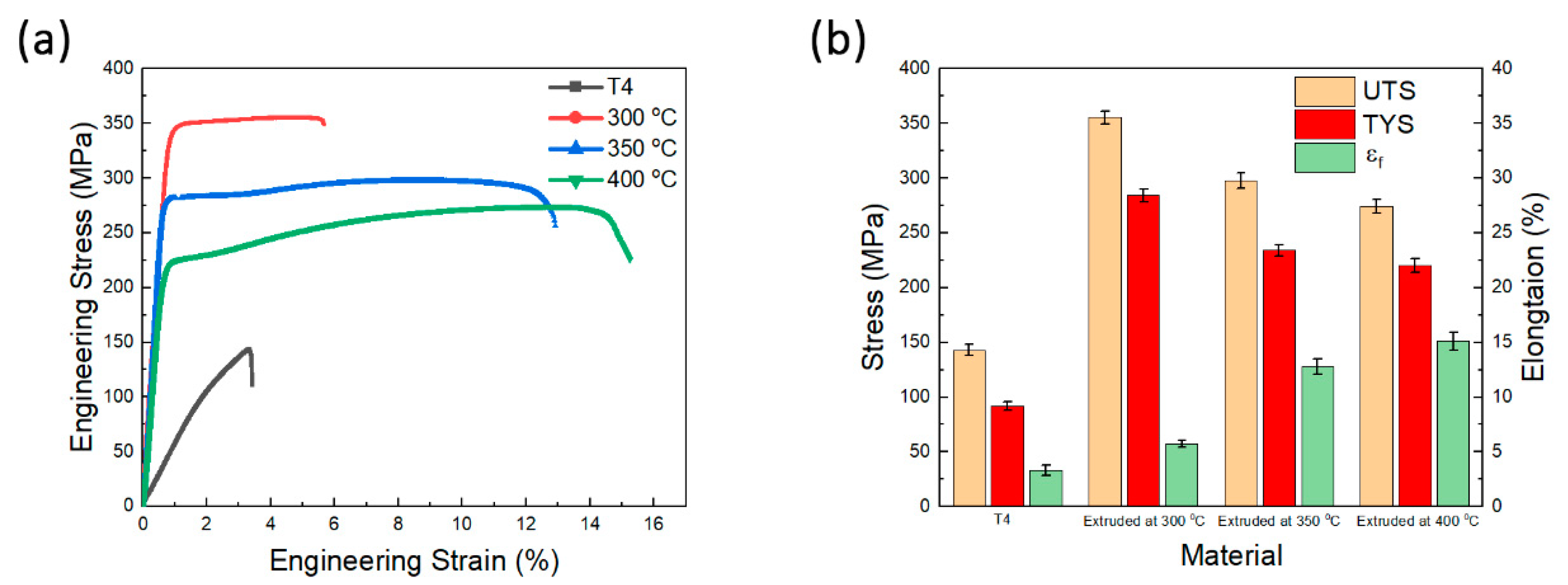
3.5. Mechanical Properties
4. Discussion
4.1. Microstructure
4.2. Texture
4.3. Mechanical Properties
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, W.J.; Deng, K.K.; Zhang, X.; Nie, K.B.; Xu, F.J. Effect of ultra-slow extrusion speed on the microstructure and mechanical properties of Mg-4Zn-0.5 Ca alloy. Mater. Sci. Eng. A 2016, 677, 367–375. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Xing, J.; Soda, H.; Yang, X.; Miura, H.; Sakai, T. Ultra-fine grain development in an AZ31 magnesium alloy during multi-directional forging under decreasing temperature conditions. Mater. Trans. 2005, 46, 1646–1650. [Google Scholar] [CrossRef] [Green Version]
- Straumal, B.; Baretzky, B.; Mazilkin, A.; Phillipp, F.; Kogtenkova, O.; Volkov, M.; Valiev, R. Formation of nanograined structure and decomposition of supersaturated solid solution during high pressure torsion of Al–Zn and Al–Mg alloys. Acta Mater. 2004, 52, 4469–4478. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; Ruano, O. Grain refinement of Mg–Al–Zn alloys via accumulative roll bonding. Scr. Mater. 2004, 51, 1093–1097. [Google Scholar] [CrossRef]
- Huang, H.; Yuan, G.; Chen, C.; Ding, W.; Wang, Z. Excellent mechanical properties of an ultrafine-grained quasicrystalline strengthened magnesium alloy with multi-modal microstructure. Mater. Lett. 2013, 107, 181–184. [Google Scholar] [CrossRef]
- Homma, T.; Kunito, N.; Kamado, S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion. Scr. Mater. 2009, 61, 644–647. [Google Scholar] [CrossRef]
- Pan, H.; Ren, Y.; Fu, H.; Zhao, H.; Wang, L.; Meng, X.; Qin, G. Recent developments in rare-earth free wrought magnesium alloys having high strength: A review. J. Alloys Compd. 2016, 663, 321–331. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Precipitation hardening of Mg-Ca (-Zn) alloys. Scr. Mater. 1997, 37, 1475–1481. [Google Scholar] [CrossRef]
- Oh-Ishi, K.; Watanabe, R.; Mendis, C.; Hono, K. Age-hardening response of Mg–0.3 at.% Ca alloys with different Zn contents. Mater. Sci. Eng. A 2009, 526, 177–184. [Google Scholar] [CrossRef]
- Gao, X.; Zhu, S.M.; Muddle, B.C.; Nie, J.F. Precipitation-hardened Mg–Ca–Zn alloys with superior creep resistance. Scr. Mater. 2005, 53, 1321–1326. [Google Scholar] [CrossRef]
- Naghdi, F.; Mahmudi, R. Impression creep behavior of the extruded Mg–4Zn–0.5 Ca and Mg–4Zn–0.5 Ca–2RE alloys. Mater. Sci. Eng. A 2014, 616, 161–170. [Google Scholar] [CrossRef]
- Hofstetter, J.; Becker, M.; Martinelli, E.; Weinberg, A.M.; Mingler, B.; Kilian, H.; Pogatscher, S.; Uggowitzer, P.J.; Löffler, J.F. High-strength low-alloy (HSLA) Mg–Zn–Ca alloys with excellent biodegradation performance. JOM 2014, 66, 566–572. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, B.; Wang, Y.; Geng, L.; Jiao, X. Preparation and characterization of a new biomedical Mg–Zn–Ca alloy. Mater. Des. 2012, 34, 58–64. [Google Scholar] [CrossRef]
- Du, Y.; Zheng, M.; Xu, C.; Qiao, X.; Wu, K.; Liu, X.; Wang, G.; Lv, X. Microstructures and mechanical properties of as-cast and as-extruded Mg-4.50 Zn-1.13 Ca (wt%) alloys. Mater. Sci. Eng. A 2013, 576, 6–13. [Google Scholar] [CrossRef]
- Tong, L.; Zheng, M.; Cheng, L.; Zhang, D.; Kamado, S.; Meng, J.; Zhang, H. Influence of deformation rate on microstructure, texture and mechanical properties of indirect-extruded Mg–Zn–Ca alloy. Mater. Charact. 2015, 104, 66–72. [Google Scholar] [CrossRef]
- Zhang, B.; Geng, L.; Huang, L.; Zhang, X.; Dong, C. Enhanced mechanical properties in fine-grained Mg–1.0 Zn–0.5 Ca alloys prepared by extrusion at different temperatures. Scr. Mater. 2010, 63, 1024–1027. [Google Scholar] [CrossRef]
- Li, C.J.; Sun, H.F.; Fang, W.B. Effect of Extrusion Temperatures on Microstructures and Mechanical Properties of Mg-3Zn-0.2Ca-0.5Y Alloy. Procedia Eng. 2014, 81, 610–615. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Jang, Y.; Wan, G.; Giridharan, V.; Song, G.-L.; Xu, Z.; Koo, Y.; Qi, P.; Sankar, J.; Huang, N. Flow-induced corrosion of absorbable magnesium alloy: In-situ and real-time electrochemical study. Corros. Sci. 2016, 104, 277–289. [Google Scholar] [CrossRef] [Green Version]
- Zhao, D.; Lü, S.; Li, J.; Guo, W.; Wu, S. A novel continuous squeeze casting-extrusion process for grain refinement and property improvement in AZ31 alloy. Mater. Sci. Eng. A 2021, 808, 140942. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Grain detection from 2d and 3d EBSD data—Specification of the MTEX algorithm. Ultramicroscopy 2011, 111, 1720–1733. [Google Scholar] [CrossRef]
- Levi, G.; Avraham, S.; Zilberov, A.; Bamberger, M. Solidification, solution treatment and age hardening of a Mg–1.6 wt.% Ca–3.2 wt.% Zn alloy. Acta Mater. 2006, 54, 523–530. [Google Scholar] [CrossRef]
- Jardim, P.; Solorzano, G.; Vander Sande, J. Second phase formation in melt-spun Mg–Ca–Zn alloys. Mater. Sci. Eng. A 2004, 381, 196–205. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, J.; Witt, R.A.; Sohn, Y.-H.; Liu, Z.-K. Al2(Mg, Ca) phases in Mg–Al–Ca ternary system: First-principles prediction and experimental identification. Scr. Mater. 2006, 55, 573–576. [Google Scholar] [CrossRef]
- Li, C.J.; Sun, H.F.; Li, X.W.; Zhang, J.L.; Fang, W.B.; Tan, Z.Y. Microstructure, texture and mechanical properties of Mg-3.0 Zn-0.2 Ca alloys fabricated by extrusion at various temperatures. J. Alloys Compd. 2015, 652, 122–131. [Google Scholar] [CrossRef]
- Hofstetter, J.; Rüedi, S.; Baumgartner, I.; Kilian, H.; Mingler, B.; Povoden-Karadeniz, E.; Pogatscher, S.; Uggowitzer, P.J.; Löffler, J.F. Processing and microstructure–property relations of high-strength low-alloy (HSLA) Mg–Zn–Ca alloys. Acta Mater. 2015, 98, 423–432. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Y.; Geng, L.; Lu, C. Effects of calcium on texture and mechanical properties of hot-extruded Mg–Zn–Ca alloys. Mater. Sci. Eng. A 2012, 539, 56–60. [Google Scholar] [CrossRef]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology; Springer: Berlin/Heidelberg, Germany, 2006; Volume 212. [Google Scholar]
- Wang, C.J.; Kang, J.W.; Deng, K.K.; Nie, K.B.; Liang, W.; Li, W.G. Microstructure and mechanical properties of Mg-4Zn-xGd (x = 0, 0.5, 1, 2) alloys. J. Magnes. Alloy. 2020, 8, 441–451. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, T.; Liu, M.; Wu, M.; Yan, X. Two-dimensional SiS as a potential anode material for lithium-based batteries: A first-principles study. J. Power Sources 2016, 331, 391–399. [Google Scholar] [CrossRef]
- Yu, H.; Hongge, Y.; Jihua, C.; Bin, S.; Yi, Z.; Yanjin, S.; Zhaojie, M. Effects of minor Gd addition on microstructures and mechanical properties of the high strain-rate rolled Mg–Zn–Zr alloys. J. Alloys Compd. 2014, 586, 757–765. [Google Scholar] [CrossRef]
- Al-Samman, T. Modification of texture and microstructure of magnesium alloy extrusions by particle-stimulated recrystallization. Mater. Sci. Eng. A 2013, 560, 561–566. [Google Scholar] [CrossRef]
- Robson, J.; Henry, D.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle pinning. Mater. Sci. Eng. A 2011, 528, 4239–4247. [Google Scholar] [CrossRef]
- Kim, S.H.; Jung, J.G.; You, B.S.; Park, S.H. Effect of Ce addition on the microstructure and mechanical properties of extruded Mg-Sn-Al-Zn alloy. Mater. Sci. Eng. A 2016, 657, 406–412. [Google Scholar] [CrossRef]
- Mabuchi, M.; Kubota, K.; Higashi, K. New recycling process by extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bars. Mater. Trans. JIM 1995, 36, 1249–1254. [Google Scholar] [CrossRef] [Green Version]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Chang, C.; Lee, C.; Huang, J. Relationship between grain size and Zener–Holloman parameter during friction stir processing in AZ31 Mg alloys. Scr. Mater. 2004, 51, 509–514. [Google Scholar] [CrossRef]
- Xu, S.; Matsumoto, N.; Kamado, S.; Honma, T.; Kojima, Y. Dynamic microstructural changes in Mg–9Al–1Zn alloy during hot compression. Scr. Mater. 2009, 61, 249–252. [Google Scholar] [CrossRef]
- Xu, S.; Kamado, S.; Honma, T. Recrystallization mechanism and the relationship between grain size and zener–hollomon parameter of mg–al–zn–ca Alloys During Hot Compression. Scr. Mater. 2010, 63, 293–296. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic recrystallization during high temperature deformation of magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Fatemi-Varzaneh, S.; Zarei-Hanzaki, A.; Beladi, H. Dynamic recrystallization in AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 456, 52–57. [Google Scholar] [CrossRef]
- Sitdikov, O.; Kaibyshev, R. Dynamic recrystallization in pure magnesium. Mater. Trans. 2001, 42, 1928–1937. [Google Scholar] [CrossRef] [Green Version]
- Mukai, T.; Yamanoi, M.; Watanabe, H.; Higashi, K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr. Mater. 2001, 45, 89–94. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. Microstructure evolution of Mg–Zn binary alloy during a direct extrusion process. Scr. Mater. 2009, 60, 411–414. [Google Scholar] [CrossRef]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T. Ultra-fine grain size and isotropic very high strength by direct extrusion of chill-cast Mg–Zn–Y alloys containing quasicrystal phase. Scr. Mater. 2011, 64, 661–664. [Google Scholar] [CrossRef]
- Wang, B.; Xu, D.; Wang, S.; Sheng, L.; Zeng, R.C.; Han, E.H. Influence of solution treatment on the corrosion fatigue behavior of an as-forged Mg-Zn-Y-Zr alloy. Int. J. Fatigue 2019, 120, 46–55. [Google Scholar] [CrossRef]
- Du, Y.; Qiao, X.; Zheng, M.; Wu, K.; Xu, S. The microstructure, texture and mechanical properties of extruded Mg–5.3 Zn–0.2 Ca–0.5 Ce (wt%) alloy. Mater. Sci. Eng. A 2015, 620, 164–171. [Google Scholar] [CrossRef]
- Jiang, H.; Qiao, X.; Xu, C.; Zheng, M.; Wu, K.; Kamado, S. Ultrahigh strength as-extruded Mg–10.3 Zn–6.4 Y–0.4 Zr–0.5 Ca alloy containing W phase. Mater. Des. 2016, 108, 391–399. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Kang, J.W.; Sun, X.F.; Deng, K.K.; Xu, F.J.; Zhang, X.; Bai, Y. High strength Mg-9Al serial alloy processed by slow extrusion. Mater. Sci. Eng. A 2017, 697, 211–216. [Google Scholar] [CrossRef]
- Li, H.; Hsu, E.; Szpunar, J.; Utsunomiya, H.; Sakai, T. Deformation mechanism and texture and microstructure evolution during high-speed rolling of AZ31B Mg sheets. J. Mater. Sci. 2008, 43, 7148–7156. [Google Scholar] [CrossRef]
- Yang, Y.; Huo, Q.; Zhang, Y.; Luo, L.; Xiao, Z.; Wang, J.; Hashimoto, A.; Yang, X. Effects of volume fraction of fine grains on the tensile creep properties of a hot-deformed Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2020, 777, 139052. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.; Jiang, H.; Sun, W.; Chi, Y.; Zheng, M.; Kamado, S. Effect of extrusion parameters on microstructure and mechanical properties of Mg-7.5 Gd-2.5 Y-3.5 Zn-0.9 Ca-0.4 Zr (wt%) alloy. Mater. Sci. Eng. A 2017, 685, 159–167. [Google Scholar] [CrossRef]
- Chai, L.; Xia, J.; Zhi, Y.; Gou, Y.; Chen, L.; Yang, Z.; Guo, N. Deformation mode-determined misorientation and microstructural characteristics in rolled pure Zr sheet. Sci. China Technol. Sci. 2018, 61, 1346–1352. [Google Scholar] [CrossRef]
- Kang, J.W.; Wang, C.J.; Deng, K.K.; Nie, K.B.; Bai, Y.; Li, W.J. Microstructure and mechanical properties of Mg-4Zn-0.5 Ca alloy fabricated by the combination of forging, homogenization and extrusion process. J. Alloys Compd. 2017, 720, 196–206. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
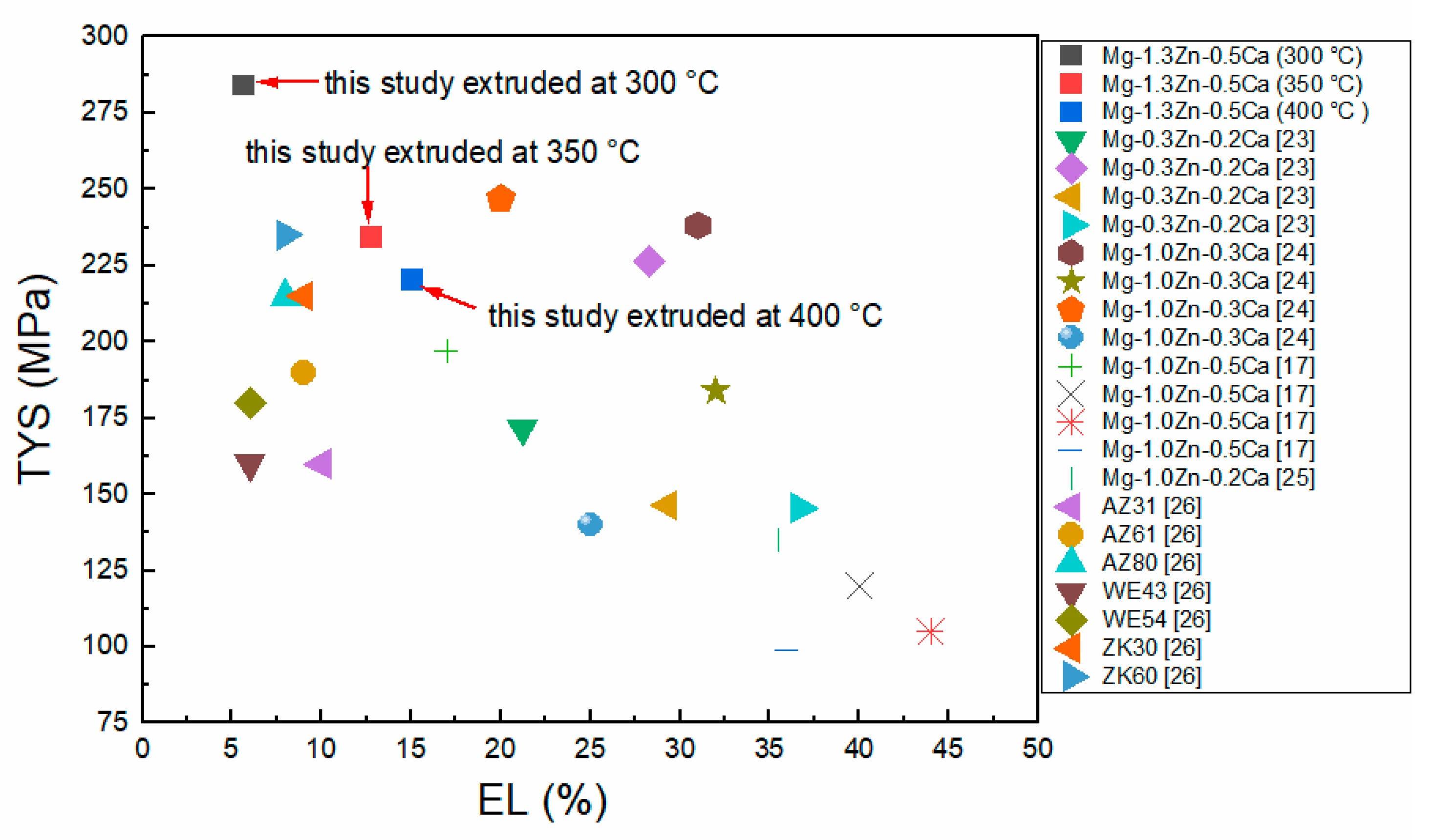
| Material | UTS (MPa) | TYS (MPa) | EL * (%) |
|---|---|---|---|
| T4 | 143 ± 6 | 92 ± 4 | 3.3 ± 0.5 |
| Extruded at 300 °C | 355 ± 6 | 284 ± 6 | 5.7 ± 0.3 |
| Extruded at 350 °C | 298 ± 7 | 234 ± 5 | 12.8 ± 0.7 |
| Extruded at 400 °C | 274 ± 6 | 220 ± 6 | 15.1 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Xu, Z.; Kecskes, L.J.; Yarmolenko, S.; Sankar, J. The Effect of Extrusion Temperatures on Microstructure and Mechanical Properties of Mg-1.3Zn-0.5Ca (wt.%) Alloys. Crystals 2021, 11, 1228. https://doi.org/10.3390/cryst11101228
Zhang H, Xu Z, Kecskes LJ, Yarmolenko S, Sankar J. The Effect of Extrusion Temperatures on Microstructure and Mechanical Properties of Mg-1.3Zn-0.5Ca (wt.%) Alloys. Crystals. 2021; 11(10):1228. https://doi.org/10.3390/cryst11101228
Chicago/Turabian StyleZhang, Honglin, Zhigang Xu, Laszlo J. Kecskes, Sergey Yarmolenko, and Jagannathan Sankar. 2021. "The Effect of Extrusion Temperatures on Microstructure and Mechanical Properties of Mg-1.3Zn-0.5Ca (wt.%) Alloys" Crystals 11, no. 10: 1228. https://doi.org/10.3390/cryst11101228