
Investigation of the Al-Mo-B(CN) Coatings Deposited Using Magnetron Sputtering of Al-Mo-B4C Target Produced by Detonation Spray Coating
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Preparation
2.2. Metal–Ceramic Composite Target and AlMo-30B4C Coating Preparation
2.3. Al-Mo-B(CN) Coating Preparation
2.4. Coatings Characterization
3. Results
3.1. AlMo-30B4C Coating: Structure and Phase Composition
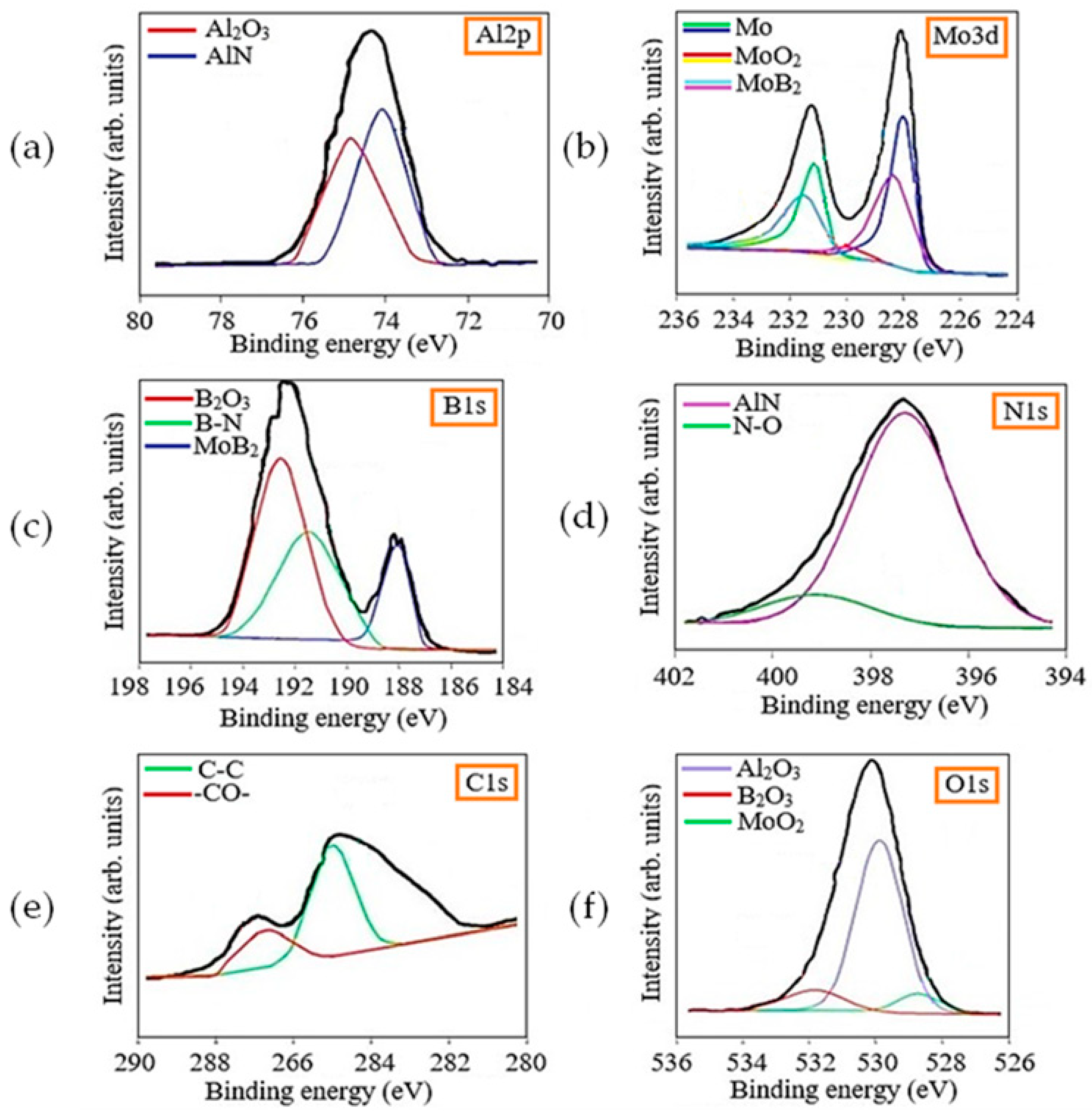
3.2. Al-Mo-B(CN) Coating: Structure, Elemental (Concentrations, Chemical States), and Phase Composition
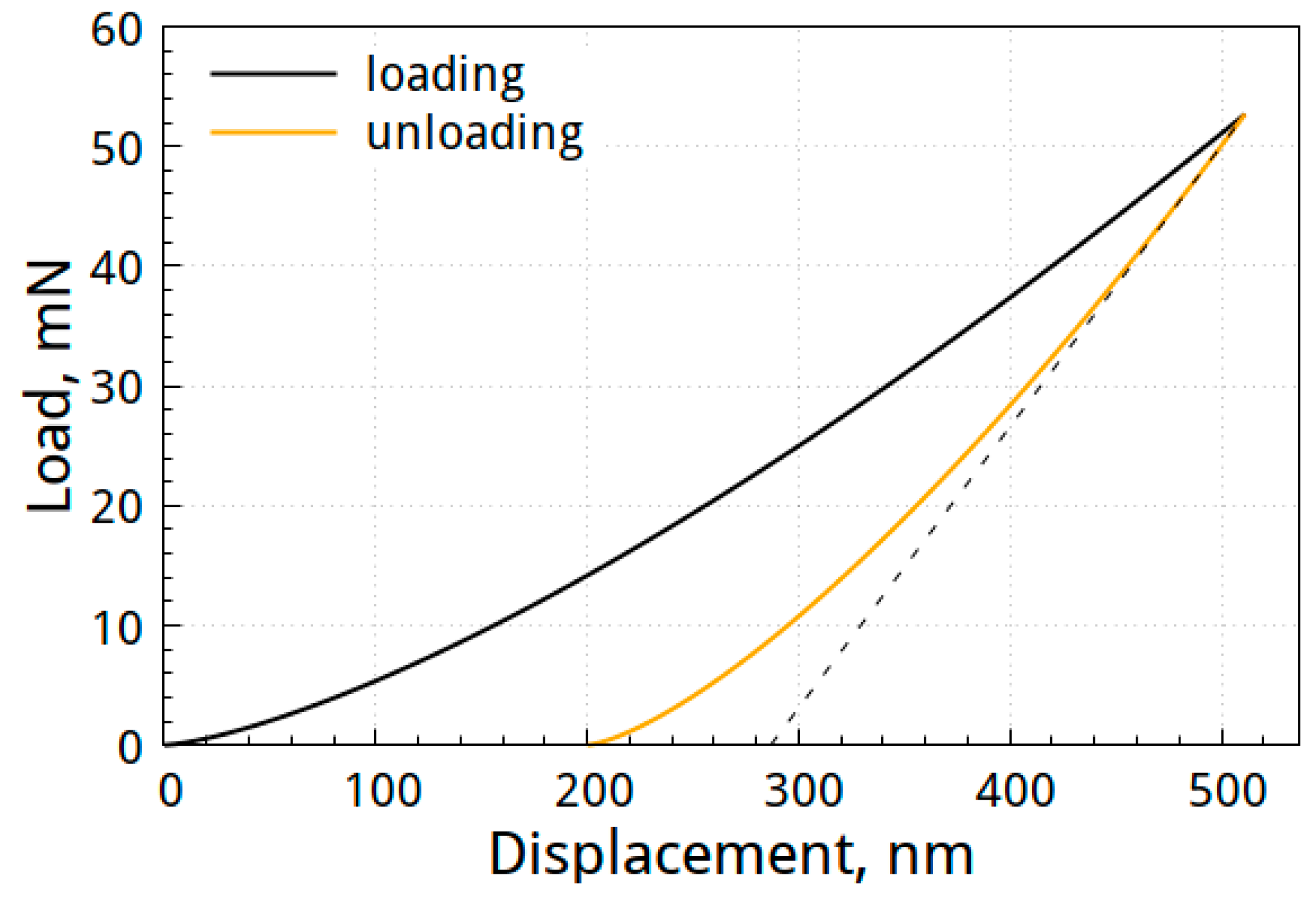
3.3. Mechanical Properties of Al-Mo-B(CN) Coating
4. Conclusions
- A copper cathode target with AlMo-30B4C equipment coating for magnetron sputtering UNICOAT 200 (Russia) in the form of a plate (198 × 78 × 4 mm) was made. AlMo-30B4C coating (thickness ~350–400 µm) was fabricated by a robotic complex for detonation spraying.
- AlMo-30B4C coating has a dense and defect-free lamella-type structure with low porosity of less than 1%. The AlMo-30B4C coating consisted of the Mo, Al, and B4C phases, and a small amount of metal oxide phase–MoO2 phase.
- The obtained composite metal–ceramic Al-Mo-B4C target was used to deposit the Al-Mo-B(CN) coating (DC mode) on flat specimens of AISI 316 steel and silicon using equipment for magnetron sputtering UNICOAT 200.
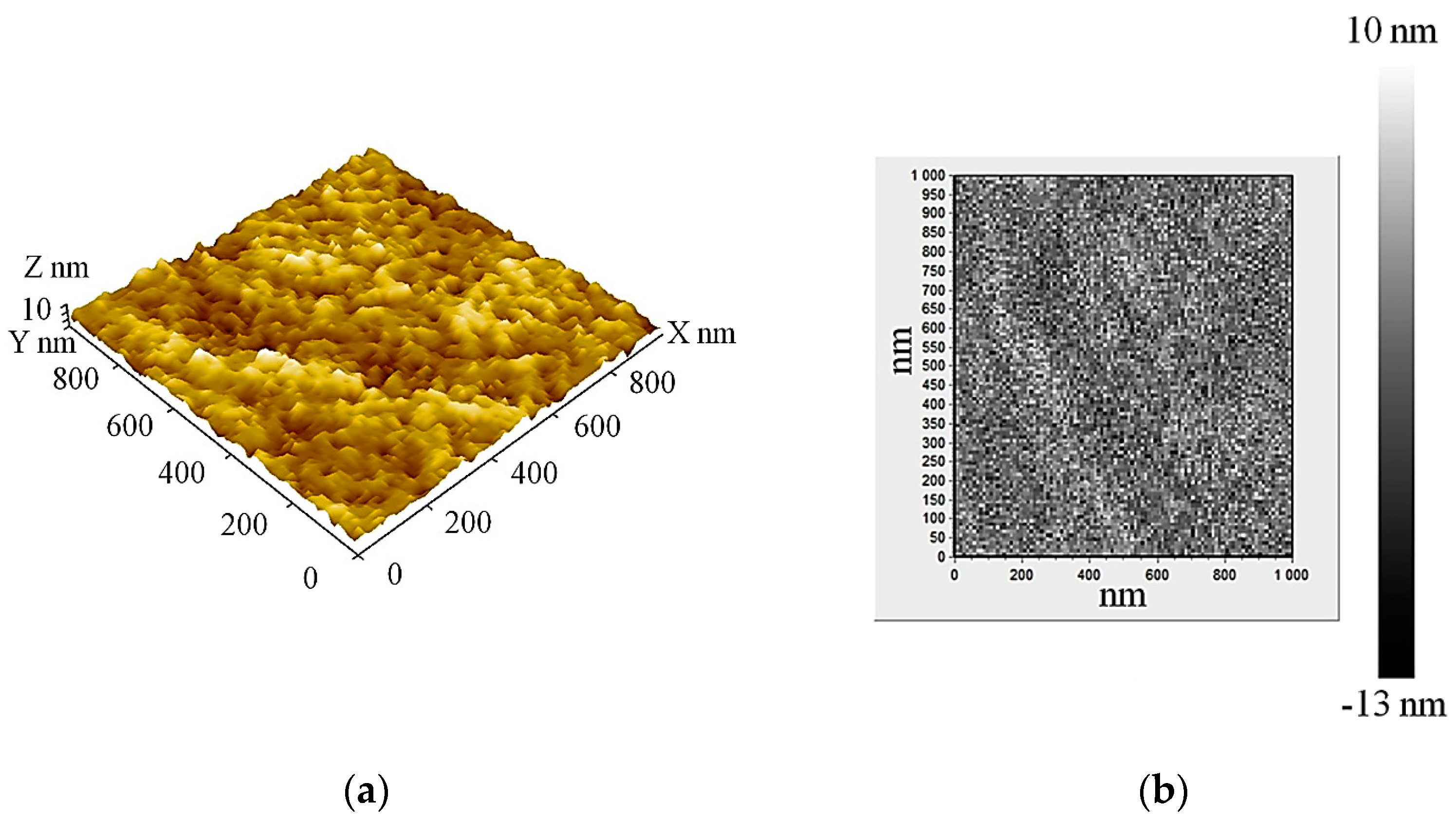
- A smooth Al-Mo-B(CN) coating (thickness ~1 μm) with little roughness (Ra 2.2 nm) and a small number of scattered droplets was formed. Al-Mo-B(CN) coating has dense homogeneity with a structure featuring small drip inclusions but with no columnar elements, and without the typical growth defects (nodal, point, cone-shaped, and open voids) associated with magnetron sputtering.
- Al-Mo-B(CN) coating has an amorphous structure. XPS analysis confirmed the formation of the MoB2 and AlN phase with an admixture of oxygen in the form of aluminum oxide, molybdenum oxide, and boron oxide.
- The hardness of the Al-Mo-B(CN) coating was 13.0 ± 3.6 GPa, the elastic modulus was 114 ± 5.8 GPa, and the elastic recovery was 45%, H/E—0.11, and H3/E2 = 0.17 GPa.
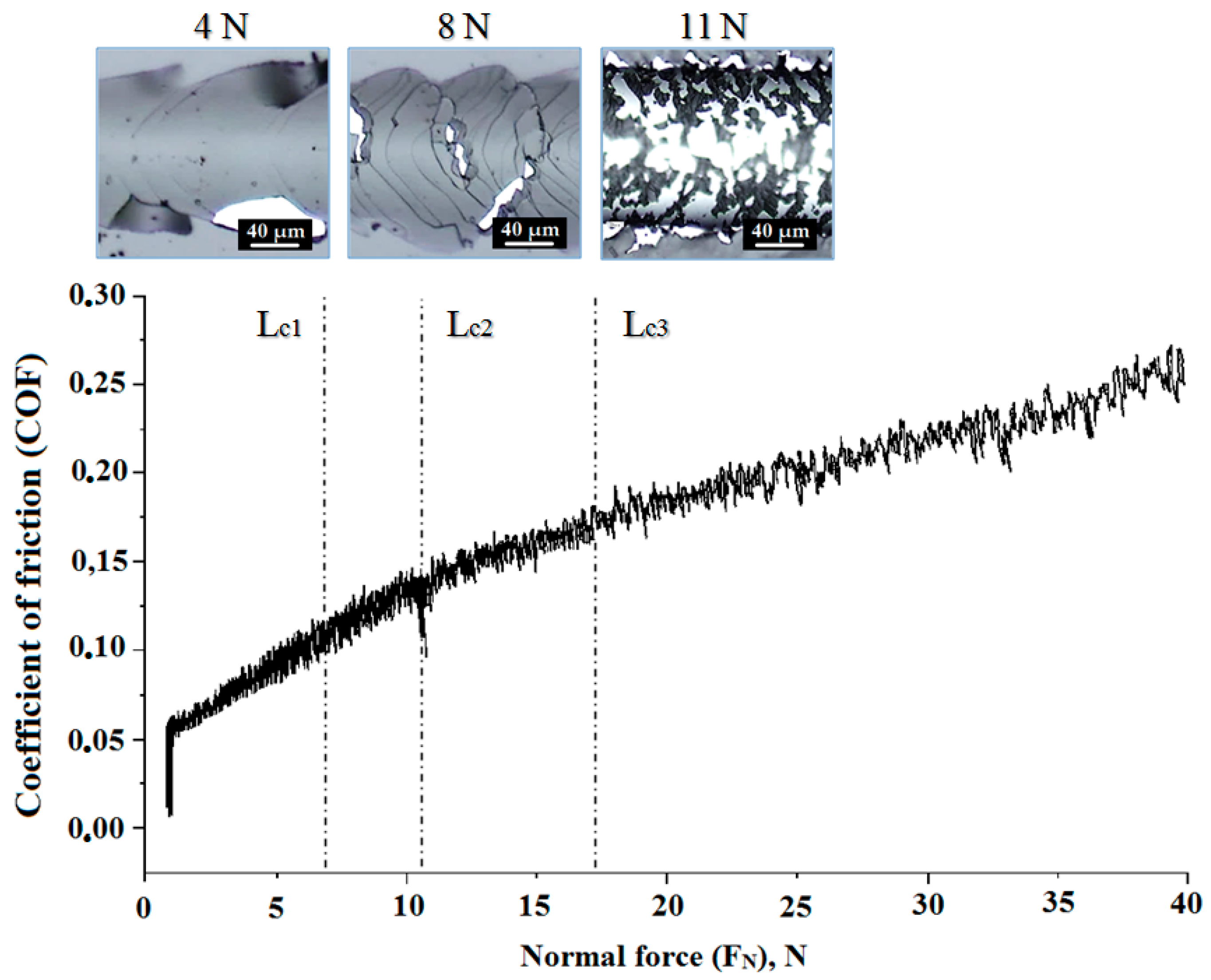
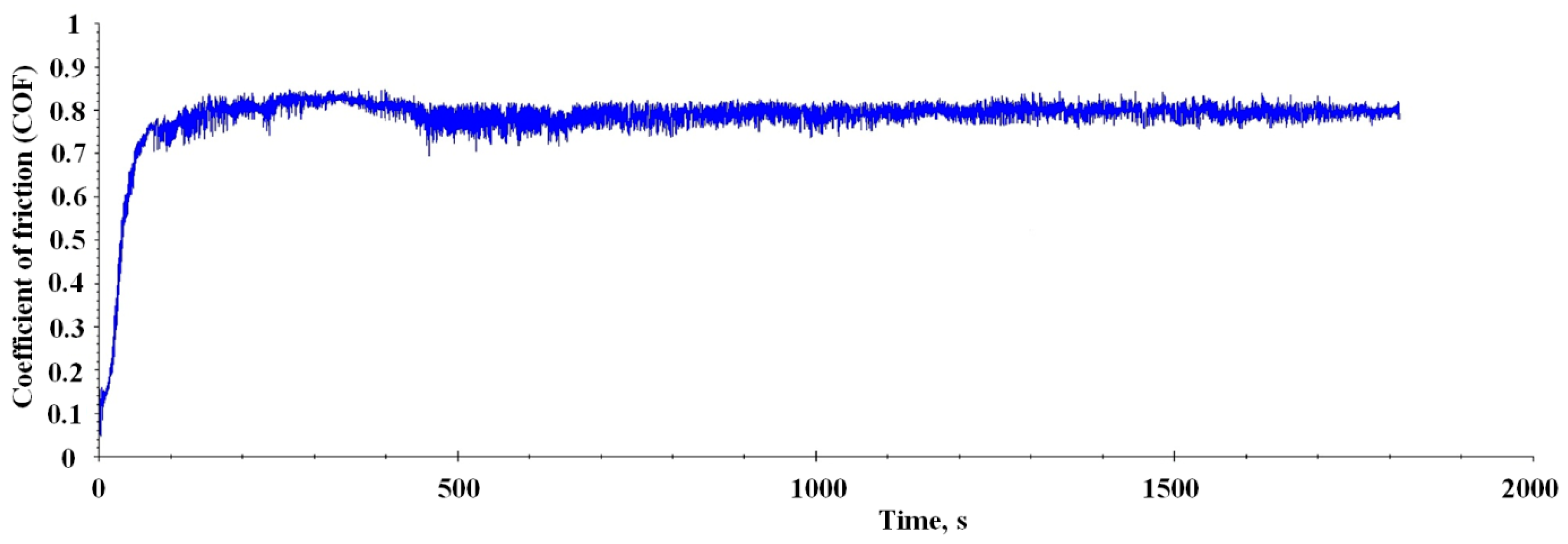
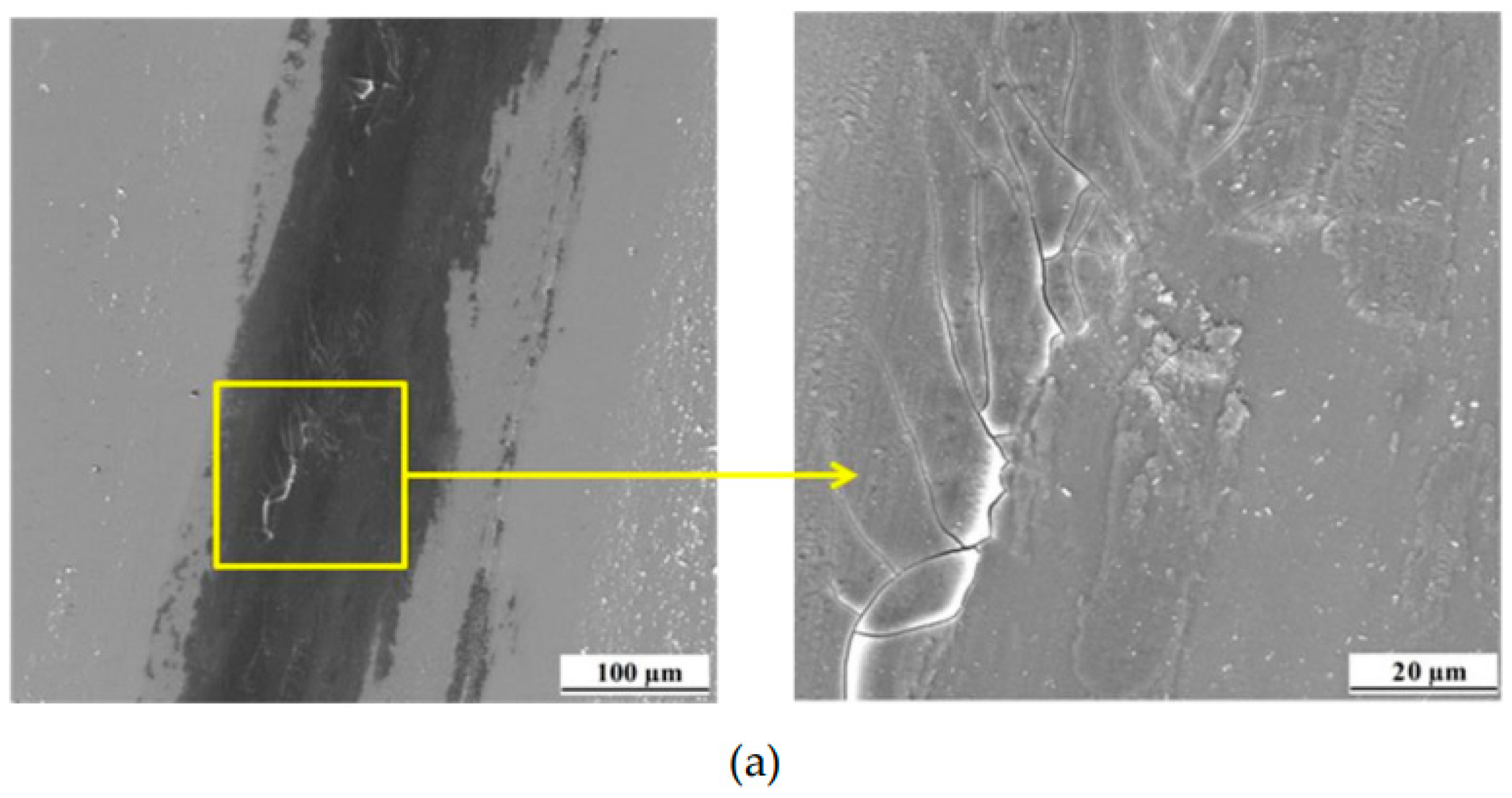
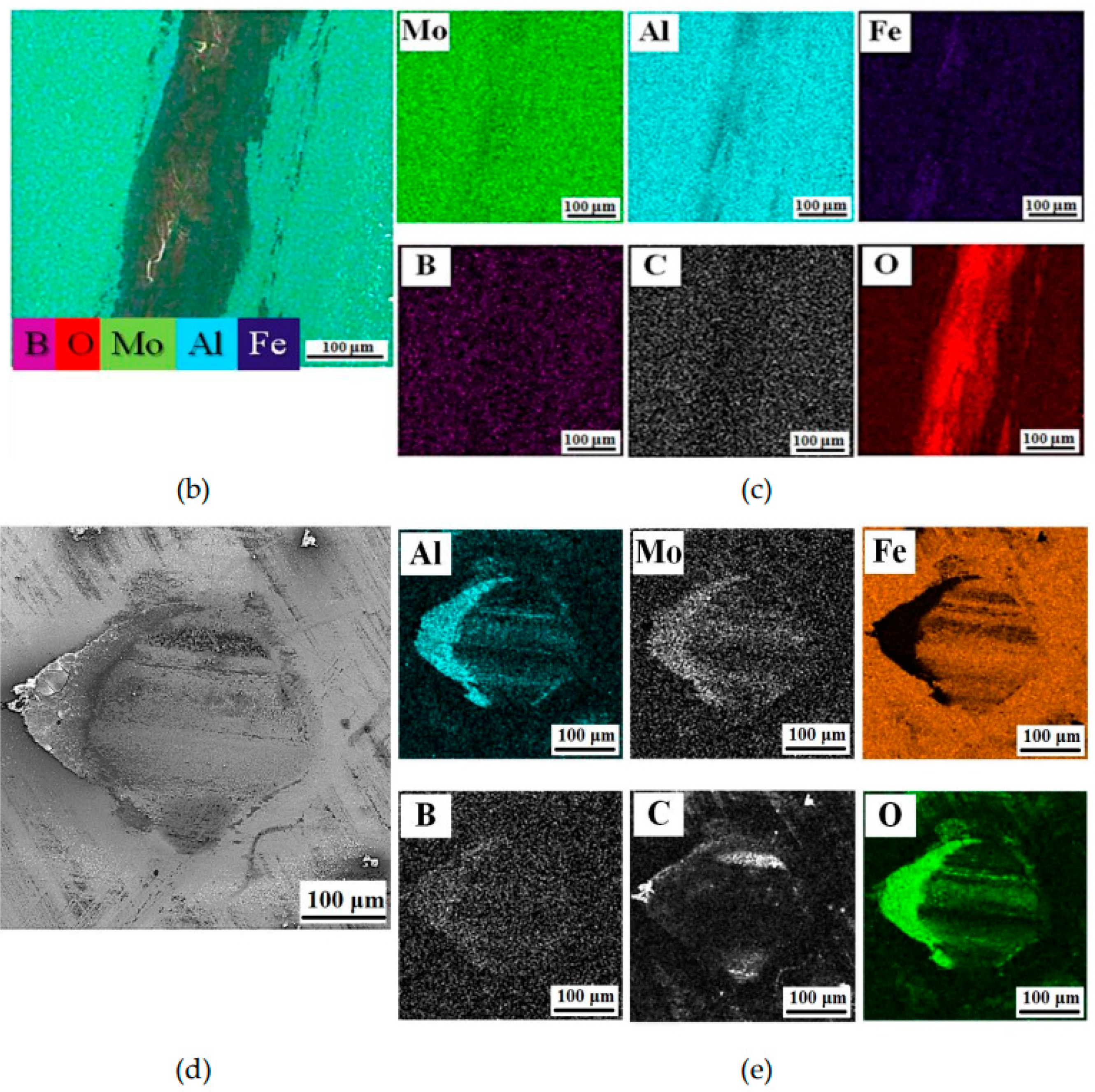
- Al-Mo-B(CN) coating has a friction coefficient of 0.8 against a steel 100 Cr6 ball, and the failure mode was fatigued and abrasive. The adhesion strength of Al-Mo-B(CN) coating amounted to about 11 N, and the failure mode was cohesive.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kiryukhantsev-Korneev, P.V.; Bondarev, A.V.; Shtansky, D.V.; Levashov, E.A. Structure and properties of nanocomposite Mo-Si-B-(N) coatings. Prot. Met. Phys. Chem. Surf. 2015, 51, 794–802. [Google Scholar] [CrossRef]
- Kosminska, Y.O.; Kornyushchenko, G.S.; Gannych, Y.V.; Perekrestov, V.I. Fabrication and physical properties of coatings belonging to W, Ta, Hf, Ti, Mo, Cr, Al and C based multicomponent systems. J. Superhard Mater. 2020, 42, 388–395. [Google Scholar] [CrossRef]
- Sheu, H.H.; Tzeng, Y.C.; Syu, J.H. Study of the strengthening mechanism of electrodeposited Ni-B thin films with ultra-low boron content. Mater. Lett. 2019, 238, 275–277. [Google Scholar] [CrossRef]
- Yildiz, R.A.; Genel, K.; Gulmez, T. Effect of electroless Ni-B and Ni-WB coatings on the corrosion-fatigue behavior of 7075 Al alloy. Int. J. Fatigue 2021, 144, 106040. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, P.V.; Sytchenko, A.D.; Gorshkov, V.A.; Loginov, P.A.; Sheveyko, A.N.; Nozhkina, A.V.; Levashov, E.A. Complex study of protective Cr3C2–NiAl coatings deposited by vacuum electro-spark alloying, pulsed cathodic arc evaporation, magnetron sputtering, and hybrid technology. Ceram. Int. 2022, 48, 10921–10931. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, S.; He, Y.; Li, H.; He, T.; Fan, Y.; Zhang, H. Mechanical properties and corrosion resistance of pulse electrodeposited Ni-B/B4C composite coatings. Surf. Coat. Technol. 2021, 421, 127458. [Google Scholar] [CrossRef]
- Ivanovskii, A.L. Mechanical and electronic properties of diborides of transition 3d–5d metals from first principles: Toward search of novel ultra-incompressible and superhard materials. Prog. Mater. Sci. 2012, 57, 184–228. [Google Scholar] [CrossRef]
- Mitterer, C. Borides in thin film technology. J. Solid State Chem. 1997, 133, 279–291. [Google Scholar] [CrossRef]
- Kuznetsova, T.; Zubar, T.; Chizhik, S.; Gilewicz, A.; Lupicka, O.; Warcholinski, B. Surface microstructure of Mo(C)N coatings investigated by AFM. J. Mater. Eng. Perform. 2016, 25, 5450–5459. [Google Scholar] [CrossRef]
- Nedfors, N.; Primetzhofer, D.; Wang, L.; Lu, J.; Hultman, L.; Jansson, U. Characterization of magnetron sputtered Cr-B and Cr-B-C thin films for electrical contact applications. Surf. Coat. Technol. 2015, 266, 167–176. [Google Scholar] [CrossRef]
- Ok, J.-T.; Park, I.-W.; Moore, J.J.; Kang, M.C.; Kim, K.H. Syntheses and mechanical properties of Ti-B-C coatings by a plasma-enhanced chemical vapor deposition. Surf. Coat. Technol. 2005, 200, 1418–1423. [Google Scholar] [CrossRef]
- Stüber, M.; Schier, V.; Holleck, H. Properties and performance of new metastable Ti-BC-N hard coatings prepared by magnetron sputtering. Surf. Coat. Technol. 1995, 74–75, 833–837. [Google Scholar] [CrossRef]
- Mallia, B.; Stüber, M.; Dearnley, P.A. Character and chemical-wear response of high alloy austenitic stainless steel (Ortron 90) surface engineered with magnetron sputtered Cr-B-N ternary alloy coatings. Thin Solid Films 2013, 549, 216–223. [Google Scholar] [CrossRef]
- Yang, J.F.; Yuan, Z.G.; Liu, Q.; Wang, X.P.; Fang, Q.F. Characterization of Mo-Al-N nanocrystalline films synthesized by reactive magnetron sputtering. Mater. Res. Bull. 2009, 44, 86–90. [Google Scholar] [CrossRef]
- Jung, H.S.; Qi, M.W.; Kwang, H.K.; Shin, J.H. Microstructural evolution and tribological behavior of Mo-Cu-N coatings as a function of Cu content. Mater. Chem. Phys. 2011, 130, 870–879. [Google Scholar] [CrossRef]
- Zhao, Y.; Kamiya, K.; Hashimoto, K.; Nakanishi, S. In Situ CO2-emission assisted synthesis of molybdenum carbonitride nanomaterial as hydrogen evolution electrocatalyst. J. Am. Chem. Soc. 2015, 137, 110–113. [Google Scholar] [CrossRef] [PubMed]
- Malinovskis, P.; Palisaitis, J.; Persson, P.O.Å.; Jansson, U.; Lewin, E. Synthesis and characterization of Mo-B-C thin films deposited by non-reactive DC magnetron sputtering. Surf. Coat. Technol. 2017, 309, 506–515. [Google Scholar] [CrossRef]
- Totemeier, T.C.; Wright, R.N.; Swank, W.D. FeAl and Mo–Si–B intermetallic coatings prepared by thermal spraying. Intermetallics 2004, 12, 1335–1344. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, D.; Yan, J. Preparation and characterization of MoSi2/MoB composite coating on Mo substrate. J. Alloys Compd. 2014, 589, 384–388. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A.; Kuznetsova, T.A.; Zubar, T.I.; Chizhik, S.A.; Abetkovskaia, S.O.; Lapitskaya, V.A. Mechanical properties of Mo(C)N coatings deposited using cathodic arc evaporation. Surf. Coat. Technol. 2017, 319, 117–128. [Google Scholar] [CrossRef]
- Kudryashov, A.E.; Lebedev, D.N.; Potanin, A.Y.; Levashov, E.A. Structure and properties of coatings produced by pulsed electrospark deposition on nickel alloy using Mo-Si-B electrodes. Surf. Coat. Technol. 2018, 335, 104–117. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, P.V.; Kudryashov, A.E.; Levashov, E.A. Recent achievements on oxidation-resistant Cr-(Al)-Si-B, Mo-(Al)-Si-B, Zr-(Al)-Si-B coatings obtained by magnetron sputtering and pulsed electrospark deposition (part 2). Galvanotechnik 2018, 109, 1044–1050. [Google Scholar]
- Wen, S.H.; Zhou, C.G.; Sha, J.B. Microstructural evolution and oxidation behaviour of Mo-Si-B coatings on an Nb-16Si-22Ti-7Cr-2Al-2Hf alloy at 1250 °C prepared by spark plasma sintering. Surf. Coat. Technol. 2018, 352, 320–329. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, Y.; Ren, X.; Zhang, P.; Qiao, J.; Feng, P. Microstructure, properties and oxidation behavior of MoSi2-MoB-ZrO2 coating for Mo substrate using spark plasma sintering. Surf. Coat. Technol. 2019, 375, 773–781. [Google Scholar] [CrossRef]
- Buršík, J.; Buršíková, V.; Souček, P.; Zábranský, L.; Vašina, P. Nanostructured Mo-B-C coatings. Rom. Rep. Phys. 2016, 68, 1069–1075. [Google Scholar]
- Zábranský, L.; Buršíková, V.; Souček, P.; Vašina, P.; Buršík, J. On the study of the mechanical properties of Mo-B-C coatings. Eur. Phys. J. Appl. Phys. 2016, 75, 24716/1–24716/7. [Google Scholar] [CrossRef]
- Buršíková, V.; Sobota, J.; Grossman, J.; Fořt, T.; Dupák, L.; Zábranský, L.; Souček, P.; Vašina, P.; Buršík, J. Study of fracture resistance of nanolaminate coatings using indentation and impact tests. Solid State Phenom. 2017, 258, 318–321. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, P.V.; Sytchenko, A.D.; Potanin, A.Y.; Vorotilo, S.A.; Levashov, E.A. Mechanical properties and oxidation resistance of Mo-Si-B and Mo-Hf-Si-B coatings obtained by magnetron sputtering in DC and pulsed DC modes. Surf. Coat. Technol. 2020, 403, 126373. [Google Scholar] [CrossRef]
- Sanchette, F.; Billard, A. Special Issue “Magnetron Sputtering Deposited Thin Films and Its Applications”. Coatings 2020, 10, 1072. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, F.V.; Sheveiko, A.N.; Komarov, V.A.; Blanter, M.S.; Skryleva, E.A.; Shirmanov, N.A.; Levashov, E.A.; Shtansky, D.V. Nanostructured Ti-Cr-B-N and Ti-Cr-Si-C- N coatings for hard-alloy cutting tools. Russ. J. Non-Ferrous Metals. 2011, 52, 311–318. [Google Scholar] [CrossRef]
- Shtansky, D.V.; Kiryukhantsev-Korneev, P.V.; Sheveyko, A.N.; Mavrin, B.N.; Rojas, T.C.; Fernandez, A.; Levashov, E.A. Comparative investigation of TiAlC(N), TiCrAlC(N), and CrAlC(N) coatings deposited by sputtering of MAX- phase Ti2−xCrxAlC targets. Surf. Coat. Technol. 2009, 203, 3595–3609. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, P.V.; Pierson, J.F.; Kuptsov, K.A.; Shtansky, D.V. Hard Cr–Al–Si–B–(N) coatings deposited by reactive and non-reactive magnetron sputtering of CrAlSiB target. Appl. Surf. Sci. 2014, 314, 104–111. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, P.V. Pulsed magnetron sputtering of ceramic SHS targets as a promising technique for deposition of multifunctional coatings. Prot. Met. Phys. Chem. Surf. 2020, 56, 343–357. [Google Scholar] [CrossRef]
- Bolotskaia, A.; Avdeeva, V.; Bazhin, P.; Mikheev, M.; Stolin, A.; Novikov, V.; Kovaleva, M.; Sirota, V. Coatings prepared by electro-spark alloying with SHS electrode materials based on Ti-B-Fe-AlN. Coatings 2023, 13, 1264. [Google Scholar] [CrossRef]
- Fedotov, A.F.; Amosov, A.P.; Ermoshkin, A.A.; Lavro, V.N.; Altukhov, S.I.; Latukhin, E.I.; Davydov, D.M. Composition, structure, and properties of SHS-compacted cathodes of the Ti-C-Al-Si system and vacuum-arc coatings obtained from them. Russ. J. Non-Ferrous Metals 2014, 55, 477–484. [Google Scholar] [CrossRef]
- Potanin, A.Y.; Kiryukhantsev-Korneev, P.V.; Rupasov, S.I.; Pogozhev, Y.S.; Levashov, E.A. Application of SHS for production of composite ceramic cathodes for PVD of high-temperature protective Mo-(Hf/Zr)-Si-B coatings. In Proceedings of the International Symposium on Self-Propagating High-Temperature Synthesis, Moscow, Russia, 16–20 September; pp. 357–358.
- Kunc, F.; Musil, J.; Mayrhofer, P.H.; Mitterer, C. Low-stress superhard Ti-B films prepared by magnetron sputtering. Surf. Coat. Technol. 2003, 174, 744–753. [Google Scholar] [CrossRef]
- Mraz, S.; Emmerlich, J.; Weyand, F.; Schneider, J.M. Angle-resolved evolution of the composition of Cr-Al-C thin films deposited by sputtering of a compound target. J. Phys. D 2013, 46, 135501. [Google Scholar] [CrossRef]
- Vasyliev, V.V.; Luchaninov, A.A.; Reshetnyak, E.N.; Strel’nitskij, V.E.; Tolmacheva, G.N.; Pribytkov, G.A.; Gurskikh, A.V.; Krinitcyn, M.G. Application of powder cathodes for Ti-Si-N coatings deposition from the filtered vacuum-arc plasma. Int. J. Surf. Sci. Eng. 2015, 13, 148–163. (In Russian) [Google Scholar]
- Rueß, H.; to Baben, M.; Mráz, S.; Shang, L.; Polcik, P.; Kolozsvári, S.; Hans, M.; Primetzhofer, D.; Schneider, J.M. HPPMS deposition from composite targets: Effect of two orders of magnitude target power density changes on the composition of sputtered Cr-Al-C thin films. Vacuum 2017, 145, 285–289. [Google Scholar] [CrossRef]
- Sirota, V.; Zaitsev, S.; Prokhorenkov, D.; Limarenko, M.; Skiba, A.; Kovaleva, M. NiB-CrC coatings prepared by magnetron sputtering using composite ceramic NiCr-BC target produced by detonation spray coating. Nanomaterials 2022, 12, 3584. [Google Scholar] [CrossRef]
- Kovaleva, M.; Goncharov, I.; Novikov, V.; Pavlenko, I.; Yapryntsev, M.; Vagina, O.; Sirota, V.; Tyurin, Y.; Kolisnichenko, O.; Krasil’nikov, V. Oxidation behavior and microstructural evolution of ZrB2-35MoSi2-10Al composite coating. Coatings 2021, 11, 1231. [Google Scholar] [CrossRef]
- Sirota, V.; Pavlenko, V.; Cherkashina, N.; Kovaleva, M.; Tyurin, Y.; Kolisnichenko, O. Preparation of aluminum oxide coating on carbon/carbon composites using a new detonation sprayer. Int. J. Appl. Ceram. 2021, 2, 483–489. [Google Scholar] [CrossRef]
- Vasilik, N.; Tyurin, Y.; Kolisnichenko, O. Method for Gas-Dynamic Detonating Speedup of Powders and Device for Its Implementation. RU Patent 2506341.11, 1 July 2012. [Google Scholar]
- Tyurin, Y.; Kolisnichenko, O.; Jia, J.; Vasilik, N.; Kovaleva, M.; Prozorova, M.; Arseenko, M.; Sirota, V. Performance and economic characteristics of multi-chamber detonation sprayer used in thermal spray technology. In Proceedings of the International Thermal Spray Conference and Exposition, Shanghai, China, 10–12 May 2016; ASM International: Detroit, MI, USA, 2016; pp. 630–634. [Google Scholar] [CrossRef]
- Moskal, G.J. The porosity assessment of thermal barrier coatings obtained by APS method. J. Achiev. Mater. Manuf. 2007, 20, 483–486. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ASTM-G-99-05; Standard Test Method for Wear Testing with a Pin-On-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2010; Volume 03.02, p. 6.
- Yuan, Z.G.; Yang, J.F.; Wang, X.P. Characterization and properties of quaternary Mo–Si–C–N coatings synthesized by magnetron sputtering technique. Surf. Coat. Technol. 2011, 205, 3307–3312. [Google Scholar] [CrossRef]
- Kang, J.; Sui, X.; Lu, X.; Wang, W.; Hao, J.; Wan, Y.; Liu, W. A New insight into friction transfer behavior of MoCN coatings: The tribo-activated formation of carbonitride based nano-twisted helix wear debris. Res. Sq. 2022. Preprint. [Google Scholar] [CrossRef]
- O’Sullivan, M.; Sprenger, D.; Lang, B.; Mitterer, C.; Lorenz, R. Chemical composition and properties of MoAl thin films deposited by sputtering from MoAl compound targets. J. Vac. Sci. Technol. 2017, A 35, 041504. [Google Scholar] [CrossRef]
- Musil, J.; Zeman, P. Hard a-Si3N4/MeNx Nanocomposite Coatings with High Thermal Stability and High Oxidation Resistance. Solid State Phenom. 2007, 127, 31–36. [Google Scholar] [CrossRef]
- Lange, A.; Heilmaier, M.; Sossamann, T.A.; Perepezko, J.H. Oxidation behavior of pack-cemented Si–B oxidation protection coatings for Mo–Si–B alloys at 1300 °C. Surf. Coat. Technol. 2015, 266, 57–63. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of growth defects in thin films prepared by PVD techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Šímová, V.; Vlček, J.; Zuzjaková, Š.; Houška, J.; Shen, Y.; Jiang, J.; Peřina, V. Magnetron sputtered Hf-B-Si-C-N films with controlled electrical conductivity and optical transparency, and with ultrahigh oxidation resistance. Thin Solid Films 2018, 653, 333–340. [Google Scholar] [CrossRef]
- Chang, C.L.; Huang, C.S.; Jao, J.Y. Microstructural, mechanical and wear properties of Cr–Al–B–N coatings deposited by DC reactive magnetron co-sputtering. Surf. Coat. Technol. 2011, 205, 2730–2737. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Z.; Jing, Z.; Wang, H.; Yao, W.; Liang, X. Characteristics of (Mo-Ta-W)-C and (Nb-Ta-W)-C refractory multi-principal element carbide thin films by non-reactive direct current magnetron co-sputtering. J. Alloys Compd. 2023, 936, 168260. [Google Scholar] [CrossRef]
- Li, Z.; Xu, M.; Zhang, H.; He, W.; Lu, Z. Effect of silicon-doping on the wide-temperature tribological behavior and lubrication mechanism of WC/aC film. Wear 2023, 516, 204614. [Google Scholar] [CrossRef]
- Rosenberger, L.; Baird, R.; Mccullen, E.; Auner, G.; Shreve, G. XPS analysisofaluminumnitridefilmsdepositedbyplasmasourcemolecularbeamepitaxy. Surf. Interface Anal. 2008, 40, 1254. [Google Scholar] [CrossRef]
- Manova, D.; Dimitrova, V.; Fukarek, W.; Karpuzov, D. Investigation of d.c.-reactive magnetron-sputtered AlN thin films by electron microprobe analysis, X-ray photoelectron spectroscopy and polarised infra-red reflection. Surf. Coat. Technol. 1998, 106, 205–208. [Google Scholar] [CrossRef]
- Zhou, F.; Adachi, K.; Kato, K. Influence of deposition parameters on surface roughness and mechanical properties of boron carbon nitride coatings synthesized by ion beam assisted deposition. Thin Solid Films. 2006, 497, 210–217. [Google Scholar] [CrossRef]
- Vishnyakov, V.M.; Ehiasarian, A.P.; Vishnyakov, V.V.; Hovsepian, P.; Colligon, J.S. Amorphous boron containing silicon carbo-nitrides created by ion sputtering. Surf. Coat. Technol. 2011, 206, 149–154. [Google Scholar] [CrossRef]
- Ortiz, C.O.; Hernandez-Rengifo, E.; Caicedo, J.C. Analysis of the tribological evolution of nitride-based coatings. In Tribology of Machine Elements—Fundamentals and Applications; Pintaude, G., Cousseau, T., Rudawska, A., Eds.; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Thompson, F.C.; Kustas, F.M.; Coulter, K.E.; Crawford, G.A. Dense VSiCN coatings deposited by flament-assisted reactive magnetron sputtering with varying amorphous phase precursor flow rates. Surf. Coat. Technol. 2021, 422, 127507. [Google Scholar] [CrossRef]
- Abu Samra, H.; Staedler, T.; Xia, J.; Aronov, I.; Jia, C.; Wenclawiak, B.; Jiang, X. Deposition and characterization of nanocrystalline Mo2N/BN composite coatings by ECR plasma assisted CVD. Surf. Coat. Technol. 2009, 204, 1919–1924. [Google Scholar] [CrossRef]
- Kiryukhantsev-Korneev, F.V.; Sheveyko, A.N.; Levashov, E.A.; Shtansky, D.V. Investigation of the Si–B–C–N thin coatings deposited using magnetron sputtering of SiBC targets. Izvestiya. Non-Ferrous Metall. 2015, 4, 55–62. (In Russian) [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kalscheuer, C.; Thiex, M. Self-lubricating triboactive (Cr,Al)N+Mo:S coatings for fluid-free applications. J. Mater. Sci. 2021, 56, 15040–15060. [Google Scholar] [CrossRef]
- Evertz, S.; Pöllmann, P.; Holzapfel, D.M.; Mayer, E.; Schneider, J.M. Low temperature synthesis of dense MoAlB thin films. J. Eur. Ceram. 2021, 41, 6302–6308. [Google Scholar] [CrossRef]
- Levashov, E.A.; Shtansky, D.V.; Kiryukhantsev-Korneev, P.V.; Petrzhik, M.I.; Tyurina, M.Y.; Sheveiko, A.N. Multifunctional nanostructured coatings: Formation, structure, and the uniformity of measuring their mechanical and tribological properties. Russ. Metall. 2010, 10, 917–935. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behavior. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Wang, J.; Munroe, P.; Zhou, Z.; Xie, Z. Nanostructured molybdenum nitride-based coatings: Effect of nitrogen concentration on microstructure and mechanical properties. Thin Solid Films 2019, 682, 82–92. [Google Scholar] [CrossRef]
- Cheng, K.H.; Weng, C.H.; Lai, C.H.; Lin, S.J. Study on adhesion and wear resistance of multi-element (AlCrTaTiZr) N coatings. Thin Solid Films 2009, 517, 4989–4993. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Y.; Yu, Z.; Planche, M.-P.; Peyraut, F.; Liao, H.; LaSalle, A.; Allimant, A.; Montavon, G. Microstructural, mechanical and tribological properties of suspension plasma sprayed YSZ/h-BN composite coating. J. Eur. Ceram. Soc. 2018, 38, 4512–4522. [Google Scholar] [CrossRef]
- Xi, H.-H.; He, P.-F.; Wang, H.-D.; Liu, M.; Chen, S.-Y.; Xing, Z.-G.; Ma, G.-Z.; Lv, Z.-L. Microstructure and mechanical properties of Mo coating deposited by supersonic plasma spraying. Int. J. Refract. Met. Hard Mater. 2020, 86, 105095. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size, µm | Powder | |||
|---|---|---|---|---|
| Al | Mo | B4C | AlMo-30B4C | |
| d(0.1) | 3.01 | 3.33 | 1.29 | 1.81 |
| d(0.5) | 7.51 | 9.29 | 11.05 | 8.67 |
| d(0.9) | 13.81 | 20.61 | 30.26 | 22.44 |
| Barrel Length, mm | Barrel Diameter, mm | Deposition Distance, mm | Powder Feed Rate, g/h | Flow Rate of Fuel Mixture Components, m3/h | ||
|---|---|---|---|---|---|---|
| Oxygen | Propane | Air | ||||
| 300 | 18 | 70 | 800 | * 2.44/ ** 3.01 | * 0.51/ ** 0.53 | * 1.18/ ** 1.4 |
| Parameters | Meaning | ||
|---|---|---|---|
| Leaking | 0.06 cm3/min | ||
| Operating pressure | 0.17 Pa | ||
| Working gas | Ar (99.999% purity) | ||
| N2 (99.999% purity) | |||
| Total flow in the chamber | Ar | 74 sccm * | |
| N2 | 4 sccm | ||
| Current/Voltage | Target | AlMo-30B4C | 2 A/580 V |
| Carbon | 0.8 A/489 V | ||
| Frequency | 14 kHz | ||
| Cathode material | AlMo-30B4C | ||
| Carbon (99.999% purity) | |||
| Bias | 1 A/40 V | ||
| Magnetron-sample distance | 70 mm | ||
| Deposition time | 50 min | ||
| Material | Element Composition, wt% | ||||
|---|---|---|---|---|---|
| AlMo-30B4C | Al | Mo | B | C | O |
| powder | 27 | 29 | 25 | 7 | 12 |
| coating | 20 | 32 | 22 | 6 | 19 |
| Al-Mo-B(CN) coating | 25 | 38 | 11 | 7 | 13 |
| Hardness, GPa | E, GPa | H/E | H3/E2, GPa | We, % |
|---|---|---|---|---|
| 13.0 ± 3.6 | 114 ± 5.8 | 0.11 | 0.17 | 45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaitsev, S.V.; Sirota, V.; Kovaleva, M.; Prokhorenkov, D.; Skiba, A.; Limarenko, M. Investigation of the Al-Mo-B(CN) Coatings Deposited Using Magnetron Sputtering of Al-Mo-B4C Target Produced by Detonation Spray Coating. Coatings 2023, 13, 1918. https://doi.org/10.3390/coatings13111918
Zaitsev SV, Sirota V, Kovaleva M, Prokhorenkov D, Skiba A, Limarenko M. Investigation of the Al-Mo-B(CN) Coatings Deposited Using Magnetron Sputtering of Al-Mo-B4C Target Produced by Detonation Spray Coating. Coatings. 2023; 13(11):1918. https://doi.org/10.3390/coatings13111918
Chicago/Turabian StyleZaitsev, Sergey Viktorovich, Viacheslav Sirota, Marina Kovaleva, Dmitriy Prokhorenkov, Andrey Skiba, and Mihail Limarenko. 2023. "Investigation of the Al-Mo-B(CN) Coatings Deposited Using Magnetron Sputtering of Al-Mo-B4C Target Produced by Detonation Spray Coating" Coatings 13, no. 11: 1918. https://doi.org/10.3390/coatings13111918