3.2. Ultrasonic Parameters after the CAT
3.2.1. Frequency Shift
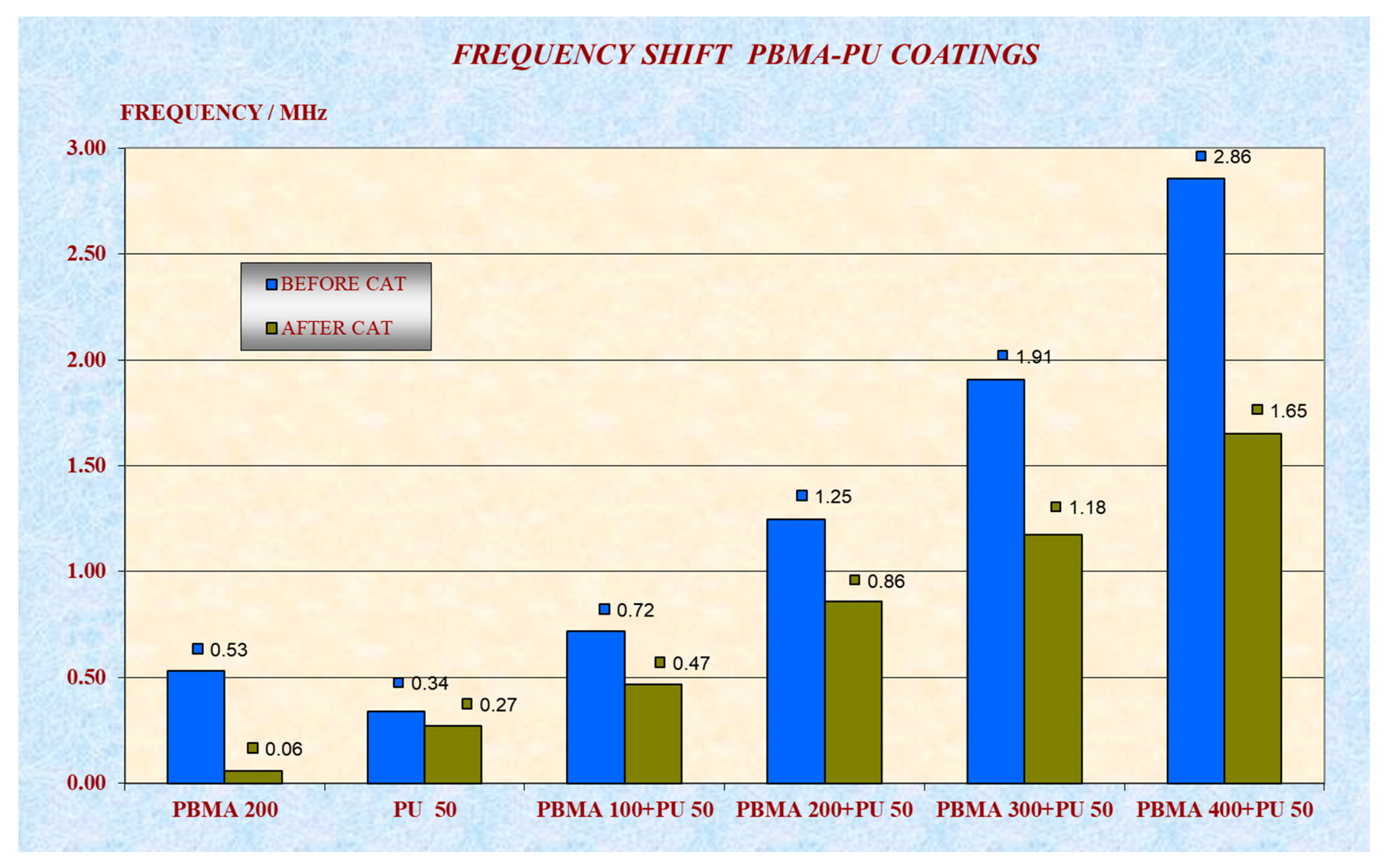
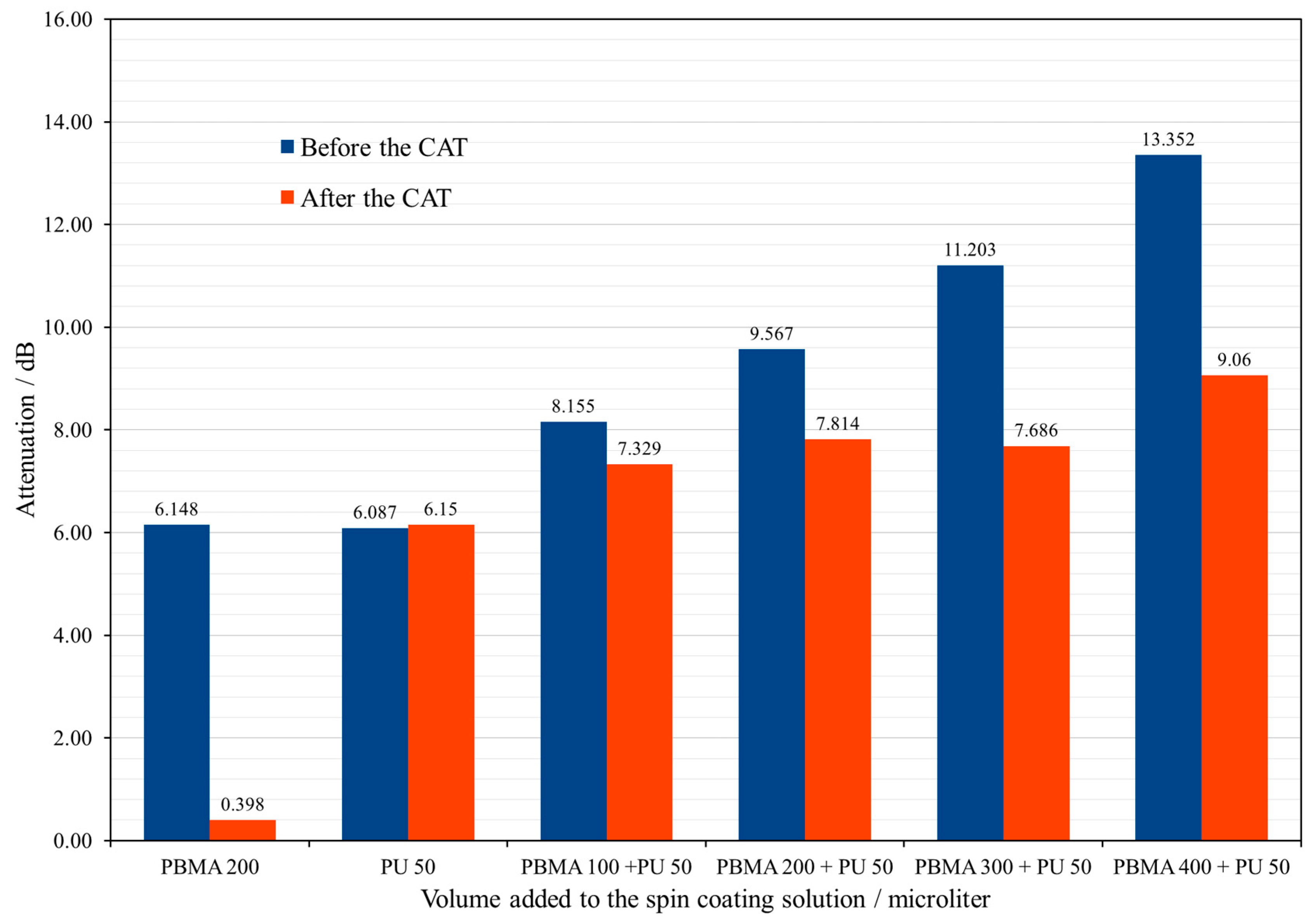
Figure 5 presents the changes in the frequency shifts before and after the CAT for all of the coatings described in
Table 1. From
Figure 5, it can be seen that the coating with PBMA as the single polymer has its coating layer practically removed after the CAT, while for all of the coating layers containing PU in pure form or in one of the PU–PBMA composites, a substantial quantity of their coating material was retained after the CAT.
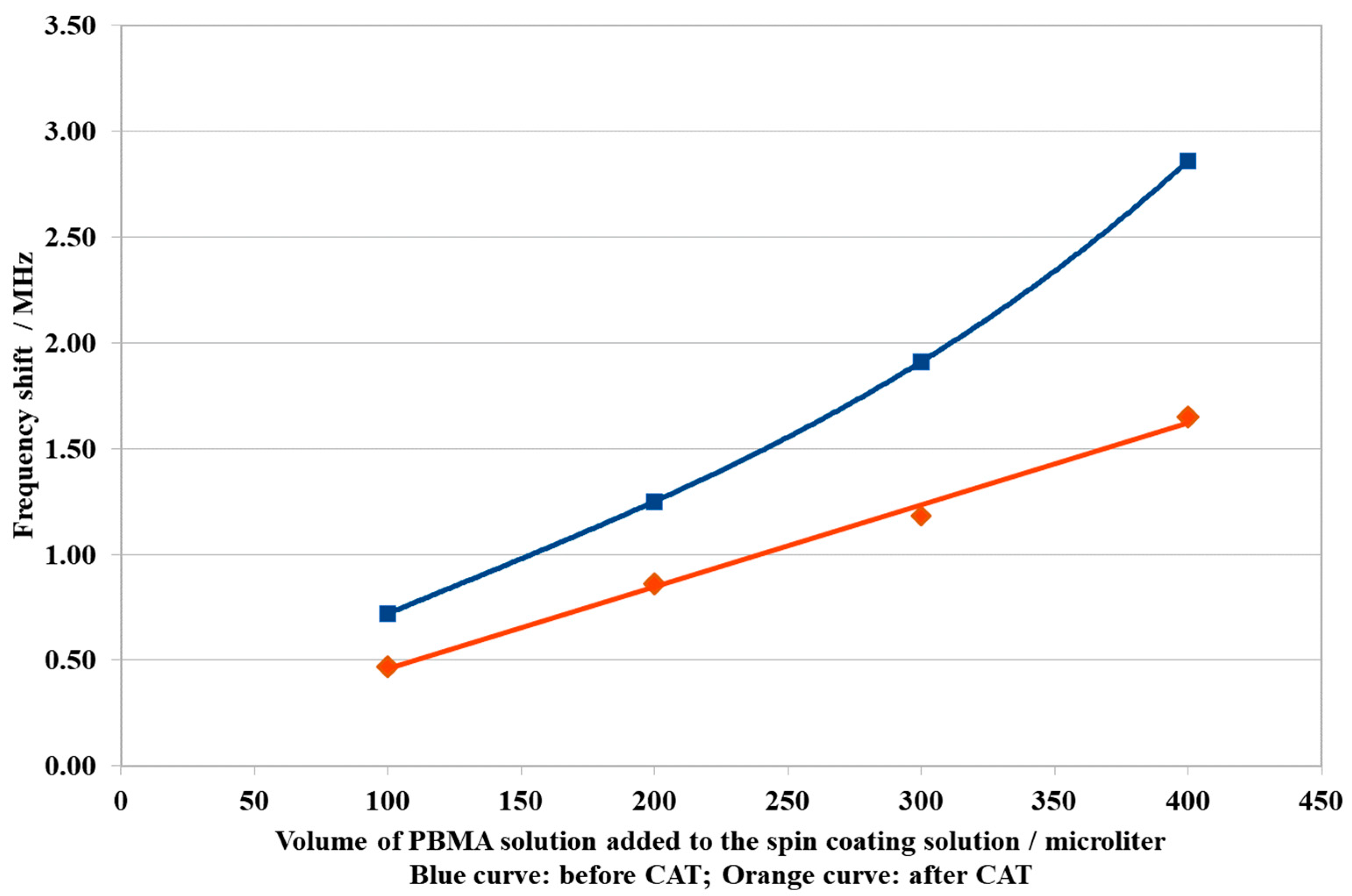
Figure 6 presents the frequency shifts after the coating process as a function of the volume of the PBMA solution added to the spin coating solution. The zero volume refers to no addition of PBMA, when only the PU solution was added to the spin coating solution. In this research, it was seen that the increase in the volume of the PBMA solution causes a consequent increase in the deposited mass, as expressed by the increase in the frequency shift.
The curve in
Figure 6 is a third-degree polynomial interpolation that very accurately describes the behavior of the frequency shift in terms of the PBMA quantities in the spin coating solution, represented by the volume of PBMA added to the solution.
These results show a very precise relationship between the concentration of the polymers in the spin coating solution and the mass of the coating layer deposited, which is directly related to the frequency shift results. The precision observed in the results also indicates the reliability of the coating process.
The same analysis was carried out for the results of frequency shifts after the CAT.
Figure 7 shows a graphic for the linear interpolation for the obtained values of frequency shift after the CAT for the PU–PBMA composites. The results show a high degree of correlation (R
2 = 0.995) between the observed frequency shift and the polymer concentration in the spin coating solution; in this case, however, the correlation is linear in its form.
The results after the CAT showed a very precise correlation and a clear profile for the relationship between the composition of the spin coating solution and, in this case, the remaining mass of the coating layer after the CAT.
Figure 8 presents the profiles for the relationship of the frequency shift and the polymer concentration in the spin coating solution, observed before and after the CAT, for a better comparison of the difference between the originally deposited and remaining mass of the coating layers after the CAT.
In addition to the fact that the mass of the coatings was removed to some extent in all of the PU–PBMA composites after the CAT, the linearity obtained for the data of the frequency shift against the polymer concentration in the spin coating solution after the CAT (
Figure 7) showed a different behavior than that observed before the CAT, as presented in
Figure 6.
A possible explanation for these observations could be as follows. When the spin coating solution is converted into the coating by the removal of the excess dispensed polymer solution and solvent, the remaining relative concentration of the polymer and its respective spatial distribution will form the resulting PU–PBMA composite, whose constitution is closely correlated to starting spin coating solution.
The fact that the coating layer with only PBMA was washed out after the CAT and does not occur when the PU is the only coating material of the layer (
Figure 5) indicates that the presence of PU is responsible for the observed resistance to the CAT. This is reinforced by the fact that all of the formulations containing PU and PBMA presented a higher resistance to the CAT than for the coating with only PBMA.
From the results, it can be inferred that after the formation of the coating layer with the composite materials, the most of the polymer are in the form of the composite, where the PU accounts for two effects: the enhancement in the adhesion of the coating layer to the surface, and the entanglement with the PBMA in such a structure, which makes the composite resistant to the CAT. However, some quantity of the PBMA is still in a free form in the coating layer, being not completely bonded in the form of a composite with PU. Therefore, this part of the unbonded PBMA could be removed from the coating layer by the CAT.
This assumption can explain why some mass is removed by the CAT from the PU–PBMA composites coatings (
Figure 8), and why the curves of the frequency shift as a function of the PBMA concentration before (
Figure 6) and after the CAT (
Figure 7) presented different quantitative profiles.
In all of the coating solutions of the PU–PBMA composites, the PU quantity was maintained constant and the PBMA quantity was increased, as shown in
Table 1. By the assumption of the formation of PU–PBMA composites, for a given mass of PU there would be a limit for the proportion between the PU and PBMA, which can lead to a composite with a stable structure that is resistant to the CAT. In the case of a larger excess of PBMA, it is expected that a larger quantity of this polymer will be not incorporated into the composite structure, remaining as free PBMA. This statement can explain the observation that the more the PBMA is increased in the formulation, the larger is the mass removed from the layer on the sensor surface (
Figure 8).
It is important to note that the all of the results of the frequency shifts before and after the CAT show a high degree of reproducibility and precision, confirmed by the profiles obtained as a function of the concentration of PBMA on the composites.
3.2.2. Attenuation
The results for the attenuation for each coating before and after the CAT are shown in
Figure 9.
The attenuation results provide information about the influence of the coating layer on the propagation of the surface acoustic wave over the active area of the sensor element. From the results before the CAT, the coatings layers with just the PBMA and PU polymers, the attenuation had practically the same value (
Figure 9), indicating that both coatings present the same behavior regarding the propagation of the surface wave.
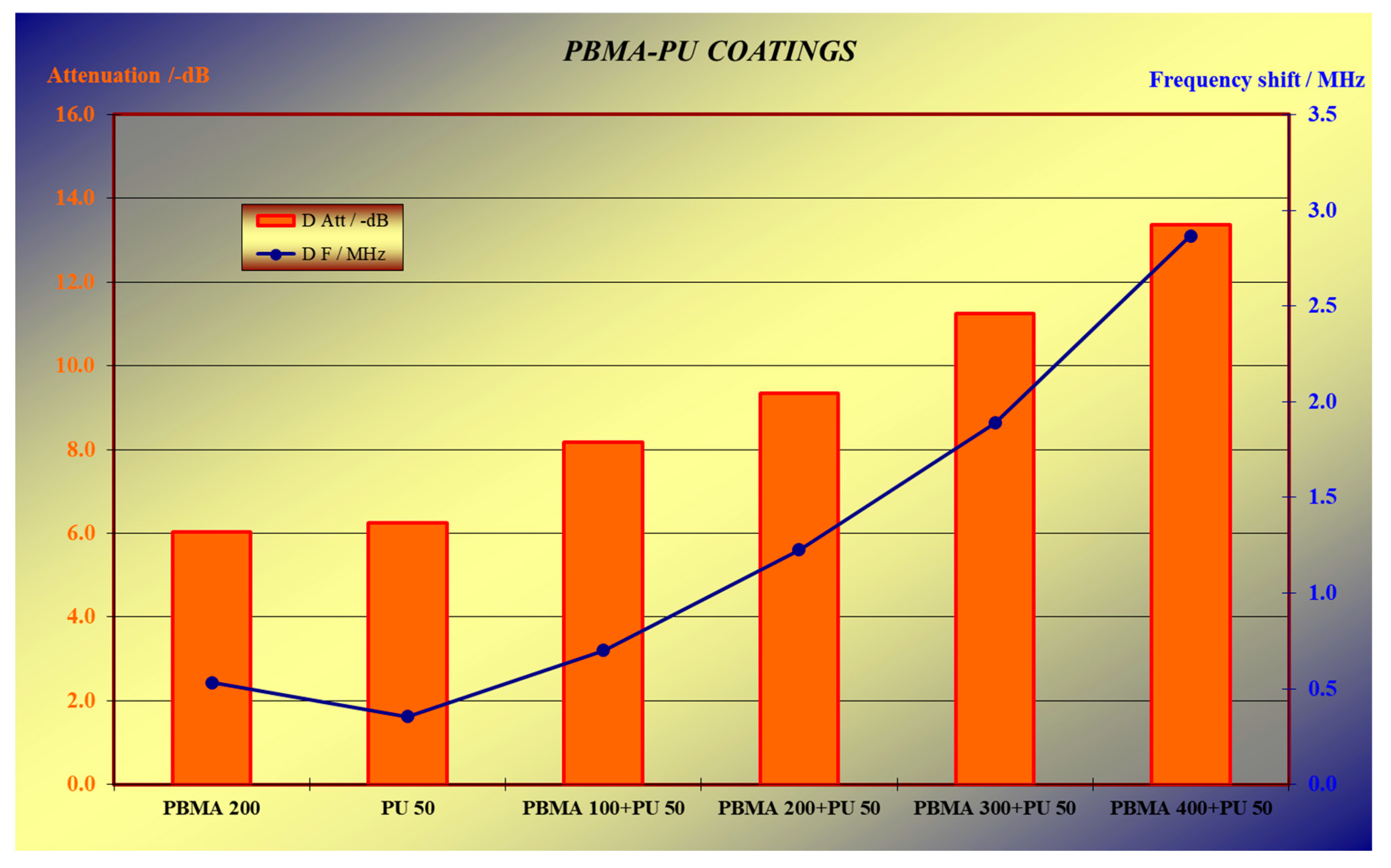
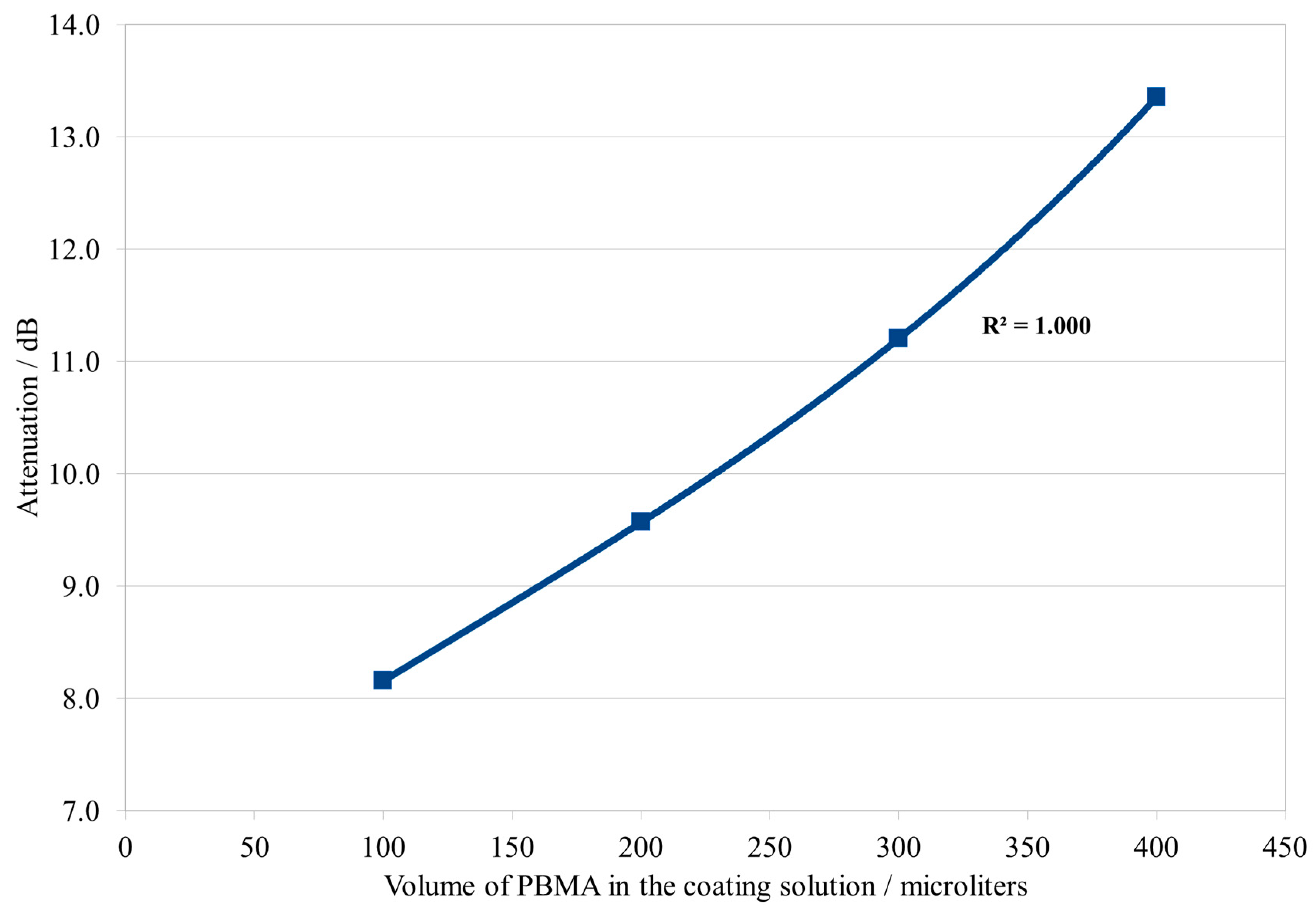
For the layers of the PU–PBMA composites, the results of the attenuation before the CAT increased with the concentration of the polymers, as expected. However, the form of the relationship between the attenuation and the concentration of the PBMA again resulted in an exact profile, as presented in
Figure 10.
The profile obtained for the attenuation as a function of the polymer concentration is in the same form from that observed for the frequency shift (
Figure 6). This observation, as expected, confirms that the increase in the attenuation was due to the increase in mass that occurs with the increase in the polymer concentration on the coating solution.
However, the important result in this study is the exact correlation observed in
Figure 10, suggesting that the increase in the attenuation is just due to the increase in the effective mass over the SSE, and not due to other structural effects like differences in the morphology of the composites’ coating layers, or to possible differences in the homogeneity of the material distribution over the active surface of the SSE. The results indicate the homogeneity of the formation of the composite layers and of their resulting structures, as well as the reliability of the coating procedure.
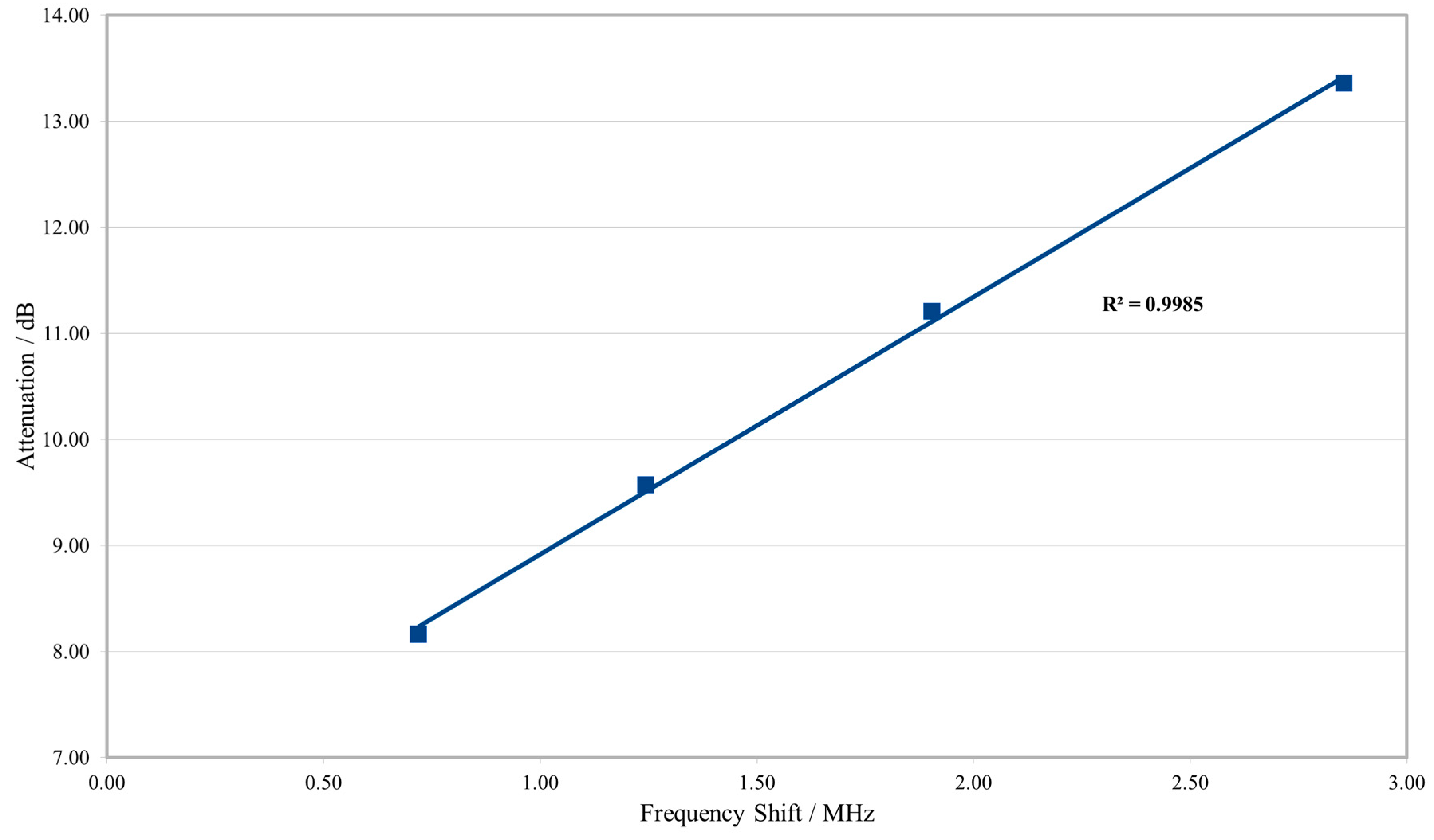
This can be better visualized by graphing attenuation versus frequency change for the PU–PBMA composites (
Figure 11) before the CAT. The observed correlation indicates, therefore, that the increase in attenuation for the composites is due just to the increase in mass on the surface.
From the results before the CAT, it can be inferred that the PU–PBMA composites present high homogeneity in their process of formation, thus resulting in coatings with similar structures. The coating procedure provided a homogeneous distribution of the material over the surface, which did not show any influence on the attenuation results.
For the attenuation results values observed after the CAT (
Figure 9), the results for the coating with pure polymers were those as observed by the frequency shift (
Figure 5). The coating with only PBMA was almost completely washed out, while the PU coating layer showed practically no significant alteration after the CAT.
The overall reduction of the values for the attenuation observed after the CAT for the PU–PBMA composites (
Figure 9) can be explained by their respective mass reductions suffered after the CAT, which can be inferred from the results of their frequency shifts after the CAT (
Figure 8).
Considering that the attenuation reflects an integral property of the coating layer that results from factors like the structural homogeneity of the layer, homogeneity of the distribution of the coating material, material quantity deposited and the viscoelastic properties of the coating material, the PU–PBMA composites also presented consistent results after the CAT.
With the loss of mass experienced by all of the PU–PBMA formulations after the CAT, the coating layers of the composites became increasingly similar in terms of their deposited quantity of material (
Figure 8) and in terms of their structures, considering that practically just the PU–PBMA composites remained after the CAT. As discussed before, the composite layers seem to be remarkably similar in terms of their formation and, therefore, in their structure also. Considering this, it is expected that the layers should present similar values for the attenuation after the treatment of the CAT, as observed in
Figure 9.
This argument can be used to explain why the formulations represented by 100, 200 and 300 microliters of PBMA show similar results in attenuation after the CAT (
Figure 9), while the coating obtained with the formulation with 400 microliters presented a slightly higher value for the attenuation, probably because this layer retained more material after the CAT in comparison to those with lower polymer concentrations.
3.3. Sensor Response Analysis
The next results present the relative sensor responses for the coating materials listed in
Table 1 for the ten substances analyzed. The relative sensor responses for chloroform, isopropanol and water will be used to exemplify and generalize the results of the analyses of the other analytes.
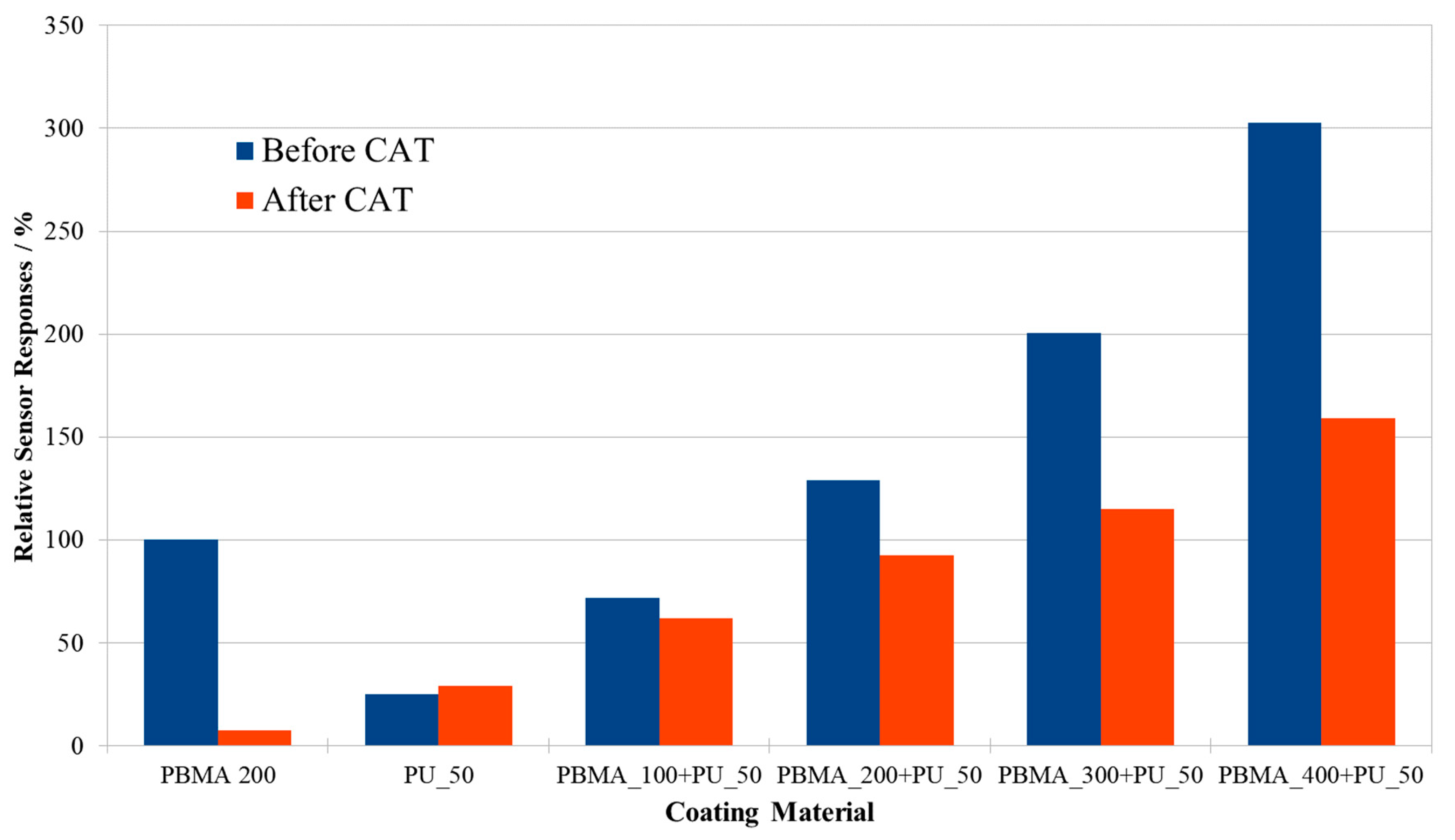
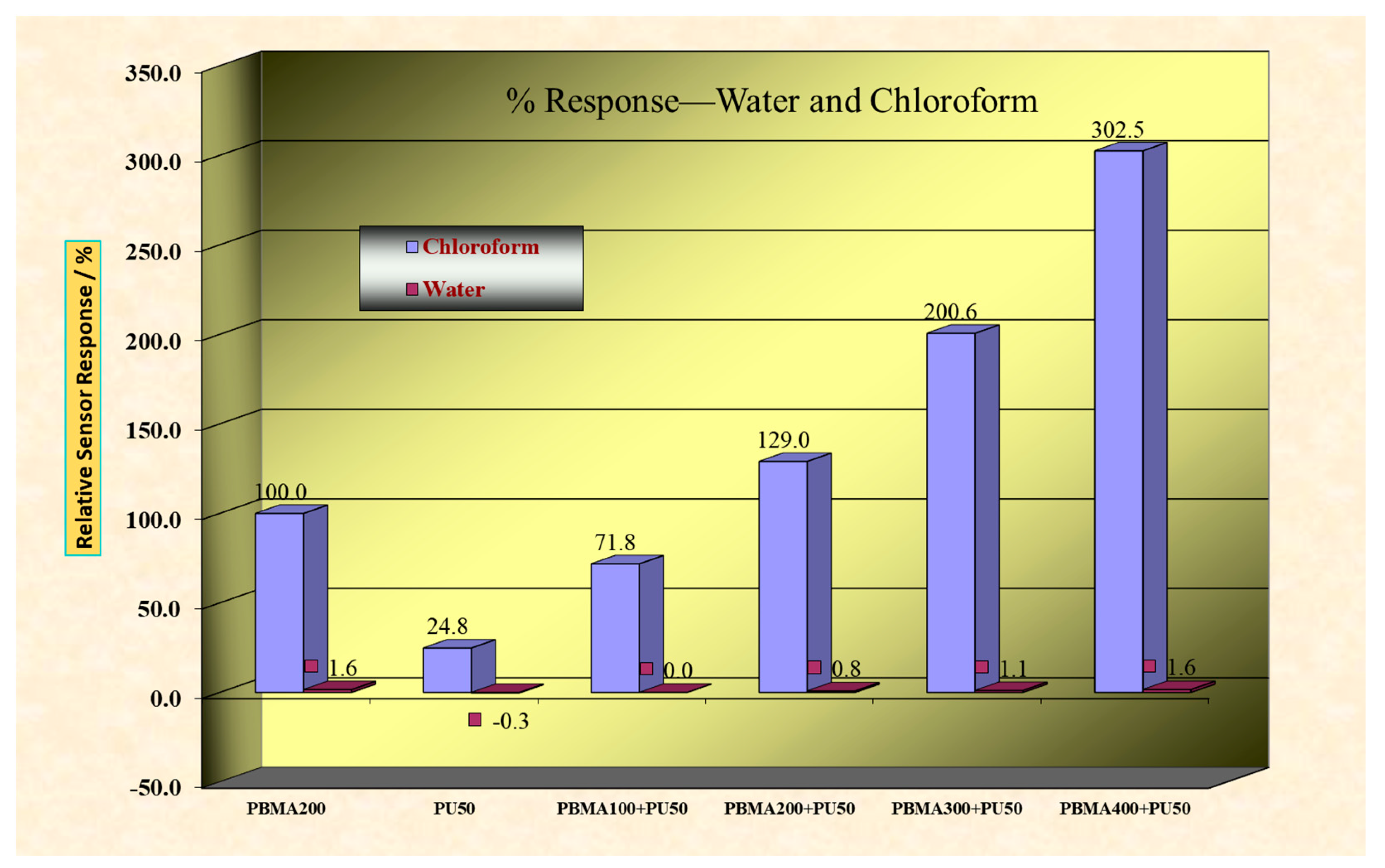
Figure 12 presents the relative sensor responses for chloroform, before and after the CAT.
From
Figure 12, the relative sensor response for chloroform by the PU-coated sensor is smaller than the relative sensor response of the PBMA-coated sensor. This is why the PBMA is called the sensing polymer, for the sensor responses are mostly due to its presence and quantity in the coating materials.
After the CAT, the PU coating was preserved, with a slight increase in its relative sensor response for chloroform. This observation will be discussed later. The relative sensor response of the PBMA coating after the CAT was almost completely lost, while for the PU–PBMA composites, some loss in the original relative sensor responses for chloroform was observed (
Figure 12).
The small increment observed in the sensor response for the PU sensor to chloroform (
Figure 12) contrasts, however, with the equally small loss in mass observed in the frequency shift of this sensor after the CAT (
Figure 5).
As will be seen by the subsequent results, the relative sensor responses for the PU sensor are small for all of the analytes, which indicates an accordingly smaller sorption of the analyte into the coating layer structure compared to that observed for the sensing polymer (PBMA). Therefore, for the PU coating layer, the sensor responses should be more sensitive to the superficial area of the coating layer than to the mass of the layer itself.
In this sense, the removal of the mass observed by the immersion on the solvent during the CAT probably “scavenged” the surface of the coating layer, which became more irregular, leading to an increase in its superficial area, resulting in a small increase observed in the relative sensor response.
Concerning the PU–PBMA composites, after the CAT, all of the sensors preserved a significant part of their original relative sensor responses for chloroform (
Figure 12), reproducing the patterns observed for the results of the frequency shift due to the coating deposition (
Figure 5). The results of the sensor responses for chloroform corroborate the assumptions made before about the formation of the PU–PBMA composites.
The agreement in the results of the relative sensor responses (
Figure 12) with those obtained for the frequency shift due to the coating process (
Figure 5) indicates that the relative sensor responses are in a direct relationship to the actual mass of the coating layer. Although this fact would be expected, the results of the relative sensor responses for chloroform validate the interpretation of the data, and confirm the homogeneity and robustness of the coating process.
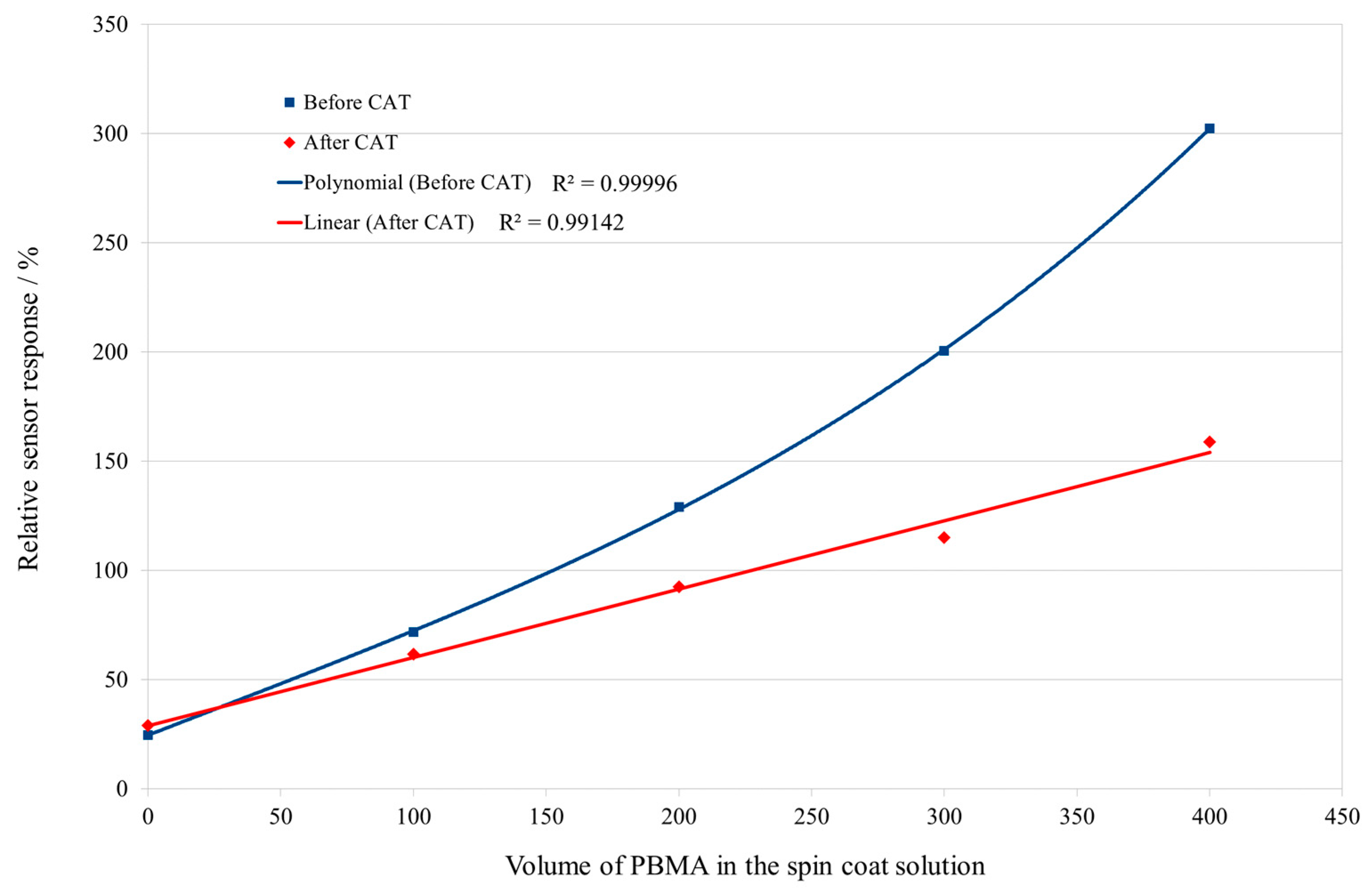
The quantitative relationship between the relative sensor responses for chloroform and the added volume of PBMA in the spin coating solutions is shown in
Figure 13.
The curves in
Figure 13 present the same profiles observed for the results of the frequency shift due to the coating of the sensors (
Figure 6 and
Figure 7), which indicates that the relative sensor responses for the chloroform are closely correlated to the frequency shifts obtained by the ultrasonic measurements. The quantitative profiles obtained for the relative sensor responses for chloroform (
Figure 13) are very precise, reproducing the same precision observed for the results for the frequency shift measurements (
Figure 8). These results demonstrate the close and precise correlation of the sensor responses with the constitution of the coating materials.
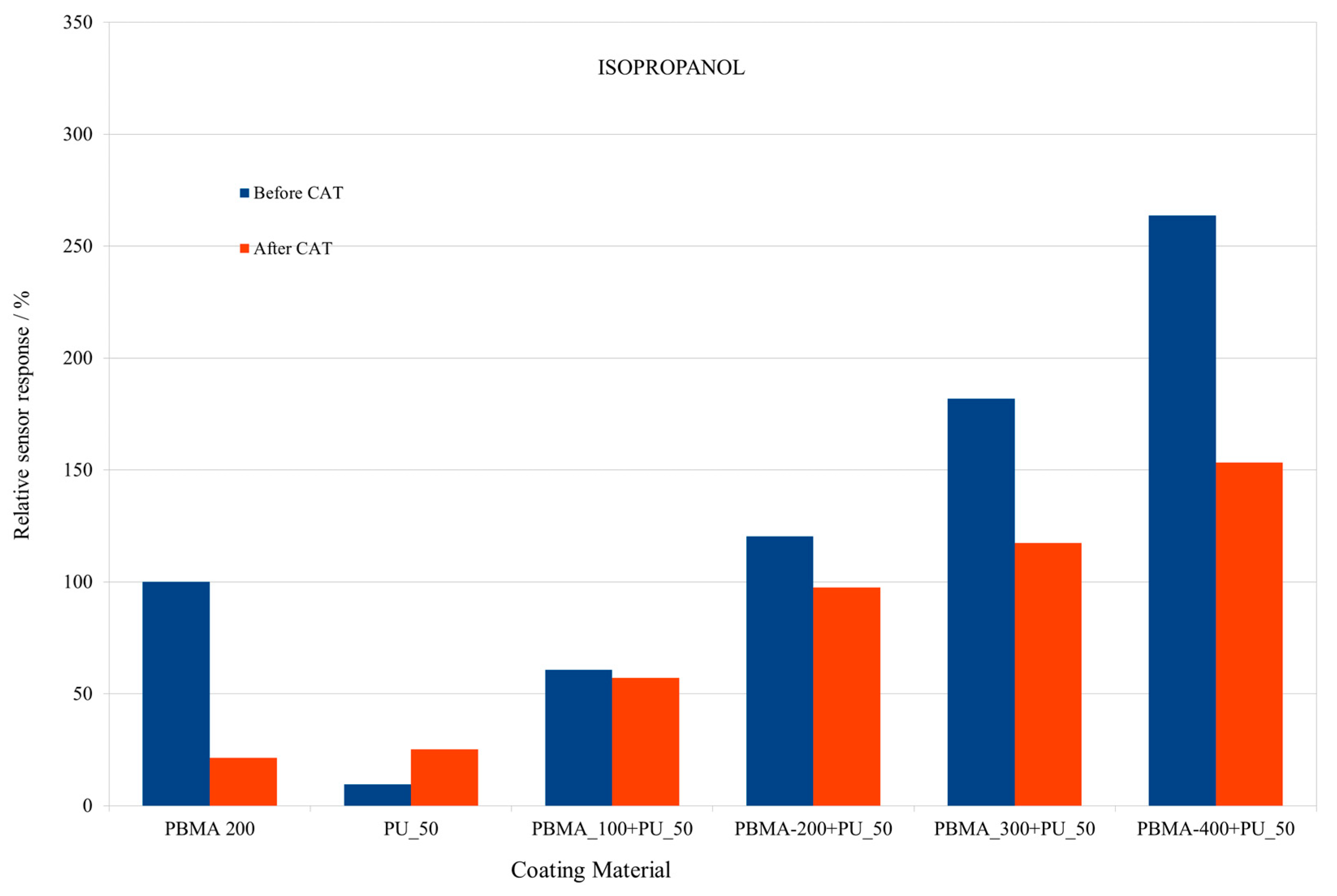
The same analysis was performed with isopropanol as the analyte, in order to compare with the results obtained for chloroform. The results of the relative sensor responses for isopropanol are shown in
Figure 14.
As expected, there are differences in the values of the relative sensor responses for isopropanol and chloroform (
Figure 12 and
Figure 14). The relative sensor responses for chloroform are higher for all of the PU–PBMA composites than for isopropanol. These results indicate that the coating materials may have a higher chemical affinity to chloroform in comparison with isopropanol. The affinity of the analytes for the PU–polymer composites will be discussed in a future study.
The same behavior was observed for the PU sensor; its relative sensor responses after the CAT are higher than before the test, corroborating the previously made assumption.
Despite of the chemical differences between chloroform and isopropanol, the pattern for the relative sensor responses for both analytes present exact the same behavior with respect to all of the coating materials (
Figure 12 and
Figure 14).
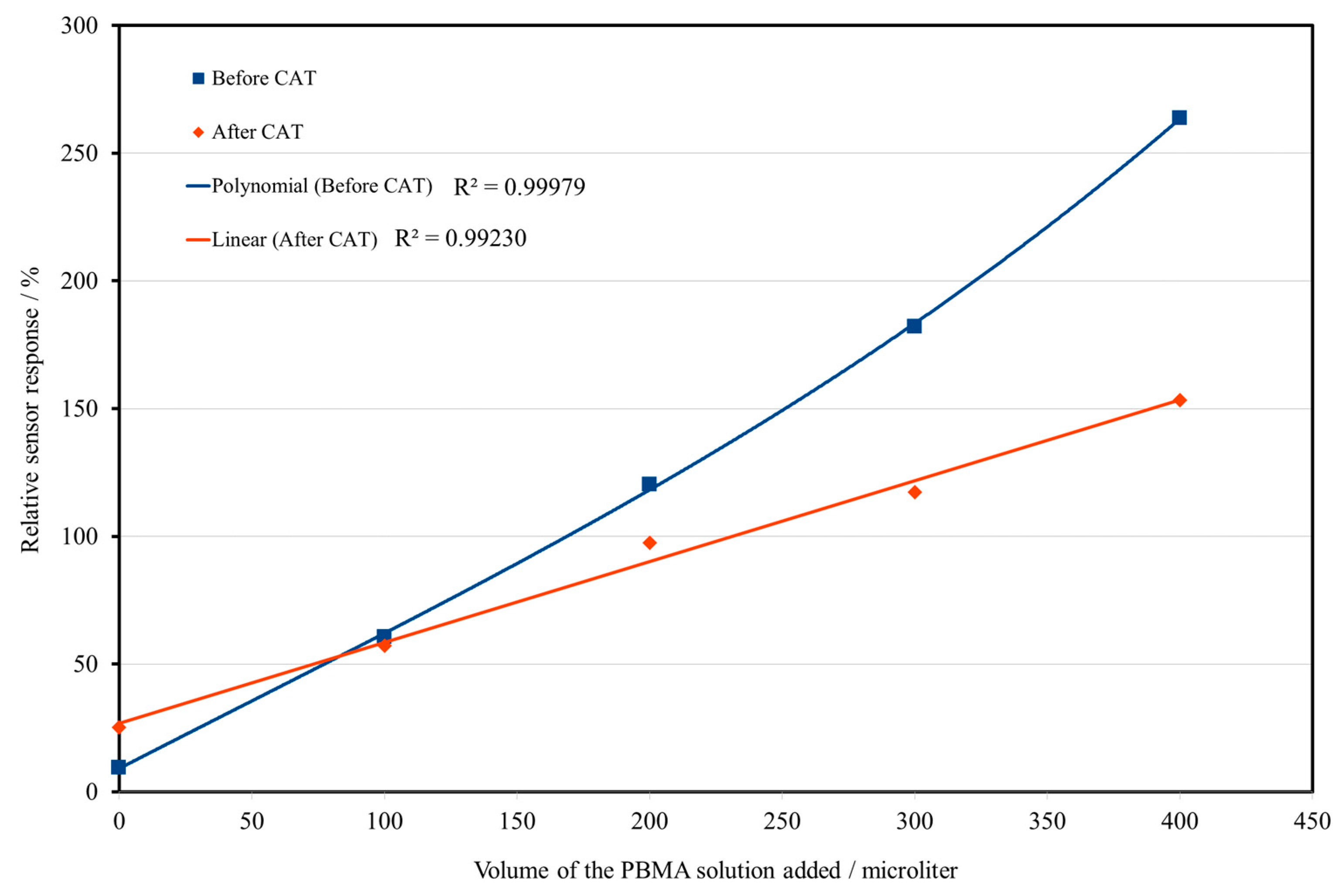
Consequently, the plots of the relative sensor response for isopropanol against the volume of the PBMA solution added to the coating solution, shown in
Figure 15, present the same profiles obtained for the chloroform as the analyte (
Figure 13), and could be also described by the same mathematical functions for the data before and after the CAT.
This agreement between the profiles for the relative response for both analytes suggests that the same process drives their interaction with the sensing layers and supports the assumption of the correlation between the composition and structure of the PU–PBMA composites.
The agreement of the profiles before and after the CAT for the relative sensor responses as a function of the layer composition for both analytes and the results of the frequency shift due to the coating process (
Figure 8) demonstrates the influence of the constitution of the coating layers, in terms of their mass and structure, on the sensor responses.
Before the application of the CAT, the results of the ultrasonic parameters and of the relative sensor responses suggest that very reproducible structures are obtained with the coating procedure. Both the ultrasonic results as well as the relative sensor responses show a very constant and correlated behavior that is in close agreement with the actual mass of the coating layer (
Figure 8).
In the limit situation presented by the CAT, the formulations with PU lead to the formation of stable composites with the sensing polymer (PBMA) in terms of both its adherence to the surface and of its resistance to the organic solvent, which easily solubilizes the pure sensing polymer.
The composites that remain after the CAT presented, in the same way, a very reproducible behavior in terms of their relative sensor responses for both analytes for all of the PU–PBMA formulations, even considering some loss in the mass that was originally deposited.
A possible interpretation for the different behaviors observed before and after the CAT is as follows. For the formulations of the coating materials (
Table 1), it can be expected that different composites are formed whose composition depend on the proportion of PU and PBMA present in the spin coating solution.
By the spin coating process, after the dispensing of the spin coating solution, the solvent is quickly removed from surface of the SSE, leaving part of the deposited mass as the newly formed PU–PBMA composite, and a part in the form of free PBMA unbounded to the structure of the composite.
The results of the original coating deposition as well as the results of the remaining composites were very exact and reproducible, being precisely reflected in both the ultrasonic and in the relative sensor responses results.
The results after the CAT indicate that the composites present a linear relationship with the quantity of PBMA in the spin coating solution (represented by the volume of the PBMA solution added), while the original mass deposited was related to the quantity of PBMA in the form of a polynomial of third degree, as seen in the results before the CAT. To explain the form of each profile obtained, other experiment designs and methodologies are needed to investigate the actual structure of the deposited sensing layer.
3.4. Relative Sensor Responses for Water
Since the results for water as the analyte presented quite different behavior from those observed for the organic analytes, they will be now be analyzed in more detail.
The first important observation is that the sensor responses for water from all of the coating materials were almost negligible when compared with those for all of the other nine organic analytes tested.
Figure 16 provides a scale for comparison between the relative response of the sensors for chloroform and water, showing the exceptionally low relative responses to water by all of the coating materials. The reference is the sensor response for the chloroform by the pure PBMA-coated sensor.
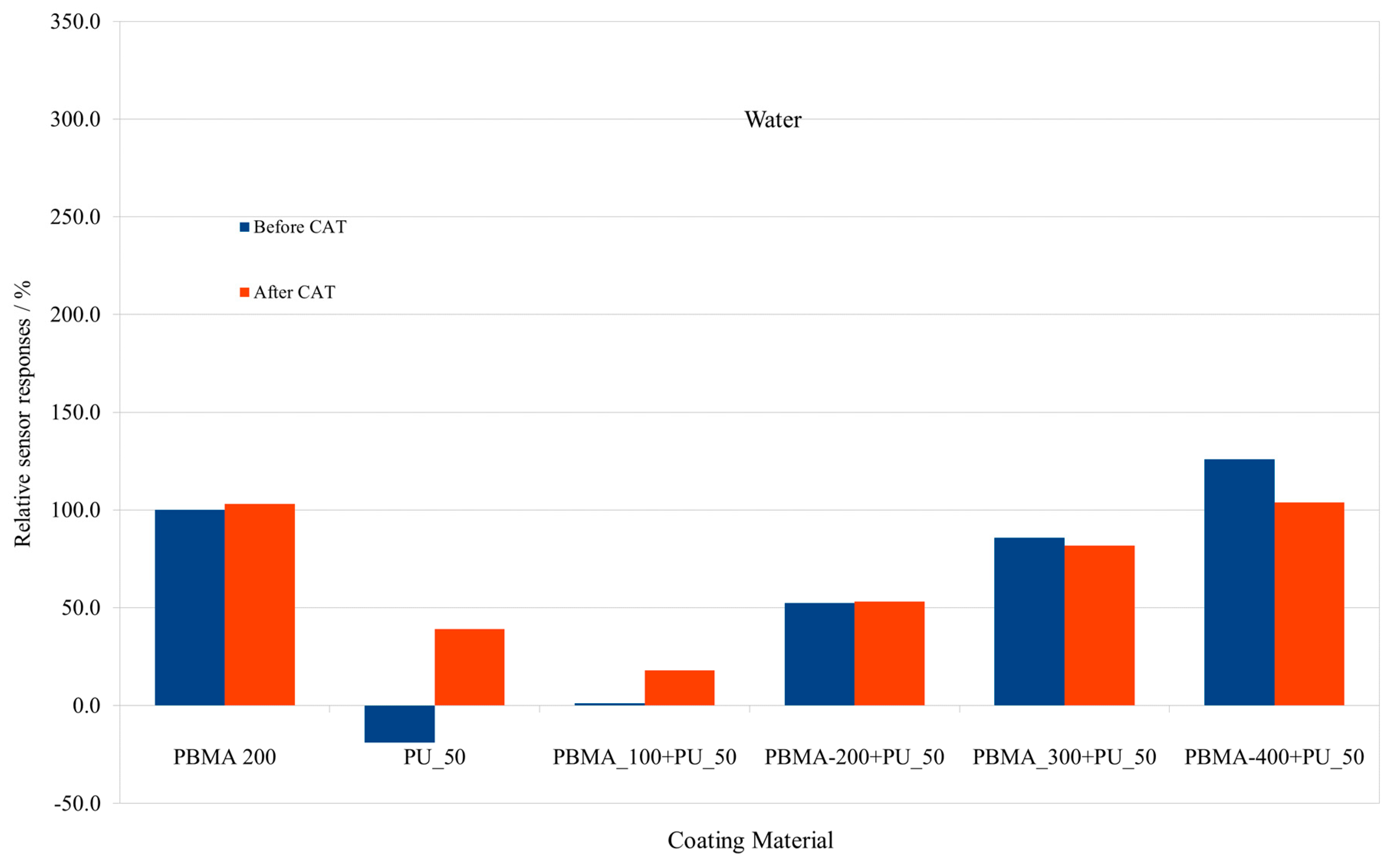
Figure 17 shows the relative sensor responses for water as the analyte, before and after the CAT, now with the sensor response for water by the pure PBMA sensor as the reference (100%), as conducted for the other analytes.
The first important general observation is that the relative sensor responses for water were significantly smaller than those observed for the other analytes. Moreover, the values of the relative sensor responses for most of the coating materials were below that of the reference value obtained for the pure PBMA sensor. This behavior contrasts significantly to that observed for all of the organic analytes.
The next interesting results are those for the relative sensor responses for water by the pure PBMA-coated sensor, shown in
Figure 17. From previous results, it was observed that just a small fraction of the original pure PBMA coating remained after the CAT (
Figure 5). And despite this fact, the relative sensor responses for the water before and after the CAT were remarkably similar, indeed being a little higher after the CAT, for the sensor coated with pure PBMA. This means that the sensor response for water was independent of the mass of the coating layer present.
A possible explanation for these observations, together with the fact of the negligible values of the relative sensor responses observed for water, is that the interaction may occur just by adsorption of water at the surface of the coating layers. In contrast, the organic analytes are absorbed into the structure of the sensing layer, and give rise to the higher values typical of the relative sensor responses obtained for the organic analytes.
The fact that comparable or even higher relative sensor responses after the CAT were observed for most of the coating materials (
Figure 17) is also an indication that a different process from that observed for the organic analytes governs the interactions of the water with the coating materials.
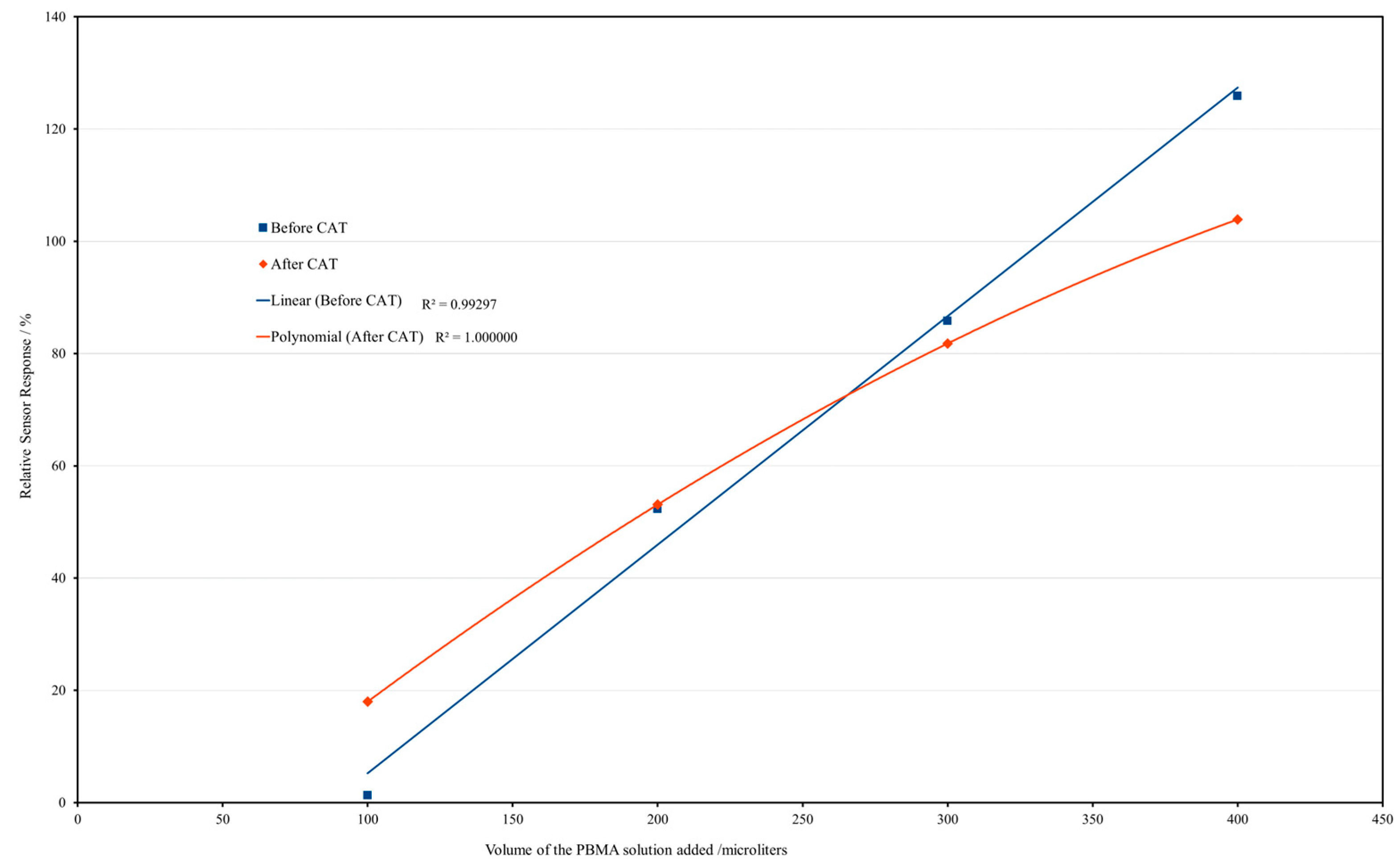
The relationship of the relative sensor responses for water as a function of the PBMA concentration in the spin coating solution are shown in
Figure 18.
The profiles of the curves in
Figure 18 are quite different from those observed for the previous analytes (
Figure 13 and
Figure 15), which also indicates a different kind of interaction between water and the PU–PBMA composites than that observed for the organic analytes.
3.5. Sensor Responses for the Organic Analytes
The results for the relative sensor responses obtained for all of the organic analytes tested and water are now presented. For a better comparison, the analytes were grouped according to their chemical functions or chemical similarities, and the results obtained before and after the CAT are shown in separated graphics for each group of analytes.
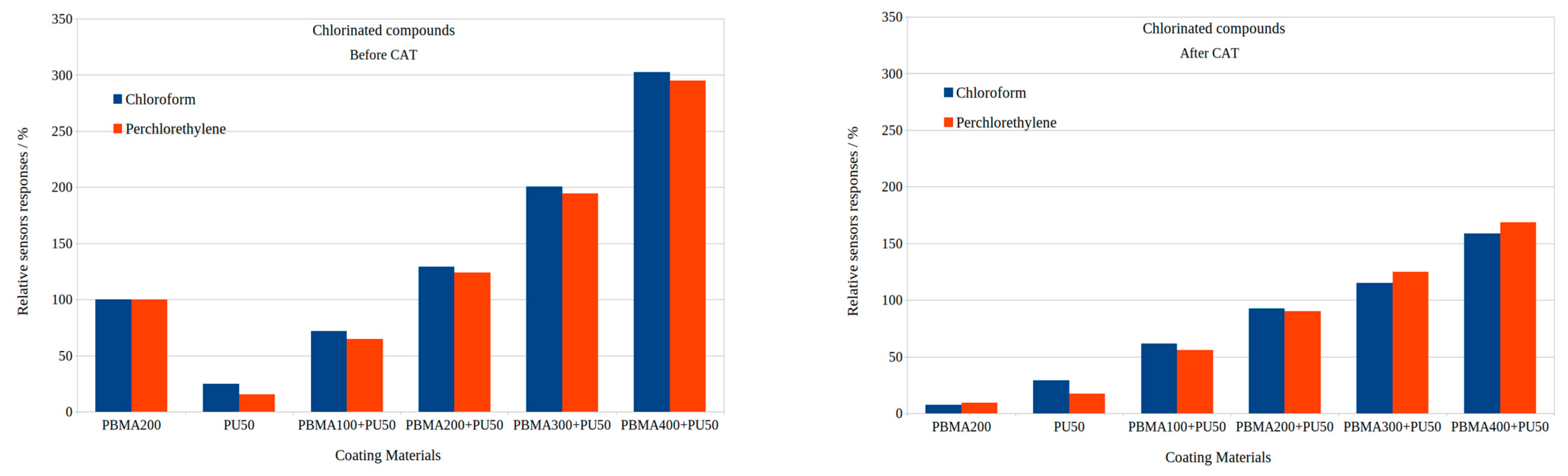
Figure 19 shows the relative sensor responses for the chlorinated substances, chloroform and perchloroethylene.
The relative sensor responses for the perchloroethylene follow the pattern observed for chloroform for all of the coating materials, before and after the CAT, reproducing the behavior observed after the CAT due to partial removal of the coating. The values of the relative sensor responses are comparable for both compounds, with the results for chloroform being slightly higher.
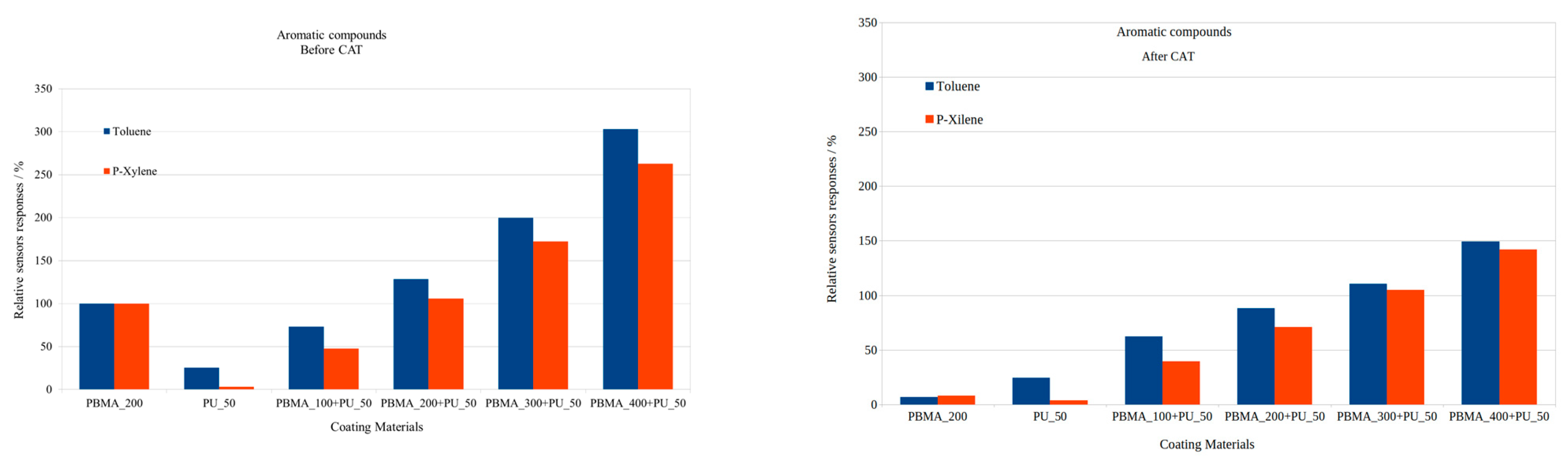
Figure 20 presents the results of the sensor responses for the aromatic analytes.
The patterns observed for the aromatic analytes follow the same pattern as observed for the chlorinated analytes. It is interesting to note that relative sensor response of the pure PU sensor for p-xylene is lower than those observed for the other analytes, including the relative sensor response of the PU sensor for toluene.
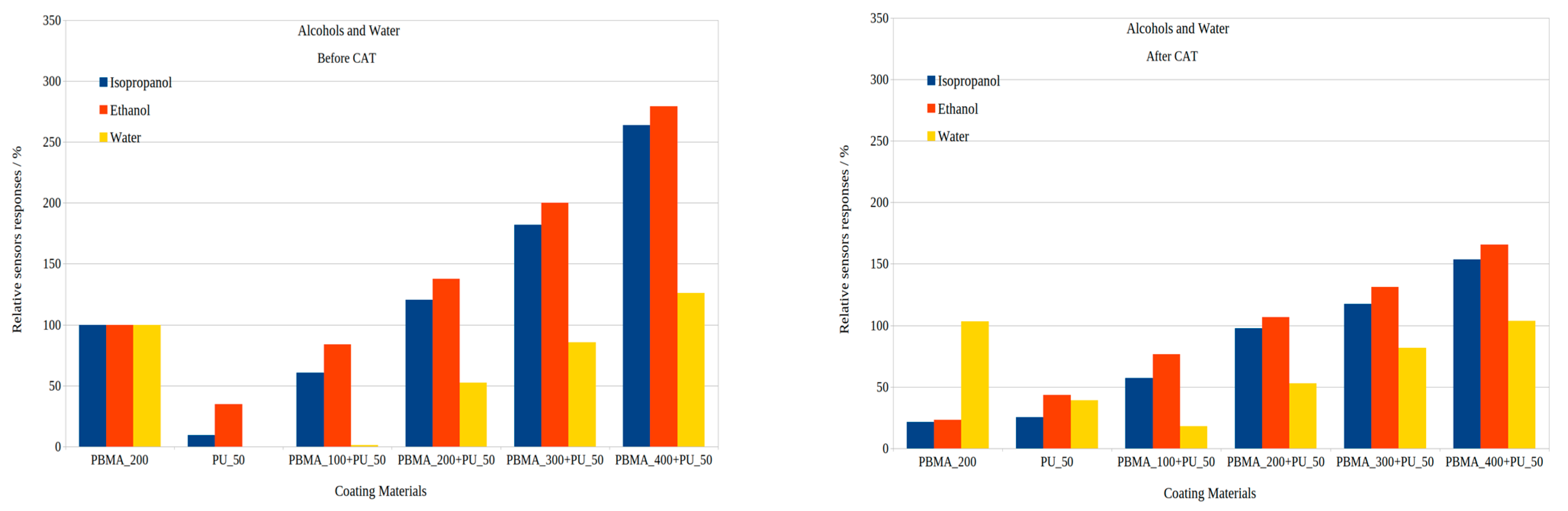
The results for the alcohols, isopropanol and ethanol, are shown together with those for water in
Figure 21.
While the relative sensor responses of both alcohols followed the patterns obtained for the other organic analytes, this agrees with the patterns for the frequency shifts due to the deposition of the coating materials (
Figure 8). The relative sensor responses for water show a very distinct behavior when compared to the responses to the alcohols and all of the other organic analytes, indicating a different mechanism of interaction, as previously discussed.
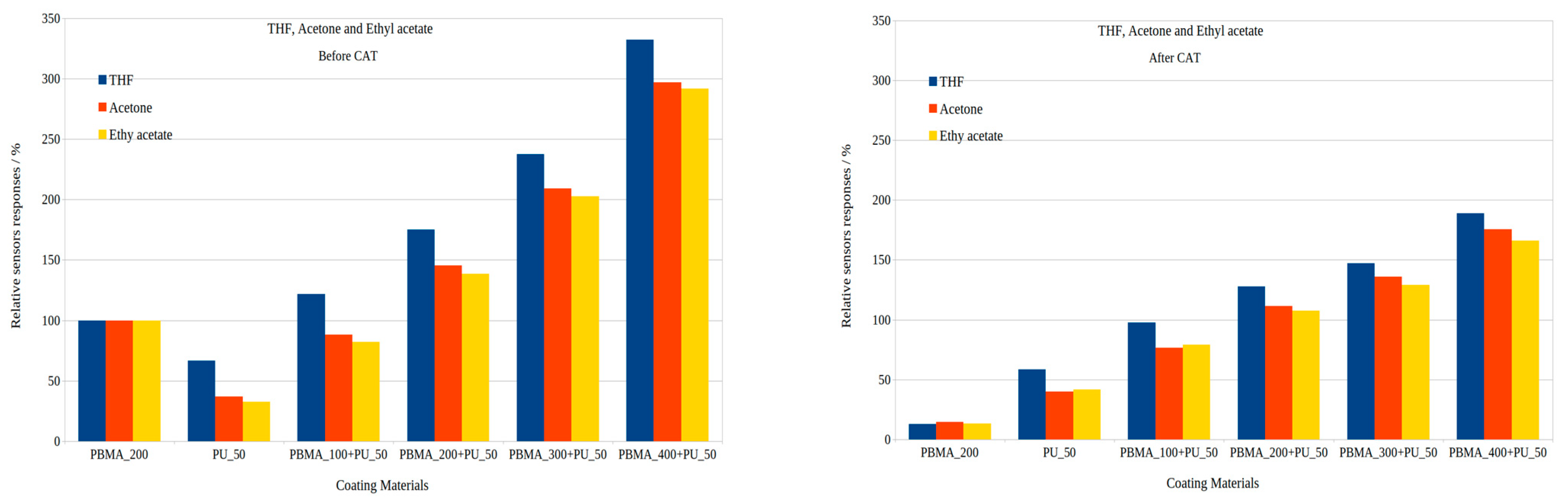
Finally,
Figure 22 presents the results for the compounds acetone, ethyl acetate and THF. These compounds are representative of the ketone, ester and ether chemical functions, respectively.
The results for the relative sensor responses of these three organic analytes indicate in the same way the patterns observed for the other analytes, for both conditions, before and after the CAT. The differences observed in the values of the relative sensor responses reflect the extent of the chemical affinity of each analyte to the coatings with the PU–PBMA composites.
From these results, all of the organic analytes show the same patterns for the relative sensor responses for the coating materials, for both conditions, before and after the CAT. The differences in the intensity of the relative sensor responses, probably due to the different chemical affinities between the coatings and the analytes, do not invalidate the reproducibility of the pattern observed. The results indicate that all of the organic analytes appear the follow the same mechanism of interaction with each of the coating materials. The exceptions are the results for water, which presented a different pattern from that observed for the organic analytes, suggesting a different mechanism of interaction with the coating materials.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}