
Microstructure and Mechanical Properties of TiN/Ti2AlN Multilayers


1
College of Physics and Engineering, Chengdu Normal University, Chengdu 611130, China
2
Key Laboratory of Advanced Technologies of Materials, Ministry of Education, School of Materials Science and Engineering, Southwest Jiaotong University, Chengdu 610031, China
3
School of Materials Science and Engineering, Hainan University, Haikou 570228, China
4
College of Mechanical and Electrical, Mianyang Teachers’ College, Mianyang 621000, China
*
Authors to whom correspondence should be addressed.
Coatings 2023, 13(2), 329; https://doi.org/10.3390/coatings13020329
Submission received: 28 December 2022
/
Revised: 26 January 2023
/
Accepted: 30 January 2023
/
Published: 1 February 2023
Abstract
:Titanium nitride (TiN) thin films deposited by high-power pulsed magnetron sputtering usually have a high compressive residual stress, which is not conducive for the adherence of TiN thin films. This study investigated the potential of Ti2AlN for releasing the compressive residual stress of HPPMS-deposited TiN thin films and evaluated the adherence strength and hardness of TiN/Ti2AlN multilayers by introducing the Ti2AlN MAX phase to form TiN/Ti2AlN multilayers. The results showed that smooth TiN/Ti2AlN multilayers with the TiN (111) and Ti2AlN (002) textures were successfully synthesized by HPPMS deposition and subsequent vacuum annealing. The compressive residual stress in TiN was released by Ti2AlN. The adherence strength of the TiN/Ti2AlN multilayers was improved after the release of the compressive residual stress, and the hardness of TiN/Ti2AlN multilayers was close to the annealed TiN. This study provides a novel approach for releasing the residual stress of hard ceramic thin films using the MAX phase.
1. Introduction
Titanium nitride (TiN) thin films deposited by direct current magnetron sputtering (DCMS), with physical/chemical stability and wear and corrosion resistance, are widely used in the surface modification of metals [1]. However, DCMS sputter species with a low ionization ratio produce defects such as holes and cracks in the TiN thin film and restrict its application in conditions that cause wear and corrosion [2]. Recently, an ionized physical vapor deposition technique called high-power pulsed magnetron sputtering (HPPMS) [3] has emerged for texture, low surface roughness [4], dense, and defect-free TiN thin film deposition.
During the TiN thin film deposition by HPPMS, ion bombardment creates compressive residual stress [5], which affects the adherence of TiN thin films to a substrate [6] and reduces the wear and corrosion resistance of films [7]. Introducing a Ti layer to form a Ti/TiN multilayer reduces the compressive residual stress and improves the adherence strength of thin films, which is ascribed to the plastic deformation of Ti [8]. However, the soft Ti layer reduces the hardness of thin films. Therefore, an interlayer with plastic deformation to release the compressive residual stress of TiN and high hardness to maintain the hardness of the TiN multilayer must be urgently developed.
MAX phases, a thermodynamically stable nanolaminate, has unique properties combining ceramics and metals [9]. Ti2AlN is a type of MAX phase, and its thin film has been successfully synthesized by physical vapor deposition (PVD) [10] or vacuum annealing (Ti+Al)/AlN multilayers [11]. In our previous work, a Ti2AlN thin film synthesized by the vacuum annealing of Ti/AlN multilayers deposited by HPPMS was shown to have a hardness of 32.5 ± 2.1 GPa [12]. In this work, we formed TiN/Ti2AlN multilayers by introducing Ti2AlN; this technique allowed us to study the potential of Ti2AlN for releasing the compressive residual stress of HPPMS-deposited TiN thin films. Moreover, the microstructure and mechanical properties of TiN/Ti2AlN multilayers, such as adherence and hardness, were also evaluated.
2. Experiments
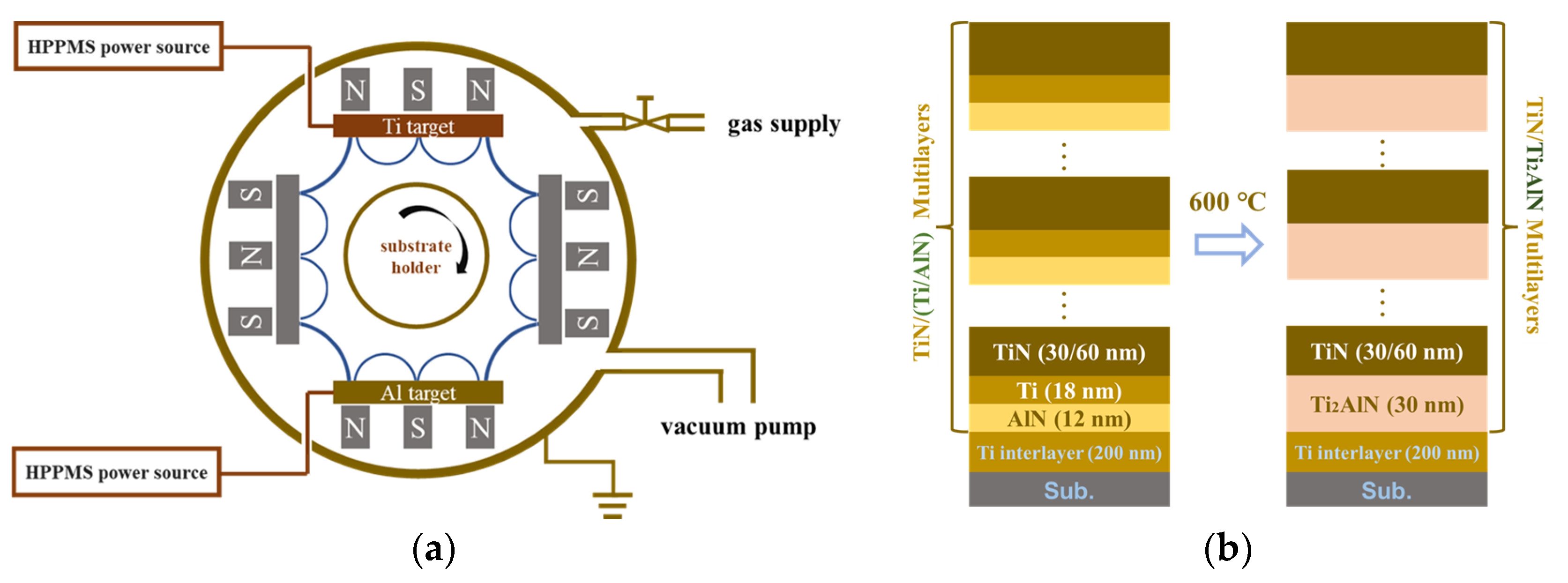
The Ti/AlN layer transforms to the Ti2AlN phase during annealing at 600 °C [12]. A method with two steps of multilayer thin film deposition followed by vacuum annealing was chosen to prepare TiN/Ti2AlN multilayers with different modulation periods and ratios, as shown in Table 1. First, the TiN/(Ti/AlN) multilayers were deposited onto polished stainless steel (SS, 316 L, φ = 10 × 1.5 mm2) and a silicon wafer (Si, 30 × 10 mm2) by an unbalanced magnetron sputtering system [13] with a high-power pulsed magnetron sputtering (HPPMS) power source (HPS-450D, Chengdu Pulse Tech, Chengdu, China), as showing in Figure 1a. Specifically, 12 nm AlN was deposited followed by 18 nm Ti deposition for yielding high-quality crystallization Ti2AlN [12], and 30 or 60 nm TiN was deposited in sequence. These steps were repeated 4 or 6 times for multilayer fabrication, and the resulting samples are called as-deposited TiN/(Ti/AlN) multilayers. The as-deposited TiN/(Ti/AlN) multilayers were then vacuum annealed at 600 °C for the synthesis of TiN/Ti2AlN multilayers. The schematic diagram of TiN/(Ti/AlN) and TiN/Ti2AlN multilayers is given in Figure 1b. The thickness of TiN/Ti2AlN multilayers was controlled to be approximately 360 nm. A 200-nm Ti interlayer, deposited by DCMS at 500 W, was introduced to improve the adherence of the multilayers to their substrate. The TiN deposition parameters were the same as those used in our previous work [6], and the Ti and AlN deposition parameters and vacuum annealing process were identical to that of our previous work [12]. For comparison, a 360 nm monolithic TiN thin film was fabricated with the same deposition parameters.
X-ray diffraction (PANalytical, X’pert, Eindhoven, The Netherlands) in θ–2θ mode with Cu-Kα radiation was employed to explore the crystalline structures of the as-deposited and annealed TiN/(Ti/AlN) multilayers. Field-emission scanning electron microscopy (JEOL, JSM-7100F, Tokyo, Japan) was employed to observe the surface and cross-section microstructures of the as-deposited and annealed TiN/(Ti/AlN) multilayers. The surface roughness of the as-deposited and annealed TiN/(Ti/AlN) multilayers was measured by means of atomic force microscopy (Bruker, Multimode 8, Dover, DE, USA) in a semi-contact (tapping) mode with a scan area of 1 μm × 1 μm. The adherence of the as-deposited and annealed TiN/(Ti/AlN) multilayers was evaluated by means of a scratch tester (Lanzhou Institute of Chemical Physics, MFT-2000, Lanzhou, China) fitted with a spherical Al2O3 indenter in the dimension of a 6 mm diameter. A nano-indentation tester (Agilent, Nano Indenter G200, Santa Clara, CA, USA) was used to examine the hardness of the as-deposited and annealed TiN/(Ti/AlN) multilayers in the load–unload mode with a force of 1 mN.
3. Results and Discussion
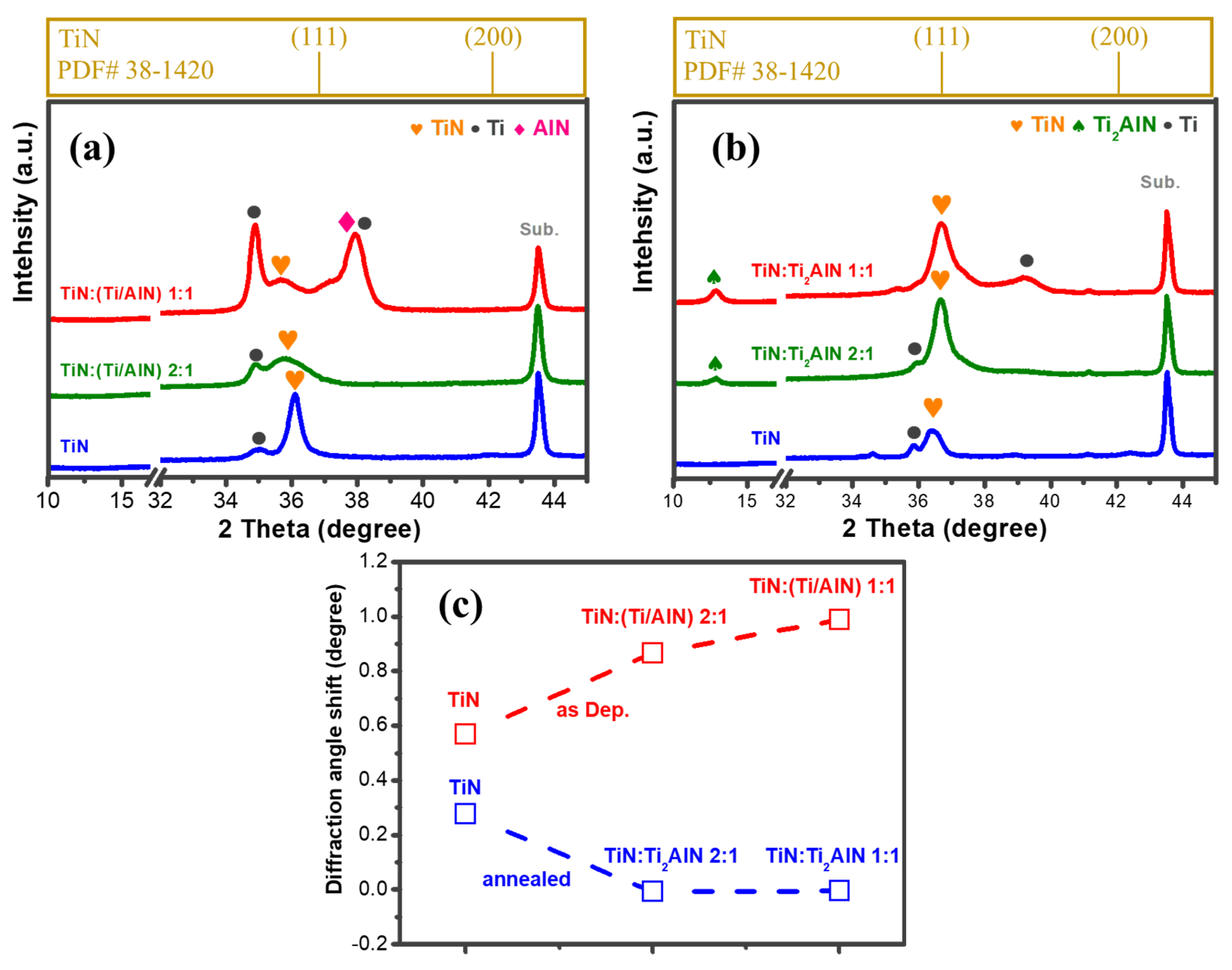
Figure 2 shows the θ–2θ XRD results of the as-deposited and annealed TiN/(Ti/AlN) multilayers with different TiN/(Ti/AlN) modulation periods and ratios on SS substrate. All the as-deposited and annealed TiN/(Ti/AlN) multilayers were crystallized. As shown in Figure 2a, the diffraction peaks of the as-deposited TiN thin film were TiN (111), Ti, and SS substrate. For the as-deposited multilayers of TiN:(Ti/AlN) 2:1, the diffraction peaks were TiN (111), Ti, and SS substrate. The diffraction peaks of AlN were not observed, which could be ascribed to the limited AlN proportion in multilayers. In the as-deposited multilayers of TiN:(Ti/AlN) 1:1, except for TiN (111), Ti, and SS, substrate diffraction peaks were observed, and the AlN phase was identified.
After vacuum annealing, as shown in Figure 2b, the diffraction peaks of the annealed TiN thin film were TiN (111), Ti, and SS substrate. For annealed TiN/(Ti/AlN) multilayers with different modulation periods and ratios, except for TiN (111), Ti, and SS, the substrates were identified, and the Ti2AlN diffraction peak was also observed, indicating that the TiN/Ti2AlN multilayers were successfully synthesized. A comparison of the results to the standard powder XRD peaks (PDF#38–1420 [14]) of TiN showed that the TiN in the as-deposited TiN/(Ti/AlN) and TiN/Ti2AlN multilayers had an (111) out-of-plane texture. In addition, the Ti2AlN peak was around 12–13°, suggesting that the Ti2AlN phase had an (002) out-of-plane texture [15], which is due to the high ionization fraction of the plasma flux of HPPMS [12].
It is worth noting that the TiN (111) diffraction peak shifted to a lower angle in the as-deposited TiN/(Ti/AlN) multilayers, and the shift increased as the TiN:(Ti/AlN) modulation ratio decreased from 2:1 to 1:1, as shown in Figure 2c. The shifts to a smaller angle of the TiN (111) diffraction peak of HPPMS as-deposited TiN thin film was ascribed to the compressive residual stress in the thin film, and a higher compressive residual stress exhibits a higher shift [6]. Therefore, the as-deposited TiN/(Ti/AlN) multilayers had a compressive residual stress, and the compressive residual stress increased as the TiN:(Ti/AlN) modulation ratio decreased from 2:1 to 1:1. There is lattice mismatch between the Ti and AlN interface, which generates compressive residual stress [12]. As the modulation ratio decreased from 2:1 to 1:1, the interface density in the as-deposited TiN/(Ti/AlN) multilayers increased, resulting in a higher compressive residual stress.
After vacuum annealing, the TiN (111) diffraction peak of the annealed TiN thin film shifted to a lower angle. However, the TiN (111) peaks of the TiN/Ti2AlN multilayers did not shift, indicating that the compressive residual stress in the TiN/Ti2AlN multilayers was released. The annealing process could release residual stress in magnetron sputtering deposited thin films [16], and the compressive residual stress of TiN was partly released. The Ti2AlN phase has the potential for releasing the TiN internal stresses in electric current-assisted sintering bulk materials [17]. In addition, the compressive residual stress of TiN thin film can be reduced by the plastic deformation of Ti [8]. Therefore, the compressive residual stress in TiN/Ti2AlN multilayers may be further released, especially by a (002) textured Ti2AlN [18].
In summary, the TiN/Ti2AlN multilayers with TiN (111) and Ti2AlN (002) texture were successfully synthesized by HPPMS deposition followed by vacuum annealing. In addition, the compressive residual stress in TiN/Ti2AlN multilayers was released by Ti2AlN.
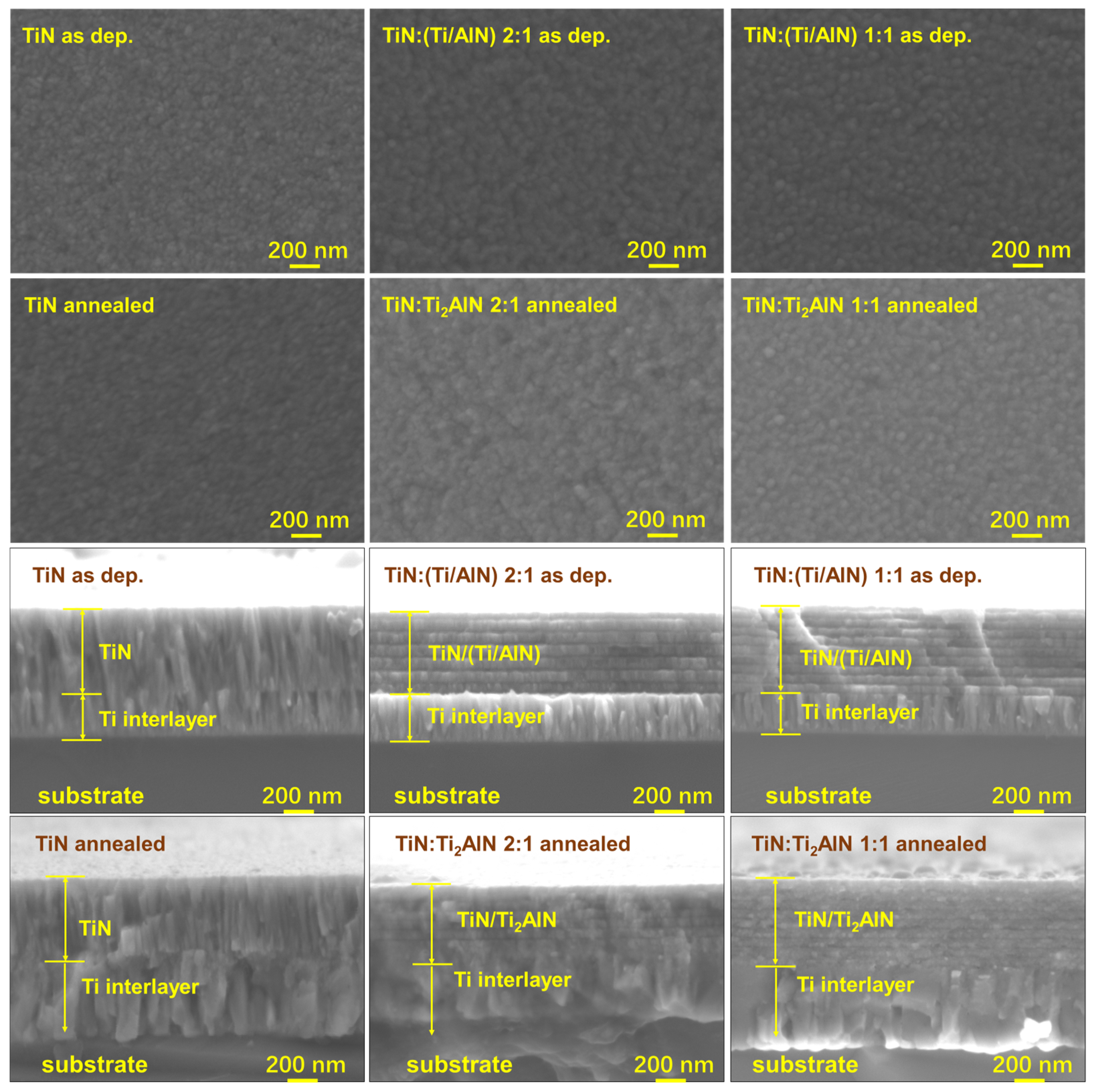
Figure 3 shows the surface and cross-section morphologies of the as-deposited TiN/(Ti/AlN) and annealed TiN/Ti2AlN multilayers on Si substrate. The TiN/(Ti/AlN) and TiN/Ti2AlN multilayers in this study had a smooth surface, without defects such as holes and cracks. The high fraction of ions in the plasma flux of HPPMS enhanced the diffusion of adatoms, which suppressed the formation of defects. Hillocks, which are the protrusions of grain, appear on the surface of the multilayers. After vacuum annealing, the hillocks on the surface did not change.
The cross-section scanning electron microscope image shows that, during vacuum annealing, Ti reacted with the Si substrate. It has been reported that the vacuum annealing process has the advantages of lowering the Ti2AlN synthesis temperature and improving the phase purity of Ti2AlN [12]. However, the reaction between the Ti interlayer and the Si substrate may limit the application of TiN/Ti2AlN multilayers. The as-deposited and annealed TiN showed a typical columnar cross-section structure. The as-deposited TiN/(Ti/AlN) multilayers demonstrated a well-defined multilayer structure with distinct interfaces. After vacuum annealing, the TiN/Ti2AlN multilayers maintained a well-defined multilayer structure. In brief, the TiN/Ti2AlN multilayers, fabricated by HPPMS deposition and subsequently vacuum annealing, had a compact structure without defects such as holes and cracks.
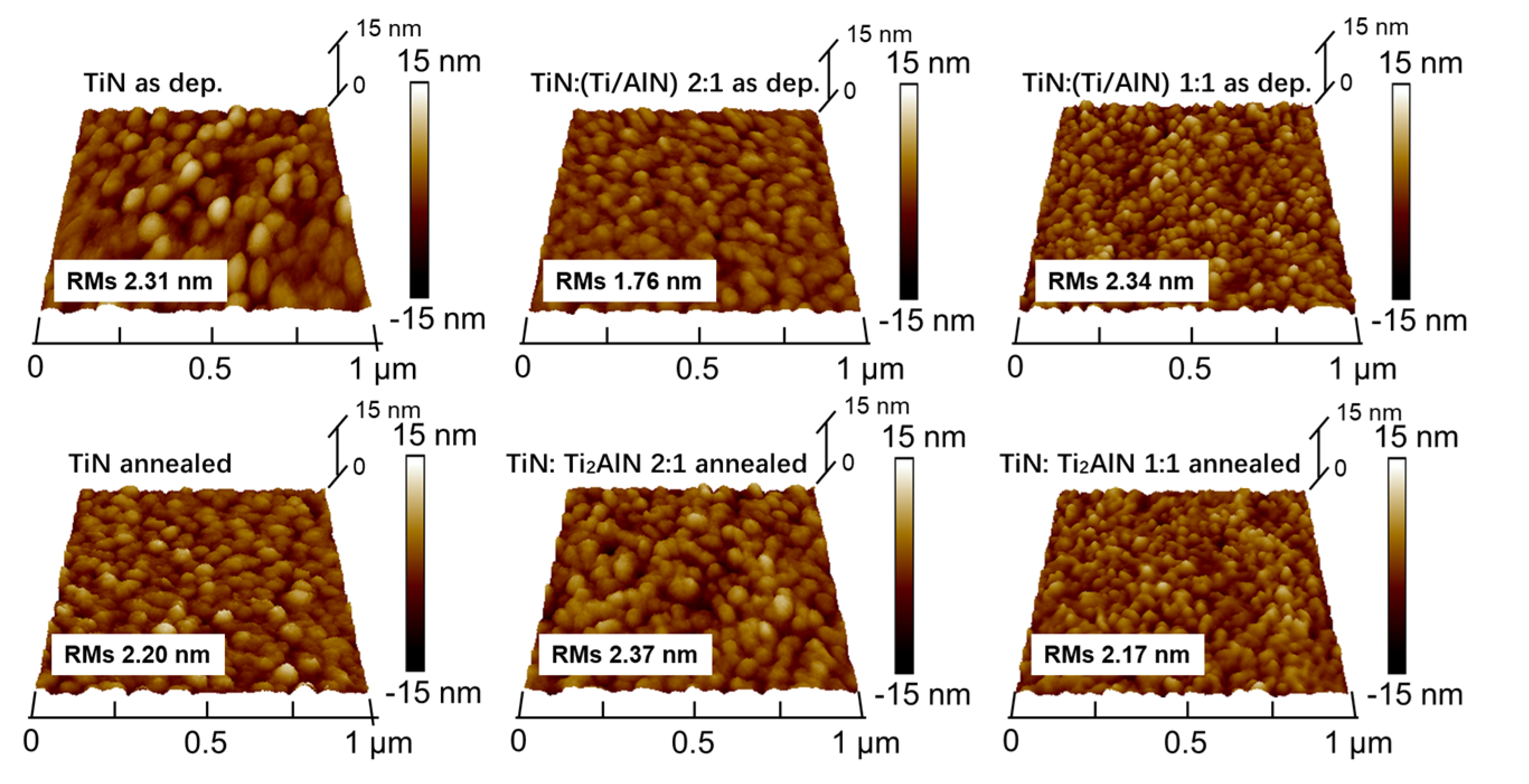
To further investigate the surface quality of multilayers, AFM was employed to outline the surface geomorphologies of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers on the SS substrate, and the results are shown in Figure 4. The surface roughness (Rms) of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers was lower than 3 nm. The TiN/(Ti/AlN) multilayer was deposited by HPPMS, and the high fraction of ions in the plasma flux generated by HPPMS enhanced surface diffusion to produce a smooth surface [19]. During vacuum annealing, because the annealing temperature and duration were moderate [20], the smooth feature was reserved in the TiN/Ti2AlN multilayers.
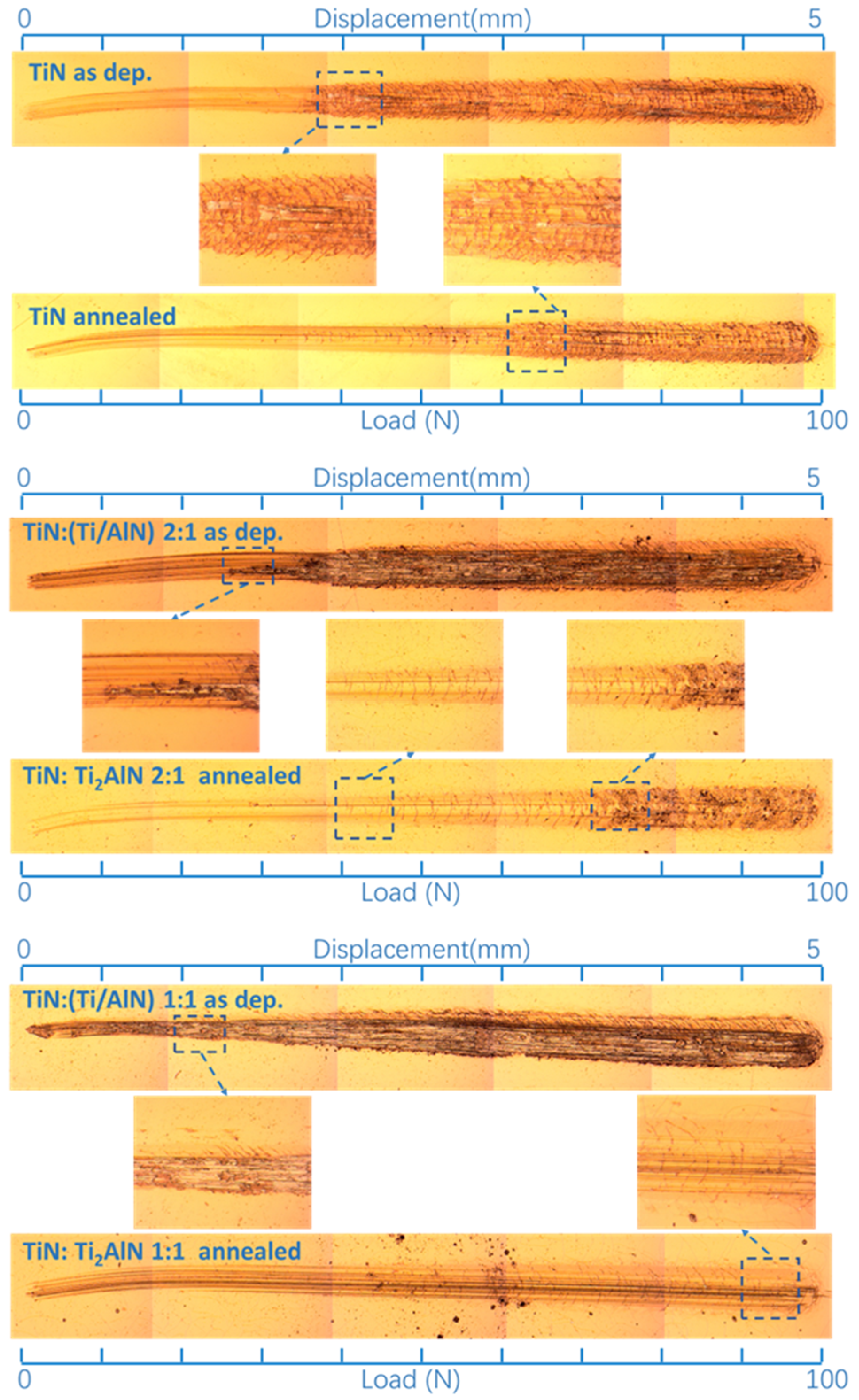
Figure 5 shows the scratch topographies of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers on an SS substrate. The as-deposited TiN thin film began to peel off and crack after the load increased to 40 N. In the as-deposited multilayers of TiN:(Ti/AlN) 2:1, the multilayers peeled off and cracked when the load increased to 30 N. As the TiN:(Ti/AlN) modulation ratios approached 1:1, when the load increased to 20 N, the multilayers peeled off and cracked.
After vacuum annealing, the TiN peeled off and cracked at a load of 60 N. For the multilayers of TiN: Ti2AlN 2:1, the peeling-off of the multilayers occurred at a load of 70 N. However, for the multilayers of TiN: Ti2AlN 1:1, after the load was increased to 100 N, the multilayers were not peeled off, indicating that the multilayers have a high adherence strength to the SS substrate.
The peeling-off of thin films from the substrate in the scratch test is called adhesive or cohesive failure, and this failure is primarily related to stress concentration at the thin film substrate interface [21]. Higher compressive residual stress accelerates the stress concentration at the interface between the thin film and the substrate, which deteriorates the adherence of the thin film to the substrate. By reducing the compressive residual stress in hard ceramic thin film, the adherence strength is improved [22]. In this study, the as-deposited TiN/(Ti/AlN) multilayers had a compressive residual stress that reduced their adherence strength. After vacuum annealing, the compressive residual stress in the multilayers was partially released, and the adherence strength of the annealed multilayers was improved. In addition, the introduction of Ti2AlN further released the compressive residual stress in the TiN/Ti2AlN multilayers and increased the adherence strength of the layers.
Figure 6 shows the load-unload curve, elastic modulus, and hardness of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers on the SS substrate. In the nano-indentation test, the indentation depth was less than 40 nm, which is close to 1/10th the thickness of the multilayers. This indicates that the presented hardness is a composite hardness of the multilayers and substrate [23]. Since the thickness of multilayers is fixed and the SS substrate was used for all test samples, the hardness varied following the hardness behavior of the multilayers.
The nano-indentation hardness and elastic modulus of the as-deposited TiN were 40.3 ± 5.4 and 546 ± 48 GPa, respectively. The H/E* was 0.081, and the H3/E*2 was 0.264. For the multilayers of TiN: (Ti/AlN) 2:1, the nano-indentation hardness and elastic modulus were 30.6 ± 5.0 and 374 ± 42 GPa, respectively, the H/E* was 0.089, and the H3/E*2 was 0.245. As the TiN:(Ti/AlN) modulation ratio approached 1:1, the nano-indentation hardness and elastic modulus of the multilayer became 26.2 ± 4.3 and 361 ± 44 GPa, respectively. The H/E* was 0.079 and the H3/E*2 was 0.167.
After vacuum annealing, the nano-indentation hardness and elastic modulus of TiN were 37.6 ± 3.4 and 531 ± 43 GPa, respectively. The H/E* was 0.078 and the H3/E*2 was 0.233. For the multilayers of TiN: Ti2AlN 2:1, the nano-indentation hardness and elastic modulus were 33.6 ± 3.2 and 433 ± 32 GPa, respectively, the H/E* was 0.086, and the H3/E*2 was 0.248. For TiN/Ti2AlN multilayers with a TiN:Ti2AlN modulation ratio of 1:1, the nano-indentation hardness and elastic modulus of the multilayer were 36.9 ± 5.2 and 447 ± 47 GPa. The H/E* was 0.091 and the H3/E*2 was 0.311, which is higher than the HPPMS-deposited TiN [24]. The elastic modulus of Ti2AlN was 334 ± 40 GPa [12], which resulted in the elastic modulus of TiN/Ti2AlN multilayers being lower than that of monolithic TiN.
The hardness of Ti was far below that of TiN, in the as-deposited TiN/(Ti/AlN) multilayers, the hardness of the multilayers decreased with an increase in the thickness proportion of Ti/AlN. However, the hardness of Ti2AlN was 32 GPa [12], which is close to the hardness of TiN. Therefore, the addition of Ti2AlN does not cause a rapid decline in the hardness of TiN/Ti2AlN multilayers, and the hardness of TiN/Ti2AlN multilayers was close to that of the annealed TiN. Combined with the XRD results, it can be inferred that the introduction of Ti2AlN released the compressive residual stress of TiN without reducing its hardness. H/E* and H3/E*2 are related to the toughness of thin films, and the increase of H/E* and the H3/E*2 value represents an enhancement of thin film toughness. After the introduction of Ti2AlN, the H/E* and H3/E*2 value of TiN/Ti2AlN multilayers increased, meaning the toughness of the multilayers increased.
4. Conclusions
In this study, TiN/Ti2AlN multilayers were successfully synthesized by the HPPMS deposition technique, which has high plasma density and a high degree of ionization for the sputtered species and, subsequently, vacuum annealing. The TiN/Ti2AlN multilayers had high-quality crystallization, were smooth without defects such as holes and cracks, and were textured with TiN (111) and Ti2AlN (002). After vacuum annealing, the compressive residual stress in TiN was fully released by Ti2AlN. Because of low compressive residual stress, the adherence strength of HPPMS-deposited TiN/Ti2AlN multilayers was improved during the scratch test. The hardness of TiN/Ti2AlN multilayers was 36.9 ± 5.2 GPa, which was close to the annealed TiN, and the elastic modulus was 447 ± 47 GPa. The introduction of Ti2AlN can release the compressive residual stress of TiN and does not bring about a decrease of TiN hardness. This provides a novel concept for releasing the residual stress of hard ceramic thin film by means of MAX phase, and it is promising for improving the performance of TiN as a protective thin film in a wear and erosion environment.
Author Contributions
Conceptualization, D.M., Q.D. and Y.L. (Yongxiang Leng); Methodology, D.M. and Y.L. (Yao Liu); Investigation, D.M., Y.L. (Yao Liu) and Y.L. (Yantao Li); Data curation, Y.L. (Yao Liu); Writing—original draft, D.M.; Writing—review and editing, D.M., Y.L. (Yantao Li) and Y.L. (Yongxiang Leng); Supervision, Q.D. and Y.L. (Yongxiang Leng); Project administration, Y.L. (Yongxiang Leng); Funding acquisition, D.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by Sichuan Science and Technology Program (2021YFH0032), and Chengdu Normal University Talent Program (YJRC2020-21).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Veprek, S.; Veprek-Heijman, M.; Karvankova, P.; Prochazka, J. Different approaches to superhard coatings and nanocomposites. Thin Solid Film. 2005, 476, 1–29. [Google Scholar] [CrossRef]
- Ghailane, A.; Makha, M.; Larhlimi, H.; Alami, J. Design of hard coatings deposited by HiPIMS and dcMS. Mater. Lett. 2020, 280, 5. [Google Scholar] [CrossRef]
- Sarakinos, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of the art. Surf. Coat. Technol. 2010, 204, 1661–1684. [Google Scholar] [CrossRef]
- Ma, D.; Liu, H.; Deng, Q.; Yang, W.; Silins, K.; Huang, N.; Leng, Y. Optimal target sputtering mode for aluminum nitride thin film deposition by high power pulsed magnetron sputtering. Vacuum 2019, 160, 410–417. [Google Scholar] [CrossRef]
- Tillmann, W.; Grisales, D.; Stangier, D.; Thomann, C.; Debus, J.; Nienhaus, A.; Apel, D. Residual stresses and tribomechanical behaviour of TiAlN and TiAlCN monolayer and multilayer coatings by DCMS and HiPIMS. Surf. Coat. Technol. 2021, 406, 12. [Google Scholar] [CrossRef]
- Ma, D.; Deng, Q.; Liu, H.; Leng, Y. Effect of Ion Energy on the Microstructure and Properties of Titanium Nitride Thin Films Deposited by High Power Pulsed Magnetron Sputtering. Coatings 2021, 11, 579. [Google Scholar] [CrossRef]
- Wu, Z.; Zheng, G.; Yan, J.; Cheng, X.; Liu, H.; Yang, X. Effect of TiAlSiN coating residual stress on its sliding wear and cutting wear performance. Int. J. Adv. Manuf. Technol. 2022, 123, 3885–3900. [Google Scholar] [CrossRef]
- Ruan, H.; Wang, Z.; Wang, L.; Sun, L.; Peng, H.; Ke, P.; Wang, A. Designed Ti/TiN sub-layers suppressing the crack and erosion of TiAlN coatings. Surf. Coat. Technol. 2022, 438, 128419. [Google Scholar] [CrossRef]
- Barsoum, M.W. The M N+ 1 AX N phases: A new class of solids: Thermodynamically stable nanolaminates. Prog. Solid State Chem. 2000, 28, 201–281. [Google Scholar] [CrossRef]
- Joelsson, T.; Ho, A.; Birch, J.; Hultman, L. Single-crystal Ti2AlN thin films. Appl. Phys. Lett. 2005, 86, 111913. [Google Scholar] [CrossRef]
- Cabioch, T.; Alkazaz, M.; Beaufort, M.; Nicolai, J.; Eyidi, D.; Eklund, P. Ti 2 AlN thin films synthesized by annealing of (Ti+Al)/AlN multilayers. Mater. Res. Bull. 2016, 80, 58–63. [Google Scholar] [CrossRef]
- Ma, D.; Deng, Q.; Liu, H.; Li, Y.; Leng, Y. Microstructure and properties of Ti2AlN thin film synthesized by vacuum annealing of high power pulsed magnetron sputtering deposited Ti/AlN multilayers. Surf. Coat. Technol. 2021, 425, 127749. [Google Scholar] [CrossRef]
- Jing, F.; Yin, T.; Yukimura, K.; Sun, H.; Leng, Y.; Huang, N. Titanium film deposition by high-power impulse magnetron sputtering: Influence of pulse duration. Vacuum 2012, 86, 2114–2119. [Google Scholar] [CrossRef]
- Frank, F.; Kainz, C.; Tkadletz, M.; Czettl, C.; Pohler, M.; Schalk, N. Microstructural and micro-mechanical investigation of cathodic arc evaporated ZrN/TiN multilayer coatings with varying bilayer thickness. Surf. Coat. Technol. 2022, 432, 128070. [Google Scholar] [CrossRef]
- Gröner, L.; Kirste, L.; Oeser, S.; Fromm, A.; Wirth, M.; Meyer, F.; Burmeister, F.; Eberl, C. Microstructural investigations of polycrystalline Ti2AlN prepared by physical vapor deposition of Ti-AlN multilayers. Surf. Coat. Technol. 2018, 343, 166–171. [Google Scholar] [CrossRef]
- Truong, D.; Thaowonkaew, S.; Muthitamongkol, P.; Horprathum, M.; Kumar, M.; Le, T.; Pham, A.; Seetawan, T.; Vora-ud, A.; Phan, T. Relaxation of residual stress-controlled thermopower factor in transparent-flexible Ti-doped ZnO thin films. Ceram. Int. 2022, 48, 2605–2613. [Google Scholar] [CrossRef]
- Liu, Y.; Jin, Z. Electric current assisted sintering of continuous functionally graded Ti2AlN/TiN material. Ceram. Int. 2012, 38, 217–222. [Google Scholar] [CrossRef]
- Tromas, C.; Parent, S.; Sylvain, W.; Thilly, L.; Renou, G.; Zehnder, C.; Schröders, S.; Korte-Kerzel, S.; Joulain, A. Nanoindentation-induced deformation twinning in MAX phase Ti2AlN. Acta Mater. 2022, 227, 117665. [Google Scholar] [CrossRef]
- Wu, B.; Wu, J.; Jiang, F.; Ma, D.; Chen, C.; Sun, H.; Leng, Y.; Huang, N. Plasma characteristics and properties of Cu films prepared by high power pulsed magnetron sputtering. Vacuum 2017, 135, 93–100. [Google Scholar] [CrossRef]
- Wang, T.; Chen, Z.; Wang, G.; Wang, L.; Zhang, G. Microstructure evolution of polycrystalline Ti2AlN MAX phase film during post-deposition annealing. J. Eur. Ceram. Soc. 2018, 38, 4892–4898. [Google Scholar] [CrossRef]
- Ali, R.; Sebastiani, M.; Bemporad, E. Influence of Ti–TiN multilayer PVD-coatings design on residual stresses and adhesion. Mater. Des. 2015, 75, 47–56. [Google Scholar] [CrossRef]
- Tang, J.-F.; Huang, S.-Y.; Lin, J.-H.; Yang, F.-C.; Chang, C.-L. Mechanical properties of TiN deposited in synchronous bias mode through high-power impulse magnetron sputtering. Surf. Coat. Technol. 2022, 434, 128201. [Google Scholar] [CrossRef]
- Wu, J.; Wu, B.; Ma, D.; Xie, D.; Wu, Y.; Chen, C.; Li, Y.; Sun, H.; Huang, N.; Leng, Y. Effects of magnetic field strength and deposition pressure on the properties of TiN films produced by high power pulsed magnetron sputtering (HPPMS). Surf. Coat. Technol. 2017, 315, 258–267. [Google Scholar] [CrossRef]
- Ghailane, A.; Oluwatosin, A.; Larhlimi, H.; Hejjaj, C.; Makha, M.; Busch, H.; Fischer, C.; Alami, J. Titanium nitride, TiXN(1−X), coatings deposited by HiPIMS for corrosion resistance and wear protection properties. Appl. Surf. Sci. 2022, 574, 151635. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the high-power pulsed magnetron sputtering system (a) and the as-deposited TiN/(Ti/AlN) and TiN/Ti2AlN multilayers (b).
Figure 1.
Schematic diagram of the high-power pulsed magnetron sputtering system (a) and the as-deposited TiN/(Ti/AlN) and TiN/Ti2AlN multilayers (b).

Figure 2.
θ–2θ XRD spectra of the as-deposited (a) and annealed (b) TiN and TiN/(Ti/AlN) multilayers on SS substrate, and the TiN (111) plane shift (c).
Figure 2.
θ–2θ XRD spectra of the as-deposited (a) and annealed (b) TiN and TiN/(Ti/AlN) multilayers on SS substrate, and the TiN (111) plane shift (c).

Figure 3.
Surface and cross-section SEM image of the TiN, TiN/(Ti/AlN), and TiN/Ti2AlN multilayers.

Figure 4.
AFM image of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers.

Figure 5.
Scratch topographies of the TiN/(Ti/AlN) and TiN/Ti2AlN multilayers.

Figure 6.
Load–unload curve, elastic modulus, and hardness of the TiN/(Ti/AlN) (a) and TiN/Ti2AlN (b) multilayers.
Figure 6.
Load–unload curve, elastic modulus, and hardness of the TiN/(Ti/AlN) (a) and TiN/Ti2AlN (b) multilayers.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Modulation period and ratio of TiN/(Ti/AlN) and TiN/Ti2AlN multilayers.
| Sample Name | TiN:Ti2AlN Modulation Ratio | TiN + Ti2AlN Modulation Period (nm) | Thickness (nm) | |
|---|---|---|---|---|
| TiN | Ti2AlN | |||
| TiN | - | - | 360 | - |
| TiN: Ti2AlN 2:1 | 2:1 | 90 | 60 | 30 |
| TiN: Ti2AlN 1:1 | 1:1 | 60 | 30 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ma, D.; Liu, Y.; Deng, Q.; Li, Y.; Leng, Y. Microstructure and Mechanical Properties of TiN/Ti2AlN Multilayers. Coatings 2023, 13, 329. https://doi.org/10.3390/coatings13020329
AMA Style
Ma D, Liu Y, Deng Q, Li Y, Leng Y. Microstructure and Mechanical Properties of TiN/Ti2AlN Multilayers. Coatings. 2023; 13(2):329. https://doi.org/10.3390/coatings13020329
Chicago/Turabian StyleMa, Donglin, Yao Liu, Qiaoyuan Deng, Yantao Li, and Yongxiang Leng. 2023. "Microstructure and Mechanical Properties of TiN/Ti2AlN Multilayers" Coatings 13, no. 2: 329. https://doi.org/10.3390/coatings13020329
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.