
Experimental Study to Assess Fracture Toughness in SPS Sintered WC–10% Co Hardmetal by Modifying the Palmqvist Test
 ,
,
Abstract
:
1. Introduction
2. Material and Methods
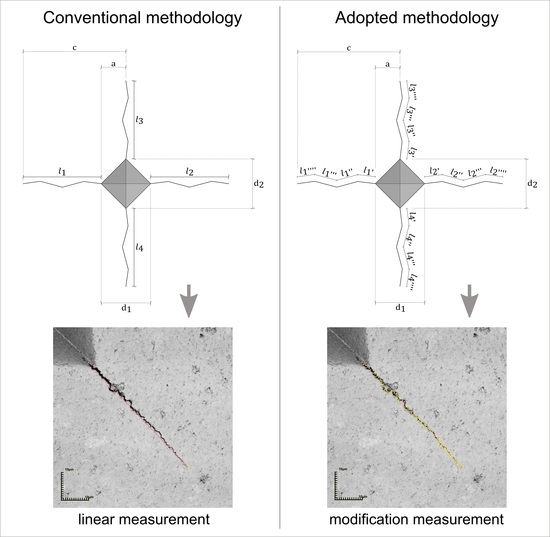
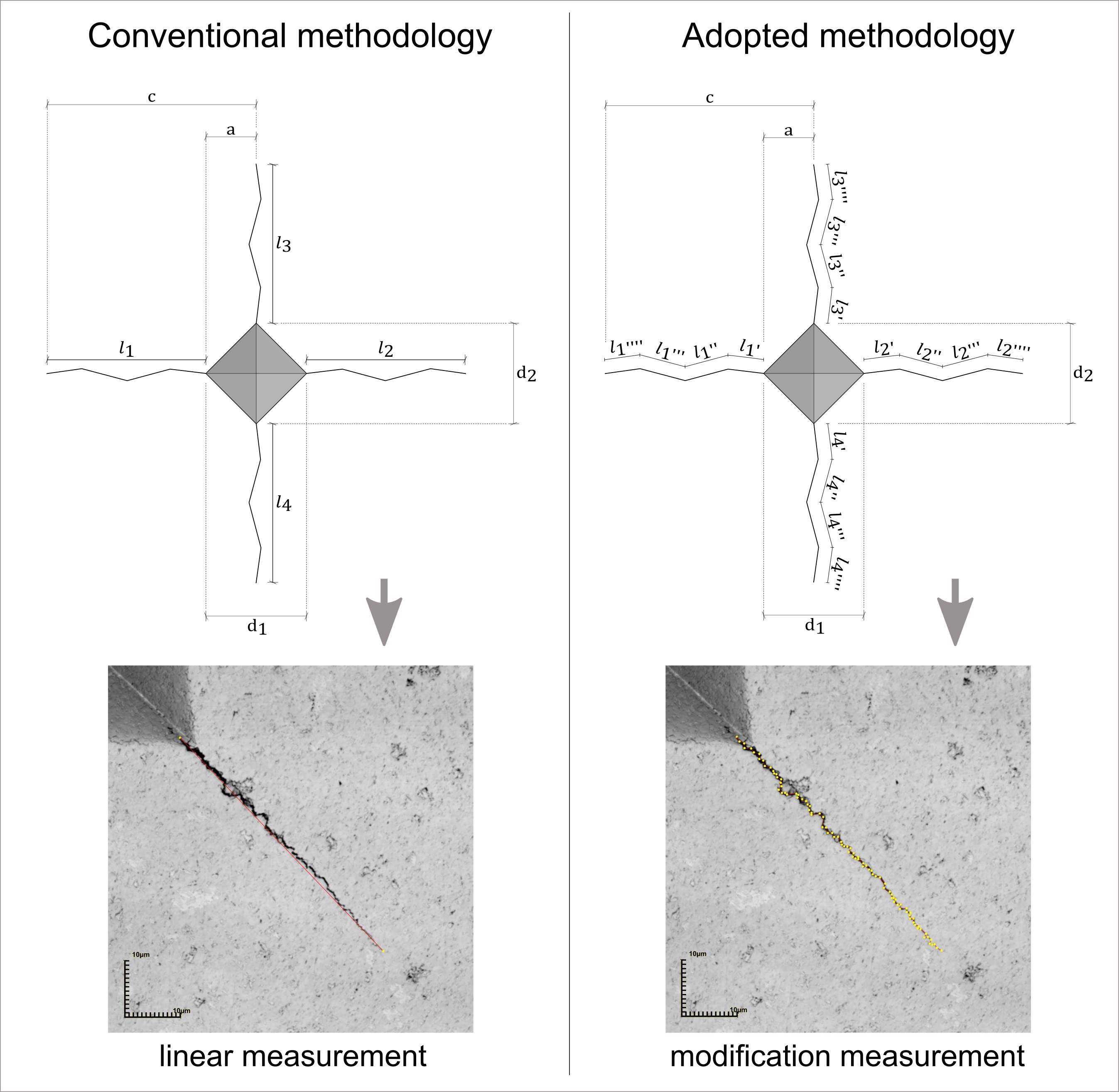
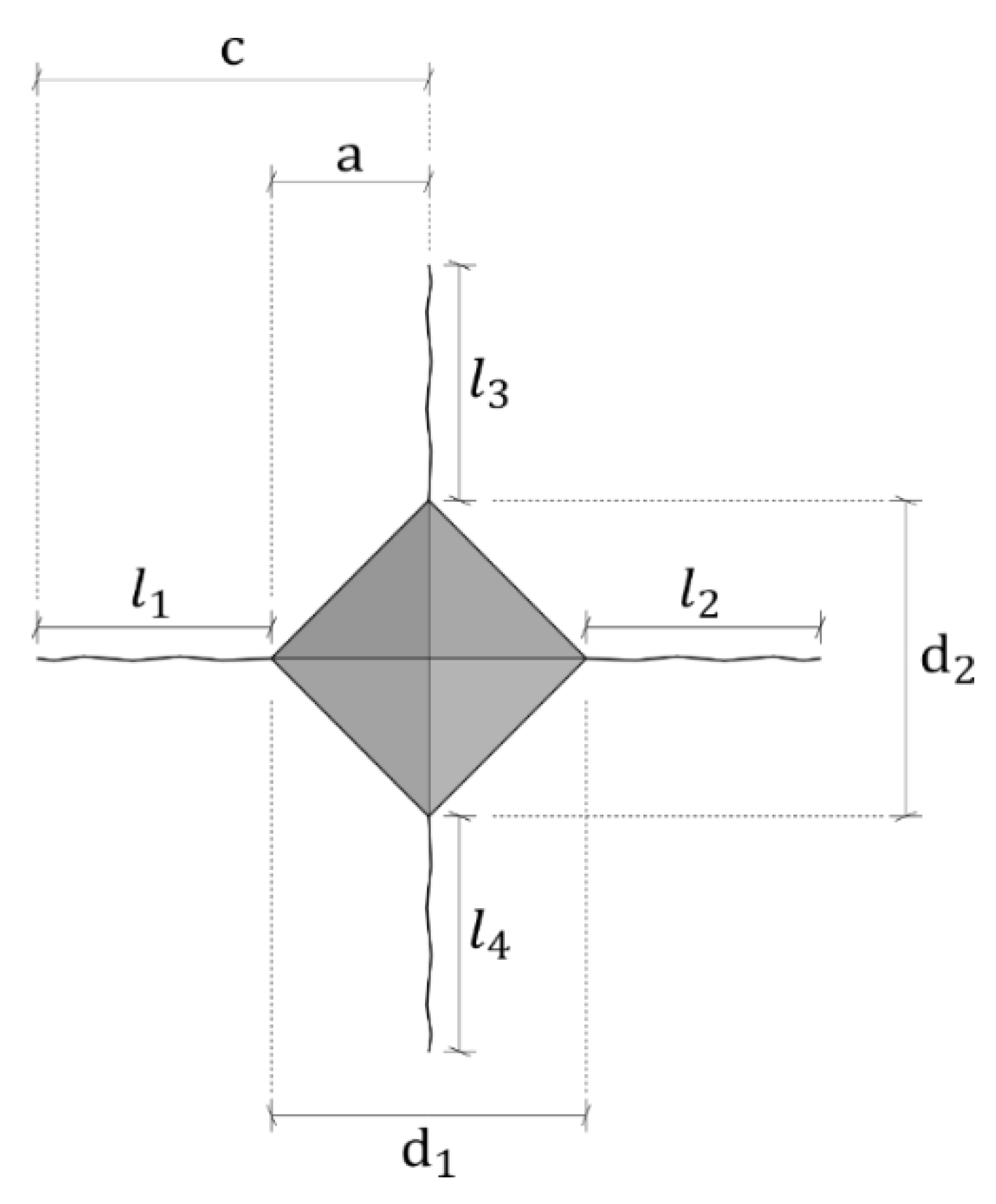
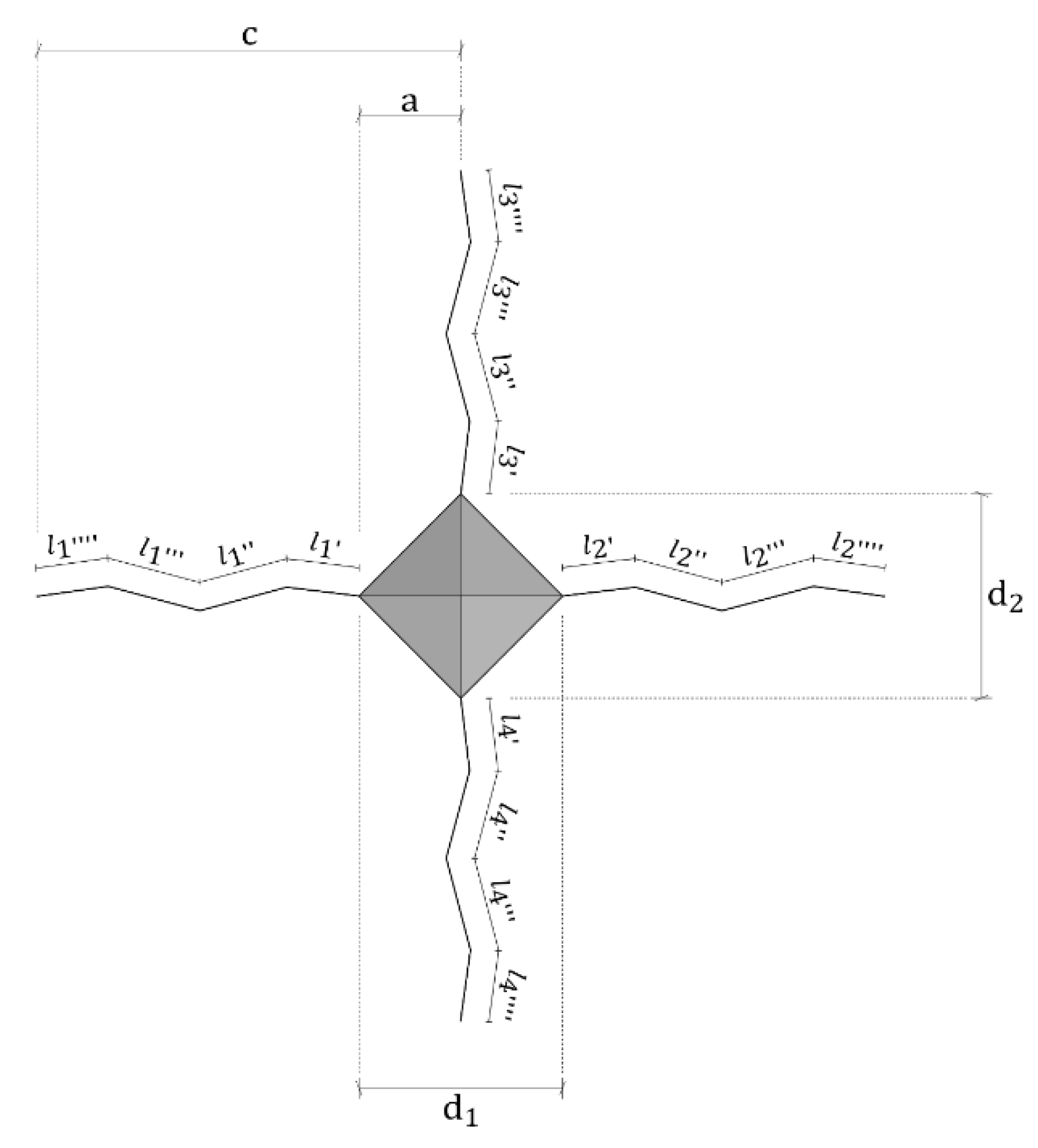
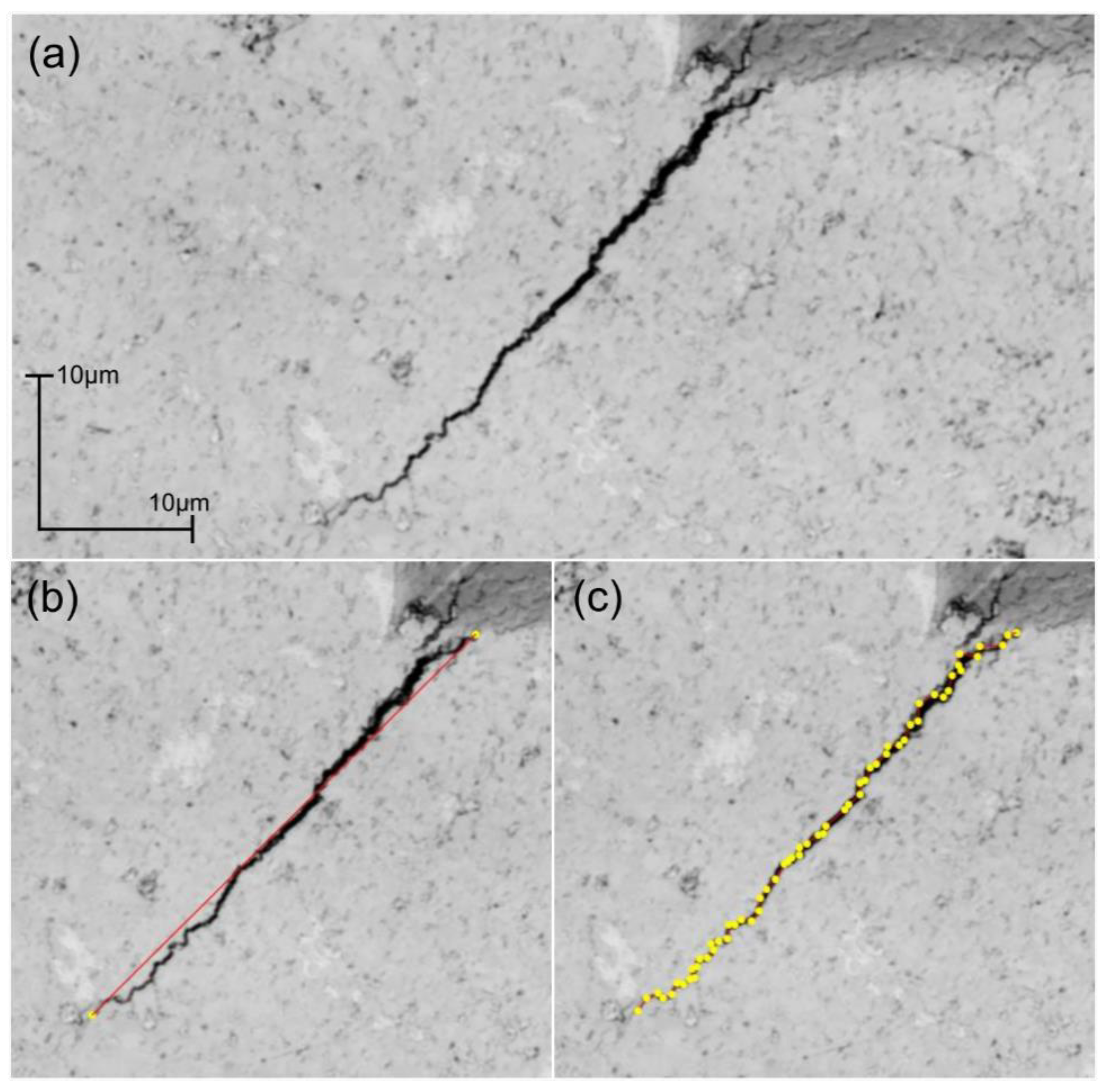
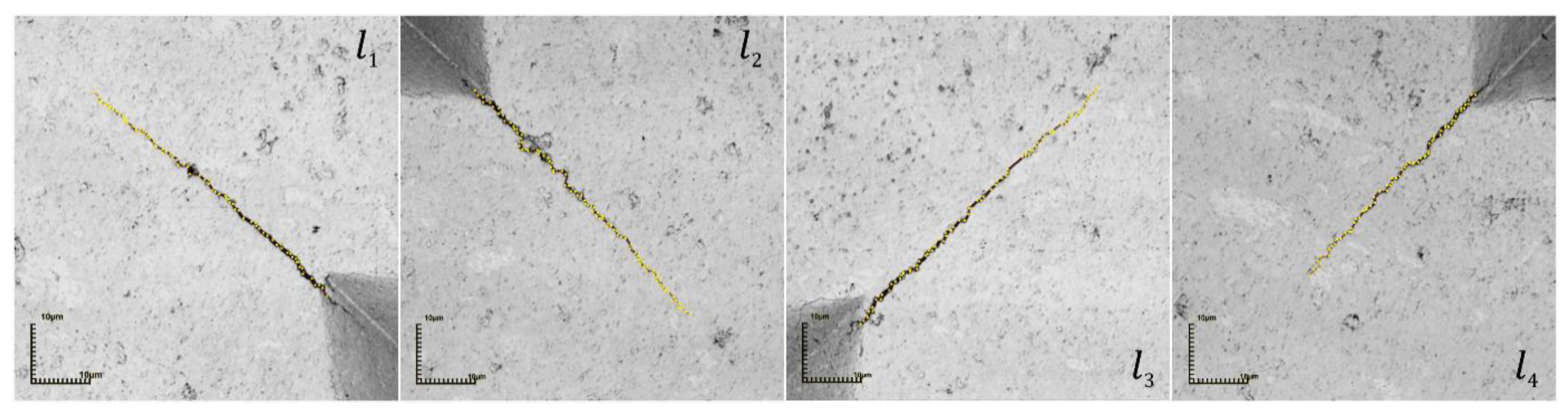
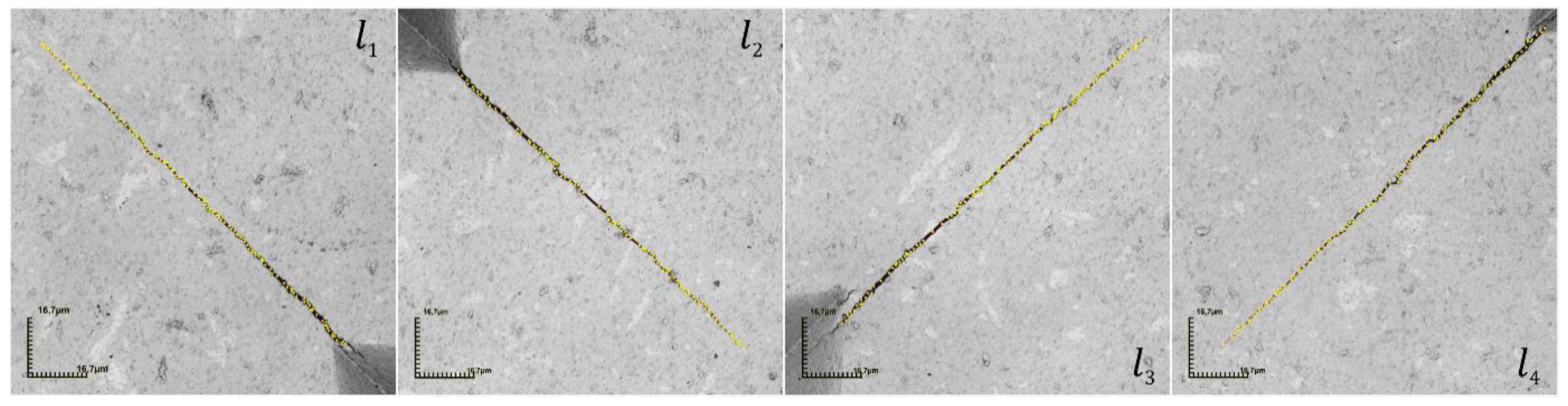
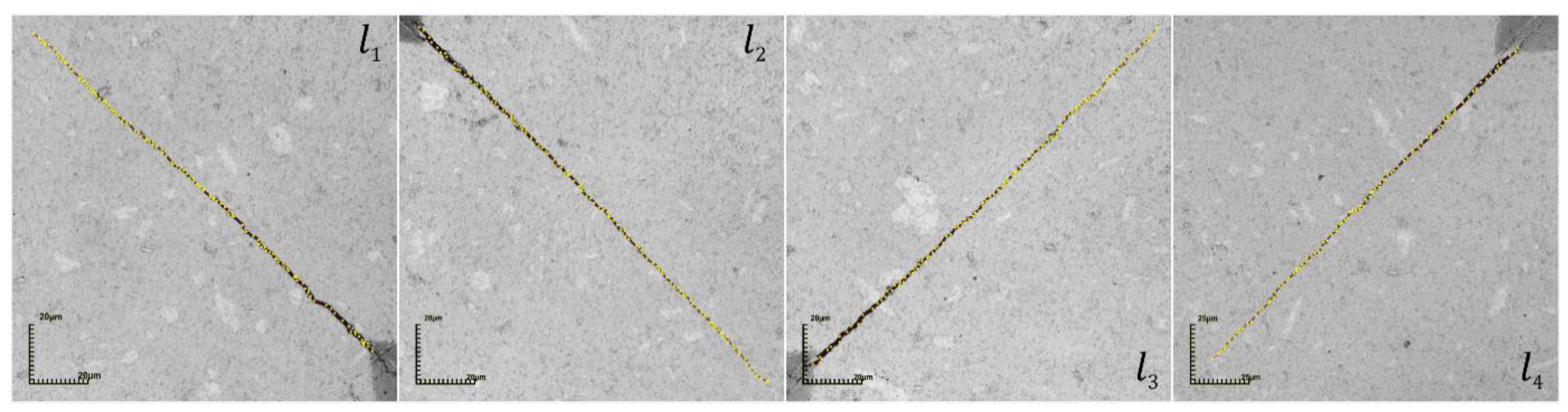
Length of Cracks
3. Results and Discussions
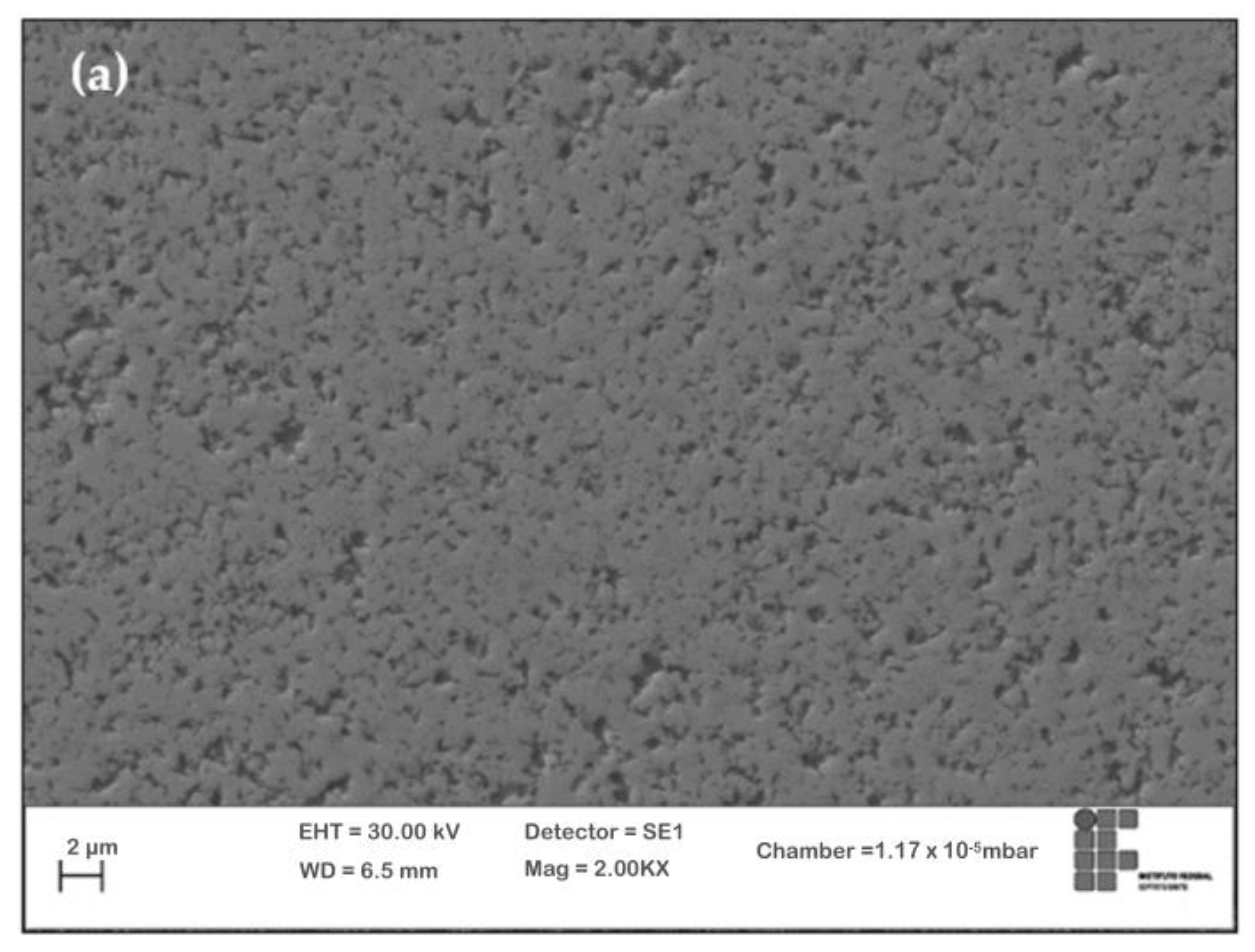
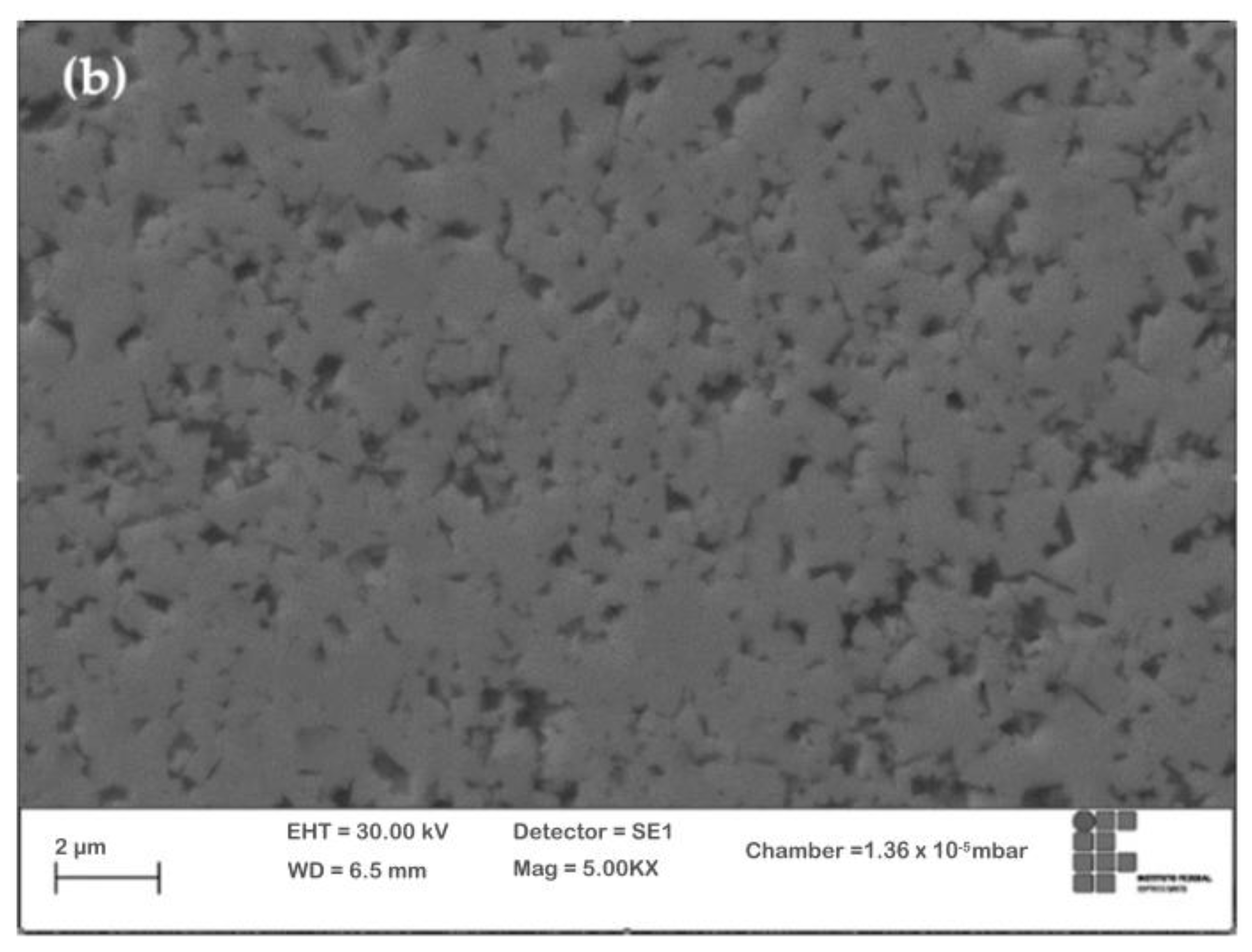
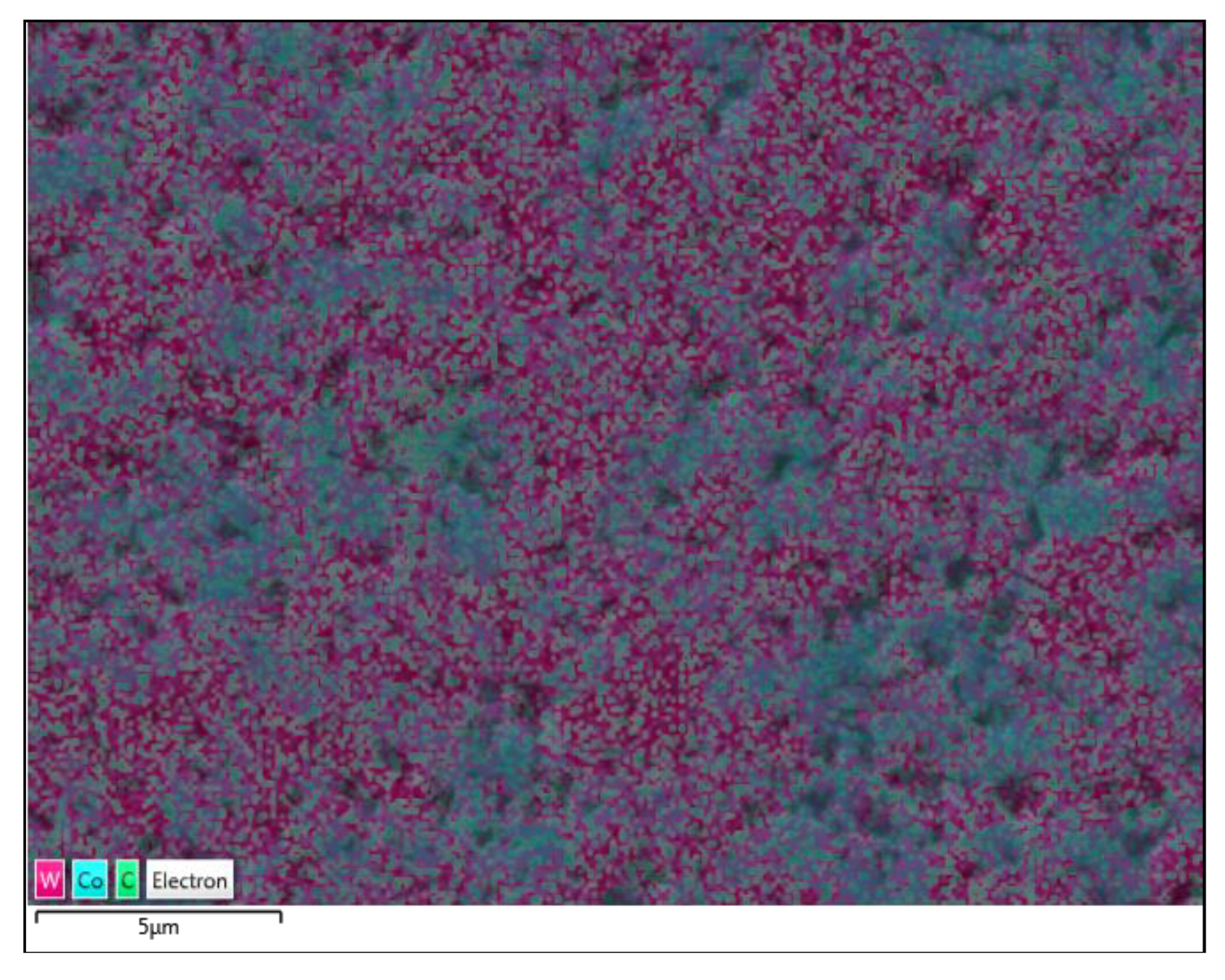
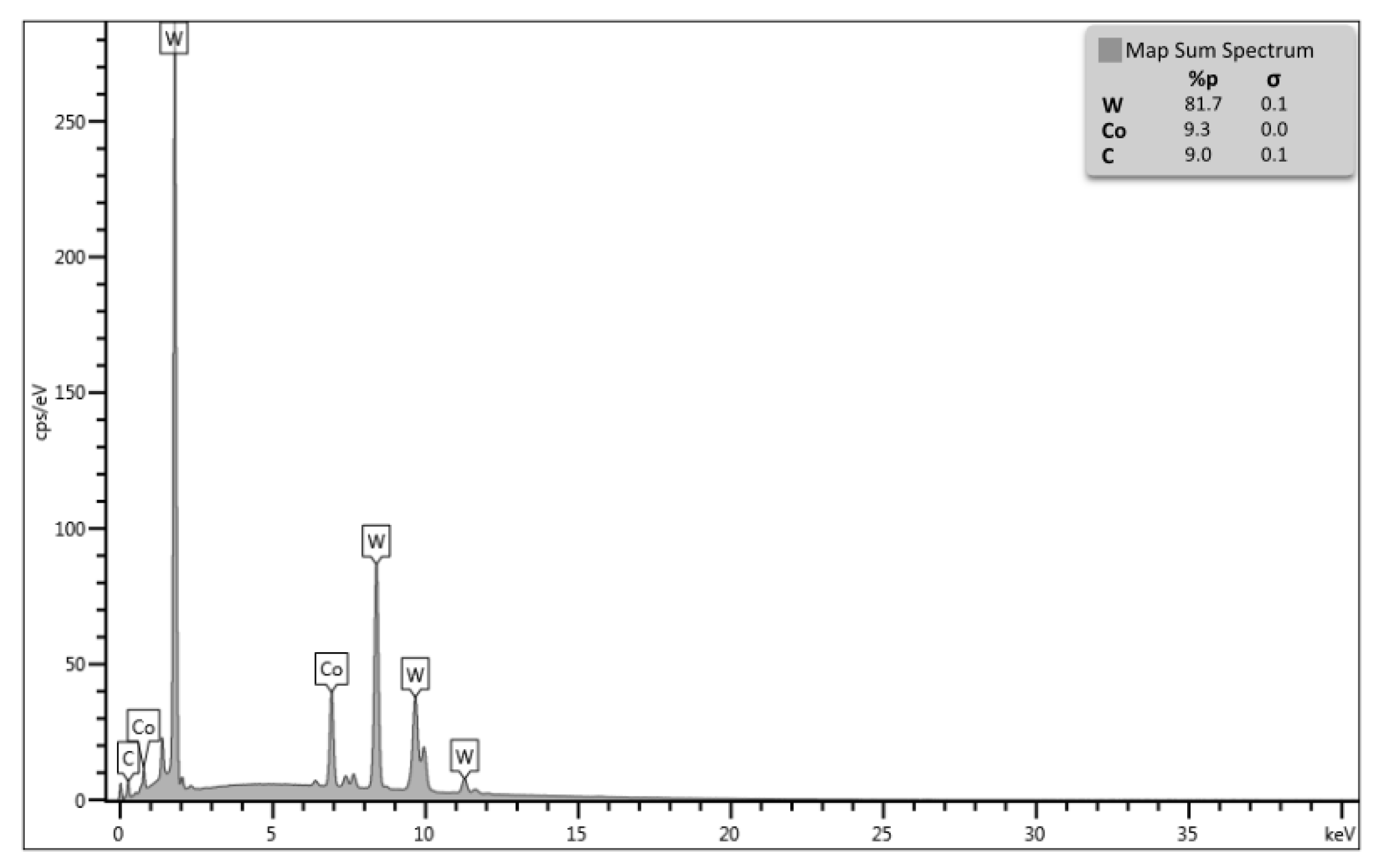
3.1. Characterization of Samples
3.2. Crack-Behavior Analysis
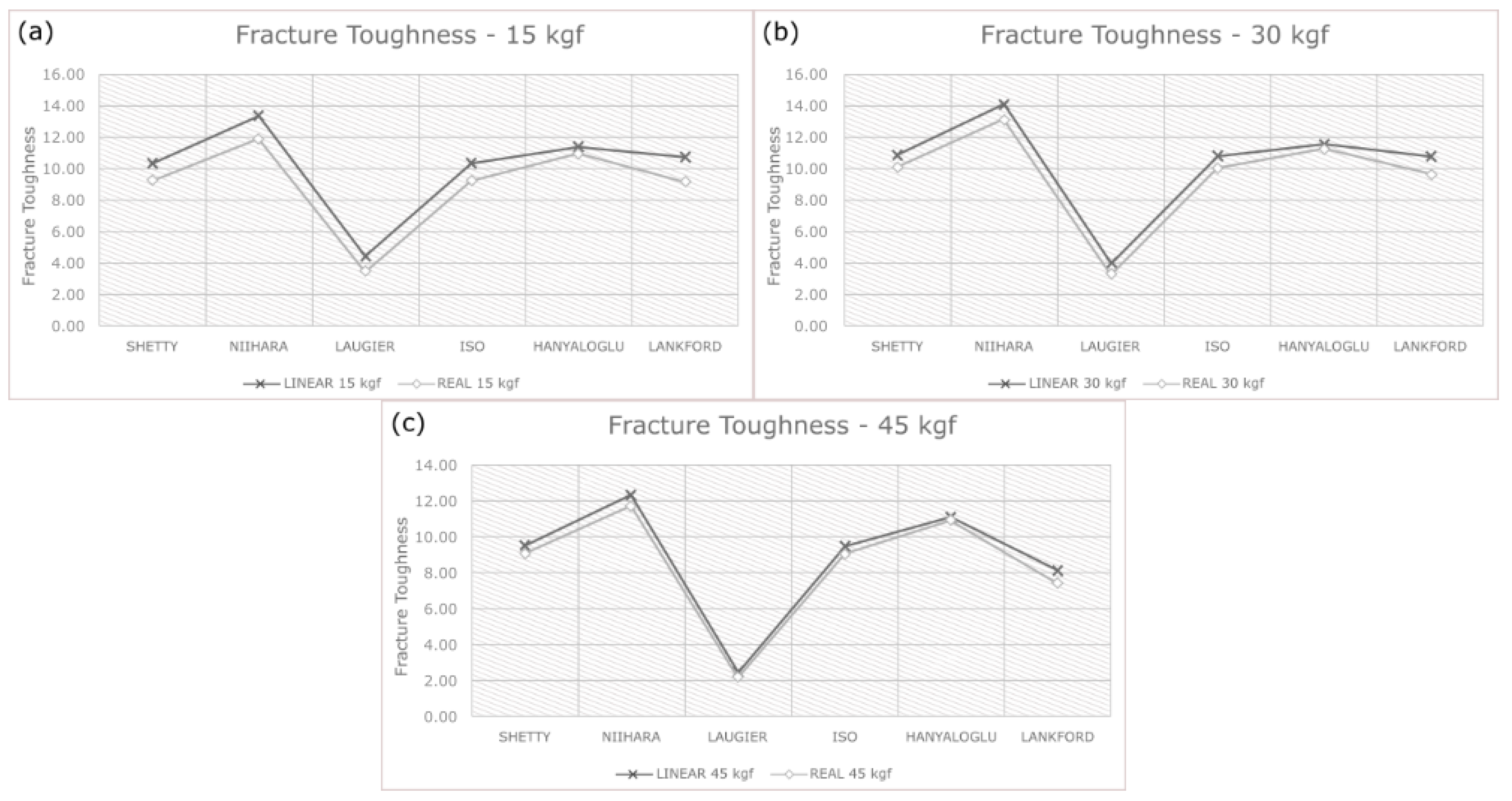
3.3. Fracture Toughness Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Q.; Yu, S.; Zheng, C.; Liao, J.; Li, J.; Chen, L.; Guo, S.; Ye, Y.; Chen, H. Effect of Carbon Content on Microstructure and Mechanical Properties of WC-10Co Cemented Carbides with Plate-like WC Grain. Ceram. Int. 2019, 46, 1824–1829. [Google Scholar] [CrossRef]
- Li, M.; Xi, X.; Nie, Z.; Ma, L.; Liu, Q. Recovery of tungsten from WC–Co hard metal scraps using molten salts electrolysis. J. Mater. Res. Technol. 2018, 8, 1440–1450. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, S.; Wang, W. A Comparative Study on Fracture Toughness Calculation Models in Spherical Indentation Tests (SITs) for Ductile Metals. Int. J. Mech. Sci. 2019, 160, 114–128. [Google Scholar] [CrossRef]
- He, M.; Wang, J.; He, R.; Yang, H.; Ruan, J. Effect of Cobalt Content on the Microstructure and Mechanical Properties of Coarse Grained WC-Co Cemented Carbides Fabricated from Chemically Coated Composite Powder. J. Alloy. Compd. 2018, 766, 556–563. [Google Scholar] [CrossRef]
- Jindal, P. A New Method for Evaluating the Indentation Toughness of Hardmetals. Crystals 2018, 8, 197. [Google Scholar] [CrossRef] [Green Version]
- Palmqvist, S. The work for the formation of a crack as a measure of hard metals. Jernkontorets Ann. 1963, 147, 107–110. [Google Scholar]
- Shetty, D.K.; Wright, I.G.; Mincer, P.N.; Clauer, A.H. Indentation Fracture of WC-Co Cermets. J. Mater. Sci. 1985, 20, 1873–1882. [Google Scholar] [CrossRef]
- Shatov, A.V.; Ponomarev, S.S.; Firstov, S.A. Hardness and Deformation of Hardmetals at Room Temperature. In Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, pp. 267–299. [Google Scholar] [CrossRef]
- Quinn, G.D.; Bradt, R.C. On the Vickers Indentation Fracture Toughness Test. J. Am. Ceram. Soc. 2007, 90, 673–680. [Google Scholar] [CrossRef]
- Garay, J.E. Current-Activated, Pressure-Assisted Densification of Materials. Annu. Rev. Mater. Res. 2010, 40, 445–468. [Google Scholar] [CrossRef]
- Ghasali, E.; Ebadzadeh, T.; Alizadeh, M.; Razavi, M. Spark Plasma Sintering of WC-Based Cermets/Titanium and Vanadium Added Composites: A Comparative Study on the Microstructure and Mechanical Properties. Ceram. Int. 2018, 44, 10646–10656. [Google Scholar] [CrossRef]
- Zhu, H.; Liu, J. Emerging Applications of Spark Plasma Sintering in All Solid-State Lithium-Ion Batteries and Beyond. J. Power Sources 2018, 391, 10–25. [Google Scholar] [CrossRef]
- Shatov, A.V.; Ponomarev, S.S.; Firstov, S.A. Fracture and Strength of Hardmetals at Room Temperature. In Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, pp. 301–343. [Google Scholar] [CrossRef]
- Almond, E.A. Hardmetals. Mater. Des. 1986, 7, 324–329. [Google Scholar] [CrossRef]
- Niihara, K. A Fracture Mechanics Analysis of Indentation-Induced Palmqvist Crack in Ceramics. J. Mater. Sci. Lett. 1983, 2, 221–223. [Google Scholar] [CrossRef]
- Laugier, M.T. Palmqvist Crack Extension and the Center-Loaded Penny Crack Analogy. J. Am. Ceram. Soc. 1985, 68, C-51–C-52. [Google Scholar] [CrossRef]
- ISO 28079; Hardmetals—Palmqvist Toughness Test. ISO: Genava, Switzerland, 2009.
- Hanyaloglu, C.; Aksakal, B.; Bolton, J.D. Production and Indentation Analysis of WC/Fe-Mn as an Alternative to Cobalt-Bonded Hardmetals. Mater. Charact. 2001, 47, 315–322. [Google Scholar] [CrossRef]
- Lankford, J. Indentation Microfracture in the Palmqvist Crack Regime: Implications for Fracture Toughness Evaluation by the Indentation Method. J. Mater. Sci. Lett. 1982, 1, 493–495. [Google Scholar] [CrossRef]
- Brezinová, J.; Guzanová, A.; Tkácová, J.; Brezina, J.; Lachová, K.; Dragnovská, D.; Pastorek, F.; Maruschak, P.; Prentkovskis, O. High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings for Transport Industrial Applications. Metals 2020, 10, 1675. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Koopman, M.C.; Wang, H. Cemented Tungsten Carbide Hardmetal-An Introduction; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; Volume 1. [Google Scholar] [CrossRef]
- Wang, W.; Lu, Z.; Zeng, M.; Zhu, M. Achieving Combination of High Hardness and Toughness for WC-8Co Hardmetals by Creating Dual Scale Structured Plate-like WC. Ceram. Int. 2018, 44, 2668–2675. [Google Scholar] [CrossRef]
- Zhou, W.; Xiong, J.; Wan, W.; Guo, Z.; Lin, Z.; Huang, S.; Tang, L.; Zhong, H. The Effect of NbC on Mechanical Properties and Fracture Behavior of WC-10Co Cemented Carbides. Int. J. Refract. Met. Hard Mater. 2015, 50, 72–78. [Google Scholar] [CrossRef]
- Prakash, L. Fundamentals and General Applications of Hardmetals. In Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014; Volume 1, pp. 29–90. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
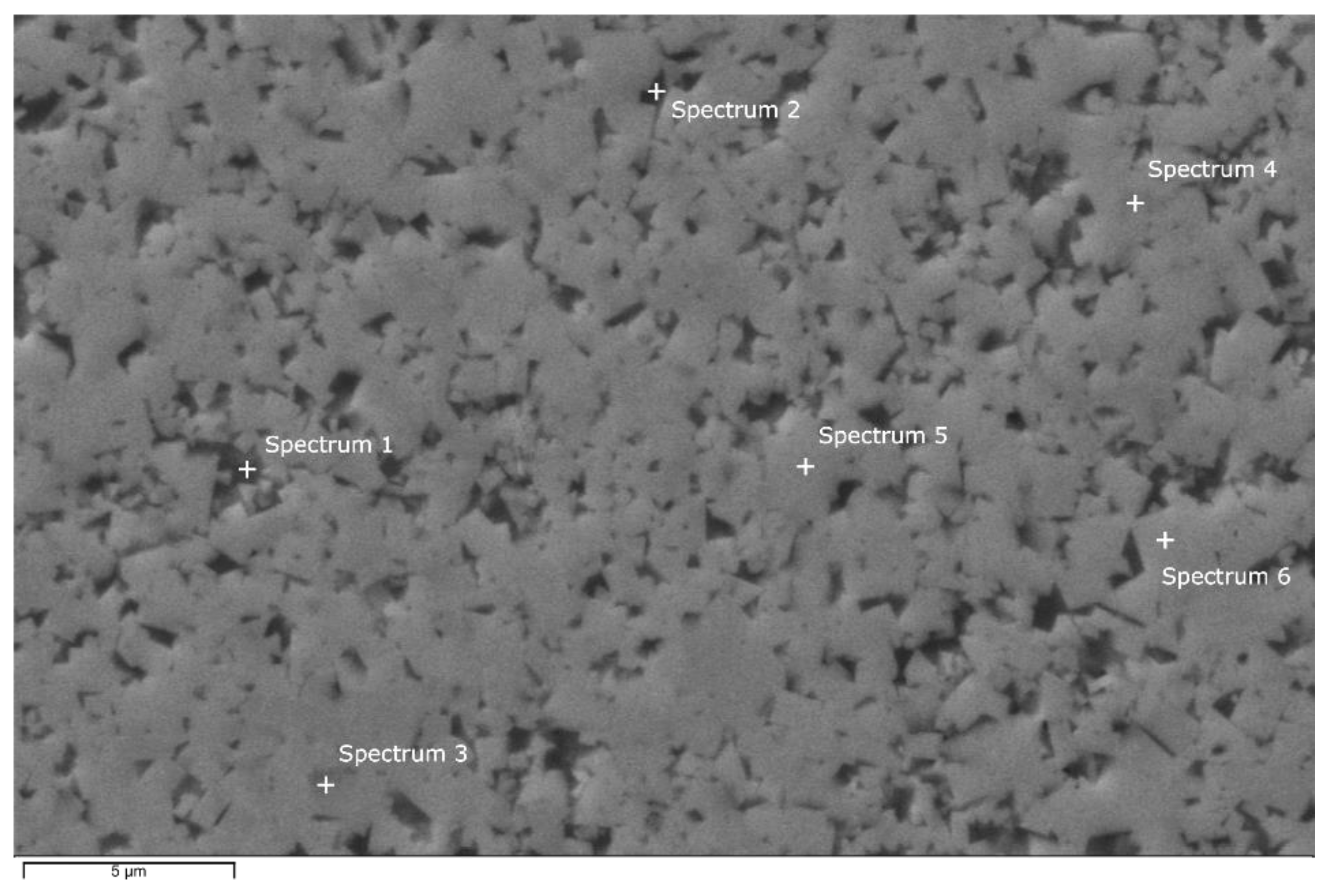
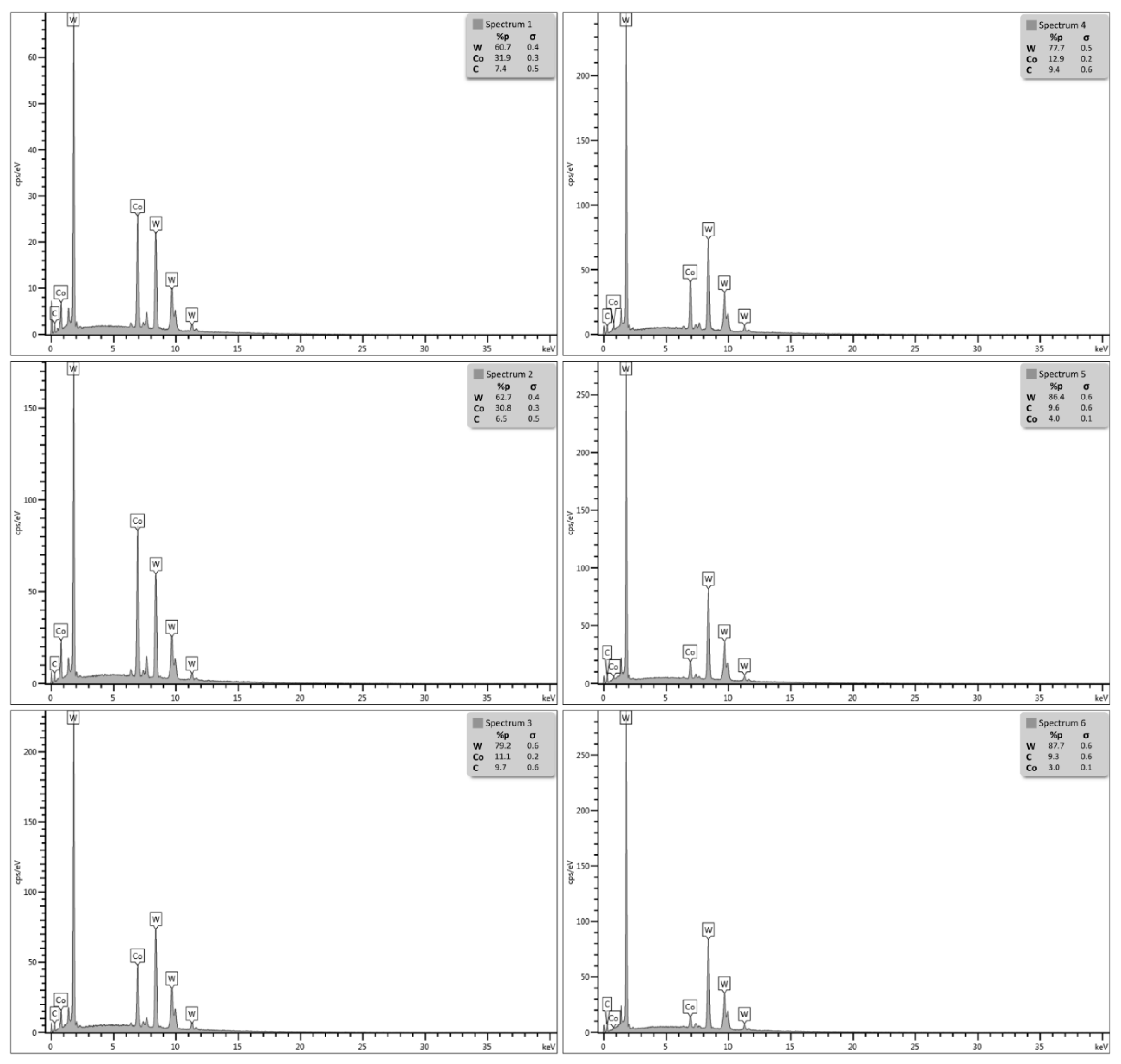
| Spectrum | Element (%) | ||
|---|---|---|---|
| W | Co | C | |
| 1 | 60.7 | 31.9 | 7.4 |
| 2 | 62.7 | 30.8 | 6.5 |
| 3 | 79.2 | 11.1 | 9.7 |
| 4 | 77.7 | 12.9 | 9.4 |
| 5 | 86.4 | 4.0 | 9.6 |
| 6 | 87.7 | 3.0 | 9.3 |
| Compound | Load Applied (kgf) | HV (kgf/mm2) | Hardness (GPa) | Indentation Depth (μm) |
|---|---|---|---|---|
| WC–10% Co | 2 | 2134.30 ± 25.04 | 20.93 ± 0.25 | 4.56 ± 0.17 |
| 15 | 1700.74 ± 123.01 | 16.68 ± 1.21 | 17.84 ± 1.25 | |
| 30 | 1663.59 ± 49.65 | 16.31 ± 0.49 | 24.00 ± 0.59 | |
| 45 | 1607.06 ± 64.67 | 15.76 ± 0.63 | 31.03 ± 1.27 |
| Equation | Fracture Toughness (MPa·m1⁄2) | |||||
|---|---|---|---|---|---|---|
| Linear Measurement | Proposed Measurement | |||||
| 15 kgf | 30 kgf | 45 kgf | 15 kgf | 30 kgf | 45 kgf | |
| Shetty [7] | 10.36 ± 0.14 | 10.87 ± 0.69 | 9.49 ± 021 | 9.23 ± 0.21 | 10.11 ± 0.58 | 9.04 ± 0.22 |
| Niihara et al. [15] | 13.36 ± 0.32 | 14.07 ± 0.98 | 12.31 ± 0.25 | 11.91 ± 0.21 | 13.08 ± 0.81 | 11.72 ± 0.21 |
| Laugier [16] | 4.44 ± 0.32 | 4.01 ± 0.70 | 2.43 ± 0.17 | 3.39 ± 0.16 | 3.34 ± 0.53 | 2.11 ± 0.12 |
| ISO 28079 [17] | 10.32 ± 0.14 | 10.83 ± 0.69 | 9.45 ± 0.21 | 9.20 ± 0.21 | 10.07 ± 0.58 | 9.00 ± 0.22 |
| Hanyaloglu et al. [18] | 11.37 ± 0.05 | 11.54 ± 0.25 | 11.05 ± 0.08 | 10.96 ± 0.08 | 11.28 ± 0.22 | 10.88 ± 0.08 |
| Lankford [19] | 10.72 ± 0.37 | 10.79 ± 1.20 | 8.11 ± 0.33 | 9.14 ± 0.24 | 9.65 ± 1.02 | 7.40 ± 0.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trindade, D.W.; da Silva Guimarães, R.; Lugon, R.D.; Gonçalves Junior, E.R.; dos Santos, A.A.A.; Filgueira, M. Experimental Study to Assess Fracture Toughness in SPS Sintered WC–10% Co Hardmetal by Modifying the Palmqvist Test. Coatings 2022, 12, 1809. https://doi.org/10.3390/coatings12121809
Trindade DW, da Silva Guimarães R, Lugon RD, Gonçalves Junior ER, dos Santos AAA, Filgueira M. Experimental Study to Assess Fracture Toughness in SPS Sintered WC–10% Co Hardmetal by Modifying the Palmqvist Test. Coatings. 2022; 12(12):1809. https://doi.org/10.3390/coatings12121809
Chicago/Turabian StyleTrindade, Daniel Willemam, Renan da Silva Guimarães, Rafael Delorence Lugon, Elias Rocha Gonçalves Junior, Alessandra Agna Araújo dos Santos, and Marcello Filgueira. 2022. "Experimental Study to Assess Fracture Toughness in SPS Sintered WC–10% Co Hardmetal by Modifying the Palmqvist Test" Coatings 12, no. 12: 1809. https://doi.org/10.3390/coatings12121809