
Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power

Department of Wood Science and Thermal Techniques, Poznan University of Life Sciences, 60-637 Poznań, Poland
*
Author to whom correspondence should be addressed.
Coatings 2022, 12(4), 533; https://doi.org/10.3390/coatings12040533
Submission received: 1 March 2022
/
Revised: 6 April 2022
/
Accepted: 13 April 2022
/
Published: 15 April 2022
(This article belongs to the Special Issue UV Lacquer Systems for Wood and Wood Based Materials)
Abstract
:A key feature of varnish coatings on furniture surfaces is their optical properties, which often determine customers’ purchase choices. Furniture may be produced using various boards, which are much cheaper than wood-based materials. For their finishing, among others, UV-cured varnish products are used. The aim of this study was to determine the effect of different types of HDF boards, the amount of basecoat and topcoat applied, the number of layers, and the different lamp powers used for hardening on the gloss of coatings obtained using UV technology. The gloss was tested with a photoelectric apparatus. An auxiliary parameter in the assessment of the gloss of the coatings was the surface roughness, which was measured with the Mitutoyo SJ-210 Analysis of variance (ANOVA) was used to obtain the results. Statistical considerations showed that the amount of topcoat applied, the power of the lamps, and the interactions between them had the greatest impact on gloss, followed by the number of layers. In general, the gloss of the coating decreased with a decrease in lamp power in the range of 120–60 W/cm and with an increase in the amount of topcoat applied.
1. Introduction
The modern market needs coatings of good quality, durability, and resistance. Most customers choose furniture based on its aesthetic experience, and so the surface finish can be crucial for product demand. The quality of the finish is influenced by many factors [1]. Among other things, the optical quality of coatings depends on the gloss. The ASTM D523:1995 standard defines gloss as an optical phenomenon describing the appearance of a surface and the ability to reflect light from a surface [2]. The intensity of the reflected light in a narrow range of angle of reflection is determined using photoelectric meters. However, in the 4th edition of the CIE International Illumination Dictionary, attention was paid to the perceptual level of gloss, which should be measured by taking into account the reaction of the visual system [3]. Moser proposed a new system for calculating the so-called gloss impression [4]. The degree of gloss depends on several factors, including the substrate, the chemical composition, substrate preparation, the coating system used, the type of varnish product, and the number of layers [5,6]. Research works cover a wide range of issues, including technological factors and their impact on the quality of varnish coatings. Previous studies have shown that surface roughness and gloss properties are related. Salca et al. [7] conducted research on substrate preparation using four different surface grinding programs, and demonstrated that the use of a finer grain increases the gloss of the wood surface. Optimal properties of the substrate are obtained using paper with granulations of 120 and 180 [7]. In turn, use of an abrasive material with a lower granulation causes an increase in the roughness of the ground surfaces [8,9].
The phenomenon of gloss perception has also been considered on the microscale and mesoscale, taking into account the surface roughness. Studies have confirmed that a higher surface roughness contributes to lowering the gloss of the coatings [10,11].
A number of works have been devoted to determining the level of gloss of coatings on wood depending on the method of application, the type of varnish product, the type of substrate, and aging. Salca et al. showed that the gloss of coatings formed on black alder (Alnus glutinosa L.) wood was affected by the type of varnish. Higher gloss values were obtained for samples coated with UV varnish than with a waterborne product [12]. The method of application also has a significant impact on the gloss obtained. The same product applied with rollers provided a higher surface gloss than when applied by spraying [7]. No significant differences were observed between the results of gloss and color tests obtained from measurements performed in the wood’s parallel and perpendicular directions [13].
Numerous researchers have determined the effect of aging on the stability of varnish coatings formed on various wood species, including northern red oak (Quercus rubra), American walnut (Juglans nigra), maple (Acer pseudoplatanus L.), walnut (Juglans regia), mountain ash (Sorbus L.), oak (Quercus petraea L.), mulberry (Morus alba), African teak (Chlorophora excelsa), pine (Pinus sylvestris L.), ash (Fraxinus excelsior), and beech (Fagus orientalis) [14,15,16,17,18,19,20,21]. It was found that time had a negative effect on the gloss, color, and resistance of finishings [22]. Regardless of the type of finish used, the gloss is reduced over time [12,23], while the surface roughness increases [24].
A number of publications have also been devoted to the impact of thermal and thermo-mechanical modification on the degree of gloss. They have shown that heat-treated wood of various grades after finishing with varnish has a higher gloss than coatings formed on a surface that was not thermally modified [25,26,27,28,29,30,31,32].
In view of the lack of literature data relating to the gloss of coatings on wood-based materials, it was decided to undertake research aimed at assessing this parameter in the production process of furniture elements [33]. Trends in the furniture industry indicate the development of production using various types of boards. These may be produced from many combinations of raw materials. One of the substrates used is high-density fiberboards. For their finishing, manufacturers are increasingly using UV-cured varnish products, in view of the speed of crosslinking and the physicomechanical properties of the resulting coatings [22,34]. The challenge is to achieve the optimal gloss required by the customer by manipulating the components and settings in the application process. The aim of this study was to determine the influence of selected variable factors on the optical properties of the coating. The following research hypothesis was put forward: the density of the high-density fiberboard (HDF), the amount of basecoat and topcoat applied, the number of layers, and the different lamp powers used to harden the surface of the coating affect the gloss of the coating. There are no previous works in the subject literature containing a comprehensive determination of the relationship between these process variables and the gloss of coatings obtained using UV technology.
2. Materials and Methods
2.1. Materials
The experimental material consisted of elements with dimensions of 700 × 390 × 21.5 mm3 made from particleboard with a thickness of 19 mm and a density of 640 ± 20 kg/m3 and HDF with a thickness of 2.5 mm, obtained from two different manufacturers referred to as A and B (Table 1).
The selected boards were glued together using a one-component PVAC adhesive with a viscosity of 14.000 mPa·s measured with a Brookfield DV2T viscometer (Brookfield Engineering Laboratories Vertriebs GmbH, Lorch, Germany) at 40 ± 0.5 °C, and with a pH of 4.1 determined using a Metler Toledo S210 m (Metler Toledo, Greifensee, Switzerland). The units prepared in this way, with a total thickness of 21.5 mm, underwent the finishing process after a conditioning time of 96 h. Several layers of paint systems were used, including primer (Remmers Poland, Tarnowo Podgórne, Poland), basecoat (Remmers Poland, Tarnowo Podgórne, Poland), and topcoat paint (Remmers Poland, Tarnowo Podgórne, Poland) (Table 2).
2.2. Surface Lacquer Finishing Process
For the test, 48 variants were selected. Different numbers of layers (5 or 6) and different amounts of varnish were used. There were seven application variants (Table 3), used on two types of HDF boards. Three lamp powers were used for curing (120, 90, and 60 W/cm). The preparation and finishing processes were conducted under the technological conditions of a prototype painting line.
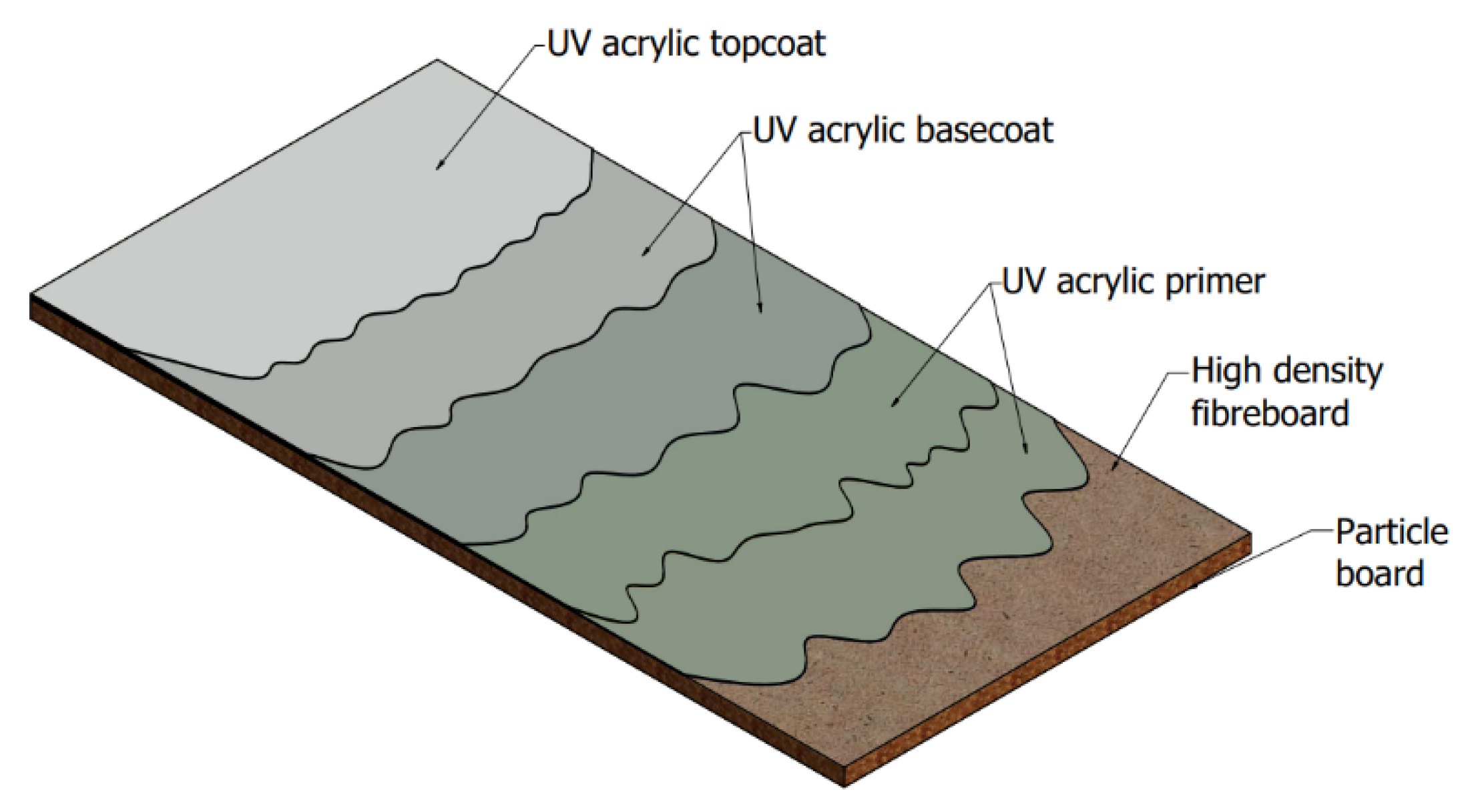
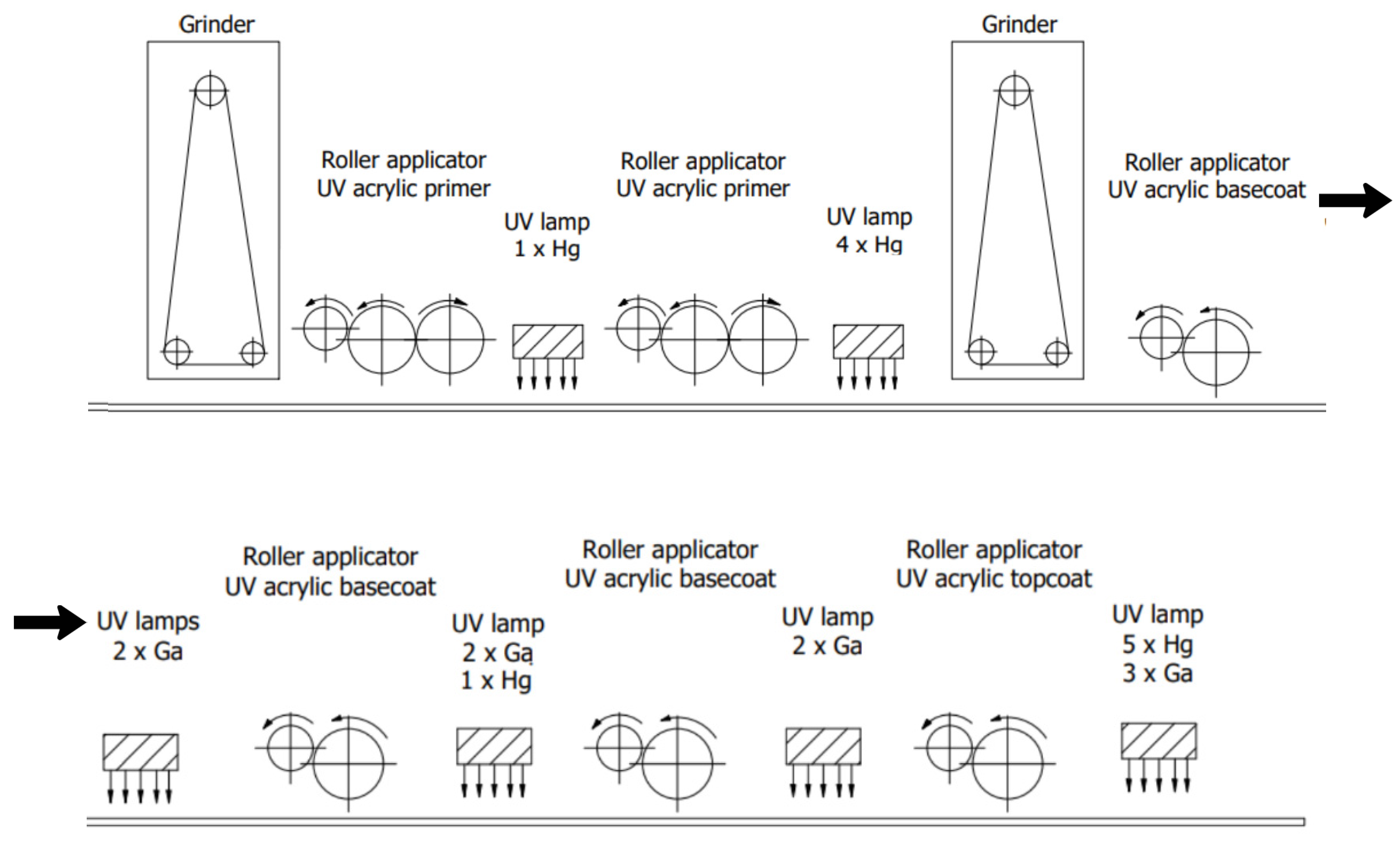
Figure 1 shows a diagram of a finished sample, and Figure 2 shows the painting line on which it was produced. In the first stage of the process, the elements were sanded, after which two layers of primer were applied in amounts of 30 and 15 g/m2, these being cured with five mercury (Hg) lamps. A further operation was sanding and application of the basecoat varnish. The first layer of basecoat varnish was cured with two gallium (Ga) lamps (Efsen UV & EB Technology, Holte, Denmark), and the next layer was applied in a fixed amount (30 g/m2) for all tested variants, after which the product was crosslinked with two Ga and Hg lamps (Efsen UV & EB Technology, Holte, Denmark). Some arrangements had three layers of basecoat paint, cured with two Ga lamps. The last applied layer was the topcoat, cured with three Ga lamps and five mercury lamps. All of these operations were performed on one production line at a speed of 50 m/s, with an ambient temperature of 35 °C and a relative humidity of 35%.
2.3. Gloss Measurement
2.4. Roughness Measurement
The roughness test was carried out using the Mitutoyo SJ-210 portable surface roughness tester (Mitutoyo Polska Sp. z o.o. Wrocław, Poland) in accordance with the procedure in PN-ISO 4287:1999/A1:2010 [42]. Three basic roughness parameters that are of greatest importance for industrial practice were measured: arithmetic mean roughness (Ra), ten-point height (Rz), and geometric mean roughness (Rq) [28]. Five measurements were made in the transverse direction of the sample with the following parameters: speed 0.5 mm/s, ln = 12.5 mm (length of the measuring section), and λc = 0.25 mm (cut-off). The calibration of the profilometer was checked every 50 measurements using a standard reference plate with an Ra value of about 1.75 µm.
2.5. Data Processing
Minitab 19 software (Minitab, State College, PA, United States) was used for statistical analysis of the data. To verify the hypothesis, analysis of variance (ANOVA) was carried out. Results obtained using this parametric tool were used to make statistical inferences and to understand the interaction between the evaluated factors.
3. Results and Discussion
3.1. Statistical Analysis
Table 4 shows the results of gloss tests. In the analysis of variance (ANOVA), the obtained p-value was below 0.05, which confirms that the obtained gloss differed at the significance level α = 0.05 depending on the change in lamp power and the amount of applied topcoat (Table 5).
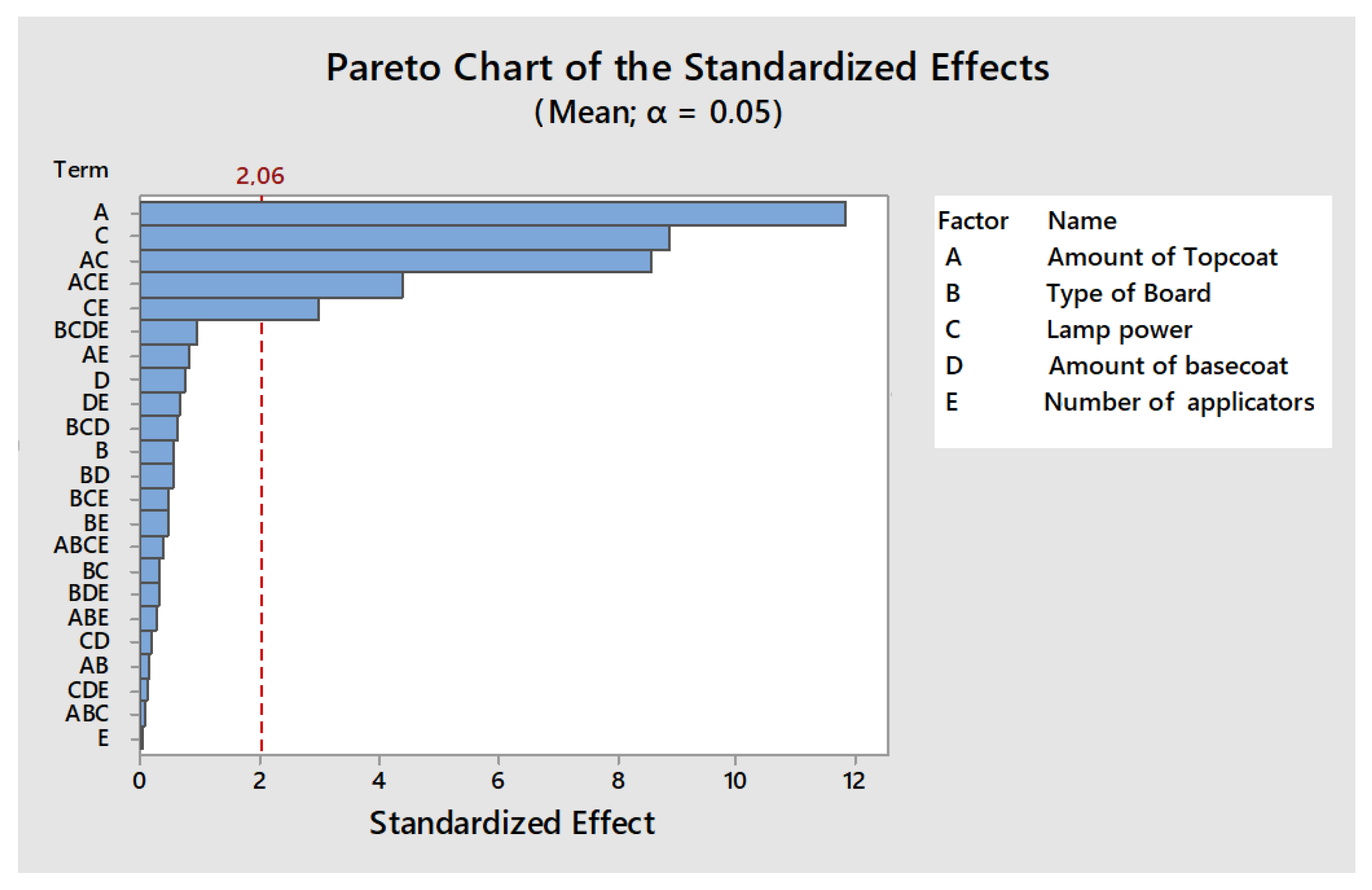
In the further analysis of the gloss, the general full factorial method was used. The Pareto graph of standardized effects was plotted to indicate which factors are relevant to the degree of gloss obtained (Figure 3). The chart shows the absolute value of the impact factors in a Pareto chart. Any influencing factors above the baseline (2.06) were relevant at the 0.05 level. The most important factor was the amount of topcoat applied (A). Other elements that had a similar effect on gloss were the power of the UV lamp (C) and the combination of this factor with the amount of applied topcoat (AC). Less impact came from the use of a different number of applicators in combination with acrylic UV varnish and lamp power. The last statistically significant interaction was that of lamp power and number of applicators (CE) (α = 0.05). The other variables tested, such as the amount of topcoat applied and the type of board, were not relevant and were not present in the statistically significant interactions.
Figure 3 and Figure 4 were generated to assess the impact factors. On this basis, it is possible to assess what factors had a significant effect on the gloss of the coating. The analysis of the influence of factors in this and subsequent sections was carried out for the results obtained from gloss measurements at an angle of 60°.
3.2. Influence of UV Acrylic Topcoat
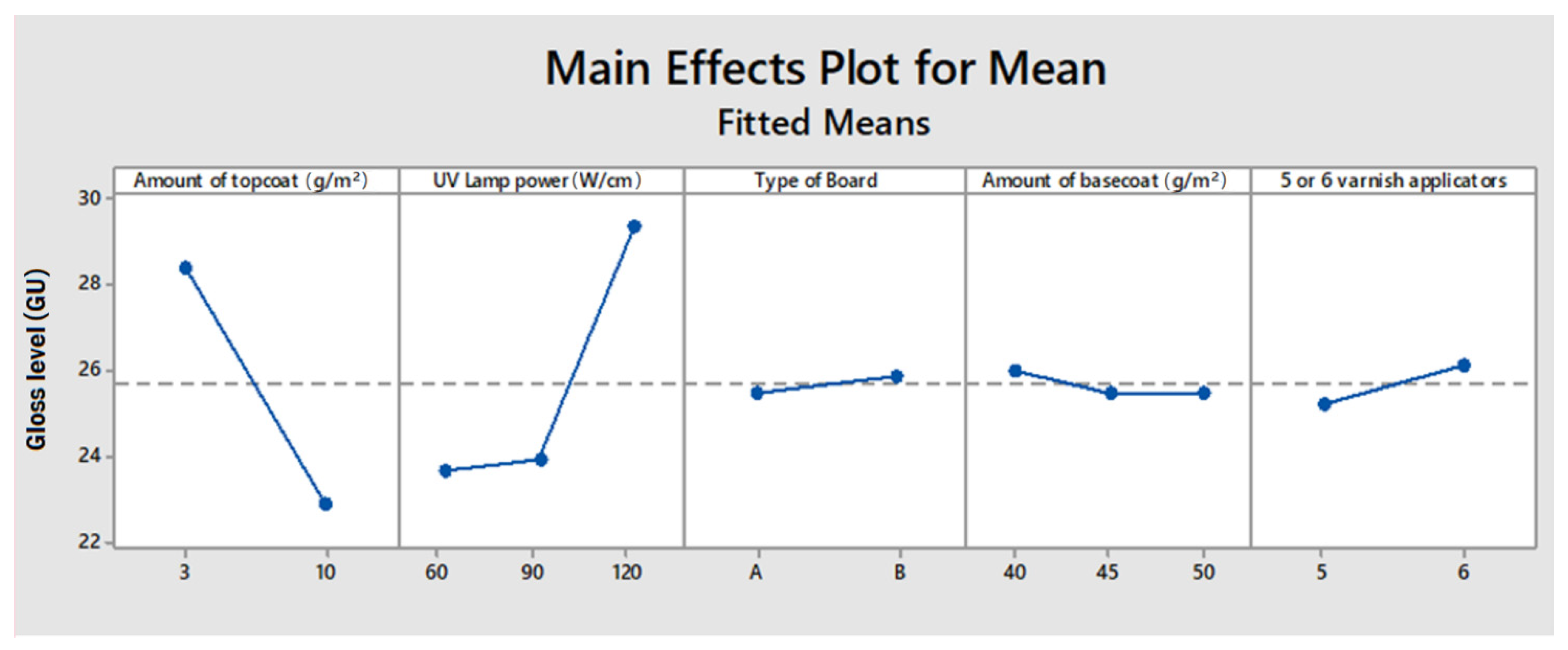
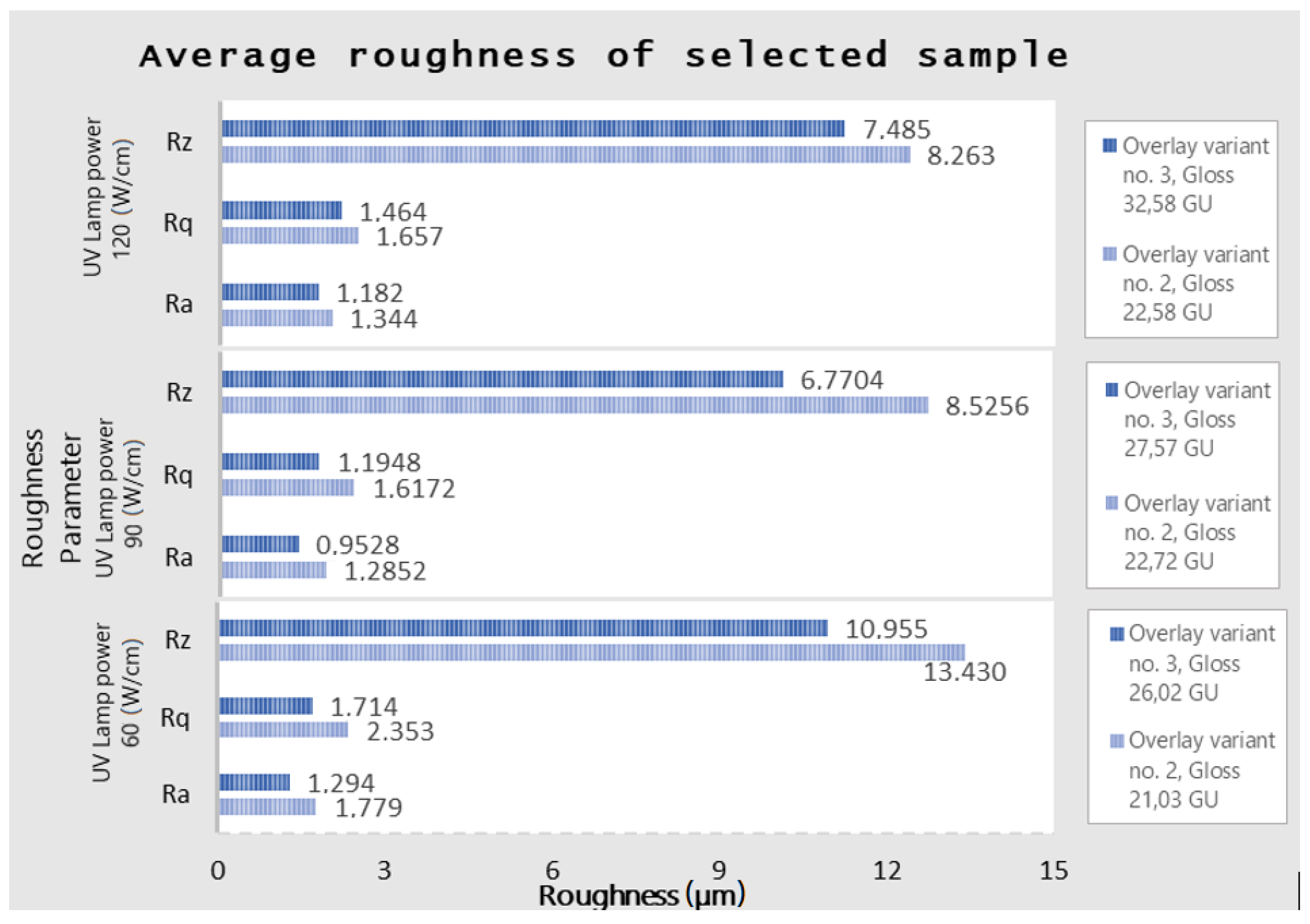
For the analysis, the numbers of the variants of coating with varnish products were used according to Table 1. The gloss of systems 1 and 2 was significantly different from the others. Looking for the reasons for the different results, they were compared with variants 7 and 3. The overall assessment indicates that these differences may be due to the amount of topcoat applied, which, for variants 1 and 2, was 10 g/m2, while for 3 and 7, it was 3 g/m2. It was noted that the application of topcoats in larger quantities causes a decrease in gloss, which is illustrated in Figure 4. This may be due to the presence of more mattifying substances, reducing gloss. Figure 5 illustrates the correlation between the degree of curing and the roughness parameters [7,43], including Ra, Rq, and Rz values for variants 2 and 3 on board A. The observed relationships regarding the effect of roughness on gloss correlate with other reports. Samples subject to the third application variant cured with lamps with powers of 120, 90, and 60 W/cm had higher gloss and roughness values than variant 2 did. A similar correlation was found between variants 7 and 3.
The topcoat used in the tests had a higher viscosity than the basecoat product. In the case when it was applied to the substrate in larger quantities, this resulted in an inferior distribution of varnish on the surface of the sample and greater roughness of the resulting coating. This may have had a direct negative effect on the gloss level.
3.3. Influence of Lamp Power and UV Acrylic Topcoat
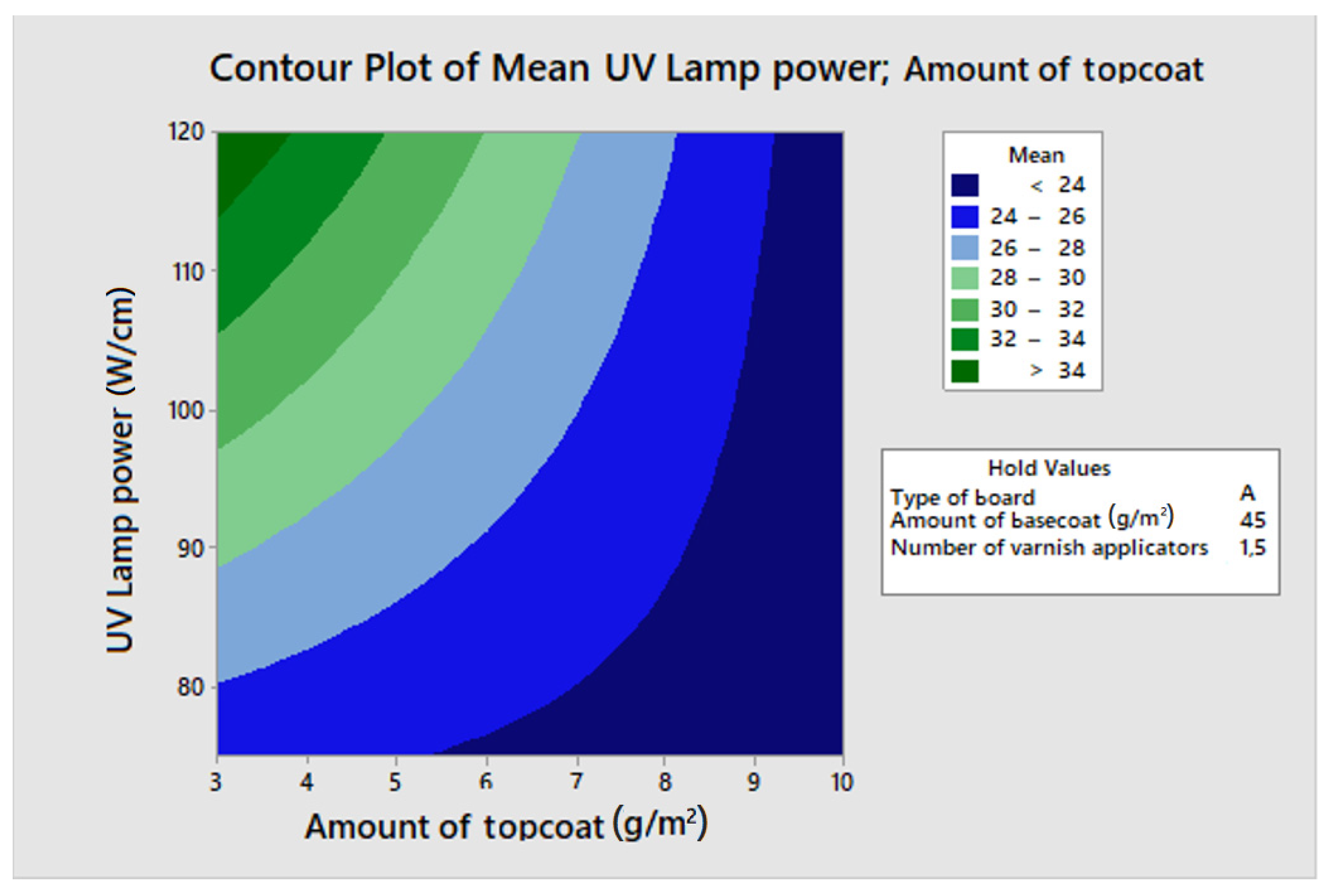
Figure 6 shows the effect of the power of the lamps and the amount of applied topcoat on the gloss of the coatings. The results indicate a decrease in gloss with a decrease in the power of the lamps. The average difference in gloss between the coatings cured at 120 W/cm and 90 W/cm was 23.6%, while between 90 W/cm and 60 W/cm, it was 4.7%. However, this is an average value, and a more detailed analysis of the relationship between the power of the lamps and the number of layers of basecoat is presented below. It was found that the amount of product applied has a significant impact on the relationship between the gloss of the coating and the power of the lamps.
Photoinitiators in the varnish form bonds under the influence of UV radiation. The greater their quantity, the tighter the coating becomes. This prevents it from penetrating into the next layer of varnish and limits the migration of matting agents present in the topcoat, such as the silica contained in the product under evaluation. The more mattifying substance remains on the surface of the coating, the lower the gloss level will be. The reduction in the lamp power, with the same silica content in the lacquer coating, leads to a loss of gloss for most variants. This corresponds to the findings of Jančovičová et al., who demonstrated that the type of photoinitiator used, its concentration, the thickness of the varnish coating, and the power of the lamps had an impact on the obtained gloss of the coating [44].
Specific Case
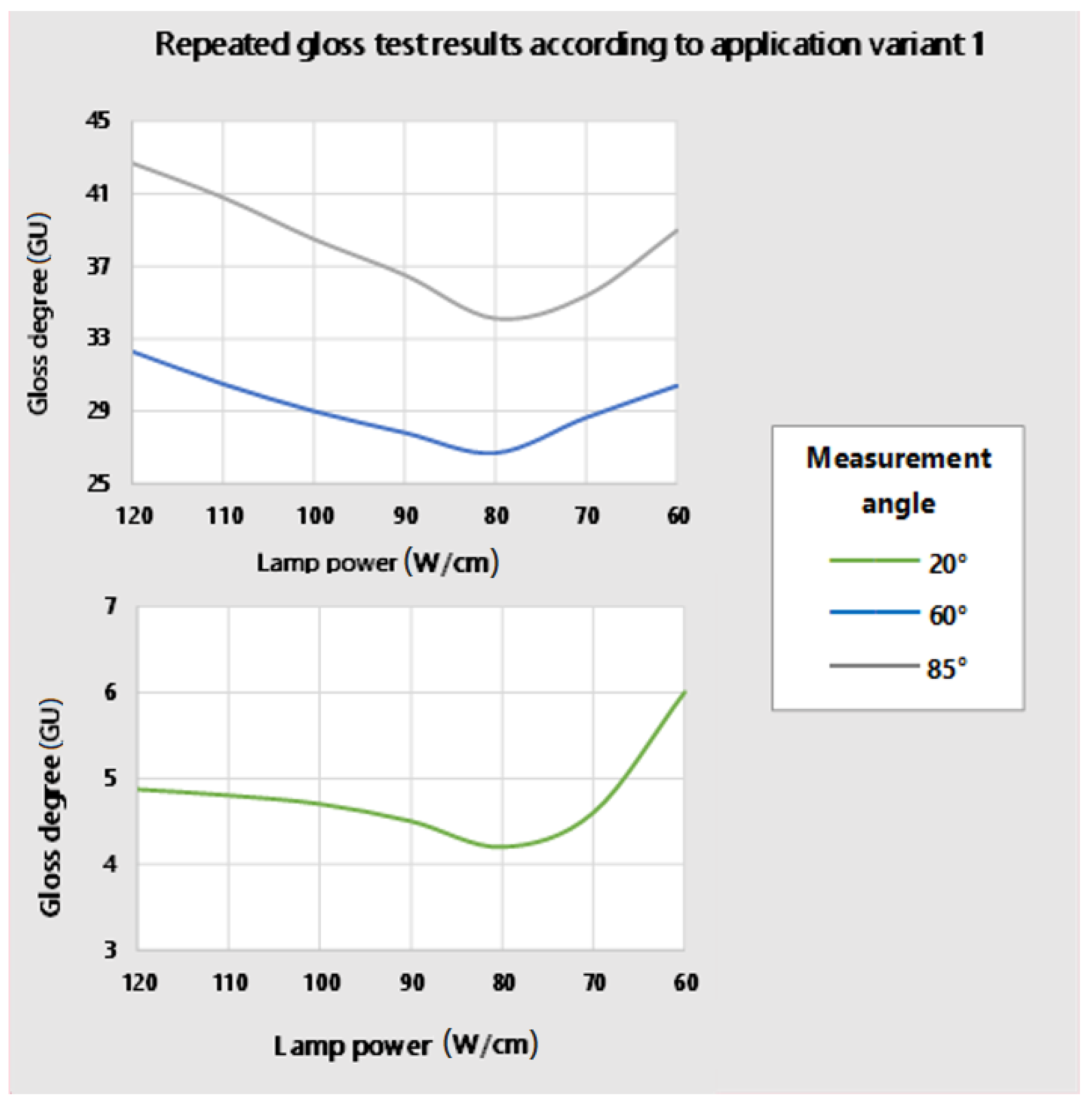
With variant 1, relatively large amounts of product were applied in the last two layers (30 g basecoat varnish, 10 g topcoat). An increase in gloss was noted here with a decrease in the lamp power, unlike in the case of other variants. However, the dose of 60 W/cm turned out to be insufficient to properly harden the basecoat and topcoat. Therefore, to determine the critical point for curing of the coating, the test for this variant was repeated (Table 6). Five tests were carried out, using lamps with powers of 120, 90, 80, 70, and 60 W/cm. The same machine settings were used (number of applicators, number of individual varnishes, line speed).
Figure 7 shows the relationship between the power of the UV lamp and the degree of gloss. Assessing the results of these measurements, a downward trend in this parameter was observed, followed by an increase between lamp powers of 80 and 70 W/cm. By conducting more tests for samples with a topcoat applied in an amount of 10 g/m2, it was possible to determine the hardening point of the coating with greater accuracy.
For technical reasons, the finished elements could not be cured with lamps below 60 W/cm. In the absence of cross-linking of the interlayer between the basecoat and the surface, the increase in lamp power caused an increase in gloss. This was confirmed by the high impact of the degree of hardening of the basecoat coating on the final gloss level.
3.4. Influence of Number of Varnish Applicators (UV Acrylic Basecoat), UV Lamp Power, and UV Acrylic Topcoat
Further statistically significant interactions were found between the number of varnish applicators and the power of UV lamps, in addition to the three-way interaction with the former factors in combination with acrylic UV varnish. The number of layers was investigated by Gurleyen, indicating a higher gloss using a five-coat application of UV clear curing sealer chemicals than with a three-coat application of UV curtain coating chemicals [22]. In the present study, only variants 1, 6, 7, and 8 used two basecoat varnishes; in the other cases, three were used. Due to the interaction, the variants with the topcoat applied in amounts of 10 g/m2 and 3 g/m2 were considered separately, as the differences in gloss were different for these two groups.
3.4.1. Influence of Number of Varnish Applicators (UV Acrylic Basecoat) and UV Lamp Power for 10 g/m2 Topcoat
The evaluated variants 1 and 2 had the same amount of varnish applied; the only variable was the number of applicators for the basecoat. For technical reasons, the amount of 30 g/m2 was applied on a special OPTI roller, after which an additional applicator was introduced. The application of the basecoat layers was as follows: 7.5, 30, and 7.5 g/m2. The increase in the number of applicators, combined with the power of the UV lamp, had a direct effect on the gloss.
In the second variant, the lamp power was sufficient to cure a small thickness of the basecoat layer (7.5 g/m2). No sharp increase in gloss was observed at the lowest lamp power. In addition, the differences in gloss between lamp powers of 120 and 90 W/cm were very small; only a reduction from 90 to 60 W/cm resulted in a reduction in gloss by about 8%. In the case of a well-hardened layer of basecoat varnish and a large amount of topcoat, changing the lamp power in the range of 120–90 W/cm does not affect the gloss of the coatings. The use of a larger quantity of topcoat and a higher number of varnish applicators ensures a stable gloss despite the change in lamp power (Figure 8).
3.4.2. Influence of Number of Varnish Applicators (UV Acrylic Basecoat) and UV Lamp Power for 3 g/m2 Topcoat
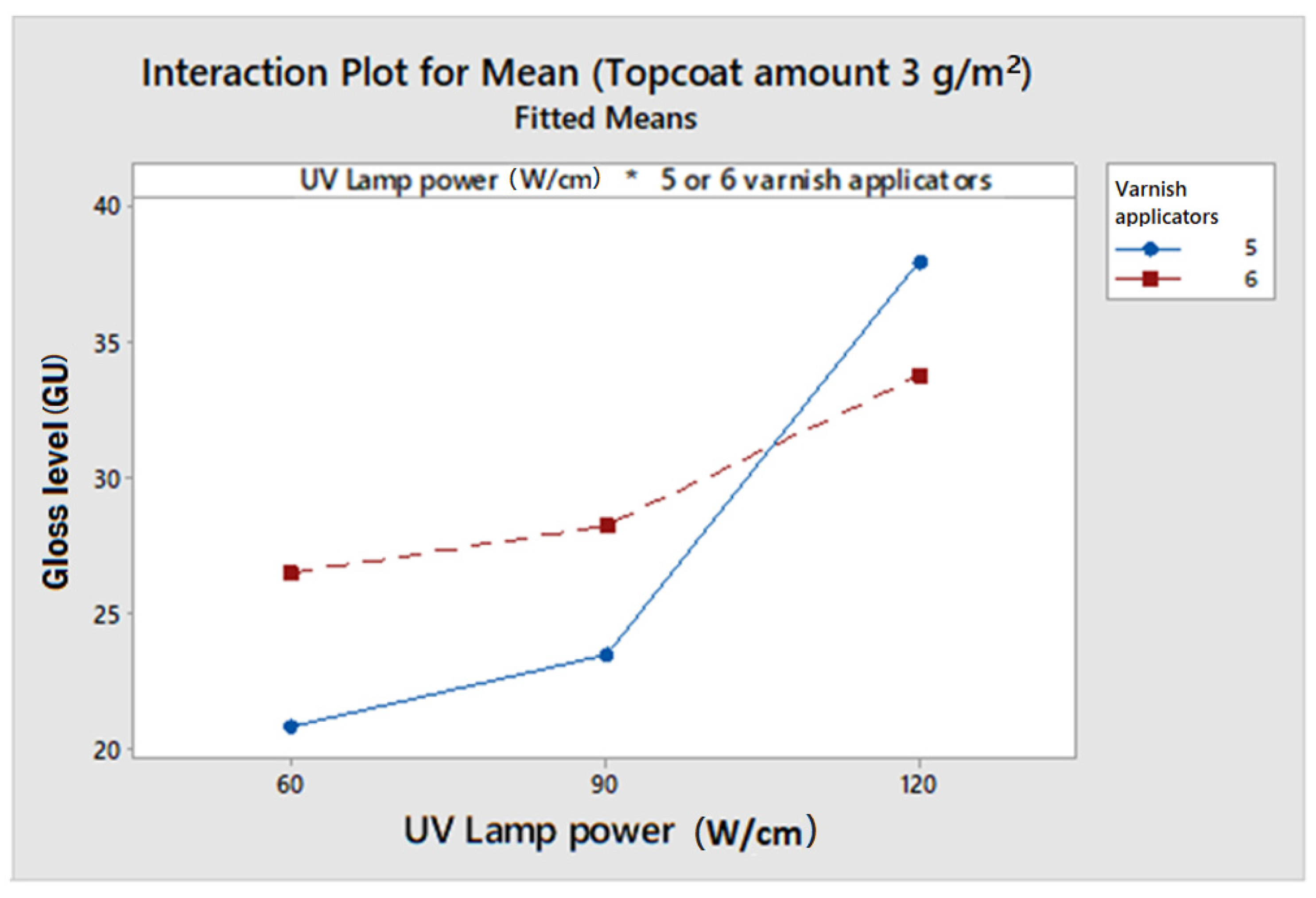
Very large changes in gloss were observed with different lamp powers in variants 6, 7, and 8 (Figure 9). The gloss of elements cured with 90 W/cm lamps decreased by an average of 38% compared with the values obtained for coatings cross-linked with a power of 120 W/cm. In the case of lamps with a power of 60 W/cm, the decrease in gloss was much smaller, averaging 11.2% compared with the 90 W/cm case. In the case of variants in which three applicators were used to apply basecoat varnish, the difference between the glosses of the coatings cured at 120 W/cm and 90 W/cm averaged 15.6%, and between 90 W/cm and 60 W/cm, the average difference was 6.1%. This indicates the need to analyze the power of lamps in the production process when layering is carried out on a minimum number of applicators, or to increase the number of applicators with the same amount of applied varnish products, where the main goal is a stable quality of the product.
To study the effect of increasing the number of applicators, an analysis may be made of variants 3 and 7, variants 4 and 8, and variants 5 and 6. These have the same coating thickness, except that the basecoat is applied in the form of either two or three layers. The remaining parameters are constant. In the case of curing with a lamp with a power of 120 W/cm, variants with a smaller number of applicators achieved a higher gloss by an average of 11.6%. A thin layer of basecoat as in variants 3, 4, and 5, applied just before the topcoat, may contribute to better curing than in the case of the thicker layer of variants 7, 8, and 9, and this may have a significant impact on uneven changes in gloss, especially when using lamps with lower powers. Thus, variants 3, 4, and 5, with a “tighter” layer after curing with 90 and 60 W/cm lamps, obtained a higher gloss than variants 7, 8, and 9 did. In the case of curing with 90 W/cm lamps, the average difference was 20.4%, while for 60 W/cm lamps, it was 27.2%.
3.5. Statistically Insignificant Factors
The influence of the amount of basecoat layer applied and the type (density) of fiberboard on the gloss and roughness of the obtained coating was not confirmed. The number of varnish applicators did not affect the gloss, although it occurred as an element of a statistically significant interaction.
3.6. Measurement Angle
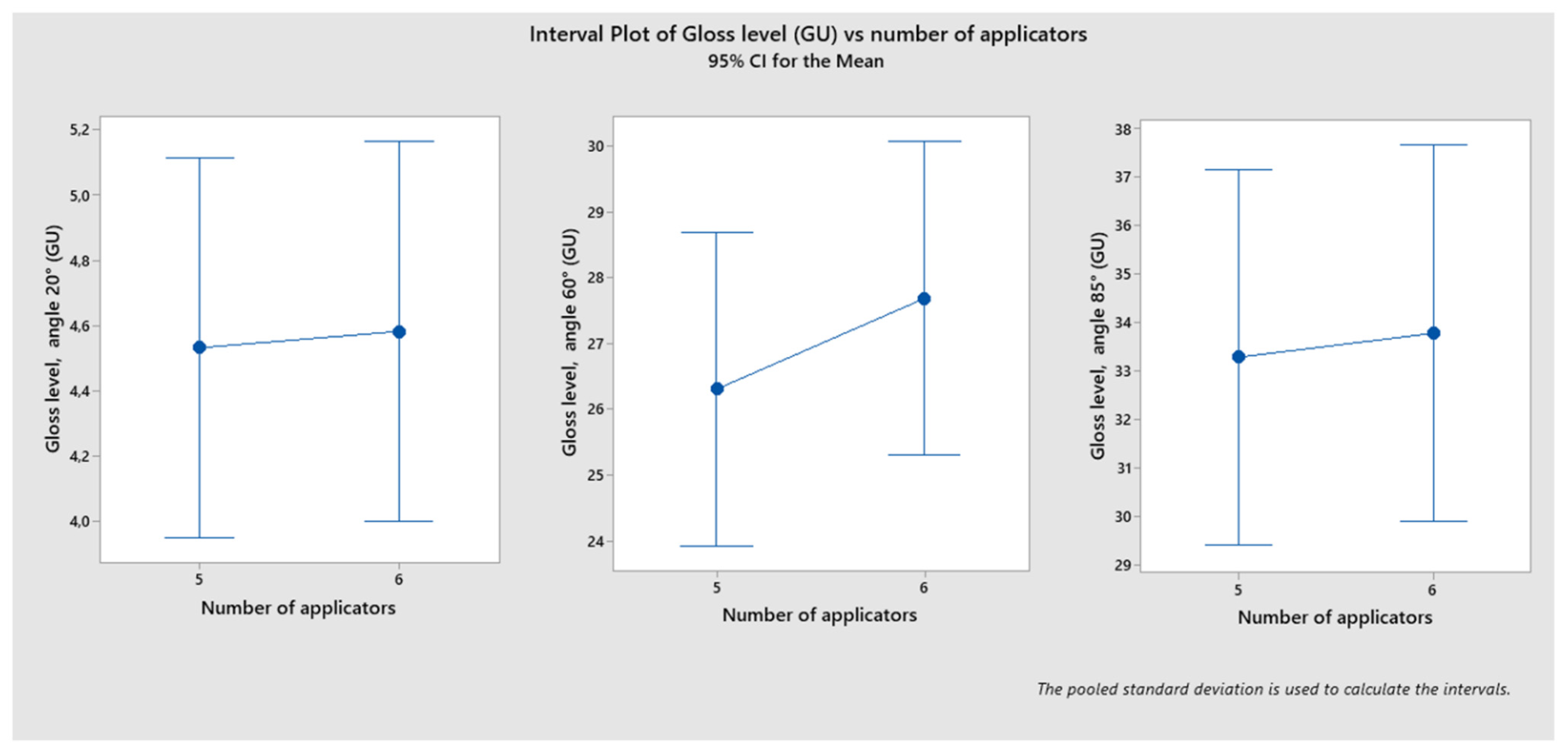
The gloss test was carried out at three different angles of 20°, 60°, and 85°. Suitable angles were selected for different surfaces. An angle of 20° was used for very glossy surfaces, 60° for matt and glossy surfaces, and 85° for measuring matt surfaces. For a wooden substrate, a 60° geometry is recommended, but the use of other angles sometimes provides additional information, enabling a better assessment of the surface [27]. Ayata explained that when the surface is examined at an angle of 85°, the surface roughness has a large impact on the results obtained [14]. The greatest difference in gloss between the results of measurements made at different angles was recorded in relation to the coefficient of the number of applicators. In the case of 20° and 85° geometry, the difference was insignificant and within the tolerances of the test bench. In the case of 60° geometry, the difference between the averages was greater (Figure 10). A higher level of gloss was associated with the use of more applicators. This was confirmed by the interaction of lamp power, the amount of topcoat applied, and the number of applicators used. However, the p-value for the coefficient itself is too high. Only when combined with other factors does it become a statistically significant interaction.
4. Conclusions
The amount of topcoat applied, the power of the lamps, and the interactions between these factors proved to have the greatest impact on the gloss obtained. A general decreasing trend in gloss was recorded with an increase in the amount of topcoat and a decrease in lamp power. When the coating was cured with lamps at the highest power, the bindings of the photoinitiators resulted in a tighter coating, which led to the above result. The thicker the layer of varnish, the lower the degree of hardening and the greater the amount of mattifying substances in the coating. This led directly to higher roughness parameters and lower gloss.
In addition to the amount of topcoat applied and the power of the lamps, the interactions with a statistically significant impact also included the number of overlays used. The distribution of the same amounts of basecoat varnish from two to three overlays resulted in greater gloss stability. Samples that had more layers of varnish in combination with the 10 g/m2 topcoat obtained a very stable gloss despite a decrease in lamp power. The use of two basecoat varnish overlays with this large amount of topcoat resulted in the highest gloss after curing with the lowest lamp power (60 W/cm). Extended tests showed that for this variant, the lamp power after which the gloss increased was between 80 W/cm and 70 W/cm.
The variable density of HDF and the total amount of the basecoat applied on all overlays did not have a statistically proven effect on the gloss.
The results obtained in this study may be extremely valuable for the furniture industry in solving problems relating to the insufficient gloss of furniture surfaces.
Author Contributions
Conceptualization, M.H. and T.K.; methodology, M.H., B.L. and T.K.; software, M.H.; validation, M.H., B.L. and T.K.; formal analysis, M.H.; investigation, M.H.; resources, M.H., B.L. and T.K.; data curation, M.H.; writing—original draft preparation, M.H., B.L. and T.K.; writing—review and editing, M.H., B.L. and T.K.; visualization, M.H.; supervision, B.L. and T.K.; project administration, B.L. and T.K.; funding acquisition, B.L. and T.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the funding for PhD students No. 953.224.012 of the Faculty of Forestry and Wood Technology, Poznan University of Life Sciences.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gindl, M.; Sinn, G.; Gindl, W.; Reiterer, A.; Tschegg, S. A comparison of different methods to calculate the surface free energy of wood using contact angle measurements. Colloids Surf. A Physicochem. Eng. Asp. 2001, 181, 279–287. [Google Scholar] [CrossRef]
- ASTM D523:1995; Standard Test Method for Specular Gloss American Society for Testing and Materials. ASTM: West Conshohocken, PA, USA, 1995.
- Ettwein, F.; Rohrer-Vanzo, V.; Langthaler, G. Consumer’s perception of high gloss furniture: Instrumental gloss measurement versus visual gloss evaluation. Eur. J. Wood Prod. 2017, 75, 1009–1016. [Google Scholar] [CrossRef] [Green Version]
- Moser, O.; Leitner, R.; Regenfelder, K.; Zikulnig-Rusch, E.; Lammer, H.; Müller, U. Ein neues Verfahren zur Messung des Oberflächeneindruckes auf glänzenden Oberflächen (A new method for the determination of the surface impression on glossy surfaces). Holztechnologie 2016, 3, 43–49. [Google Scholar]
- Zivkovic, V. Gloss and gloss measurement. Drv. Ind. 2004, 55, 145–150. [Google Scholar]
- Slabejova, G.; Smidriakova, M. Gloss of transparent coating on beech wood surface. Acta Fac. Xylol. 2016, 58, 37–44. [Google Scholar]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Mazela, B.; Proszyk, S. Some coating properties of black alder wood as function of varnish type and applications method. BioResources 2016, 11, 7580–7594. [Google Scholar] [CrossRef] [Green Version]
- De Moura, L.F.; Brito, J.O.; Nolasco, A.M.; Uliana, L.R. Evaluation of coating performance and color stability on thermally rectified Eucalyptus grandis and Pinus caribaea var. Hondurensis woods. Wood Res. 2013, 58, 231–242. [Google Scholar]
- Sinn, G.; Ginkl, M.; Reiterer, A.E.T.; Stanzl-Tschegg, S. Changes in the surface properties of wood due to sanding. Holzforschung 2004, 58, 246–251. [Google Scholar] [CrossRef]
- Qi, L.; Chantler, M.J.; Siebert, P.; Dong, J. The joint effect of mesoscale and microscale roughness on perceived gloss. Vis. Res. 2015, 115, 209–217. [Google Scholar] [CrossRef]
- Honson, V.; Huynh-Thu, Q.; Arnison, M.; Monaghan, D.; Isherwood, Z.J.; Kim, J. Effects of Shape, Roughness and Gloss on the Perceived Reflectance of Colored Surfaces. Front. Psychol. 2020, 11, 485. [Google Scholar] [CrossRef] [Green Version]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions. Coatings 2021, 11, 558. [Google Scholar] [CrossRef]
- Ayata, Ü.; Sahin, S.; Gurleyen, L.; Esteves, B. Effect of thermal aging on adhesion resistance strength of UV system varnish-applied laminated parquet layers. BioResources 2018, 13, 861–868. [Google Scholar] [CrossRef]
- Ayata, U. Effects of artificial weathering on the surface properties of ultraviolet varnish applied to lemonwood (Citrus limon (L.) Burm.). BioResources 2019, 14, 8313–8323. [Google Scholar]
- Gurleyen, T.; Ayata, Ü.; Gurleyen, L.; Esteves, B.; Cakicier, N. Determination of color, glossiness and hardness values on single and double layer UV system parquet varnish layers applied to rowanberry (Sorbus L.) Wood. In Proceedings of the 5th International Symposium on Innovative Technologies in Engineering and Science, Architecture and Construction University, Baku, Azerbaijan, 29 September–1 October 2017; pp. 1327–1336. [Google Scholar]
- Gurleyen, L.; Ayata, Ü.; Esteves, B.; Gurleyen, T.; Çakıcıer, N. Effects of thermal modification of oak wood upon selected properties of coating systems. Bioresources 2019, 14, 1838–1849. [Google Scholar] [CrossRef]
- Cavus, V. Weathering performance of mulberry wood with UV varnish applied and its mechanical properties. BioResources 2021, 16, 6791–6798. [Google Scholar] [CrossRef]
- Ayata, Ü.; Çavuş, V. The determination of the surface adhesion resistance and pendulum hardness on the parquets applied UV varnish as single and double layers. J. Eng. Sci. Des. 2018, 6, 541–545. [Google Scholar] [CrossRef]
- Gurleyen, T.; Ayata, Ü.; Gurleyen, L.; Esteves, B.; Sivrikaya, H.; Can, A. The determination of colour and glossiness values on the parquets that underwent single and double layered UV varnishing system treatment. In Proceedings of the 2nd International Conference on Material Science and Technology in Cappadocia (IMSTEC’17), Nevsehir, Turkey, 11–13 October 2017; pp. 408–412. [Google Scholar]
- Ayata, Ü.; Gurleyen, T.; Gurleyen, L.; Esteves, B.; Çakıcıer, N. Determination of some surface properties on single/double layer UV system parquet varnish layers applied and heat-treated (ThermoWood) wood at 212 °C for 2 hours ash (Fraxinus excelsior). In Proceedings of the 5th International Symposium on Innovative Technologies in Engineering and Science, Architecture and Construction University, Baku, Azerbaijan, 29 September–1 October 2017; pp. 1318–1326. [Google Scholar]
- Ayata, Ü.; Gurleyen, L.; Esteves, B.; Gurleyen, T.; Çakıcıer, N. Effect of heat treatment (ThermoWood) on some surface properties of parquet beech (Fagus orientalis Lipsky.) with different layers of UV system applied. BioResources 2017, 12, 3876–3889. [Google Scholar] [CrossRef] [Green Version]
- Gürleyen, L. Effects of artificial weathering on the color, gloss, adhesion, and pendulum hardness of UV system parquet varnish applied to doussie (Afzelia africana) wood. BioResources 2021, 16, 1616–1627. [Google Scholar] [CrossRef]
- Demirci, Z.; Sönmez, A.; Budakçı, M. Effect of thermal ageing on the gloss and the adhesion strength of the wood varnish layers. BioResources 2013, 8, 1852–1867. [Google Scholar] [CrossRef] [Green Version]
- Cakicier, N.; Korkut, S.; Korkut, D.S.; Kurtoglu, A.; Sönmez, A. Effects of QUV accelerated aging on surface hardness, surface roughness, glossiness, and color difference for some wood species. Int. J. Phys. Sci. 2011, 6, 1929–1939. [Google Scholar]
- Akgul, M.; Korkut, S. The effect of heat treatment on some chemical properties and colour in Scots pine and UludaÄŸ fir wood. Int. J. Phys. Sci. 2012, 7, 2854–2859. [Google Scholar]
- Çakıcıer, N.; Korkut, S.; Korkut, D.S. Varnish layer hardness, scratch resistance, and glossiness of various wood species as affected by heat treatment. BioResources 2011, 6, 1648–1658. [Google Scholar]
- Bekhta, P.; Proszyk, S.; Lis, B.; Krystofiak, T. Gloss of thermally densified alder (Alnus glutinosa Goertn.), beech (Fagus sylvatica L.), birch (Betula verrucosa Ehrh.), and pine (Pinus sylvestris L.) wood veneers. Eur. J. Wood Wood Prod. 2014, 72, 799–808. [Google Scholar] [CrossRef] [Green Version]
- Krystofiak, T.; Bekhta, P.; Muszyńska, M. Effect of temperature of thermo-mechanical treatment of pine wood (Pinus sylvestris L.) veneers upon gloss and wettability. Ann. WULS-SGGW. For. Wood Technol. 2014, 88, 126–129. [Google Scholar]
- Şenol, S.; Budakçı, M. Effect of Thermo-Vibro-Mechanic® Densification Process on the Gloss and Hardness Values of Some Wood Materials. BioResources 2019, 14, 9611–9627. [Google Scholar]
- Bekhta, P.; Krystofiak, T.; Proszyk, S.; Lis, B. Surface gloss of lacquered medium density fibreboard panels veneered with thermally compressed birch wood. Prog. Org. Coat. 2018, 117, 10–19. [Google Scholar] [CrossRef]
- Salca, E.A.; Bekhta, P. Effects of Thermo-Mechanical Densification Applied to Veneers of Fast-Growing Species to Produce Value-Added Plywood Panels. Cut. Edge Res. Agric. Sci. 2021, 9, 161–177. [Google Scholar]
- Lis, B.; Krystofiak, T.; Proszyk, S.; Bekhta, P.; Wojkiewicz, B.; Muszyńska, M. Investigations of the colour and gloss of TM densified beech veneers finished with acrylic lacquer. Implementation of wood science in woodworking sector. In Proceedings of the 27th International Conference on Wood Science and Technology (ICWST), Zagreb, Croatia, 13–14 October 2016; ISBN 978-953-292-047-5. [Google Scholar]
- Lis, B.; Wojkiewicz, B.; Krystofiak, T. Investigations upon aesthetic-decorative features of the HDF finished with acrylic lacquer coatings: Zagreb: Faculty of Forestry, University of Zagreb. Implementation of wood science in woodworking sector. In Proceedings of the 30th International Conference on Wood Science and Technology (ICWST), 70th Anniversary of Drvna Industrija Journal, Zagreb, Croatia, 12–13 December 2019; Volume 30, pp. 102–108. [Google Scholar]
- Thamrin, D.; Mulyono, G. Usability Evaluation of Adaptable Urban Park Furniture Product with Cellular Light-weight Concrete as Material. IOP Conf. Ser. Mater. Sciene Eng. 2018, 408, 12033. [Google Scholar] [CrossRef]
- DIN EN 323:1993; Wood-Based Panels. Determination of Density; European Standards: Brussels, Belgium, 1993.
- DIN EN 310:1993; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Standards: Brussels, Belgium, 1993.
- DIN EN 322:1993; Wood-Based Panels. Determination of Moisture Content; European Standards: Brussels, Belgium, 1993.
- DIN EN 317:1999; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water; European Standards: Brussels, Belgium, 1999.
- PN-EN ISO 3251:2019; Paints, Varnishes and Plastics—Determination of Non-Volatile-Matter Content. ISO: Geneva, Switzerland, 2019.
- DIN 67530:1982; Reflectometer as a Means for Gloss Assessment of Plane Surfaces of Paint Coatings and Plastics. European Standards: Brussels, Belgium, 1982.
- ISO 2813:1994; Paints and Varnishes—Determination of Specular Gloss of Non-Metallic Paint Films at 20 Degrees, 60 Degrees and 85 Degrees. ISO: Geneva, Switzerland, 1994.
- PN-ISO 4287:1999/A1:2010; Specyfikacje Geometrii Wyrobów—Struktura Geometryczna Powierzchni: Metoda Profilowa—Terminy, Definicje i Parametry. ISO: Geneva, Switzerland, 2010.
- Rao Maheswara, C.; Venkatasubbaiah, K.; Rao Jagadeeswara., K. Experimental Investigation of Surface Roughness Characteristics Ra, Rq and Rz. Int. J. Hybrid Inf. Technol. 2016, 9, 373–388. [Google Scholar]
- Jančovičová, V.; Kindernay, J.; Jakubíková, Z.; Mrlláková, I. Influence of photoinitiator and curing conditions on polymerization kinetics and gloss of UV-cured coatings. Chem. Pap. 2007, 61, 383–390. [Google Scholar] [CrossRef]
Figure 1.
Applied varnishes on the board surface; presentation of variants no. 1, 6, 7, 8 (according to Table 1—with two layers of basecoat).
Figure 1.
Applied varnishes on the board surface; presentation of variants no. 1, 6, 7, 8 (according to Table 1—with two layers of basecoat).

Figure 2.
Method of finishing of samples.

Figure 3.
Pareto chart of the standardized effects for all factors.

Figure 4.
Main effects plots for mean of gloss for five factors.

Figure 5.
Average roughness for variants 2 and 3.

Figure 6.
Contour plot showing the impact of the relationship between the UV lamp power and amount of topcoat on the gloss.
Figure 6.
Contour plot showing the impact of the relationship between the UV lamp power and amount of topcoat on the gloss.

Figure 7.
Plot showing the relationship between UV lamp power and degree of gloss for repeated applications according to variant 1.
Figure 7.
Plot showing the relationship between UV lamp power and degree of gloss for repeated applications according to variant 1.

Figure 8.
Interaction plot for mean gloss for different UV lamp powers with a 10 g/m2 topcoat.

Figure 9.
Interaction plot for mean gloss for different UV lamp powers with 3 g/m2 topcoat.

Figure 10.
Interval plot of gloss and number of applications for each measurement angle.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Basic properties of HDF boards.
| Parameter | Board Label | |
|---|---|---|
| A | B | |
| Density (kg/m3) acc. to DIN EN 323:1993 [35] | 850 | 830 |
| Modulus of elasticity (MPa) acc. to DIN EN 310:1993 [36] | 4300 | 4500 |
| Humidity (%) acc. to DIN EN 322:1993 [37] | 7 | 7 |
| Swelling resistance (%) acc. to DIN EN 317:1999 [38] | 45 | 45 |
Table 2.
Basic physicochemical properties of varnish products.
| Parameter | UV Acrylic Primer | UV Acrylic Basecoat | UV Acrylic Topcoat |
|---|---|---|---|
| Density (g/cm3) | 1.63 ± 0.15 | 1.73 | 1.30 ± 0.15 |
| Solids content (%) acc. to the PN-EN ISO 3251:2019 standard [39] | 95.3 ± 0.5 | 98.3 ± 0.5 | 97.8 ± 0.5 |
| Viscosity (mPa·s) (Brookfield, Thermosel 35 °C, 20 rpm, spindle 27) | 7 700 | 400 | 1475 |
Table 3.
Amounts of varnishes applied in particular variants.
| Variants of Application | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Type of Varnish Product | Number of Layers | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Amount of Applied Varnish (g/m2) | |||||||||
| UV Acrylic Primer | 1 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
| 2 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | |
| UV Acrylic Basecoat | 1 | 15 | 7.5 | 7.5 | 10 | 5 | 10 | 15 | 20 |
| 2 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | |
| 3 | 7.5 | 7.5 | 10 | 5 | |||||
| UV Acrylic Topcoat | 1 | 10 | 10 | 3 | 3 | 3 | 3 | 3 | 3 |
Table 4.
Average of results obtained for degree of gloss.
| Number of Overlap Variant | Angle of Measurement (°) | Gloss Degree [GU] | |||||
|---|---|---|---|---|---|---|---|
| Lamp Power (W/cm)/Type of Board | |||||||
| 120/A | 90/A | 60/A | 120/B | 90/B | 60/B | ||
| Variant 1 | 20 | 3.39 | 3.00 | 4.23 | 3.33 | 3.10 | 4.15 |
| 60 | 22.85 | 20.17 | 26.18 | 22.45 | 21.07 | 26.05 | |
| 85 | 24.65 | 21.08 | 30.58 | 23.70 | 22.52 | 30.47 | |
| Variant 2 | 20 | 3.42 | 3.32 | 3.08 | 3.57 | 3.48 | 3.08 |
| 60 | 22.25 | 22.72 | 21.03 | 23.88 | 23.05 | 21.13 | |
| 85 | 23.65 | 24.17 | 22.78 | 25.75 | 24.57 | 23.23 | |
| Variant 3 | 20 | 5.87 | 4.55 | 4.37 | 5.98 | 4.55 | 4.47 |
| 60 | 32.58 | 27.57 | 26.02 | 33.03 | 27.52 | 26.17 | |
| 85 | 41.05 | 34.90 | 32.47 | 42.35 | 31.73 | 33.37 | |
| Variant 4 | 20 | 5.95 | 4.53 | 4.10 | 5.93 | 4.73 | 4.15 |
| 60 | 33.22 | 28.37 | 25.32 | 33.18 | 29.02 | 25.63 | |
| 85 | 41.50 | 35.27 | 29.03 | 42.18 | 35.72 | 31.62 | |
| Variant 5 | 20 | 6.22 | 4.62 | 4.62 | 6.22 | 4.58 | 4.60 |
| 60 | 34.33 | 28.57 | 28.07 | 34.38 | 28.22 | 27.63 | |
| 85 | 42.15 | 37.75 | 37.25 | 43.82 | 37.50 | 36.90 | |
| Variant 6 | 20 | 7.43 | 3.77 | 3.27 | 7.33 | 3.82 | 3.30 |
| 60 | 38.07 | 22.93 | 20.77 | 37.93 | 23.37 | 21.02 | |
| 85 | 51.28 | 31.93 | 23.68 | 51.17 | 32.40 | 24.87 | |
| Variant 7 | 20 | 7.85 | 3.80 | 3.33 | 7.17 | 3.95 | 3.28 |
| 60 | 39.12 | 23.13 | 21.03 | 36.63 | 23.67 | 20.88 | |
| 85 | 50.97 | 32.32 | 24.73 | 50,30 | 33.84 | 24.27 | |
| Variant 8 | 20 | 6.90 | 4.15 | 3.37 | 7.85 | 3.83 | 3.17 |
| 60 | 35.92 | 24.08 | 20.97 | 39.50 | 23.43 | 20.17 | |
| 85 | 50.18 | 31.17 | 22.43 | 55.00 | 32.68 | 22.55 | |
Table 5.
One-way ANOVA analysis of gloss as a function of the process variables.
| One-Way ANOVA Response | Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Gloss 20° | UV lamp power (W/cm) | 2 | 43.61 | 21.807 | 19.86 | 0.000 |
| Amount of topcoat | 1 | 20.34 | 20.344 | 12.87 | 0.001 | |
| Application of basecoat | 2 | 6.882 | 3.441 | 1.80 | 0.177 | |
| Number of applicators | 1 | 0.0304 | 0.03042 | 0.02 | 0.903 | |
| Type of board | 1 | 0,0054 | 0.00538 | 0.00 | 0.959 | |
| Gloss 60° | UV lamp power (W/cm) | 2 | 735.6 | 367.81 | 20.23 | 0.000 |
| Amount of topcoat | 1 | 286.0 | 285.95 | 10.37 | 0.002 | |
| Application of basecoat | 2 | 115.5 | 57.76 | 1.81 | 0.176 | |
| Number of applicators | 1 | 20.67 | 20.67 | 0.62 | 0.435 | |
| Type of board | 1 | 0.30 | 0.2962 | 0.01 | 0.926 | |
| Gloss 85° | UV lamp power (W/cm) | 2 | 1499 | 749.62 | 12.93 | 0.000 |
| Amount of topcoat | 1 | 1230 | 1229.98 | 19.66 | 0.000 | |
| Application of basecoat | 2 | 491.6 | 245.82 | 3.06 | 0.057 | |
| Number of applicators | 1 | 2.96 | 2.960 | 0.03 | 0.856 | |
| Type of board | 1 | 4.99 | 4.992 | 0.06 | 0.814 |
Table 6.
Gloss test results according to application variant 1, using five different lamp powers during curing.
Table 6.
Gloss test results according to application variant 1, using five different lamp powers during curing.
| Gloss [GU] | |||||
|---|---|---|---|---|---|
| Lamp Power (W/cm) Angle of Measurement (°) | 120 | 90 | 80 | 70 | 60 |
| 20 | 4.87 | 4.50 | 4.20 | 4.60 | 6.00 |
| 60 | 32.28 | 27.82 | 26.70 | 28.65 | 30.40 |
| 80 | 42.69 | 36.53 | 34.12 | 35.37 | 38.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Henke, M.; Lis, B.; Krystofiak, T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings 2022, 12, 533. https://doi.org/10.3390/coatings12040533
AMA Style
Henke M, Lis B, Krystofiak T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings. 2022; 12(4):533. https://doi.org/10.3390/coatings12040533
Chicago/Turabian StyleHenke, Milena, Barbara Lis, and Tomasz Krystofiak. 2022. "Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power" Coatings 12, no. 4: 533. https://doi.org/10.3390/coatings12040533
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.