
Study on Wear Resistance and Corrosion Resistance of HVOF Surface Coating Refabricate for Hydraulic Support Column

Abstract
:1. Introduction
2. Experimental
2.1. Experimental Materials and Preparation
2.2. Characterization Methods
3. Results and Discussion
3.1. Microstructure and Hardness
3.2. Neutral Salt Spray Test
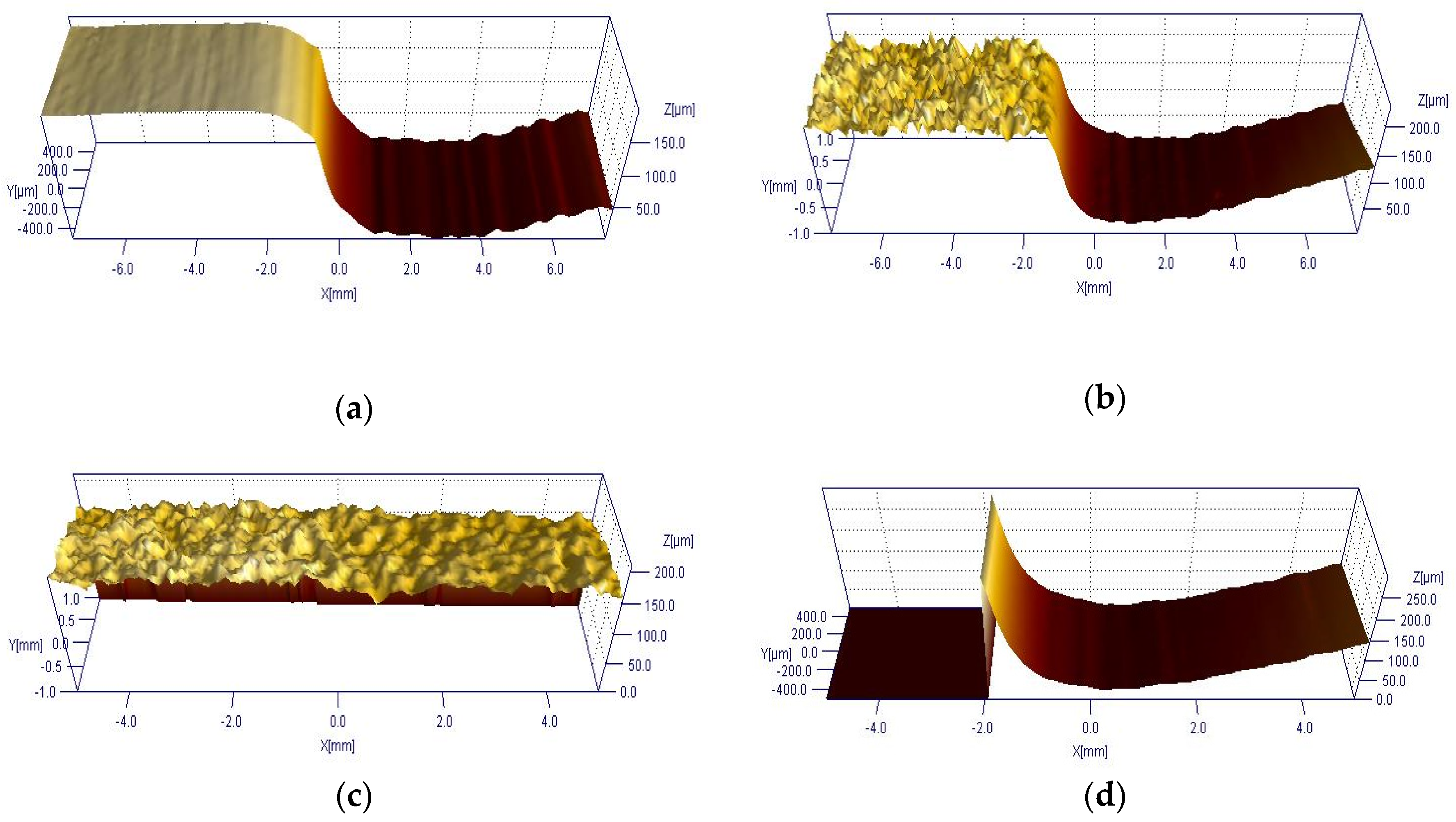
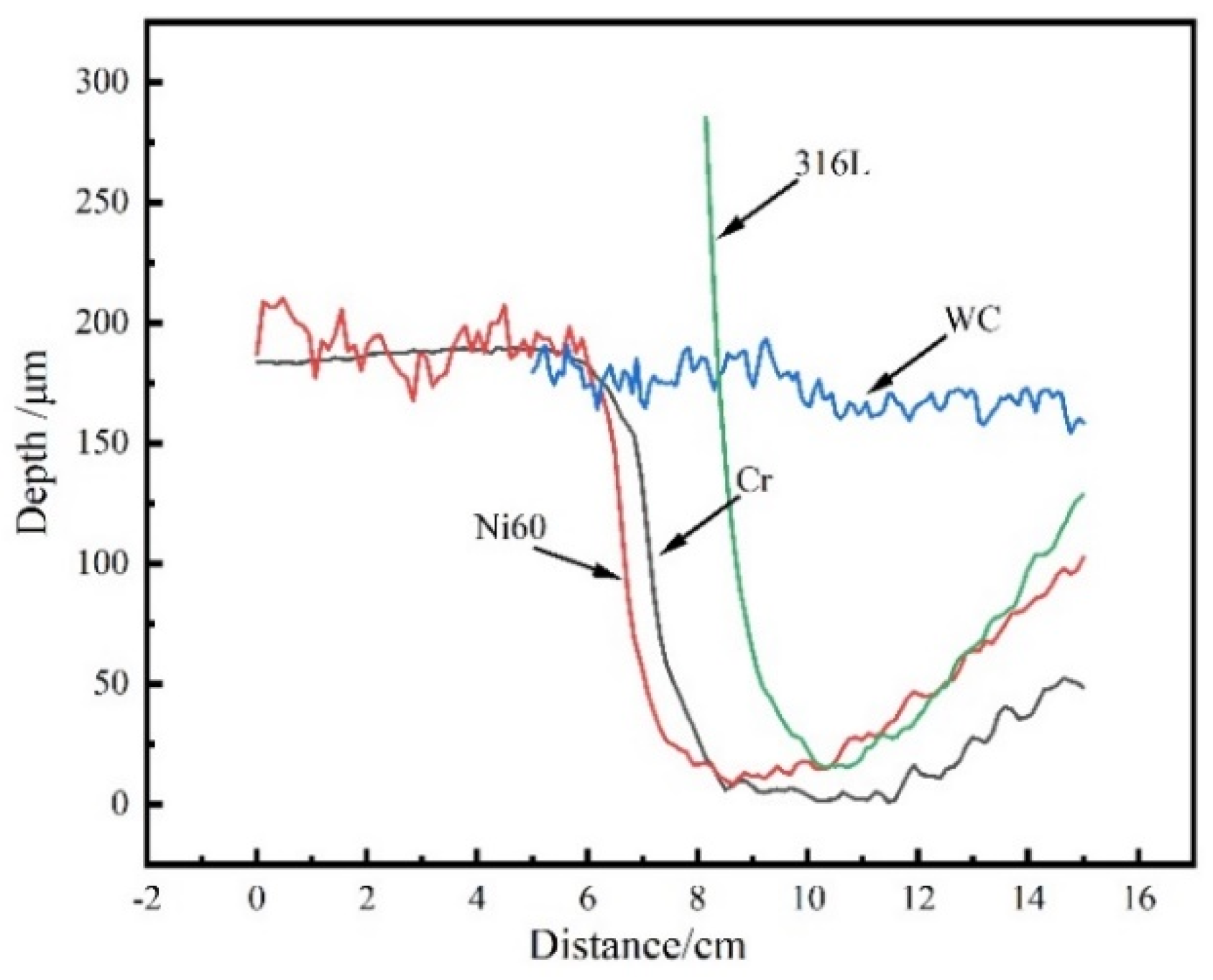
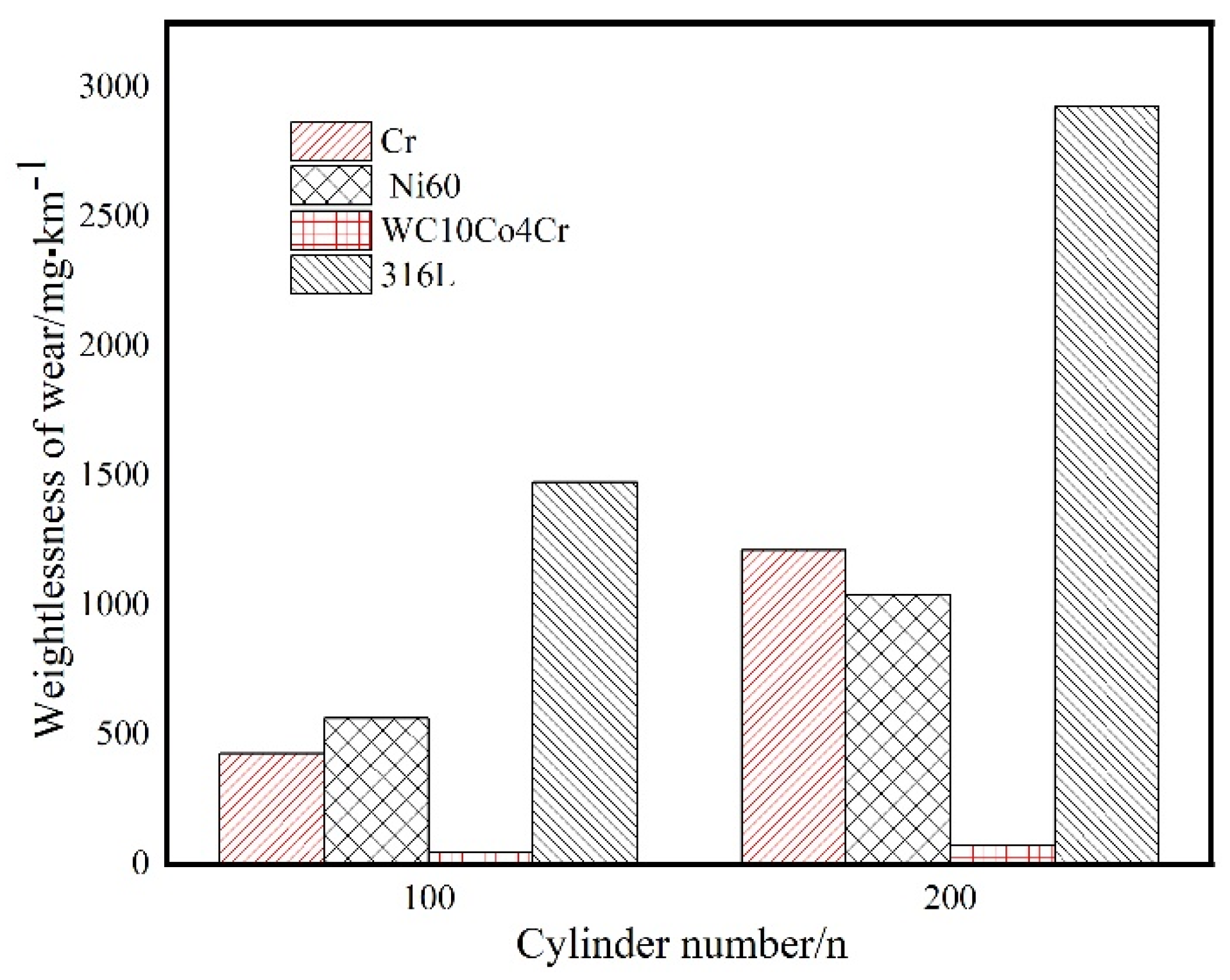
3.3. Wear Test
4. Conclusions
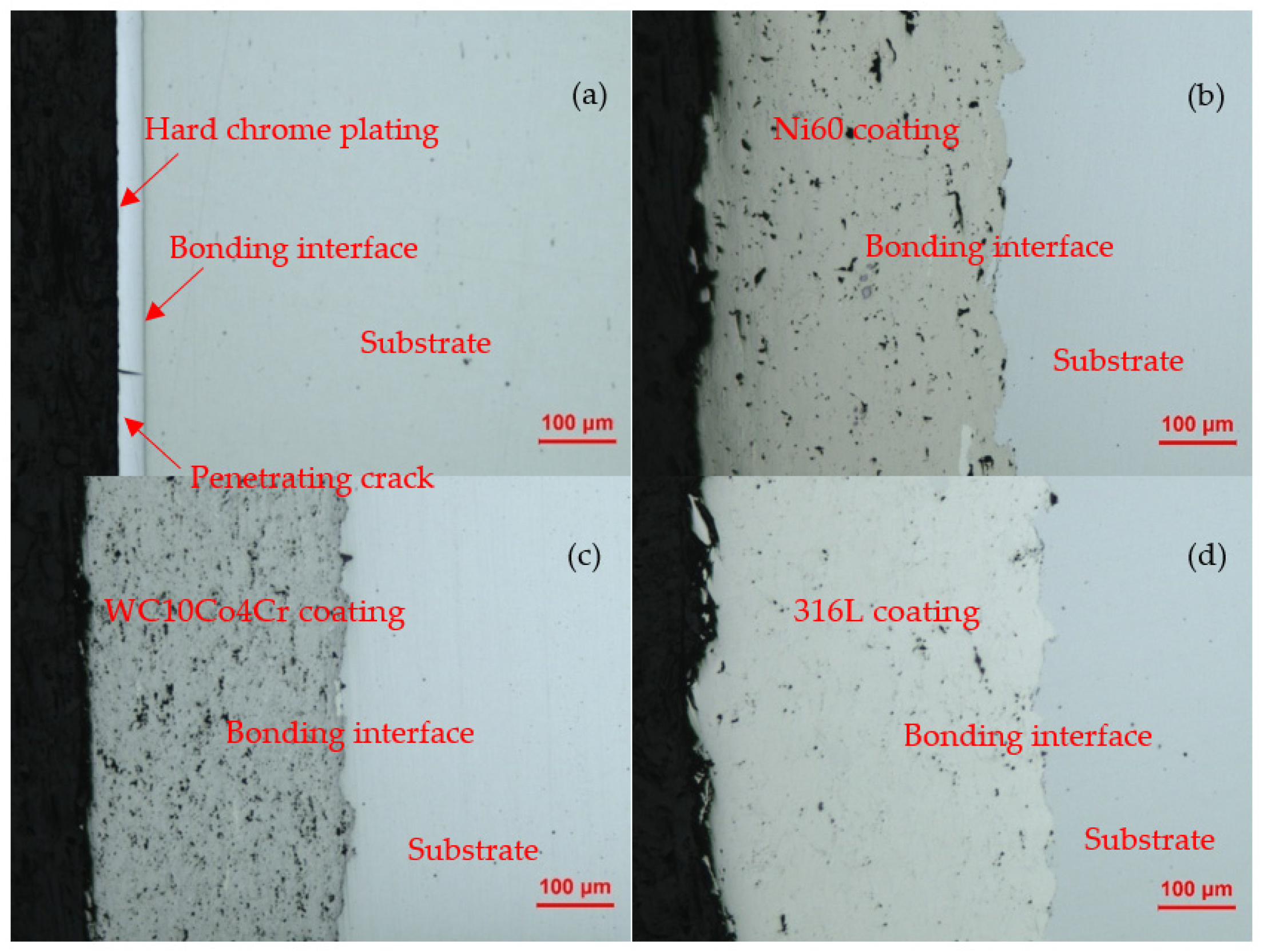
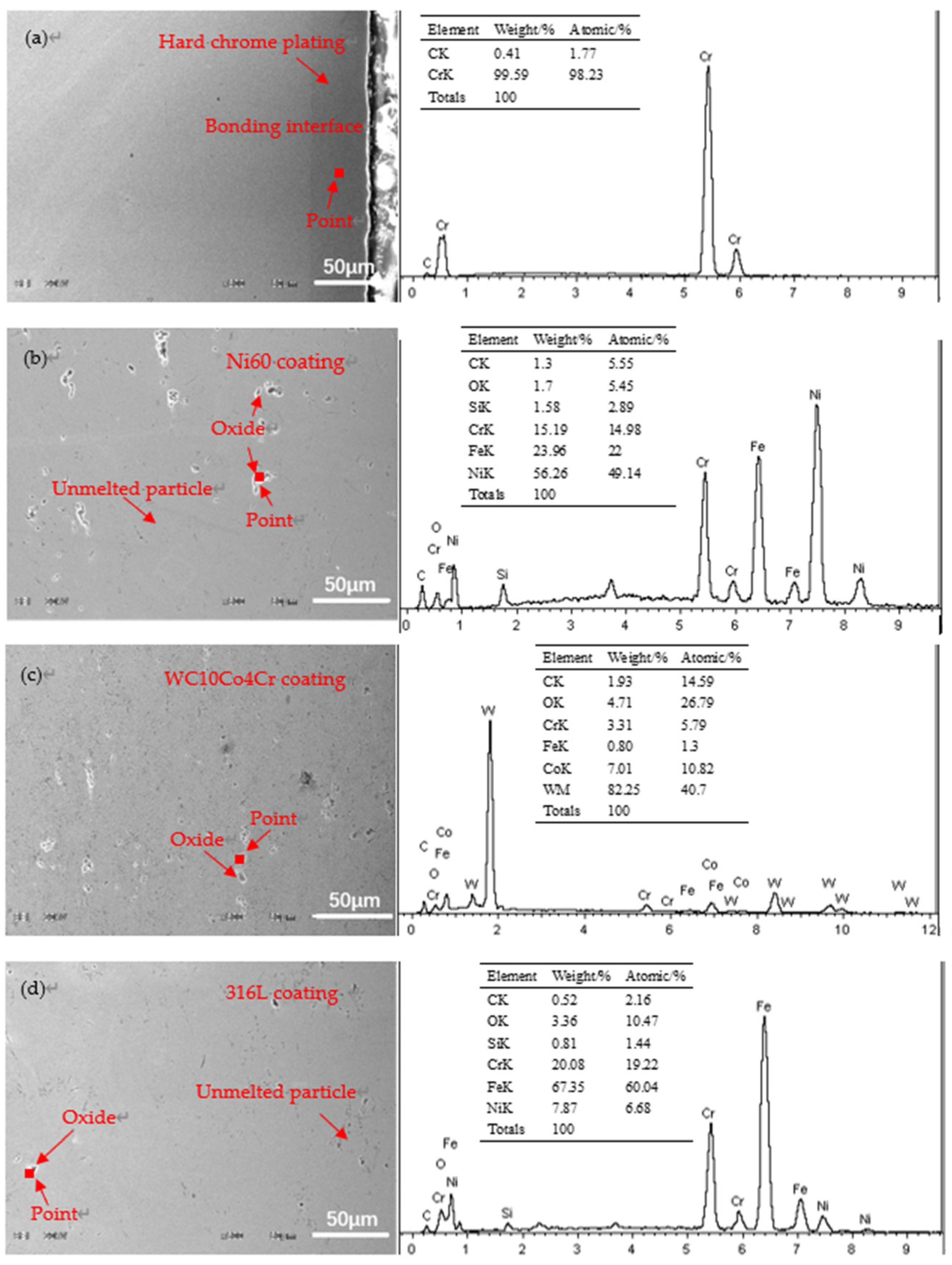
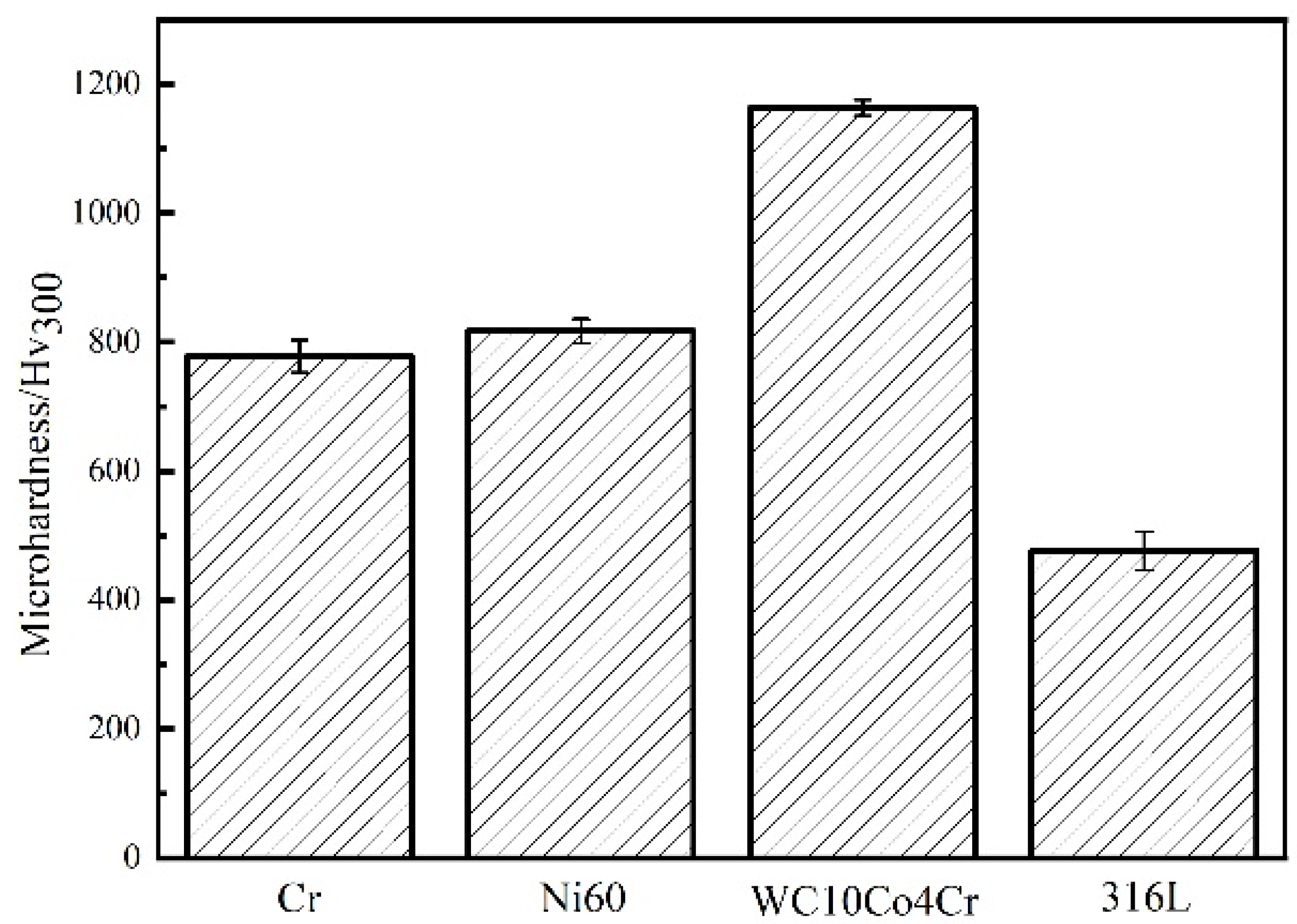
- There is a microcrack in the plating. The thickness of the plating is 26–28 μm, and the microhardness is 778.6 ± 25.4 Hv300. The thickness of the HVOF coating is 420–450 μm, and the coating structure is uniformly compact without an obvious crack or pore in the internal part. The bonding interface between the coating and basal body is closely combined and embedded with each other, and the binding method is mechanical occlusion. The microhardness of HVOF coatings ranked from high to low is WC10Co4Cr coating, Ni60 coating, and 316L coating; the values are 1163.6 ± 12.4 Hv300, 817.5 ± 18.3 Hv300, and 476.4 ± 29.7 Hv300, respectively.
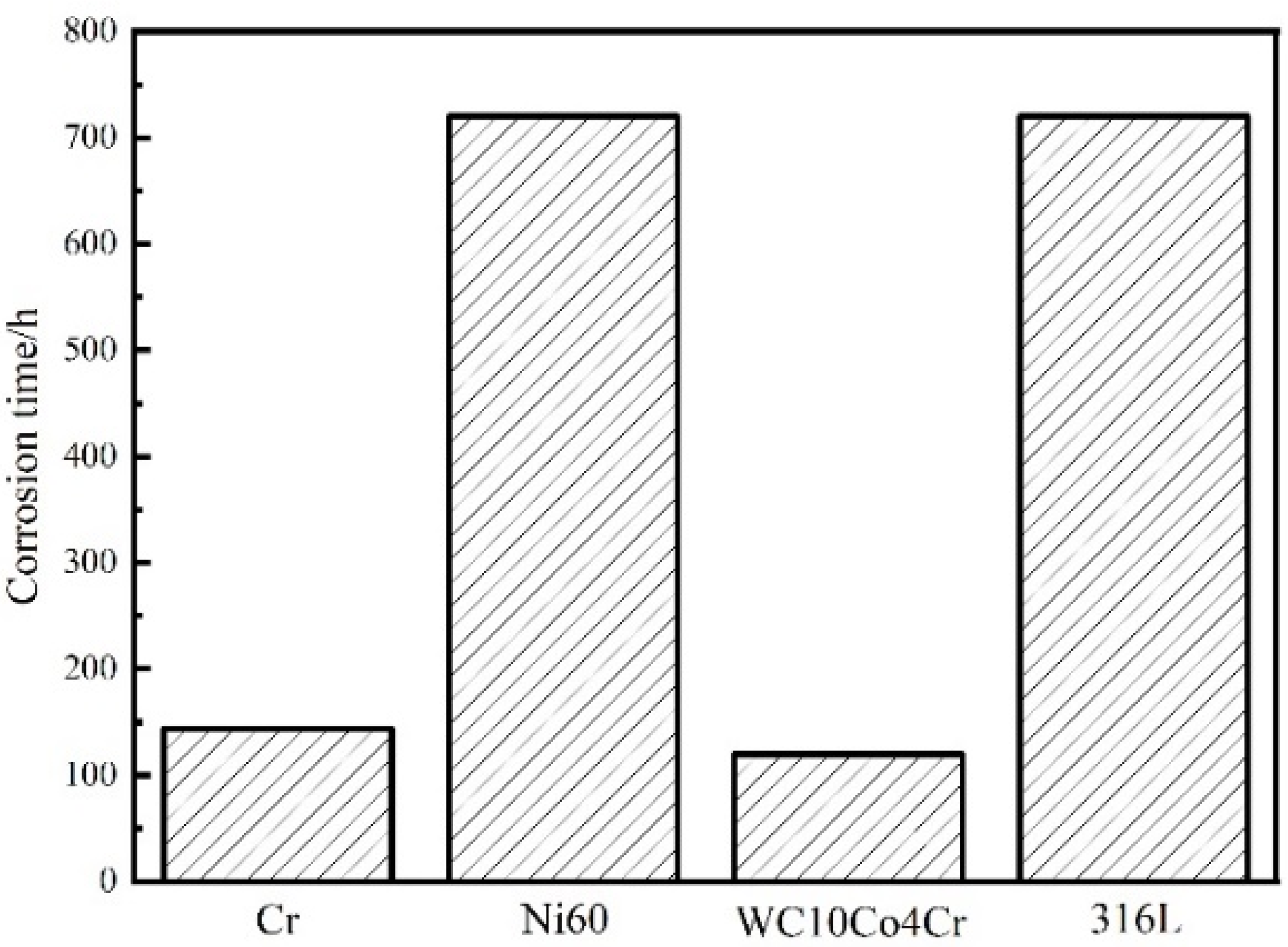
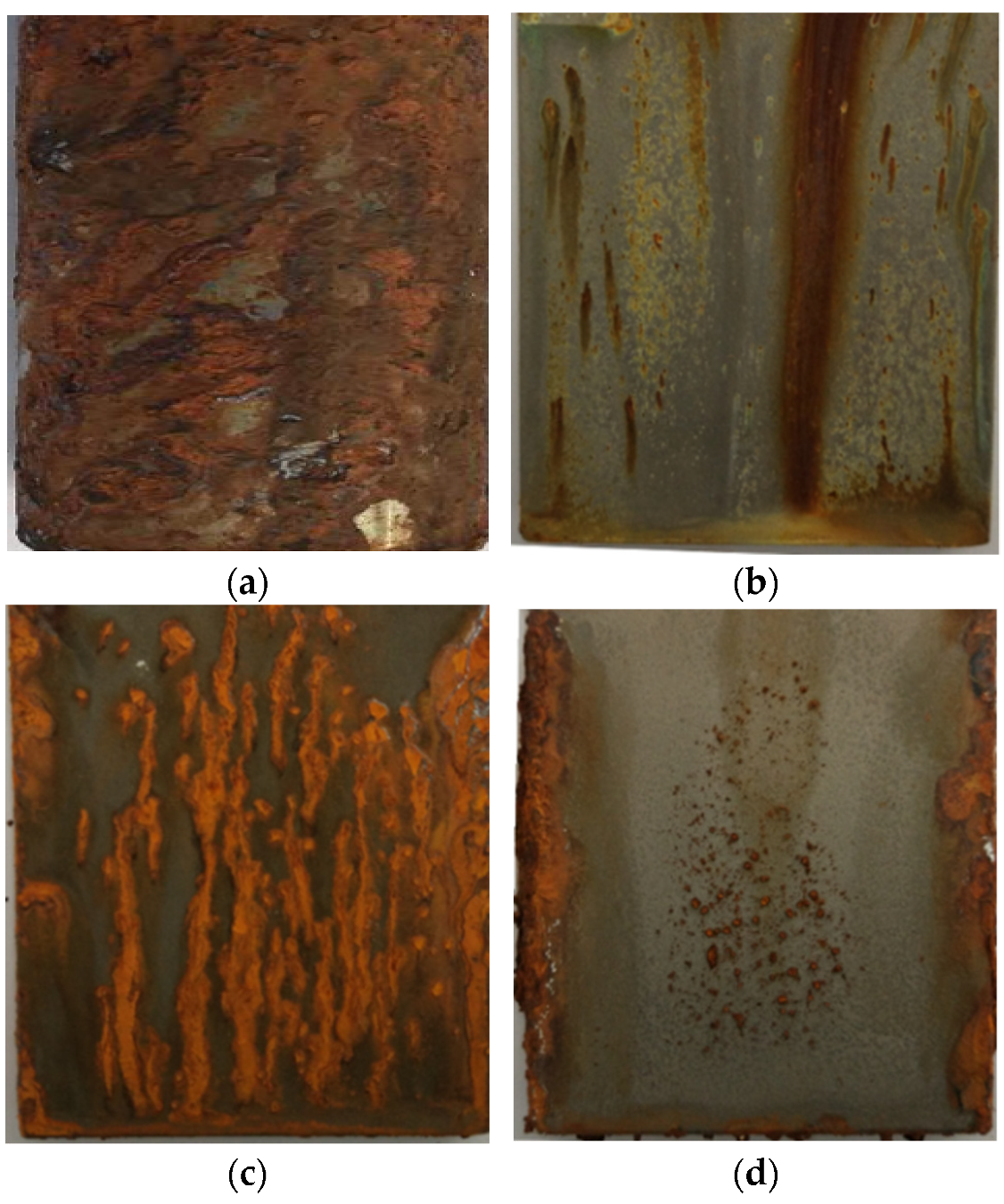
- In the neutral salt spray test, the hard chrome plating would rust at 144 h, while the WC10Co4Cr coating would show rustiness at 120 h. The Ni60 coating and 316L coating have better corrosion resistance since they exhibit rustiness at 720 h during the test. The corrosion resistance of Ni60 coating and 316L coating is nearly five times that of hard chrome plating.
- The hard chrome plating has a better wear resistance performance, comparable to that of the Ni60 coating. The wear resistance of the 316L coating is much weaker, while the wear resistance of WC10Co4Cr coating is more than four times that of hard chrome plating.
- Under the harsh corrosive wear environment, the refabricating HVOF Ni60 coating is a more suitable replacement for the hydraulic support column coating than the hard chrome plating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, M.; Fang, X.; Li, S.; Wu, G.; Ma, M.; Zhang, Y. A fiber Bragg grating tilt sensor for posture monitoring of hydraulic supports in coal mine working face. Meas. J. Int. Meas. Confed. 2019, 138, 305–313. [Google Scholar] [CrossRef]
- Nie, W.; Cheng, W.; Zhang, L.; Zhao, S.; Wang, H.; Zhu, L. Optimization research of hydraulic support in fully mechanized caving face. Procedia Eng. 2014, 84, 770–778. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Wang, R.; Wang, H.; Yang, Y. A novel method for measuring pose of hydraulic supports relative to inspection robot using LiDAR. Meas. J. Int. Meas. Confed. 2020, 154, 107452. [Google Scholar] [CrossRef]
- Shao, Q.; Li, S.; Liu, L.; Zhou, J.; Xu, H. The influence on the corrosion of hydraulic support system of chloride ions in the transmission medium and preventive measures. Procedia Eng. 2011, 26, 1214–1219. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Duan, C.; Tu, S.; Liang, N.; Bai, Q. Hydraulic support crushed mechanism for the shallow seam mining face under the roadway pillars of room mining goaf. Int. J. Min. Sci. Technol. 2017, 27, 853–860. [Google Scholar] [CrossRef]
- Matikainen, V.; Rubio Peregrina, S.; Ojala, N.; Koivuluoto, H.; Schubert, J.; Houdková, Š.; Vuoristo, P. Erosion wear performance of WC-10Co4Cr and Cr3C2-25NiCr coatings sprayed with high-velocity thermal spray processes. Surf. Coat. Technol. 2019, 370, 196–212. [Google Scholar] [CrossRef]
- Liu, W.H.; Shieu, F.S.; Hsiao, W.T. Enhancement of wear and corrosion resistance of iron-based hard coatings deposited by high-velocity oxygen fuel (HVOF) thermal spraying. Surf. Coat. Technol. 2014, 249, 24–41. [Google Scholar] [CrossRef]
- Keshavamurthy, R.; Sudhan, J.M.; Kumar, A.; Ranjan, V.; Singh, P.; Singh, A. wear behaviour of hard chrome and tungsten carbide-hvof coatings. Mater. Today Proc. 2018, 5, 24587–24594. [Google Scholar] [CrossRef]
- Picas, J.A.; Forn, A.; Matthäus, G. HVOF coatings as an alternative to hard chrome for pistons and valves. Wear 2006, 261, 477–484. [Google Scholar] [CrossRef]
- Bolelli, G.; Giovanardi, R.; Lusvarghi, L.; Manfredini, T. Corrosion resistance of HVOF-sprayed coatings for hard chrome replacement. Corros. Sci. 2006, 48, 3375–3397. [Google Scholar] [CrossRef]
- Yang, W.-j.; Zou, L.; Cao, X.-y.; Liu, J.-h.; Li, D.-j.; Cai, Z.-b. Fretting wear properties of HVOF-sprayed CoMoCrSi coatings with different spraying parameters. Surf. Coat. Technol. 2019, 358, 994–1005. [Google Scholar] [CrossRef]
- Najib, A.Z.P.; Kamdi, Z.; Patar, M.A.A.; Hatta, M.N.M.; Yunos, M.Z.; Ainuddin, A.R. Corrosion behaviour of WC-Ni high velocity oxy-fuel (HVOF) coating with the influence of spraying parameter. Mater. Today Proc. 2019, 29, 100–103. [Google Scholar] [CrossRef]
- Zavareh, M.A.; Doustmohammadi, E.; Sarhan, A.A.D.M.; Karimzadeh, R.; Moozarm Nia, P.; Al/Kulpid Singh, R.S. Comparative study on the corrosion and wear behavior of plasma-sprayed vs. high velocity oxygen fuel-sprayed Al8Si20BN ceramic coatings. Ceram. Int. 2018, 44, 12180–12193. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, H.; Prakash, S. A survey of the literature on the use of high velocity oxy-fuel spray technology for high temperature corrosion and erosion-corrosion resistant coatings. Anti-Corros. Methods Mater. 2008, 55, 86–96. [Google Scholar] [CrossRef]
- Hamatani, H.; Ichiyama, Y.; Kobayashi, J. Mechanical and thermal properties of HVOF sprayed Ni based alloys with carbide. Sci. Technol. Adv. Mater. 2002, 3, 319–326. [Google Scholar] [CrossRef]
- Fu, W.; Chen, Q.Y.; Yang, C.; Yi, D.L.; Yao, H.L.; Wang, H.T.; Ji, G.C.; Wang, F. Microstructure and properties of high velocity oxygen fuel sprayed (WC-Co)-Ni coatings. Ceram. Int. 2020, 46, 14940–14948. [Google Scholar] [CrossRef]
- Smith, R.W.; Knight, R. Thermal spraying I: Powder consolidation-From coating to forming. Jom 1995, 47, 32–39. [Google Scholar] [CrossRef]
- Yao, H.L.; Yang, C.; Yi, D.L.; Zhang, M.X.; Wang, H.T.; Chen, Q.Y.; Bai, X.B.; Ji, G.C. Microstructure and mechanical property of high velocity oxy-fuel sprayed WC-Cr3C2-Ni coatings. Surf. Coat. Technol. 2020, 397, 126010. [Google Scholar] [CrossRef]
- Kulkarni, A.; Gutleber, J.; Sampath, S.; Goland, A.; Lindquist, W.B.; Herman, H.; Allen, A.J.; Dowd, B. Studies of the microstructure and properties of dense ceramic coatings produced by high-velocity oxygen-fuel combustion spraying. Mater. Sci. Eng. A 2004, 369, 124–137. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications. Mater. Sci. 2005, 41, 805–823. [Google Scholar] [CrossRef]
- Hong, S.; Lin, J.; Wu, Y.; Wu, J.; Zheng, Y.; Zhang, Y.; Cheng, J.; Sun, W. Cavitation erosion characteristics at various flow velocities in NaCl medium of carbide-based cermet coatings prepared by HVOF spraying. Ceram. Int. 2021, 47, 1929–1939. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.; Zhang, J.; Zheng, Y.; Qin, Y.; Lin, J. Ultrasonic cavitation erosion of high-velocity oxygen-fuel (HVOF) sprayed near-nanostructured WC-10Co-4Cr coating in NaCl solution. Ultrason. Sonochem. 2015, 26, 87–92. [Google Scholar] [CrossRef]
- Feitosa, F.R.P.; Gomes, R.M.; Silva, M.M.R.; De Lima, S.J.G.; Dubois, J.M. Effect of oxygen/fuel ratio on the microstructure and properties of HVOF-sprayed Al59Cu25.5Fe12.5B3 quasicrystalline coatings. Surf. Coat. Technol. 2018, 353, 171–178. [Google Scholar] [CrossRef]
- Qiao, L.; Wu, Y.; Hong, S.; Cheng, J.; Wei, Z. Influence of the high-velocity oxygen-fuel spray parameters on the porosity and corrosion resistance of iron-based amorphous coatings. Surf. Coat. Technol. 2019, 366, 296–302. [Google Scholar] [CrossRef]
- Baik, J.S.; Kim, Y.J. Effect of nozzle shape on the performance of high velocity oxygen-fuel thermal spray system. Surf. Coat. Technol. 2008, 202, 5457–5462. [Google Scholar] [CrossRef]
- Elshalakany, A.B.; Osman, T.A.; Hoziefa, W.; Escuder, A.V.; Amigó, V. Comparative study between high-velocity oxygen fuel and flame spraying using MCrAlY coats on a 304 stainless steel substrate. J. Mater. Res. Technol. 2019, 8, 4253–4263. [Google Scholar] [CrossRef]
- Kanno, A.; Takagi, K.; Arai, M. Influence of chemical composition, grain size, and spray condition on cavitation erosion resistance of high-velocity oxygen fuel thermal-sprayed WC cermet coatings. Surf. Coat. Technol. 2020, 394, 125881. [Google Scholar] [CrossRef]
- Metallic Materials-Vickers Hardness Test-Part 1: Test Method ISO 6507.1-1997.
- Corrosion tests in artificial atmospheres-Salt spray tests ISO9227-2006.
- Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus ASTMG65-2004(2010).
- Pan, J.; Hu, S.; Niu, A.; Ding, K.; Yang, L. Numerical analysis of particle impacting and bonding processes during high velocity oxygen fuel spraying process. Appl. Surf. Sci. 2016, 366, 187–192. [Google Scholar] [CrossRef]
- Metallic and other inorganic coatings-Definitions and conventions concerning the measurement of thickness ISO 2064-1996.
- Standard Test Methods for Determining Area Percentage porosity in Thermal Sprayed Coatings ASTME2109.1-2014.
- Koutský, J. High velocity oxy-fuel spraying. J. Mater. Process. Technol. 2004, 157–158, 557–560. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Name | Element | Powder Specification | ||||
|---|---|---|---|---|---|---|
| Fe | Cr | Co | W | Ni | ||
| Ni60 | 18.96 | 15.19 | – | – | 58.86 | −53 + 25 μm |
| WC10Co4Cr | – | 3.81 | 9.88 | 82.25 | – | −45 + 15 μm |
| 316L | 64.99 | 20.53 | – | – | 10.06 | −53 + 25 μm |
| Parameter | Value |
|---|---|
| Kerosene flow rate/(L·h−1) | 32 |
| Oxygen flow rate/(L·min−1) | 800 |
| Spray distance/mm | 350 |
| Nozzle length/mm | 150 |
| Feeding speed/(g·min−1) | 70 |
| Spray gun moving speed/(mm·s−1) | 500 |
| Scan the steps/mm | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, M.; Pan, L.; Duan, H.; Wan, C.; Yang, T.; Gao, M.; Yu, S. Study on Wear Resistance and Corrosion Resistance of HVOF Surface Coating Refabricate for Hydraulic Support Column. Coatings 2021, 11, 1457. https://doi.org/10.3390/coatings11121457
Wu M, Pan L, Duan H, Wan C, Yang T, Gao M, Yu S. Study on Wear Resistance and Corrosion Resistance of HVOF Surface Coating Refabricate for Hydraulic Support Column. Coatings. 2021; 11(12):1457. https://doi.org/10.3390/coatings11121457
Chicago/Turabian StyleWu, Mian, Lin Pan, Haitao Duan, Changxin Wan, Tian Yang, Mingchuan Gao, and Siliang Yu. 2021. "Study on Wear Resistance and Corrosion Resistance of HVOF Surface Coating Refabricate for Hydraulic Support Column" Coatings 11, no. 12: 1457. https://doi.org/10.3390/coatings11121457