Study on Process Optimization of Sprayable Powders and Deposition Performance of Amorphous Al2O3–YAG Coatings

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
- (1)
- The powders were heated from room temperature to 400 °C and kept for 4 h, and then cooled with the furnace in order to remove the binder in the powders;
- (2)
- Heating the powders from step (1) to T1 temperature, the calcination time was t, then cooling along with the furnace, observing whether sintered blocks existed, and ground manually (T1 = 900 °C, t = 2 h);
- (3)
- Repeating step (2) at least N−1 times for the obtained calcined powders, the calcination temperature for the Nth calcination treatment set to TN, and TN = TN−1 + 100 °C until TN is 1500 °C (N ≥ 2). Finally, the powders were sieved to obtain the Al2O3–YAG composite powders with particle sizes ranging from 25 to 48 μm.
2.2. Specimens Characterization
3. Results
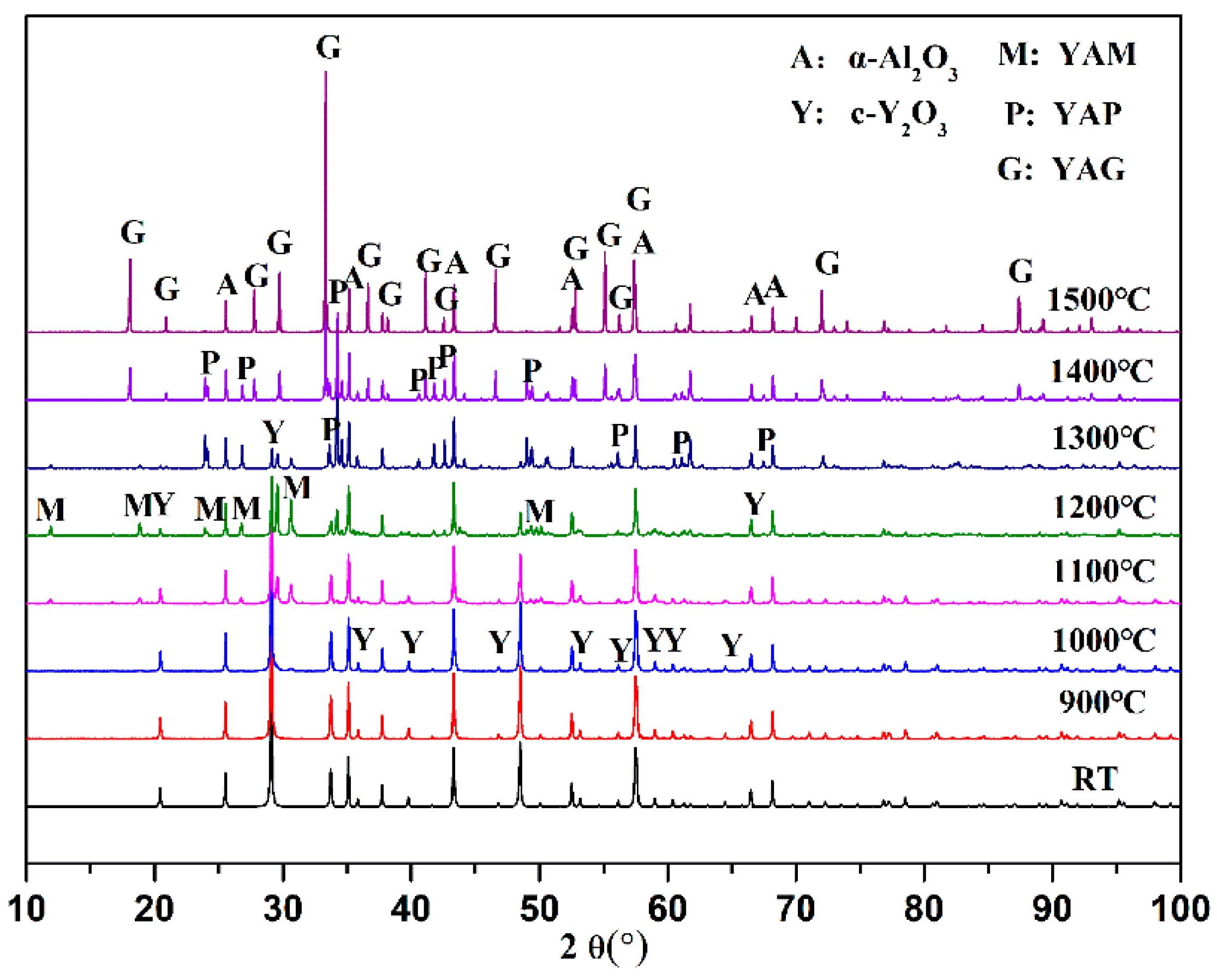
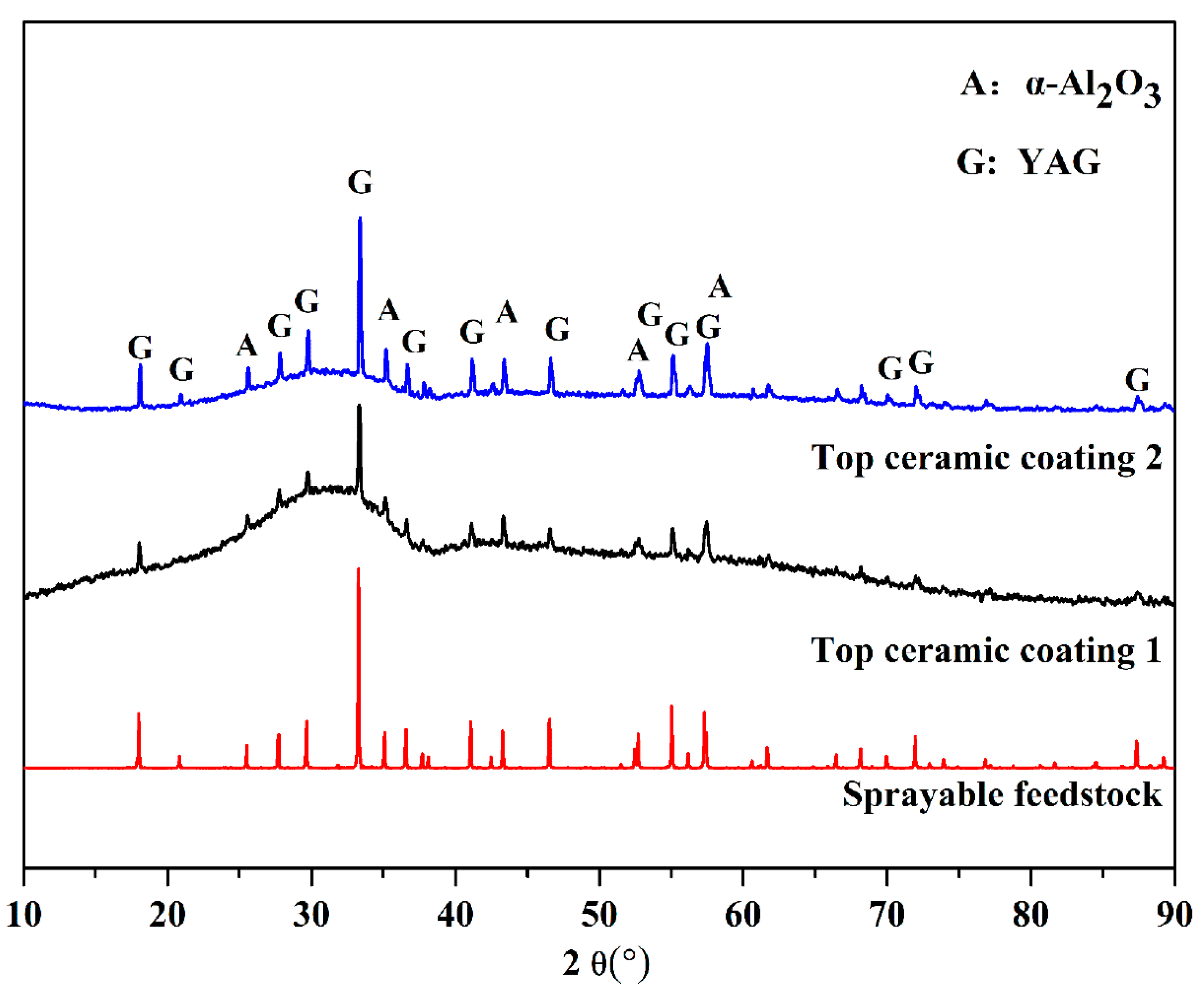
3.1. Phase Composition Analysis
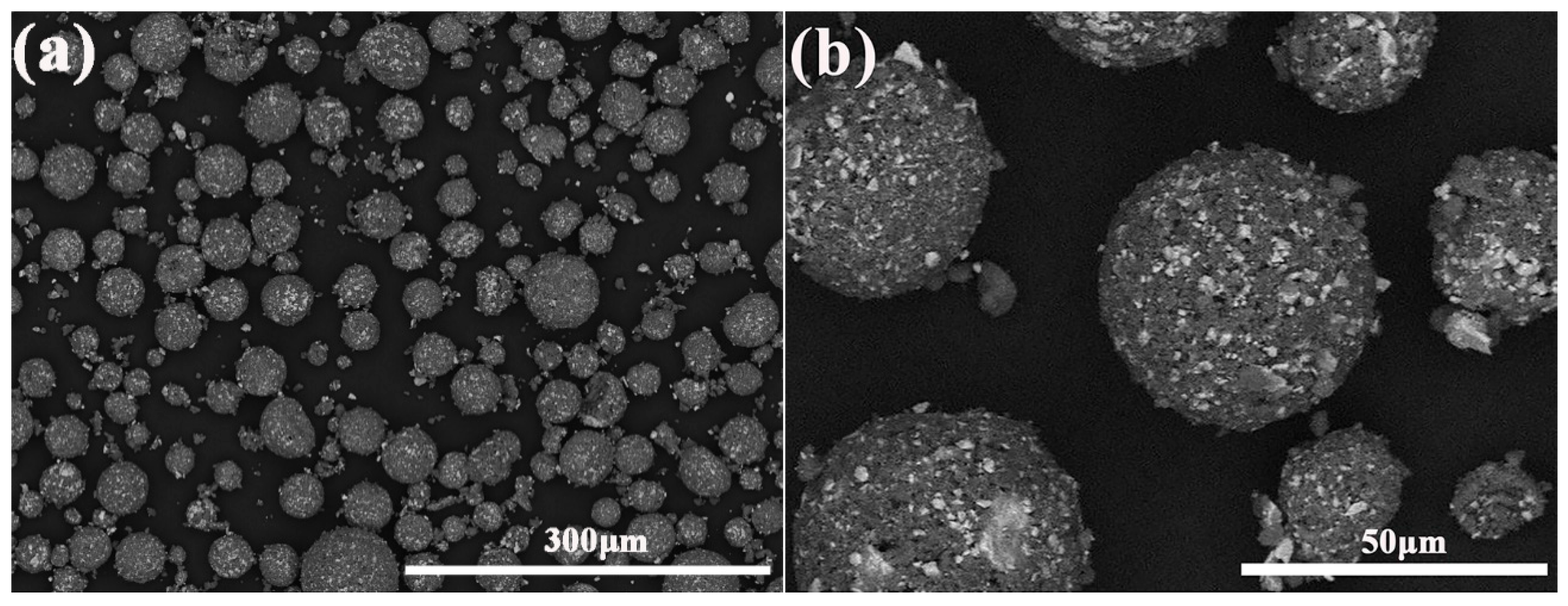
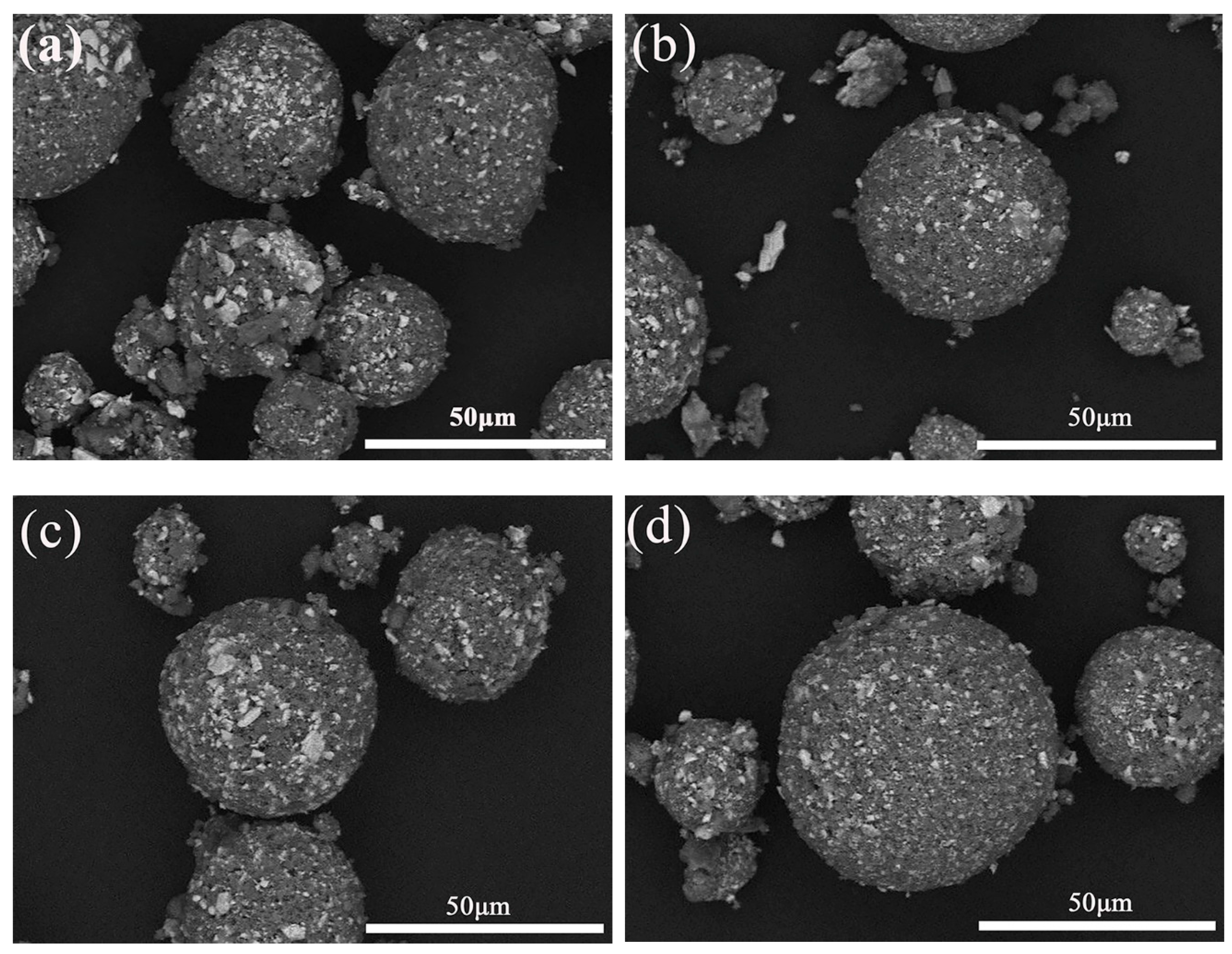
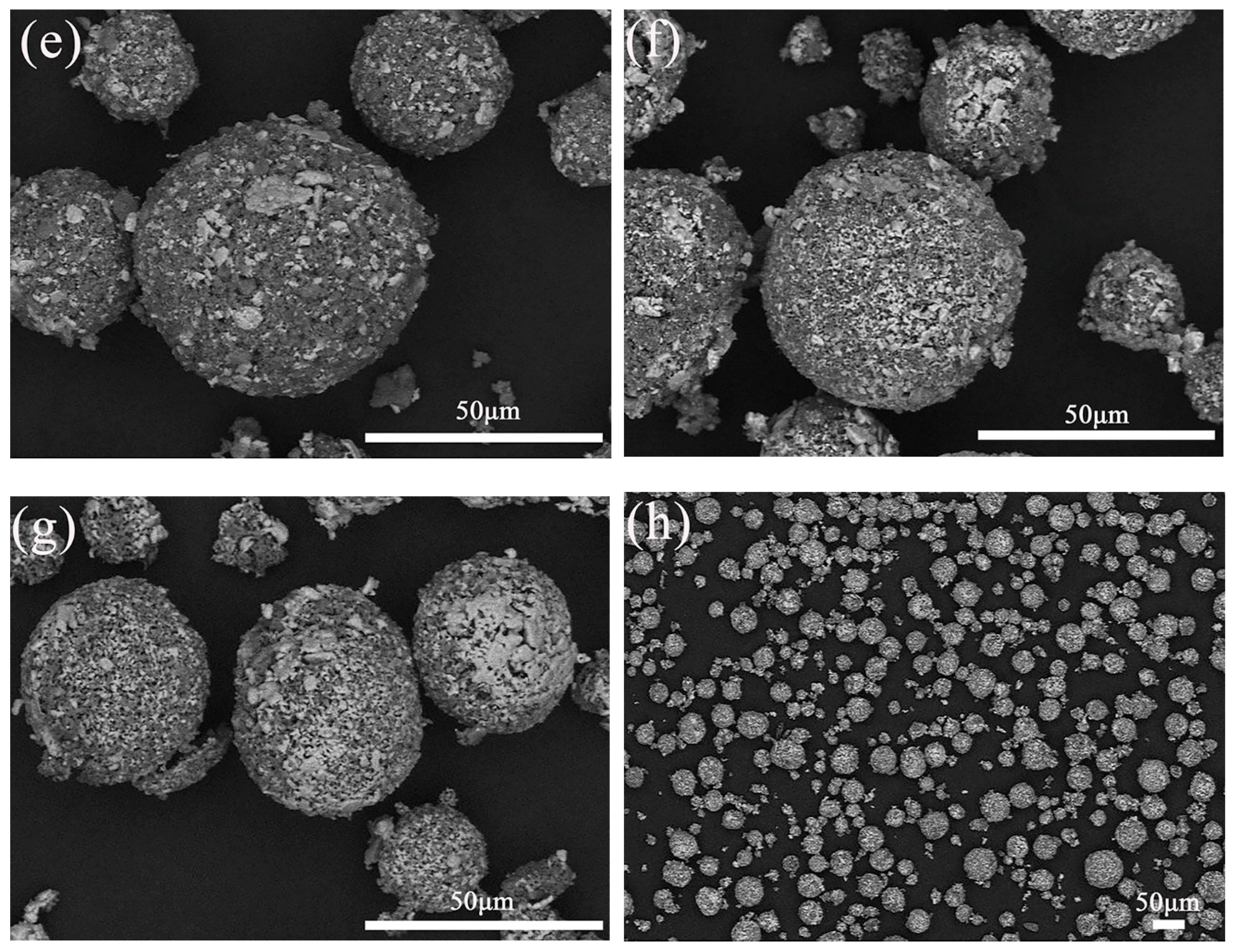
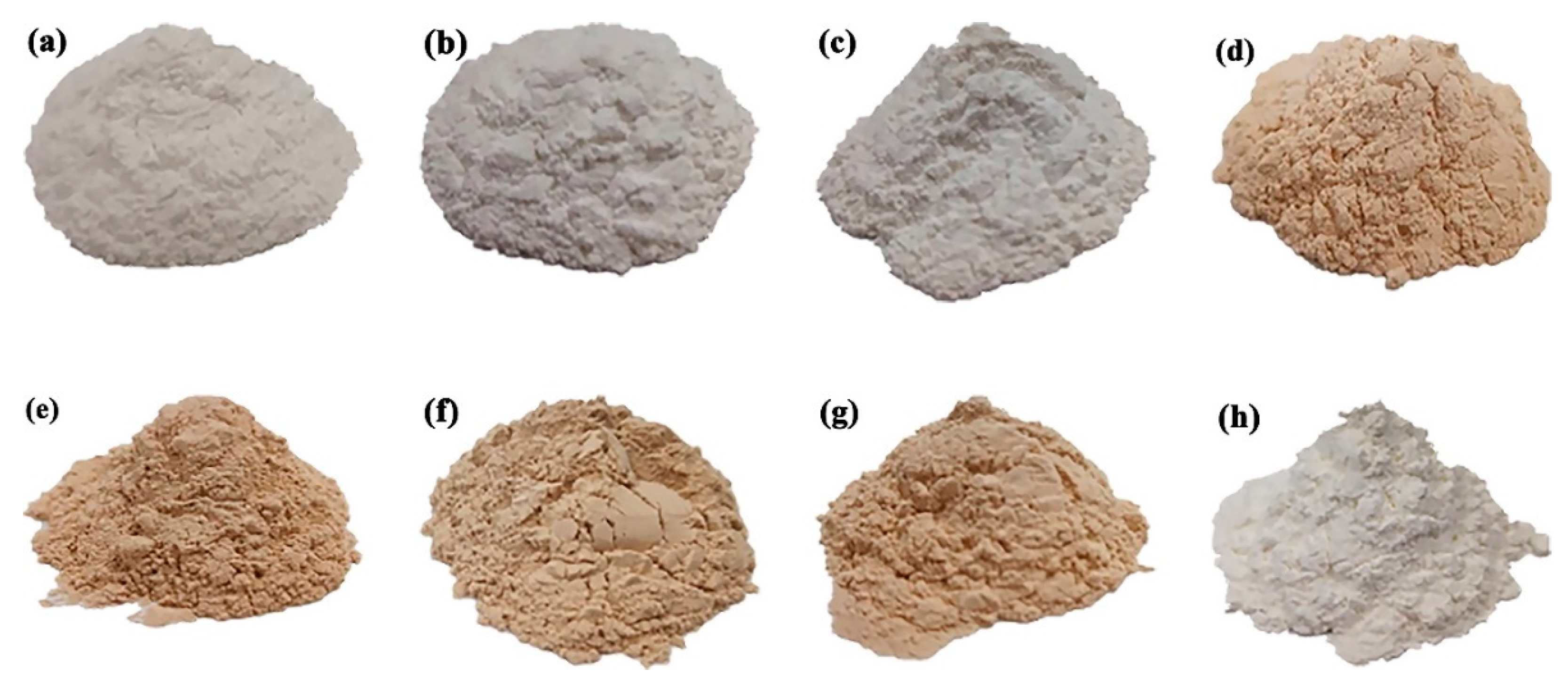
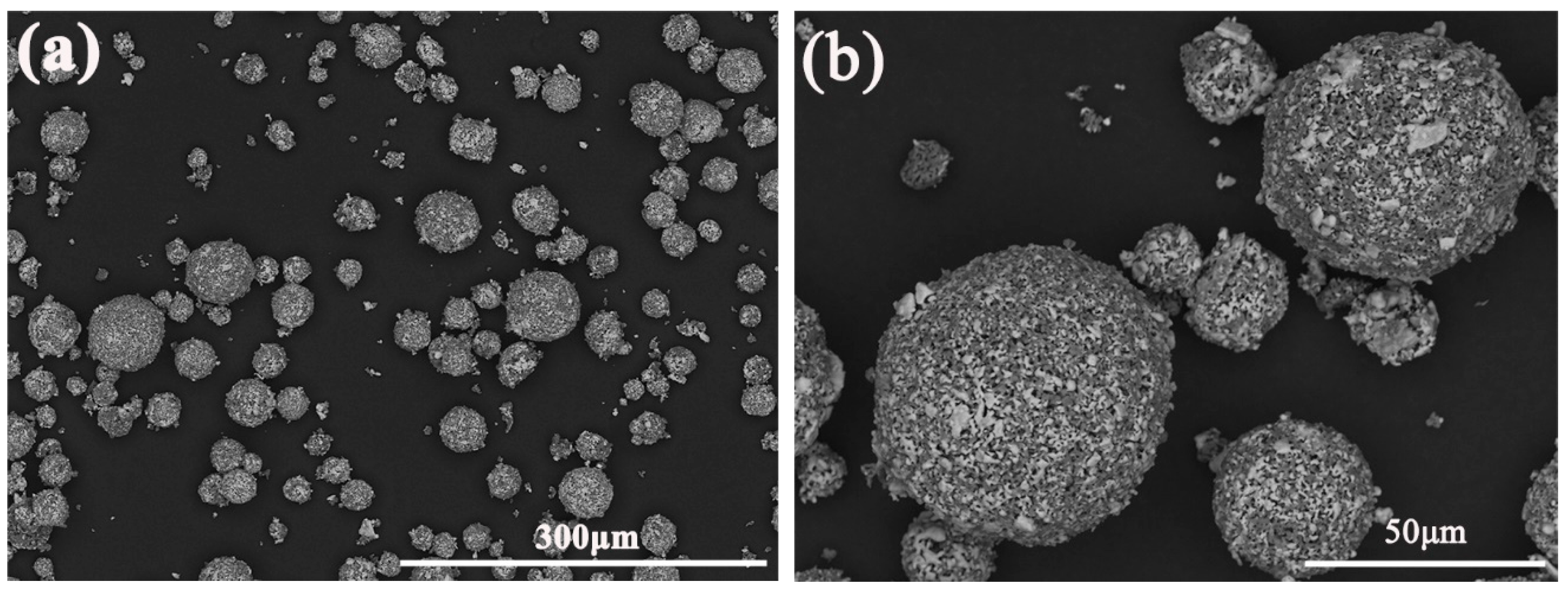
3.2. Morphology Analysis
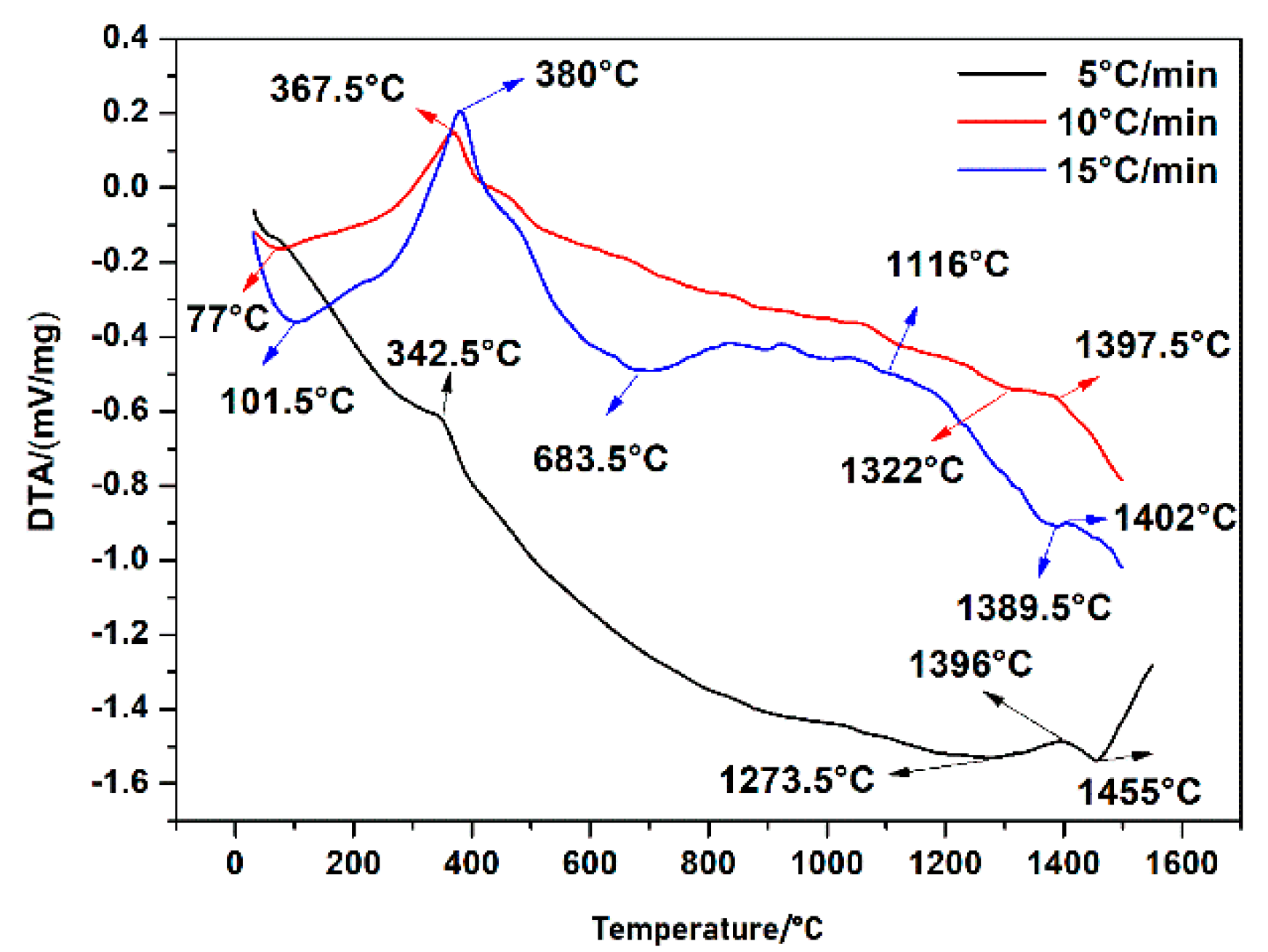
3.3. DTA Curve Analysis
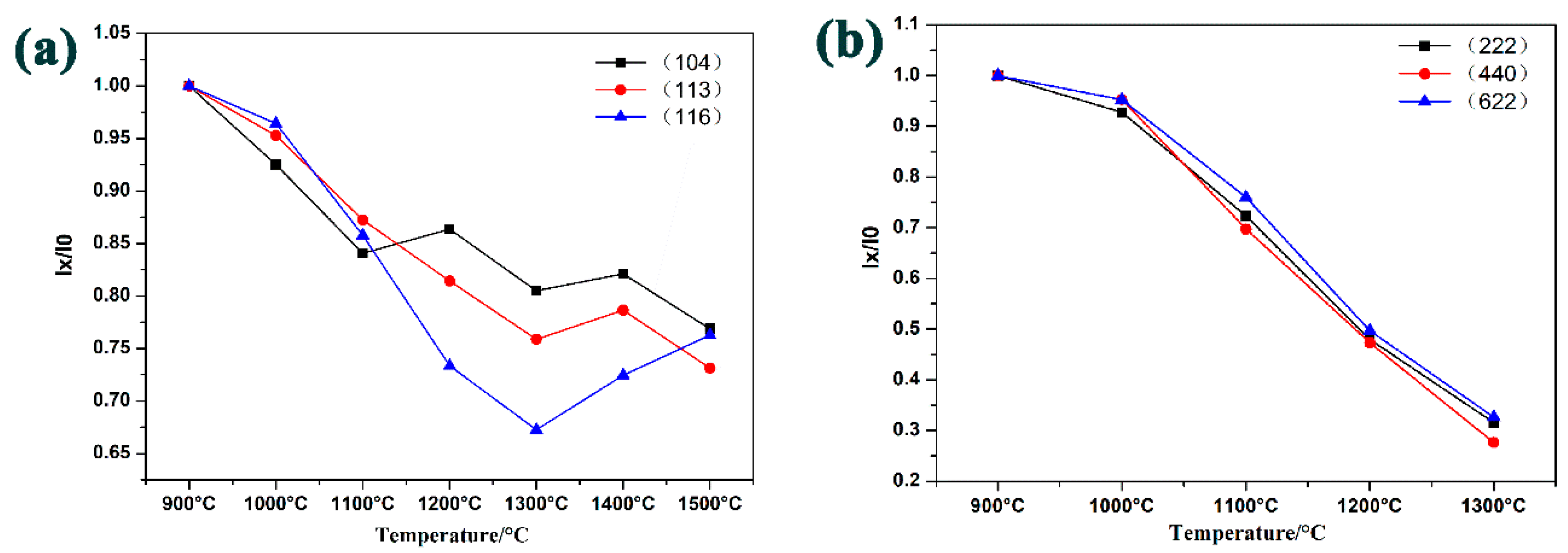
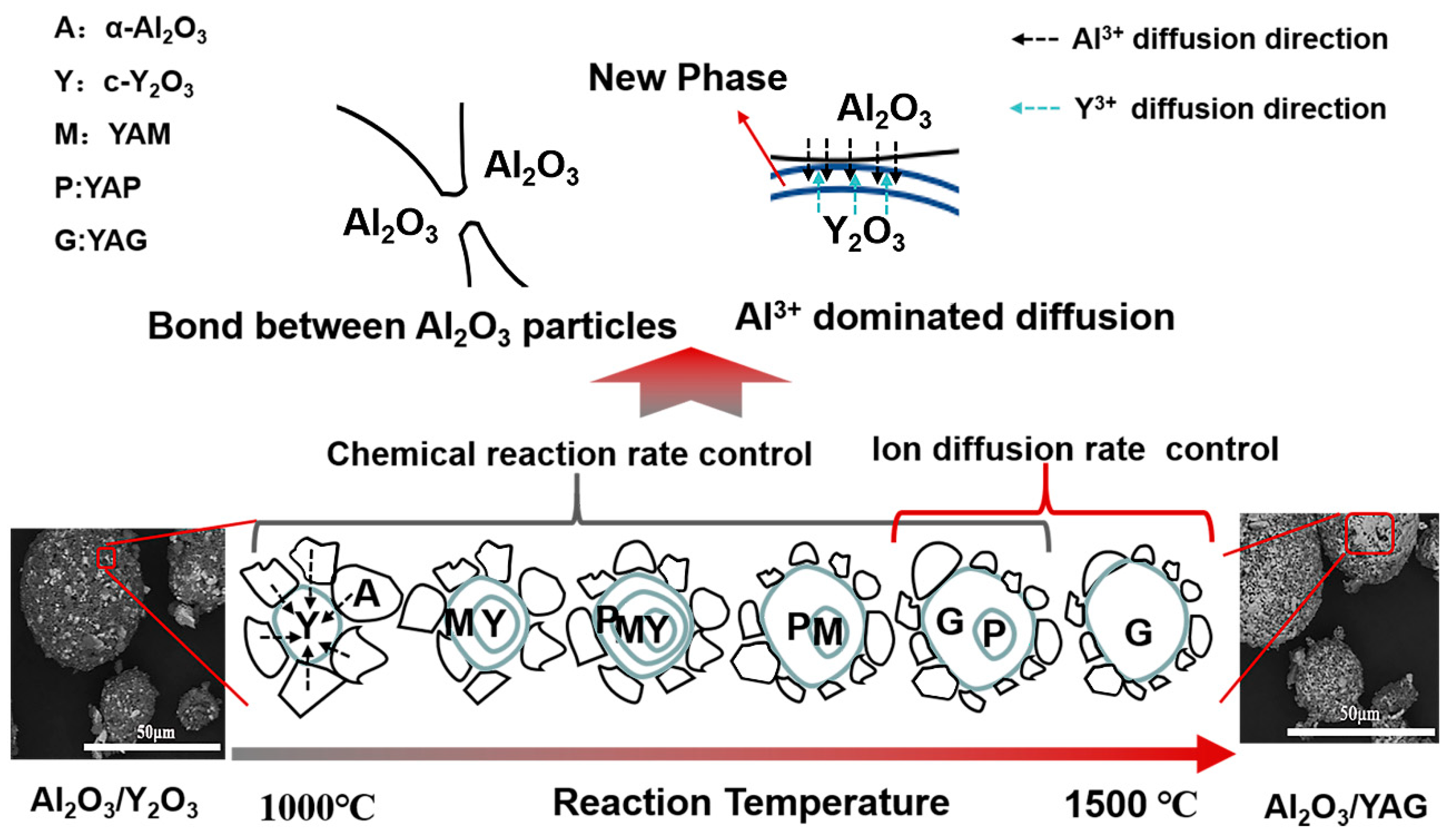
3.4. Solid-State Reaction Mechanism
3.5. Optimization of Calcination Process
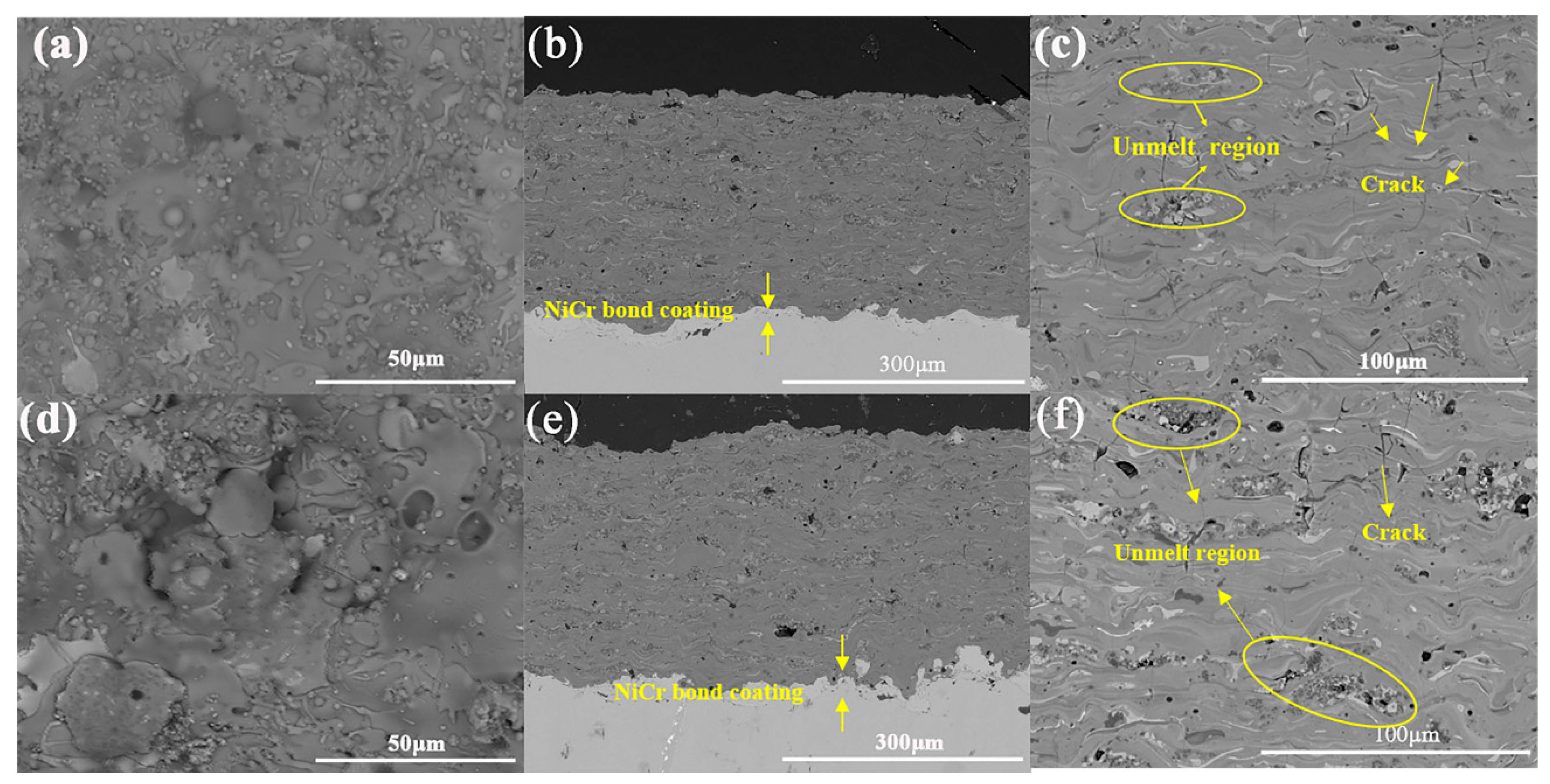
3.6. The Deposition Performance of Al2O3–YAG Coatings
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pereira, P.F.; Matos, M.G.; Avila, L.R.; Nassor, E.C.; Cestari, A.; Ciuffi, K.J.; Calefi, P.S.; Nassar, E.J. Red, green and blue (RGB) emission doped Y3Al5O12 (YAG) phosphors prepared by non-hydrolytic sol-gel route. J. Lumin. 2010, 130, 488–493. [Google Scholar] [CrossRef]
- Lin, Z.; Lin, H.; Xu, J.; Huang, F.; Chen, H.; Wang, B.; Wang, Y. Highly thermal-stable warm w-LED based on Ce:YAG PiG stacked with a red phosphor layer. J. Alloys Compd. 2015, 649, 661–665. [Google Scholar] [CrossRef]
- Ge, L.; Li, J.; Zhou, Z.; Qu, H.; Dong, M.; Zhu, Y.; Xie, T.; Li, W.; Chen, M.; Kou, H.; et al. Fabrication of composite YAG/Nd:YAG/YAG transparent ceramics for planar waveguide laser. Opt. Mater. Express 2014, 4, 1042–1049. [Google Scholar] [CrossRef]
- Chen, J.; Li, J.; Xu, J.; Liu, W.; Bo, Y.; Feng, X.; Xu, Y.; Jiang, D.; Chen, Z.; Pan, Y.; et al. 4350W quasi-continuous-wave operation of a diode face-pumped ceramic Nd:YAG slab laser. Opt. Laser Technol. 2014, 63, 50–53. [Google Scholar] [CrossRef]
- Rong, J.; Yang, K.; Zhuang, Y.; Zhong, X.; Zhao, H.; Ni, J.; Tao, S.; Wang, L.; Ding, C. Non-isothermal crystallization kinetics of Al2O3–YAG amorphous ceramic coating deposited via plasma spraying. J. Am. Ceram. Soc. 2018, 101, 2888–2900. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Feng, J.; Zhuang, Y.; Tao, S.; Ding, C. In-situ fabrication of amorphous/eutectic Al2O3–YAG ceramic composite coating via atmospheric plasma spraying. J. Eur. Ceram. Soc. 2016, 36, 4261–4267. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Feng, J.; Zhuang, Y.; Zhao, H.; Wang, L.; Ni, J.; Tao, S.; Shao, F.; Ding, C. Excellent wear resistance of plasma-sprayed amorphous Al2O3–Y3Al5O12 ceramic coating. Surf. Coat. Technol. 2017, 326, 96–102. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Zhuang, Y.; Ni, J.; Yang, J.; Tao, S.; Shao, F.; Ding, C. Microstructure and high PV wear behavior of novel amorphous Al2O3–YAG ceramic coating fabricated by atmospheric plasma spraying. J. Therm. Spray Technol. 2019, 28, 803–825. [Google Scholar] [CrossRef]
- Parthasarathy, T.A.; Mah, T.-I.; Keller, K. Creep mechanism of polycrystalline yttrium aluminum garnet. J. Am. Ceram. Soc. 1992, 75, 1756–1759. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Z.-F.; King, B.; Halloran, J.; Laine, R.M. Synthesis of yttrium aluminum garnet from yttrium and aluminum isobutyrate precursors. J. Am. Ceram. Soc. 1996, 79, 385–394. [Google Scholar] [CrossRef] [Green Version]
- Sakaguchi, I.; Haneda, H.; Tanaka, J.; Yanagitani, T. Effect of composition on the oxygen tracer diffusion in transparent yttrium aluminium garnet (YAG) ceramics. J. Am. Ceram. Soc. 1996, 79, 1627–1632. [Google Scholar] [CrossRef]
- Chen, Y.-T.; Lin, S.H.; Hsieh, W.H. Differential scanning calorimetric determination of the thermal properties of amorphous Co60Fe20B20 and Co40Fe40B20 thin films. Appl. Phys. Lett. 2013, 102, 051905. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Chen, G.L.; Liu, X.J. Glass formation mechanism of minor yttrium addition in CuZrAl alloys. Appl. Phys. Lett. 2006, 89, 131901–131904. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, Y.; Wei, X.; Shen, J. Close correlation between transport properties and glass-forming ability of an FeCoCrMoCBY alloy system. Intermetallics 2012, 30, 144–147. [Google Scholar] [CrossRef]
- Wang, H.; Gao, L.; Niihara, K. Synthesis of nanoscaled yttrium aluminum garnet powder by the co-precipitation method. Mater. Sci. Eng. A 2000, 288, 1–4. [Google Scholar] [CrossRef]
- Tong, S.; Lu, T.; Guo, W. Synthesis of YAG powder by alcohol–water co-precipitation method. Mater. Lett. 2007, 61, 4287–4289. [Google Scholar] [CrossRef]
- Hassanzadeh-Tabrizi, S.A.; Taheri-Nassaj, E.; Sarpoolaky, H. Synthesis of an alumina–YAG nanopowder via sol–gel method. J. Alloys Compd. 2008, 456, 282–285. [Google Scholar] [CrossRef]
- Chen, D.; Jordan, E.H.; Gell, M. Sol-gel combustion synthesis of nanocrystalline YAG powder from metal-organic precursors. J. Am. Ceram. Soc. 2008, 91, 2759–2762. [Google Scholar] [CrossRef]
- Gandhi, A.S.; Levi, C.G. Phase selection in precursor-derived yttrium aluminum garnet and related Al2O3–Y2O3 compositions. J. Mater. Res. 2005, 20, 1017–1025. [Google Scholar] [CrossRef]
- Mizutani, Y.; Yasuda, H.; Ohnaka, I.; Waku, Y. Phase selection of the Al2O3–Y2O3 system controlled by nucleation. Mater. Trans. JIM 2001, 42, 238–244. [Google Scholar] [CrossRef] [Green Version]
- Fabrichnaya, O.; Seifert, H.J.; Ludwig, T.; Aldinger, F.; Navrotsky, A. The assessment of thermodynamic parameters in the Al2O3–Y2O3 system and phase relations in the Y–Al–O system. Scand. J. Metall. 2002, 30, 175–183. [Google Scholar] [CrossRef]
- Florian, P.; Gervais, M.; Douy, A.; Massiot, D.; Coutures, J.P. A multinuclear multiple-field nuclear magnetic resonance study of the Y2O3–Al2O3 phase diagram. J. Phys. Chem. B 2001, 105, 379–391. [Google Scholar] [CrossRef]
- Medraj, M.; Hammond, R.; Parvez, M.A.; Drew, R.A.L.; Thompson, W.T. High temperature neutron diffraction study of the Al2O3–Y2O3 system. J. Eur. Ceram. Soc. 2006, 26, 3515–3524. [Google Scholar] [CrossRef]
- Kupp, E.R.; Kochawattana, S.; Lee, S.H.; Misture, S.; Messing, G.L. Particle size effects on yttrium aluminum garnet (YAG) phase formation by solid-state reaction. J. Mater. Res. 2014, 29, 2303–2311. [Google Scholar] [CrossRef]
- Hung, C.-T.; Lai, C.-Y.; Yen, F.-S. Size ratio induced yttrium aluminum garnet formation characteristics in nano-scaled Y2O3–Al2O3 powder systems via fast firing processes. Mater. Chem. Phys. 2011, 129, 534–539. [Google Scholar] [CrossRef]
- Li, J.; Liu, J.; Liu, B.; Liu, W.; Zeng, Y.; Ba, X.; Xie, T.; Jiang, B.; Liu, Q.; Pan, Y.; et al. Influence of heat treatment of powder mixture on the microstructure and optical transmission of Nd:YAG transparent ceramics. J. Eur. Ceram. Soc. 2014, 34, 2497–2507. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | NiCr Bond Coating | Ceramic Coatings 1 | Ceramic Coatings 2 |
|---|---|---|---|
| Arc current,A | 600 | 670 | 670 |
| Primary plasma gas (Ar), slpm | 55 | 50 | 50 |
| Secondary plasma gas (H2), slpm | 8 | 10 | 10 |
| Carrier gas (Ar), slpm | 3.5 | 3 | 4 |
| Powder feed rate, g/min | 20 | 40 | 30 |
| Relatively speed between torch and substrate, mm/s | 6.4 | 6.4 | 6.4 |
| Stand-off distance,mm | 110 | 120 | 120 |
| Phase | Molar Amount Per 100 mol | Crystal Plane | 1000 °C | 1100 °C | 1200 °C | 1300 °C |
|---|---|---|---|---|---|---|
| Al2O3 | 82 | (104) | 6.14 | 13.06 | 11.18 | 15.99 |
| (113) | 3.86 | 10.45 | 15.22 | 19.78 | ||
| (116) | 2.94 | 11.66 | 21.86 | 26.84 | ||
| Y2O3 | 18 | (222) | 1.30 | 4.98 | 9.37 | 12.31 |
| (440) | 0.86 | 5.44 | 9.48 | 13.03 | ||
| (622) | 0.85 | 4.32 | 9.06 | 12.13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Yang, K.; Rong, J.; Zhuang, Y.; Ai, Y.; Zhong, X.; Sheng, J.; Yang, H.; Ding, C. Study on Process Optimization of Sprayable Powders and Deposition Performance of Amorphous Al2O3–YAG Coatings. Coatings 2020, 10, 1158. https://doi.org/10.3390/coatings10121158
Zhang Z, Yang K, Rong J, Zhuang Y, Ai Y, Zhong X, Sheng J, Yang H, Ding C. Study on Process Optimization of Sprayable Powders and Deposition Performance of Amorphous Al2O3–YAG Coatings. Coatings. 2020; 10(12):1158. https://doi.org/10.3390/coatings10121158
Chicago/Turabian StyleZhang, Zheyi, Kai Yang, Jian Rong, Yin Zhuang, Yizhaotong Ai, Xinghua Zhong, Jing Sheng, Haifeng Yang, and Chuanxian Ding. 2020. "Study on Process Optimization of Sprayable Powders and Deposition Performance of Amorphous Al2O3–YAG Coatings" Coatings 10, no. 12: 1158. https://doi.org/10.3390/coatings10121158