Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition


1
Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300354, China
2
School of Materials Science and Engineering, Tianjin University, Tianjin 300354, China
3
School of Mechanical Engineering, Tianjin Sino-German University of Applied Sciences, Tianjin 300350, China
*
Author to whom correspondence should be addressed.
Coatings 2020, 10(11), 1136; https://doi.org/10.3390/coatings10111136
Submission received: 15 October 2020
/
Revised: 15 November 2020
/
Accepted: 19 November 2020
/
Published: 23 November 2020
Abstract
:FeCoCrNiMnAlx high-entropy alloy (HEA) cladding layers were successfully fabricated on H13 steel by laser cladding. The microstructure and properties of the FeCoCrNiMnAlx HEA cladding layers were systematically studied. The influence of Al content on high-temperature wear resistance of HEAs was investigated by depth-of-field microscopy, XRD, SEM and EDS. Addition of Al element affected the mechanism of oxidation and strengthening of the cladding layers, and effectively promoted its anti-oxidant and abrasion resistance. Compared with the FeCoCrNiMn cladding layer, the FeCoCrNiMnAl0.75 cladding layer enhanced the anti-plastic deformation capacity by 7.1% and reduced oxidation weight gain and total wear weight loss at high temperature by 36.79% and 79.0%, respectively. The wear mechanisms of the cladding layer at high temperature were mainly oxidation wear and abrasive wear, while adhesive wear took a backseat.
1. Introduction
Due to high-entropy [1], severe lattice distortion [2], sluggish diffusion [3] and cocktail effects [4], high-entropy alloys (HEAs) have excellent properties such as high hardness, high wear resistance, high-temperature resistance and high specific strength [5,6,7,8,9]. Performance in the high-temperature service environment (such as high-temperature oxidation, high-temperature wear, etc.) determine the application prospect of HEAs in the high-temperature field. Therefore, the high-temperature properties of HEAs have been widely studied and discussed.
Liu et al. [10] studied the oxidation behavior of AlCoCrFeNi HEAs with different Al content in supercritical water at different temperatures. They found that oxide particles on the surface of Al0.15CoCrFeNi and Al0.4CoCrFeNi HEAs were smaller than those on HR3C steel, leading to better oxidation resistance and electrochemical corrosion resistance. Butler et al. [11] researched the effect of Al content on the oxidation behavior of AlxCoCrFeNi HEAs. It was found that the oxide layer was mainly composed of Cr2O3 and Al2O3, and increasing the Al content could improve the thickness and uniformity of Al2O3 film, resulting in improvement of the high-temperature oxidation resistance of the HEAs. Kai et al. [12] studied the oxidation behavior of three equimolar HEAs (i.e., FeCoNiCrMn, FeCoNiCrSi and FeCoNiCrAl). Oxidation rates of all the alloys were parabolic regardless of alloy composition and temperature. The oxides formed by Al elements at high temperature had a significant effect on the high-temperature oxidation resistance of HEAs.
Tribological behavior of materials is very important for their service life. Investigation of high-temperature friction and wear behavior of HEAs in the air is increasing rapidly. Chen et al. [13] found that the σ-CrFe phase was formed in as-cast Al0.6CoCrFeNi HEA after cold rolling and annealing treatment, so the high-temperature wear resistance (600 °C) of the alloy was three times that of the GCr15 alloy. Joseph et al. [14] studied the influence of Al content on the high-temperature wear resistance of AlxCoCrFeNi (x = 0, 0.3, 0.6, 1) HEAs. The results indicate that AlCoCrFeNi HEA had an ultra-high microhardness (630 HV3) and the highest wear resistance at room temperature due to formation of dense oxide films and grain refinement of the subsurface.
Although a large number of scholars have studied high-temperature oxidation and wear resistance of different kinds of HEAs, there are few studies on high-temperature wear resistance of HEAs prepared by laser cladding (LC). LC is characterized by high energy density, fast cooling speed, small heat input, low dilution rate of cladding layer and small thermal impact on matrix [15,16]. Thus, it can not only achieve surface modification of materials but also reduce the cost of processing [17,18]. Therefore, LC has been increasingly used to manufacture HEAs.
Consequently, this investigation systematically studied high-temperature oxidation and wear properties of FeCoCrNiMnAlx laser coatings, and the influence of Al content on mechanisms of high-temperature oxidation and wear were discussed in detail.
2. Experimental Procedures
2.1. Materials and Fabrication of Laser Cladding Coating
4Cr5MoSiV1 die steel (H13 steel) was used as the matrix material for LC of HEAs, and the chemical composition is listed in Table 1. The specific size of the matrix material sample was 80 × 60 × 12 mm3. FeCoCrNiMnAlx HEA powder prepared by gas atomization was used in the experiment. The molar ratios of alloying elements in the HEAs powders were 1:1:1:1:1:x (x = 0, 0.25, 0.5, and 0.75), and the particle size was approximately 15–53 μm.
A JK2003SM Nd:YAG solid-state laser machine was used to conduct LC. The powder was compacted and flattened by mechanical extrusion, so that the thickness of prefabricated cladding powder was about 1 mm. The laser cladding parameters were about 6 mm/s scanning velocity, 1300 W laser power, 3 mm laser beam spot diameter (negative defocus), 30% overlap ratio of multi-track, argon shielding gas, and 25 mL/min flow rate.
2.2. Microstructure Characterization
The samples were polished according to standard procedures and then etched by using nitrohydrochloric acid for about 30 s. A JSM-7800F scanning electron microscope (SEM, JEOL, Tokyo, Japan) was used to observe the microstructures of FeCoCrNiMnAlx cladding layers. The distribution and content of alloying elements were determined by energy dispersive spectroscopy (EDS, JEOL, Tokyo, Japan). The phase compositions of the coatings were identified by a MiniFlex600 advanced X-ray diffractometer (40 kV, 15 mA, Cu Kα radiation, 8°/min scanning speed, Rigaku, Tokyo, Japan), and Origin Pro 9 software was used to analyze the data.
2.3. High-Temperature Oxidation Test
A high-temperature oxidation test was conducted in a high-temperature electric furnace. The maximum service temperature of 4Cr5MoSiV1 die steel is 600 °C. In order to verify improvement of high-temperature oxidation of substrate metal by the FeCoCrNiMnAlx cladding layers, the temperature of the high-temperature oxidation test was set at 600 °C, and the test duration was 100 h. The specimens with the size of 10 × 10 × 1 mm3 were cut from the cladding layers. Samples were put into the corundum porcelain boat, and a digital balance with 0.1 mg accuracy was used to measure the weights of the porcelain boat and sample as the initial mass (m0). After the high-temperature oxidation test, the porcelain boat and oxidation sample were weighed as m. The ratios of mass changes to the surface area were the weight gain per unit area of cladding layers (ΔG).
where m0 is the initial mass (mg) of the porcelain boat and sample before the high-temperature oxidation test, m is the mass (mg) of the porcelain boat and sample after the high-temperature oxidation test, and S is the total area of the sample (cm2). To ensure the accuracy of the test results, the samples with the same process parameters were tested three times under the same oxidation environment parameters and then averaged. The microstructures and element distributions of the oxidation layer after 100 h high-temperature oxidation test were characterized using SEM and EDS, respectively.
2.4. Mechanical Properties
Nano-indentation test specimens (10 × 10 × 5 mm3) were cut, and the surface of the laser cladding layer was ground, polished and etched. The load-displacement data and elastic moduli of the cladding layers were obtained by a KLA-Tencor G200 Nanoindenter (KLA-Tencor, Milpitas, CA, US) at room temperature. The experiments were conducted at a loading rate of 0.1 s−1 and a holding time of 10 s, and the indentation depth of the diamond head was 500 nm.
An MDW-02 abrasive wear tester was used to measure the high-temperature wear properties of the FeCoCrNiMnAlx cladding layers at 600 °C. The upper sample for wear test was YG6 tungsten steel ball (WC + 6 wt.% Co) with the diameter of 6.35 mm, and its hardness was HRA92. The thickness and diameter of the specimens were 3 and 20 mm, respectively. The test parameters were 30 N load, 1 Hz test frequency, 65 r/min rotational speed, 60 min wear time, and 4 mm/s radial feed speed. An analytical balance with 0.1 mg accuracy was used to measure the weight of the specimens before and after the wear test. Then the wear loss, friction coefficient and friction force were obtained. The microstructure of the worn surface was characterized using SEM.
3. Results and Discussions
3.1. Phase and Microstructure of the FeCoCrNiMnAlx Coatings
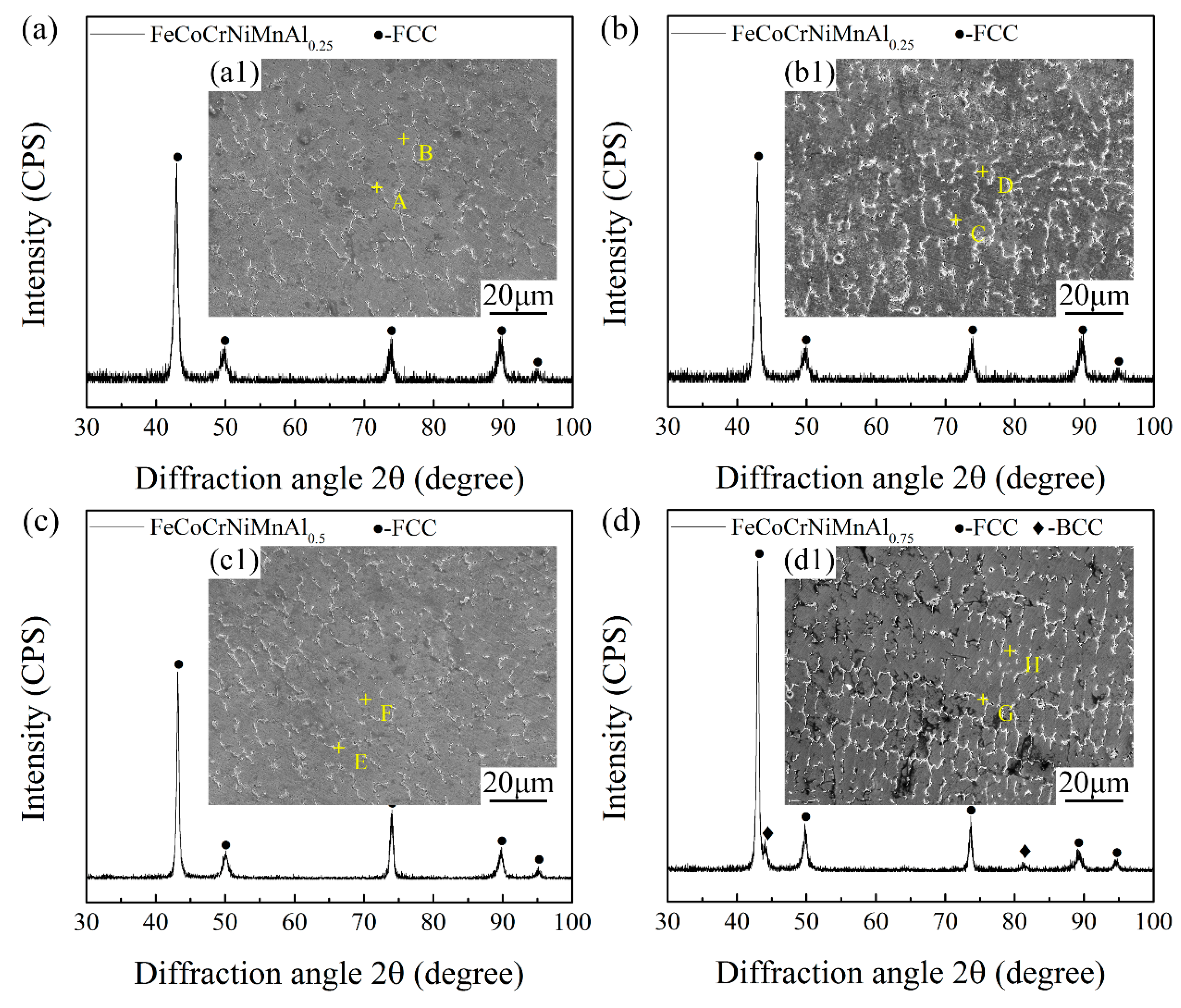
Figure 1 shows the XRD detection results and SEM microstructures of FeCoCrNiMnAlx cladding layers. Due to the high mixing entropy, no complex intermetallic compounds were produced in the laser cladding layers. Only FCC (Face-Centered Cubic structure) phase exists in the FeCoCrNiMn, FeCoCrNiMnAl0.25 and FeCoCrNiMnAl0.5 cladding layers, as shown in Figure 1a–c. The FeCoCrNiMnAl0.75 cladding layer has a dual phase structure (FCC and BCC phases), as shown in Figure 1d. This is similar to the conclusions of some scholars [2,4]. Therefore, Al element (0.75 mol) promoted partial conversion of the FCC phase in the HEA coating into the BCC (Body-Centred Cube structure) phase.
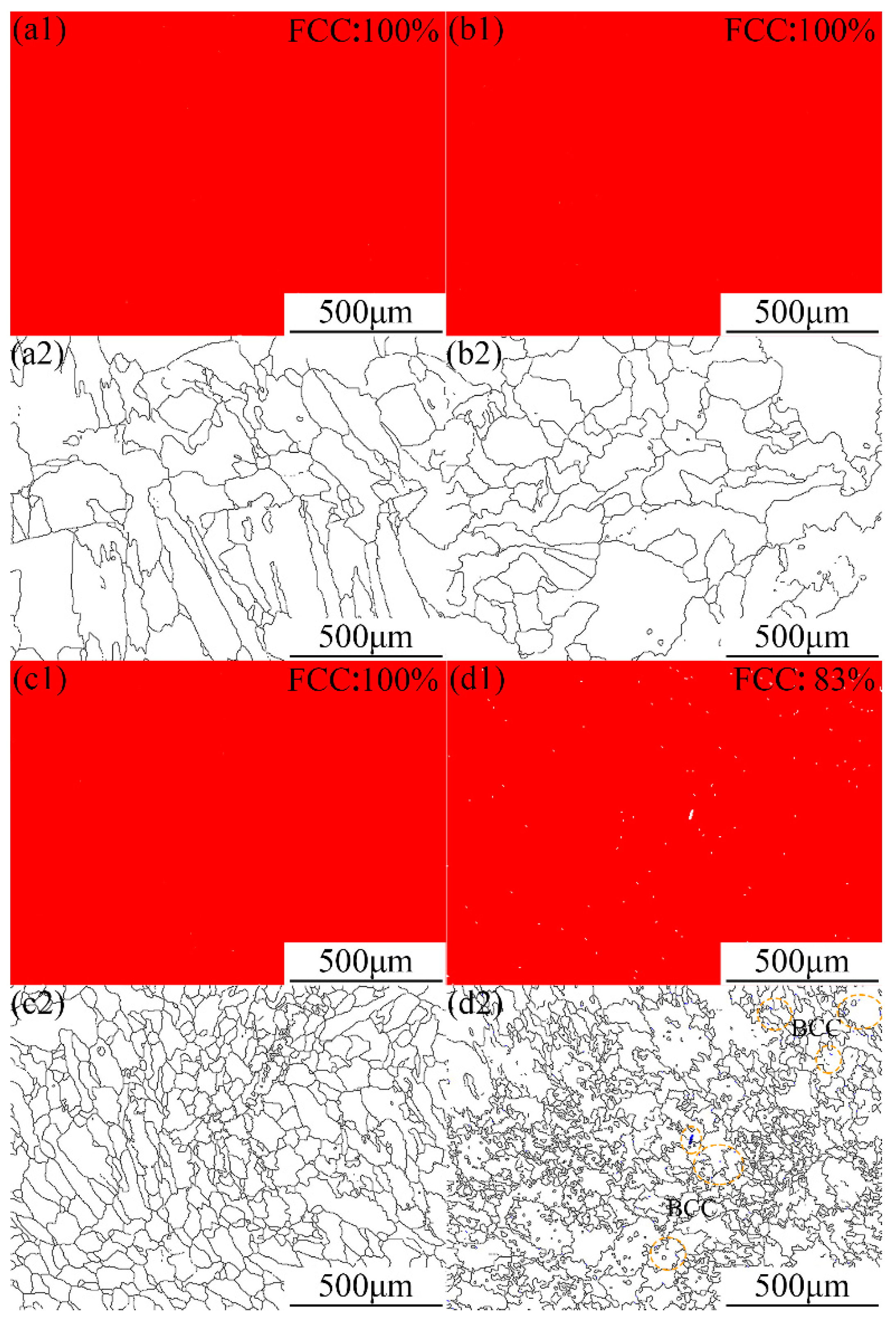
Grain boundaries and phase distribution of FeCoCrNiMnAlx cladding layers were detected by EBSD, and the results are shown in Figure 2. The FCC phase uniformly distributed in the cladding layers when the contents of Al element were 0, 0.25 and 0.5 mol, respectively. The BCC phase structure appeared in the FeCoCrNiMnAl0.75 cladding layer, and it is located at the grain boundaries, as shown in Figure 2d2.
Moreover, dendritic morphologies can be observed on the surface of FeCoCrNiMnAlx cladding layers, as shown in Figure 1a1–d1. The average grain sizes of the four coatings are 10.37, 8.61, 7.54 and 5.32 μm, respectively, indicating that Al element has the effect of refining grains. EDS detection results of dendritic and interdendritic spaces of FeCoCrNiMnAlx cladding layers are listed in Table 2. Interdendritic space in the FeCoCrNiMn cladding layer contained more Cr elements than dendritic spaces. The distribution patterns of alloying elements in the remaining cladding layers were basically similar, that is, the content of Cr and Al elements in the interdendritic space were higher, while the dendritic space contained more other four alloying elements (Fe, Co, Ni and Mn).
The mixed entropy values (∆Smix) of the FeCoCrNiMnAlx cladding layers were calculated using the Boltzmann equation, as follows [19]:
where k is the Boltzmann constant (1.3805410−23 J/K), w is the degree of confusion, R is the gas constant (8.314 J/(K⋅mol)), n is the number of elements and xi is the composition of the ith element. According to the EDS detection results of the FeCoCrNiMnAlx cladding layers, as shown in Table 3, the mixing entropies () of the four cladding layers were 1.606, 1.708, 1.751 and 1.772 R, respectively. Therefore, the FeCoCrNiMnAlx laser cladding layers belong to the HEAs according to the perspective of thermodynamics.
3.2. High-Temperature Wear Test Results of the FeCoCrNiMnAlx Coatings
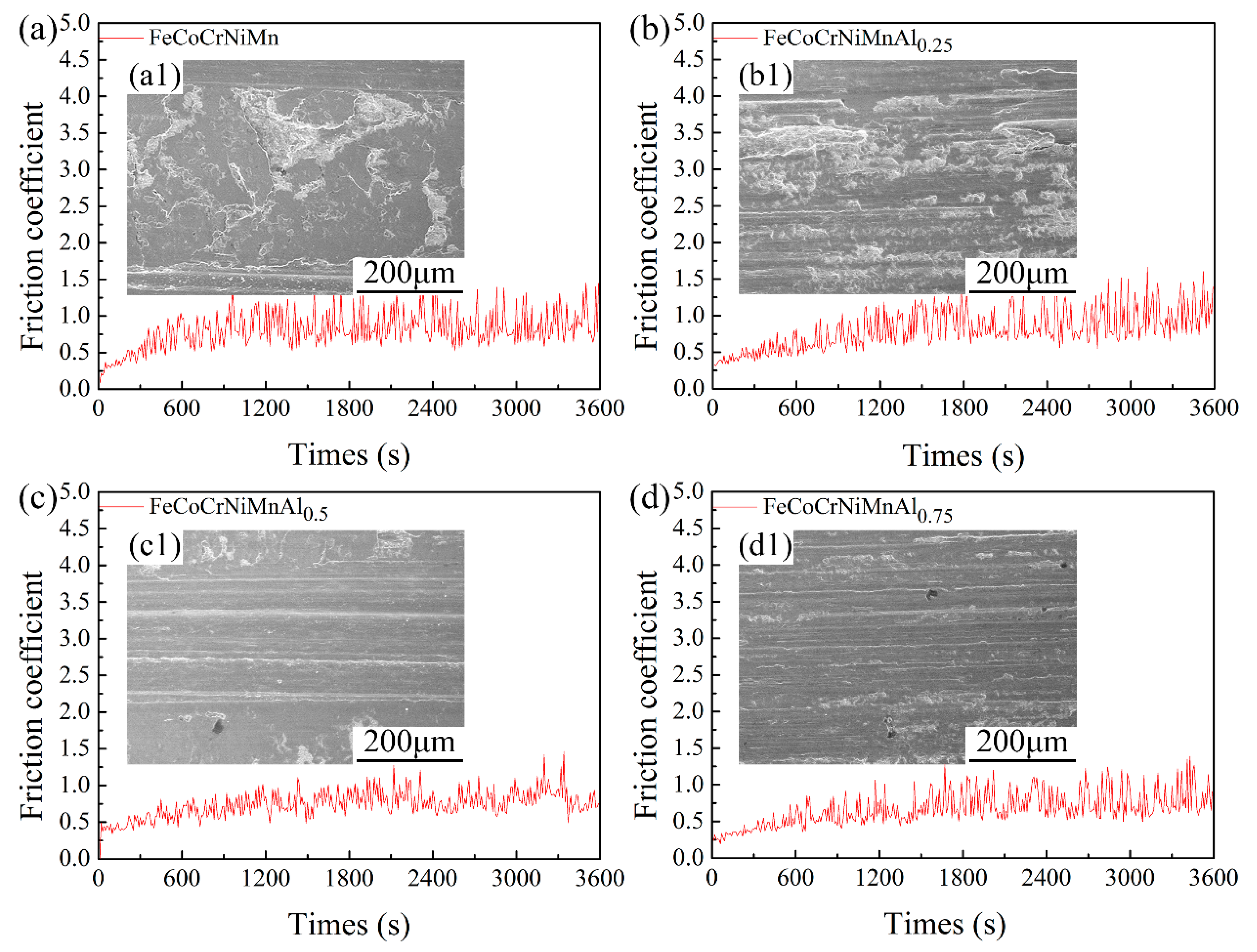
Figure 3 shows the high-temperature wear test results of the FeCoCrNiMnAlx cladding layers. The wear mass losses of the four cladding layers were 19, 15, 7 and 4 mg, respectively. The wear loss weights of the FeCoCrNiMnAl0.25, FeCoCrNiMnAl0.5 and FeCoCrNiMnAl0.75 cladding layers, respectively, reduced by 21.1%, 63.1% and 79.0% compared with the FeCoCrNiMn cladding layer. Figure 3a–d shows the relationship curves between the friction coefficients of the FeCoCrNiMnAlx cladding layers and the friction time at 600 °C. Friction coefficients in the initial stage are lower because the tungsten steel ball had not been adequately contacted with the cladding layer. The average friction coefficients of the four HEA cladding layers, at the stable wear stage, were 1.1591, 1.0202, 1.0596 and 0.7982, respectively. The change rules of the wear mass losses and friction coefficients indicate that Al element significantly improved the high-temperature wear resistance of the HEA cladding layers.
The wear widths of the FeCoCrNiMnAlx cladding layers were 2.24, 1.62, 1.18 and 1.04 mm, respectively, as shown in Figure 3a1–d1. All the four HEA cladding layers contain oxidation wear morphologies. In addition, the worn surface of the FeCoCrNiMn coating appeared to have serious bulking and accumulation due to plastic deformation. Therefore, the wear morphology of the FeCoCrNiMn coating is combined with oxidative wear and adhesive wear. The wear morphologies of the FeCoCrNiMnAl0.25 and FeCoCrNiMnAl0.5 coatings consist of oxidative wear, adhesive wear and a small amount of abrasive wear because of ploughing that appeared on the worn surfaces. The worn surface of the FeCoCrNiMnAl0.75 coating shows no obvious peeling and adhesion, and the wear mechanism is oxidation wear and abrasive wear.
3.3. High-Temperature Wear Mechanism of the FeCoCrNiMnAlx Coatings
3.3.1. Anti-plastic Deformation Mechanism of the FeCoCrNiMnAlx Coatings
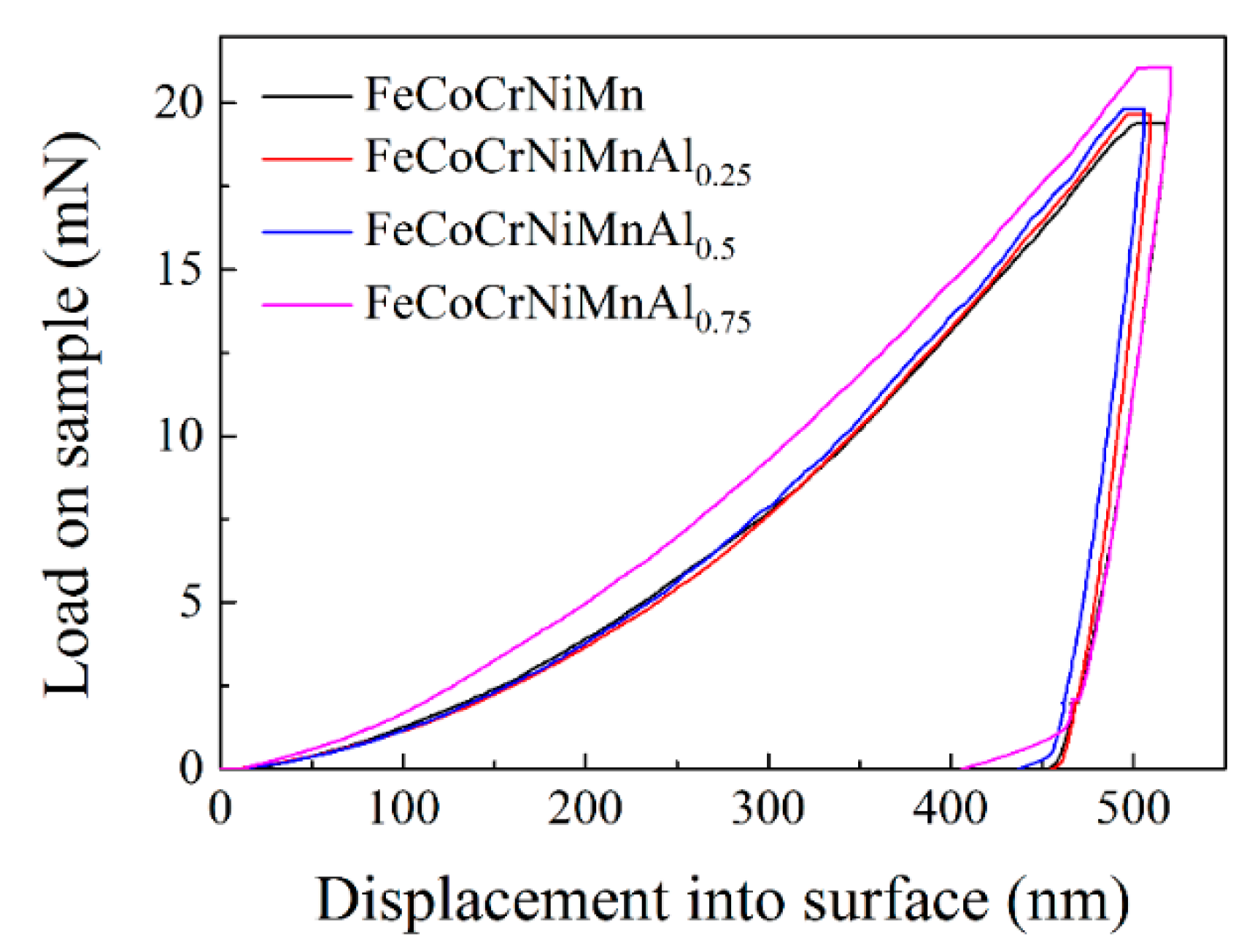
Nano-indentation load-displacement curves of the FeCoCrNiMnAlx cladding layers are shown in Figure 4. The peak loads of the four cladding layers are 19.503, 19.664, 19.833 and 20.884 mN, respectively. The anti-plastic deformation abilities of the FeCoCrNiMnAl0.25, FeCoCrNiMnAl0.5 and FeCoCrNiMnAl0.75 cladding layers were, respectively, increased by 0.8%, 1.7% and 7.1% compared with the FeCoCrNiMn cladding layer. Meanwhile, the average elastic modulus of the four HEA cladding layers are 210.02, 191.104, 179.138 and 173.953 GPa, respectively. The results show that the FeCoCrNiMnAl0.75 coating has a higher hardness and stiffness than other three HEA coatings.
On the one hand, the significant difference of the atom radii between the Al element (1.43 Å) and the other four elements (i.e., Fe (1.26Å), Mn (1.27 Å), Co (1.25 Å), Cr (1.28 Å) and Ni (1.25 Å)) aggravated the lattice distortion effect of the HEA. The increased content of Al element gradually increased the lattice distortion effect. Ultimately, normal grain growth was limited because the diffusion of atoms was hindered [20]. Therefore, fine-grain strengthening is one of the main methods for anti-plastic deformation of the cladding layers. On the other hand, both FCC and BCC structures contain 12 slip systems. However, FCC structures have four slip directions, while BCC structures have only 2. The direction and magnitude of the total dislocations in FCC structures are 1/2<110> and /2, respectively, while those in BCC structures are 1/2<111> and /2, respectively. An FCC structure has more slip direction and smaller Burgers vector than a BCC structure. It also contains more slip-conducive edge dislocation for motion, which is more likely to cause plastic deformation [21,22,23,24,25]. Therefore, the BCC phase has a greater ability to resist plastic deformation and plays a solid solution strengthening role in the FeCoCrNiMnAl0.75 coating.
As a result, major hardening in the FeCoCrNiMnAl0.75 HEA cladding layer is by a combination of refinement of the microstructure and presence of the hard BCC phase.
3.3.2. High-Temperature Oxidation Mechanism of the FeCoCrNiMnAlx Coatings
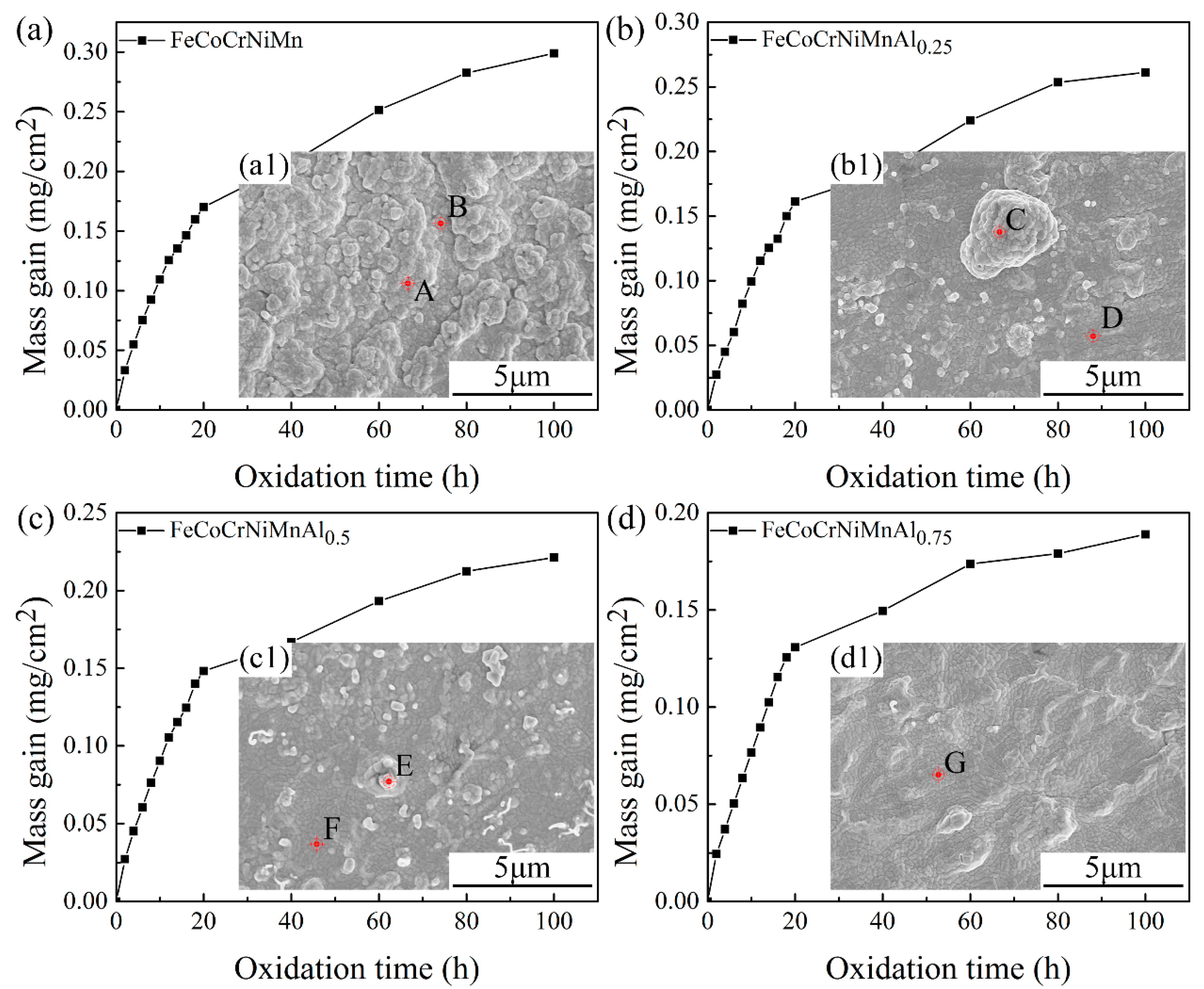
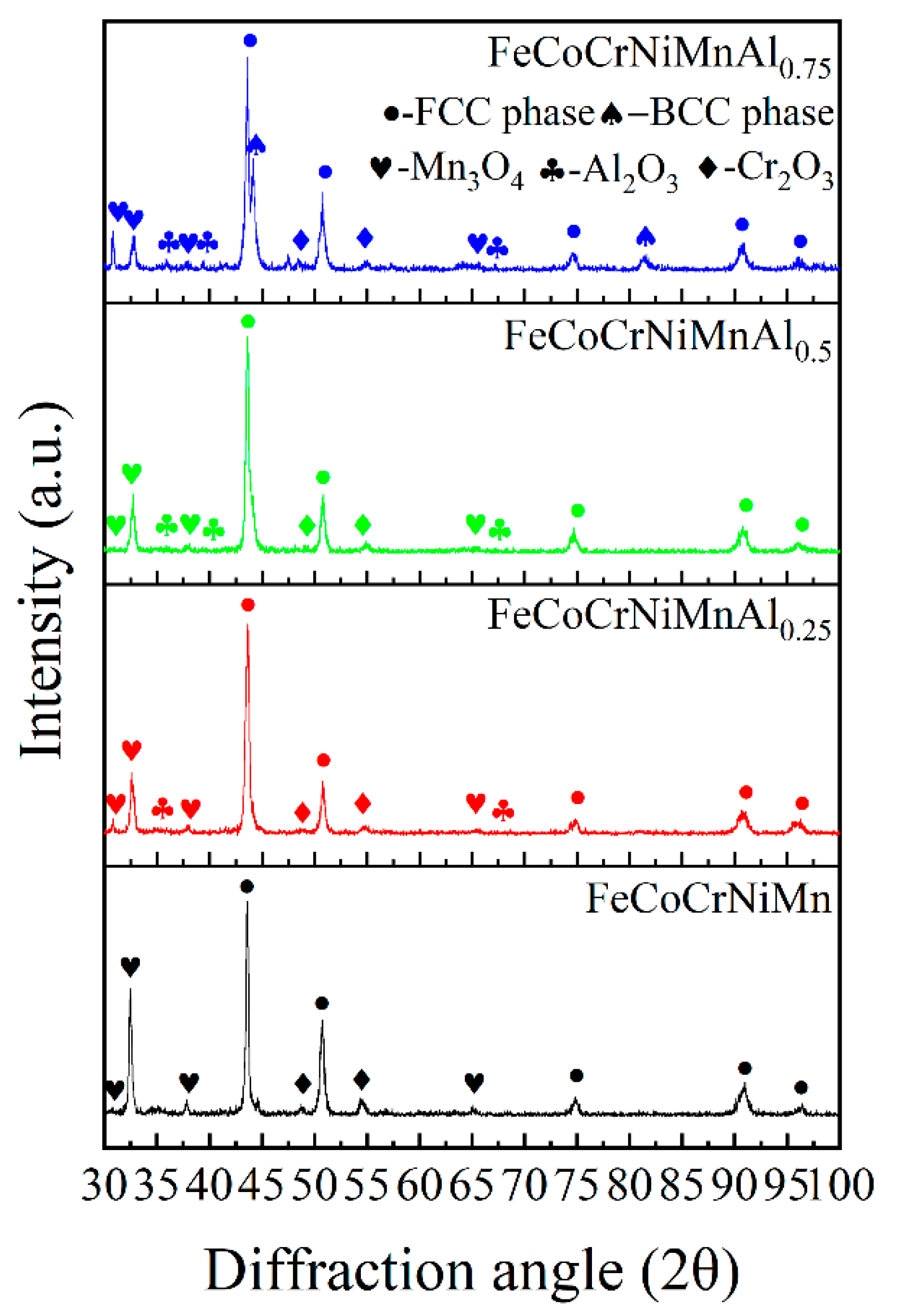
Figure 5a–d shows that the oxidation mass gain curves of the FeCoCrNiMnAlx cladding layers present a parabolic shape. The oxidation mass gain curves consist of a rapid oxidation stage (0–20 h) and a slow oxidation stage (20–100 h). The mass gains of the four cladding layers were 0.299, 0.261, 0.221 and 0.189 mg/cm2, respectively. Oxides on the surface of the FeCoCrNiMn cladding layer present a microstructure of stacked clusters, and formation of an incomplete oxide film, as shown in Figure 5a1. Combined with EDS results in Table 4 and XRD results in Figure 6, it can be seen that the stacked cluster structure is composed of Mn3O4 (i.e., A zone), and the gap is Cr2O3 (i.e., B zone). After Al element was added to the cladding layers, the content of Mn3O4 in the oxide layer gradually decreased, while the compact small-sized oxide (i.e., D, F and G zones) appeared and gradually increased. EDS and XRD detection results show that this kind of oxide is Al2O3 instead of Cr2O3. A complete Al2O3 oxide film was formed on the surface of the FeCoCrNiMnAl0.75 cladding layer, as shown in Figure 5d1. Therefore, this HEA cladding layer had the best high-temperature oxidation resistance.
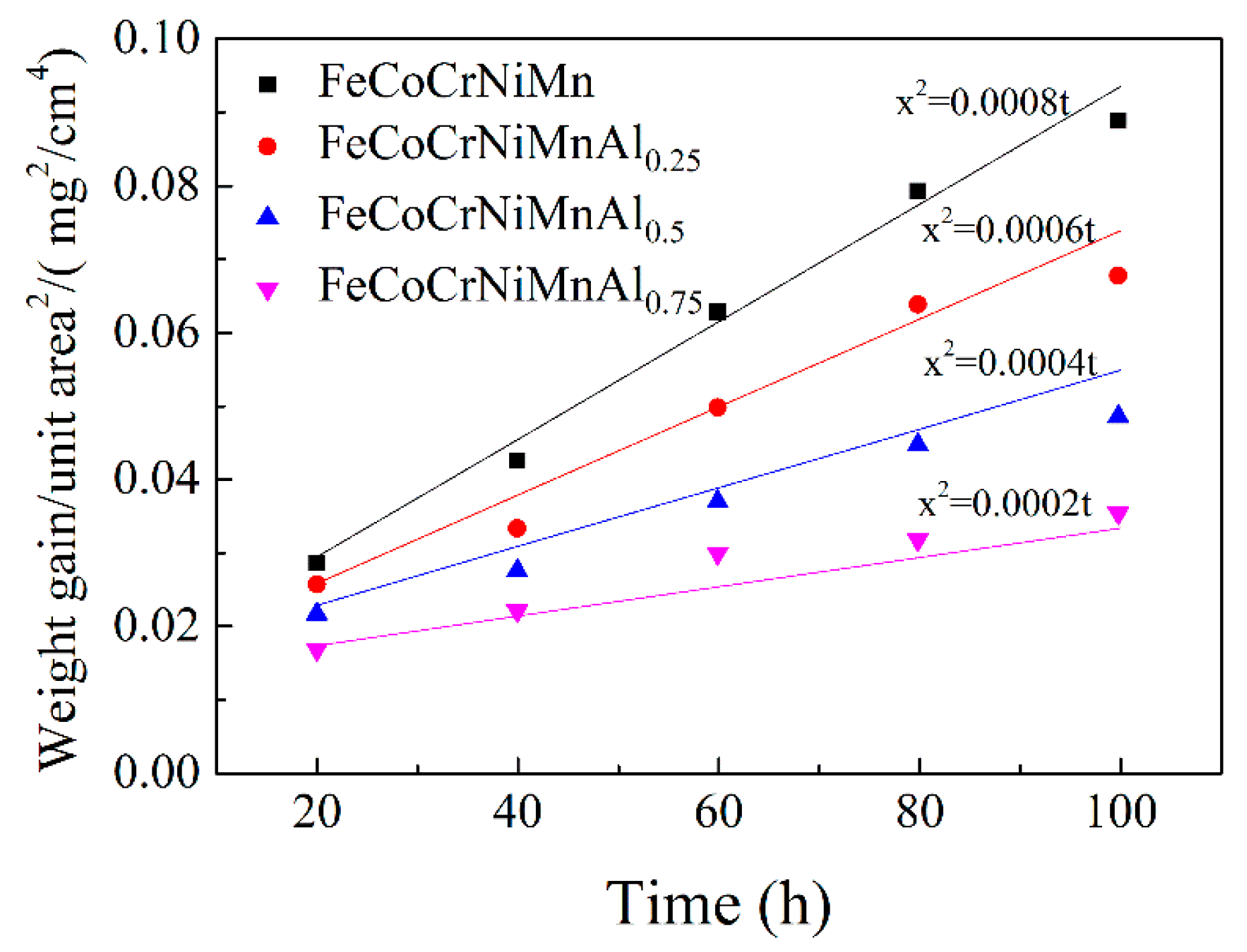
The oxidation kinetics curves of the FeCoCrNiMnAlx cladding layers were fitted by using the high-temperature oxidation parabolic model. The high-temperature oxidation parabolic kinetic equation was used to calculate the oxidation rate:
where x is the oxidation mass gain per unit area, a is the parabolic velocity constant of the oxidation reaction (the rate of oxidation) and t is the oxidation time. Oxidation kinetic data of the four HEA coatings at the slow oxidation stage are put into Equation (3) for linear fitting, and the results are shown in Figure 7. The relationships between the square of oxidation mass gain and the oxidation time are approximately linear. The oxidation mass gain rate of the FeCoCrNiMnAl0.75 cladding layer was lower than those of other cladding layers, which further proved that the FeCoCrNiMnAl0.75 cladding layer had a better high-temperature oxidation resistance capability.
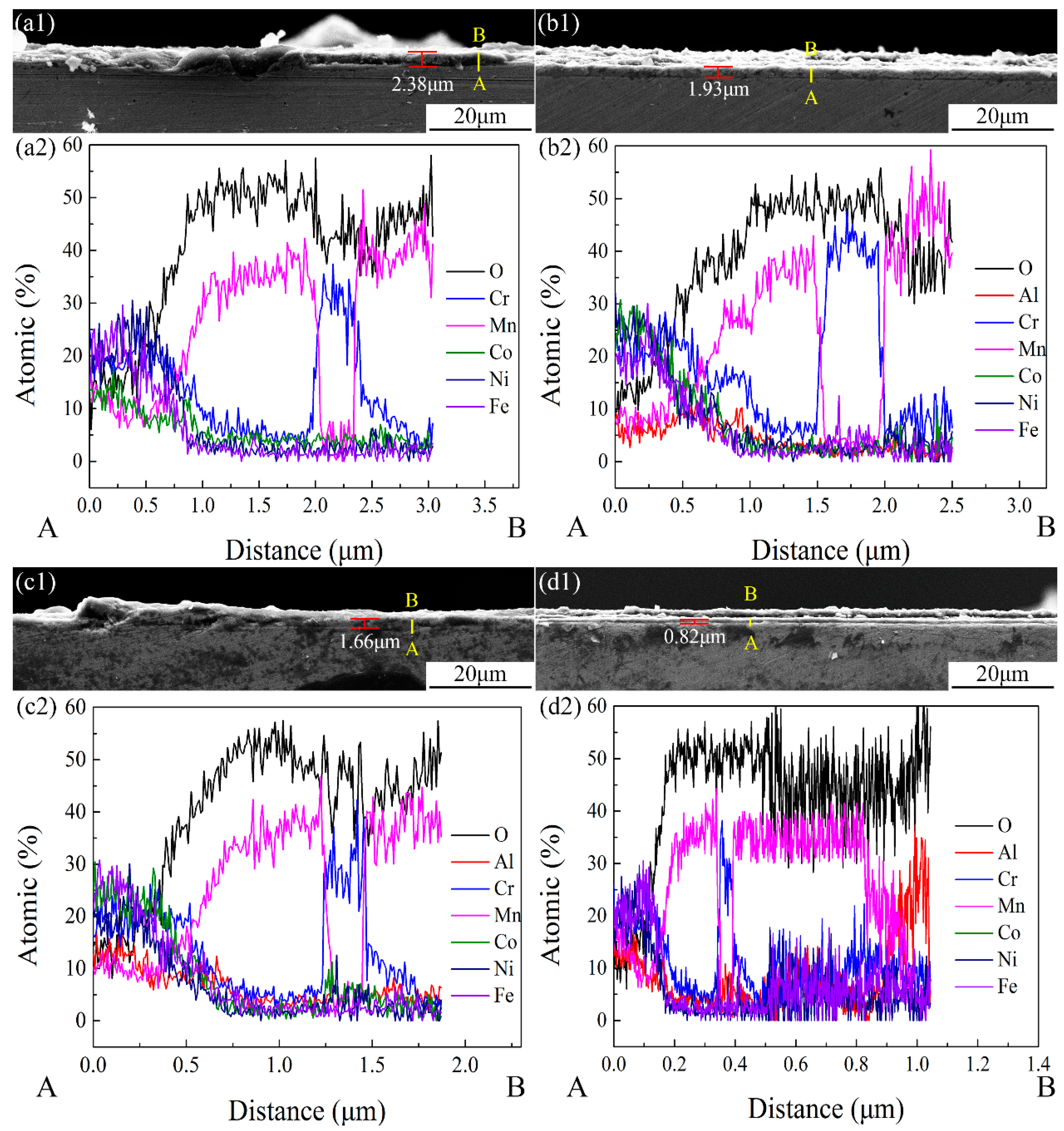
The oxide film thicknesses of the FeCoCrNiMnAlx cladding layers were 2.38, 1.93, 1.66 and 0.82 μm, respectively, as shown in Figure 8a1–d1. The oxide film of the FeCoCrNiMn cladding layer exclusively contains Cr and Mn elements, while Co, Ni and Fe elements are undetectable, as shown in Figure 8a2. The oxide film can be divided into two layers: a thicker Mn-rich outer layer and a thinner Cr-rich inner layer (near the bottom of the HEA cladding layer). The Al element began to distribute in the oxide films of the FeCoCrNiMnAl0.25 and FeCoCrNiMnAl0.5 cladding layers, and the content was increasing gradually, as shown in Figure 8b2,c2. The oxide film on the surface of the FeCoCrNiMnAl0.75 coating could be divided into three layers: a Cr-rich inner layer, a Mn-rich middle layer and a thinner Al-rich outer layer, as shown in Figure 8d2.
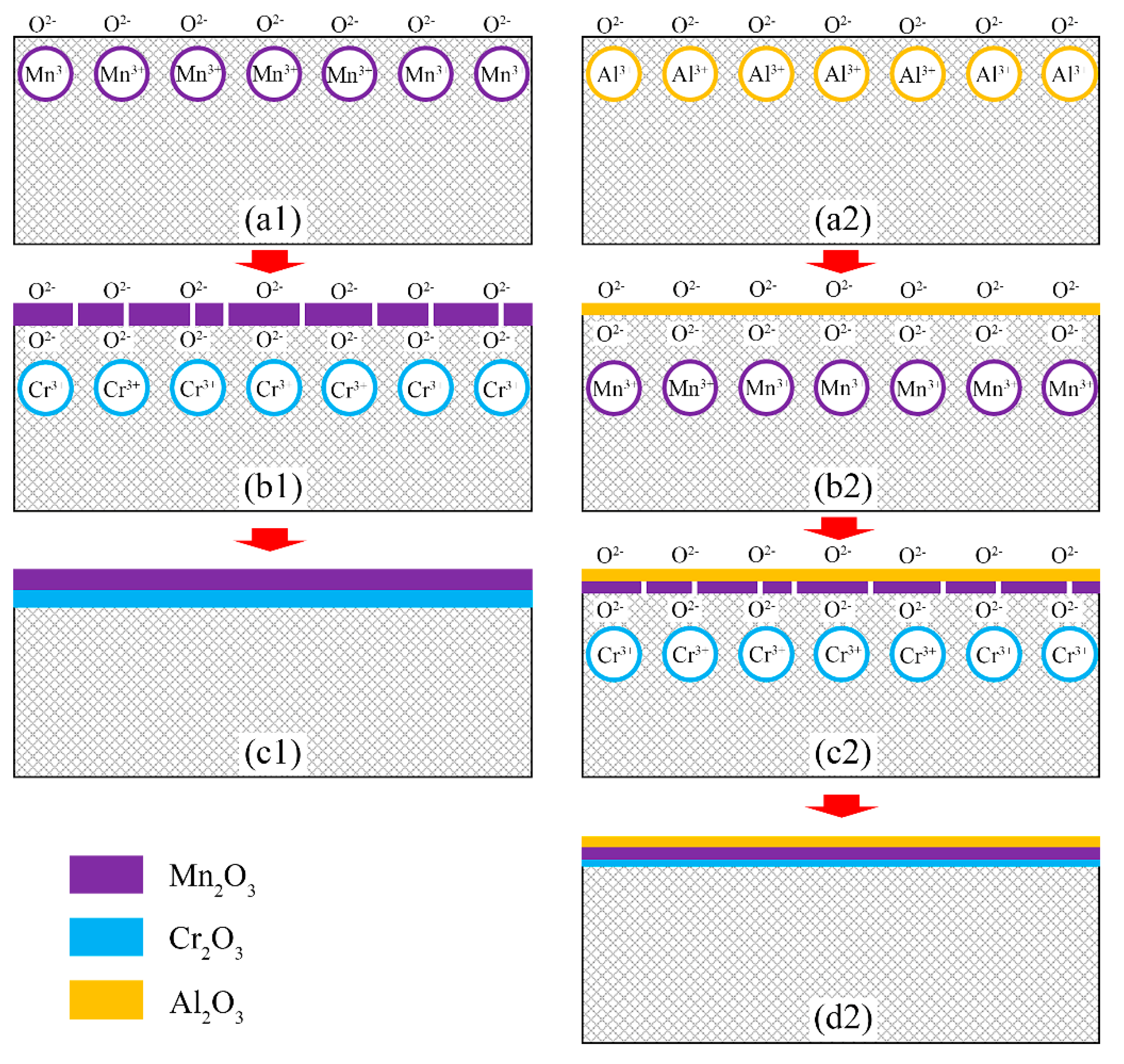
Figure 9a1–c1 shows the oxidation mechanism of the FeCoCrNiMn cladding layer. The standard Gibbs free energies of the Mn2O3 oxide (−306.70 kJ/mol) and Cr2O3 oxide (−251.70 kJ/mol) are less than those of the other three oxides [26], and the Mn element has a diffusion rate two magnitudes faster than the Cr element [27]. Mn atoms in the FeCoCrNiMn cladding layer firstly oxidized with the O atoms on the surface to form an incomplete thin Mn2O3 oxide film, as shown in Figure 9a1,b1. As the oxidation process continued, the thickness of the Mn2O3 oxide film increased rapidly, and a complete oxide film was formed. A Mn-depleted zone was generated on the subsurface of the cladding layer due to rapid oxidation of Mn atoms. In addition, since Cr2O3 has a lower standard Gibbs free energy than other oxides, Cr atoms and oxygen atoms entered the oxide film, rapidly forming Cr2O3 oxide, which further increased the thickness of the oxide film, as shown in Figure 9c1. As the oxidation process continued, these Mn2O3 and Cr2O3 oxides separated the inward diffusing O atoms from the outward diffusing alloying atoms, and then the oxidation rate of the cladding layer was reduced.
The Al2O3 oxide has a lower Gibbs free energy (−373.75 kJ/mol) than those of Cr2O3 and Mn2O3 oxides [26]. The Al2O3 oxide was preferentially formed and rapidly grew on the surface of the cladding layers, as shown in Figure 9b2. The necessary conditions for the formation of the continuous dense oxide film are as follows: the volume of metal oxide film formed on the metal surface is larger than the volume of metal elements consumed to generate these oxide films, which is called Pilling-Bedworth Ratio (PBR) [28]. The PBR value of Al2O3 (1.28) is suitable among the oxides formed on the surface of the cladding layers; thus, a continuous dense oxide film effectively protected the cladding metal [29]. As the oxidation process continued, a few O atoms entered the areas between the cladding layer and Al2O3 oxidation film to react with Cr and Mn atoms, and then the middle film (i.e., Mn2O3 oxide) and inner film (i.e., Cr2O3 oxide) were formed, as shown in Figure 9d2. Moreover, transient Cr2O3 was used as a nucleated particle of the steady Al2O3 due to the same corundum crystal structure of these two oxides [30]; thus, formation of Al2O3 oxide in the oxidation process was further accelerated [31].
Insufficient content of Al element in the cladding layers (i.e., FeCoCrNiMnAl0.25 and FeCoCrNiMnAl0.5) made the dense Al2O3 oxide discontinuous, which could not play a good protective effect on the cladding metal. The Al element content in the FeCoCrNiMnAl0.75 cladding layer was sufficient, and the continuous and dense Al2O3 effectively improved the high-temperature oxidation resistance of the cladding layer.
In conclusion, the good high-temperature oxidation resistance and anti-plastic deformation ability of the FeCoCrNiMnAl0.75 cladding layer jointly determine its excellent high-temperature wear resistance. Therefore, the FeCoCrNiMnAl0.75 cladding layer can effectively improve the high-temperature wear resistance of H13 steel.
4. Conclusions
(1) Adding Al element could not only refine the grain size of the FeCoCrNiMnAlx cladding layers, but also promotes formation of the second phase (i.e., BCC).
(2) Addition of Al element increased the hardness and wear resistance of the HEA coatings. Compared with the FeCoCrNiMn cladding layer, the high-temperature wear loss and anti-plastic deformation capacity of the FeCoCrNiMnAl0.75 cladding layer were, respectively, reduced by 79% and increased by 7.1%.
(3) A dense Al2O3 oxide film was formed on the surface of the FeCoCrNiMnAl0.75 cladding layer, whose oxidation resistance was enhanced by 36.79% compared to the FeCoCrNiMn cladding layer.
Author Contributions
Conceptualization, Y.C. and J.S.; methodology, Y.C.; software, Y.C.; validation, S.H., J.S. and K.G.; formal analysis, Y.C.; investigation, K.G.; resources, K.G. and S.H.; data curation, Y.C.; writing—original draft preparation, Y.C.; writing—review and editing, J.S.; visualization, K.G; supervision, S.H.; project administration, J.S.; funding acquisition, S.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Tianjin Research Innovation Project for Postgraduate Students, grant number 2019YJSB154.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yeh, J.W.; Chang, S.Y.; Hong, Y.D.; Chen, S.K.; Lin, S.J. Anomalous decrease in X-ray diffraction intensities of Cu-Ni-Al-Co-Cr-Fe-Si alloy systems with multi-principal elements. Mater. Chem. Phys. 2007, 103, 41–46. [Google Scholar]
- Cai, Y.C.; Zhu, L.S.; Cui, Y.; Geng, K.P.; Manladan, S.M.; Luo, Z.; Han, J. Strengthening mechanisms in multi-phase FeCoCrNiAl1.0 high-entropy alloy cladding layer. Mater. Charact. 2020, 159, 110037. [Google Scholar]
- Tsai, K.Y.; Tsai, M.H.; Yeh, J.W. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013, 61, 4887–4897. [Google Scholar]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and mechanical property of as-cast, -homogenized, and -deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 486, 427–435. [Google Scholar]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar]
- Dong, Y.; Jiang, L.; Jiang, H.; Lu, Y.P.; Wang, T.M.; Li, T.J. Effects of annealing treatment on microstructure and hardness of bulk AlCrFeNiMo0.2 eutectic high-entropy alloy. Mater. Des. 2015, 82, 91–97. [Google Scholar]
- Senkov, O.N.; Senkova, S.V.; Dimiduk, D.M.; Woodward, C.; Miracle, D.B. Oxidation behavior of a refractory NbCrMo0.5Ta0.5TiZr alloy. J. Mater. Sci. 2012, 47, 6522–6534. [Google Scholar]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar]
- Liu, Y.X.; Cheng, C.Q.; Shang, J.L.; Wang, R.; Li, P.; Zhao, J. Oxidation behavior of high-entropy alloys AlxCoCrFeNi (x = 0.15, 0.4) in supercritical water and comparison with HR3C steel. Trans. Nonferrous Met. Soc. China 2015, 25, 1341–1351. [Google Scholar]
- Butler, T.M.; Weaver, M.L. Oxidation behavior of arc melted AlCoCrFeNi multi-component high-entropy alloys. J. Alloys Compd. 2016, 674, 229–244. [Google Scholar]
- Kai, W.; Li, C.C.; Cheng, F.P.; Chu, K.P.; Huang, R.T.; Tsay, L.W.; Kai, J.J. Air-oxidation of FeCoNiCr-based quinary high-entropy alloys at 700–900 °C. Corros. Sci. 2017, 121, 116–125. [Google Scholar]
- Chen, M.; Lan, L.W.; Shi, X.H.; Yang, H.J.; Zhang, M.; Qiao, J.W. The tribological properties of Al0.6CoCrFeNi high-entropy alloy with the σ phase precipitation at elevated temperature. J. Alloys Compd. 2019, 777, 180–189. [Google Scholar]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures. Wear 2019, 428–429, 32–44. [Google Scholar]
- Farotade, G.A.; Adesina, O.S.; Kolesnikov, A.; Popoola, A.P.I. Computational analysis of heat transfer within a Ti-6Al-4V alloy substrate during laser cladding process. J. Mater. Res. Express 2019, 6, 046516. [Google Scholar]
- Farotade, G.A.; Popoola, P.A.; Popoola, O.M. Compositional effect of Zr-containing ceramic on phase and microstructural evolution of Ti-SiC laser clad coatings. Surf. Eng. 2019, 35, 266–272. [Google Scholar]
- Zhang, Y.Z.; Xu, P.Q.; Liu, C.G.; Ren, J.W.; Gong, H.Y. The influence of carbides on the microstructure, grain growth, and oxidation resistance of nanostructured carbides-strengthened cobalt-based multi-track laser-cladding layers. Appl. Surf. Sci. 2019, 469, 495–504. [Google Scholar]
- Liang, J.J.; Liu, Y.S.; Li, J.G.; Zhou, Y.Z.; Sun, X.F. Epitaxial growth and oxidation behavior of an overlay coating on a Ni-base single-crystal superalloy by laser cladding. J. Mater. Sci. Technol. 2019, 35, 344–350. [Google Scholar]
- Gaskell, D.R. Introduction to the Thermodynamics of Materials, 3rd ed.; CRC Press: Washington, DC, USA, 1995. [Google Scholar]
- Tang, R.Z. Physical Metallurgical Foundation, 1st ed.; Metallurgical Industry Press: Beijing, China, 1997. [Google Scholar]
- Sun, Y.; Chen, M.Z.; Hu, Z.P.; Li, C.S. Screw-dislocation-driven t-Ba2V2O7 helical meso/nanosquares: SDBS-assisted microwave irradiation fabrication and their unique magnetic properties. J. Mater. Chem. C 2017, 5, 6336–6342. [Google Scholar]
- Trukhanov, E.M.; Fritzler, K.B.; Vasilenko, A.P.; Kolesnikov, A.V.; Kasimkin, P.V.; Moskovskih, V.A. Dislocation structure of Ge crystals grown by low thermal gradient Czochralski technique. J. Cryst. Growth 2017, 468, 457–461. [Google Scholar]
- Liu, F.X.; Liu, Z.L.; Lin, P.; Zhuang, Z. Numerical investigations of helical dislocations based on coupled glide-climb model. Int. J. Plast. 2017, 92, 2–18. [Google Scholar]
- Sobie, C.; Capolungo, L.; McDowell, D.L.; Martinez, E. Scale transition using dislocation dynamics and the nudged elastic band method. J. Mech. Phys. Solids 2017, 105, 161–178. [Google Scholar]
- Chen, X.; Xiong, L.M.; McDowell, D.L.; Chen, Y.P. Effects of phonons on mobility of dislocations and dislocation arrays. Scripta Mater. 2017, 137, 22–26. [Google Scholar]
- Barin, I.; Knacke, O.; Kubaschewski, O. Thermochemical Properties of Inorganic Substances, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1977. [Google Scholar]
- Laplanche, G.; Volkert, U.F.; Eggeler, G.; George, E.P. Oxidation behavior of the CrMnFeCoNi high-entropy alloy. Oxid. Met. 2016, 85, 629–645. [Google Scholar]
- Pilling, N.B.; Bedworth, R.E. The oxidation of metals at high temperature. J. Inst. Met. 1923, 29, 529–591. [Google Scholar]
- Li, M.S. High Temperature Corrosion of Metal, 1st ed.; Metallurgical Industry Press: Beijing, China, 2001. [Google Scholar]
- Li, T.F. High Temperature Oxidation and Thermal Corrosion of Metals, 1st ed.; Chemical Industry Press: Beijing, China, 2003. [Google Scholar]
- Brumm, M.W.; Grabke, H.J. The oxidation behavior of NiAl-I. Phase transformation in the alumina scale during oxidation of NiAl and NiAl-Cr alloys. Corros. Sci. 1992, 33, 1677–1690. [Google Scholar]
Figure 1.
XRD detection results and microstructure of the FeCoCrNiMnAlx cladding layers: (a,a1), x = 0; (b,b1), x = 0.25; (c,c1), x = 0.5; and (d,d1), x = 0.75.
Figure 1.
XRD detection results and microstructure of the FeCoCrNiMnAlx cladding layers: (a,a1), x = 0; (b,b1), x = 0.25; (c,c1), x = 0.5; and (d,d1), x = 0.75.

Figure 2.
EBSD detection results of the FeCoCrNiMnAlx cladding layers: (a1) x = 0, FCC (Face-Centered Cubic structure) phase (red zone); (b1) x = 0.25, FCC phase; (c1) x = 0.5, FCC phase; (d1) x = 0.75, FCC phase; (a2) x = 0, grain boundaries; (b2) x = 0.25, grain boundaries; (c2) x = 0.5, grain boundaries; (d2) x = 0.75, grain boundaries and BCC phase (blue zone).
Figure 2.
EBSD detection results of the FeCoCrNiMnAlx cladding layers: (a1) x = 0, FCC (Face-Centered Cubic structure) phase (red zone); (b1) x = 0.25, FCC phase; (c1) x = 0.5, FCC phase; (d1) x = 0.75, FCC phase; (a2) x = 0, grain boundaries; (b2) x = 0.25, grain boundaries; (c2) x = 0.5, grain boundaries; (d2) x = 0.75, grain boundaries and BCC phase (blue zone).

Figure 3.
Friction coefficient curves and wear morphologies of the FeCoCrNiMnAlx cladding layers after 600 °C high-temperature wear tests: (a,a1) x = 0; (b,b1) x = 0.25; (c,c1) x = 0.5; and (d,d1) x = 0.75.
Figure 3.
Friction coefficient curves and wear morphologies of the FeCoCrNiMnAlx cladding layers after 600 °C high-temperature wear tests: (a,a1) x = 0; (b,b1) x = 0.25; (c,c1) x = 0.5; and (d,d1) x = 0.75.

Figure 4.
Load-displacement curves of the FeCoCrNiMnAlx cladding layers after the nano-indentation test.
Figure 4.
Load-displacement curves of the FeCoCrNiMnAlx cladding layers after the nano-indentation test.

Figure 5.
Oxidation mass gains and microstructures of surface oxides of the FeCoCrNiMnAlx cladding layers: (a,a1) x = 0; (b,b1) x = 0.25; (c,c1) x = 0.5; (d,d1) and x = 0.75.
Figure 5.
Oxidation mass gains and microstructures of surface oxides of the FeCoCrNiMnAlx cladding layers: (a,a1) x = 0; (b,b1) x = 0.25; (c,c1) x = 0.5; (d,d1) and x = 0.75.

Figure 6.
Phases in the oxidation layer of the FeCoCrNiMnAlx cladding layers after 100 h high-temperature oxidation.
Figure 6.
Phases in the oxidation layer of the FeCoCrNiMnAlx cladding layers after 100 h high-temperature oxidation.

Figure 7.
Oxidation kinetics regression curves of the FeCoCrNiMnAlx cladding layers.

Figure 8.
Microstructures and EDS results of the cross-sections of oxide films on the surface of the FeCoCrNiMnAlx cladding layers: (a1,a2) x = 0; (b1,b2) x = 0.25; (c1,c2) x = 0.5; and (d1,d2) x = 0.75.
Figure 8.
Microstructures and EDS results of the cross-sections of oxide films on the surface of the FeCoCrNiMnAlx cladding layers: (a1,a2) x = 0; (b1,b2) x = 0.25; (c1,c2) x = 0.5; and (d1,d2) x = 0.75.

Figure 9.
Schematic diagrams of oxidation mechanisms of the FeCoCrNiMnAlx cladding layers: (a1–c1) x = 0; and (a2–d2) x = 0.75.
Figure 9.
Schematic diagrams of oxidation mechanisms of the FeCoCrNiMnAlx cladding layers: (a1–c1) x = 0; and (a2–d2) x = 0.75.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of 4Cr5MoSiV1 die steel (wt.%).
| C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|
| 0.37 | 1.0 | 0.36 | 5.02 | 1.26 | 0.91 | Bal. |
Table 2.
EDS detection results of dendritic and interdendritic spaces of FeCoCrNiMnAlx cladding layers (at.%).
Table 2.
EDS detection results of dendritic and interdendritic spaces of FeCoCrNiMnAlx cladding layers (at.%).
| Regions | Fe | Co | Cr | Ni | Mn | Al |
|---|---|---|---|---|---|---|
| A | 23.4 | 22.9 | 10.1 | 23.5 | 20.1 | 0 |
| B | 20.2 | 19.8 | 21.7 | 18.7 | 19.6 | 0 |
| C | 23.6 | 21.9 | 9.7 | 22.1 | 19.0 | 3.7 |
| D | 21.9 | 17.6 | 19.1 | 17.9 | 18.0 | 5.5 |
| E | 25.4 | 21.5 | 10.2 | 18.5 | 19.9 | 4.5 |
| F | 20.3 | 21.6 | 17.3 | 16.8 | 17.0 | 7.0 |
| G | 25.2 | 20.0 | 9.5 | 17.6 | 18.4 | 8.8 |
| H | 17.7 | 15.7 | 18.3 | 17.2 | 17.1 | 13.6 |
Table 3.
EDS results of the FeCoCrNiMnAlx cladding layers (at.%).
| Cladding Layers | Al | Cr | Mn | Fe | Co | Ni |
|---|---|---|---|---|---|---|
| FeCoCrNiMn | - | 20.06 | 19.96 | 20.03 | 19.93 | 19.48 |
| FeCoCrNiMnAl0.25 | 3.76 | 18.64 | 18.54 | 19.4 | 19.91 | 19.75 |
| FeCoCrNiMnAl0.5 | 7.01 | 18.74 | 18.76 | 19.95 | 17.93 | 17.91 |
| FeCoCrNiMnAl0.75 | 10.01 | 18.34 | 17.92 | 19.59 | 17.03 | 17.11 |
Table 4.
EDS results of oxides on the surface of the FeCoCrNiMnAlx cladding layers (at.%).
| Elements | O | Al | Cr | Mn | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| A | 48.19 | 0 | 8.16 | 26.80 | 6.95 | 4.07 | 5.83 |
| B | 50.90 | 0 | 33.21 | 5.39 | 4.34 | 2.69 | 3.47 |
| C | 51.55 | 0.31 | 1.52 | 38.23 | 5.09 | 1.53 | 1.77 |
| D | 53.56 | 35.71 | 2.33 | 2.72 | 2.79 | 1.51 | 1.40 |
| E | 51.14 | 2.03 | 2.45 | 38.35 | 2.69 | 1.90 | 1.44 |
| F | 53.56 | 35.70 | 2.41 | 2.69 | 1.71 | 1.96 | 1.97 |
| G | 54.35 | 36.24 | 2.37 | 2.58 | 1.44 | 1.63 | 1.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cui, Y.; Shen, J.; Hu, S.; Geng, K. Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition. Coatings 2020, 10, 1136. https://doi.org/10.3390/coatings10111136
AMA Style
Cui Y, Shen J, Hu S, Geng K. Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition. Coatings. 2020; 10(11):1136. https://doi.org/10.3390/coatings10111136
Chicago/Turabian StyleCui, Yan, Junqi Shen, Shengsun Hu, and Keping Geng. 2020. "Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition" Coatings 10, no. 11: 1136. https://doi.org/10.3390/coatings10111136
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.