
Oxidation of Picoline with Oxygen to Nicotinic Acid against Co2+, NHPI, and Phosphonium or Ammonium Bromides

Department of Organic Chemical Technology and Petrochemistry, Silesian University of Technology, Krzywoustego 4, 44-100 Gliwice, Poland
*
Author to whom correspondence should be addressed.
Catalysts 2023, 13(9), 1271; https://doi.org/10.3390/catal13091271
Submission received: 3 July 2023
/
Revised: 29 August 2023
/
Accepted: 1 September 2023
/
Published: 4 September 2023
(This article belongs to the Special Issue Advancements in Catalytic Oxidations in Organic Synthesis)
Abstract
:Nicotinic acid (NA) is a heteroaromatic carboxylic acid mainly used as feed, in breakfast cereals, and as a beverage additive. Moreover, it is used as an anti-pellagra drug and as an ingredient in multivitamin supplements. It is manufactured using the Lonza process from 3-ethyl-3-methylpyridyne as a raw material using HNO3 as the oxidant agent. However, the use of such an oxidant is connected with greenhouse gases, thus making the technology non-ecological. Another industrial process is oxidative ammonolysis of 3-picoline followed by hydrolysis of a reaction intermediate to NA. This paper presents the results of research on the selective oxidation of 3-picoline with oxygen to NA. Bromide organic salts, including ionic liquids, N-hydroxyphtalimide, and cobalt(II) salts, were used as the catalysts. The reaction was carried out with acetic acid (AcOH) as a solvent. The bromide salts imidazolium bromide, quaternary ammonium bromide, and quaternary phosphonium bromide were used. They also fill the role of corrosion inhibitors caused by the acidic and highly oxidative reaction environment.
1. Introduction
Nicotinic acid (NA) (vitamin B3) is an important carboxylic acid, and demand for it is constantly increasing, mainly due to an increase in the consumption of poultry products. It is used as an additive to animal feed, including chickens and pigs, and in food (especially breakfast cereals and beverages). In addition, it is used in the pharmaceutical industry, among others, as an anti-pellagra drug and a component of multivitamin supplements. Moreover, NA is used as an additive to cosmetics that improves skin vitality and hair balms [1].
A significant part of the world production of NA, about 46.7%, is located in China. Industrially, NA is manufactured mainly with the Lonza process, whereby 5-ethyl-2-methylpyridine is oxidized with HNO3 at 230–270 °C under a pressure of around 6–8 MPa [2]. In the first stage, pyridine-2,5-dicarboxylic acid [3] is formed and subsequently selectively decarboxylated. The obtained product is neutralized to NA and crystallized in this form. The recrystallization of NA is necessary due to the necessity to achieve the required standards and to obtain a product with particularly high purity. This unit operation is costly and energy-intensive [4]. The use of HNO3 in the oxidation process and the carrying out of the reaction at high temperatures and under high pressure are the reasons for the low process safety level. Nevertheless, the use of HNO3 enables obtaining a high selectivity to NA. In addition, the process generates large amounts of greenhouse gases such as CO2 and NOx [5]. Particularly burdensome for the natural environment is N2O, which has around a 300-times stronger greenhouse effect than CO2. N2O, in contrast to NOx, cannot be recycled for the production of HNO3; therefore, it is necessary to dispose of it using combustion at high temperatures, which generates additional costs [6]. Due to the above-mentioned inconvenience, new methods of obtaining NA are in demand.
An alternative solution for the production of NA, used on an industrial scale, is the catalytic oxidative ammonolysis of 3-picoline in the gaseous phase. The reaction is carried out at 280–500 °C under the pressure of air up to 0.5 MPa in a fluidized or fixed-bed reactor. This stage runs with very high efficiency. The catalyst used in this process is V2O5 with the addition of the following promoters: TiO2, ZrO2, SbO3, or MoO3 [1,7]. Both the composition of the catalytic system and the ratio of 3-picoline, ammonia, air, and water determine the yield of 3-cyanopyridine. For example, if a vanadium catalyst was used alone, 3-cyanopyridine was obtained with an 83.5% yield and 89.3% conversion of 3-picoline [2]. By modifying the catalytic system with the addition of MoO3, 3-cyanopyridine was obtained with an 83% yield and 96.4% conversion of 3-picoline [2], while with the vanadium-titanium-antimony catalytic system, nitrile was obtained with 68% yield and 97% conversion of 3-picoline [8]. Subsequently, the obtained nitrile is hydrolyzed to NA at 130–150 °C [2]. When compared to the method using 5-ethyl-2-methylpyridine as a raw material, due to the use of a different raw material and reaction path, the oxidative ammonolysis offers higher atomic economy and less waste than the Lonza process. In addition, the obviation of HNO3 as an oxidizing agent eliminates the burdensome emission of nitrogen oxides. However, the main inconvenience of this process is the low total yield of NA.
Nowadays, there is increased interest in the direct oxidation of 3-picoline in the liquid phase to NA. This solution, in comparison to oxidative ammonolysis, is characterized by milder conditions, which enables a reduction in energy costs and reduces financial expenditure for additional equipment. The advantage of 3-picoline over 5-ethyl-2-methylpyridine as a raw material is the presence of only one substituted alkyl group from which the hydride radical is detached in the oxidation process, which limits the number of possible by-products [9]. Another solution is to change the oxidizing agent from HNO3 to molecular oxygen or air. The two gaseous oxidation agents mentioned above do not generate harmful waste and are environmentally friendly and human friendly; therefore, they match the Principles of Green Chemistry and Engineering [10]. Furthermore, highly selective, active, and cheap catalytic systems that have an expedient effect on reaction progress indicators are also in demand.
In the literature, the use of N-hydroxyphthalimide (NHPI) as a catalyst in oxidation reactions of alkyl derivatives of aromatic and heteroaromatic hydrocarbons, including 3-picoline, has been reported [11,12,13]. NHPI is a non-toxic, relatively cheap catalyst obtained from readily available raw materials; therefore, it can be used as an industrial catalyst [14,15]. The oxidation of picoline in the presence of NHPI alone usually gives low values of selectivity and conversion, which is why it is necessary to add a co-catalyst such as salts of transition metals, e.g., Co(OAc)2. The co-catalyst is involved in the formation of the PINO radical. Such a catalytic system reduces the initiation time and has an influence on the propagation of reactions with a free radical mechanism [16,17,18,19]. For example, by oxidizing toluene with oxygen at atmospheric pressure in the presence of NHPI and Co(OAc)2 in AcOH at 25 °C, benzoic acid obtained an 81% yield with a toluene conversion level of 84% [20]. By oxidizing p-xylene at room temperature under a pressure of 0.1 MPa with molecular oxygen in AcOH for 20 h, toluic acid was obtained with an 85% yield with a p-xylene conversion level of 95% [16]. The attempt to oxidize 3-picoline in the presence of NHPI, Co(OAc)2, and Mn(OAc)2 in AcOH at 150 °C under 2 MPa pressure was made. The NA was obtained with a 95% yield at 97% conversion of 3-picoline [21]. An attempt to oxidize 4-picoline with oxygen in the presence of the NHPI/Co(II)/Mn(II) catalytic system under a pressure of 2 MPa at 150 °C for 5 h was also made. The 4-pyridine carboxylic acid was obtained with a 60% yield, with a conversion of 4-picoline of 67% [16].
The Amoco system is one of the methods for carrying out the oxidation reactions of alkylaromatic derivatives, which is used in industrial practice. The Amoco system consists of Co(OAc)2 and Mn(OAc)2 salts and bromide anion, whose sources are HBr, NaBr, or C2H2Br4, in AcOH as a solvent [22]. This system found an application in the production of terephthalic acid, where p-xylene is oxidized at 175–225 °C at a pressure of 1.5–3.0 MPa in AcOH in the presence of Co(OAc)2, Mn(OAc)2, and HBr, as a result of which the desired acid is obtained with an over-95% yield, with a raw material conversion of over 98% [22]. In the presence of the modified Amoco system, in which AcOH containing 5 wt.% water was used in place of the anhydrous form in the presence of 0.61 wt.% cobalt(II) acetate, 0.43 wt.% of manganese(II) acetate, and 0.52 wt.% 47% HBr aqueous solution at 210 °C and 2.45 MPa pressure for 2.5 h, lead to NA with a 78.8% yield and conversion of 3-picoline at a level of 92.2% [23]. This modification has a positive effect on both the safety level of the installation and the yield to NA. The main inconvenience of the Amoco system is its high corrosivity, which is mainly due to the strongly acidic bromide anion. This presupposes the need to use expensive specialized constructional steel. An attempt to eliminate AcOH from the reaction system in order to reduce the corrosivity of the system and to reduce financial expenditure for specialized equipment was made; unfortunately, satisfactory reaction progress indicators were not obtained. In the presence of Co(OAc)2·4H2O, Mn(OAc)2·4H2O, and 47% HBr aqueous solution at 210 °C under a pressure of 10 MPa for 2 h, the NA was obtained with a 29.6% yield, with the conversion of 3-picoline at 32% [24].
Another solution aimed at reducing the corrosivity of the system is to add a bromide anion with an accompanying large-volume cation, for example, quaternary ammonium and phosphonium cations or imidazolium cation. Corrosion inhibitors are, among others, organic substances, including amines and their salts as well as heteroaromatic compounds. The inhibition in this case is based on the ability for chemisorption of the bromide anion, providing protection for the reactor construction material [25,26]. Among the quaternary salts, there are also ionic liquids that are considered green solvents and, therefore, less environmentally harmful than traditional volatile solvents. They are characterized by a melting point below 100 °C, low volatility, and high thermal stability. They are also able to transfer electrons, so they can be used as a catalyst in reactions with a free radical mechanism, and they are also able to dissolve gases such as oxygen or hydrogen [27,28]. The increase in interest in ionic liquids and numerous studies in this field have occasioned both an increase in their market availability and a decrease in price. An undoubted advantage is the possibility of their design (a wide selection of various combinations of cations and anions); in addition, the diversity of the structures involves the possibility to adjust their properties to the process [29,30]. Nowadays, in the literature, the use of ionic liquids as solvents is widely described [31,32]. To this end, the anion and the cation forming the crystal of ionic liquid are selected in such a way that ensures the low viscosity of the ionic liquid, a polarity concordant to the reagents, and a good heat and mass transfer. The oxidation of toluene in 1-ethyl-3-methylimidazolium tetrafluoroborate ([emim][BF4]) at 130 °C under a pressure of 2.0 MPa for 1 h in the presence of cobalt(II) naphthalene leads to the formation of benzoic acid at a 69.0% selectivity and a toluene conversion of 13.1% [31]. The oxidation of cumene in the presence of NHPI and AIBN at 60 °C, 0.1 MPa, for 6 h in [bmim][BF4] as a solvent leads to cumene hydroperoxide at a 100% selectivity with a conversion of raw material of 36.4% [33]. Ionic liquids have also found potential applications for the production of biofuels and in the polymer and electrochemical industry [29,34,35,36,37,38]. In view of their ability to catalyze free radical reactions and their low susceptibility to oxidation (high maximum working temperature), their use as catalysts in oxidation processes is in demand [39,40]. The oxidation of 2-isopropylnaphthalene at 70 °C for 10 h in the presence of cobalt(II) chloride hexahydrate and tetrabutylammonium bromide leads to 2-(2-naphthalene)-2-propanol with a 33.9% yield [39]. The oxidation of 3-picoline in the presence of a quaternary ammonium salt (tetrapropylammonium bromide) and cobalt(II) and manganese(II) acetate in AcOH at 210 °C and 2.45 MPa pressure for 3 h leads to NA with a 72.1% yield at a 73.3% conversion of 3-picoline [41]. After the replacement of anhydrous AcOH with the type containing 5% by weight of water, an increase in the reaction progress indicators was observed; NA with an 80.1% yield was obtained at an 87% conversion of 3-picoline [41].
In the literature, a combination of the above-mentioned catalysts (NHPI/[X][Br]) works well in the oxidation of organic compounds [42,43]. Using toluene as a raw material and oxidizing it in the presence of Co(OAc)2, NHPI, and [bmim][Br] at 100 °C and atmospheric pressure, benzoic acid was obtained for 15 h with a 48% yield and 50% conversion of raw material [42]. By oxidizing ethylbenzene in the presence of NHPI, AIBN, and [bmim][Cl] in benzonitrile as a solvent at 80 °C under a pressure of 0.1 MPa for 6 h, ethylbenzene hydroperoxide was obtained with a 49.8% selectivity at a raw material conversion rate of 20.5% [43].
This article describes research on the selection of a catalytic system for the process of oxidation of 3-picoline to NA. A combination consisting of Co(OAc)2, NHPI, and organic bromides [X][Br] or [X][Br3], including ionic liquids, was selected for the study. As organic bromides, bromide quaternary ammonium salts, phosphonium salts, and 1-butyl-3-methylimidazolium bromide were used. As our previous studies [44] have shown, quaternary ammonium salts exhibit corrosion-inhibiting properties, which are a significant advantage when using organic bromides as catalysts in the oxidation of alkyl aromatic hydrocarbons. The composition of 3-picoline oxidation products was compared to a number of organic bromides, and the influence of basic parameters (temperature, time, pressure, type of oxidizing agent) was examined for those selected.
2. Results
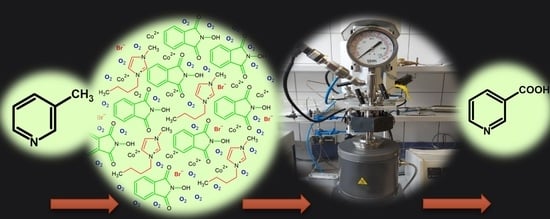
Studies of the oxidation of 3-picoline with oxygen (Figure 1) in the presence of Co(OAc)2, NHPI, and organic bromides [X][Br] or [X][Br3] (Figure 2), including ionic liquids, and using AcOH as a solvent were carried out. For comparison, oxidation processes were carried out in the presence of NaBr as a promotor. The content of nicotinic acid (NA), pyridine (P), 3-(hydroxymethyl)pyridine (HMP), and pyridine-3-carbaldehyde (PCA) in the reaction products was determined. The reaction was carried out at 110–210 °C for 2–8 h under an oxygen pressure of 1.0–3.0 MPa.
In Table 1, the composition of the oxidation products of 3-picoline in the presence of the binary catalytic systems Co(OAc)2/NaBr, Co(OAc)2/[bmim][Br], and Co(OAc)2/NHPI (entries 1–3) and the ternary catalytic systems Co(OAc)2/NHPI with NaBr (entry 4), quaternary ammonium bromides (entries 5–12), and phosphonium bromides (entries 13–21) is compared. The target of the research is to replace inorganic bromides with organic bromides. The presence of bromides in the catalytic system is necessary because these compounds enable the detachment of the hydrogen atom from the 3-picoline methyl group, thus initiating the mechanism of free radical oxidation. In these studies, the type of organic cation of the bromide salt was mainly compared because, as our previous research showed [45], salts based on bromide anions show the highest activity in the oxidation processes of alkyl derivatives of aromatic hydrocarbons.
It was found that the replacement of NaBr by the ionic liquid [bmim][Br] has a favorable effect on the conversion of 3-picoline and the selectivity to NA. The oxidation of 3-picoline in the presence of Co(OAc)2/NaBr enabled a 33% conversion of 3-picoline to be achieved; however, the NA selectivity was low at 8.6% (entry 1). Using Co(OAc)2/[bmim][Br] as a catalytic system, 100% conversion of 3-picoline was achieved, and NA was obtained with a 39.2% selectivity (entry 2). Using Co(OAc)2/NHPI as a catalytic system, NA was obtained with a 14.7% selectivity and 64% conversion of raw material (entry 3). The oxidation in the presence of Co(OAc)2/NHPI/NaBr leads to NA with a 61.4% selectivity and 82% conversion of 3-picoline (entry 4). Also, the selected catalytic systems based on ammonium and phosphonium bromides showed high activity in the oxidation of 3-picoline (entries 6–21). Using ammonium bromides, under the same conditions, a higher conversion of 3-picoline was obtained in five cases (entries 5, 7, 8, 10, 11) and only in one case was a higher NA selectivity obtained (entry 11) than in the reaction in the presence of NaBr as a promoter. Significantly better results were achieved in the oxidation of phosphonium bromides. With respect to catalytic systems containing phosphonium bromide, a high NA selectivity exceeding 60% was obtained in eight cases (entries 13–14, 16–21).
It was found that the use of more asymmetric cations with longer alkyl chains (entries 9, 14, 15) had an unfavorable effect on the selectivity of the oxidation of 3-picoline to NA. In addition, the use of the Br3- anion significantly increases the conversion of 3-picoline but has a very negative effect on the selectivity to NA (entry 7). This is probably due to the high concentration of bromide anion, which increases the rate of subsequent reactions leading to CO2. Oxidation in the presence of simple alkyl quaternary ammonium and phosphonium salts (entries 5, 8, 10, 13) led to a relatively high conversion of 3-picoline in the range of 81–94% and NA selectivity in the range of 51.3–71.8%. Using imidazolium bromide, 100% conversion of the raw material was achieved; however, the NA selectivity was 53.3% and was lower than in the presence of other organic bromides. The highest selectivity to NA was observed in the case of reactions carried out in the presence of ammonium or phosphonium bromides with a benzyl or phenyl substituent (entries 10, 12, 16–21). The highest NA selectivity of 76.7% with an 81% conversion of 3-picoline was obtained in the presence of Co/Mn/NHPI/[(C6H5)3P(C4H9)][Br] (entry 17).
In addition, small amounts of P, HMP, and pyridine-3-carbaldehyde PCA next to NA were also observed in the reaction products. Nevertheless, the selectivity of these compounds under the tested reaction conditions was low and amounted to less than 3%.
GC/MS analysis showed the presence of acid esters.
In Table 2, the composition of the products of the 3-picoline oxidation in the presence of the selected catalytic system Co(OAc)2/NHPI/[bmim][Br] under different conditions of pressure (1–3 MPa), temperature (110–210 °C), and time (2–8 h) is compared.
It was found that the reaction temperature had a significant influence on the composition of the reaction products. With an increase in temperature from 110 °C to 210 °C (entries 1–4), an increase in the degree of transformation of the raw material from 63% to 100% was observed. A favorable effect of increasing the temperature in the range of 110–190 °C (entries 1–3) on NA selectivity was also observed. A further increase in temperature to 210 °C (entry 4) results in a decrease in the selectivity of the reaction to NA.
As part of the work, the effect of oxidation duration on the composition of 3-picoline oxidation products was investigated. Oxidation for 2 h led to NA with a 60.0% selectivity (35.4% yield) and 59% conversion of 3-picoline (entry 5). By extending the oxidation time to 6 h, 100% conversion of the raw material was achieved and NA was obtained with a lower selectivity of 53.3% but a higher yield of 53.3% (entry 7). After an 8 h reaction, NA was obtained with a 63.7% selectivity and 100% conversion of 3-picoline (entry 8).
NA with the highest selectivity was obtained with oxidation in the presence of the Co(OAc)2/NHPI/[(C6H5)3P(C4H9)][Br] system in AcOH as a solvent (Table 1, entry 17). However, in the presence of the system with Co(OAc)2/NHPI/[(C6H5)3P(CH2C6H5)][Br] (Table 1, entry 18), the NA was obtained with the highest yield of 64.1%. Therefore, in further studies, the reaction was carried out using the Co(OAc)2/NHPI/[(C6H5)3P(CH2C6H5)][Br] catalytic system.
In Table 3, the composition of products of 3-picoline oxidation in the presence of the Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] catalytic system under different conditions is compared. The influence of temperature in the range of 170–210 °C and the type of solvent (AcOH, PhCN, CF3COOH) were tested.
For oxidation carried out in the presence of the catalytic system Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br], it was found that the increase in temperature in the range of 170–210 °C resulted in a favorable increase in the conversion of 3-picoline from 62 to 96% and NA selectivity from 57.0 to 77.4%. It was also found that the amount of P increases with increasing temperature, which indicates a higher contribution of the decarboxylation of NA in the process.
An attempt to replace the AcOH solvent with CF3COOH and PhCN was made. However, significantly lower 3-picoline conversion and NA selectivity were obtained. In the case of oxidation in CF3COOH, mainly HMP and PCA were obtained.
Oxidation processes are preferably carried out with air rather than oxygen as an oxidation agent for economic reasons and process safety. Therefore, experiments were carried out with the intention of replacing oxygen with air in the process. Oxidation of 3-picoline with air in the presence of Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] was carried out in a 600 mL reactor made of Hastelloy steel at a pressure of 2.0 MPa at various temperatures (Table 4).
Based on the experiments, it was found that oxygen can be successfully replaced by air in the oxidation of 3-picoline. A 100% conversion of 3-picoline was achieved and NA was obtained with a similar selectivity as with reactions using oxygen as an oxidizing agent. It seems that further optimization of the process would enable obtaining NA at a higher selectivity.
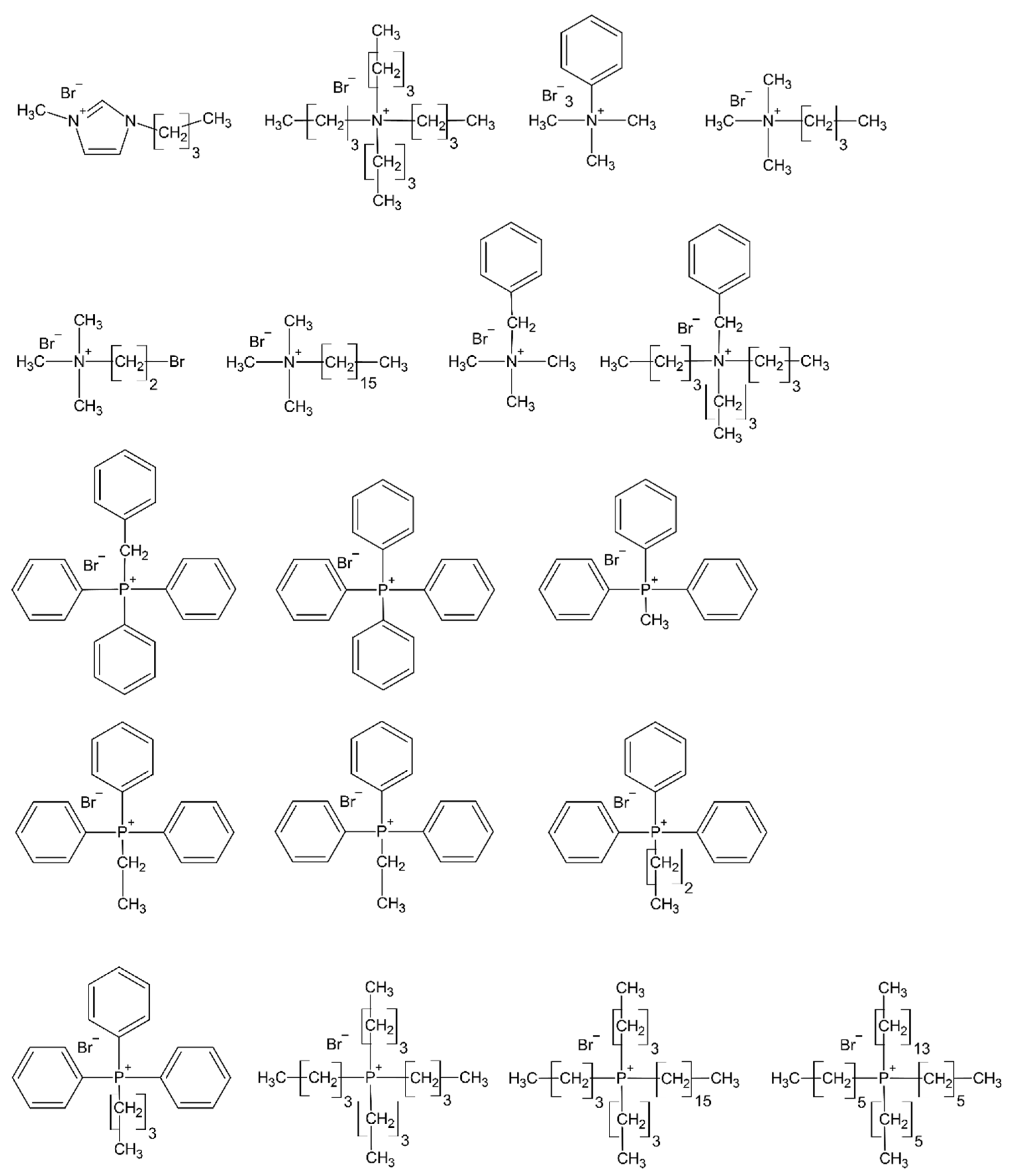
In Figure 3, the dependence of the oxygen concentration in off-gases on the duration of reactions carried out at 190 °C and 170–210 °C is compared.
No induction period was observed in the process of 3-picoline oxidation in the presence of the developed catalytic system, which proves the high activity of the catalytic system used in the reaction. In the process carried out at 190 °C (Process 2), the oxygen consumption was highest for the first 20 min of the oxidation, then, the concentration of oxygen in the off-gases increased from 16.5% (20 min) to 19.7% (240 min), which indicates a decrease in the rate of oxidation. In Process 2, the reaction was carried out for 1 h at 170 °C and for another 3 h at 210 °C. It was observed that at 170 °C, the oxygen conversion was high for the first 20 min, and after that time, the concentration of oxygen in the off-gases was high, >19%, which indicates a slow reaction rate. After 1h, the temperature was increased to 210 °C, after which an increase in the rate of oxygen conversion was observed, which resulted in a high selectivity to NA of 70.5% with 100% conversion of 3-picoline (Table 4, entry 2).
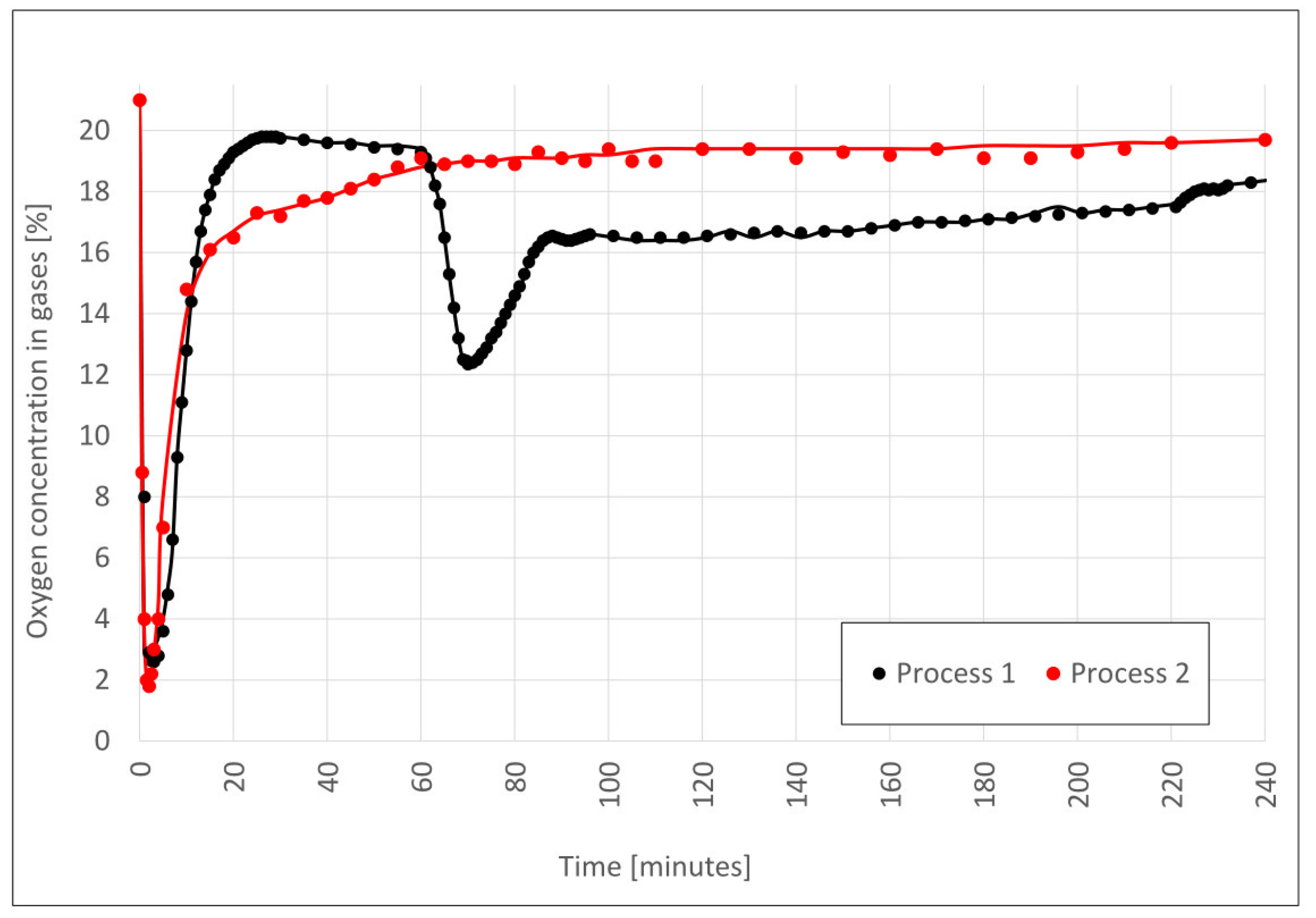
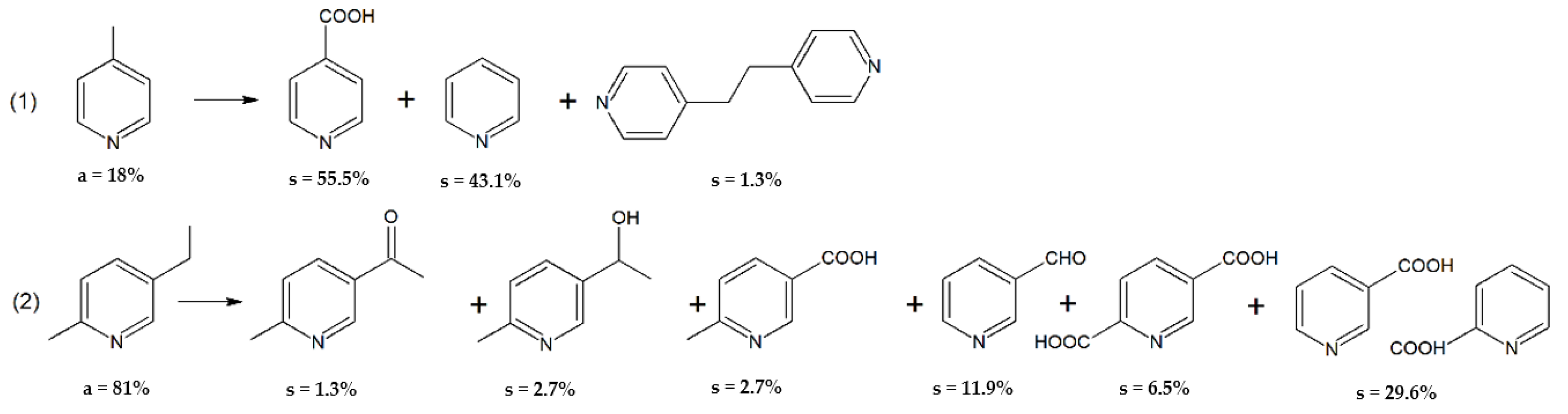
The possibility of using the developed catalytic system Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] for other selected raw materials such as 4-picoline and EMP (Figure 4) was also investigated. Oxidation was carried out at 190 °C under a pressure O2 of 3.0 MPa for 6 h.
In point (1) in Figure 4, the composition of the production of 4-picoline oxidation is shown. The oxidation of 4-picoline led to 4-pyridine carboxylic acid obtained with a 55.5% selectivity and 18% conversion of raw material. Pyridine was obtained with a 43.1% selectivity and a dimer was observed as the main by-product. The presence of pyridine in the reaction products indicates a high degree of pyridine carboxylic acid decarboxylation caused by high temperature, pressure, and the active catalytic system. However, under these conditions, a low degree of raw material conversion was obtained.
EMP oxidation can occur via two pathways, through the ethyl or methyl group. As expected, the GC/MS analysis showed that the oxidation of the ethyl group is preferred, resulting in a number of intermediates. Oxidation gave a mixture of picolinic acid and NA with a 29.6% selectivity and 81% EMP conversion. The selection of favorable conditions would undoubtedly increase the selectivity of the process.
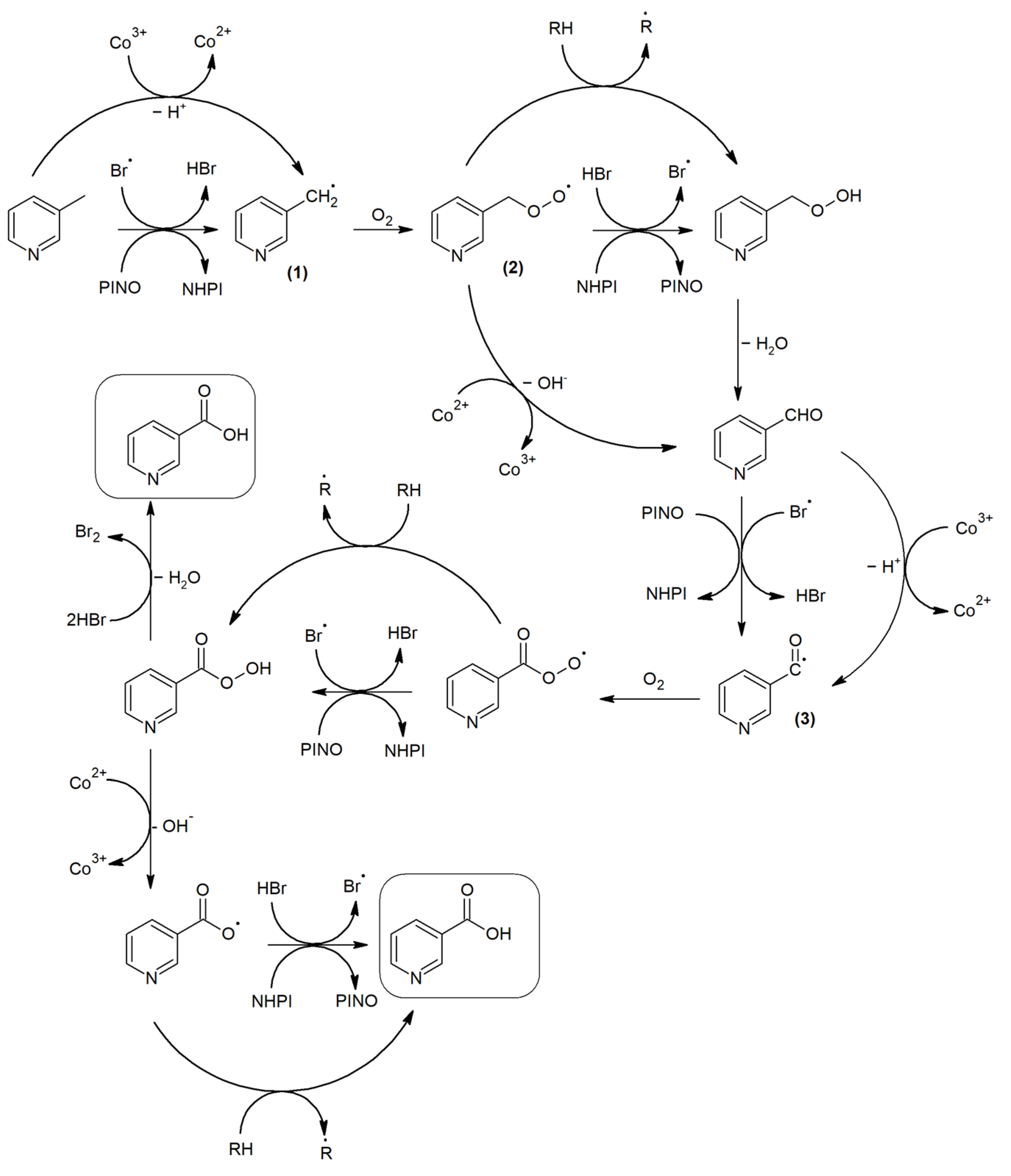
A mechanism for the oxidation of 3-picoline in the presence of Co(OAc)2/[X][Br]/NHPI in AcOH as a solvent was proposed (Figure 5).
The bromine compounds [X][Br] used in the reaction form an equilibrium with the solvent (AcOH), with the formation of hydrogen bromide (XBr + AcOH = HBr + AcOX), from which the bromide radical is formed in reaction with oxygen (HBr + O2 = Br· + HO2·) [44]. In a strongly oxidizing reaction environment, Co(OAc)2 forms labile complexes such as Co(III)-O-O-Co(III) and Co(III)-O-O [22]. The produced Co(III) compounds, Br· radical, and hydroperoxides generate a PINO radical from NHPI [45]. In addition, the Co(II)/Co(III) complexes enable the decomposition of the formed hydroperoxides to alkoxy and peroxyl radicals, and the Co(III) complexes are responsible for the selective reaction of peroxy acids to carboxylic acids. Co(III) complexes also initiate a radical reaction by detaching the hydride radical from the alkyl group, resulting in the formation of a hydrocarbon radical. Unfortunately, Co(III) is also responsible for the decarboxylation of the desired products, i.e., carboxylic acids [46]. The generated Br· radical [22] and PINO [47] detaches the hydrogen atom from the 3-picoline methyl group, which initiates the oxidation process. The produced radical (1) reacts with oxygen to form a peroxyl radical (2) which, in the presence of Co(II)/Co(III), enables the formation of an aldehyde. The hydroperoxide radical in the presence of NHPI and HBr can also form a hydroperoxide, from which an aldehyde is formed in the next step. Subsequently, PINO and the Br· radical detach a hydrogen atom from aldehyde [48], forming a radical (3) that, as a result of further reaction with oxygen in the reaction medium, enables the formation of NA. In a strongly oxidizing reaction environment, decarboxylation of nicotinic acid to pyridine, catalyzed by cobalt, is also possible.
3. Materials and Methods
3.1. Materials
3-methylpyridine (Acros Organics, St. Louis, MO, USA, 99%), 4-methylpyridine (Acros Organics, 99%), 2-ethyl-5-methylpyridine (Sigma Aldrich, St. Louis, MO, USA, >96%), nicotinic acid (Acros Organics, 99.5%), cobalt(II) acetate tetrahydrate (Acros Organics, >98%), N-hydroksyftalimide (Acros Organics, 98%), sodium bromide (Sigma Aldrich, >99%), 1-butyl-3-methylimidazolium bromide (Sigma Aldrich, >97%), tetra-n-butylammonium bromide (Thermo Scientific, Waltham, MA, USA, >98%), trimethylphenylammonium tribromide (Sigma Aldrich, 97%), trimethylhexadecyl ammonium bromide (Thermo Scientific, >99%), trimethylbromoethylammonium bromide (Sigma Aldrich, 98%), trimethylbenzylammonium bromide (Acros Organics, 98%), benyzltriethylammonium bromide (Sigma Aldrich, 99%) tributylbenzylammonium bromide (Alfa Aesar, Haverhill, MA, USA, 99%), trimethyl-n-butylammonium bromide (Sigma Aldrich, 98%), tetraphenylphosphonium bromide (Alfa Aesar, >98%), tetra-n-butylphosphonium bromide (Thermo Scientific, 99%) tri-n-butyllhexadceylphosphonium bromide (Merck, Darmstadt, Germany, >96%), trihexyltetradecylphosphonium bromide (Sigma Aldrich, >95%), methyltriphenylphosphonium bromide (Acros Organics, 98%), ethyltriphenylphospfhonium bromide (Acros Organics, 99%), propyltriphenylphospfhonium bromide (Sigma Aldrich, 98%), n-butyltriphenylphospfhonium bromide (Thermo Scientific, 99%), benzyltriphenylphospfhonium bromide (Alfa Aesar, >98%), acetic acid (Chempur 99.5%), trifluoroacetic acid (Acros Organics, 98%), benzonitryle (Acros Organics, 99%), pyridine (Acros Organics, 99.8%), and 1,1,1,3,3,3-hexamethyldisilazane (Acros Organics, 98%) were used.
3.2. General Procedure for the Catalytic Oxidation (100 mL)
The batch reactor oxidation process is carried out in a 100 mL pressurized reactor made by Autoclave Engineers Inc. (Erie, PA, USA), from Hastelloy C-276 steel and equipped with a mechanical stirrer, heating jacket, and reflux condenser. A 4 mL volume of raw material, 16 mL of solvent, and the catalytic system are added into the reactor. The reactor contents are heated to the desired temperature and oxygen is added at the specified pressure. Pressure losses caused by the consumption of oxygen from the reaction mixture are replenished with the addition of extra portions of oxygen so that the pressure in the reactor is constant. After the desired duration of the reaction, the contents of the reactor are cooled to ambient temperature and slowly depressurized. After pouring the contents of the reactor into a receiving flask, the reactor is rinsed with 10 mL of AcOH, and this is then combined with the reaction product.
3.3. General Procedure for the Catalytic Oxidation (600 mL)
The oxidation process in the batch reactor is carried out in a pressure reactor with a volume of 600 mL made by PARR (Moline, IL, USA) of Hastelloy C-276 steel, equipped with a mechanical stirrer, a heating jacket, a reflux condenser, a bubbler, and a sensor for measuring the oxygen concentration in off-gases. A 40 mL volume of raw material, 160 mL of solvent, and a catalytic system are added into the reactor. The reactor contents are heated to the desired temperature and oxygen is added at the specified pressure. Oxidation is carried out with a constant flow of air. Upon completion of the reaction, the contents of the reactor are cooled to ambient temperature and slowly depressurized. After pouring the contents of the reactor into a receiving flask, the reactor is rinsed with 20 mL of AcOH, and this is then combined with the reaction product.
3.4. Analytical Methods
A GC-Agilent 5890 Series II (Santa Clara, CA, USA) gas chromatograph equipped with an FID flame ionization detector and an AOC-20s and AOC-20i automatic sample dosing system was used for quantitative analysis. A ZB-5HT 30 m × 0.25 mm × 0.25 μm column was used with helium as the carrier gas. The GC-FID device had the following parameters: injector port temperature 120 °C, detector temperature 300 °C, split 20:1, injection 1 μL, air 400 mL/min, nitrogen 24 mL/min, and hydrogen 30 mL/min. The temperature program was 70 °C for 3 min, 10 °C/min to 120 °C, 20 °C/min to 200 °C, 20 °C/min to 300 °C, and 5 min at 300 °C. The contents of 3-MP, 3-PCA, 3-HMP, and P were determined using the internal standard method on a gas chromatograph with an FID detector. The standard solution was prepared as follows: a 500 mL volumetric flask was charged with 9.3360 g of toluene, made up to the mark with AcOH, and stirred. The sample preparation procedure was as follows: to a 10 mL vial, 5 mL of the standard solution and 1 mL of the homogenized reaction mixture were added, followed by thorough mixing. A 1 mL volume of the sample was taken from the solution prepared in this way and poured into a 1.5 mL GC vial. Afterward, a chromatographic analysis was performed. The degree of conversion of 3-MP was calculated from the standard curve. For this purpose, seven standard solutions of 3-MP in AcOH were prepared, corresponding to the conversion of 3-MP sequentially: 0%, 15%, 30%, 40%, 60%, 75%, and 90%. The samples were prepared according to the procedure described above and analyzed against a previously prepared standard. Each sample was injected three times. Based on the ratio of the averaged surface areas of 3-MP and the standard, and the ratio of the masses of these two substances, a scattergram was made. A regression and correlation analysis was performed, and a standard curve was determined. On the basis of the curve, a 3-MP quantitative analysis was performed. Pyridines, 3-HMP, and 3-PCA were determined in the same way as 3-MP. One of the derivatization methods was then used for NA quantitative analysis. The chosen method of derivatization was silylation. The sample preparation procedure was as follows: 0.25–0.35 g of the homogenous reaction mass was taken and 4 mL of pyridine as a solvent, 4 mL of 1,1,1,3,3,3-hexadisililyazane as a silylating agent, and 0.5 mL of CF3COOH as a catalyst were added. The vial was protected from moisture with parafilm and then placed in an oven for 2 h at 80 °C. A 1 mL volume of the mixture was poured into a vial and placed in a GC. Next, chromatographic analysis was performed. The amount of NA in the reaction was determined on the basis of a previously prepared standard curve. For this purpose, five samples were prepared using silylation with the exact known amount of NA, according to the procedure described in the paragraph above. The samples represent the yield to KN sequentially: 3.3%, 3.6%, 4.0%, 4.5%, and 4.7%. Each sample was injected three times. On the basis of the averaged surface areas of NA, a scattergram was made. A regression and correlation analysis was performed, and a standard curve was determined. On the base of the curve, a quantitative analysis of NA was performed. The composition of the products was additionally confirmed with a mass spectrometer analysis (GC/MS), Agilent 7890C, with an Agilent HP-5ms capillary column, 30 m × 0.25 mm × 0.25 μm, helium flow 1 mL/min, equipped with an Agilent 5975C mass spectrometer from EI (70 eV), using the NIST/EPA/NIH Mass Spectral Library.
4. Conclusions
This article presents the results of research on the oxidation of alkyl pyridine derivatives, in particular, 3-picolines. The reaction was carried out using oxygen and air as oxidizing agents and in the presence of Co(II)/NHPI/[X][Br] or Co(II)/NHPI/[X][Br3] as the catalytic system. The possibility of using phosphonium and ammonium bromides in the system with NHPI and cobalt salts in the oxidation of 3-picoline was presented for the first time.
The developed catalytic system and the selected reaction conditions made it possible to obtain NA at a 70.5% selectivity with 100% conversion of raw material (with air as an oxidizing agent) and a 76.6% selectivity with 81% conversion of raw material (with oxygen as an oxidizing agent).
Our research has shown the possibility of using less-corrosive catalytic systems based on quaternary phosphonium, ammonium, or imidazolium salts compared to the commonly known and used Amoco system, which includes inorganic bromides [44]. In addition, it was found that phosphonium bromides have a higher catalytic activity than ammonium bromides and inorganic bromides.
5. Patents
The research results described in this article have become the subject of Polish pa-tent application number P.442334.
Author Contributions
Conceptualization, D.L. and B.O.; methodology, D.L., D.T. and B.O.; GC analysis, D.L. and B.O.; investigation, D.L. and D.T.; writing—original draft preparation, D.L. and D.T.; writing—review and editing, D.L.; supervision, D.L. and B.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Rector of the Silesian University of Technology grant No. 04/050/RGJ22/0141 and by the Silesian University of Technology grant No. 04/050/BKM23/0179.
Data Availability Statement
All data are available in the manuscript or upon request to the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lisicki, D.; Nowak, K.; Orlińska, B. Methods to Produce Nicotinic Acid with Potential Industrial Applications. Materials 2022, 15, 765. [Google Scholar] [CrossRef] [PubMed]
- Blum, R. Vitamins, 11. Niacin (Nicotinic Acid, Nicotinamide). In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2015; pp. 1–9. [Google Scholar]
- Pfammatter, T.; Schreuner, G.; Stocker, A.; Mati, O. Process for the Production of Pyridine Carboxylic Acids From Lower Alykyl Pyrones. U.S. Patent 3741976, 26 June 1973. [Google Scholar]
- Chuck, R. Green Sustainable Chemistry in the Production of Nicotinates. Sustain. Ind. Chem. 2009, 541–550. [Google Scholar]
- Musser, M.T. Adipic Acid. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2005. [Google Scholar]
- Shimizu, S.; Watanabe, N.; Kataoka, T.; Shoji, T.; Abe, N.; Morishita, S.; Ichimura, H. Pyridine and Pyridine Derivatives. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2012. [Google Scholar]
- Chuck, R. Technology Development in Nicotinate Production. Appl. Catal. A Gen. 2005, 280, 75–82. [Google Scholar] [CrossRef]
- Lissling, T.; Schaefer, H.; Weigert, W. Catalysts for The Ptodukction of Aromatic and Heteroaromatic Nitryles. U.S. Patent 3927007A, 16 December 1975. [Google Scholar]
- Liang, Y.F.; Jiao, N. Oxygenation via C-H/C-C Bond Activation with Molecular Oxygen. Acc. Chem. Res. 2017, 50, 1640–1653. [Google Scholar] [CrossRef]
- Teles, J.H. Oxidation. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co., KGaA: Weinheim, Germany, 2015. [Google Scholar]
- Ishii, Y.; Sakaguchi, S. Recent Progress in Aerobic Oxidation of Hydrocarbons by N-Hydroxyimides. Catal. Today 2006, 117, 105–113. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Du, R.; Yuan, H.; Wang, Y.; Yao, J.; Li, H. Selective One-Step Aerobic Oxidation of Cyclohexane to ϵ-Caprolactone Mediated by N-Hydroxyphthalimide (NHPI). ChemCatChem 2019, 11, 2260–2264. [Google Scholar] [CrossRef]
- Andrade, M.A.; Martins, L.M.D.R.S. Organocatalysis Meets Hydrocarbon Oxyfunctionalization: The Role of N-Hydroxyimides. Eur. J. Org. Chem. 2021, 2021, 4715–4727. [Google Scholar] [CrossRef]
- Melone, L.; Prosperini, S.; Ercole, G.; Pastori, N.; Punta, C. Is It Possible to Implement N-Hydroxyphthalimide Homogeneous Catalysis for Industrial Applications? A Case Study of Cumene Aerobic Oxidation. J. Chem. Technol. Biotechnol. 2014, 89, 1370–1378. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, L.; Zhu, C.; Wang, C.; Li, Q. Catalytic Transformation of Bio-Oil to Benzaldehyde and Benzoic Acid: An Approach for the Production of High-Value Aromatic Bio-Chemicals. Curr. Green Chem. 2019, 6, 135–146. [Google Scholar] [CrossRef]
- Melone, L.; Punta, C. Metal-Free Aerobic Oxidations Mediated by N-Hydroxyphthalimide. A Concise Review. Beilstein J. Org. Chem. 2013, 9, 1296–1310. [Google Scholar] [CrossRef]
- Kuznetsova, N.I.; Babushkin, D.E.; Zudin, V.N.; Koscheeva, O.S.; Kuznetsova, L.I. Low-Temperature Oxidation of Isopropylbenzene Mediated by the System of NHPI, Fe(acac)3 and 1,10-Phenanthroline. Catal. Commun. 2021, 149, 106218. [Google Scholar] [CrossRef]
- Karmadonova, I.E.; Zudin, V.N.; Kuznetsova, N.I.; Kuzhetsova, L.I.; Bal’zhinimaev, B.S. Preparation of Ethylbenzene and Isopropylbenzene Hydroperoxides in the N-Hydroxyphthalimide–Fe(III) Homogeneous Catalytic System and Use of Solutions in the Epoxidation of Olefins. Catal. Ind. 2020, 12, 216–225. [Google Scholar] [CrossRef]
- Pokutsa, A.; Tkach, S.; Zaborovsky, A.; Bloniarz, P.; Paczeŝniak, T.; Muzart, J. Sustainable Oxidation of Cyclohexane and Toluene in the Presence of Affordable Catalysts: Impact of the Tandem of Promoter/Oxidant on Process Efficiency. ACS Omega 2020, 5, 7613–7626. [Google Scholar] [CrossRef]
- Yoshino, Y.; Hayashi, Y.; Iwahama, T.; Sakaguchi, S.; Ishii, Y. Catalytic Oxidation of Alkylbenzenes with Molecular Oxygen under Normal Pressure and Temperature by N-Hydroxyphthalimide Combined with Co(OAc)2. J. Org. Chem. 1997, 3263, 6810–6813. [Google Scholar] [CrossRef]
- Ishii, Y.; Nakano, T.; Hirai, N. Method for Producing Carboxylic Acid. JP Patent 4615084B2, 18 September 2001. [Google Scholar]
- Tomas, A.F.; Gomes, F.P. p-Xylene Oxidation to Terephthalic Acid: A Literature Review Oriented toward Process Optimization and Development. Chem. Rev. 2012, 113, 7421–7469. [Google Scholar] [CrossRef]
- Hashimoto, T.; Nakamura, K.; Takagawa, M. Process for the Produkction of Pyridinecarboxylic Acids. U.S. Patent 5700944, 23 December 1997. [Google Scholar]
- Yasunobu, A.; Shinichi, H.; Isao, T. A Preparation of Niacin. CN Patent 1112921A, 6 December 1995. [Google Scholar]
- Singh, D.; Quraishi, M.A.; Jafar, M.A.; Ali, S.A.; Aljeaban, N.A.; Alharbi, B.G. Design and Synthesis of a Novel Corrosion Inhibitor Embedded with Quaternary Ammonium, Amide and Amine Motifs for Protection of Carbon Steel in 1 M HCl. J. Mol. Liq. 2020, 317, 113917. [Google Scholar]
- Chauhan, D.S.; Verma, C.; Quraishi, M.A. Molecular Structural Aspects of Organic Corrosion Inhibitors: Experimental and Computational Insights. J. Mol. Struct. 2020, 1227, 129374. [Google Scholar] [CrossRef]
- Plechkova, N.V.; Seddon, K.R. Applications of Ionic Liquids in the Chemical Industry. Chem. Soc. Rev. 2008, 37, 123–150. [Google Scholar] [CrossRef]
- Singh, S.K.; Savoy, A.W. Ionic Liquids Synthesis and Applications: An Overview. J. Mol. Liq. 2020, 297, 112038. [Google Scholar] [CrossRef]
- Armand, M.; Endres, F.; Macfarlane, D.R.; Ohno, H.; Scrosati, B. Ionic-Liquid Materials for the Electrochemical Challenges of the Future. Nat. Publ. Gr. 2009, 8, 621–629. [Google Scholar] [CrossRef]
- Ohno, H.; Yoshizawa-Fujita, M.; Kohno, Y. Functional Design of Ionic Liquids: Unprecedented Liquids That Contribute to Energy Technology, Bioscience, and Materials Sciences. Bull. Chem. Soc. Jpn. 2019, 92, 852–868. [Google Scholar] [CrossRef]
- Meng, Y.; Liang, B.; Tang, S. Applied Catalysis A: General A Study on the Liquid-Phase Oxidation of Toluene in Ionic Liquids. Appl. Catal. A Gen. 2012, 439–440, 1–7. [Google Scholar] [CrossRef]
- Greer, A.J.; Jacquemin, J.; Hardacre, C. Industrial Applications of Ionic Liquids. Molecules 2020, 25, 5207. [Google Scholar] [CrossRef] [PubMed]
- Dobras, G.; Orlińska, B. Aerobic Oxidation of Alkylaromatic Hydrocarbons to Hydroperoxides Catalysed by N-Hydroxyimides in Ionic Liquids as Solvents. Appl. Catal. A Gen. 2018, 561, 59–67. [Google Scholar] [CrossRef]
- Maniam, K.K.; Paul, S. A Review on the Electrodeposition of Aluminum and Aluminum Alloys in Ionic Liquids. Coatings 2021, 11, 80. [Google Scholar] [CrossRef]
- Fabre, E.; Murshed, S.M.S. A Review of the Thermophysical Properties and Potential of Ionic Liquids for Thermal Applications. J. Mater. Chem. A 2021, 9, 15861–15879. [Google Scholar] [CrossRef]
- Lü, H.; Ren, W.; Liu, P.; Qi, S.; Wang, W.; Feng, Y.; Sun, F.; Wang, Y. One-Step Aerobic Oxidation of Cyclohexane to Adipic Acid Using an Anderson-Type Catalyst [(C18H37)2N(CH3)2]6Mo7O24. Appl. Catal. A Gen. 2012, 441–442, 136–141. [Google Scholar] [CrossRef]
- Elterman, V.A.; Shevelin, P.Y.; Yolshina, L.A.; Borozdin, A.V. Features of Aluminum Electrodeposition from 1,3-Dialkylimidazolium Chloride Chloroaluminate Ionic Liquids. J. Mol. Liq. 2022, 351, 118693. [Google Scholar] [CrossRef]
- Lu, J.; Xu, C.; Li, J.; Wang, S.; Xiang, Q.; Chen, X.; Hua, Y.; Li, Y. Effect of Nicotinic Acid Additives on the Electrodeposition of Al-Mn Alloy from AlCl3-Based Ionic Liquids. Ionics 2022, 28, 3525–3536. [Google Scholar] [CrossRef]
- Zawadiak, J.; Gilner, D. Copper (II) Chloride/Tetrabutylammonium Bromide as a Catalytic System for the Oxidation of 2-Isopropylnaphthalene with Oxygen. Appl. Catal. A Gen. 2005, 28, 68–74. [Google Scholar]
- Toribio, P.P.; Fierro, J.L.G. Role of Quaternary Ammonium Salts in the Liquid-Phase Oxidation of Ethylbenzene to Hydroperoxide with Molecular Oxygen. Appl. Catal. A Gen. 2005, 294, 290–297. [Google Scholar] [CrossRef]
- Hashimoto, T.; Nakamura, K.; Takagawa, M. A Process for Production of Pyridinecarboxylic Acids. CN Patent 1140166A, 15 February 1997. [Google Scholar]
- Mahmood, S.; Xu, B.; Ren, T.; Zhang, Z.; Liu, X. Cobalt/N-Hydroxyphthalimide (NHPI)—Catalyzed Aerobic Oxidation of Hydrocarbons with Ionic Liquid Additive. Mol. Catal. 2018, 447, 90–96. [Google Scholar] [CrossRef]
- Talik, G.; Orlińska, B. New Evidence for the Key Role of Hydrogen Bonding Between N-Hydroxyphthalimide and Halide Ionic Liquids in Hydrocarbons Oxidation. ChemCatChem 2021, 13, 4578–4590. [Google Scholar] [CrossRef]
- Lisicki, D.; Maciej, A. Selective Aerobic Oxidation of Toluene in the Presence of Co2+ and Task-Speci Fi c Organic Salts, Including Ionic Liquids. Ind. Eng. Chem. Res. 2021, 60, 11579–11589. [Google Scholar] [CrossRef]
- Recupero, F.; Punta, C.; Chimica, D.; Chimica, I.; Natta, G.; Milano, P.; Mancinelli, V.; Mi, I.-M. Free Radical Functionalization of Organic Compounds Catalyzed By. Chem. Rev. 2007, 107, 3800–3842. [Google Scholar] [CrossRef]
- Partenheimer, W. Methodology and Scope of Metal/Bromide Autoxidation of Hydrocarbons. Russ. Chem. Bull. 1995, 23, 69–158. [Google Scholar] [CrossRef]
- Kurganova, E.A.; Sapunov, V.N.; Koshel, G.N.; Frolov, A.S. Selective aerobic oxidation of cyclohexyl and secalkylarenes to hydroperoxides in the presence of N-hydroxyphthalimide. Russ. Chem. Bull. Int. Ed. 2016, 65, 2115–2128. [Google Scholar] [CrossRef]
- Dai, P.F.; Qu, J.P.; Kang, Y.B. Organocatalyzed Aerobic Oxidation of Aldehydes to Acids. Org. Lett. 2019, 21, 1393–1396. [Google Scholar] [CrossRef]
Figure 1.
Oxidation of 3-methylpyridine to KN with oxygen or air.

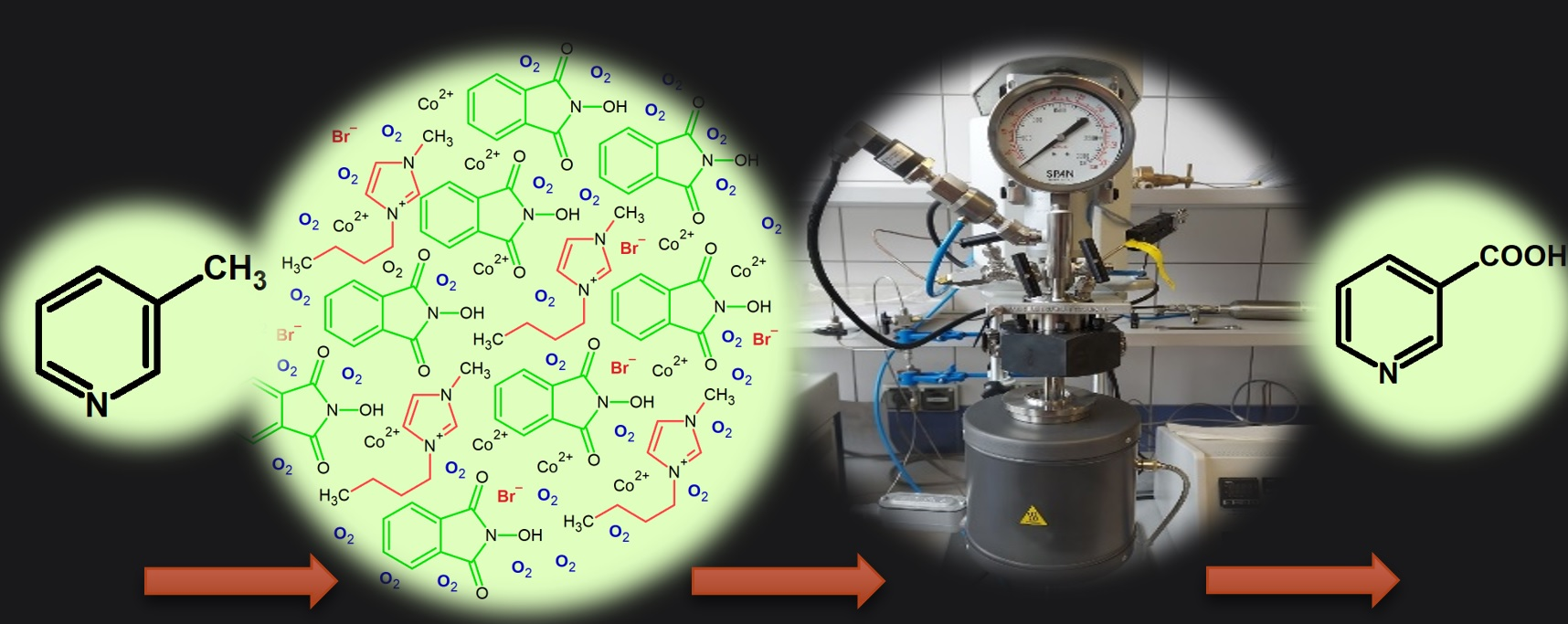
Figure 2.
List of the organic bromides that were used.

Figure 3.
Oxygen concentration in off-gases depending on the duration of oxidation at different temperatures. 3-picoline 40 mL, AcOH 160 mL Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, air pressure 2.0 MPa. Process 1—190 °C, 4 h, Process 2—170 °C for 1 h, then 210 °C for the next 3 h.
Figure 3.
Oxygen concentration in off-gases depending on the duration of oxidation at different temperatures. 3-picoline 40 mL, AcOH 160 mL Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, air pressure 2.0 MPa. Process 1—190 °C, 4 h, Process 2—170 °C for 1 h, then 210 °C for the next 3 h.

Figure 4.
Oxidation of (1) 4-picoline and (2) EMP in the presence of Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] system. Raw material 4 mL, AcOH 160 mL Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, pressure O2 2.0 MPa, 4 h, a: conversion of raw material, s: selectivity to product.
Figure 4.
Oxidation of (1) 4-picoline and (2) EMP in the presence of Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] system. Raw material 4 mL, AcOH 160 mL Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, pressure O2 2.0 MPa, 4 h, a: conversion of raw material, s: selectivity to product.

Figure 5.
Probable mechanism of oxidation of 3-picoline in the presence of Co(II)/NHPI/[X][Br] system. (RH = 3-picoline and pyridine-3-carbaldehyde, R = radical (1) and radical (3)).
Figure 5.
Probable mechanism of oxidation of 3-picoline in the presence of Co(II)/NHPI/[X][Br] system. (RH = 3-picoline and pyridine-3-carbaldehyde, R = radical (1) and radical (3)).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The influence of bromide type on the composition of 3-picoline oxidation.
| Entry | Catalytic System | Conv. [%] | Selectivity [%] | |||
|---|---|---|---|---|---|---|
| NA | PCA | P | HMP | |||
| 1 | Co(OAc)2/NaBr | 33 | 8.6 | 0.4 | 0.3 | 0.0 |
| 2 | Co(OAc)2/[bmim][Br] | 100 | 39.2 | 0.1 | 0.0 | 0.1 |
| 3 | Co(OAc)2/NHPI | 64 | 14.7 | 0.0 | 0.0 | 0.1 |
| 4 | Co(OAc)2/NHPI/NaBr | 82 | 61.4 | 0.2 | 0.3 | 0.0 |
| 5 | Co(OAc)2/NHPI/[bmim][Br] | 100 | 53.3 | 0.0 | 0.0 | 0.0 |
| 6 | Co(OAc)2/NHPI/[(C4H9)4N][Br] | 82 | 53.3 | 0.3 | 0.7 | 0.0 |
| 7 | Co(OAc)2/NHPI/[(C6H5)N(CH3)3][Br]3 | 100 | 45.7 | 0.1 | 0.0 | 0.1 |
| 8 | Co(OAc)2/NHPI/[(C4H9)N(CH3)3][Br] | 91 | 51.3 | 0.5 | 0.3 | 0.0 |
| 9 | Co(OAc)2/NHPI/[(C16H33)N(CH3)3][Br] | 72 | 48.6 | 1.8 | 0.2 | 0.0 |
| 10 | Co(OAc)2/NHPI/[((CH2)2Br)N(CH3)3][Br] | 94 | 55.1 | 0.1 | 0.2 | 0.0 |
| 11 | Co(OAc)2/NHPI/[(C6H5CH2)N(CH3)3][Br] | 86 | 61.8 | 0.4 | 0.4 | 0.2 |
| 12 | Co(OAc)2/NHPI/[(C6H5CH2)N(C4H9)3][Br] | 76 | 53.2 | 1.9 | 0.3 | 0.0 |
| 13 | Co(OAc)2/NHPI/[(C4H9)4P][Br] | 81 | 71.8 | 0.0 | 2.6 | 0.0 |
| 14 | Co(OAc)2/NHPI/[(C4H9)3P(C16H33)][Br] | 83 | 67.5 | 0.3 | 2.5 | 0.1 |
| 15 | Co(OAc)2/NHPI/[(C6H13)3P(C14H29)][Br] | 41 | 39.9 | 0.9 | 1.8 | 0.0 |
| 16 | Co(OAc)2/NHPI/[(C6H5)4P][Br] | 74 | 68.2 | 1.3 | 0.6 | 0.2 |
| 17 | Co(OAc)2/NHPI/[(C6H5)3P(CH3)][Br] | 87 | 71.6 | 0.2 | 0.5 | traces |
| 18 | Co(OAc)2/NHPI/[(C6H5)3P(C2H5)][Br] | 69 | 73.8 | 1.6 | 0.9 | 0.0 |
| 19 | Co(OAc)2/NHPI/[(C6H5)3P(C3H7)][Br] | 86 | 65.6 | 0.3 | 0.4 | 0.1 |
| 20 | Co(OAc)2/NHPI/[(C6H5)3P(C4H9)][Br] | 81 | 76.7 | 0.1 | 2.4 | 0.1 |
| 21 | Co(OAc)2/NHPI/[(C6H5)3P(CH2C6H5)][Br] | 91 | 70.4 | 0.1 | 0.3 | 0.0 |
3-picoline 4 mL, AcOH 16 mL, Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, organic or inorganic bromide 1 %mol, 190 °C, pressure O2 3.0 MPa, 6 h.
Table 2.
The influence of temperature, pressure, and time on the composition of 3-picoline oxidation products in the presence of Co(II)/NHPI/[bmim][Br] system.
Table 2.
The influence of temperature, pressure, and time on the composition of 3-picoline oxidation products in the presence of Co(II)/NHPI/[bmim][Br] system.
| Entry | Temp. [°C] | Pressure [MPa] | Time [h] | Conv. 1 [%] | Selectivity [%] | |||
|---|---|---|---|---|---|---|---|---|
| NA | PCA | P | HMP | |||||
| 1 | 110 | 1.0 | 2 | 63 | 0.5 | 0.5 | 0.0 | 1.2 |
| 2 | 130 | 1.0 | 2 | 78 | 18.5 | 0.1 | 0.0 | 0.1 |
| 3 | 190 | 1.0 | 2 | 81 | 32.0 | 1.4 | 0.0 | 6.9 |
| 4 | 210 | 1.0 | 2 | 100 | 22.8 | 0.0 | 0.4 | 0.2 |
| 5 | 190 | 3.0 | 2 | 59 | 60.0 | 3.1 | 0.2 | 0.2 |
| 6 | 190 | 3.0 | 6 | 100 | 53.3 | 0.0 | 0.0 | 0.0 |
| 7 | 190 | 3.0 | 8 | 100 | 63.7 | 0.0 | 0.0 | 0.0 |
3-picoline 4 mL, AcOH 16 mL, Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [bmim][Br] 1 %mol, pressure O2. 1 Conversion of 3-picoline.
Table 3.
The influence of temperature, pressure, and time on the composition of 3-picoline oxidation products in the presence of Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] system.
Table 3.
The influence of temperature, pressure, and time on the composition of 3-picoline oxidation products in the presence of Co(II)/NHPI/[(C6H5)3P(CH2C6H5)][Br] system.
| Entry | Temp. [°C] | Pressure [MPa] | Conv. 1 [%] | Selectivity [%] | |||
|---|---|---|---|---|---|---|---|
| NA | PCA | P | HMP | ||||
| 1 | 170 | AcOH | 62 | 57.0 | 1.2 | 0.1 | 0.0 |
| 2 | 190 | AcOH | 91 | 70.4 | 0.1 | 0.6 | 0.2 |
| 3 | 210 | AcOH | 96 | 77.4 | 0.0 | 2.1 | trace |
| 4 | 190 | CF3COOH | 3 | 0.0 | 21.1 | 0.0 | 55.4 |
| 5 | 190 | PhCN | 64 | 22.8 | 2.5 | 0.5 | 3.6 |
3-picoline 4 mL, AcOH 16 mL, Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, 3.0 MPa O2, 6 h, 190 °C. 1 Conversion of 3-picoline.
Table 4.
Oxidation of 3-picoline with air.
| Entry | Temp. [°C] | Conv. 1 [%] | Selectivity [%] | |||
|---|---|---|---|---|---|---|
| NA | PCA | P | HMP | |||
| 1 | 190 | 100 | 36.0 | 0.4 | 0.0 | 0.2 |
| 2 2 | 170–210 | 100 | 70.5 | 0.2 | 0.0 | 0.9 |
3-picoline 40 mL, AcOH 160 mL Co(OAc)2 0.5 %mol, NHPI 4.5 %mol, [(C6H5)3P(CH2C6H5)][Br] 1 %mol, pressure air 2.0 MPa, 4 h. 1 Conversion of 3-picoline, 2 170 °C for 2 h, then 210 °C for the next 2 h.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lisicki, D.; Talik, D.; Orlińska, B. Oxidation of Picoline with Oxygen to Nicotinic Acid against Co2+, NHPI, and Phosphonium or Ammonium Bromides. Catalysts 2023, 13, 1271. https://doi.org/10.3390/catal13091271
AMA Style
Lisicki D, Talik D, Orlińska B. Oxidation of Picoline with Oxygen to Nicotinic Acid against Co2+, NHPI, and Phosphonium or Ammonium Bromides. Catalysts. 2023; 13(9):1271. https://doi.org/10.3390/catal13091271
Chicago/Turabian StyleLisicki, Dawid, Dorota Talik, and Beata Orlińska. 2023. "Oxidation of Picoline with Oxygen to Nicotinic Acid against Co2+, NHPI, and Phosphonium or Ammonium Bromides" Catalysts 13, no. 9: 1271. https://doi.org/10.3390/catal13091271
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.