


Development of a Magnetic Levitation Wafer Handling Robot Transfer System with High-Accuracy and High-Cleanliness: Experimental Evaluation

Abstract
:1. Introduction
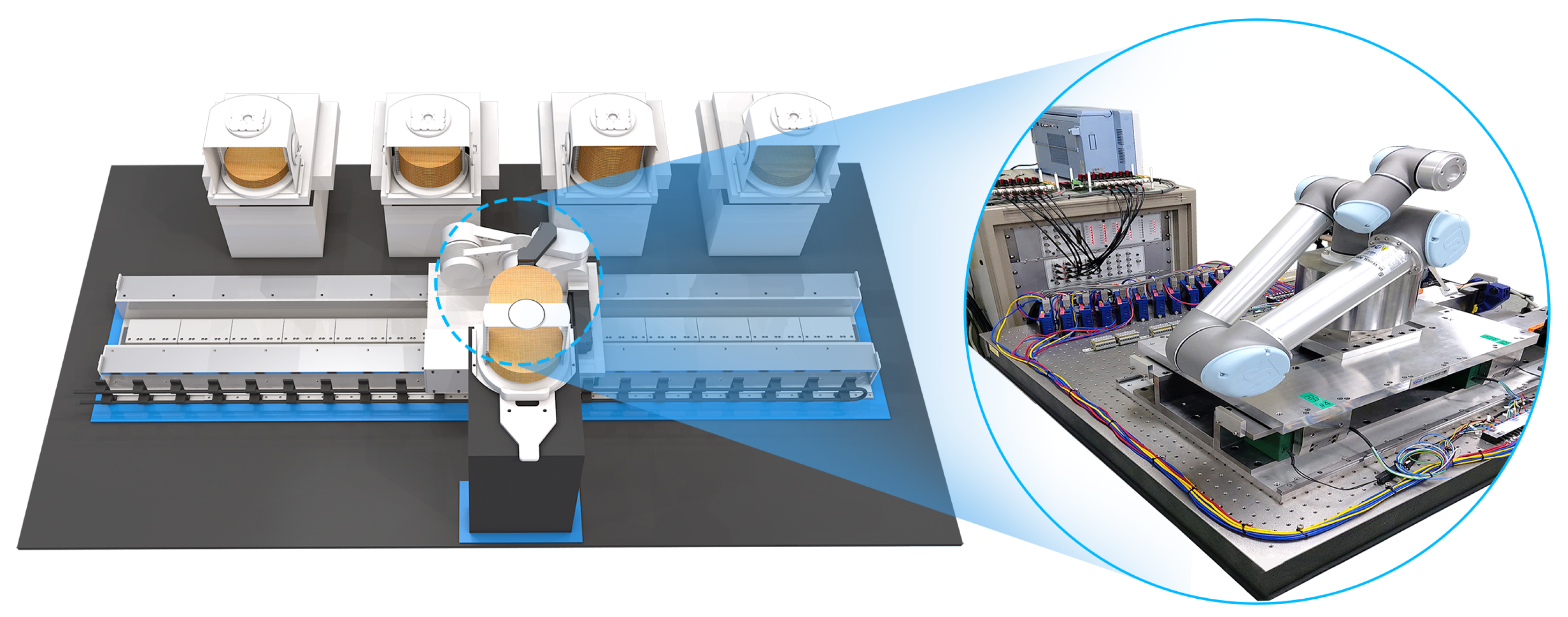
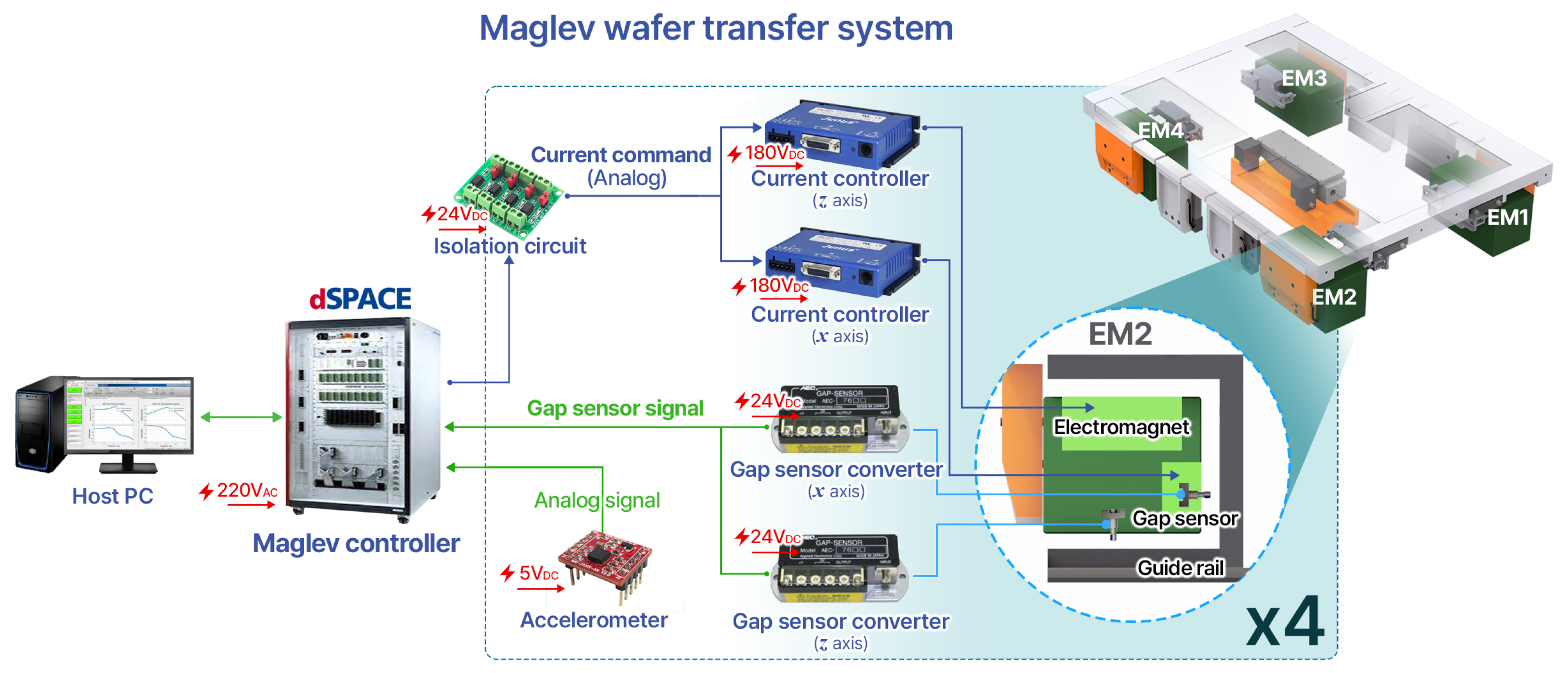
2. System Configuration
3. Magnetic Levitation Control System
3.1. System Modeling
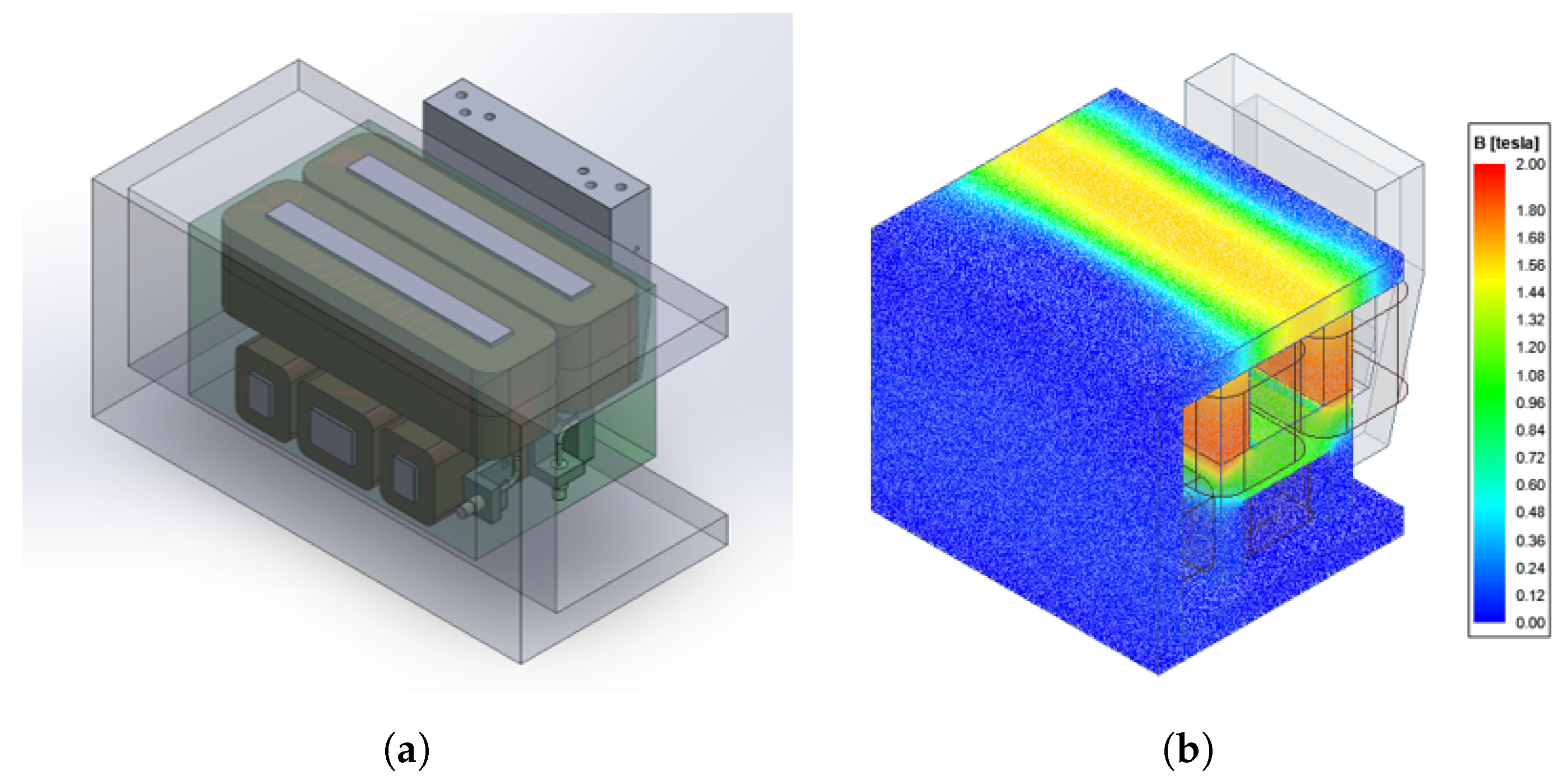
- EM Model
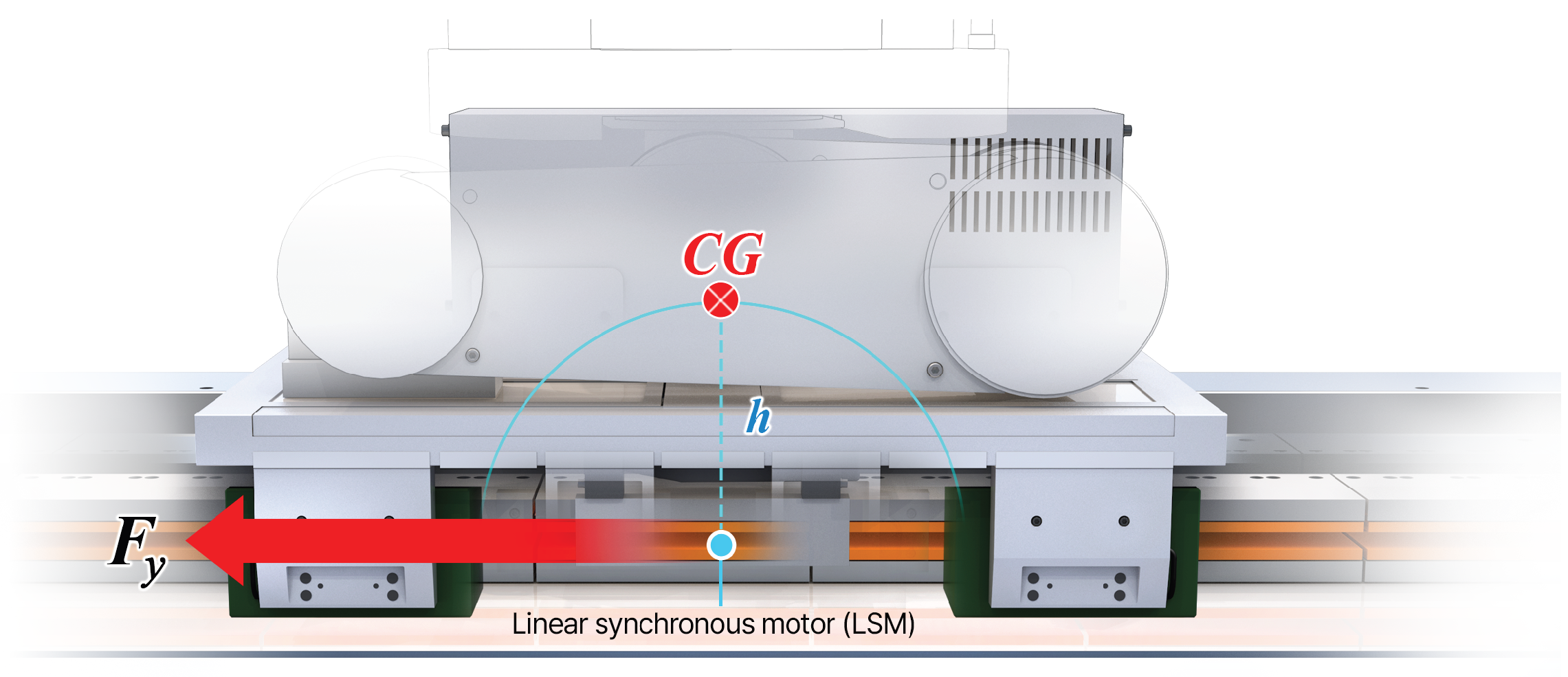
- Dynamic EquationThe dynamic equation of the magnetic levitation wafer transfer system can be described by Newton’s equation for translation and Euler’s equation for rotation. Newton’s equation represents the relationship between the force acting on the center of mass of a rigid body and its acceleration, while Euler’s equation represents the relationship between the moments acting on the center of mass of a rigid body and the time derivative of the angular momentum.The developed magnetic levitation wafer transfer system is mechanically symmetric about the x- and y-axes, so the coordinate system used is the principal axes of inertia, and the products of inertia can be neglected: . Therefore, the angular momentum is expressed as follows: . By substituting the time derivative of the angular momentum and the attractive force generated by EMs into Equation (2), the dynamic equation of the magnetic levitation wafer transfer system can be summarized.The y-axis motion of the magnetic levitation wafer transfer system is controlled by an LSM, and the 5-DOF motion excluding the y-axis motion is precisely controlled by the magnetic levitation units attached to the four corners of the magnetic levitation wafer transfer system.To design a linear controller, the dynamic equation Equation (3) is linearized. The simulation results show that the nonlinear terms are relatively small compared to the linear terms (). Thus, the linearized dynamic equation is sufficient for obtaining meaningful interpretation results. The linearized motion equation can be expressed in the following matrix form:whereThe q matrix represents the movements of the 5-DOF of the magnetic levitation wafer transfer system, the f matrix represents the attractive forces generated by the EMs, the d matrix represents the disturbances, the M matrix is the inertia matrix, the B matrix represents the geometric installation information of the EMs, and the u matrix is the decoupled control input that is used to achieve a desired output.
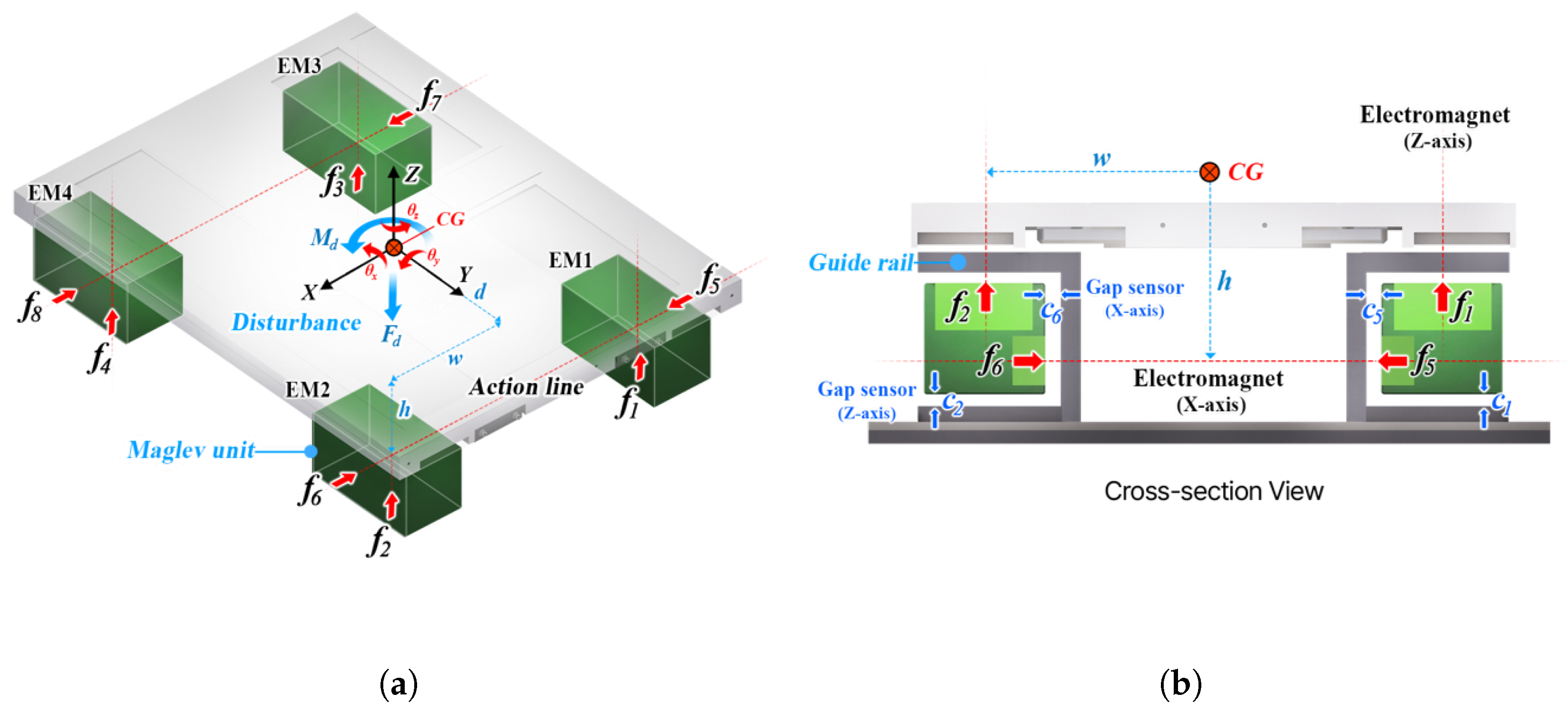
- KinematicsThe 5-DOF motion of the magnetic levitation wafer transfer system is measured by the gap sensors installed at the four corners. To control the system, a process of reconstructing the 5-DOF motion based on the measured sensor signals is carried out. The motion of the electromagnet module 1 (EM1) can be expressed as based on the inertial reference coordinate. And, it can also be expressed as the sum of the center of gravity motion and the relative motion with respect to center of gravity [23]. The relationship between the 5-DOF motion of the magnetic levitation wafer transfer system and the gap sensor measurements installed at the four corners is determined by the following kinematics.For example, the relationship between the 5-DOF motion of the magnetic levitation wafer transfer system and the gap sensor measurements in EM1 isAs shown in Figure 3, the z-axis motion measured by Gap Sensor 1 in EM1 can be expressed as follows: . Similarly, the x-axis motion measured by Gap Sensor 5 in EM1 can be expressed as follows: . By repeating the same process for EM2, EM3, and EM4, the relationship between the 5-DOF motion of the magnetic levitation wafer transfer system and the gap sensor measurements installed at the four corners can be obtained as follows:whereThe T matrix represents the geometric installation information of the gap sensors. Conversely, the 5-DOF motion of the magnetic levitation wafer transfer system can be reconstructed from the measured gap sensor signals using the pseudo inverse.
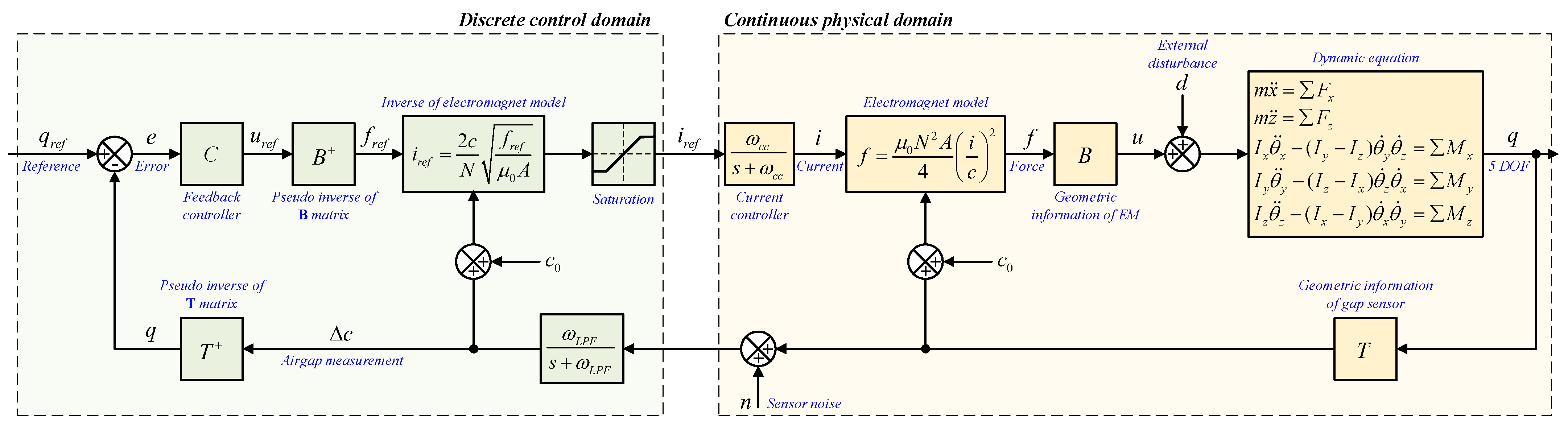
- Block diagramFigure 5 shows the block diagram of the feedback control system of the magnetic levitation wafer transfer system. The input of the dynamic equation is the decoupled control input and disturbance , and the output is the 5-DOF motion . The 5-DOF motion of the magnetic levitation wafer transfer system is measured by the gap sensors installed at the four corners, and the sensor noise is included in the measurement process. The measured sensor signal is reconstructed into the 5-DOF motion, and the difference between the reference and the measured 5-DOF motion is calculated and utilized as the input of the feedback controller. The output of the feedback controller is the required force and momentum that are used to achieve the desired 5-DOF motion. By using the pseudo inverse of the matrix and the EM model, the required current for each EM is calculated. This calculated current is utilized as the input of the current controller and affects the 5-DOF motion of the magnetic levitation transfer system through the EM model and matrix related to the installation information of the EMs. The left green box is the discrete control part, and the right pink box is the continuous physical system.
3.2. Feedback Controller Design
3.3. Experimental Evaluation
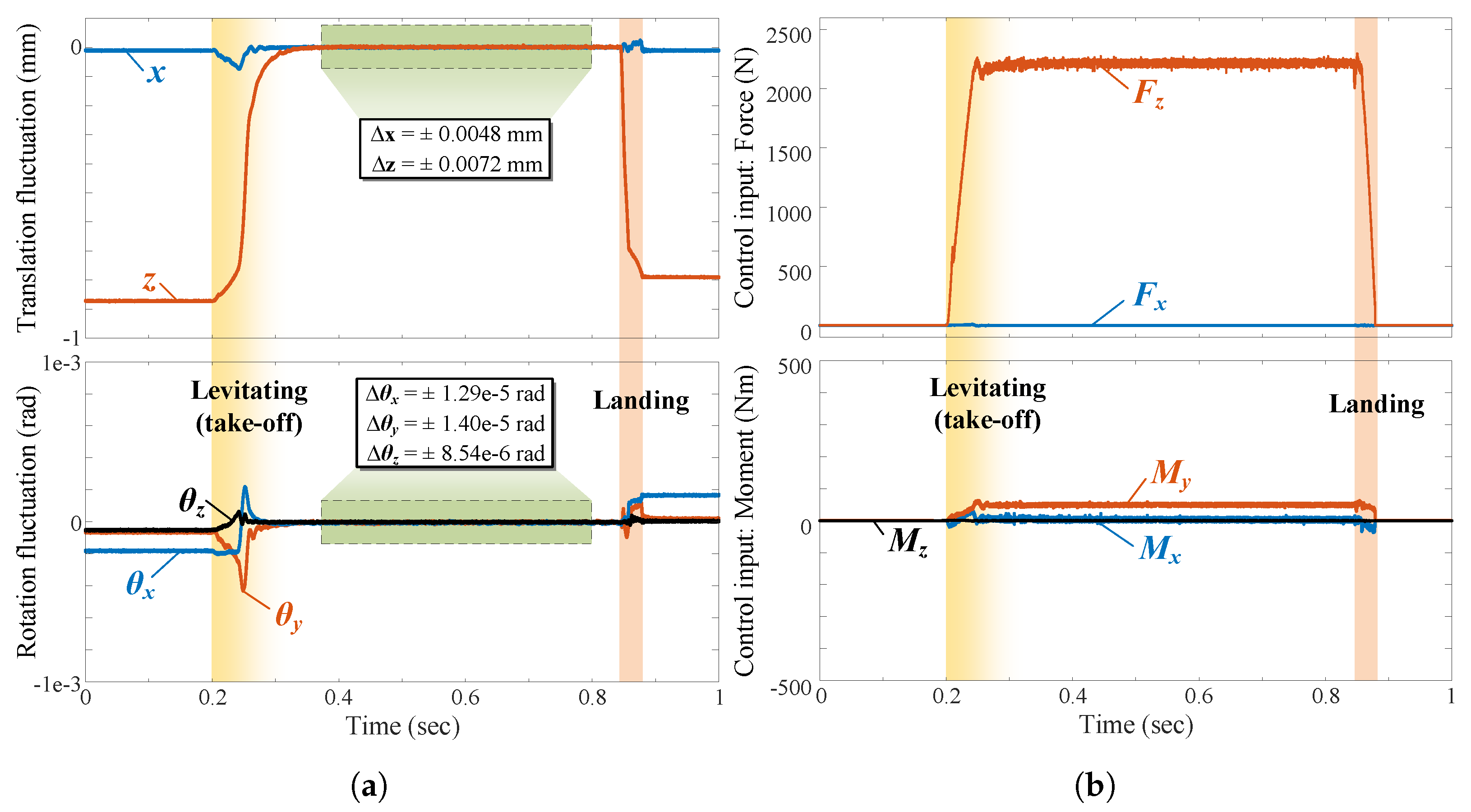
3.3.1. Magnetic Levitation at Standstill
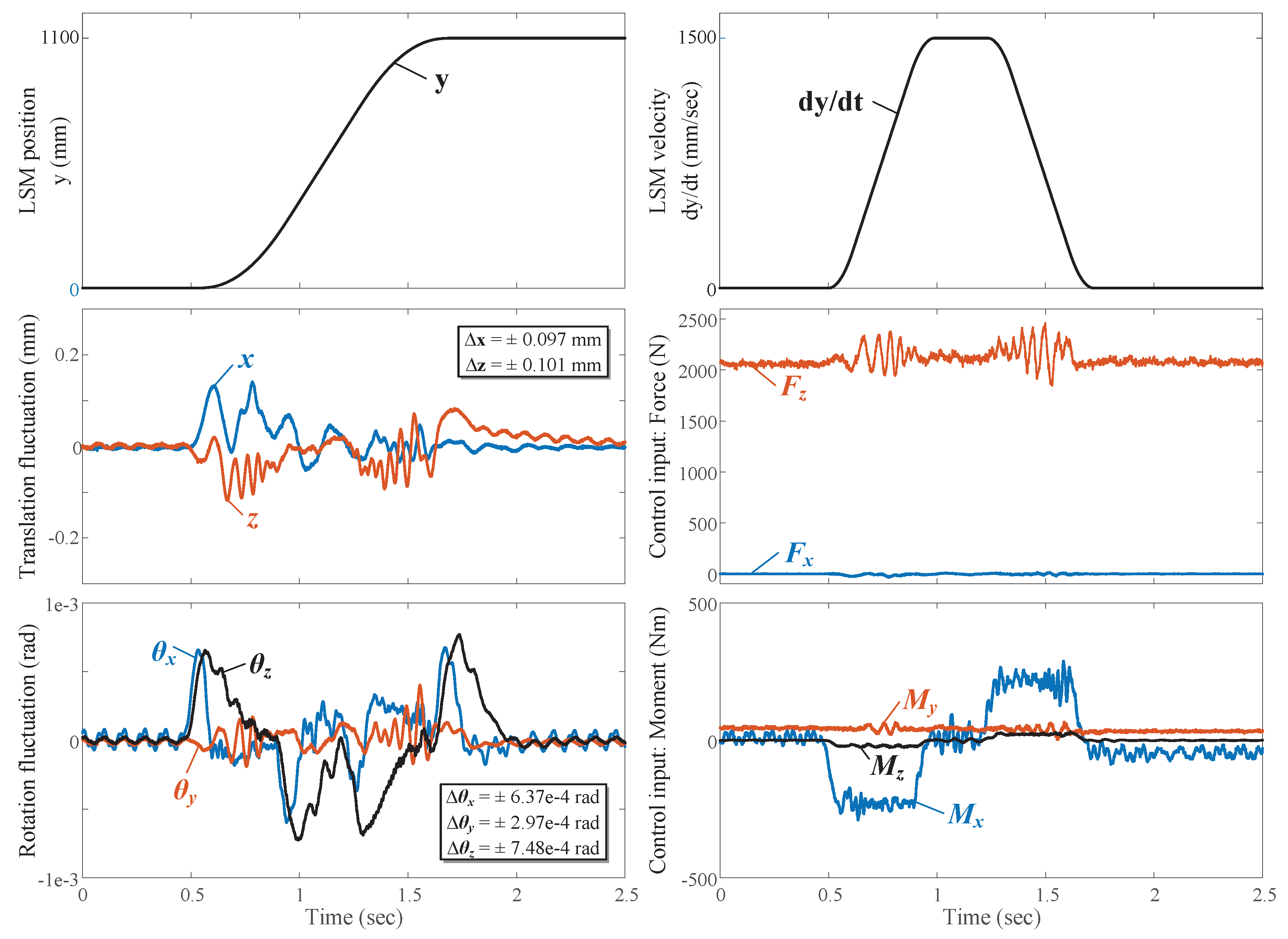
3.3.2. Magnetic Levitation under Driving Conditions
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DOF | Degree of Freedom |
| EM | Electromagnet |
| CG | Center of Gravity |
| LSM | Linear Synchronous Motor |
| LM | Linear Motion |
References
- Reinhardt, K.; Kern, W. Handbook of Silicon Wafer Cleaning Technology, 3rd ed.; William Andrew: Oxford, UK, 2018; pp. 87–149. [Google Scholar]
- Srinivasan, R.S. Models for Estimating Wear Particles in Preliminary Design of Semiconductor Equipment. In Proceedings of the 1997 IEEE International Symposium on Semiconductor Manufacturing Conference, San Francisco, CA, USA, 6–8 October 1997; pp. 45–48. [Google Scholar]
- Schmulling, B.; Appunn, R.; Hameyer, K. Electromagnetic Guiding of Vertical Transportation Vehicles: State Control of an Over-determined System. In Proceedings of the 2008 18th International Conference on Electrical Machines, Vilamoura, Portugal, 6–9 September 2008. [Google Scholar]
- Appunn, R.; Schmulling, B.; Hameyer, K. Electromagnetic Guiding of Vertical Transportation Vehicles: Experimental Evaluation. IEEE Trans. Ind. Electron. 2009, 57, 335–343. [Google Scholar] [CrossRef]
- Liu, G.; Lu, Y.; Xu, J.; Cui, Z.; Yang, H. Magnetic Levitation Actuation and Motion Control System with Active Levitation Mode based on Force Imbalance. Appl. Sci. 2023, 13, 740. [Google Scholar] [CrossRef]
- Hu, K.; Jiang, H.; Zhu, Q.; Qian, W.; Yang, J. Magnetic Levitation Belt Conveyor Control System based on Multi-sensor Fusion. Appl. Sci. 2023, 13, 7513. [Google Scholar] [CrossRef]
- Han, H.S.; Kim, D.S. Magnetic Levitation; Springer Tracts on Transportation and Traffic: Dordrecht, The Netherlands, 2016. [Google Scholar]
- Kim, J.; King, G.B.; Kim, C.-H.; Ha, C.-W. Experimental Validation of Deadzone Compensation for a Magnetic Levitation Transporting OLED Displays System. Int. J. Control. Autom. Syst. 2022, 20, 2937–2947. [Google Scholar] [CrossRef]
- Yamakawa, H.; Moriyama, I.; Minamigawa, Y.; Maeba, Y.; Takematsu, T.; Nishitsuji, M.; Fujiki, O.; Asaishi, T.; Koike, T. Contamination-free Transfer of Silicon Wafers with a Magnetic Levitation Transport System in Vacuum. Vacuum 1990, 41, 1843–1845. [Google Scholar] [CrossRef]
- Peijnenburg, A.T.A.; Vermeulen, J.P.M.; Van Eijk, J. Magnetic Levitation Systems compared to Conventional Bearing Systems. Microelectron. Eng. 2006, 83, 1372–1375. [Google Scholar] [CrossRef]
- Lim, J.S.; Lee, H.W. Movement Control Method of Magnetic Levitation System using Eccentricity of Non-Contact Position Sensor. Appl. Sci. 2021, 11, 2396. [Google Scholar] [CrossRef]
- Kim, W.J.; Verma, S.; Shakir, H. Design and Precision Construction of Novel Magnetic-levitation-based Multi-axis Nanoscale Positioning Systems. Precis. Eng. 2007, 31, 337–350. [Google Scholar] [CrossRef]
- Kim, O.-S.; Lee, S.-H.; Han, D.-C. Positioning Performance and Straightness Error Compensation of the Magnetic Levitation Stage supported by the Linear Magnetic Bearing. IEEE Trans. Ind. Electron. 2003, 50, 374–378. [Google Scholar]
- Kim, W.J.; Trumper, D.L. High-precision Magnetic Levitation Stage for Photolithography. Precis. Eng. 1998, 22, 66–77. [Google Scholar] [CrossRef]
- Williams, M.E.; Trumper, D.L.; Hocken, R. Magnetic Bearing Stage for Photolithography. CIRP Ann. 1993, 42, 607–610. [Google Scholar] [CrossRef]
- Gabriel, G.-G.; Diego, A.-A.; Enrique, V.C.; Francesc, G.; Emilia, M.; Paul, A.; Alexander, I. Fuzzy Logic Controller Parameter Optimization using Metaheuristic Cuckoo Search Algorithm for a Magnetic Levitation System. Appl. Sci. 2019, 9, 2458. [Google Scholar] [CrossRef]
- Hong, D.-K.; Woo, B.-C.; Koo, D.-H.; Lee, K.-C. Electromagnet Weight Reduction in a Magnetic Levitation System for Contactless Delivery Applications. Sensors 2010, 10, 6718–6729. [Google Scholar] [CrossRef] [PubMed]
- Lee., K.-C.; Moon, J.-W.; Lee, M.-C.; Kim, J.-M.; Kim, J.-W.; Koo, D.-H. Electric Monorail System with Magnetic Levitations and Linear Induction Motors for Contactless Delivery Applications. In Proceedings of the 8th International Conference on Power Electronics, Jeju, Republic of Korea, 30 May–3 June 2011. [Google Scholar]
- Lee, K.-C.; Moon, S.; Ha, H.; Park, B.-G.; Kim, J.-W.; Baek, J.-Y.; Lee, M.-C. A Novel High Precision Electromagnetic Suspension for Long-stroke Movement and Its Performance Evaluation. J. Electr. Eng. Technol. 2014, 9, 514–522. [Google Scholar] [CrossRef]
- Lee, K.-C.; Moon, J.-W.; Koo, D.-H.; Lee, M.-C. Magnetic Levitated Electric Monorail System for Flat Panel Display Glass Delivery Applications. J. Inst. Control. Robot. Syst. 2011, 17, 566–572. [Google Scholar] [CrossRef]
- Kim, J.; Ha, C.-W.; King, G.B.; Kim, C.-H. Experimental Development of Levitation Control for a High-accuracy Magnetic Levitation Transport System. ISA Trans. 2020, 101, 358–365. [Google Scholar] [CrossRef] [PubMed]
- Ha, C.-W.; Lim, J.; Kim, C.-H. Development of a High-accuracy Magnetic Levitation Transport System for OLED Evaporation Process. Trans. Korean Soc. Mech. Eng. A 2018, 42, 1111–1118. [Google Scholar] [CrossRef]
- Beer, F.P.; Johnston, E.R.; Eisenberg, E.R.; Mazurek, D.F.; Clausen, W.E.; Cornwell, P.J. Vector Mechanics for Engineers, 4th ed.; McGraw-Hill: New York, NY, USA, 1977; Chapter 15. [Google Scholar]
- Morris, K.A. Introduction to Feedback Control; Academic Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Ha, C.W.; Lee, D. Analysis of Embedded Pre-filters in Motion Profiles. IEEE Trans. Ind. Electron. 2017, 65, 1481–1489. [Google Scholar] [CrossRef]
- Lee, D.; Ha, C.-W. Optimization Process for Polynomial Motion Profiles to Achieve Fast Movement with Low Vibration. IEEE Trans. Control. Syst. Technol. 2020, 28, 1892–1901. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Description | Values |
|---|---|---|
| m | Total mass | 213.9 kg |
| Moment of inertia | 14.8 kg·m | |
| 12.7 kg·m | ||
| 7.7 kg·m | ||
| w | Relative distance between the mass center and EM | 164.0 mm |
| d | 233.5 mm | |
| h | 240.4 mm |
| Parameters | Description | x-axis | z-axis |
|---|---|---|---|
| Nominal airgap | 1 mm | 1 mm | |
| Nominal force | 0 N | 524 N | |
| Maximum force | 110 N | 1100 N | |
| N | Number of turns | 266 turn | 396 turn |
| A | Pole area | 1440 mm | 352 mm |
| Description | Standstill | Driving Condition |
|---|---|---|
| Max. fluctuation in the x-axis | ±0.0048 mm | ±0.097 mm |
| Max. fluctuation in the z-axis | ±0.0072 mm | ±0.101 mm |
| Max. fluctuation in the -axis | rad | rad |
| Max. fluctuation in the -axis | rad | rad |
| Max. fluctuation in the -axis | rad | rad |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ha, C.-W.; Jung, S.; Park, J.; Lim, J. Development of a Magnetic Levitation Wafer Handling Robot Transfer System with High-Accuracy and High-Cleanliness: Experimental Evaluation. Appl. Sci. 2023, 13, 9482. https://doi.org/10.3390/app13169482
Ha C-W, Jung S, Park J, Lim J. Development of a Magnetic Levitation Wafer Handling Robot Transfer System with High-Accuracy and High-Cleanliness: Experimental Evaluation. Applied Sciences. 2023; 13(16):9482. https://doi.org/10.3390/app13169482
Chicago/Turabian StyleHa, Chang-Wan, Sungho Jung, Jinseong Park, and Jaewon Lim. 2023. "Development of a Magnetic Levitation Wafer Handling Robot Transfer System with High-Accuracy and High-Cleanliness: Experimental Evaluation" Applied Sciences 13, no. 16: 9482. https://doi.org/10.3390/app13169482