
Enhancing the Interlaminar Shear Strength and Void Control of 3D-Printed Continuous Carbon-Fiber-Reinforced Polymer Composites Using a Robotic Magnetic Compaction Force-Assisted Additive Manufacturing (MCFA-AM) Process and Carbon-Nanofiber Z-Threads

Abstract
:1. Introduction
1.1. Motivation
1.2. Literature Review and Previous Work
2. Materials and Methods
2.1. Materials
2.2. Methods for Manufacturing and Testing Samples
2.2.1. CFRP-Prepreg Fabrication
2.2.2. ZT-CFRP-Prepreg Fabrication
2.2.3. OOA-VBO Process
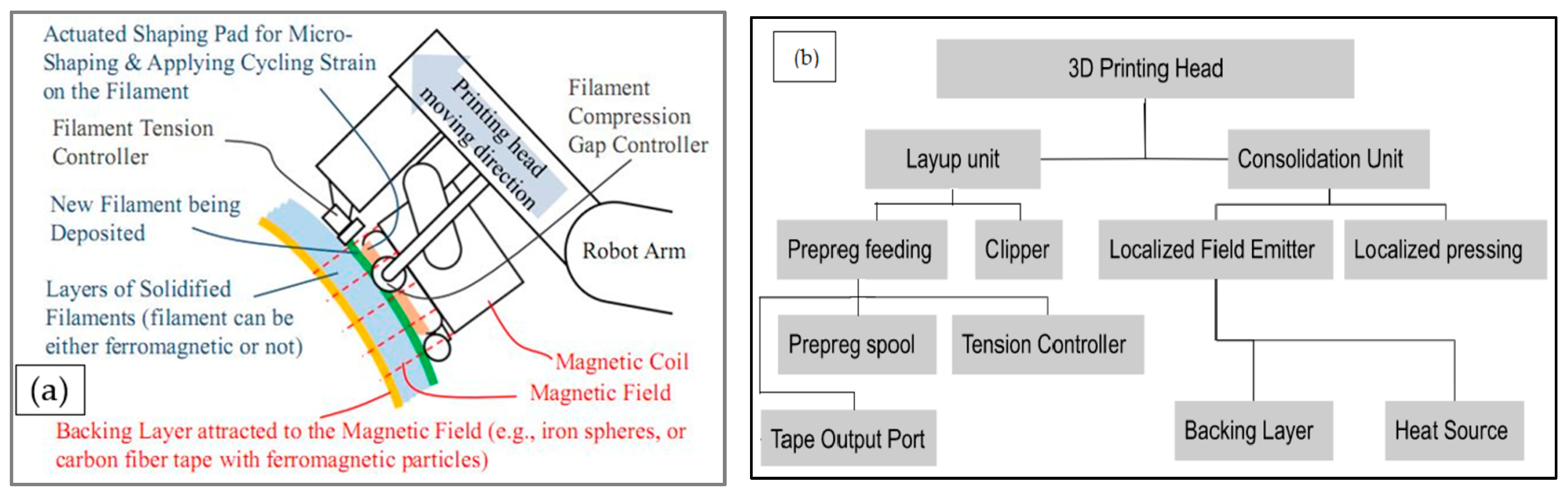
2.2.4. MCFA-AM Process
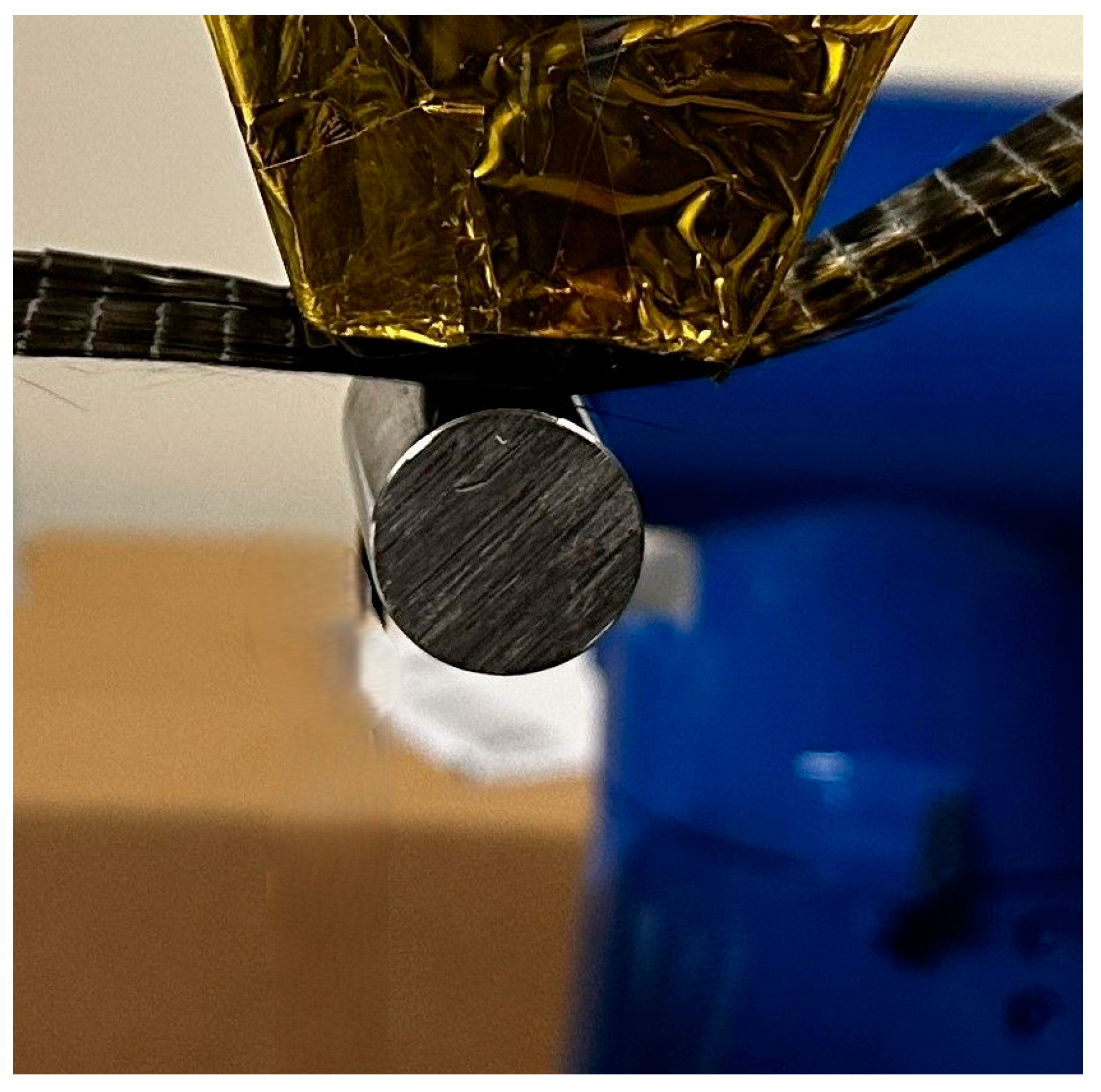
- Step 1: one end of a ply of ZT-CFRP prepreg tape is anchored; the MCFA-AM printhead, with the magnetic field emitter switched on to a desired field strength to attract the backing article, smoothly driven from one end to the other by the robot arm, is used to position, compact, and cure (solidify) the ZT-CFRP-prepreg tape into a lamina in free space (air) (see Figure 6).
- Step 2: reduce the magnetic field to release the backing article (it was collected by hand for this current underdevelopment prototype, but it will have an automatic collecting unit in the future, fully developed MCFA-AM printer); load a new layer of prepreg on top of the previous cured layer, and increase the magnetic field to a desired field strength to attract the backing article to clamp the new layer against the previously cured layer.
- Step 3: the MCFA-AM printhead, with the magnetic field emitter switched on to a desired field strength to attract the backing article, smoothly driven from one end to the other by the robot arm, is then used to lay down, compact, and cure a new layer of ZT-CFRP-prepreg tape on top of the aforementioned cured ZT-CFRP layer.
- Step 4: repeat Step (2) and Step (3) until the desired layers of CFRP prepreg are compacted and cured into a CFRP-laminate part.
- Step 5: reduce the magnetic field and release the backing article; detach the cured/solidified ZT-CFRP laminate part from the anchoring fixture.
2.2.5. No-Pressure-3DP Process
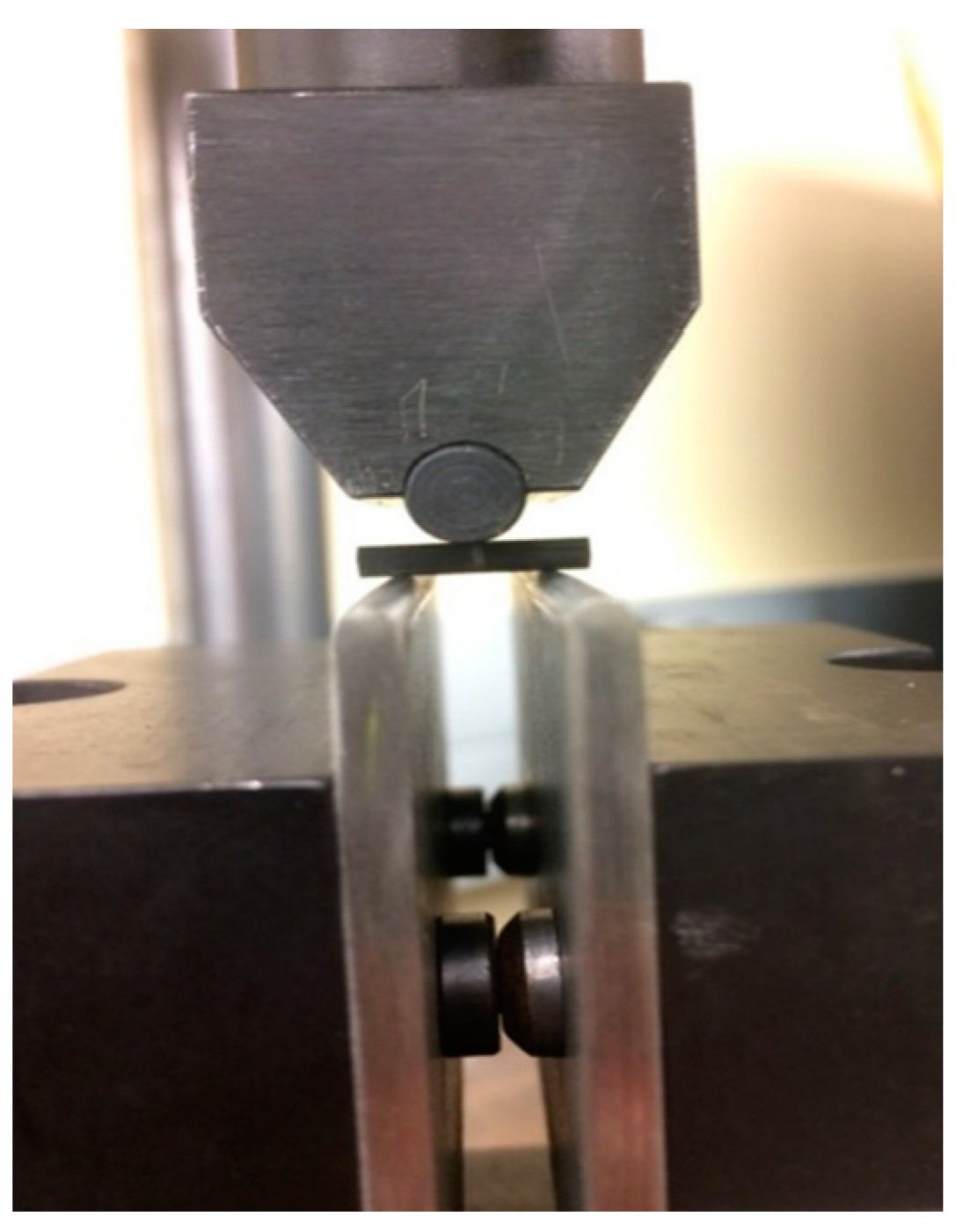
2.2.6. Short-Beam Shear-Testing Method for ILSS
3. Results and Analysis
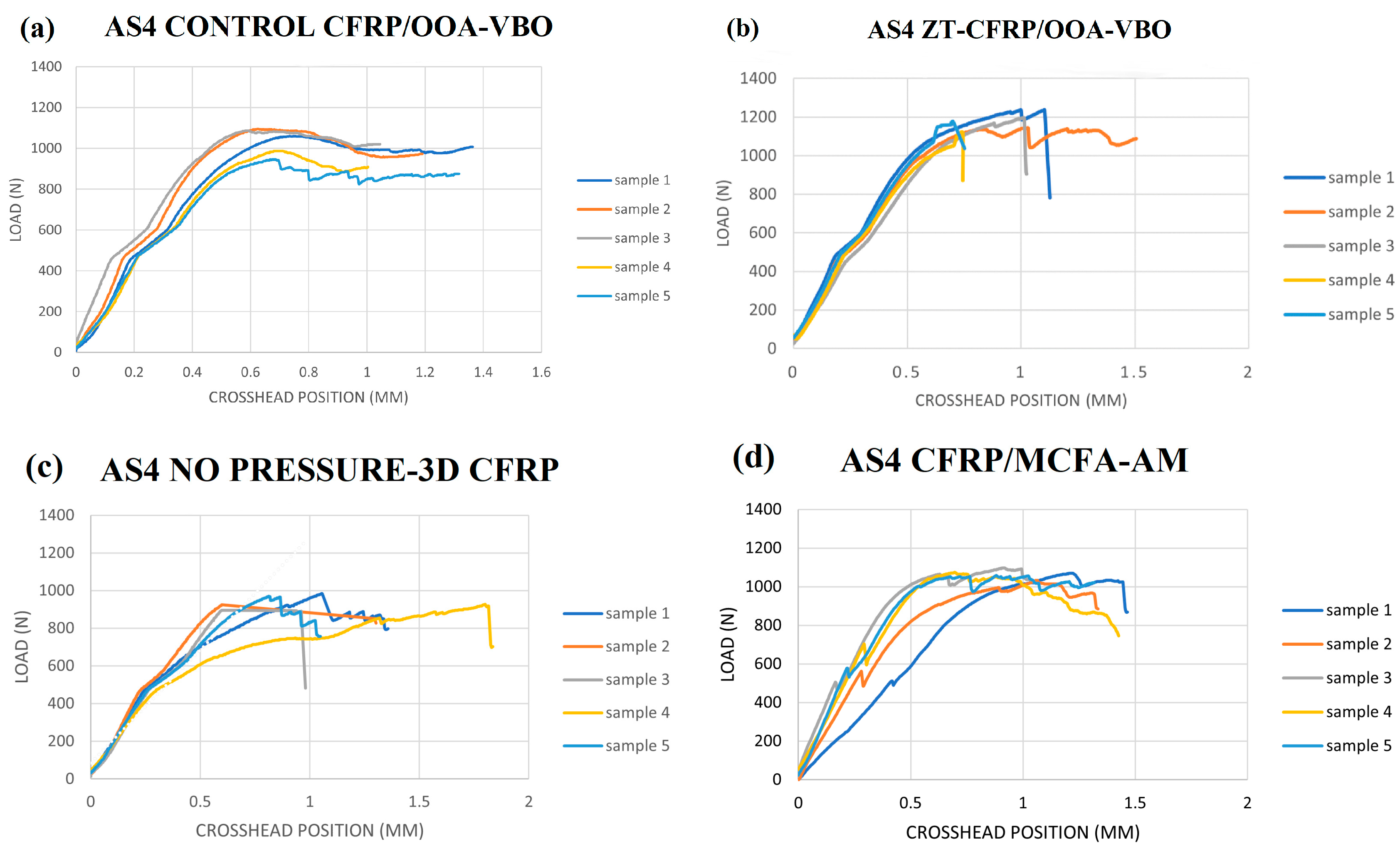
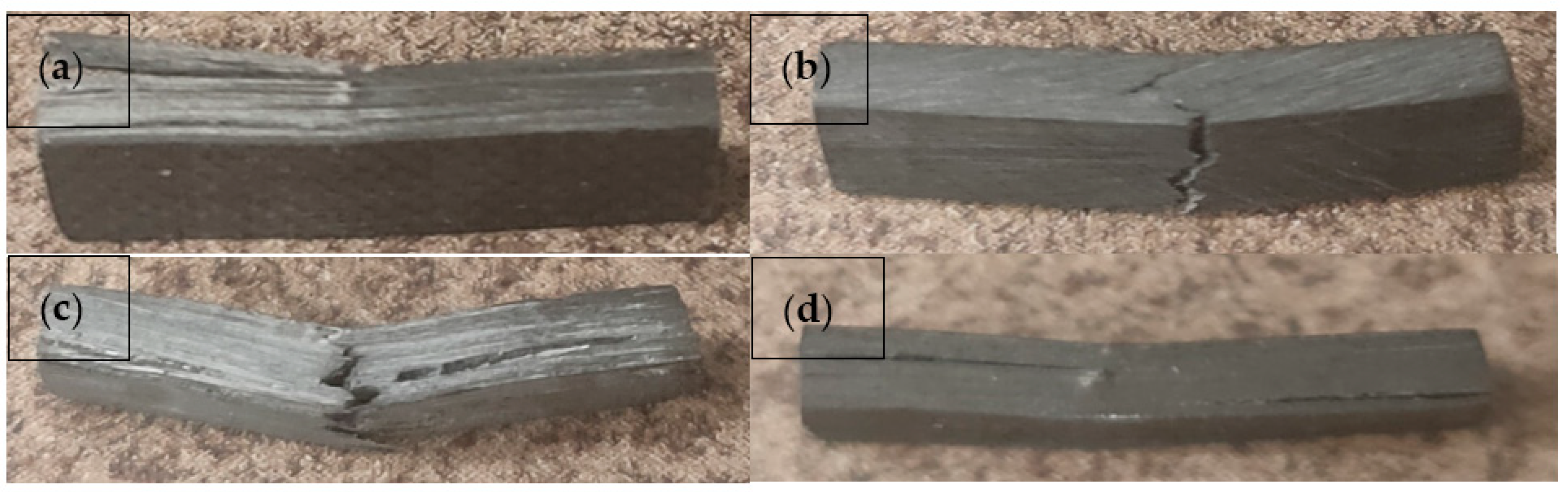
3.1. Short-Beam-Shear-Test Data and Sample Fracture Modes
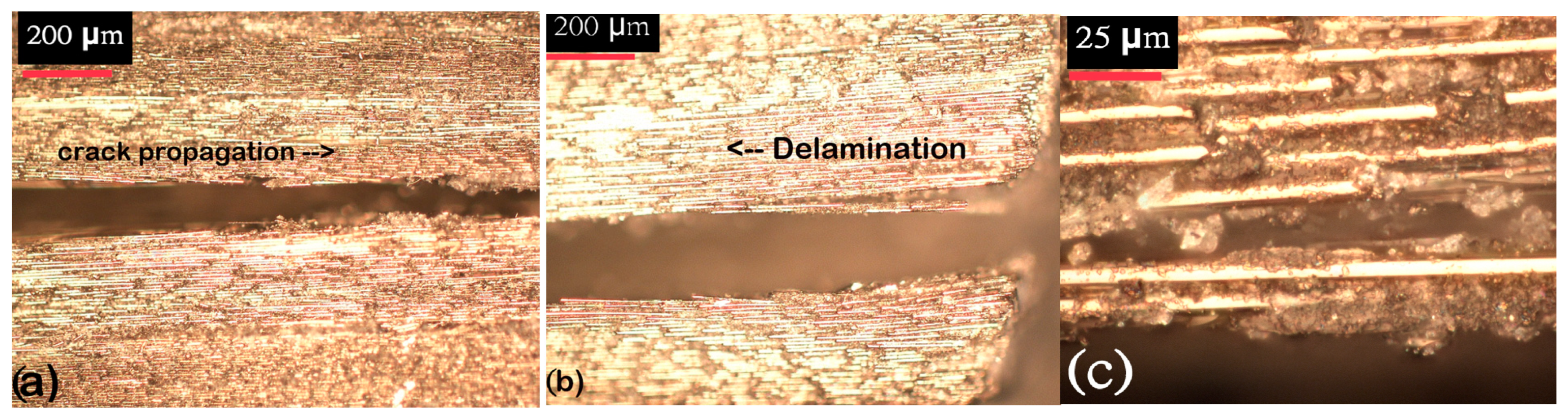
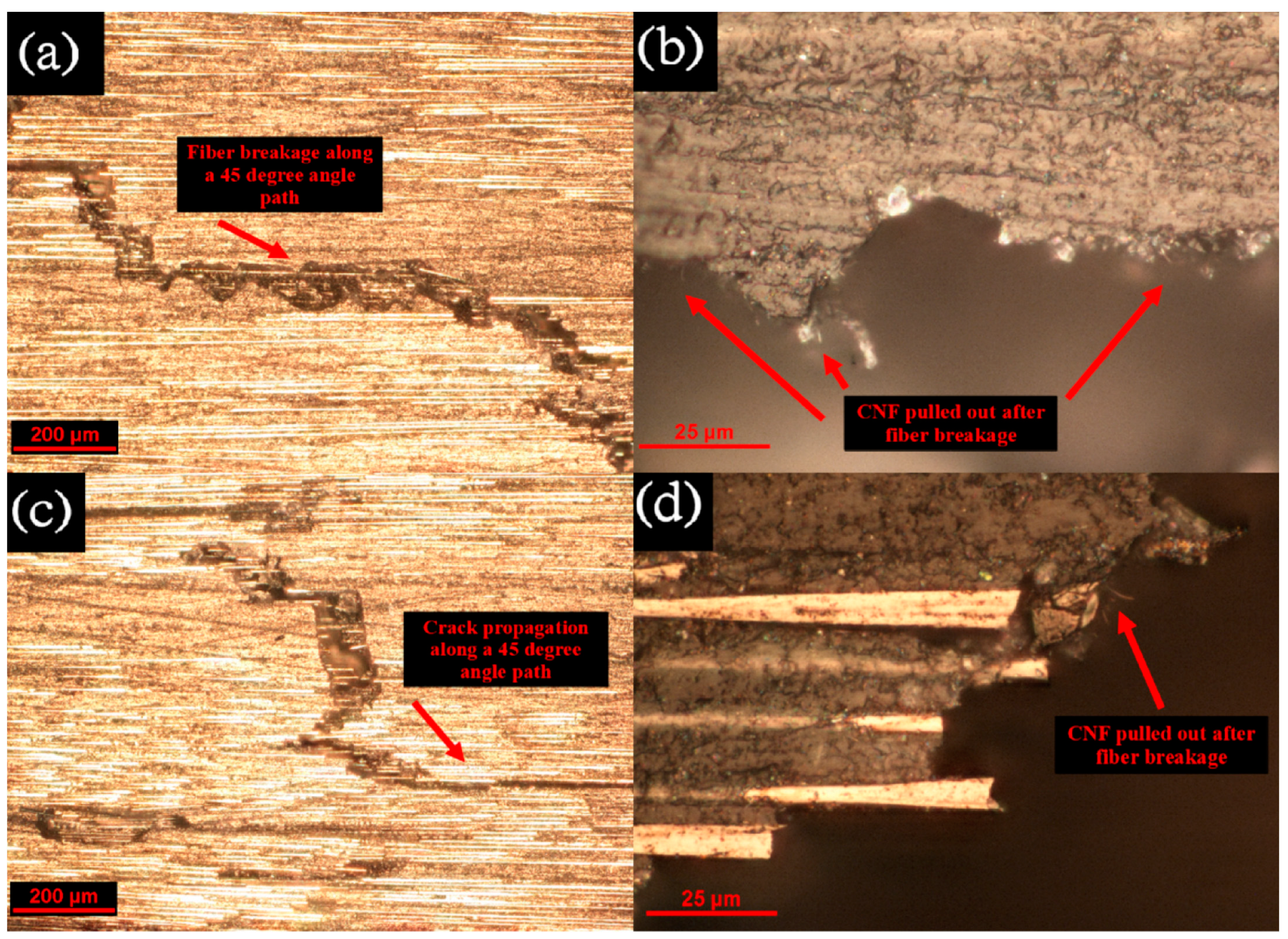
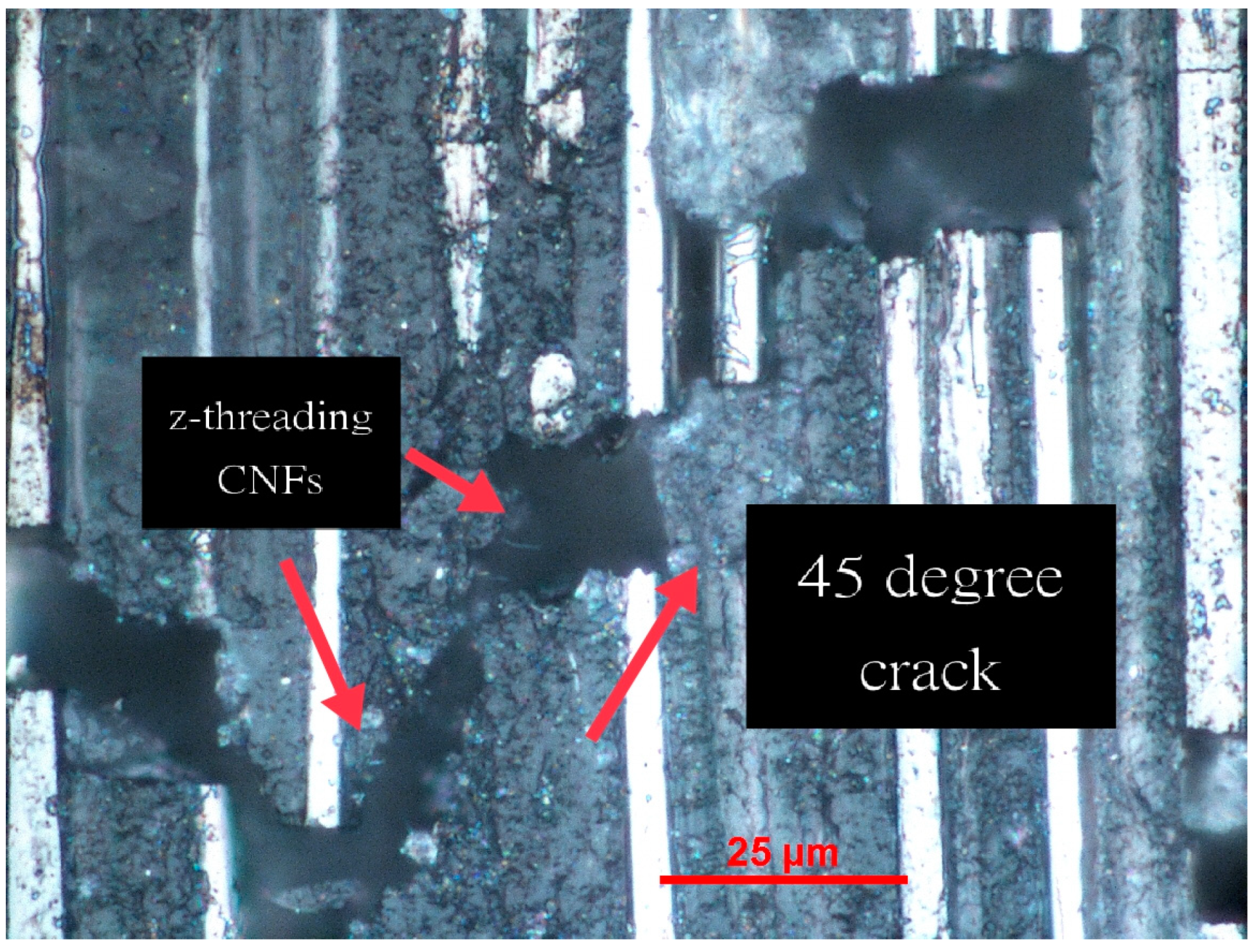
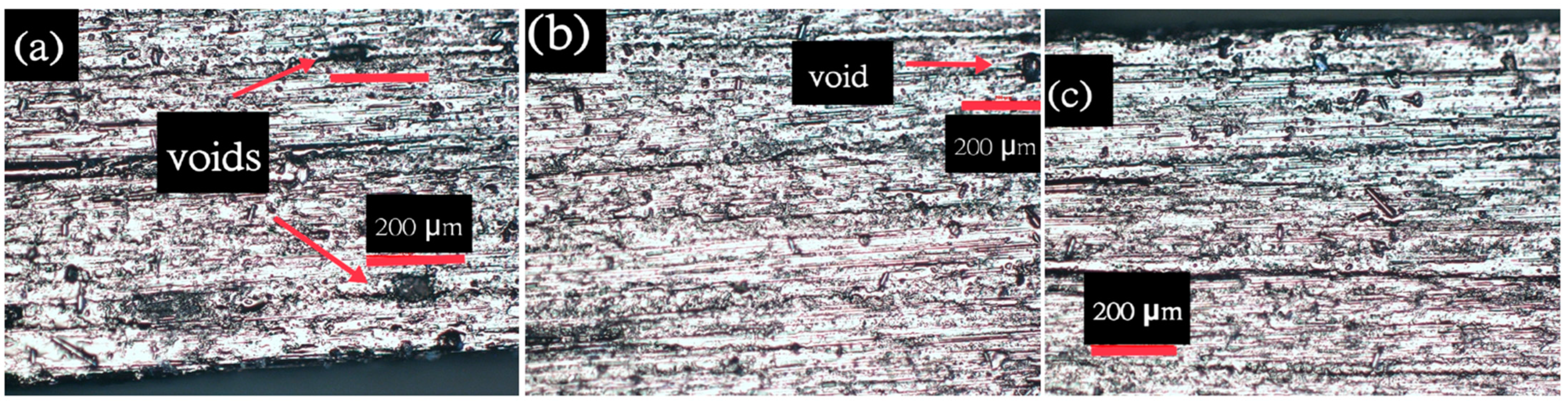
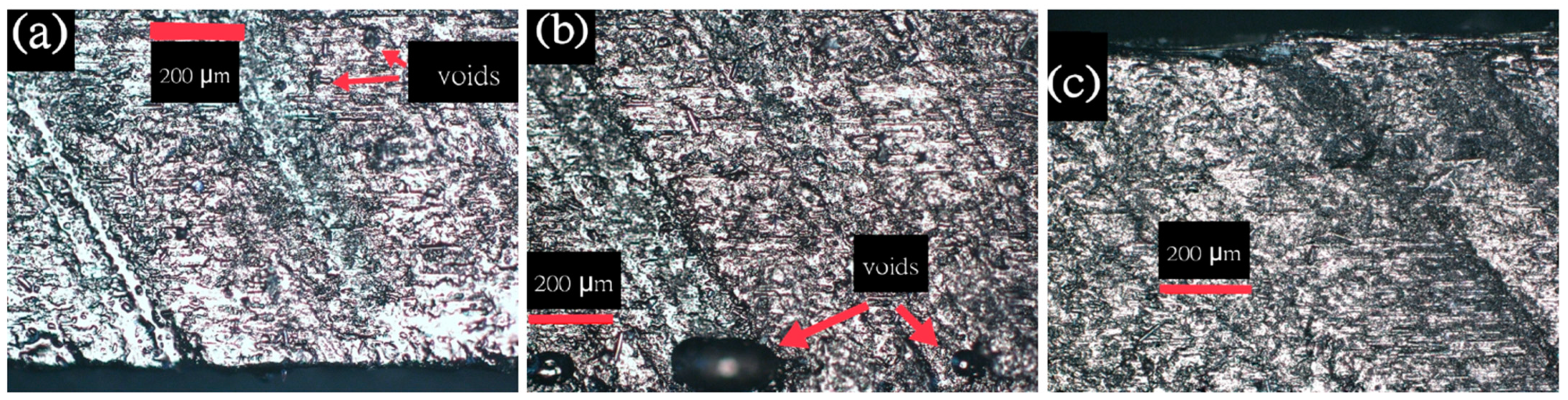
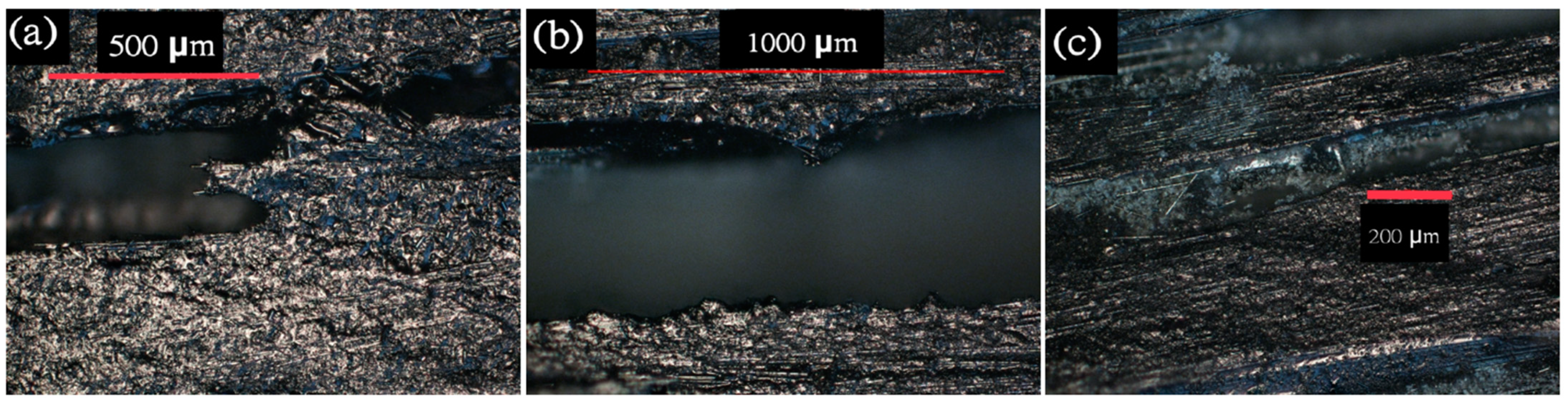
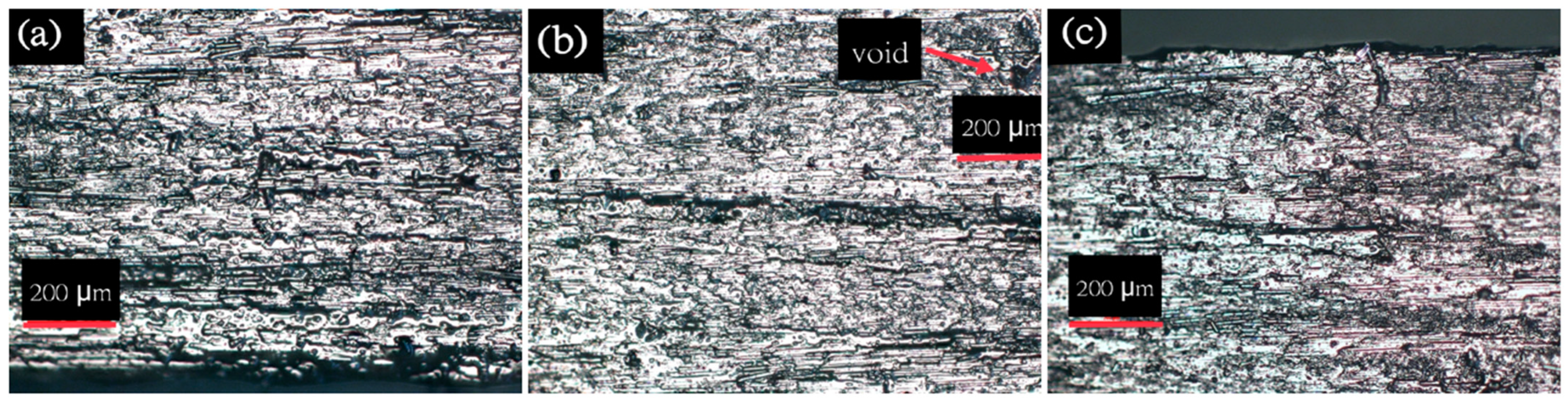
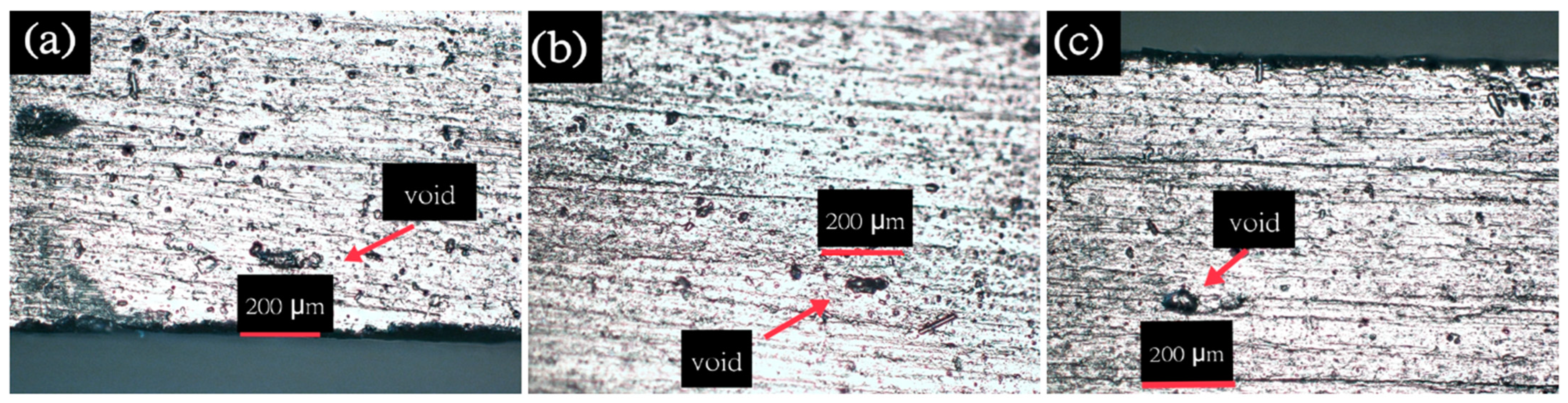
3.2. Microscopic Morphology
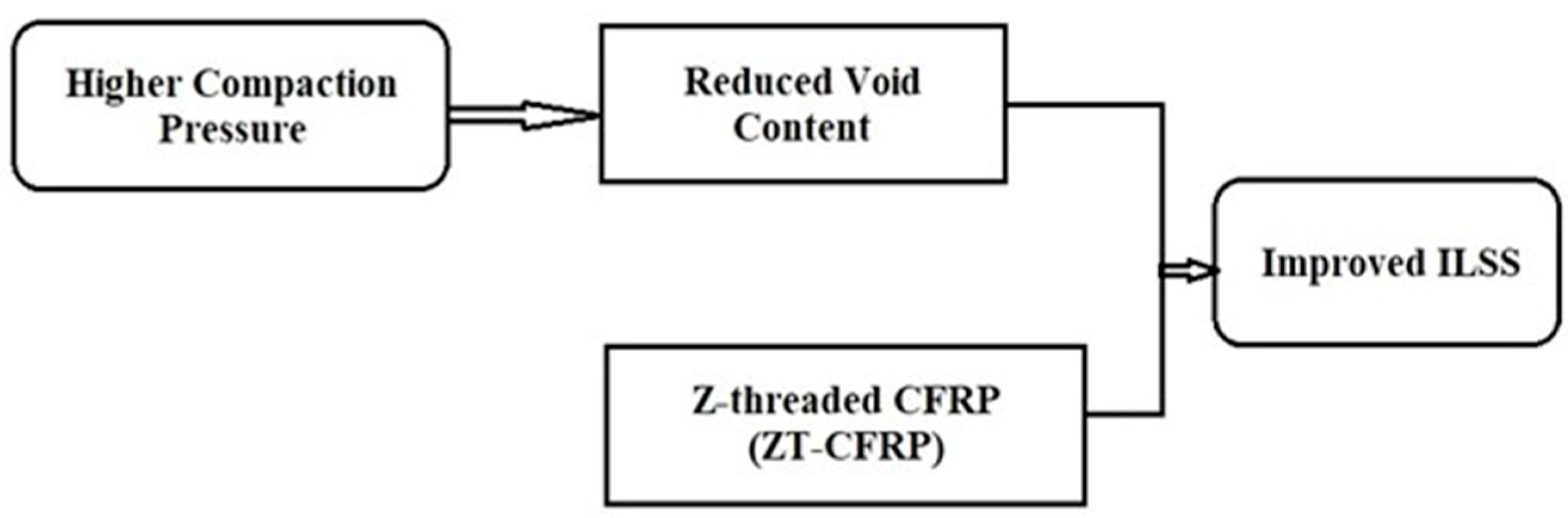
4. Discussion
5. Conclusions
6. Patents
- Hsiao, K.-T. Method and apparatus for 3D printing, US patent no. US11426935B2, 30 August 2022. https://patents.google.com/patent/US11426935B2/en (accessed on 3 April 2023) (also CN109843557B, EP3515690B1, JP6872268B2).
- Hsiao, K.-T. Apparatus and method for directional alignment of nanofibers in a porous medium. US patent no. US10556390B2, 11 February 2020 (https://patents.google.com/patent/US10556390B2/en) (accessed on 3 April 2023) (also CN106660068B, EP3148711A4, JP6462115B2).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Order | Compaction Pressure | Width | Thickness | Area (mm2) | Ultimate Force (N) | FVF (%) | ILSS (MPa) | Failure Mode | Relative ILSS Improvement w.r.t. Control CFRP (%) |
|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.78 bar | 5.16 | 2.54 | 13.11 | 1228.33 | 53 ± 1 | 70.27 | Tension failure (fiber breakage) | +11.34% |
| Sample 2 | 0.78 bar | 5.12 | 2.54 | 13.01 | 1206.08 | 53 ± 1 | 69.53 | Tension failure (fiber breakage) | |
| Sample 3 | 0.78 bar | 5.20 | 2.52 | 13.10 | 1232.62 | 53 ± 1 | 70.57 | Tension failure (fiber breakage) | |
| Sample 4 | 0.78 bar | 5.11 | 2.49 | 12.72 | 1139.18 | 53 ± 1 | 67.17 | Interlayer shear (fiber delamination) | |
| Sample 5 | 0.78 bar | 5.14 | 2.50 | 12.85 | 1212.37 | 53 ± 1 | 70.73 | Tension failure (fiber breakage) | |
| Mean | 5.15 | 2.52 | 12.96 | 1203.72 | 53 ± 1 | 69.65 | |||
| STDEV | 0.04 | 0.01 | 0.06 | 16.05 | 0.61 | ||||
| Maximum | 5.20 | 2.54 | 13.11 | 1235.00 | 70.58 | ||||
| Minimum | 5.11 | 2.49 | 12.72 | 1139.18 | 69.53 | ||||
| COV (%) | 0% | 0% | 0% | 1% | 1% |
| Sample Order | Compaction Pressure | Width | Thickness | Area (mm2) | Ultimate Force (N) | FVF (%) | ILSS (MPa) | Failure Mode | Relative ILSS Improvement w.r.t. Control CFRP (%) |
|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.82 bar | 4.98 | 2.51 | 12.50 | 1238.42 | 55 ± 1 | 74.30 | Tension failure (fiber breakage) | +12.8% |
| Sample 2 | 0.82 bar | 4.98 | 2.50 | 12.45 | 1139.17 | 55 ± 1 | 68.63 | Tension failure (fiber breakage) | |
| Sample 3 | 0.82 bar | 5.04 | 2.48 | 12.52 | 1198.66 | 55 ± 1 | 71.80 | Tension failure (fiber breakage) | |
| Sample 4 | 0.82 bar | 5.00 | 2.49 | 12.45 | 1118.98 | 55 ± 1 | 67.40 | Tension failure (fiber breakage) | |
| Sample 5 | 0.82 bar | 5.02 | 2.48 | 12.46 | 1178.37 | 55 ± 1 | 70.92 | Tension failure (fiber breakage) | |
| Mean | 5.00 | 2.50 | 12.53 | 1174.73 | 55 ± 1 | 70.65 | |||
| STDEV | 0.03 | 0.02 | 0.03 | 49.95 | 2.85 | ||||
| Maximum | 5.04 | 2.51 | 12.52 | 1238.42 | 74.30 | ||||
| Minimum | 4.98 | 2.48 | 12.45 | 1118.98 | 67.40 | ||||
| COV (%) | 1% | 1% | 0% | 4% | 4% |
| Sample Order | Compaction Pressure | Width | Thickness | Area (mm2) | Ultimate Force (N) | FVF (%) | ILSS (MPa) | Failure Mode | Relative ILSS Improvement w.r.t. Control CFRP (%) |
|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0 bar | 5.02 | 2.53 | 12.70 | 982.84 | 53 ± 1 | 58.04 | Interlayer shear | −13.75% |
| Sample 2 | 0 bar | 5.03 | 2.53 | 12.73 | 924.67 | 53 ± 1 | 54.48 | Tension failure and interlayer shear | |
| Sample 3 | 0 bar | 5.11 | 2.51 | 12.83 | 890.64 | 53 ± 1 | 52.06 | Interlayer shear | |
| Sample 4 | 0 bar | 5.05 | 2.54 | 12.83 | 927.62 | 53 ± 1 | 54.23 | Interlayer shear | |
| Sample 5 | 0 bar | 5.13 | 2.54 | 13.03 | 889.02 | 53 ± 1 | 51.17 | Interlayer shear | |
| Mean | 5.07 | 2.53 | 12.82 | 922.96 | 53 ± 1 | 53.99 | |||
| STDEV | 0.01 | 0.05 | 0.07 | 46.62 | 3.00 | ||||
| Maximum | 5.13 | 2.54 | 13.03 | 982.84 | 58.04 | ||||
| Minimum | 5.02 | 2.51 | 12.70 | 889.02 | 51.17 | ||||
| COV (%) | 0% | 1% | 1% | 5% | 6% |
| Sample Order | Compaction Pressure | Width | Thickness | Area (mm2) | Ultimate Force (N) | FVF (%) | ILSS (MPa) | Failure Mode | Relative ILSS Improvement w.r.t. Control CFRP (%) |
|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.82 bar | 5.02 | 2.50 | 12.55 | 1060.54 | 56 ± 1 | 63.38 | Interlayer shear | N/A |
| Sample 2 | 0.82 bar | 5.01 | 2.46 | 12.32 | 1095.69 | 56 ± 1 | 66.70 | Compressive failure | |
| Sample 3 | 0.82 bar | 5.04 | 2.48 | 12.42 | 1087.38 | 56 ± 1 | 65.66 | Interlayer shear | |
| Sample 4 | 0.82 bar | 4.98 | 2.48 | 12.35 | 987.36 | 56 ± 1 | 59.96 | Interlayer shear | |
| Sample 5 | 0.82 bar | 5.00 | 2.47 | 13.35 | 944.35 | 56 ± 1 | 57.35 | Interlayer shear | |
| Mean | 5.01 | 2.48 | 12.60 | 1035.06 | 56 ± 1 | 62.60 | |||
| STDEV | 0.02 | 0.02 | 0.12 | 18.37 | 1.65 | ||||
| Maximum | 5.04 | 2.50 | 13.35 | 1095.69 | 66.70 | ||||
| Minimum | 4.98 | 2.46 | 12.32 | 944.35 | 57.35 | ||||
| COV (%) | 0% | 1% | 1% | 2% | 3% |
| Sample Order | Compaction Pressure | Width | Thickness | Area (mm2) | Ultimate Force (N) | FVF (%) | ILSS (MPa) | Failure Mode | Relative ILSS Improvement w.r.t. Control CFRP (%) |
|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.78 bar | 5.05 | 2.53 | 12.78 | 1068.30 | 53 ± 1 | 62.69 | Interlayer shear | +0.37% |
| Sample 2 | 0.78 bar | 5.04 | 2.51 | 12.65 | 1033.00 | 53 ± 1 | 61.25 | Interlayer shear | |
| Sample 3 | 0.78 bar | 5.07 | 2.48 | 12.57 | 1096.86 | 53 ± 1 | 65.45 | Interlayer shear | |
| Sample 4 | 0.78 bar | 5.03 | 2.55 | 12.83 | 1074.09 | 53 ± 1 | 62.78 | Interlayer shear | |
| Sample 5 | 0.78 bar | 5.02 | 2.55 | 12.80 | 1057.42 | 53 ± 1 | 61.96 | Compressive failure | |
| Mean | 5.04 | 2.52 | 12.73 | 1065.93 | 53 ± 1 | 62.83 | |||
| STDEV | 0.02 | 0.03 | 0.1 | 31.99 | 2.12 | ||||
| Maximum | 5.07 | 2.55 | 12.83 | 1096.86 | 65.45 | ||||
| Minimum | 5.02 | 2.48 | 12.57 | 1033.00 | 61.25 | ||||
| COV (%) | 0% | 1% | 1% | 3% | 3% |
| No. of Image Spots | CFRP/MCFA-AM Void Area πab (µm2) | ZT-CFRP/MCFA-AM Void Area πab (µm2) | CFRP/No-Pressure-3DP Void Area πab (µm2) | Control CFRP/OOA-VBO Void Area πab (µm2) | ZT-CFRP/OOA-VBO Void Area πab (µm2) |
|---|---|---|---|---|---|
| 1 | 28,274.334 | 21,676.984 | 214,247.78 | 0 | 16,022.12 |
| 2 | 10,995.57 | 89,535.390 | 720,000 | 19,792.034 | 12,566.37 |
| 3 | 0 | 0 | 100,000 | 0 | 17,592.92 |
| Maximum | 28,274.334 | 89,535.390 | 720,000 | 19,792.034 | 17,592.92 |
| Minimum | 10,995.57 | 21,676.984 | 100,000 | 0 | 16,022.12 |
| Total area | 14.4 × 105 µm2 | 14.4 × 105 µm2 | 14.4 × 105 µm2 | 14.4 × 105 µm2 | 14.4 × 105 µm2 |
| Average void content | 1.36% | 3.87% | 23.94% | 1.37% | 1.06% |
References
- Ashir, M.; Nocke, A.; Bulavinov, A.; Pinchuk, R.; Cherif, C. Influence of defined amount of voids on the mechanical properties of carbon fiber-reinforced plastics. Polym. Compos. 2019, 40, E1049–E1056. [Google Scholar] [CrossRef]
- Huang, H.; Talreja, R. Effects of void geometry on elastic properties of unidirectional fiber reinforced composites. Compos. Sci. Technol. 2005, 65, 1964–1981. [Google Scholar] [CrossRef]
- Zhang, J.; Taylor, T.; Shukla, L.; Yanagimoto, J. Rapid fabrication of 3D CFRP parts by hot forming of pre-cured CFRP sheets. Compos. Struct. 2021, 268, 113942. [Google Scholar] [CrossRef]
- Perrin, F.; Bureau, M.N.; Denault, J.; Dickson, J.I. Mode I interlaminar crack propagation in continuous glass fiber/polypropylene composites: Temperature and molding condition dependence. Compos. Sci. Technol. 2003, 63, 597–607. [Google Scholar] [CrossRef]
- Bureau, M.N.; Denault, J. Fatigue Resistance of continuous glass fiber/polypropylene composites: Consolidation dependence. Compos. Sci. Technol. 2004, 64, 1785–1794. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Additive Manufacturing. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Fujihara, K. Influence of processing conditions on bending property of continuous carbon fiber reinforced PEEK composites. Compos. Sci. Technol. 2004, 64, 2525–2534. [Google Scholar] [CrossRef]
- Ranabhat, B. Magnetic Compaction Force Assisted Additive Manufacturing of Continuous Carbon Fiber Reinforced Polymer Composites and System Architecture Investigation Using System Modeling Language (SYSML). Ph.D. Dissertation, University of South Alabama, Mobile, AL, USA, 2020. [Google Scholar]
- Hsiao, K.-T. Method and Apparatus for 3D Printing. U.S. Patent US11426935B2, 30 August 2022. Available online: https://patents.google.com/patent/US11426935B2/en (accessed on 3 April 2023).
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. Google Patents US4575330A, 11 March 1986. Available online: https://patents.google.com/patent/US4575330A/en (accessed on 3 April 2023).
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Struzziero, G.; Barbezat, M.; Skordos, A.A. Consolidation of continuous fibre reinforced composites in additive processes: A review. Addit. Manuf. 2021, 48, 102458. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hu, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2016, 110, 442–458. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforced Composites, 3rd ed.; CRC Press: New York, NY, USA, 2007. [Google Scholar]
- Ueda, M.; Kishimoto, S.; Yamawaki, M.; Matsuzaki, R.; Todoroki, A.; Hirano, Y.; Le Duigou, A. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105985. [Google Scholar] [CrossRef]
- Ming, Y.; Duan, Y.; Wang, B.; Xiao, H.; Zhang, X. A novel route to fabricate high-performance 3d printed continuous fiber-reinforced thermosetting polymer composites. Materials 2019, 12, 1369. [Google Scholar] [CrossRef] [PubMed]
- Ranabhat, B.; Kirmse, S.; Hsiao, K.-T. Feasibility Study of Novel Magnetic Compaction Force Assisted Additive Manufacturing (MCFA-AM) Methodology for Continuous Carbon Fiber Reinforced Polymer (C-CFRP) Composites. In Proceedings of the SAMPE (2019), Charlotte, NC, USA, 20–23 May 2019. [Google Scholar] [CrossRef]
- Hsiao, K.-T. Uncertainty modeling of residual stress development in polymeric composites manufactured with resin transfer molding process. In Proceedings of the IMECE2007, ASME International Mechanical Engineering Congress and Exposition (2007), Seattle, WA, USA, 11–15 November 2007. [Google Scholar] [CrossRef]
- Kirmse, S.; Kim, K.; Ranabhat, B.; Hsiao, K.-T. Effects of Carbon Nanofiber Z-Threads on the Longitudinal Compressive Strength of Unidirectional CFRP Laminates. In Proceedings of the SAMPE 2019, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar] [CrossRef]
- Hsiao, K.-T.; Scruggs, A.M.; Brewer, J.S.; Hickman, G.; McDonald, E.E.; Henderson, K. Effect of carbon nanofiber z-threads on mode-I delamination toughness of carbon fiber reinforced plastic laminates. Compos. Part A Appl. Sci. Manuf. 2016, 91, 324–335. [Google Scholar] [CrossRef]
- Scruggs, A.M.; Kirmse, S.; Hsiao, K.-T. Enhancement of Through Thickness Thermal Transport in Unidirectional Carbon Fiber Reinforced Plastic Laminates due to the Synergetic Role of Carbon Nanofiber Z-Threads. J. Nanomater. 2019, 2019, 8928917. [Google Scholar] [CrossRef]
- Ranabhat, B.; Hsiao, K.-T. Improve the Through-Thickness Electrical Conductivity of CFRP Improve the Through-Thickness Electrical Conductivity of CFRP Laminate Using Flow Aligned Carbon Nanofiber Z-Threads. In Proceedings of the SAMPE 2018, Long Beach, CA, USA, 21–24 May 2018. [Google Scholar]
- Scruggs, A.M.; Henderson, K.; Hsiao, K.-T. Characterization of electrical conductivity of a carbon fiber reinforced plastic laminate reinforced with z-aligned carbon nanofibers. In Proceedings of the CAMX 2016, Anaheim, CA, USA, 26–29 September 2016. [Google Scholar]
- Kirmse, S.; Hsiao, K.-T. Enhancing the interlaminar shear strength of unidirectional carbon fiber reinforced plastic (CFRP) laminate using a nanofiber z-threading strategy. In Proceedings of the CAMX 2018, Dallas, TX, USA, 15–18 October 2018. [Google Scholar]
- Ranabhat, B.; Kirmse, S.; Johnson, M.; Hsiao, K.-T. Carbon nanofiber z-threaded carbon fiber reinforced polymer composite (ZT-CFRP) laminate parts produced using a magnetic compaction force assisted additive manufacturing (MCFA-AM). In Proceedings of the SAMPE 2020, Virtual, 8 June 2020. [Google Scholar] [CrossRef]
- Pyrograf-III Carbon Nanofiber. Available online: http://pyrografproducts.com/nanofiber.html#_PR-24-XT-HHT_Data_Sheet (accessed on 1 October 2018).
- Hsiao, K.-T.; Gangireddy, S. Investigation on the spring-in phenomenon of carbon nanofiber-glass fiber/polyester composites manufactured with vacuum assisted resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2008, 39, 834–842. [Google Scholar] [CrossRef]
- Sadeghian, R.; Gangireddy, S.; Minaie, B.; Hsiao, K.-T. Manufacturing carbon nanofibers toughened polyester/glass fiber composites using vacuum assisted resin transfer molding for enhancing the mode-I delamination resistance. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1787–1795. [Google Scholar] [CrossRef]
- Hsiao, K.-T. Apparatus and Method for Directional Alignment of Nanofibers in a Porous Medium. U.S. Patent US10556390B2, 11 February 2020. Available online: https://patents.google.com/patent/US10556390B2/en (accessed on 3 April 2023).























| AM | Additive manufacturing |
| C-CFRP | Continuous carbon-fiber-reinforced polymer |
| CFRP | Carbon-fiber-reinforced polymer |
| CFRTCs | Continuous fiber-reinforced thermoplastic composites |
| CNF | Carbon nanofiber |
| COV | Coefficient of variance |
| DM | Distribution medium |
| FDM | Fused deposition modeling |
| FVF | Fiber volume fraction |
| HSM | High shear mixing |
| ILSS | Interlaminar shear strength |
| LOM | Laminated object manufacturing |
| MCFA-AM | Magnetic compaction force-assisted additive manufacturing |
| OOA-VBO | Out-of-autoclave vacuum-bag-only molding process |
| RFA | Radial flow alignment |
| RTM | Resin-transfer molding |
| SBS | Short-beam shear test |
| SLS | Selective laser sintering 3D-printing process |
| TTP-WOC-AM | Tension-tape-placement-without-compaction additive manufacturing |
| ZT-CFRP | Z-Threaded carbon-fiber-reinforced polymer |
| 3D Printed Thermoplastic C-CFRP | 3D Printed Thermoset C-CFRP Examples | ||
|---|---|---|---|
| Material | CF/Nylon [16] | CF/Epoxy (E-20) [17] | CF/Epoxy (EPIKOTETM TRAC 06170) [18] |
| Fiber Volume Fraction (%) | 35 | 48 | N.A. |
| Void (%) | 3.0 | 2.5 | N.A. |
| ILSS (MPa) | N.A. | 49 | 70.5 |
| ILSS change (%) vs. baseline value | N.A. | −54% | −7% (vs. OOA-VBO baseline); +9% (vs. FDM baseline) |
| Tensile strength (MPa) | 1031 | 1476 | N.A. |
| Tensile strength change (%) vs. baseline value | +29% | −32% | N.A. |
| Flexural strength (MPa) | 945 | 858 | N.A. |
| Flexural strength change (%) vs. baseline value | +75% | −50% | N.A. |
| 3D printing method used in the literature | 3 D Compaction Printing (3DCP); hot compaction-roller during FDM | Protrusion modified FDM to pre-from the sample; followed by powder resin melt infusion into the sample’s porosity and post cured the sample | MCFA-AM; a handheld MCFA-AM printing head; average magnetic compaction pressure 2.1 bar |
| Baseline manufacturing method(s) compared in the literature | Filament manufacturer’s data sheet of samples printed with a typical FDM process. | Carbon fiber manufacturer’s data sheet of samples produced by traditional Autoclave process with full vacuum inside the vacuum bag (~−1 bar) and autoclave pressure 5.52–6.89 bars (85–100 psi) outside the vacuum bag. | 1. Traditional OOA-VBO process; full vacuum (~−1 bar) applied inside the vacuum bag. 2. FDM with no pressure |
| Time | Temperature (°C) | Vacuum-Pump Status |
|---|---|---|
| 20 min | 30 °C | On |
| 1 h | 140 °C | On |
| Sample Type | Compaction Pressure (bar) | Vacuum (bar) | FVF (%) | Void Content (%) | CNF z-Threads Concentration in the Matrix (wt%) | Processing Time for Molding or Printing (Minutes) | Mean of ILSS (MPa) | COV of ILSS (%) | SBS Failure Mode (Number of Samples) | Relative Improvement of ILSS w.r.t. Control CFRP |
|---|---|---|---|---|---|---|---|---|---|---|
| Control CFRP/OOA-VBO | 0.82 (ssp) | 0.82 (ssp) | 56 ± 1 | 1.06 | N.A. | 120 | 62.60 | 3% | S (4), C (1) | N/A |
| ZT-CFRP/OOA-VBO | 0.82 (ssp) | 0.82 (ssp) | 55 ± 1 | 1.37 | 1.0 | 120 | 70.61 (+) | 4% | T (5) | +12.8% |
| CFRP/No-pressure-3DP | 0 (ssp) | N.A. | 53 ± 1 | 23.94 | N.A. | N.A. | 53.99 | 6% | S (4), S&T (1) | −13.75% |
| CFRP/MCFA-AM | 0.78 (rp) | N.A. | 53 ± 1 | 1.36 | N.A. | 45 | 62.83 | 3% | S (4), C (1) | +0.37% |
| ZT-CFRP/MCFA-AM | 0.78 (rp) | N.A. | 53 ± 1 | 3.87 | 1.0 | 45 | 69.73 (+) | 1% | T (4), S (1) | +11.34% |
| OOA-VBO | Advantages: high ILSS, low void content, allows sophisticated fiber-reinforcement directions, can produce large parts, mature technology, many available prepreg materials on the market, no need for autoclaving, little requirement for automation, no requirement for sophisticated computer design of the process (some process simulation can be helpful, but it is not required), can be used to manufacture thermoset and thermoplastic CFRP parts |
| Disadvantages: very slow production speed, requires oven and molds, uses many consumables (not a particularly green process, with additional costs), requires very extensive effort to clean and prepare the mold before and after the parts are manufactured, requires significant well-trained labor, the part size is limited by the oven and mold, inability to quickly make newly designed parts on demand (long production-development cycle and investment), large footprint (low portability) | |
| Traditional FDM | Advantages: highly agile production of newly designed parts on demand (fast production-development cycle and lower investment required), highly automated, mature technology, minimum use of consumables (greener process, with reduced cost), many compatible filaments/materials available on the market, small footprint (highly portable), can be used to manufacture thermoset and thermoplastic CFRP parts |
| Disadvantages: low ILSS, high void content, limited size of parts, the fiber-reinforcement direction is limited by the print-bed plate or mold arrangement, need to carefully clean and maintain the print-bed plate | |
| MCFA-AM | Advantages: high ILSS, low void content, allows sophisticated fiber-reinforcement directions, fast production speed, minimum handling and post-process cleaning, minimum use of consumables (greener process, with reduced costs), less labor needed, highly automated (in the future, once fully developed), can manufacture large parts, agile production of newly designed parts on demand (fast production-development cycle and lower investment required), no molds or oven/autoclave needed, small footprint for maximum portability, can be used to manufacture thermoset and thermoplastic CFRP parts |
| Disadvantages: low maturity, requires the development of a sophisticated manufacturing-automation system, requires a sophisticated computer algorithm to design the printing path for complex parts, the fast-curing thermoset prepreg has a short shelf life, few compatible filaments available on the market |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Islam, M.R.; Taylor, W.; Warren, R.; Hsiao, K.-T. Enhancing the Interlaminar Shear Strength and Void Control of 3D-Printed Continuous Carbon-Fiber-Reinforced Polymer Composites Using a Robotic Magnetic Compaction Force-Assisted Additive Manufacturing (MCFA-AM) Process and Carbon-Nanofiber Z-Threads. Appl. Sci. 2023, 13, 5914. https://doi.org/10.3390/app13105914
Islam MR, Taylor W, Warren R, Hsiao K-T. Enhancing the Interlaminar Shear Strength and Void Control of 3D-Printed Continuous Carbon-Fiber-Reinforced Polymer Composites Using a Robotic Magnetic Compaction Force-Assisted Additive Manufacturing (MCFA-AM) Process and Carbon-Nanofiber Z-Threads. Applied Sciences. 2023; 13(10):5914. https://doi.org/10.3390/app13105914
Chicago/Turabian StyleIslam, Mohammad Rakibul, Wyatt Taylor, Ryan Warren, and Kuang-Ting Hsiao. 2023. "Enhancing the Interlaminar Shear Strength and Void Control of 3D-Printed Continuous Carbon-Fiber-Reinforced Polymer Composites Using a Robotic Magnetic Compaction Force-Assisted Additive Manufacturing (MCFA-AM) Process and Carbon-Nanofiber Z-Threads" Applied Sciences 13, no. 10: 5914. https://doi.org/10.3390/app13105914