
Automatic Pressure Gelation Analysis for Insulating Spacer of Gas Insulated Switchgear Manufactured by Bio-Based Epoxy Composite


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
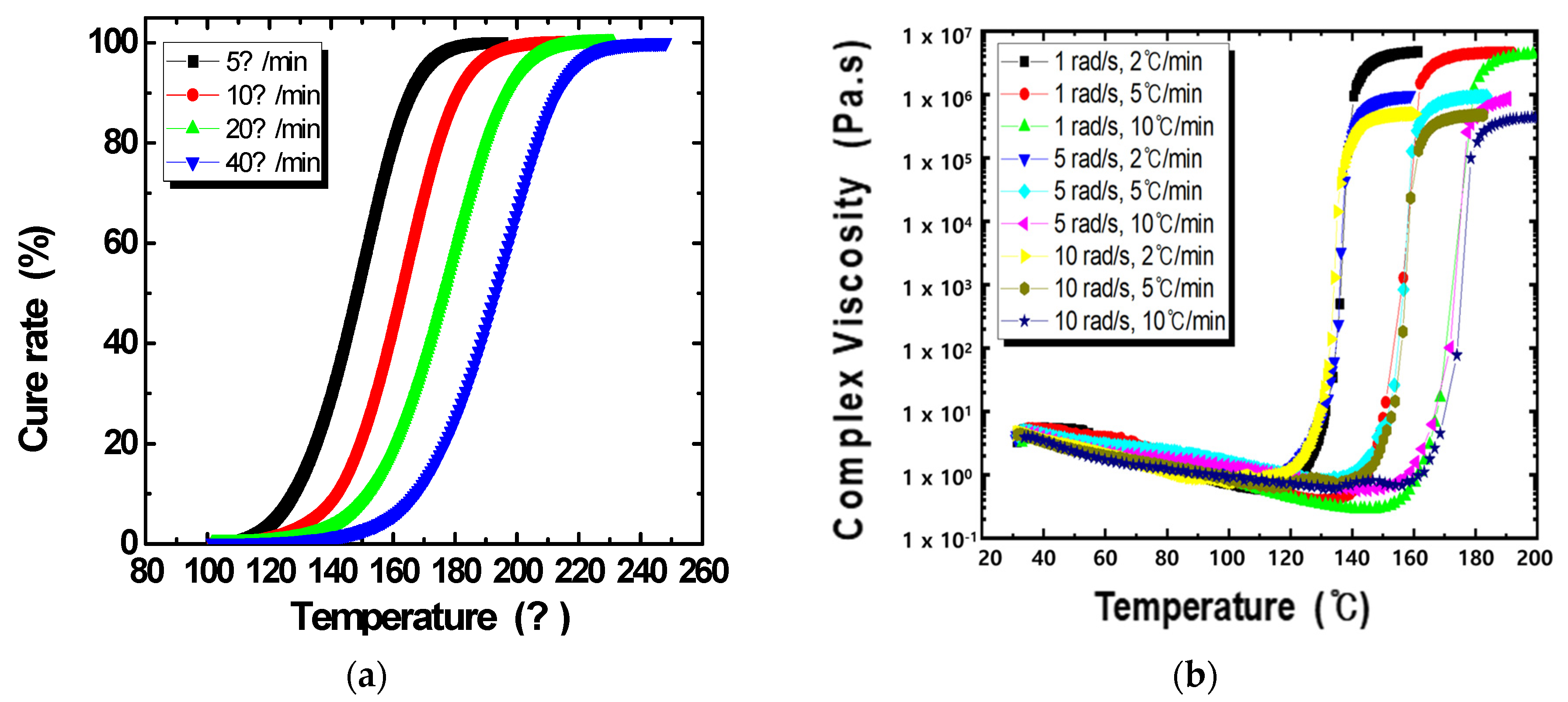
3.1. Measurement of Bio-Based Epoxy Composite Properties
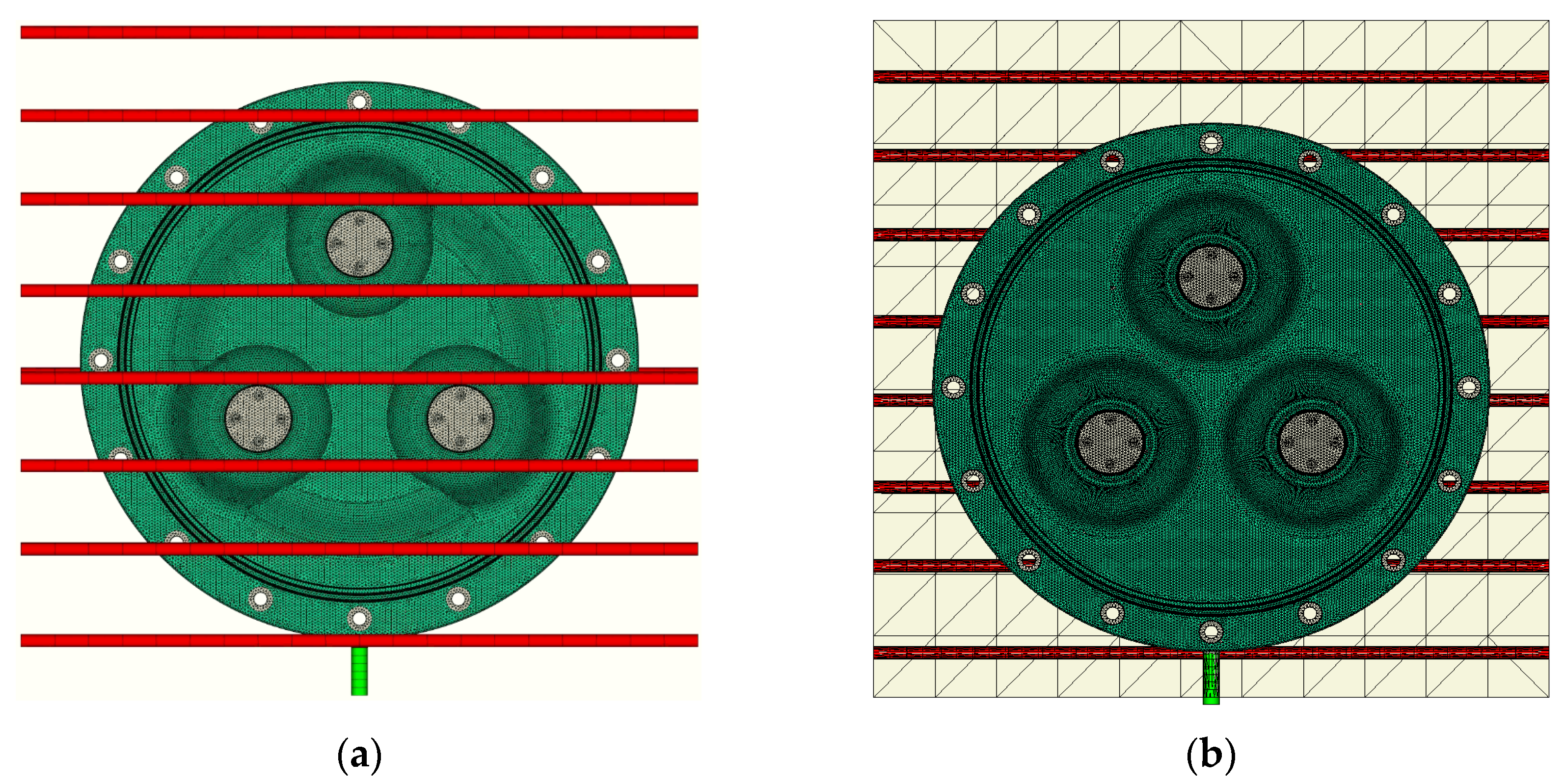
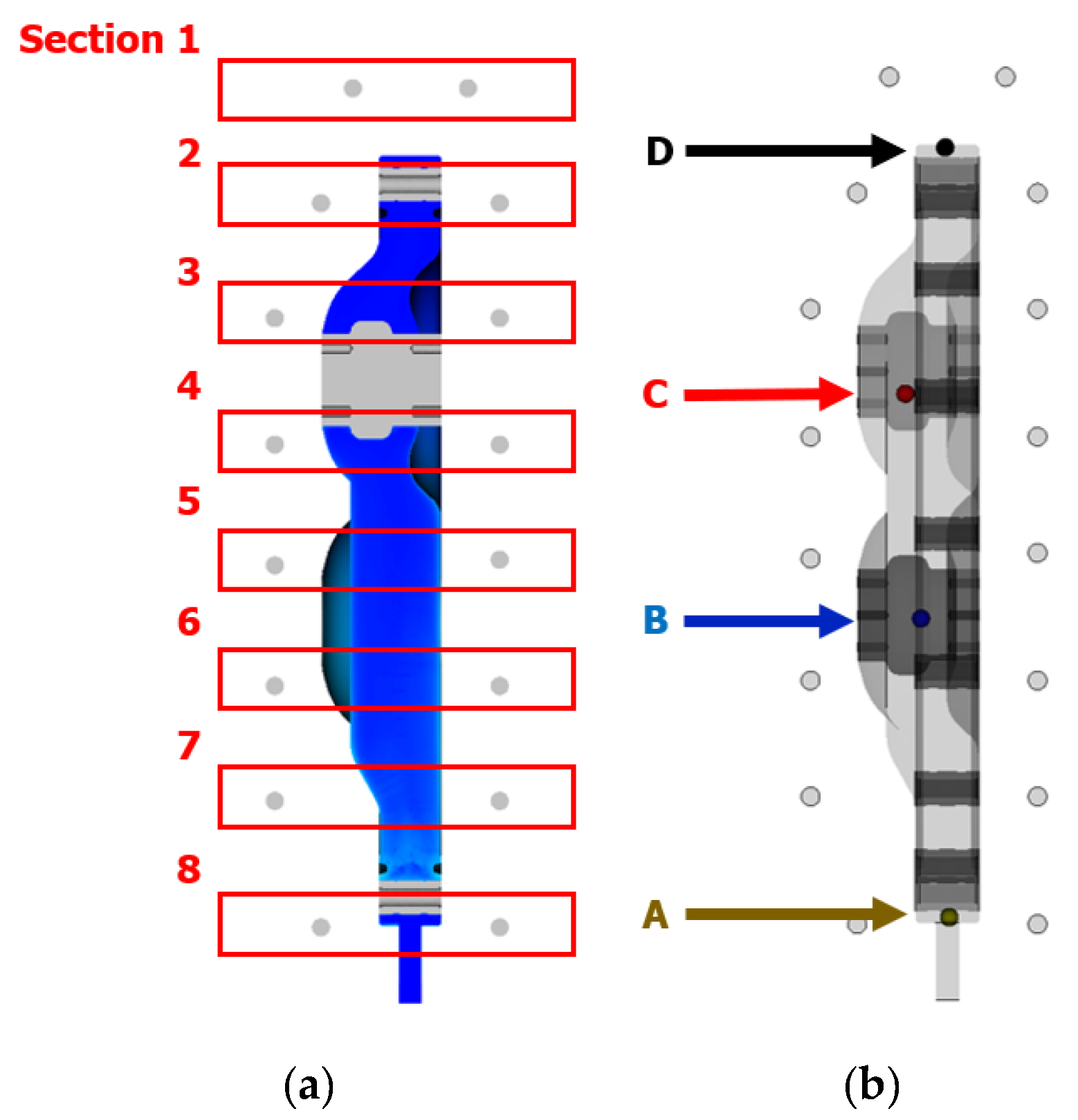
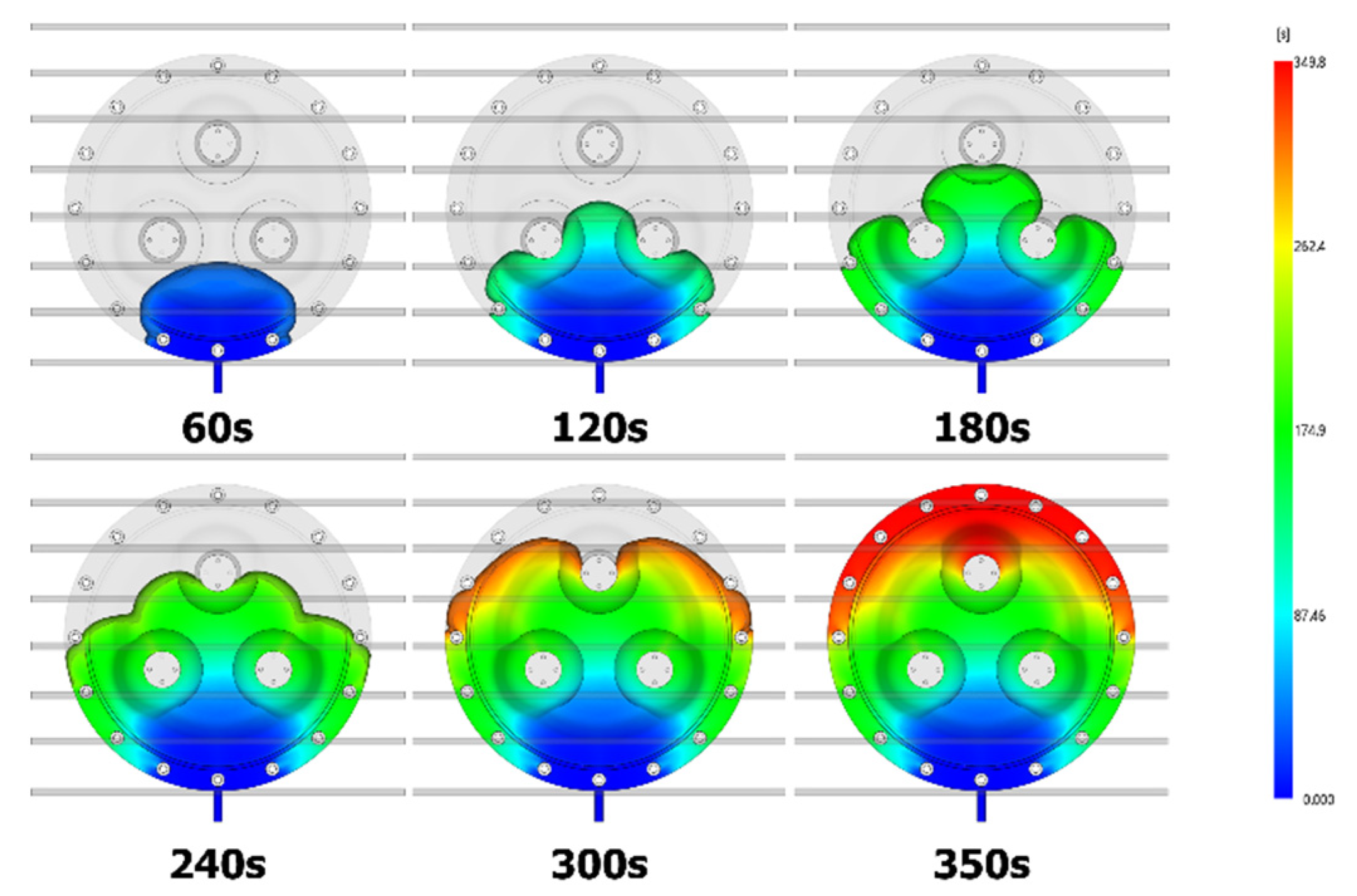
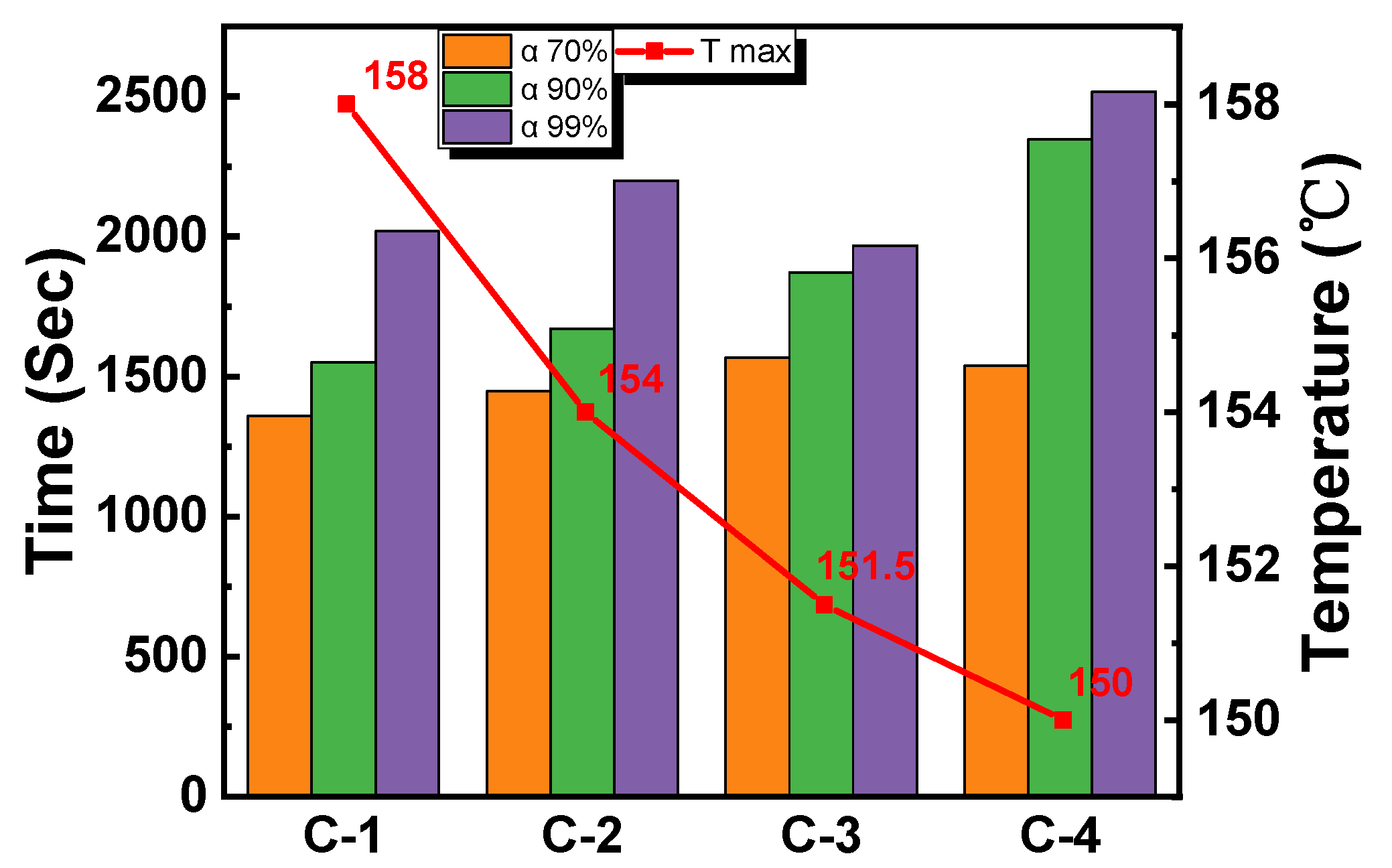
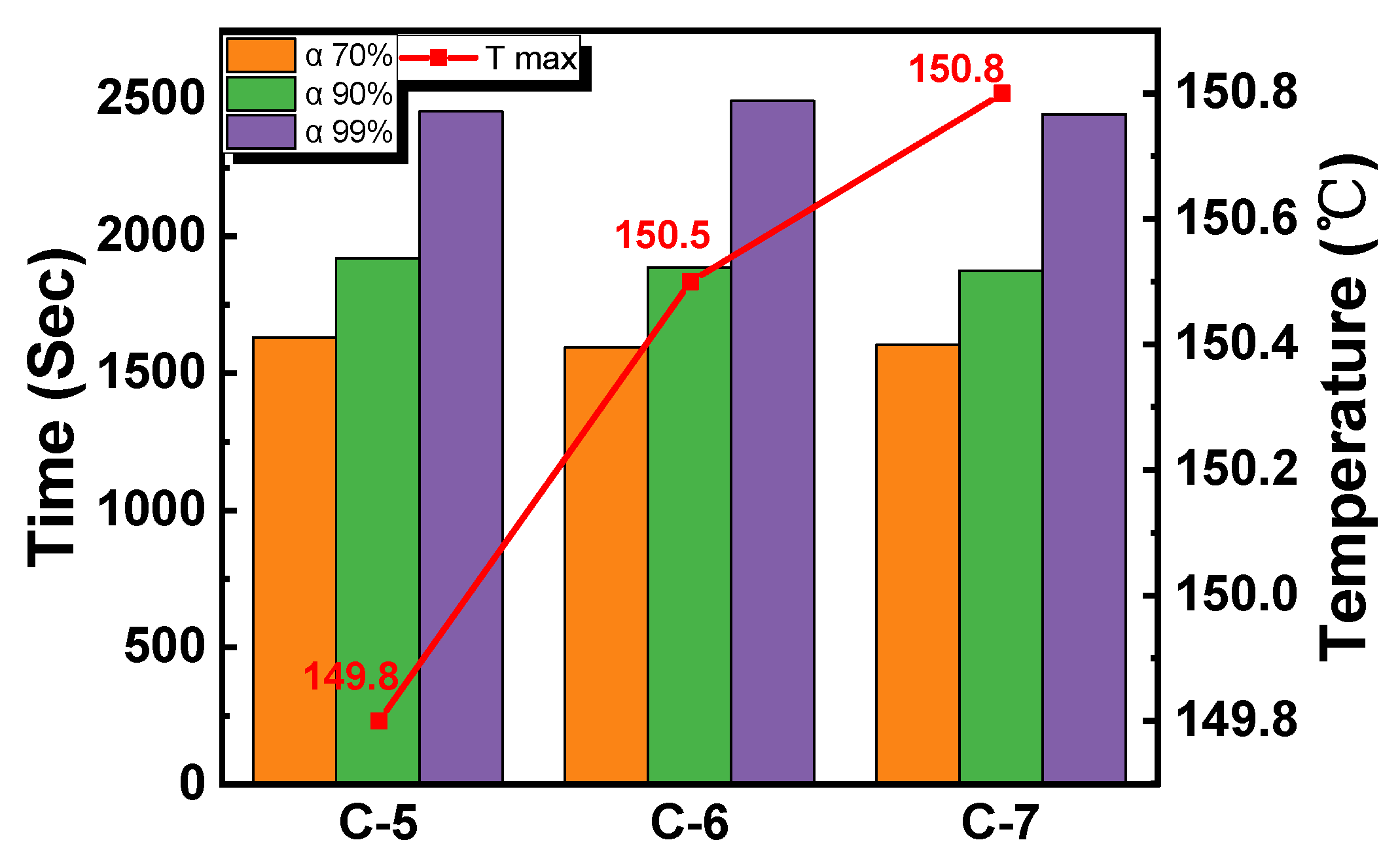
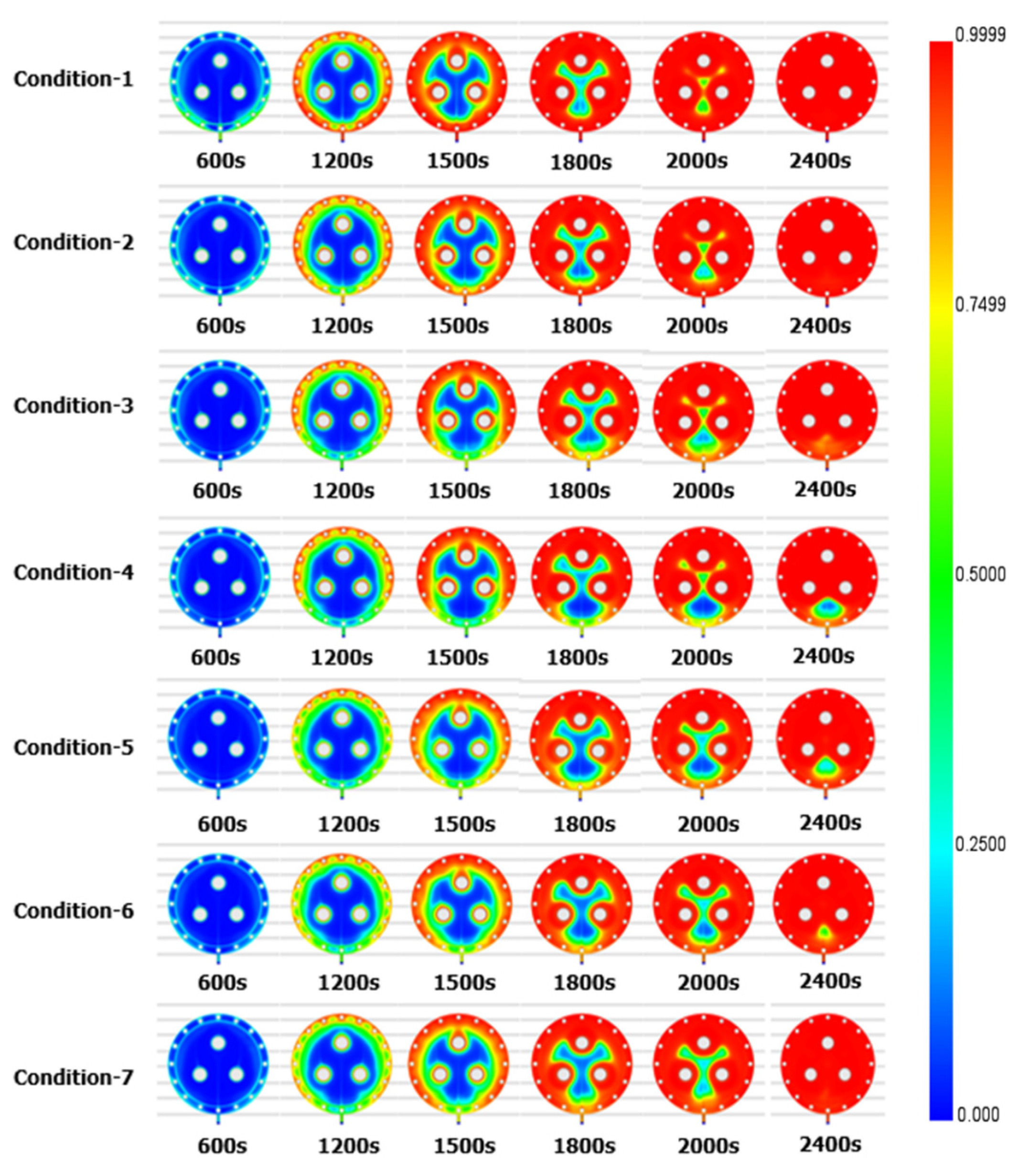
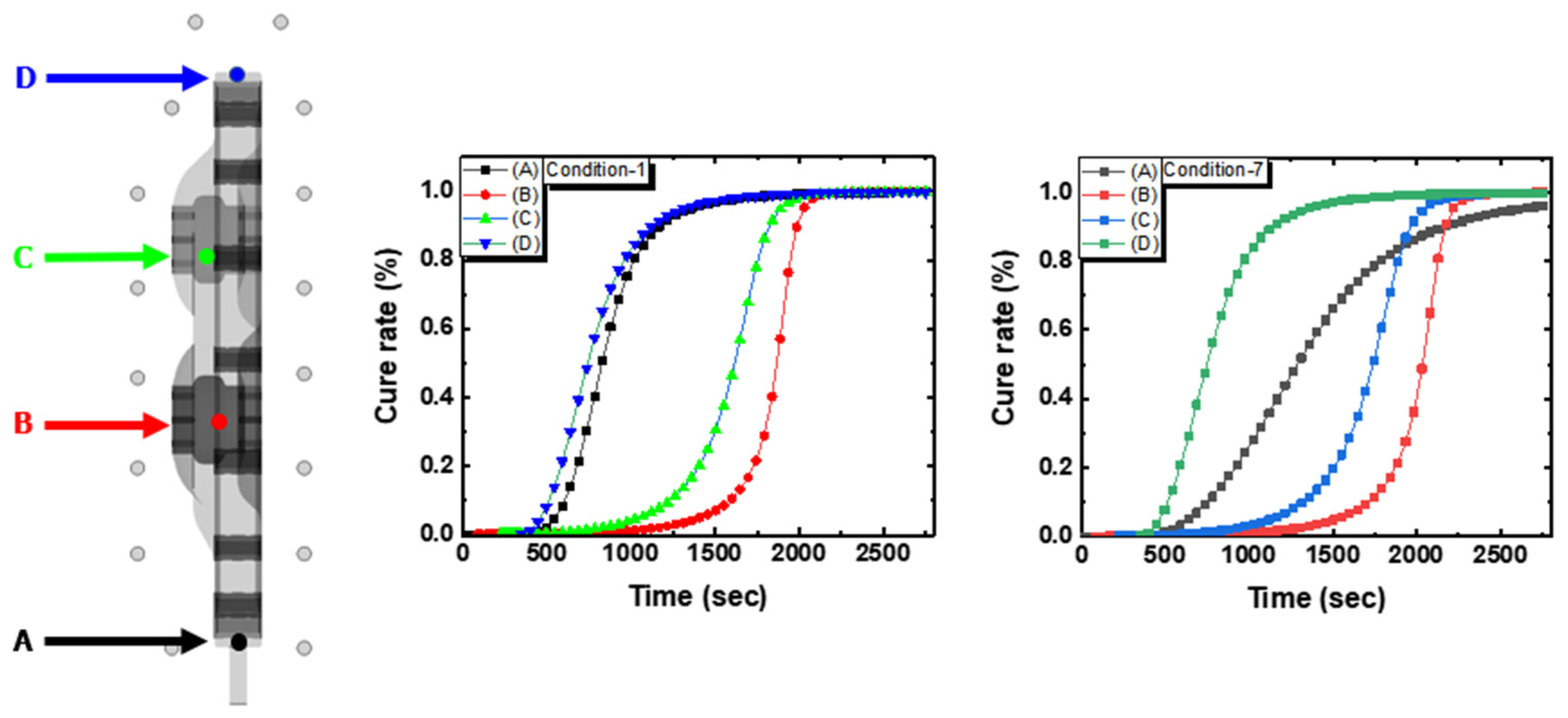
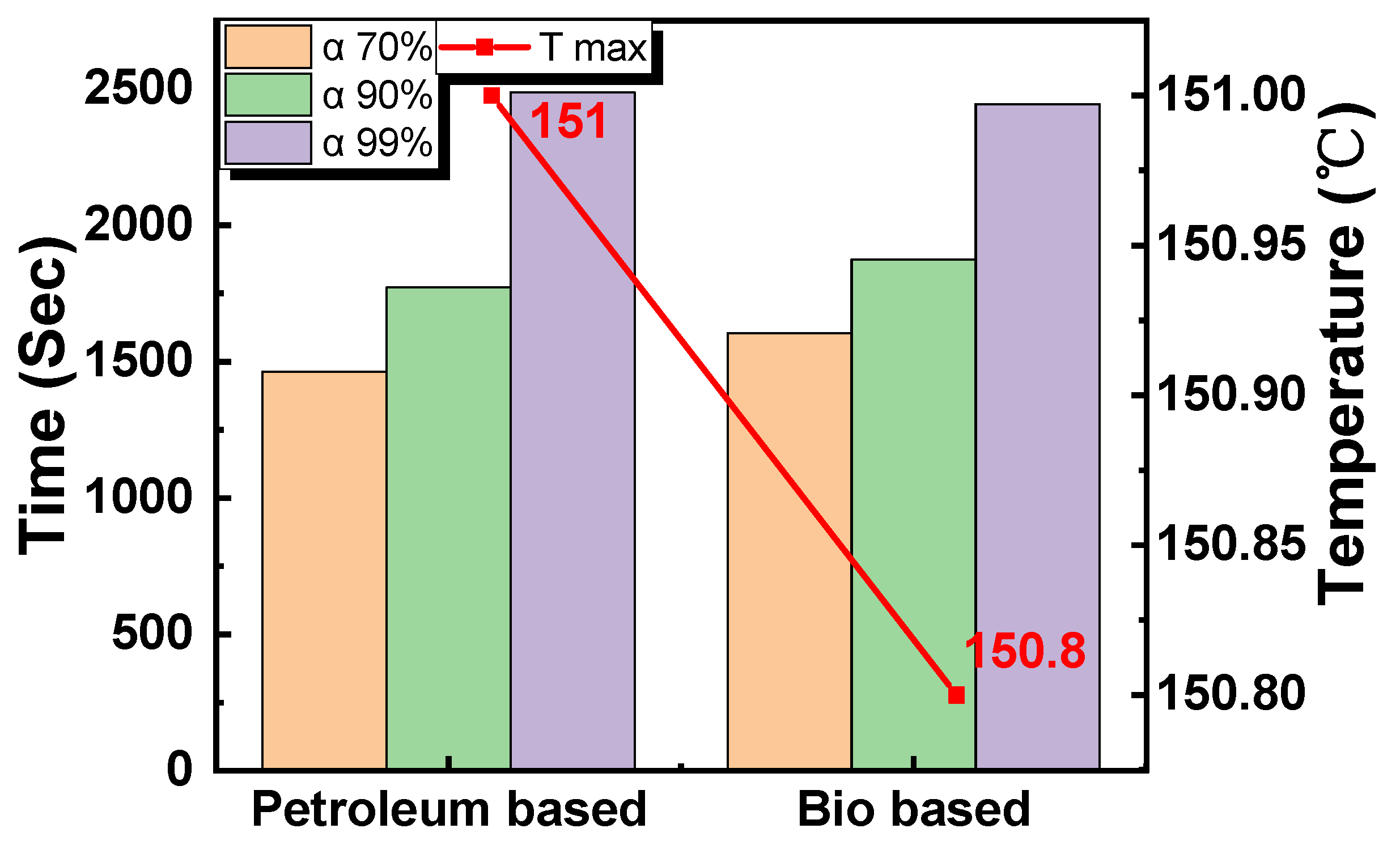
3.2. Moldflow Simulation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Riechert, U.; Holaus, W. Ultra high-voltage gas-insulated switchgear—A technology milestone. Eur. Trans. Electr. Power 2012, 22, 60–82. [Google Scholar] [CrossRef]
- Purnomoadi, A.P.; Mor, A.R.; Smit, J.J. Spacer flashover in Gas Insulated Switchgear (GIS) with humid SF6 under different electrical stresses. Electr. Power Energy Syst. 2020, 116, 105559. [Google Scholar] [CrossRef]
- Szewczyk, M.; Kuniewski, M. Controlled Voltage Breakdown in Disconnector Contact System for VFTO Mitigation in Gas-Insulated Switchgear (GIS). IEEE Trans. Power Deliv. 2017, 32, 2360–2366. [Google Scholar] [CrossRef]
- Bolin, P.; Koch, H. Gas Insulated Switchgear GIS—State of the Art. In Proceedings of the 2007 IEEE Power Engineering Society General Meeting, Tampa, FL, USA, 24–28 June 2007. [Google Scholar]
- Park, J. A Study on the Partial Discharge Resistance Characteristic for Optimizing the Mixing Ratio of Heterogeneous Inorganic Insulated Materials for Environmentally Friendly GIS Spacer. Trans. Korean Inst. Electr. Eng. 2018, 29, 1189–1196. [Google Scholar]
- Hidayat, S.; Damanik, F.; Khayam, U. Electric field optimization on 150 kV GIS spacer by modification of spacer shape and conductor configuration. In Proceedings of the 3rd Conference on Power Engineering and Renewable Energy, Yogyakarta, Indonesia, 29–30 November 2016. [Google Scholar]
- Xue, B.; Tang, R.; Xue, D.; Zhao, W.; Jiaojun, T.; Li, X.; Guan, Y.; Sun, Y. Sustainable alternative for bisphenol a epoxy resin high-performance and recyclable lignin-based epoxy vitrimers. Ind. Crops Prod. 2021, 168, 113583. [Google Scholar] [CrossRef]
- Shin, P.; Kim, J.; Park, H.; Beak, Y.; Kwon, D.; Park, J. Manufacturing and Mechanical Properties of Epoxy Fibers Spinning using Anhydride and Amine Hardeners. Compos. Res. 2016, 29, 408–413. [Google Scholar] [CrossRef]
- Ma, C.; Sanchez-Rodriguez, D.; Kamo, T. A comprehensive study on the oxidative pyrolysis of epoxy resin from fiber/epoxy composites: Product characteristics and kinetics. J. Hazard. Mater. 2021, 412, 125329. [Google Scholar] [CrossRef] [PubMed]
- Hussain, M.; Nakahira, A.; Nishijima, S.; Niihara, K. Fracture behavior and fracture toughness of particulate filled epoxy composites. Mater. Lett. 1996, 27, 21–25. [Google Scholar] [CrossRef]
- Won, S.; Kim, J.; Kim, D.; Kim, G.; Yoon, G. Trends of Injection Molding Technology. Trans. Mater. Process 2014, 23, 392–396. [Google Scholar]
- Baroncini, E.A.; Yadav, S.K.; Palmese, G.R.; Stanzione, J.F., III. Recent advances in bio-based epoxy resins and bio-based epoxy curing agents. J. Appl. Polym. Sci. 2016, 133, 44103. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Okamoto, K.; Ohki, Y.; Tanaka, T. Effects of nano-filler addition on partial discharge resistance and dielectric breakdown strength of Micro-Al 2 O 3 Epoxy composite. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 653–661. [Google Scholar] [CrossRef]
- Kumar, S.; Krishnan, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. Toughening of petroleum based (DGEBA) epoxy resins with various renewable resources based flexible chains for high performance applications: A review. Ind. Eng. Chem. Res. 2018, 57, 2711–2726. [Google Scholar] [CrossRef]
- Park, S.; Jin, F.; Lee, J. Thermal and mechanical properties of tetrafunctional epoxy resin toughened with epoxidized soybean oil. Mater. Sci. Eng. A 2004, 374, 109–114. [Google Scholar] [CrossRef]
- Li, F.; Larock, R. New soybean oil–styrene–divinylbenzene thermosetting copolymers. V. shape memory effect. J. Appl. Polym. Sci. 2002, 84, 1533–1543. [Google Scholar] [CrossRef]
- Woo, Y.; Kim, D. Cure and thermal decomposition kinetics of a DGEBA/amine system modified with epoxidized soybean oil. J. Therm. Anal. Calorim. 2021, 144, 119–126. [Google Scholar] [CrossRef]
- Kumar, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. Epoxidized soybean oil-based epoxy blend cured with anhydride-based cross-linker: Thermal and mechanical characterization. Ind. Eng. Chem. Res. 2017, 56, 687–698. [Google Scholar] [CrossRef]
- Ozkur, S.; Sezgin, H.; Akay, E.; Yalcin-Enis, I. Hybrid bio-based composites from blends of epoxy and soybean oil resins reinforced with jute woven fabrics. Mater. Res. Express 2020, 7, 015335. [Google Scholar] [CrossRef]
- Anusic, A.; Resch-Fauster, K.; Mahendran, A.R.; Wuzella, G. Anhydride Cured Bio-Based Epoxy Resin: Effect of Moisture on Thermal and Mechanical Properties. Macromol. Mater. Eng. 2019, 304, 1900031. [Google Scholar] [CrossRef] [Green Version]
- Güner, F.S.; Yağcı, Y.; Erciyes, A.T. Polymers from triglyceride oils. Prog. Polym. Sci. 2006, 31, 633–670. [Google Scholar] [CrossRef]
- Islam, M.R.; Beg, M.D.H.; Jamari, S.S. Development of vegetable-oil-based polymers. J. Appl. Polym. Sci. 2014, 131, 40787. [Google Scholar]
- Quirino, R.L.; Monroe, K.; Fleischer, C.H., III; Biswas, E.; Kessler, M.R. Thermosetting polymers from renewable sources. Polym. Int. 2021, 70, 167–180. [Google Scholar] [CrossRef]
- Mais, G.; Hedrich, W. New develolpments for vacuum preparation and casting according to the automatic pressure gelation process at elevated temperatures. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Conference, Rosemont, IL, USA, 25 September 1997. [Google Scholar]
- Longzhi, Z.; Binghui, C.; Min, Y.; Shangbing, Z. Application of Moldflow software in design of injection mold. In Proceedings of the 2010 International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010. [Google Scholar]
- Li, Y.; Zhong, C.; Li, C.; Jiang, R.; Lu, J.; Sun, R. Mold Flow Simulation Analysis of Molded Underfill in an Ultra-thin High-Density Package. In Proceedings of the 2022 IEEE 5th International Conference on Electronics Technology (ICET), Chengdu, China, 13–16 May 2022. [Google Scholar]
- Sinapius, M.; Ziegmann, G. (Eds.) Acting Principles of Nano-Scaled Matrix Additives for Composite Structures; Springer International Publishing: New York, NY, USA, 2021. [Google Scholar]
- Leistner, C.; Hartmann, S.; Abliz, D.; Ziegmann, G. Modeling and Simulation of the Curing Process of Epoxy Resins using Finite Elements. Contin. Mech. Thermodyn. 2020, 32, 327–350. [Google Scholar] [CrossRef]
- Hernandez-Ortiz, J.P.; Osswald, T.A. A novel cure reaction model fitting technique based on DSC scans. J. Polym. Eng. 2005, 25, 23–38. [Google Scholar] [CrossRef]
- Nawab, Y.; Tardif, X.; Boyard, N.; Sobotka, V.; Casari, P.; Jacquemin, F. Determination and modelling of the cure shrinkage of epoxy vinyl ester resin and associated composites by considering thermal gradients. Compos. Sci. Technol. 2012, 73, 81–87. [Google Scholar] [CrossRef] [Green Version]
- Kong, Y.; Hay, J.N. The measurement of the crystallinity of polymers by DSC. Polymer 2002, 43, 3873–3878. [Google Scholar] [CrossRef]
- Cruz-Cruz, I.; Ramírez-Herrera, C.A.; Martínez-Romero, O.; Olvera-Trejo, D.; Elías-Zúñiga, A.; Castillo-Márquez, S.A.; Jiménez-Cedeño, I.H. Influence of Epoxy Resin Curing Kinetics on the Mechanical Properties of Carbon Fiber Composites. Polymers 2022, 14, 1100. [Google Scholar] [CrossRef]
- Gholinezhad, F.; Golhosseini, R.; Jazani, O.M. Non-isothermal DSC curing kinetics study of silicone-modified epoxy/ABS/GO nanocomposite. Polym. Compos. 2022, 43, 3794–3808. [Google Scholar] [CrossRef]
- Zhang, Y.; Fang, R.; Xue, H.; Xia, J.; Lin, Q. Investigation of DSC curing kinetic model fitting and rheological behavior of urushiol/IPDI system. Thermochim. Acta 2022, 711, 179210. [Google Scholar] [CrossRef]
- Garschke, C.; Parlevliet, P.P.; Weimer, C.; Fox, B.L. Cure kinetics and viscosity modelling of a high-performance epoxy resin film. Polym. Test. 2013, 32, 150–157. [Google Scholar] [CrossRef]
- Zeng, Y.-J.; Hwang, S.-J.; Liu, Y.-D.; Huang, C.-S. Mold Flow Analysis of Motor Core Gluing with Viscous Flow Channels and Dipping Module. Polymers 2021, 13, 2186. [Google Scholar] [CrossRef]
- Li, T.; Luyé, J.-F. Flow-Fiber Coupled Viscosity in Injection Molding Simulations of Short Fiber Reinforced Thermoplastics. Int. Polymer. Process 2019, 34, 158–171. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Park, S. Identification of Cross-WLF Viscosity Model Parameters Using Optimization Technique. J. Korea Acad. Coop. Soc. 2018, 19, 623–632. [Google Scholar]
- Tran, N.T.; Gehde, M. Creating Material Data for Thermoset Injection Molding Simulation Process. Polym. Test. 2019, 73, 284–292. [Google Scholar] [CrossRef]
- Parente, J.M.; Simoes, R.; Reis, P.N.B. Effect of graphene nanoparticles on suspension viscosity and mechanical properties of epoxy-based nanocomposites. Procedia Struct. Integr. 2022, 37, 820–825. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, C.; Li, W.; Zhang, G. Research on Rheological Properties of Epoxy Casting Dielectric Functionally Graded Insulating Slurries and Thermal Expansion Characteristics of Composite Materials. In Proceedings of the 16th Annual Conference of China Electrotechnical Society, Beijing, China, 24–26 September 2021; Volume 890, pp. 785–793. [Google Scholar]
- Heng, Z.; Wang, L.; Chen, F.; Zhou, J.; Zhang, H.; Zhang, X.; Sun, T.; Ling, Y.; Xia, S.; Liang, M.; et al. In-situ constructing ultra-high-aspect-ratio core–shell nanostructures to achieve high-performance epoxy thermosets and their carbon fiber reinforced epoxy composites. Chem. Eng. Sci. 2022, 448, 137707. [Google Scholar] [CrossRef]
- Wang, G.; Harrison, I.R. Polymer melting: Heating rate effects on DSC melting peaks. Thermochim. Acta 1994, 231, 203–213. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | |
|---|---|
| Mold density (g/cm3) | 7.85 |
| Mold specific heat (J/Kg*C) | 485.34 |
| Mold thermal conductivity (W/m*C) | 50.242 |
| Mold coefficient of thermal expansion (1/C) | 1.376 × 10−5 |
| Temperature Section | Heater Temperature (°C) | |||
|---|---|---|---|---|
| Condition-1 | Condition-2 | Condition-3 | Condition-4 | |
| 1 | 140 | 140 | 140 | 140 |
| 2 | 140 | 140 | 140 | 140 |
| 3 | 140 | 140 | 140 | 140 |
| 4 | 140 | 140 | 140 | 140 |
| 5 | 140 | 140 | 140 | 140 |
| 6 | 140 | 140 | 140 | 140 |
| 7 | 140 | 130 | 120 | 120 |
| 8 | 140 | 130 | 120 | 115 |
| Temperature Section | Heater Temperature (°C) | ||
|---|---|---|---|
| Condition-5 | Condition-6 | Condition-7 | |
| 1 | 140 | 140 | 140 |
| 2 | 140 | 140 | 140 |
| 3 | 135 | 135 | 135 |
| 4 | 135 | 135 | 135 |
| 5 | 130 | 130 | 130 |
| 6 | 130 | 135 | 130 |
| 7 | 125 | 130 | 120 |
| 8 | 120 | 120 | 120 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, C.; Bae, J.; Noh, Y.; Cho, H.-G.; Hong, Y.-G.; Jee, H.; Lee, J. Automatic Pressure Gelation Analysis for Insulating Spacer of Gas Insulated Switchgear Manufactured by Bio-Based Epoxy Composite. Appl. Sci. 2022, 12, 10202. https://doi.org/10.3390/app122010202
Lee C, Bae J, Noh Y, Cho H-G, Hong Y-G, Jee H, Lee J. Automatic Pressure Gelation Analysis for Insulating Spacer of Gas Insulated Switchgear Manufactured by Bio-Based Epoxy Composite. Applied Sciences. 2022; 12(20):10202. https://doi.org/10.3390/app122010202
Chicago/Turabian StyleLee, Chanyong, Jaesung Bae, Yohan Noh, Han-Goo Cho, Young-Gi Hong, Hongsub Jee, and Jaehyeong Lee. 2022. "Automatic Pressure Gelation Analysis for Insulating Spacer of Gas Insulated Switchgear Manufactured by Bio-Based Epoxy Composite" Applied Sciences 12, no. 20: 10202. https://doi.org/10.3390/app122010202