
Design and Implementation of Cloud-Based Collaborative Manufacturing Execution System in the Korean Fashion Industry
1
Korea Institute of Industrial Technology, 89 Yangdaegiro-gil, Seobuk-gu, Cheonan-si 31056, Korea
2
Ernst & Young, 111 Yeouigongwon-ro, Yeongdeungpo-gu, Seoul 07241, Korea
*
Author to whom correspondence should be addressed.
Appl. Sci. 2022, 12(18), 9381; https://doi.org/10.3390/app12189381
Submission received: 20 August 2022
/
Revised: 7 September 2022
/
Accepted: 15 September 2022
/
Published: 19 September 2022
(This article belongs to the Special Issue Smart Manufacturing Systems in Industry 4.0)
Abstract
:Recently, manufacturing companies have been improving quality and productivity, reducing costs, and producing customized products according to Industry 4.0. The global value chain (GVC) is also being reorganized and manufacturing companies are recovering the connectivity of value chains based on, e.g., the regional value chain (RVC) and reshoring. With the advent of Industry 4.0, many manufacturing companies are introducing smart factories. A new type of manufacturing execution system (MES), a core system of smart factories, is necessary, owing to the new technologies and the increase in collaboration between companies. Here, we present the framework, development, and application processes of a “cloud-based collaborative MES System” to support the value chain of “order-design-production-delivery” for the manufacture of personalized sportswear products in the fashion industry in Korea. To this end, first, nine future MES deployment directions and frameworks are presented. Second, we present the UML modeling, conceptual framework, and functional framework for MES system development, considering six future MES establishment directions such as cloud and collaboration. Third, the application and effect of the designed and developed cloud-based collaborative MES system are analyzed for design, fabric, printing, and sewing companies that play a role in each stage of the sportswear value chain.
1. Changes in the Manufacturing Environment
Manufacturing companies are facing external changes and difficulties, and various efforts are being made to overcome them. In particular, the advent of globalization and digitalization during the last few decades has been changing economies worldwide. Many corporations face the challenges of the so-called VUCA-world (volatility, uncertainty, complexity, and ambiguity), which are displayed in increasing margin pressure, market volatility, or the emergence of disruptive technologies [1,2].
Further, with the change in market demand and the emergence of Industry 4.0, enterprises face increasingly customized production orders and need to strengthen the fine management of enterprise production to improve product quality, reduce cost, and improve production efficiency.
Recently, due to the possibility of a new reorganization of the global value chain (GVC) structure due to the impact of COVID-19 and the uncertain external environment, such as that resulting from the ongoing US–China trade dispute, enterprises are facing increasingly fierce international competition to win the market and customers. Meticulous management of the manufacturing process must be carried out to improve the quality and to reduce bad products, non-value-added production activities, and costs [3].
In particular, under the influence of COVID-19, Korean fashion OEM/ODM manufacturers operating manufacturing bases in Southeast Asia, including China, are changing part of their value chain to a regional value chain (RVC) rather than the global value chain (GVC) to respond to customer needs. Moreover, some companies are reshoring their production bases to Korea to overcome these difficulties.
Industry 4.0, Smart Factory, and Manufacturing Execution System
Owing to the changes in the external environment of manufacturing companies, changes in production methods to respond to these external environments are continually being developed, such as the advent of cellular manufacturing to support mass production in the 1950s, flexible manufacturing systems to support mass customization in the 1980s, and reconfigurable manufacturing systems to respond to globalization in the 2000s. Recently, a smart manufacturing system has emerged to support Industry 4.0 and personalized production to meet various individual needs [4,5].
Rüßmann et al. reported that the next generation of digital industrial technology, known as Industry 4.0, can increase manufacturing productivity and drive revenue and employment growth [6]. The Industry 4.0 vision guides manufacturing enterprises to acquire high levels of digital capabilities [7], and adaption to Industry 4.0 is crucial for them to sustain and improve their competitiveness [8]. In general, Industry 4.0 comprises technologies such as cyber physical systems (CPS), internet of things (IoT), smart factory, big data, and cloud as its components [8].
Among these components, smart factory is the fundamental concept and core technology of Industry 4.0 and to develop it, the field of “business information systems engineering” (that includes innovative MES/ERP approaches) will come into the limelight [9].
Including smart factory, the benefits that modern technologies bring to the manufacturing industry, such as CPS, digital factory, Industry 4.0, and IoT [10], are inseparable from the manufacturing execution system (MES), as it is the essential information processing and providing layer between the enterprise resource planning (ERP) system for business processes and control systems for manufacturing processes in the new industrial automation environment. In addition, smart factories are context-aware to assist people and machines in the execution of their tasks using digital manufacturing tools such as MES (an industrial software).
Furthermore, the Industry 4.0 model also expects to improve productivity by fulfilling the growing customer demands for faster real-time response via decentralized production control. These expectations can be fulfilled by MES to improve the performance, quality, and agility for globalized manufacturing businesses [11].
Summarizing the three concepts, “information transparency,” which is listed as a design principle for Industry 4.0, drives “visibility” through a smart factory owing to its ability to exchange information in real time beyond enterprise boundaries (through the integration of IT systems) to deliver end-to-end solutions [12]. MES in smart factories is a real-time system that can provide critical production data to serve “visibility.”
To qualify for Industry 4.0, the factories of the future will use information technology (IT) to digitize the manufacturing operations and use decentralized applications for production control. According to Kang [13], the aim of smart manufacturing is to improve competitiveness using innovative ICTs for effective and accurate engineering decision-making in real time. CPS and IoT have been supporting the realization of this vision. Hence, digitization of MES is also required for Industry 4.0-based manufacturing systems.
As such, the link between Industry 4.0, smart factories, and MES can be seen as an important driving direction in the manufacturing field. Based on this, we present the framework and development results of the “cloud and collaboration-based MES system” to support the value chain of “order-design-production-delivery” for the production of sportswear products in the Korean fashion industry. In this paper, we try to solve the following problems through the “cloud-based collaborative MES system”:
- (1)
- In the case of manufacturing companies participating in each stage of the value chain, most of them are operated in the form of urban SMEs, so it is necessary to present a plan to effectively introduce and operate MES with limited resources within these SMEs.
- (2)
- A function that can support collaboration between manufacturing companies and the internal process flow of the company is required;
- (3)
- It is necessary to secure and utilize manufacturing data such as equipment status and sensors used in each stage of the process; and
- (4)
- It is necessary to satisfy the requirements presented by MES standard organizations such as MESA;
- (5)
- Seamless connection and integration with legacy systems such as ERP used inside SMEs are required.
To this end, first, we present mapping results for the development stage of the production system, including MES, through an annual analysis of the industrial revolution stage and the manufacturing enterprise innovation methodology. Second, nine future MES deployment directions and frameworks are proposed through the analysis of the concept, the necessity and importance of introduction, and the development status of MES, which is an important system for implementing smart manufacturing and smart factory. Third, we analyze the collaboration model between the participating companies at each stage of the value chain of sportswear product manufacturing and their form of cooperation in the value chain. Fourth, the UML modeling results for MES development are presented through target process and requirement analysis. Finally, we present the system development, application, and introduction effects.
2. Changes in Manufacturing Methods and Production Systems
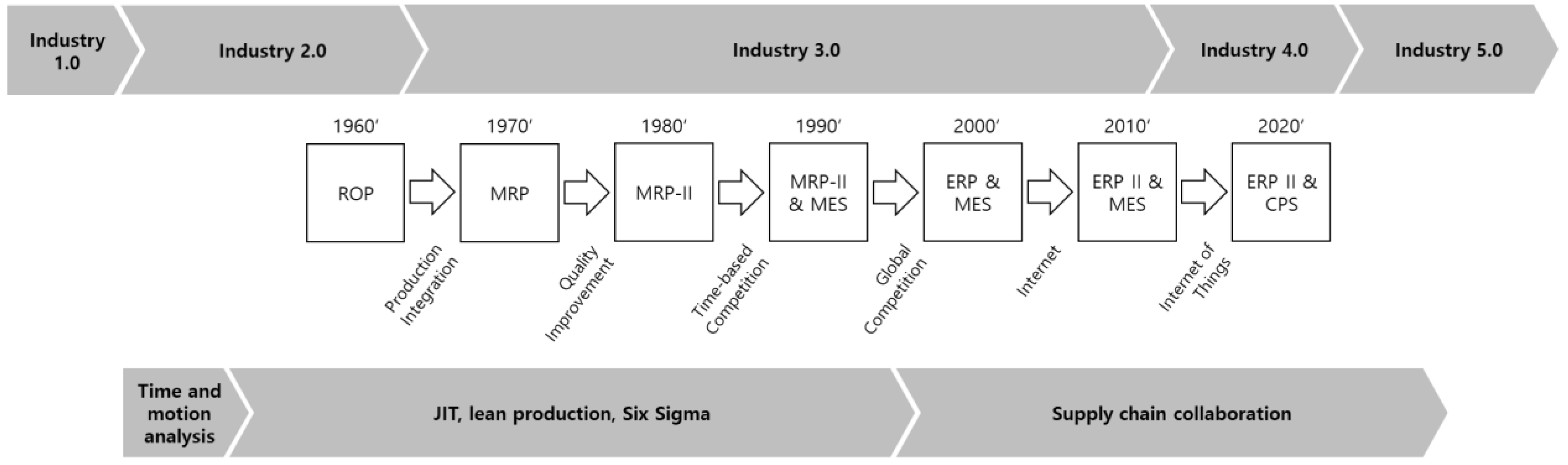
In this paper, in chronological order (Figure 1), we examine the development phases of (1) the industrial revolution, which is a social and economic structural change through technological innovation, (2) the methods of factory innovation, and (3) the business and production management systems [14].
In Industry 1.0, which started in the late 18th century, mechanization, such as that supported in the steam engine and weaving machine, was carried out based on cheap labor and abundant underground resources. In Industry 2.0, which began at the end of the 19th century, mass production began as electric energy was applied to the factory.
Subsequently, to build a competitive advantage in the late nineteenth century and early twentieth century, firms optimized the productivity of labor through time and motion studies and analysis of the worker–machine interfaces [15].
As such, as Industry 2.0 was spurred, firms gained an edge by organizing, simplifying, and integrating factory flows using just-in-time and lean production [16].
In Industry 3.0, which started at the beginning of the 20th century, the development of ICT, including Internet technology, and automation systems through computer control were implemented. Further, firms built competitive advantage through supply chain collaboration, which leveraged the resources and knowledge of suppliers and customers and coordinated and integrated the flow of products and information across the supply chain [17,18].
The term “Industrie 4.0” became publicly known in 2011, when an initiative under this name from an association of representatives from business, politics, and academia promoted the idea as an approach to strengthen the competitiveness of the German manufacturing industry [19].
Industry 4.0 is a concept that establishes a communication system between production equipment and products through cyber-physical systems (CPS) and the Internet of Things (IoT) and optimizes the entire production process. Kagermann et al. [20] describe their vision of industry 4.0 as follows:
“In the future, businesses will establish global networks that incorporate their machinery, warehousing systems, and production facilities in the shape of cyber-physical systems (CPS)”.
Furthermore, recently, discussion on Industry 5.0 has been being conducted, mainly in Europe, and it centers around three interconnected core values: human-centricity, sustainability, and resilience [21], as well as the existing cost-efficiency improvement and profit maximization.
Next, we look at the development trends of business and production management systems from the 1960s to the present.
In the 1960s, manufacturing organizations started applying software solutions to automate their financial area, as the primary competitive factor was cost, which resulted in product-focused manufacturing strategies based on high-volume production, cost minimization, and the assumption of stable economic conditions [22]. In the late 1970s, the manufacturing industry sector focused on marketing and led to the adoption of target-market strategies concentrating on better production integration and planning [23]. To deal with this situation, the material requirement planning (MRP) system, which integrates forecasting, master scheduling, and procurement, was introduced to ensure the fulfillment of demand by releasing a set of production/supplying orders for each item of the bill of materials, which allowed the synchronization of the internal and external logistics flows [24].
Next, owing to competitive pressure from the global market, the manufacturing strategy in the 1980s shifted to detailed process control, world-class manufacturing, and reduction of overhead costs. Against this background, the MRP system evolved and became MRP II, which provided three major features: material planning, material control, and production order definition [23,25].
In the 2000s, the introduction of ERP and MES began in earnest in companies as a result of global competition, the development of the Internet, and the advent of Industry 4.0.
ERP is a system aimed at integrating organizational functions for better customer support and planning, which has excelled in providing better forecasting and planning, inventory management, and accounting functionalities [26].
MES was developed in the 1970s to assist the execution of production, with the concept of the online management of activities on the shop floor. It bridges the gap between the planning system (such as ERP) and controlling systems (such as sensors, PLCs) and uses manufacturing information (such as equipment, resources, and orders) to support the manufacturing processes. Like any enterprise information system tool, MES has also evolved with time to integrate several extensions and perform various manufacturing activities using the sophistication of the computer technology advancements [27].
Through this analysis, it can be observed that new technologies such as CPS and IoT are being applied for the connection and integration of the collaborative value chain, which is the core of Industry 4.0. In addition, it can be observed that the advancement of traditional management and production management systems, such as ERP and MES, is progressing at the same time.
Next, we would like to examine in-depth the MES system, which is the core technology constituting the smart factory, and the future directions of MES development that can respond to the changing environment, such as Industry 4.0, Industry 5.0, and collaboration.
3. Future Directions of MES Development
3.1. Necessity of MES
The ultimate goal of a manufacturing company is to ensure a production process without any of the seven deadly wastes: overproduction, waiting, transport, extra processing, inventory, motion, and defects [28]. To reduce the waste factors, it should be possible to pinpoint the improvement opportunities and evaluate progress. This requires business and manufacturing information (historical and real-time) to be available [29]. That is why manufacturers see a greater need to adopt, upgrade, or expand their business and manufacturing information technology (IT) solutions. For example, ERP software maintains important business data and supports the administrative processes. In addition, the MES software delivers production results to ERP based on the production plan received from ERP.
Some of the larger ERP-solution providers have incorporated MES-related capabilities to offer this specialized functionality and deal with the shortcomings of traditional ERP solutions [30]. In the case of small and medium-sized enterprises (SMEs), when it is difficult to introduce both ERP and MES systems at the same time owing to limited resources such as cost and manpower, some functions of MES are integrated into the ERP system and then introduced. However, in the case of SMEs, business and production areas are separated, and they have a product development value chain, so it is necessary to separate ERP and MES software.
As a result, in today’s complex manufacturing operations environment, companies need to find new ways to meet changing production demands in real time [31] owing to the functional limitations of ERP systems such as the following:
- Difficulty in managing (recording, reporting, reacting) transactions that are created in real time at the shop floor [32];
- Difficulty in managing multiple plants and suppliers [31];
- Lack of functions such as inventory control, management planning, and production order processing [31];
- Lack of flexibility in adapting to changing supply chain needs, advanced decision support capabilities, and an open, modular system architecture [33].
3.2. Overview of MES
3.2.1. MES Concept and Definition
The MES concept was born from the demand on the manufacturing enterprise to fulfil the requirements of markets from a point of view of reactivity, quality, respect of standards, reduction in cost, and deadlines [34]. MESs are software packages used to manage factory floor material control and labor and machine capacity, and to track and trace components and orders, manage inventory, optimize production activities from order launch to finished goods, among other tasks [31].
The International MES Association, MESA, defined MES as follows: MES delivers information that enables the optimization of production activities from order launch to finished goods. Using current and accurate data, MES guides, initiates, responds to, and reports on plant activities as they occur. The resulting rapid response to changing conditions, coupled with a focus on reducing non-value-added activities, drives effective plant operations and processes [35].
MES provides critical key performance indicators (KPIs) to the company for making commercial decisions and improving production performance [22]. Through the use of KPIs, (1) companies improve the return on operational assets as well as on-time delivery, inventory turns, gross margin, and cash-flow performance [34]; (2) MES is expected to provide further real-time information to the operational departments by giving an “all-round view” of all the resources involved in the production and will act as a “manufacturing cockpit” [36].
3.2.2. MES Standardization
Different organizations related to MES define and categorize the functionalities of MES into the so-called MES functions, which, in turn, are standardized by different organizations, such as the Manufacturing Enterprise Solutions Association (MESA), the International Society of Automation (ISA), or the Verein Deutscher Ingenieure (VDI) [37].
The MESA defined 11 functions that MES should contain, such as resource allocation and status, operation/detail scheduling, dispatching production units, document control, data collection/acquisition, labor management, quality management, process management, maintenance management, product tracing and genealogy, and performance analysis [38]. MESA created the list in the late 1990s and updated it along the following decades as a union of all the functionalities that MES may have. However, a factory does not have to implement all the 11 functions to be optimally functional. In fact, the implementation of MES functions depends on several factors such as the industry type or the automation level in the factory [39].
In May 2004, to meet the needs of the enterprise collaborative manufacturing strategy, MESA released the “MESA Next Generation Collaborative Manufacturing Execution System Model” white paper (MESA International, 2004) that formally proposed the concept of c-MES and the c-MES function model, which contained eight modules: production planning and scheduling, data acquisition, process management, quality management, human resource management, product tracking and inventory, performance analysis and resource allocation, and status monitoring [40].
As an increasing number of software systems (sensor, actuator, SCADA, PLC, ERP, MES, PLM, etc.) were used in the manufacturing industry, the integration of these systems became an issue that needed to be solved. Likewise, new emerging technologies such as IoT, CPS, and cloud also need to be connected and integrated. From 2000 to 2013, ISA published five parts of the ISA-95 standard for the integration of enterprise control. Four control levels were defined in the ISA-95 standard [41]:
- Level 0 and 1, the actual physical processes and their sensing and actuation;
- Level 2, manufacturing processes, especially SCADA, programmable logic controller (PLC), and distributed control system (DCS);
- Level 3, systems which manage the batch workflow, continuous or discrete production operations, and MES;
- Level 4: business planning and logistics systems that manage the business-related activities of production.
MES fills this gap in the automation chain, serving as a mediator or central layer integrating higher and lower levels of the ISA-95 automation pyramid [39].
Having emerged from the process industry [36], MES has become a commonly used approach for the integration of manufacturing planning, which is level 4, and control tasks, which are level 2 in the ISA-95 automation pyramid, and it has been applied in various types of industry. Surveys show the significant increase in the number of vendors and the variety of industrial applications [42].
Because of the software heterogeneity in the manufacturing environment, to ensure a smooth information flow within the enterprise, the adoption of communication interfaces among different software systems is the primary reason limiting the MES implementation, integration, and maintenance [34].
Next, we conducted a comparative analysis in Table 1 on the types of MES systems applied to various industries through literature review. The MES system for application to various industries such as automotive parts, mold, electronic, jewelry, and solar industry was presented, and a number of examples targeting SMEs were presented. In addition, we analyzed that the main function of MES was selectively implemented functions suitable for the industry and process among the 11 functions presented by MESA. Furthermore, we found that there were many MES systems using RFID as a lot tracking method, and some methods using barcodes were also suggested. Finally, we found that most of the recently developed MES systems are in the form of cloud-based services.
Through an analysis of the available literature, we derived the following requirements for the development direction of the MES system:
- Application of the new ICT following the introduction of Industry 4.0 to the manufacturing industry;
- Integration with many devices at the shop floor and various legacy systems, such as ERP and PLM;
- Development of an MES system that can be configured flexibly by industry and process;
- Introduction of an MES system applicable to SMEs with limited resources;
- Support for collaborative companies within the value chain
Based on these requirements, we would like to suggest the future direction of MES development.
3.3. Development Directions for MES
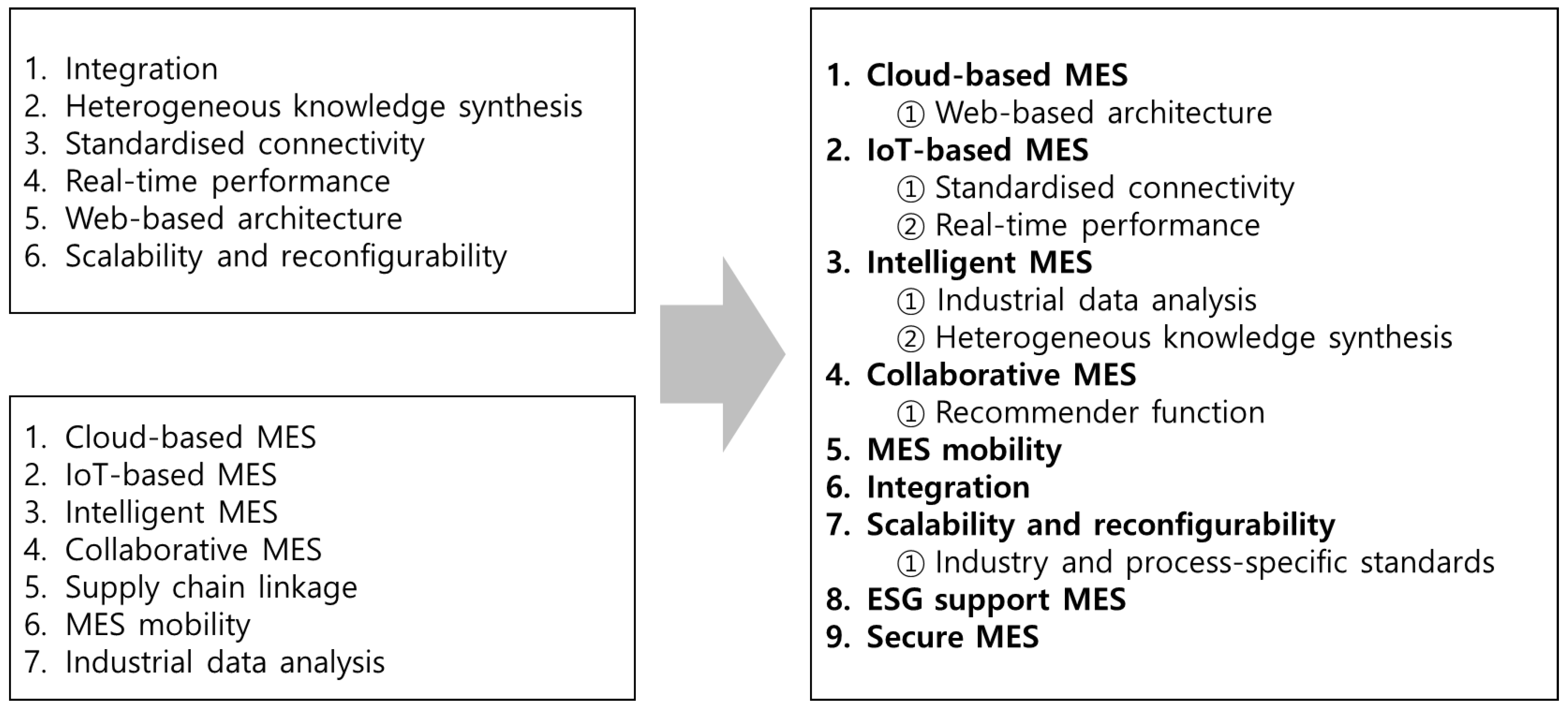
Saenz [34] suggested six development directions of MES in 2009: integration, heterogeneous knowledge synthesis, standardized connectivity, real-time performance, web-based architecture, and scalability and reconfigurability. Further, Pan [3] suggested seven development directions of MES in 2015: cloud-based MES, IoT-based MES, intelligent MES, collaborative MES, supply chain linkage, MES mobility, and industrial data analysis.
In this study, nine MES construction directions are presented based on the requirements derived above and the characteristics suggested by Saenz [1] and Pan for the future construction direction of MES (Figure 2).
- (1)
- Cloud-based MES
With respect to the cloud-based MES, the main benefit for companies in choosing a cloud-based solution is that almost no local IT resource investment is required [46]. Moreover, a cloud solution can handle the weaknesses of their current system regarding redundancy and high upgrade cost because the cloud is a virtualization of resources that maintains and manages itself [47].
In addition, Xu [48] raised the concept of smart manufacturing with cloud computing, which is the adoption of cloud computing in the manufacturing sector. It is interesting to know that with a cloud-based solution, manufacturing companies will be able to eliminate the IT resources and outside support and maintenance, but in the meantime, companies are able to develop better-integrated and more efficient processes [49].
The cloud plays a role as a platform in the evolution of MES. As cloud computing is already practical at the business application level, it is very reasonable to build an MES based on web services and provide a standard for information sharing/transferring environments. Cloud technology will be adopted to support monitoring, information exchange, and also other real-time interactions [31].
However, there are still many challenges connected with bringing MES to the cloud. MES tends to be highly industry- and process-specific, which means it is highly customized for running a specific process at specific plants. It needs to be able to change quickly when processes or requirements change [50]. Despite its many advantages, the cloud-based MES construction should be developed in consideration of the characteristics of “Scalability and reconfigurability”.
- (2)
- IoT-based MES
In the case of the IoT-based MES, among the directions proposed by Saenz [1], the characteristics of standardized connectivity and real-time performance are included. Recently, with the development of IoT technology, the linkage between sensors, facilities, PLCs, and MES systems at the manufacturing site has become important for data analysis and process tracking. The introduction of IoT platforms is necessary to connect various devices and MES systems efficiently, and these IoT platforms need to reflect the requirements of IoT standard protocols and user-defined protocol support, such as MQTT and RESTful. Furthermore, in the case of IoT platforms, a middleware framework is provided, which can implement various services such as real-time manufacturing, site management dashboard, failure prediction, big data analysis, production simulation, and manufacturing virtualization.
- (3)
- Intelligent MES
In terms of the intelligent MES, the manufacturing intelligence (MI) function is located in an area called a strategic layer at the top of the manufacturing layer in the MES area and the business layer in the ERP area, and it plays an important role in supporting optimal decision-making by utilizing manufacturing data and business data [28].
As such, MI functions go through the collection and synchronization process of structured data, such as process, PLC, vibration, power, and environmental sensor data collected in real time from MES systems and manufacturing sites, and unstructured data, such as documents, vision, and sound, and pre-processing for data analysis. Through these processes, various artificial intelligence services such as product-demand prediction, facility-failure diagnosis, and the manufacturing chatbot can be implemented.
Regarding the optimal decision-making function, in the case of sportswear products, the target industry of this paper, the pressure from customers to move away from the traditional “make-to-stock” production model to “build to demand” customer service model, creates the need to leverage product information throughout the supply chain and greater visibility among the supply chain [51] to ensure customization and rapid delivery of innovative products [52].
In addition, if more companies use the “cloud-based collaborative MES” presented in this paper, the data collected (MES, ERP, facility, environment data, etc.) will also increase, at the same time, data shared among participating companies in the value chain will increase. Generally, supply chains show the characteristics of complex systems such as variety, uncertainty, and connectedness [53], Especially, as most of the time uncertainty cannot be removed from the supply chain [54], so it needs to be managed by obtaining as much decision-making information as possible [55]. To solve these problems, the entropy function can be regarded as a quantitative measure of uncertainty. As such, if the MES function is implemented to manage uncertainty in information sharing and to make optimal decisions, monitoring and management of the level of information shared between collaborating companies will be possible.
- (4)
- Collaborative MES
With regard to the collaborative MES, as in the ERP’s growth beyond the enterprise boundaries to have interorganizational collaboration for supporting emerging business requirements [56], the scope of MES has also been growing to include supply, design, and business functions of the manufacturing enterprise.
Most existing MES systems have focused on single plants [57]. However, the recent literature reports MES systems with a wider focus on the value chain, such as the MES designed by Helo et al. [31] for collaborative manufacturing in a multicompany supply chain.
- (5)
- MES mobility
In terms of the MES mobility, recently, as intelligent mobile terminals spread to manufacturing sites, the response speed and mobility of data collected in real time are changing the production site management method, and this is one of the future development directions of MES [3]. Additionally, mobile solutions and device interfaces have become important factors in evaluating MES vendors over the past few years [36].
- (6)
- Integration
As suggested in ISA-95, the integration was proposed in terms of MES having to act as a link between the shop floor and the ERP.
- (7)
- Scalability and reconfigurability
Scalability and reconfigurability were presented as the need to configure the MES system flexibly by considering the type of production system (job shop, flow shop, project shop, continuous process), size, and future process changes of the manufacturing company that intends to introduce MES.
- (8)
- ESG support MES
ESG refers to three key factors that should be considered along with the company’s financial factors for making investment decisions from the perspective of social responsibility or sustainability of a company or business investment. In particular, the environmental (E) factor includes indicators related to carbon emissions, and with the recent development of IoT and sensor technologies, it is possible to measure CO2 emissions quantitatively at the manufacturing site, and thus, continuous KPI management through linkage with the MES system will be required.
- (9)
- Secure MES
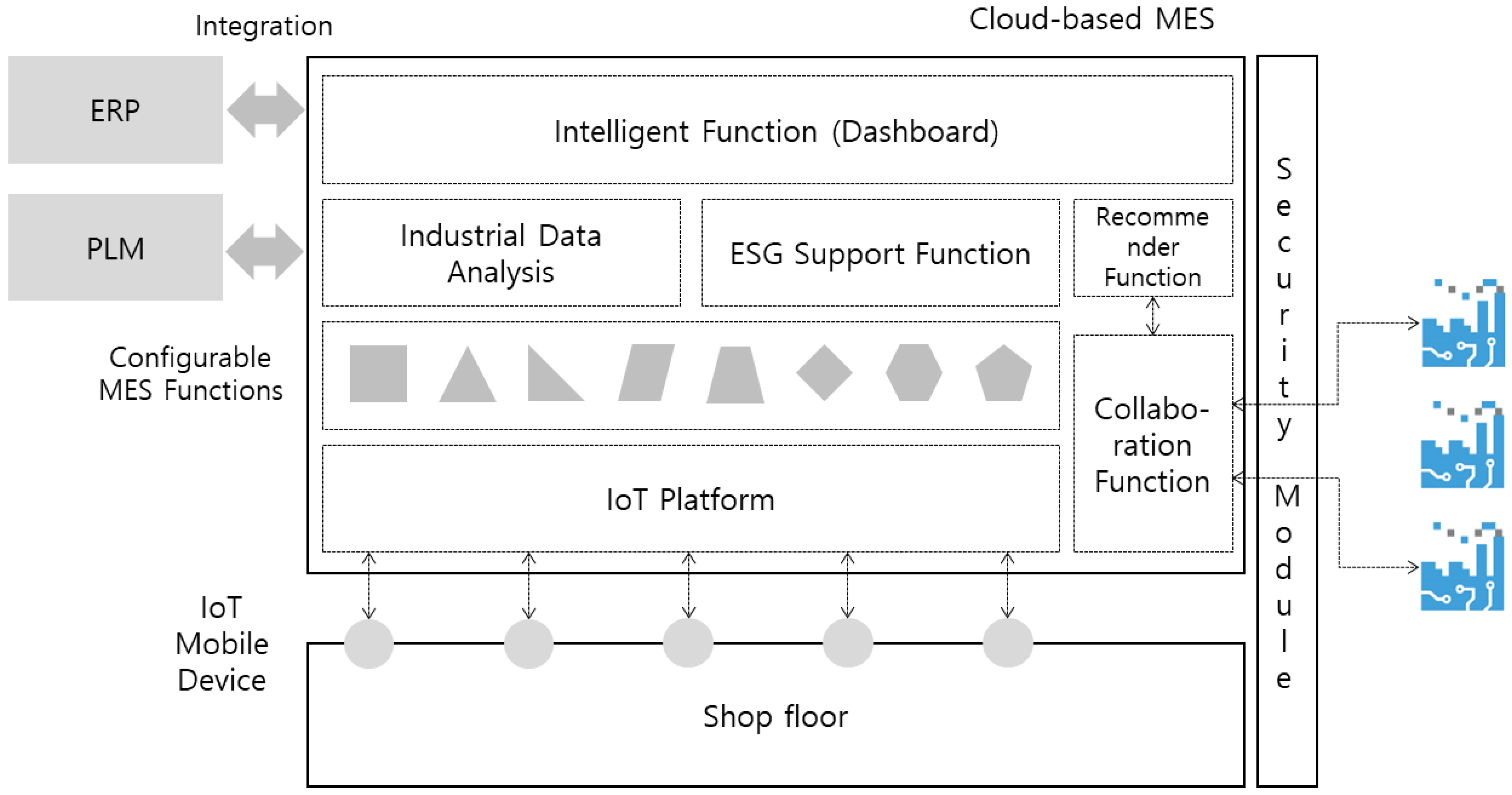
Wireless security technology is needed for device security problems owing to the increase in mobile devices in the manufacturing site, the security problems of on-premise systems due to the establishment of hybrid cloud-type MES systems, and the application of wireless technology to manufacturing sites such as 5G technology. Based on the nine future MES development directions described above, the conceptual framework of the MES system is presented in Figure 3.
In this paper, we propose a cloud-based collaborative MES system for application to the fashion industry by reflecting six characteristics among the future MES development directions. In particular, the application of the cloud-based collaborative MES system targets the whole cycle of the value chain of customized sportswear products in the fashion industry.
4. Analysis of the Industry from a Collaborative Perspective
4.1. Process Overview
In the case of the fashion industry targeted in this study, product design and development are conducted centering on global fashion brand companies in the United States, Europe, Japan, etc., and the product manufacturing is conducted by OEM/ODM manufacturing companies using the low labor costs of China and Southeast Asian countries.
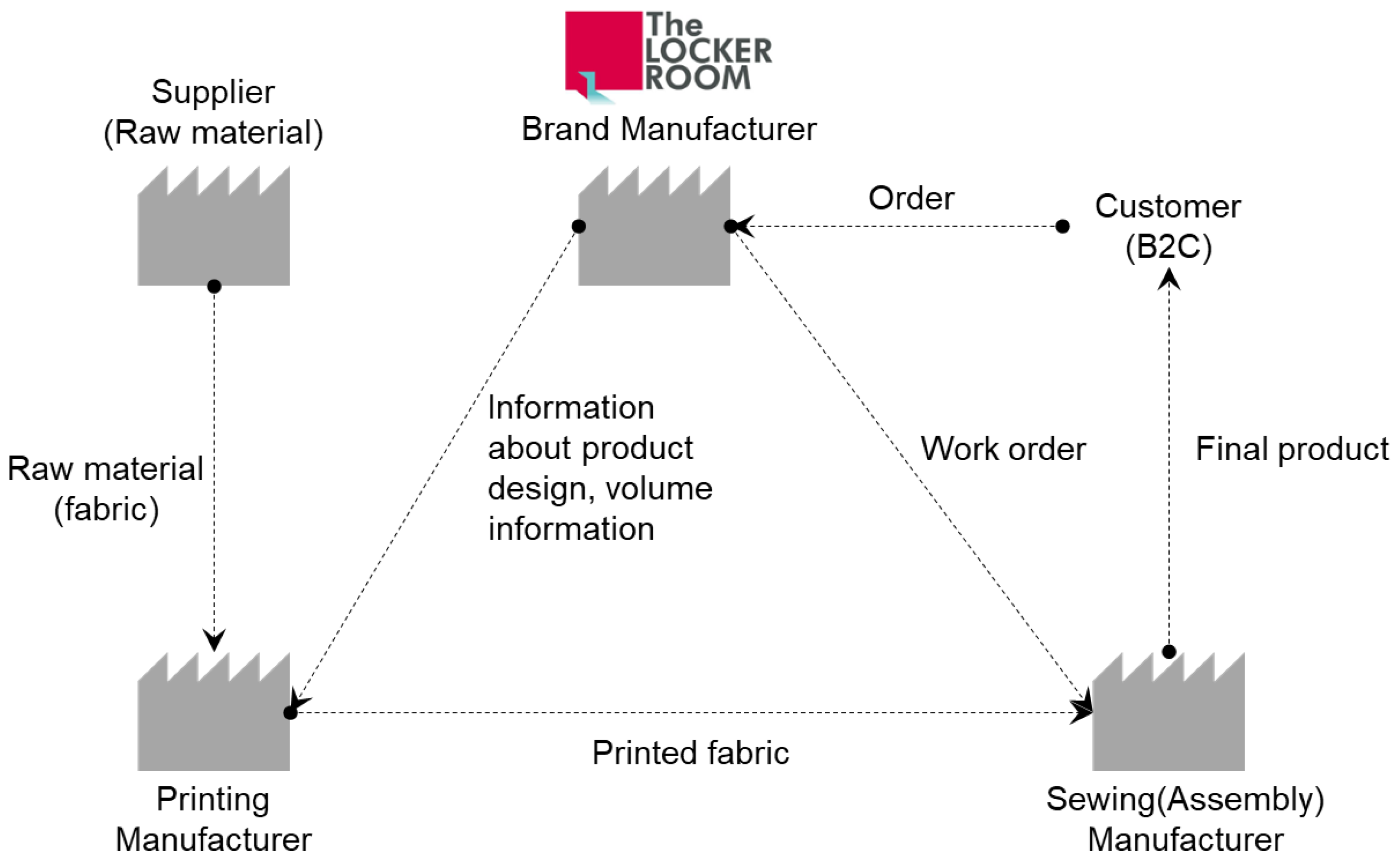
With disconnection and collapse of the supply chain as a consequence of the COVID-19 pandemic, the global fashion industry needs new supply chain acquisition strategies, such as RVC or domestic value chain (DVC), moving away from the existing GVC-based product development methods. This study aims to develop a cloud-based collaborative MES system to support collaboration between each small and medium-sized manufacturing company included in the urban RVC-type product development value chain for sportswear products in the fashion industry in Korea. The product development value chain targeted in this study is performed in the order of “customer order-design-fabric supply-printing-sewing”, as shown in Figure 4, and through collaboration between “brand company-fabric company-printing company-sewing company”, the final product is delivered to the customer through the product development and production processes.
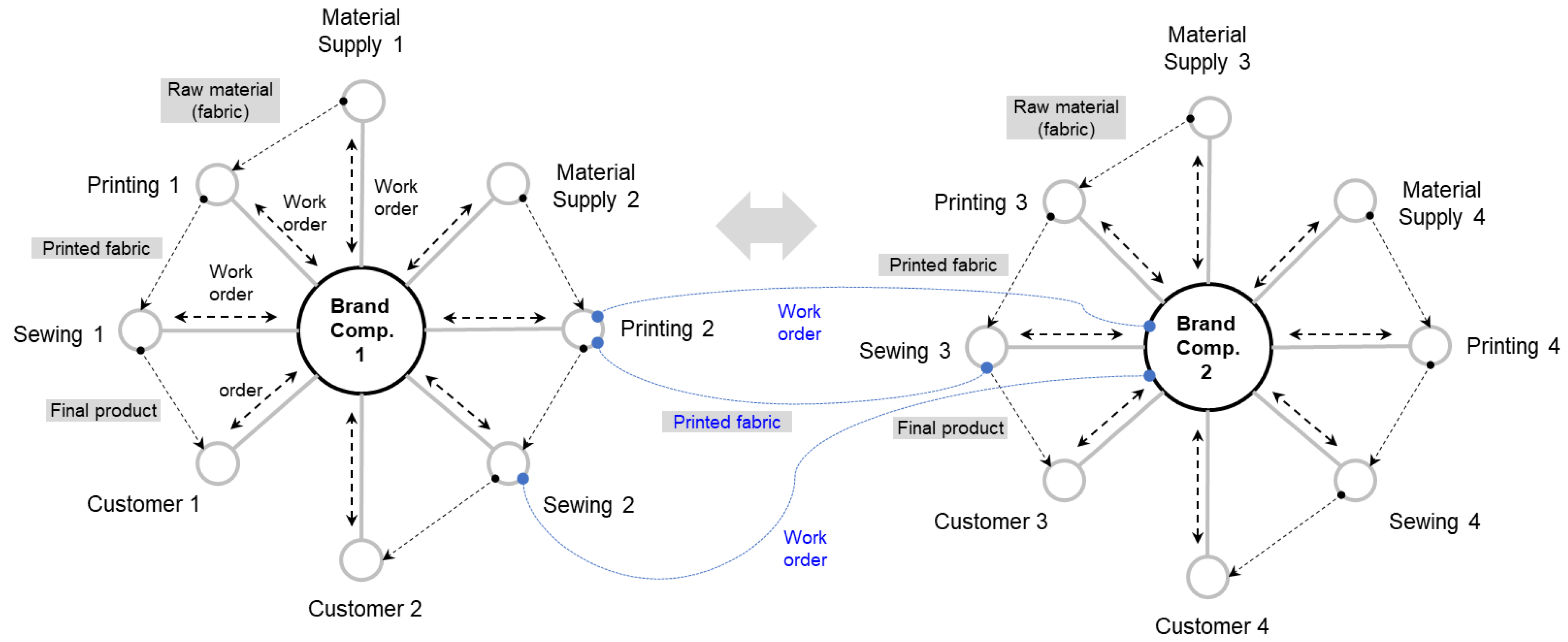
In general, the form of collaboration between companies in the value chain to produce sportswear products has the “hub and spoke model” structure, in which several fabric, printing, and sewing companies are connected to each spoke, centering on one brand company that is the hub (Figure 5). In this hub and spoke model, (1) the flow of information, such as customer orders and work instructions, takes place between the brand company (hub) and each collaborating company (spoke), and (2) the flow of parts, semi-finished products, and finished products proceed in the order of fabric companies > printing companies > sewing companies > customers.
Moreover, if collaboration is actively carried out in the target industry as shown in Figure 5, there is a possibility that the hub and spoke model, which is arranged mainly centering on Brand Comp. 1, can be connected to an additional hub and spoke model, centering on other brand company (Brand Comp. 2). However, this is not realized in the form of connection between hubs, but collaboration is made between spokes of different models.
4.2. Characteristics and Types of Collaboration
The definition, components, and success factors of collaboration are further examined through a literature review on the collaboration between companies included in the value chain of sportswear products, and a collaboration model for the collaboration type targeted in this study is presented.
In general, companies may have many ways to deal with difficulties, and one way of overcoming challenges in new markets is the collaboration with local competitors, suppliers, or customers [1]. In this way, new alliances for collaboration between companies are formed both in foreign and domestic markets that lead to product innovation, improved service, and new business opportunities [58].
In addition, the emergence of smart sensors and cloud technologies, which are the core technology of Industry 4.0, enables the sharing, access, and processing of data along the shop floor and between companies. Consequently, corporations are enabled by new, digital technologies to engage mutually in cross-corporate activities, a form of the so-called interfirm collaboration [59].
The collaborative efforts could include coordinating product development and just-in-time practices; exchanging data about demand forecasts and delivery schedules; and sharing cost and other strategic information [60,61,62].
Through this, we can confirm that the area of collaboration between manufacturers can be applied from both the horizontal value chain, i.e., the new product development process comprising idea generation, screening, concept development and testing, business analysis, product development, market testing, commercialization, and launch, and the vertical perspective of “Sensor-PLC-MES-ERP-Cloud”.
Many researchers have presented the numerous advantages that companies can gain through such collaboration between companies, as follows:
- To streamline processes, ensure flexibility, secure business synergies between companies, and provide opportunities for quality and innovation [70].
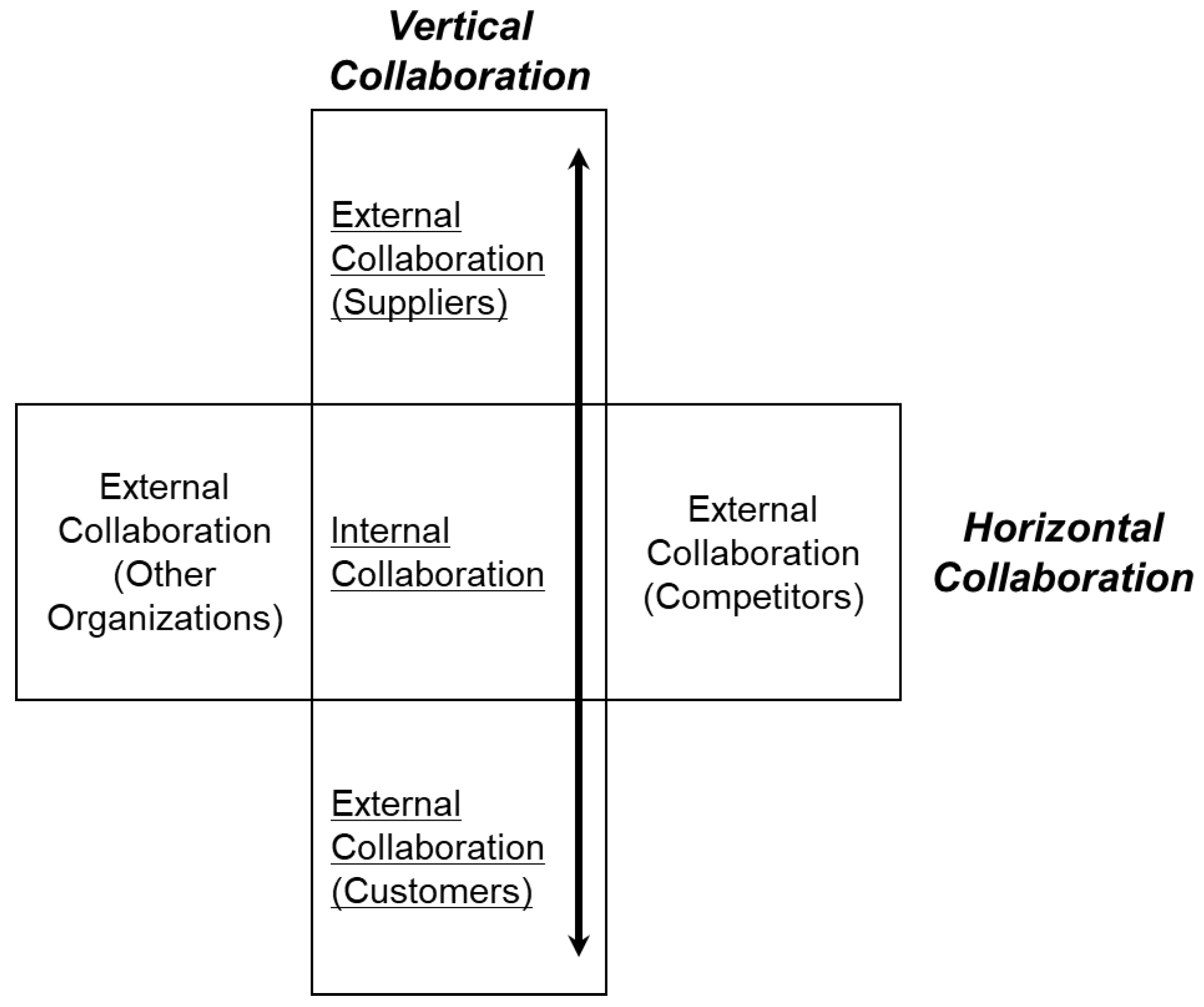
The types of cooperation between companies are divided into three categories: (1) vertical collaboration, (2) horizontal collaboration, and (3) lateral collaboration [71]. The collaboration targeted in this study is defined as a vertical collaboration in which two or more organizations, such as the design company, the manufacturer (material supply, printing, sewing), and the distributor share responsibility, resources, and performance information to serve to relatively similar end customers (Figure 6).
More specifically, The Locker Room, a design company, starts external collaboration through orders from customers, and based on customer orders, internal collaboration is carried out for R&D, purchasing, and marketing. Afterward, based on the work instructions generated by The Locker Room, external cooperation with material supply, printing, sewing, and distribution companies is conducted for the manufacturing and logistics work.
5. Design of the MES System
5.1. Overview of Collaborating Companies
The current step-by-step situation of the collaboration of companies in the sportswear manufacturing value chain of “customer order-design-fabric supply-printing-sewing” is as follows:
① Design companies are small and medium-sized companies that have customized sportswear product brands.
② Currently, design companies do not have production facilities; they receive customer orders, proceed with product development, and produce products through collaboration with fabric, printing, and sewing companies.
③ Furthermore, the system operated by the design company utilizes websites for customer orders and promotions, ERP, and 3D design tools for product design and development.
④ After the design work of the ordered product is completed, the design company goes through the process of delivering paper-printed work instructions to the printing and sewing companies via courier.
⑤ The printing company completes the printing work based on the received work instructions and the design file downloaded through the web hard system, and then delivers the printed fabric to the sewing company via courier.
⑥ The sewing company delivers the final product to the customer via courier after going through the cutting and sewing processes using the delivered work instructions and printed fabric.
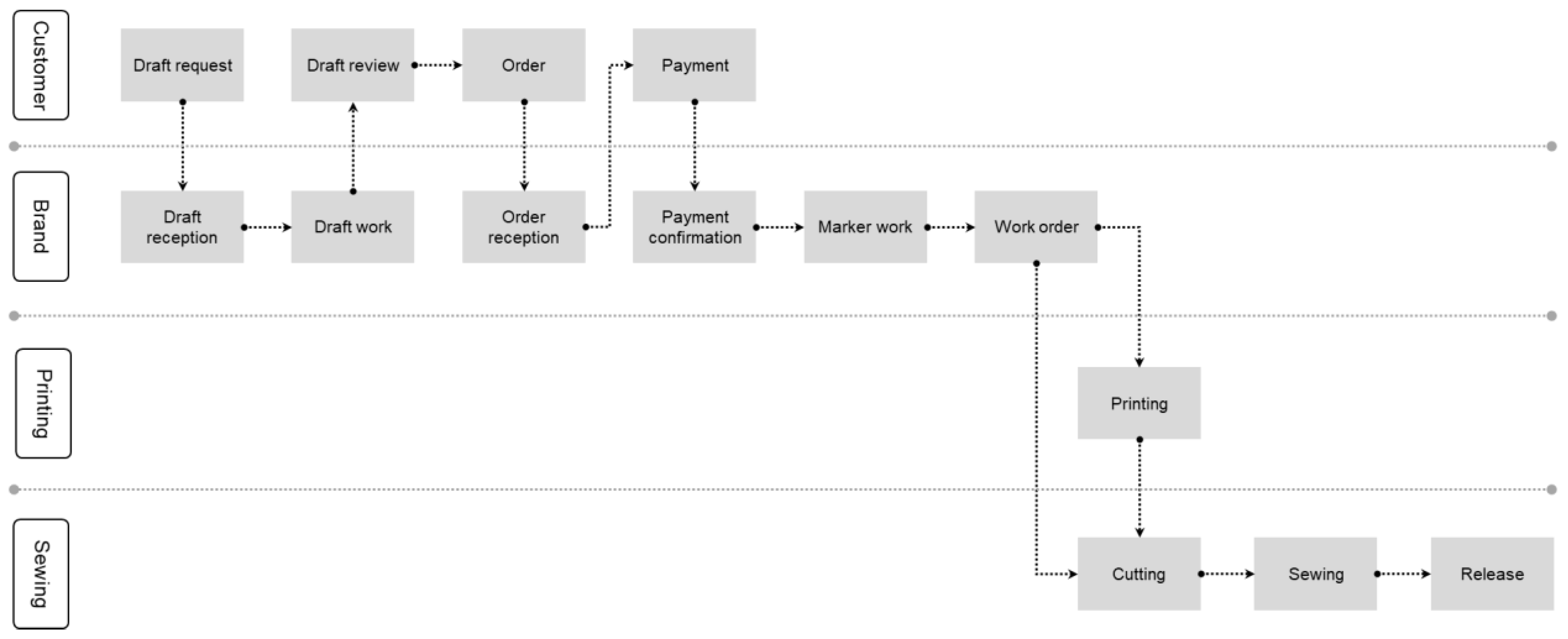
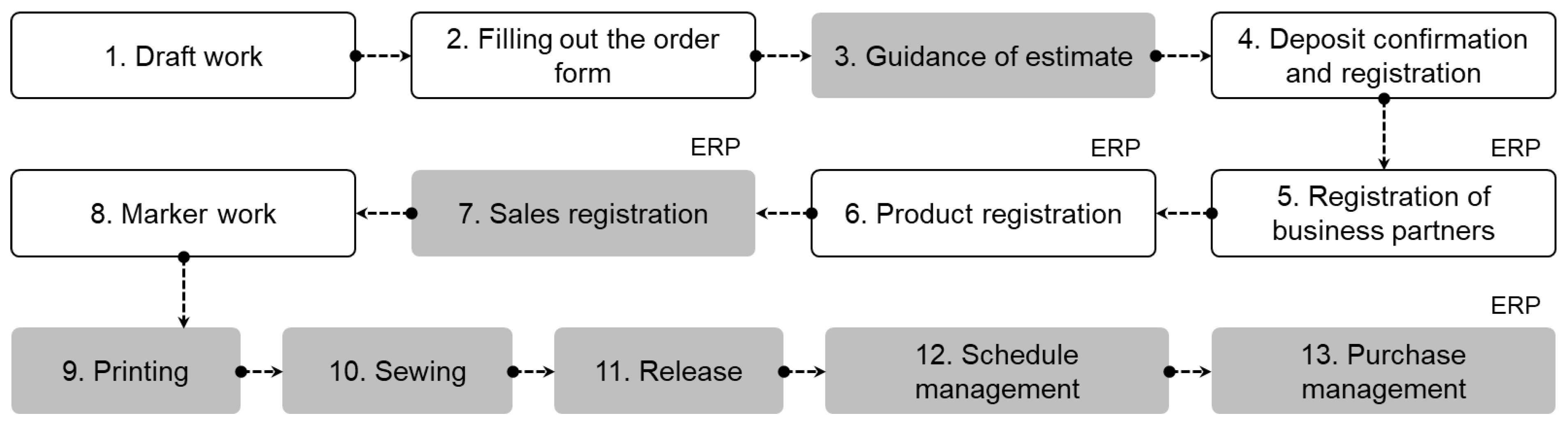
The detailed flow of the process in which sportswear products are finally delivered to customers from the order is carried out in 14 processes, as shown in Figure 7.
Next, the difficulties experienced by the collaborating companies described above can be summarized as follows:
① Collaborating companies, including customers, cannot perform effective track and trace to their materials and orders, resulting in a high level of work-in-progress (WIP) inventory and defective products. Furthermore, it is difficult to identify in which process the defect occurred and respond to that.
② When a design company that processes customer orders receives orders, it is difficult to identify the production capacity of a collaborative company, making it difficult to analyze the appropriate quantity of orders.
③ If a design company receives an order exceeding the production capacity of a collaborative company, the design company needs to add an additional collaborative company to the fabric, printing, and sewing companies.
④ The production planning and work order is usually conducted in manual ways and released using paper-based sheets. The transaction data records are therefore inaccurate, inconsistent, and lagged.
5.2. Requirement Analysis and MES Function Suggestion
From the nine future MES deployment directions presented above, we present the following six development directions of cloud-based collaborative MES for the production of sportswear products based on the analysis of the requirements of the target industry.
① Cloud-based MES: The brand, fabric, printing, and sewing companies included in the sportswear manufacturing value chain targeted in this study are mostly SMEs in the form of urban small business owners, and in particular, the level of ICT introduction is quite low. In the case of brand companies, a 3D design system for product design has been introduced and used, and an ERP system focusing on order and accounting management is used. In the case of printing companies, brand companies download design files that have been completed from the web hard system and print them, and sewing companies do not use a separate ICT management system. Due to the cost and manpower limitations of SMEs, the introduction and operation of management systems such as MES need to be cloud-based.
② IoT-based MES: Among the functions of the MES system, the lot tracking function that tracks the process can be considered a key function to be applied even in a collaborative environment. As such, in addition to the company’s internal process, various standard protocol-supporting IoT-based MES systems are needed for connecting various devices such as QR systems, vision systems, and mobile terminals for lot tracking between collaborative companies. Furthermore, due to the recent development of various sensors and IoT terminals, IoT-based MES systems for real-time manufacturing data processing, such as that related to the manufacturing environment and facility status, are needed.
③ Collaborative MES: The manufacturing process of producing sportswear covered in this study goes through the “design-fabric supply-printing-sewing” steps and is conducted through collaboration with different companies at each stage. The collaboration form in this study consists of several collaborating companies (fabric, printing, sewing) centered on one design company, and the collaborative companies may change flexibly depending on the number of orders made by customers. Moreover, the suspension of transactions or new transactions with the collaborative company may occur according to various criteria, such as the quality level of the collaborative company and compliance with the delivery date. In other words, there is a need for a collaboration function-supporting MES system that can reflect the requirements of such collaboration.
④ MES mobility: For implementing lot tracking, which is an important function of MES, it is necessary to collect information at the start and end of the process. For example, in a sewing company, after the fabric printed with the design is received, the detailed process of “spreading-tailoring-sewing-package-delivery” is carried out. In particular, in the sewing process in which a number of workers use individual sewing machines to assemble the final product, requests such as whether the worker works or managing defective products are issued for the fabric. As such, it is difficult to check the start and end of the process automatically, and there is a need for a plan for lot tracking in a process centered on workers. To this end, it is necessary to apply the MES platform using mobile devices, and in particular, UI/X, considering that the worker’s workability needs to be reflected.
⑤ Integration: In the collaboration case in this study, design companies that proceed with customer orders and product development are currently using the ERP system, and if the MES system is introduced in the future, it is necessary to link the purchase and sales functions of the product.
⑥ Scalability and reconfigurability: In the case of the fashion industry, it is necessary to introduce an MES system that can reflect the form of “discrete production” among the types of manufacturing processes. Considering the 11 functions proposed by MESA described above, it is necessary to apply the MES system in consideration of the type and automation level of the industry.
5.3. Modeling of MES System
The goal of the MES development proposed in this paper is to develop an integrated platform that can be used as a collaboration system for different stakeholders related to the value chain, from product development to delivery to the customer. Therefore, the collaboration system should include four companies (brand manufacturer, fabric supplier, fabric printing, and sewing) and involve the customers who purchase the final product (sportswear). Production managers and employees of the four companies in this production network were identified as relevant stakeholder groups for the collaboration scenario. Real-time process information (order information) and information on quality issues (especially for the printing and sewing companies) were identified as the main needs of these stakeholders.
Through the analysis process, we present four UML diagrams as follows.
- (1)
- Component Diagram
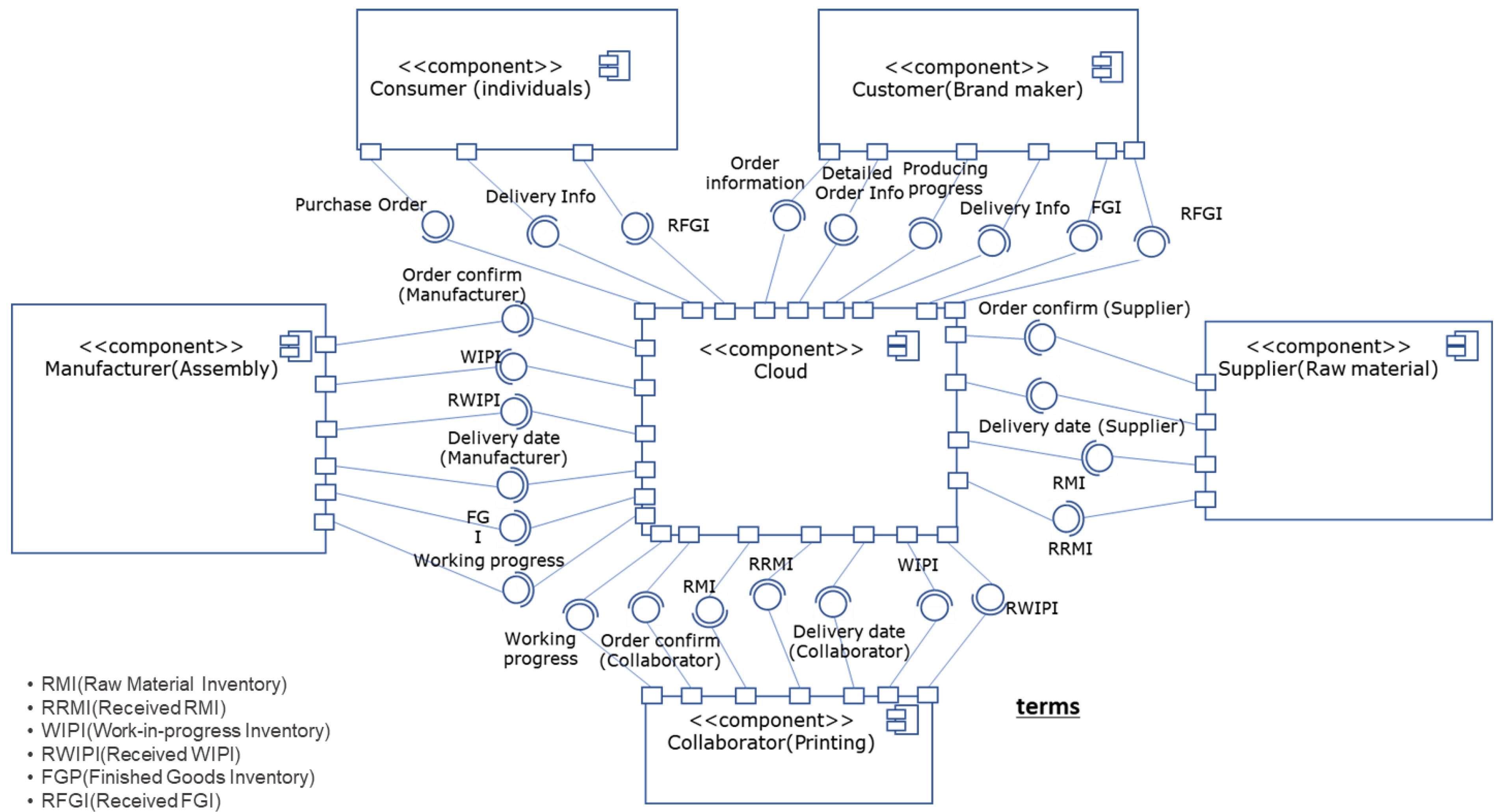
As the component diagram illustrates (Figure 8), a total of six components are included with the cloud platform as the focal component:
- Cloud: central repository actor, where all information about the production process is stored.
- Customer (individuals): user of the web store, who orders products.
- Customer (brand manufacturer): actor that instructs the production by confirming the customer order.
- Supplier (raw material): actor who supplies fabrics.
- Manufacturer (printing)—thermal transfer printing company: actor who receives and prints the fabric.
- Manufacturer (assembly): actor that performs sewing work after receiving the printed fabric.
Important information exchanged in this collaboration scenario includes raw material information (RMI) of the garment fabric, WIP, e.g., for garments with sublimation printing, or finished goods inventory (FGP) for the garment to be delivered to the customer.
When a brand manufacturer receives an order through the web store, it not only provides a set of information to process the order, but also receives information about the status of goods in and out, from the material order to production process, through the dashboard in real time. In doing so, it is possible to create efficient and flexible production schedules by ensuring the flow of information between companies via the cloud and building a system that can actively respond to disruptions.
- (2)
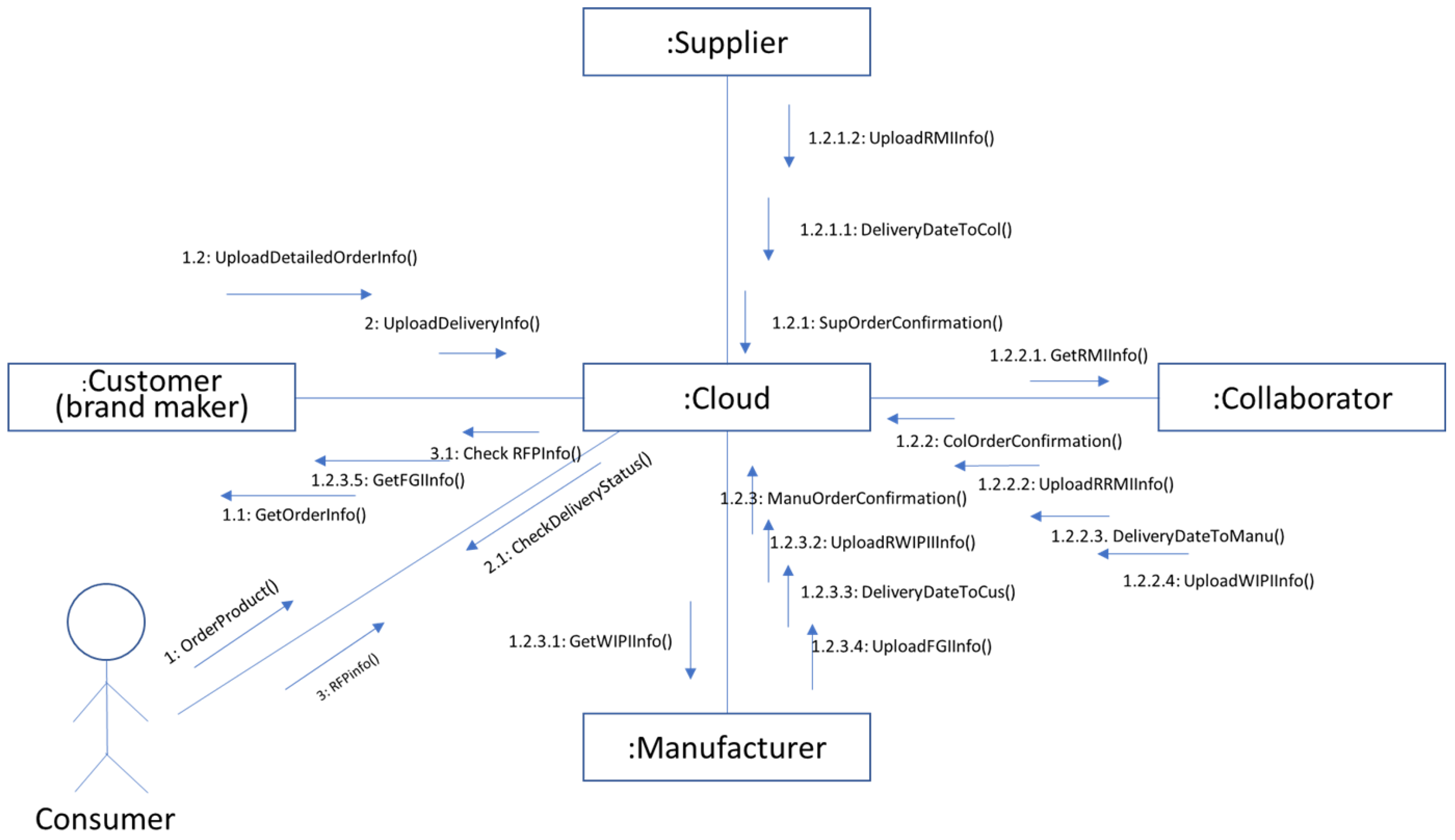
- Communication Diagram
The main communication flow represents the interaction from the customer order (individuals) to process-specific production information to delivery (Figure 9).
① The customer places an order for a product. Based on this order, the brand manufacturer creates a design proposal and generates order and design information and work orders that are sent to the collaborating companies.
② Through the cloud, the fabric supplier verifies the fabric order information and completes the fabric delivery information. The print shop documents the amount of fabric used (including WIP). The sewing plant queries the WIP information and adds its own information on fabric consumption (including WIP) and product delivery via the cloud.
③ The brand manufacturer verifies the order processing status of each cooperating company via the cloud, checks the product delivery information, and the customer receives the finished product.
- (3)
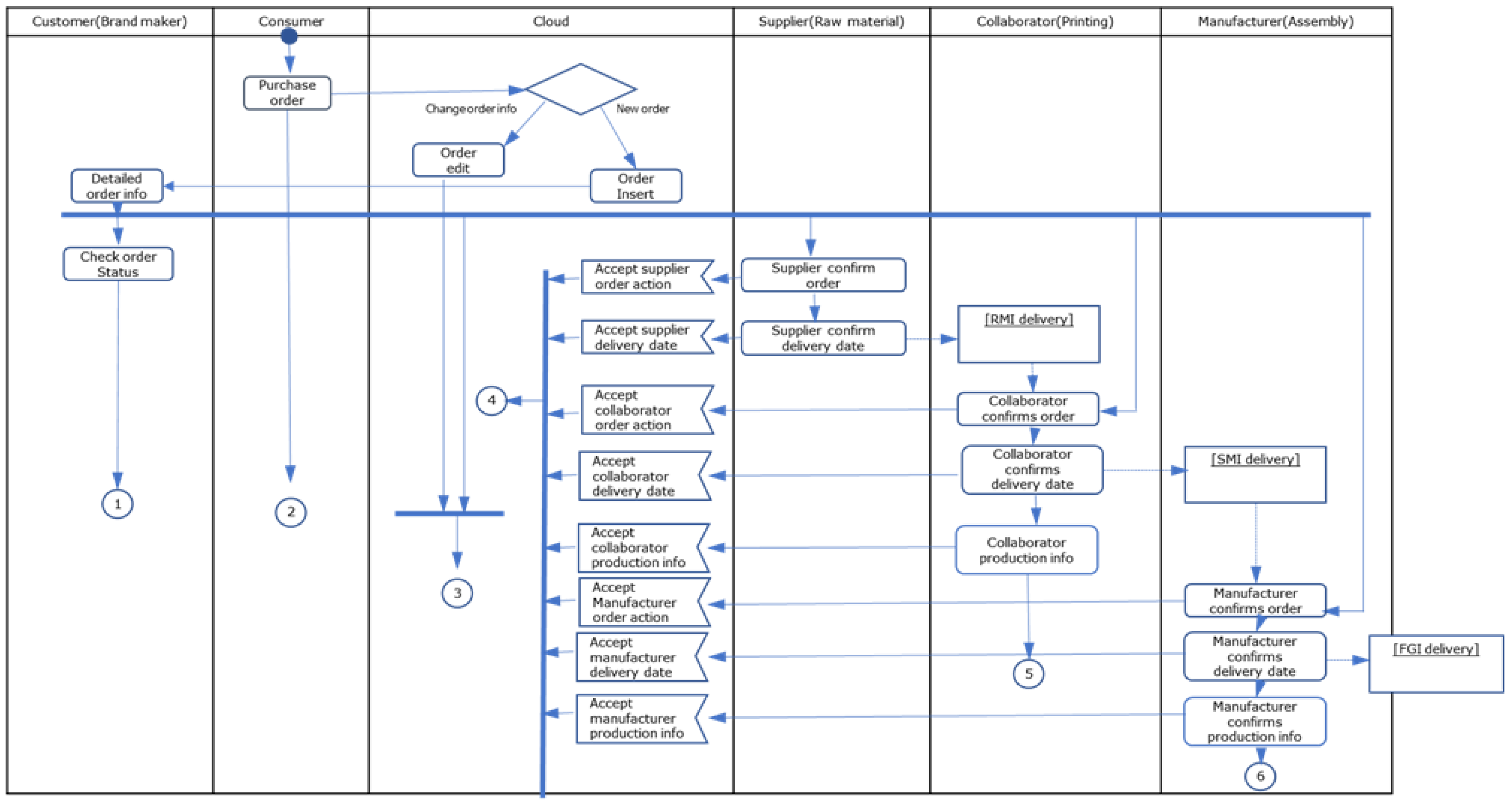
- Activity Diagram
An activity diagram is used to identify the required interactions between the central components (Figure 10). The data generated by the barcode systems, sensors, and various IoT devices are collected by the cloud system, and the required information is provided to the cooperating companies.
Through this information exchange, the cooperating companies can easily create and manage intelligent production schedules. For each order, a status query can be made on the exchanged order, design, and process information. Owing to the continuous recording of production defects throughout the entire production process, all defects can be corrected by the time the customer orders are completed.
- (4)
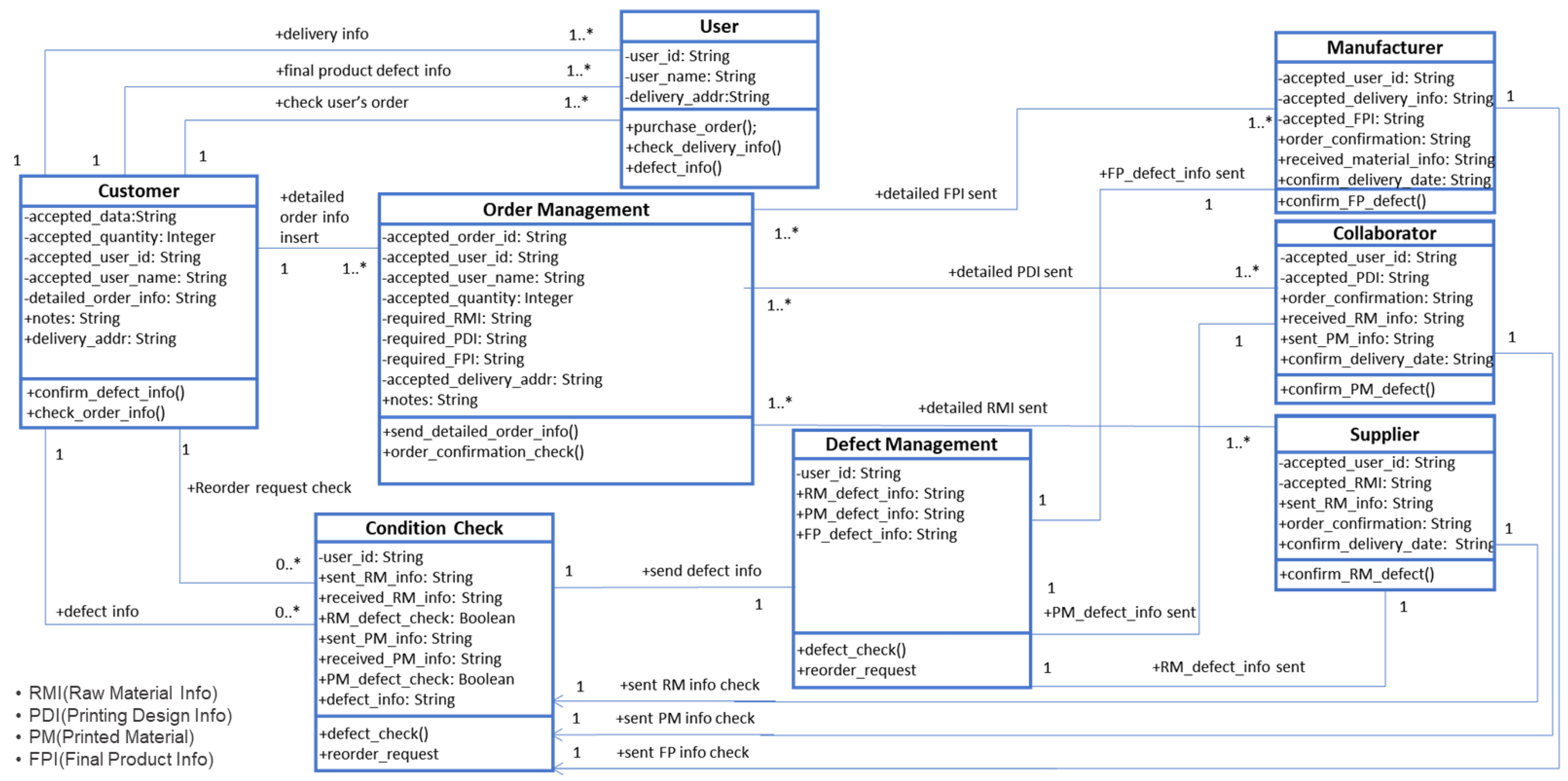
- Class Diagram
The class diagram represents the actors defined in the component diagram as independent classes (Figure 11). In addition, there are classes for order management, for defect management, and for RMI and WIP defect checking. The diagram is composed by defining the exchange data and interfaces between all classes.
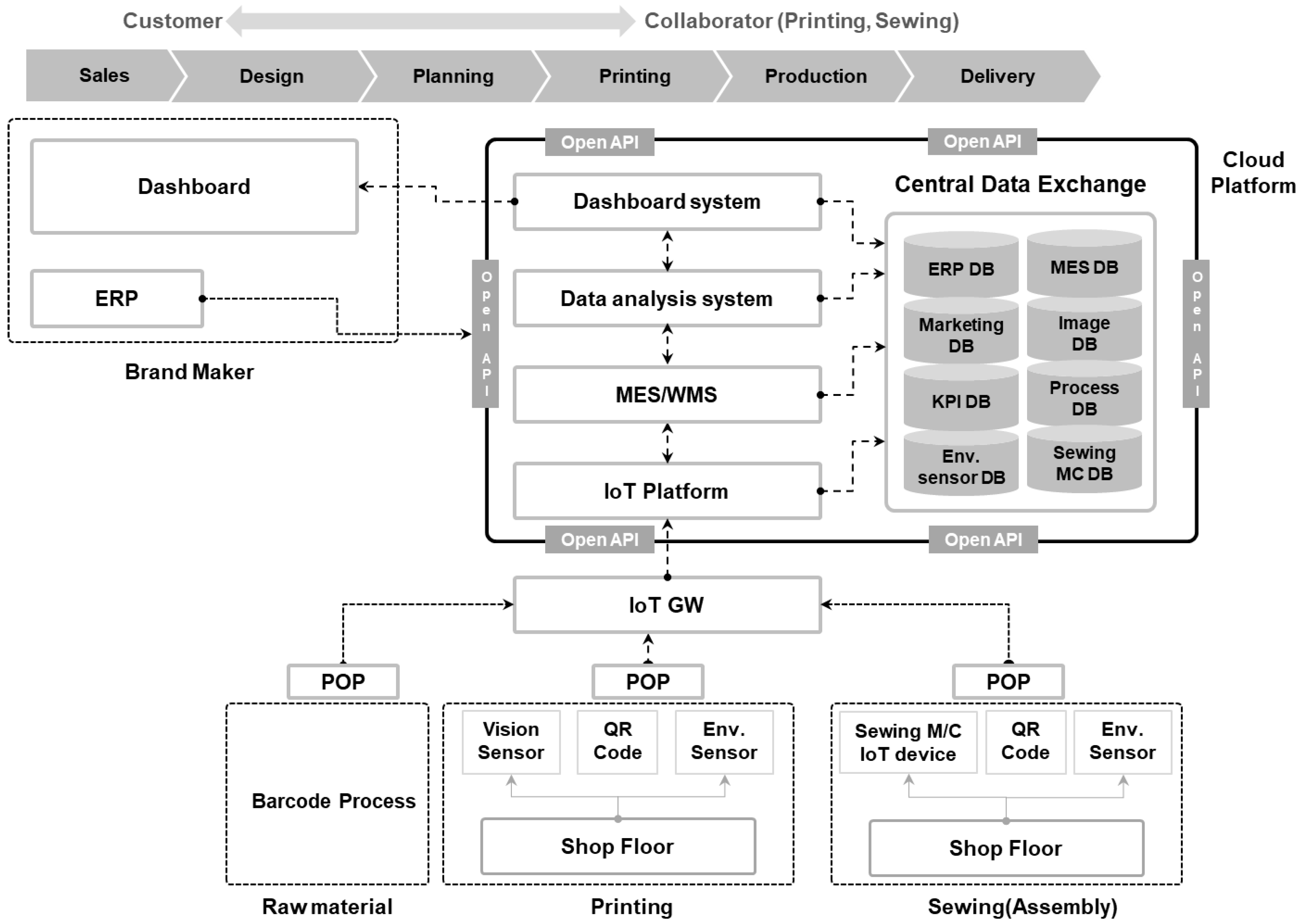
Through the modeling process of the collaborative MES system thus far, the conceptual framework for system development is presented in Figure 12.
In the proposed framework, for process tracking according to product orders, each company needs a traceability system to provide material flow data to the MES system. Information on work performance is generated via an IoT device on the sewing machine, information on the status of order processing via the vision sensor (QR code recognition), and information on measurement data via the temperature and humidity sensor. The information is stored in the database via the IoT gateway. In this process, the MES system must be networked with the ERP system to store customer order information and manage design information and work order information.
6. Development and Application of MES System
6.1. System Application
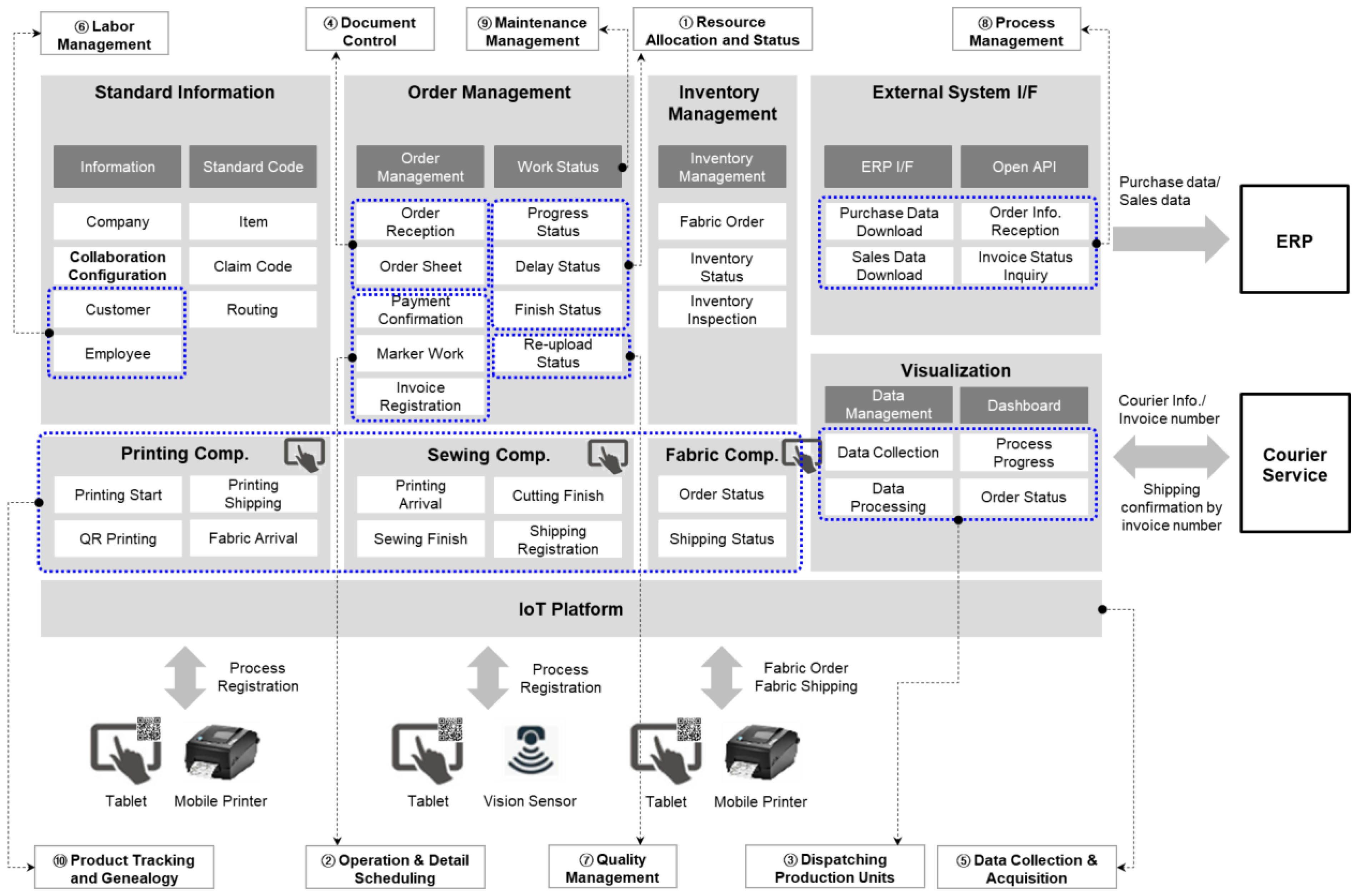
In this study, in consideration of the six MES development directions, UML modeling results, and conceptual framework derived so far, a functional framework for specific system development is proposed as shown in Figure 13. Based on the proposed framework, a cloud-based collaborative MES system was developed and applied for supporting collaboration between design, fabric, printing, and sewing companies included in the sportswear manufacturing value chain. The functions of the applied system are based on the six MES construction directions presented above.
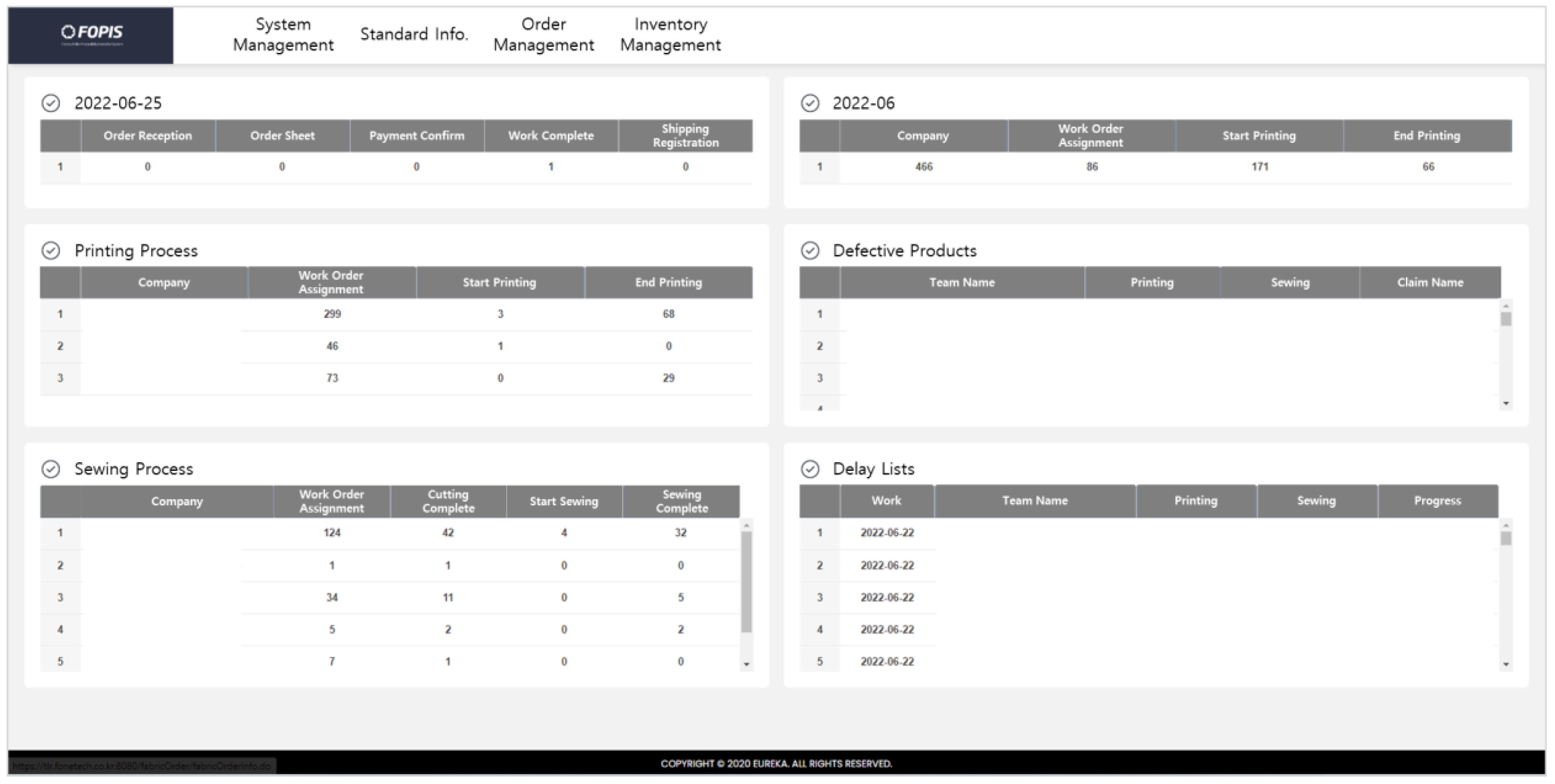
First, when a design company logs into a collaborative MES system, which is a web-based (cloud-based) system, it is possible to identify the current work situation in the printing and sewing companies (Figure 14). In addition, it is possible to monitor the status of defects by process and delayed work anytime, anywhere.
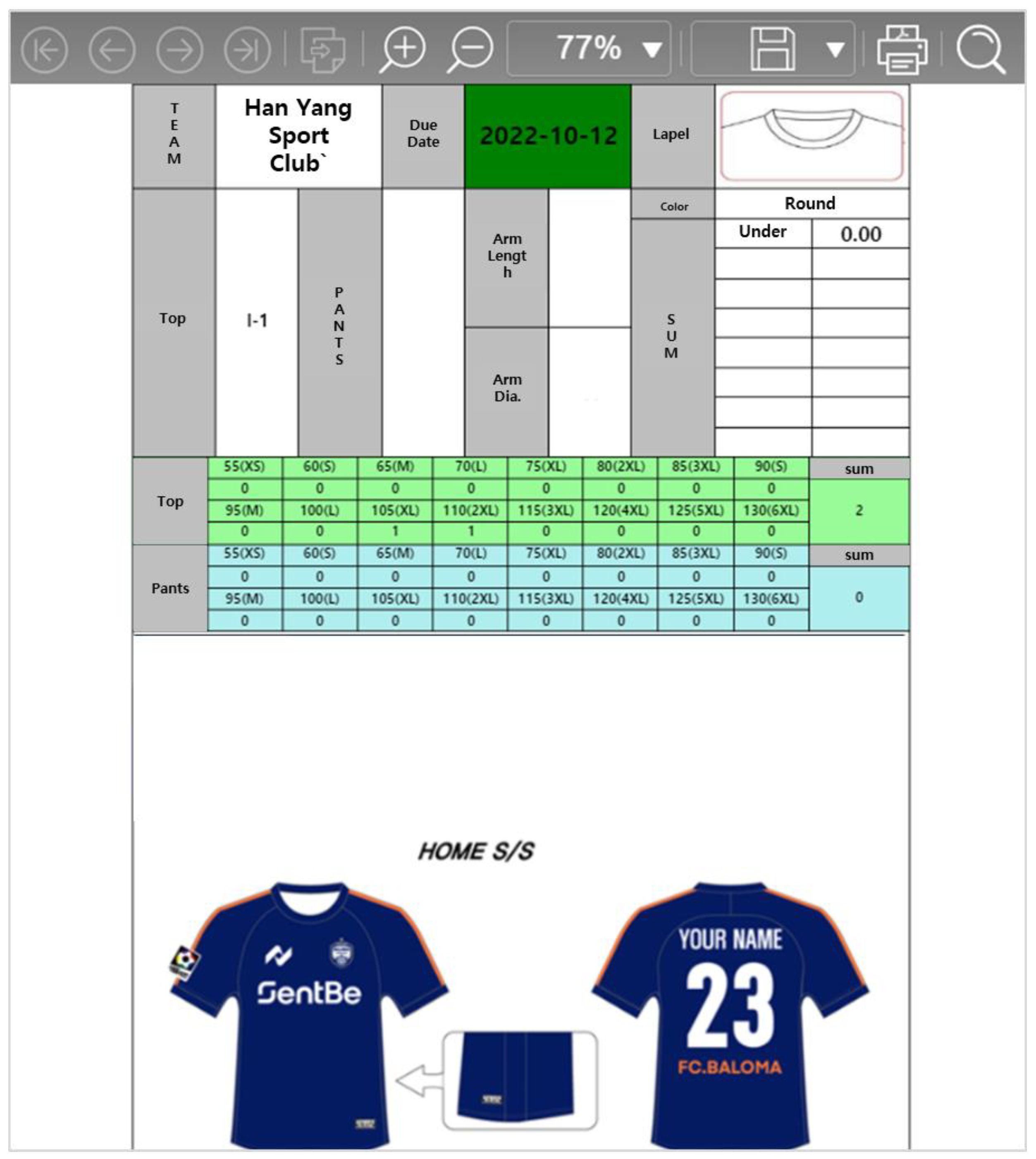
Moreover, the design companies prepare digital-based work instructions as shown below in Figure 15, not paper-based work instructions, and proceed with work instructions for each collaborative company. When working on a marker for a job with a confirmed order, a QR code is inserted for future process tracking.
If a defect occurs in the work ordered by a customer, it is possible to monitor the detailed defect-related information such as the time when the defect occurred, customer name, process of occurrence and company, cause of the defect, and worker.
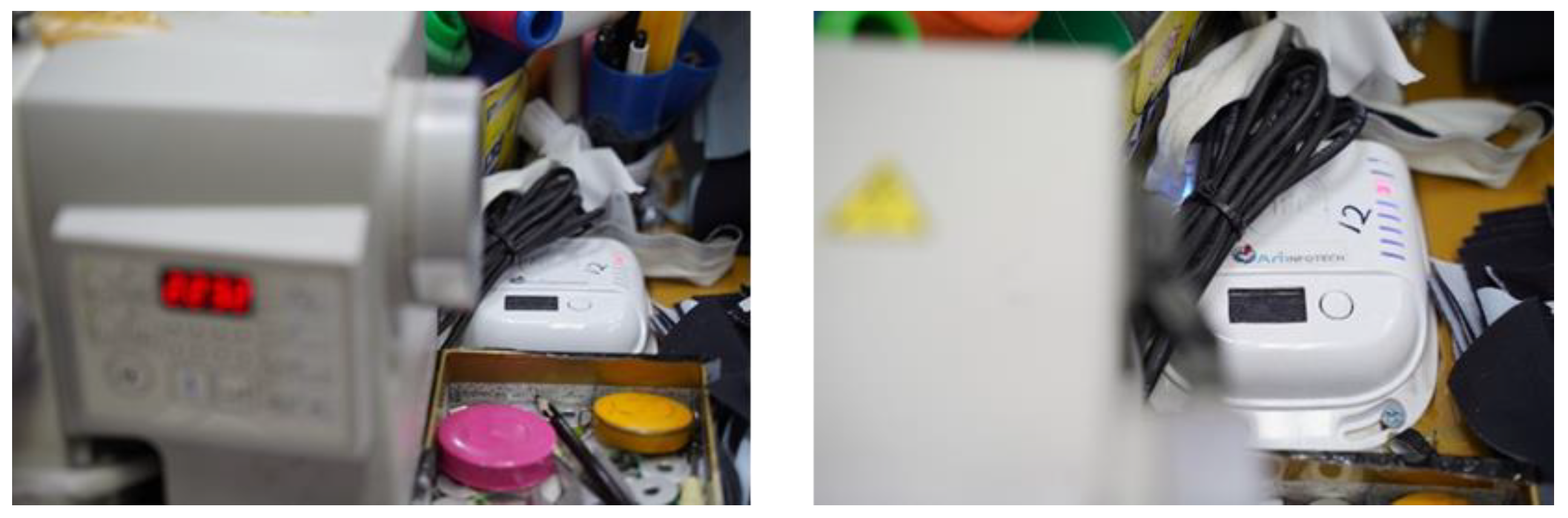
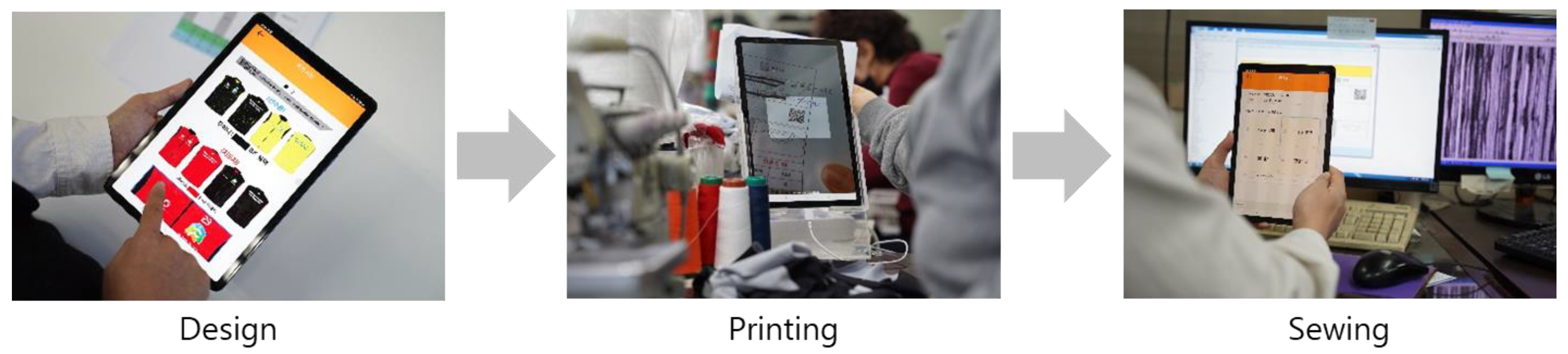
Second, in this study, we applied the IoT platform for the purpose of lot tracking and real-time manufacturing data collection and interworking with MES. First, for lot tracking, lot tracking between processes was implemented using QR information added in the work order, and the corresponding QR included customer name, release date, and company name. Moreover, the QR information printed on the fabric was recognized by the vision system when the tailoring began to track the tailoring process among the detailed processes carried out by the sewing company (Figure 16). Second, in this study, we used the IoT platform to collect environmental sensor data, such as temperature and humidity in the manufacturing process, and sewing machine data to perform MES linkage. In this study, a separate IoT device for collecting sewing machine data was used to collect data related to sewing work such as working time, machine operation time, and preparation time (Figure 17). In the future, these data can be used for the purpose of improving productivity through line-balancing analysis of the sewing process through integration with the MES system.
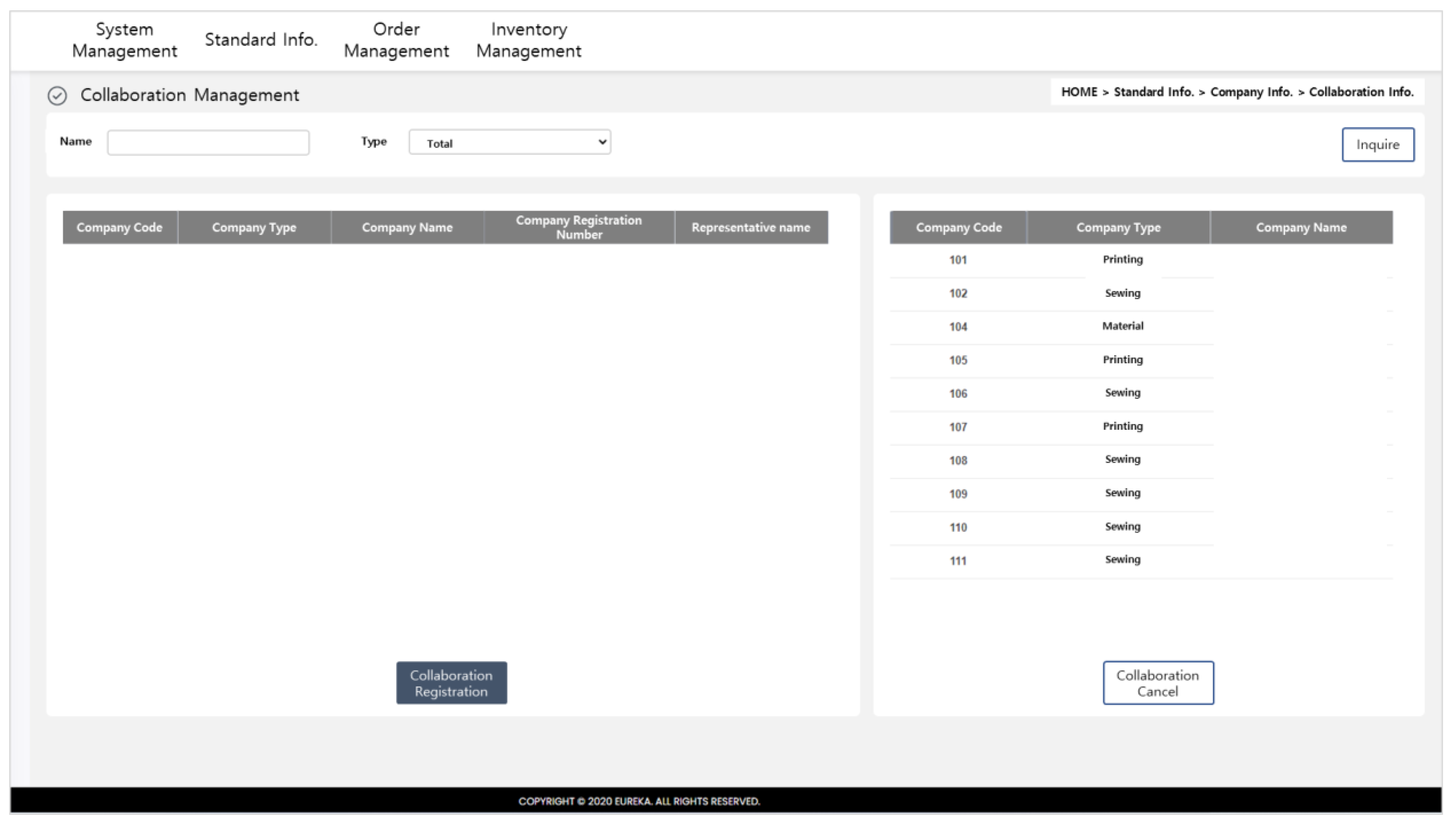
Third, in this study, a total of 11 companies are participating: one design company, one fabric company, three printing companies, and six sewing companies, which are collaborating in the sportswear product manufacturing value chain of “design-fabric-printing-sewing” (Figure 18). In this way, a collaboration management function that enables flexible management of the collaborative companies was applied according to the order quantity of the design companies, which are the hub companies. If the number of collaborative companies increases in the future, it will also be necessary to introduce a company recommendation system that can effectively select the collaborative companies.
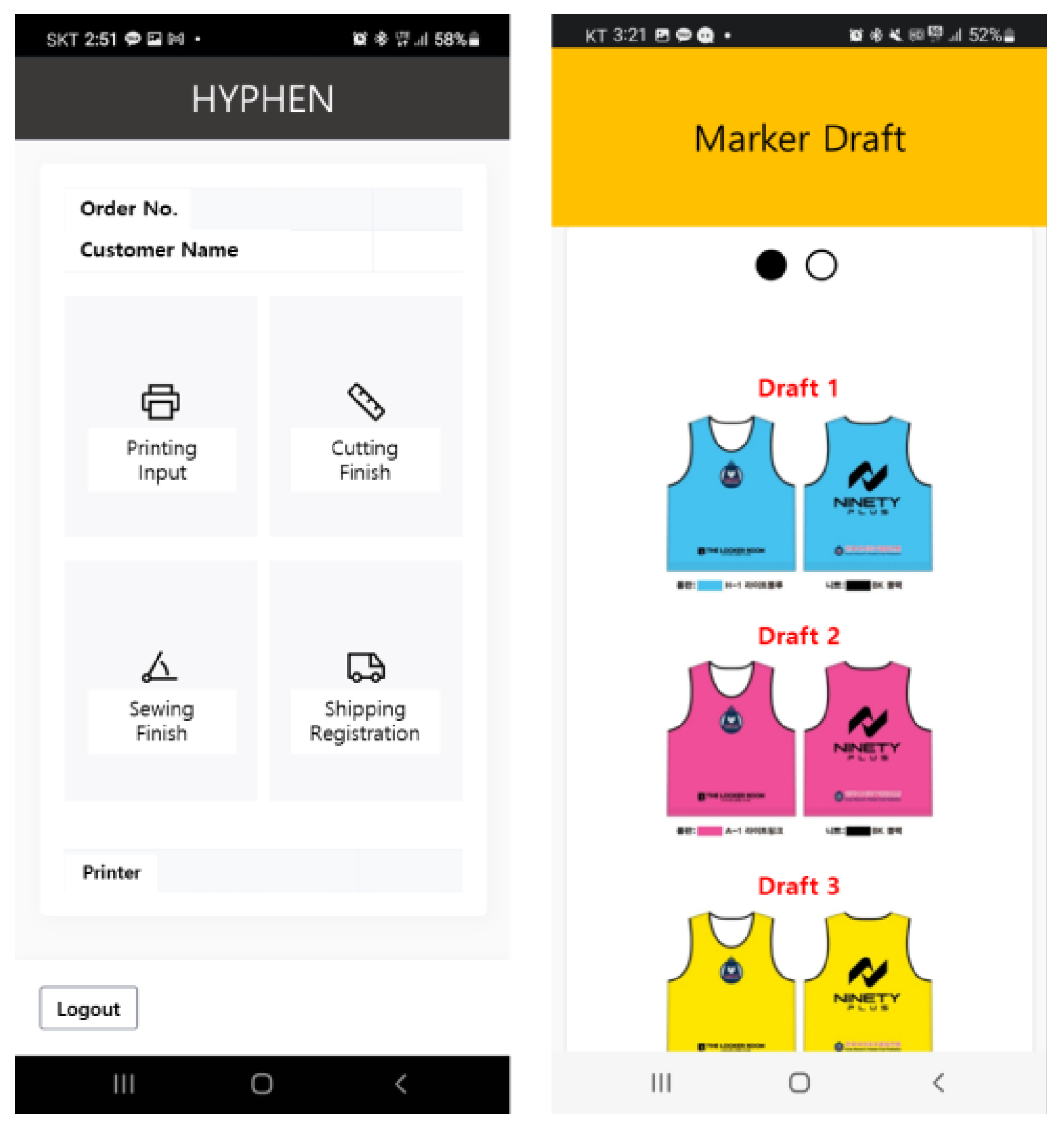
Fourth, in the case of the cloud-based collaborative MES system proposed in this study, an Android-based mobile system was applied to support the management function of mobile workers in each process. For example, information on work instructions transmitted by design companies can be verified by sewing companies through mobile systems (Figure 19) and process progress can be managed step by step (Figure 20).
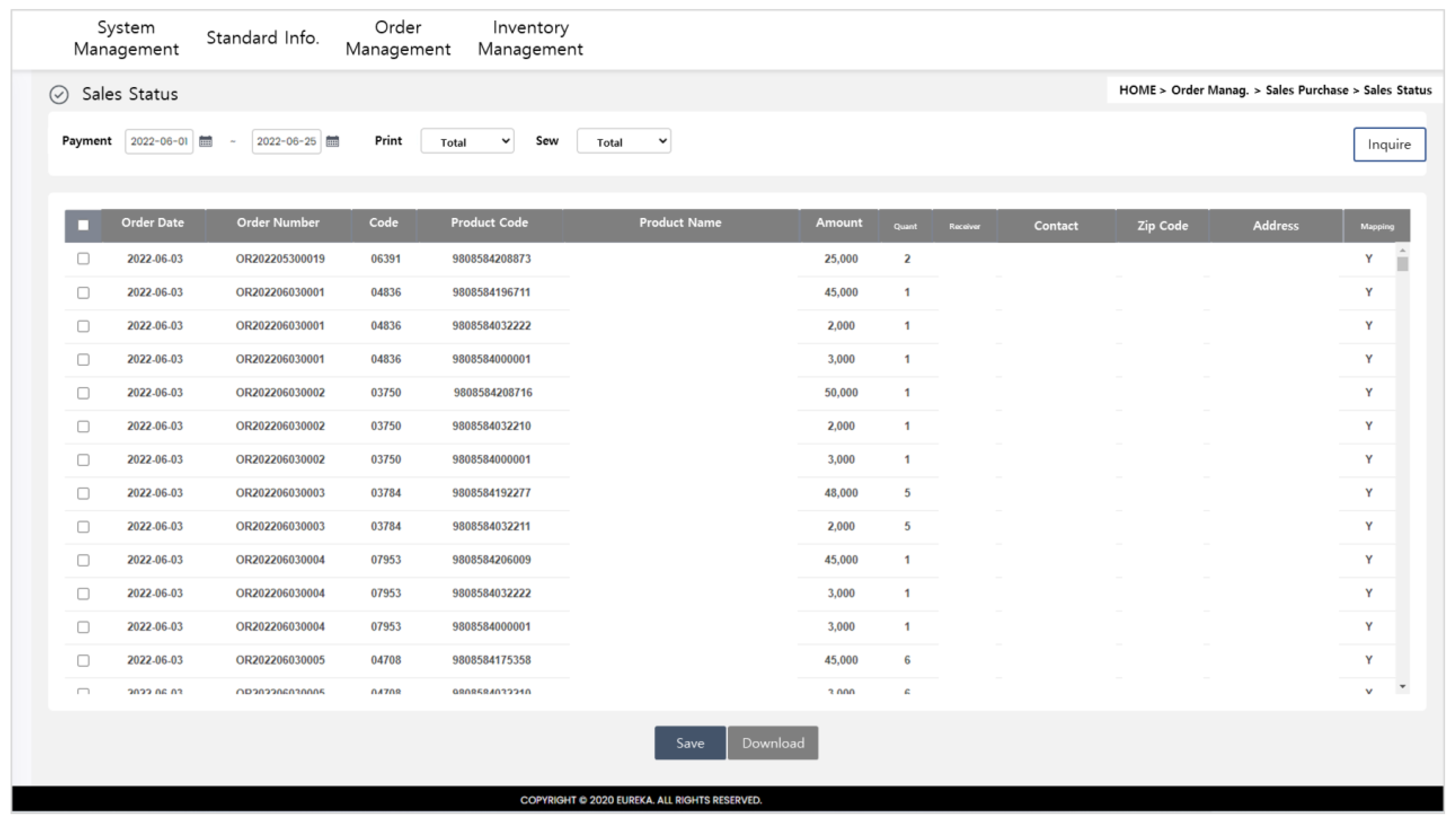
Fifth, from the perspective of integration, this study largely considered two aspects. They are the integration between the aforementioned lot tracking and the IoT platform for real-time manufacturing data connection and the integration with the ERP currently being used by design companies. Figure 21 shows the linkage between ERP and the product sales function.
Sixth, we implemented and applied the functions of the MES system in consideration of the process characteristics and collaboration of the fashion industry, which is the target industry of this study. According to the functional framework presented in Figure 13, out of the 11 functions presented by MESA, 10 functions were implemented except for the performance analysis function. The collaboration management function for collaborative company management was classified as the labor management function among the MESA functions.
6.2. Effects of Introduction
The system developed in this study was originally applied to one design, one fabric, one printing, and one sewing company; however, as suggested above, it was expanded to 11 companies through the application of this system and the system is being actively utilized. In addition, in terms of the improvement of KPIs according to the introduction of cloud-based collaborative MES in the process, process improvement was realized for 7 out of 13 processes and a process automation ratio of 50% or more was achieved (Figure 22).
Furthermore, through real-time quality management in the process using mobile devices, quality and efficiency were improved and the delivery date of products to customers was shortened. If a continuous system is used in the future, quantitative improvement results for the process automation ratio, quality, and KPIs of the delivery date can be presented.
7. Conclusions and Future Works
In this study, we developed a “cloud and collaboration-based MES system” to support the connection and integration of the value chain of “order-design-production-delivery” for the production of sportswear products in the Korean fashion industry and applied the system to manufacturing companies. The following research results were obtained.
First, the mapping results for the development stage of the management system including ERP and MES were presented, supported by the annual analysis of the industrial revolution stage and the manufacturing company innovation methodology. Through this process, it was identified that cooperation between companies is becoming important in recent years and that the MES system is continually being developed.
Second, through the analysis of the concept, the necessity and importance of introduction, and the current development status of MES, which is an important system for implementing smart manufacturing and smart factory in the Industry 4.0 era, nine future MES deployment directions and frameworks were identified.
Third, the analysis of the collaboration model between participating companies at each stage of the sportswear production value chain targeted in this study, the characteristics of that collaboration, and the form of collaboration were presented.
Fourth, AS-IS analysis was carried out on collaborative companies in the sportswear manufacturing value chain, which is the subject of this study, and through this, the analysis of the requirements of six future MES construction directions was conducted. Through this process, we performed the MES system design process. Through the UML modeling process, the conceptual framework of the cloud-based collaborative MES system was derived.
Fifth and finally, we presented a functional framework for collaborative MES development, and based on this, the system was applied to 11 companies included in the target value chain. In particular, examples of system applications that have been actually introduced and operated based on the six MES construction directions were presented.
Next, we present the following research content to be conducted in the future.
- Development and application of the “artificial intelligence and data analysis module” using facility data and environmental sensor data collected in this study, alongside additional collectible manufacturing data, such as power and vibration.
- Development of a “collaborative enterprise recommendation system” to recommend appropriate enterprises when the number of collaborative enterprises increases to the extent that it is difficult to select fabric, printing, or sewing companies from the perspective of a design company.
- Development of a “product design recommendation system” that allows design companies to recommend design candidates in consideration of the requirements of customers who want personalized products.
- Full integration of MES systems and ERP systems.
Consequently, the final operation form of the “cloud-based collaborative MES” presented in this paper should be serviced to the manufacturing company in the form of DT (Digital Twin). Currently, there are many difficulties in applying DT technology, which is the core technology of Industry 4.0, to SMEs [72]. In the future, if information related to products, processes, and resources is continuously accumulated through cloud-based collaborative MES, and a bidirectional, standardized, and automated information flow is achieved [72], then the application of DT will be possible.
Author Contributions
Conceptualization, Y.C. and C.L.; methodology, Y.C. and C.L.; software, M.K.; validation, Y.C. and C.L.; formal analysis, Y.C.; investigation, M.K.; data curation, M.K.; writing—original draft preparation, Y.C. and M.K.; writing—review and editing, Y.C. and M.K.; visualization, Y.C.; supervision, Y.C.; project administration, Y.C.; funding acquisition, Y.C. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by the international joint technology development project (P0014149, Development of integrated operating platform technology based on IoT and cloud for optimizing value chain in sewing industry), funded by the Ministry of Trade, Industry and Energy (MOTIE).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Lanza, G.; Ferdows, K.; Kara, S.; Mourtzis, D.; Schuh, G.; Váncza, J.; Wiendahl, H.P. Global production networks: Design and operation. CIRP Ann. 2019, 68, 823–841. [Google Scholar] [CrossRef]
- Verhaelen, B.; Mayer, F.; Peukert, S.; Lanza, G. A comprehensive KPI network for the performance measurement and management in global production networks. Prod. Eng. 2021, 15, 635–650. [Google Scholar] [CrossRef]
- Pan, F.; Shi, H.; Duan, B. Manufacturing Execution System present situation and development trend analysis. In Proceedings of the IEEE International Conference on Information and Automation, Lijiang, China, 8–10 August 2015; pp. 535–540. [Google Scholar]
- Koren, Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Lu, Y.; Xu, X.; Wang, L. Smart manufacturing process and system automation–a critical review of the standards and envisioned scenarios. J. Manuf. Syst. 2020, 56, 312–325. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consult. Group 2015, 9, 54–89. [Google Scholar]
- Mantravadi, S.; Møller, C. An overview of next-generation manufacturing execution systems: How important is MES for industry 4.0? Procedia Manuf. 2019, 30, 588–595. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios: A Literature Review; Technische Universität: Munich, Germany, 2015; Dortmund 2015, Dortmund, 45. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Kegel, G.; Wucherer, K. Global information architecture for industrial automation. Atp. Mag. 2009, 51, 108–115. [Google Scholar] [CrossRef]
- Almada-Lobo, F. The Industry 4.0 revolution and the future of manufacturing execution systems (MES). J. Innov. Manag. 2015, 3, 16–21. [Google Scholar] [CrossRef]
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for Implementing the Strategic Initiative Industrie 4.0; Final Report of the Industrie 4.0 Working Group 2013; Forschungsunion: Berlin, Germany, 2013. [Google Scholar]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf-Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Rondeau, P.J.; Litteral, L.A. The evolution of manufacturing planning and control systems: From reorder point to enterprise resource planning. Prod Inventory Manag. J 2001, 34, 1–7. [Google Scholar]
- Skinner, W. The Taming of Lions: How Manufacturing Leadership Evolved, 1780–1984; Division of Research, Harvard Business School: Boston, MA, USA, 1984. [Google Scholar]
- Womack, J.P.; Jones, D.T.; Roos, D. The Machine that Changed the World; Harper Perennial/Harper Collins: New York, NY, USA, 1990. [Google Scholar]
- Simatupang, T.; Sridharan, R. An integrative framework for supply chain collaboration. Int. J. Logist. Manag. 2005, 16, 257–274. [Google Scholar] [CrossRef]
- Sheu, C.; Yen, H.; Chae, D. Determinants of supplier-retailer collaboration: Evidence from an international study. Int. J. Oper. Prod. Manag. 2006, 26, 24–49. [Google Scholar] [CrossRef]
- Kagermann, H.; Lukas, W.D.; Wahlster, W. Industrie 4.0: Mit dem Internet der Dinge auf dem Weg zur 4. industriellen Revolution. VDI Nachr. 2011, 13, 2–3. [Google Scholar]
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the future of German Manufacturing Industry, Final Report of the Industrie 4.0 Working Group; Forschungsunion: Berlin, Germany, 2013. [Google Scholar]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Chen, X.; Voigt, T. Implementation of the manufacturing execution system in the food and beverage industry. J. Food Eng. 2020, 278, 109932. [Google Scholar] [CrossRef]
- Jacobs, F.R. Enterprise resource planning (ERP)—A brief history. J. Oper. Manag. 2007, 25, 357–363. [Google Scholar] [CrossRef]
- Orlicki, J.A. Material Requirements Planning: The New Way of Life in Production and Inventory Management; McGraw-Hill: New York, NY, USA, 1975. [Google Scholar]
- Sum, C.C.; Yang, K.K. A study on manufacturing resource planning (MRP II) practices in Singapore. Omega 1993, 21, 187–197. [Google Scholar] [CrossRef]
- Younus, M.; Peiyong, C.; Hu, L.; Yuqing, F. MES Development and Significant Applications in Manufacturing—A Review. In Proceedings of the 2nd International Conference on Education Technology and Computer, Shanghai, China, 22–24 June 2010; pp. 97–101. [Google Scholar]
- McClellan, M. Introduction to Manufacturing Execution Systems. In Proceedings of the MES Conference & Exposition, Baltimore, MD, USA, 4–6 June 2001; pp. 1–7. [Google Scholar]
- Sellitto, M.A.; de Vargas, E.J. A method to align functionalities of a manufacturing execution system with competitive priorities. J. Manuf. Technol. Manag. 2019, 31. [Google Scholar] [CrossRef]
- AberdeenGroup. Manufacturing Transparency: Turning Visibility into Value. 2005. Available online: http://www.acumence.com/pdf/AberdeenTransparency.pdf (accessed on 6 June 2022).
- Crowley, B. Manufacturing execution systems vs. ERP/MRP: The myths and realities of coexistence in today’s electronics manufacturing environment. Glob. SMT Packag. 2011, 11, 10–16. [Google Scholar]
- Helo, P.; Suorsa, M.; Hao, Y.; Anussornnitisarn, P. Toward a cloud-based manufacturing execution system for distributed manufacturing. Comput. Ind. 2014, 65, 646–656. [Google Scholar] [CrossRef]
- Schleipen, M.; Münnemann, A.; Sauer, O. Interoperabilität von manufacturing execution systems (MES). Autom. Methoden Und Anwend. Der Steuer.-Regel.-Und Inf. 2011, 59, 413–424. [Google Scholar] [CrossRef]
- Akkermans, H.A.; Bogerd, P.; Yücesan, E.; Van Wassenhove, L.N. The impact of ERP on supply chain management: Exploratory findings from a European Delphi study. Eur. J. Oper. Res. 2013, 146, 284–301. [Google Scholar] [CrossRef]
- Saenz de Ugarte, B.; Artiba, A.; Pellerin, R. Manufacturing execution system—A literature review. Prod. Plann. Control 2009, 20, 525–539. [Google Scholar] [CrossRef]
- Hao, G.K.; He, W.P.; Yan, H.; Zhao, F. Model-driven reconfiguration method of manufacturing execution system. Comput. Integr. Manuf. Syst. 2010, 16, 536–542. [Google Scholar]
- Kletti, J. (Ed.) Manufacturing Execution Systems—MES; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2007. [Google Scholar]
- Iarovyi, S.; Mohammed, W.M.; Lobov, A.; Ferrer, B.R.; Lastra, J.L.M. Cyber–physical Systems for Open-knowledge-driven Manufacturing Execution Systems. Proc. IEEE 2016, 104, 1142–1154. [Google Scholar] [CrossRef]
- Qu, W.; Cao, W.; Su, Y.C. Design and implementation of smart manufacturing execution system in solar industry. J. Ambient. Intell. Hum. Comput. 2020, 1–17. [Google Scholar] [CrossRef]
- Mohammed, W.M.; Ramis Ferrer, B.; Iarovyi, S.; Negri, E.; Fumagalli, L.; Lobov, A.; Martinez Lastra, J.L. Generic platform for manufacturing execution system functions in knowledge-driven manufacturing systems. Int. J. Comput. Integr. Manuf. 2018, 31, 262–274. [Google Scholar] [CrossRef]
- Wang, H.; Liu, L.; Fei, Y.; Liu, T. A collaborative manufacturing execution system oriented to discrete manufacturing enterprises. Concurr. Eng. 2016, 24, 330–343. [Google Scholar] [CrossRef]
- ANSI/ISA-95.00.01–2000; Enterprise-Control System Integration Part 1: Models and Terminology. International Society of Automation: Research Triangle, NC, USA, 2000.
- CGI. MES Product Survey; CGI: Montreal, QC, Canada, 2016. [Google Scholar]
- Dai, Q.; Zhong, R.; Huang, G.Q.; Qu, T.; Zhang, T.; Luo, T.Y. Radio frequency identification-enabled real-time manufacturing execution system: A case study in an automotive part manufacturer. Int. J. Comput. Integr. Manuf. 2012, 25, 51–65. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, K.; Ke, A.; Li, J. RFID-Based Manufacturing Execution System for Mould Enterprises. Sens. Transducers 2013, 160, 451. [Google Scholar]
- Menezes, S.; Creado, S.; Zhong, R.Y. Smart manufacturing execution systems for small and medium-sized enterprises. Procedia CIRP 2018, 72, 1009–1014. [Google Scholar] [CrossRef]
- Wood, T.; Shenoy, P.J.; Gerber, A.; van der Merwe, J.E.; Ramakrishnan, K.K. The Case for Enterprise-Ready Virtual Private Clouds. In Proceedings of the Conference on Hot Topics in Cloud Computing, San Diego, CA, USA, 14–19 June 2009. [Google Scholar]
- Zhang, K.; Ma, B.; Dong, P.; Tang, B.; Cai, H. Research on Producer Service Innovation in Home-textile Industrial Cluster Based on Cloud Computing Platform. In Proceedings of the IEEE International Conference on Service Operations and Logistics, and Informatics, QingDao, China, 15–17 July 2010; pp. 155–160. [Google Scholar]
- Xu, X. From cloud computing to cloud manufacturing. Robot. Comput.-Integr. Manuf. 2012, 28, 75–86. [Google Scholar] [CrossRef]
- Shalini, S. Smart Manufacturing with Cloud Computing, Sraman Mitra. 2010. Available online: https://www.sramanamitra.com/2010/12/03/smart-manufacturing-with-cloud-computing-part-1/ (accessed on 6 June 2022).
- Moad, J. MES in the Cloud: Is it Time? Manufacturing Executive: The Global Community for Manufacturing Leadership, 2012. [Google Scholar]
- Blackhurst, J.; Wu, T.; O’Grady, P. PCDM: A decision support modeling methodology for supply chain, product and process design decisions. J. Oper. Manag. 2005, 23, 325343. [Google Scholar] [CrossRef]
- Chung, W.W.; Yam, A.Y.; Chan, M.F. Networked enterprise: A new business model for global sourcing. Int. J. Prod. Econ. 2004, 87, 267–280. [Google Scholar] [CrossRef]
- Frizelle, G.; Efstathiou, J. Seminar Notes On “Measuring Complex Systems”; London School of Economics: London, UK, 2002. [Google Scholar]
- Christopher, M.; Towill, D. An integrated model for the design of agile supply chains. Int. J. Phys. Distrib. Logist. Manag. 2001, 31. [Google Scholar] [CrossRef]
- Premkumar, G.P. Interorganization Systems and Supply Chain Management: Information Processing Perspective. Inf. Syst. Manag. Summer 2000, 56–69. [Google Scholar] [CrossRef]
- Møller, C. ERP II: A conceptual framework for next-generation enterprise systems? J. Enterp. Inf. Manag. 2005, 18, 483–497. [Google Scholar] [CrossRef]
- Arica, E.; Powell, D.J. Status and Future of Manufacturing Execution Systems. In Proceedings of the IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 2000–2004. [Google Scholar]
- Silbernagel, R.; Gese, S.; Krupa, C.; Lanza, G. Interfirm Collaboration in Global Production Networks–Maturity Model for Managing Interfirm Relationships. In Proceedings of the 28th EurOMA Conference, Online, 5–7 July 2021. [Google Scholar]
- Shi, Y.; Gregory, M. Emergence of global manufacturing virtual networks and establishment of new manufacturing infrastructure for faster innovation and firm growth. Prod. Plann. Control 2005, 16, 621–631. [Google Scholar] [CrossRef]
- Angeles, R.; Nath, R. Partner congruence in electronic data interchange (EDI)-enabled relationships. J. Bus. Logist. 2001, 22, 109–127. [Google Scholar] [CrossRef]
- Green, K.W.; Inman, R.A. Using a just-in-time selling strategy to strengthen supply chain linkages. Int. J. Prod. Res. 2005, 43, 3437–3453. [Google Scholar] [CrossRef]
- Holweg, M.; Disney, S.; Holmström, J.; Småros, J. Supply chain collaboration: Making sense of the strategy continuum. Eur. Manag. J. 2005, 23, 170–181. [Google Scholar] [CrossRef]
- Kogut, B. Joint ventures: Theoretical and empirical perspectives. Strateg. Manag. J. 1988, 9, 319–332. [Google Scholar] [CrossRef]
- Koka, B.R.; Prescott, J.E. Strategic alliances as social capital: A multidimensional view. Strateg. Manag. J. 2002, 23, 795–816. [Google Scholar] [CrossRef]
- Park, N.K.; Mezias, J.M.; Song, J. A resource-based view of strategic alliances and firm value in the electronic marketplace. J. Manag. 2004, 30, 7–27. [Google Scholar] [CrossRef]
- Powell, W.W.; Koput, K.W.; Smith-Doerr, L. Interorganizational collaboration and the locus of innovation: Networks of learning in biotechnology. Adm. Sci. Q 1996, 41, 116–145. [Google Scholar] [CrossRef]
- Stank, T.P.; Keller, S.B.; Daugherty, P.J. Supply chain collaboration and logistical service performance. J. Bus. Logist. 2001, 22, 29–48. [Google Scholar] [CrossRef]
- Kalwani, M.U.; Narayandas, N. Long-term manufacturer-supplier relationships: Do they pay off for supplier firms? J. Mark. 1995, 59, 1–16. [Google Scholar] [CrossRef]
- Dyer, J.H.; Singh, H. The relational view: Cooperative strategy and sources of interorganizational competitive advantage. Acad. Manag. Rev. 1998, 23, 660–679. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, Q. Supply chain collaboration: Impact on collaborative advantage and firm performance. J. Oper. Manag. 2011, 29, 163–180. [Google Scholar] [CrossRef]
- Barratt, M. Understanding the meaning of collaboratio Toward n in the supply chain. Supply Chain. Manag. Int. J. 2004, 9. [Google Scholar] [CrossRef]
- Martínez-Olvera, C. Towards the Development of a Digital Twin for a Sustainable Mass Customization 4.0 Environment: A Literature Review of Relevant Concepts. Automation 2022, 3, 197–222. [Google Scholar] [CrossRef]
Figure 1.
Changes in manufacturing methods and production systems.

Figure 2.
Future Manufacturing Execution System (MES) development directions.

Figure 3.
Framework for future MES system.

Figure 4.
Value chain for sportswear manufacturing.

Figure 5.
Hub and spoke collaboration model for sportswear manufacturing.

Figure 6.
Analysis of the collaboration form for sportswear manufacturing.

Figure 7.
Detailed manufacturing process of sportswear.

Figure 8.
Component diagram for design of cloud-based collaborative MES.

Figure 9.
Communication diagram for design of cloud-based collaborative MES.

Figure 10.
Activity diagram for design of cloud-based collaborative MES.

Figure 11.
Class diagram for design of cloud-based collaborative MES.

Figure 12.
Conceptual framework for cloud-based collaborative MES.

Figure 13.
Functional framework for cloud-based collaborative MES.

Figure 14.
Status of work by process.

Figure 15.
Online work order sheet.

Figure 16.
Order information recognition using vision system in the cutting process.

Figure 17.
IoT device for sewing machine data collection.

Figure 18.
Management function of collaborative companies in the value chain.

Figure 19.
Confirmation of work orders via mobile system.

Figure 20.
Process work confirmation via mobile system.

Figure 21.
I/F with MES and enterprise resource planning (ERP).

Figure 22.
Analysis of process automation through application of MES system.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Comparative analysis of existing MES systems.
| MES System | Year | Target Industry | Main Function | Lot Tracking Method | Service Type |
|---|---|---|---|---|---|
| RT-MES [43] | 2012 | Automotive parts industry (SMEs) | 1. Production plan 2. Material distribution 3. Shop-floor production management | Real-time data processing using RFID | Client–server |
| RFID-based MES [44] | 2013 | Mold industry | 1. Data collection 2. Dynamic scheduling 3. Real-time monitoring 4. Production planning | RFID-based process tracking | Client–server |
| NetMES [31] | 2014 | Electrical appliances industry (SMEs) | 1. Andon system 2. Forecast and APS 3. Time tracking and serial numbers 4. ERP connector | - | Cloud |
| CDME [40] | 2016 | Electronic industry | 1. Plan management 2. Data collection and processing 3. Document management 4. Quality management 5. Resources management 6. System management | - | Cloud (CORBA) |
| Smart MES [45] | 2018 | Jewelry industry (SMEs) | 1. Data collection/acquisition 2. Process management 3. Resource allocation and status 4. Operations and detail scheduling 5. Performance analysis | Real-time visibility and tracking with RFID tag | Cloud |
| SCMES [38] | 2020 | Solar industry | 1. Production control 2. Shop flow control 3. Quality improvement 4. Operation automation | Production recognition using barcode | Client–server |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ko, M.; Lee, C.; Cho, Y. Design and Implementation of Cloud-Based Collaborative Manufacturing Execution System in the Korean Fashion Industry. Appl. Sci. 2022, 12, 9381. https://doi.org/10.3390/app12189381
AMA Style
Ko M, Lee C, Cho Y. Design and Implementation of Cloud-Based Collaborative Manufacturing Execution System in the Korean Fashion Industry. Applied Sciences. 2022; 12(18):9381. https://doi.org/10.3390/app12189381
Chicago/Turabian StyleKo, Minjae, Changho Lee, and Yongju Cho. 2022. "Design and Implementation of Cloud-Based Collaborative Manufacturing Execution System in the Korean Fashion Industry" Applied Sciences 12, no. 18: 9381. https://doi.org/10.3390/app12189381
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.