
Fire Parameters of Spruce (Picea abies Karst. (L.)) Dust Layer from Different Wood Technologies Slovak Case Study


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
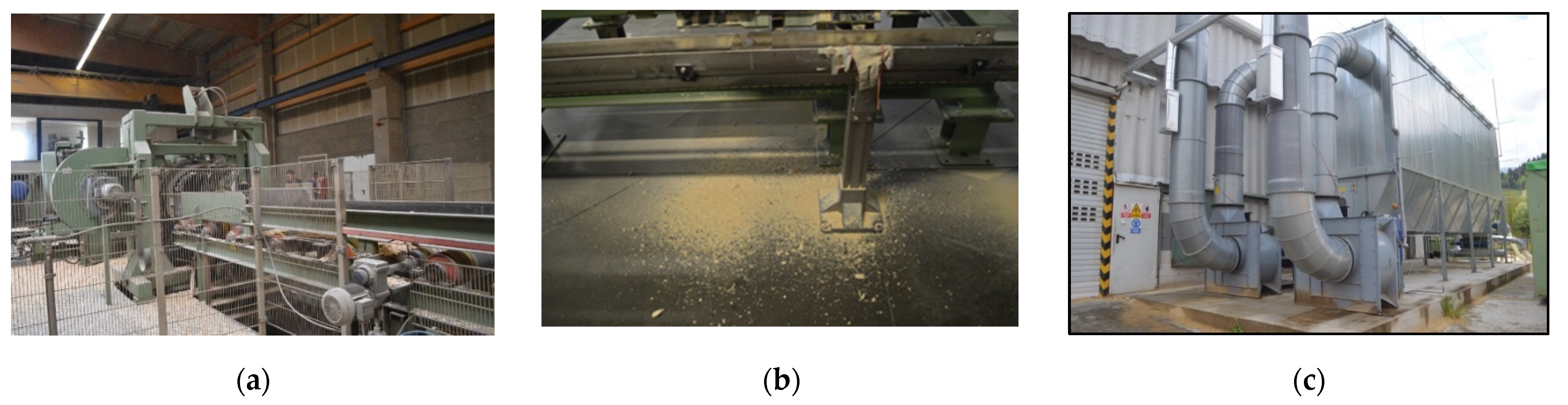
2.1. Materials
2.2. Determination of Physical Parameters of Dusts
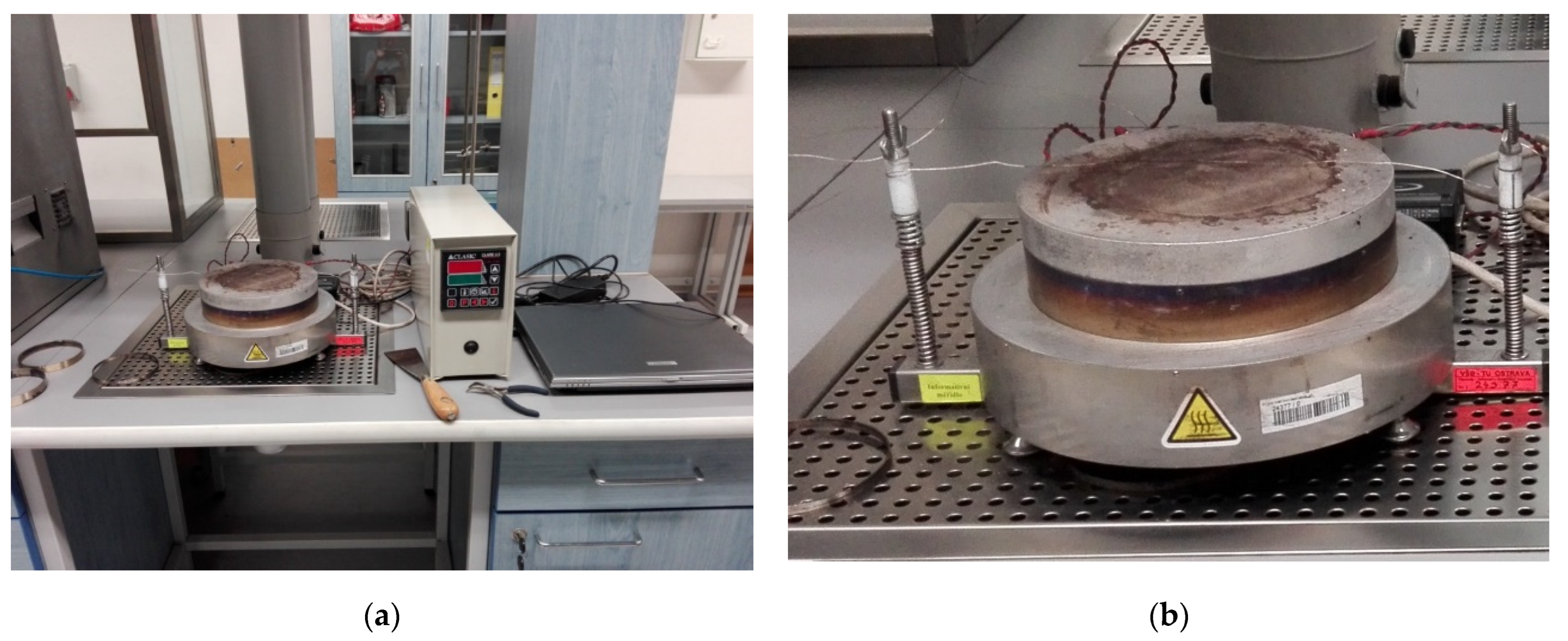
2.3. Determination of the Minimum Ignition Temperature of Spruce Wood Dust in the Settled State
- The heated surface must allow a maximum temperature of 400 °C (without a layer of dust);
- The temperature of the heated surface must be constant within ±5 °C throughout the test;
- The steady state of the heated surface must have a uniform temperature distribution on the surface with a deviation of ±5 °C.
- Flames or glow are visible;
- The measured temperature is 450 °C;
- The measured warming is 250 °C higher than the temperature of the heated plate.
3. Results and Discussion
3.1. Results of Determination of Physical Parameters of Spruce Wood Dust Samples
3.2. Statistical Evaluation of the Obtained Results
3.3. Ignition of Spruce Dust Samples by Hot Surface Ignition
4. Conclusions
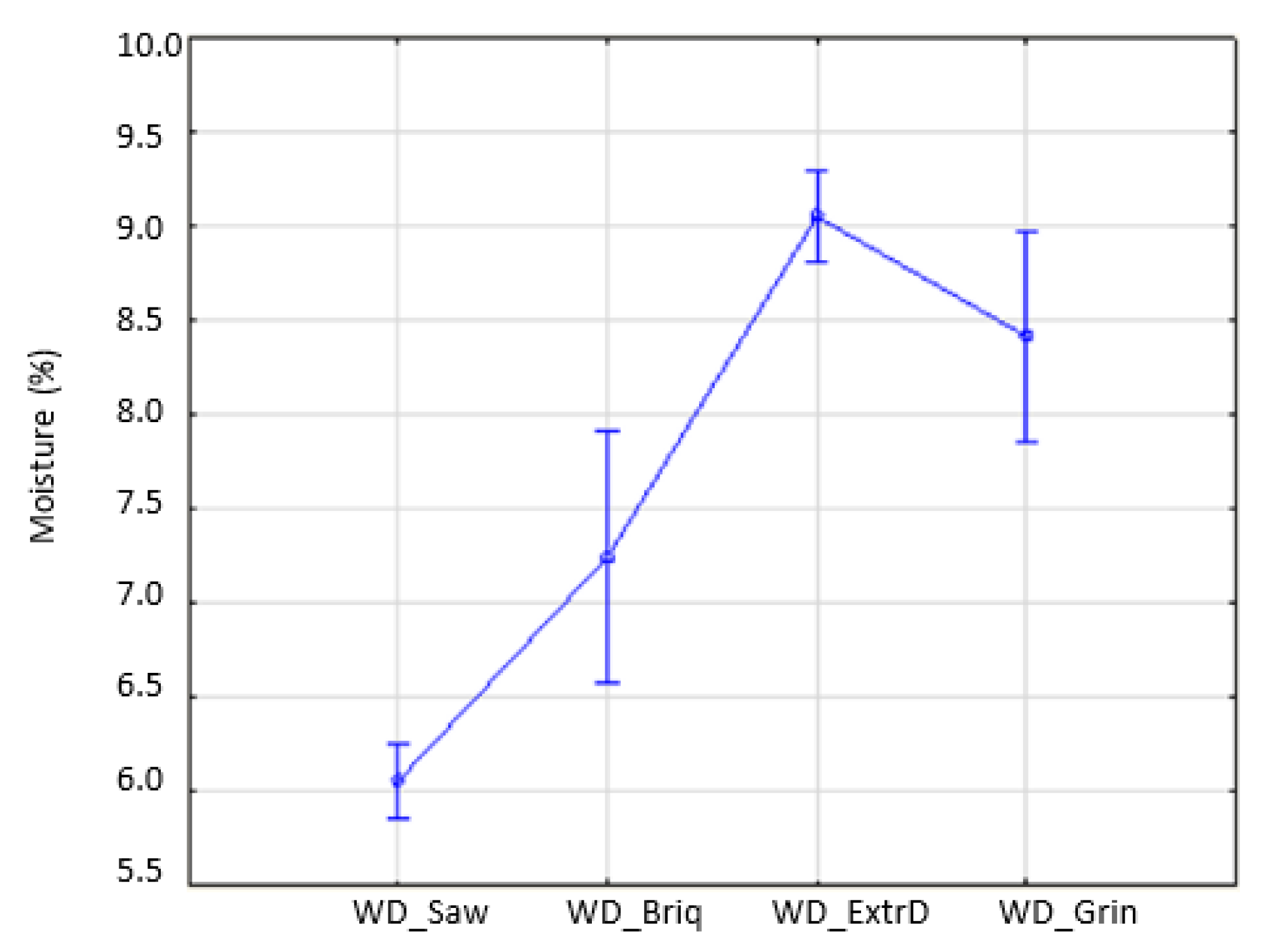
- The moisture parameter of individual samples was statistically evaluated and a significant dependence of the type of technological operation on dust moisture was confirmed;
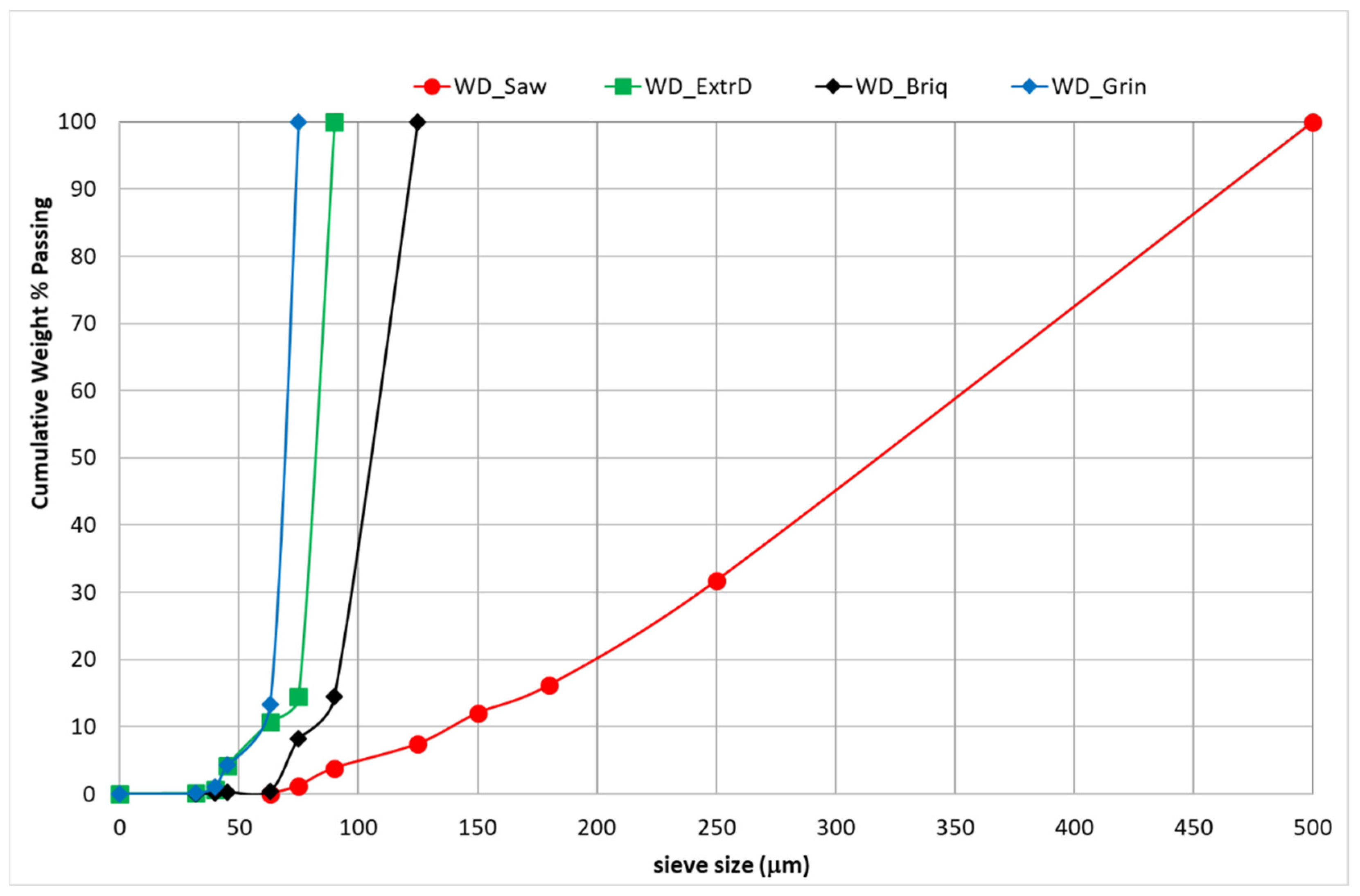
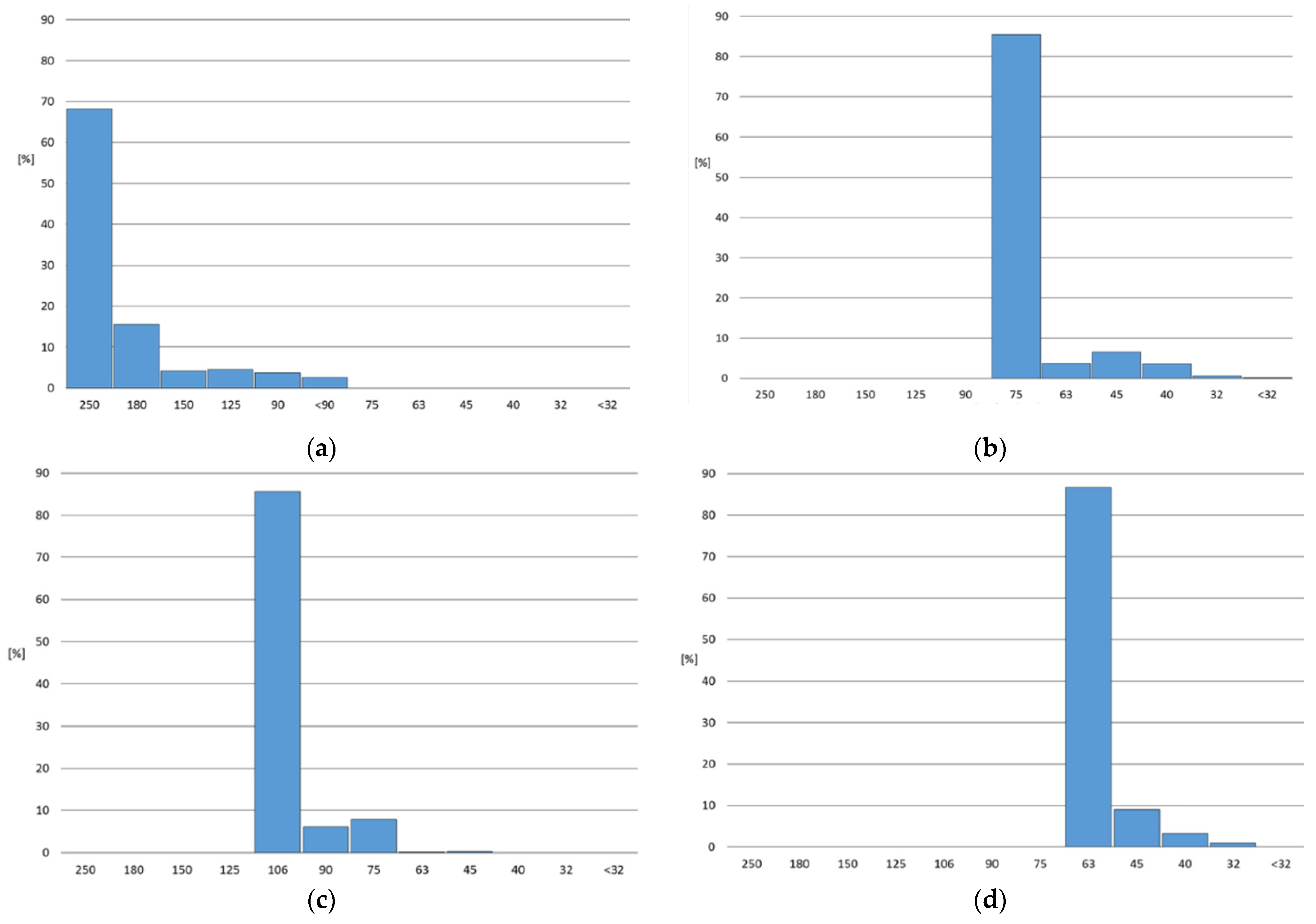
- Spruce wood dust obtained from selected wood processing plants had a different particle size distribution, where it was not possible to statistically confirm due to the difference in the used sieves. Wood dust from sawing has the largest proportion—69% of the 250 µm fraction—and the saw sample (WD_Saw) did not ignite on the hot-plate. Sawdust represents the particle size distribution with the largest proportion of sieve sizes with a cut-off value of <90 μm. Grinding, as a fine technological operation, produces the smallest dimensions of dust particles, with the most numerous fraction of 63 µm (87%);
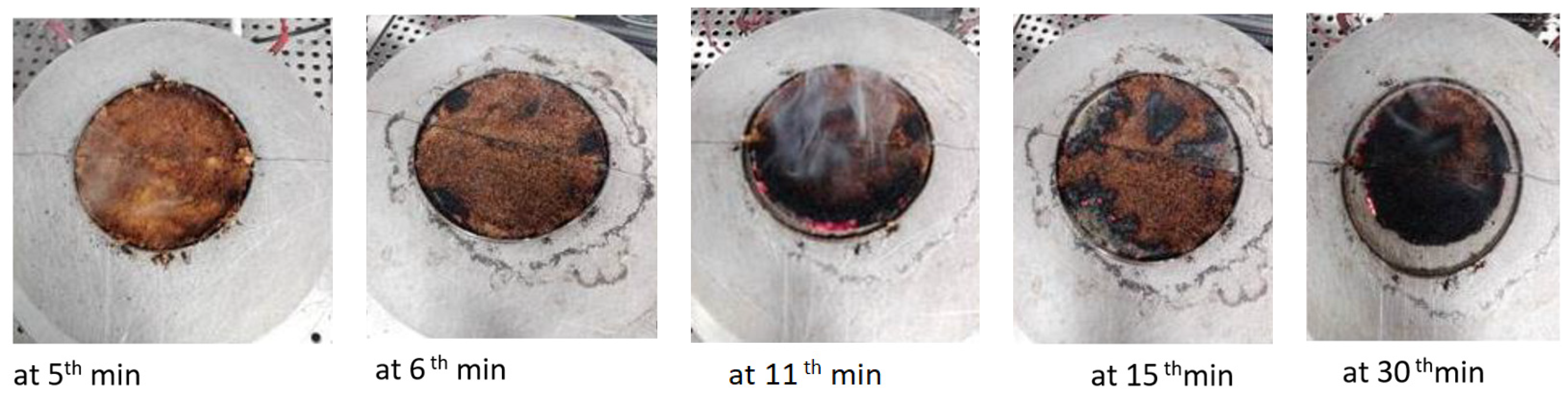
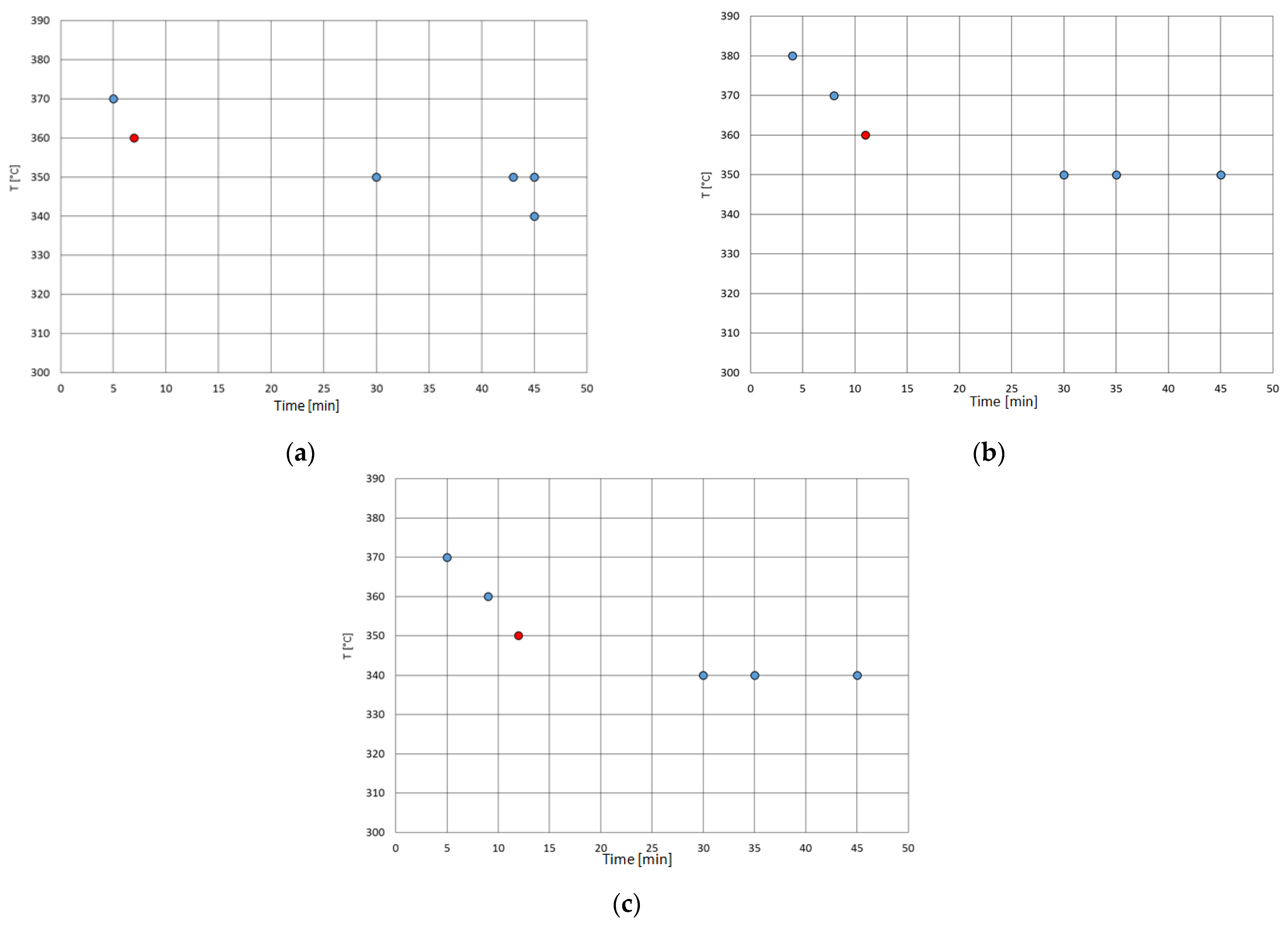
- The monitoring of the ignition of settled dust samples of spruce (5 mm thickness) obtained through selected technologies on a hot surface was realized. The monitored parameter of the minimum ignition temperature of settled dust tuMIN was identified for WD_Briq, WD_ExtrD and WD_Grin. These values were comparable. However, time of ignition was different. The time of ignition increased with the decrease in the average value of particle size in the samples (Table 3).
- In terms of the risk of initiating a settled dust layer, the spruce dust sample emerges from the briquetting as the worst. Although WD_Briq has a minimum ignition temperature of 360 °C and a grinding sample of 10 °C, the ignition time of the WD_Briq sample is 7 min. The sample taken from the grinding ignited after 12 min.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kminiak, R.; Siklienka, M.; Igaz, R.; Krišťák, Ľ.; Gergeľ, T.; Němec, M.; Réh, R.; Očkajová, A.; Kučerka, M. Effect of cutting conditions on quality of milled surface of medium-density fibreboards. BioRes 2020, 15, 746–766. [Google Scholar] [CrossRef]
- Medved, S.; Tudor, E.M.; Barbu, M.C.; Jambrekovic, V.; Spanic, N. Effect of Pine (Pinus Sylvestris) Bark Dust on Particleboard Thickness Swelling and Internal Bond. Drv. Ind. 2019, 70, 141–147. [Google Scholar] [CrossRef]
- Bekhta, P.; Noshchenko, G.; Réh, R.; Kristak, L.; Sedliačik, J.; Antov, P.; Mirski, R.; Savov, V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives. Materials 2021, 14, 4875. [Google Scholar] [CrossRef] [PubMed]
- Sydor, M.; Mirski, R.; Stuper-Szablewska, K.; Rogoziński, T. Efficiency of Machine Sanding of Wood. Appl. Sci. 2021, 11, 2860. [Google Scholar] [CrossRef]
- Kaczmarzyk, P.; Małozięć, D.; Warguła, Ł. Research on electrical wiring used in the construction of working machines and vehicles in the aspect of fire protection. J. Mech. Transp. Eng. 2018, 70, 13–24. [Google Scholar]
- Magagnotti, N.; Nannicini, C.; Sciarra, G.; Spinelli, R.; Volpi, D. Determining the Exposure of Chipper Operators to Inhalable Wood Dust. Ann. Occup. Hyg. 2013, 57, 784–792. [Google Scholar] [CrossRef] [Green Version]
- WHO. Hazard Prevention and Control in the Work Environment: Airborne Dust; WHO/SDE/OEH/99.14; World Health Organization: Geneva, Switzerland, 1999. [Google Scholar]
- Gulci, S.; Akay, A.E.; Spinelli, R.; Magagnotti, N. Assessing the Exposure of Chipper Operators to Wood Dust in a Roadside Landing Area. Fresenius Environ. Bull. 2018, 27, 4132–4138. [Google Scholar]
- Oravec, M.; Pačaiová, H.; Ižaríkov, G.; Hovanec, H. Magnetic Field Image—Source of Information for Action Causality Description. In Proceedings of the 2019 IEEE 17th World Symposium on Applied Machine Intelligence and Informatics (SAMI), Herl’any, Slovakia, 24–26 January 2019; pp. 101–106. [Google Scholar]
- Straumfors, A.; Olsen, R.; Daae, H.L.; Afanou, A.; McLean, D.; Corbin, M.; Mannetje, A.T.; Ulvestad, B.; Bakke, B.; Johnsen, H.L.; et al. Exposure to Wood Dust, Microbial Components, and Terpenes in the Norwegian Sawmill Industry. Ann. Work. Expo. Health 2018, 62, 674–688. [Google Scholar] [CrossRef]
- Pačaiová, H.; Andrejiová, M.; Balážiková, M.; Tomášková, M.; Gazda, T.; Chomovoá, K.; Hijj, J.; Salaj, L. Methodology for Complex Efficiency Evaluation of Machinery Safety Measures in a Production Organization. Appl. Sci. 2012, 11, 453. [Google Scholar] [CrossRef]
- Qian, G.; Duanmu, C.; Ali, N.; Khan, A.; Malik, S.; Yang, Y.; Bilal, M. Hazardous wastes, adverse impacts, and management strategies: A way forward to environmental sustainability. Environ. Dev. Sustain. 2021, 1–26. [Google Scholar] [CrossRef]
- Marková, I.; Hroncova, E.; Tomaskin, J.; Tureková, I. Thermal Analysis of Granulometry Selected Wood Dust Particles. BioResources 2018, 13, 8041–8060. [Google Scholar] [CrossRef]
- Ballay, M.; Sventeková, E. Use of the Method of Operational Analysis in the Framework of Technological Safety of Emergency Work. Transp. Res. Procedia 2021, 55, 1490–1497. [Google Scholar] [CrossRef]
- Zachar, M.; Čabalová, I.; Kačíková, D.; Zacharová, L. The Effect of Heat Flux to the Fire-Technical and Chemical Properties of Spruce Wood (Picea abies L.). Materials 2021, 14, 4989. [Google Scholar] [CrossRef]
- Cheremisinoff, N.P. Dust Explosion and Fire Prevention Handbook: A Guide to Good Industry Practices; Scrivener Publishing: Beverly, CA, USA, 2014. [Google Scholar]
- Taghiyari, H.; Militz, H.; Antov, P.; Papadopoulos, A. Effects of Wollastonite on Fire Properties of Particleboard Made from Wood and Chicken Feather Fibers. Coatings 2021, 11, 518. [Google Scholar] [CrossRef]
- Castells, B.; Amez, I.; Medic, L.; Torrent, J.G. Particle Size Influence on the Transport Classification Labels and Other Flammability Characteristics of Powders. Appl. Sci. 2020, 10, 8601. [Google Scholar] [CrossRef]
- Makka, K.; Sventekova, E. Risk Evaluation by Transport of Dangerous Substances. In Proceedings of the 18th International Conference, Transport Means, Kaunas UnivTechnol, Kaunas, Lithuania, 23–24 October 2004; pp. 308–311. [Google Scholar]
- Saeed, M.A.; Farooq, M.; Andrews, G.E.; Phylaktou, H.N.; Gibbs, B.M. Ignition sensitivity of different compositional wood pellets and particle size dependence. J. Environ. Manag. 2019, 232, 789–795. [Google Scholar] [CrossRef] [PubMed]
- Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles During Sanding. Appl. Sci. 2020, 10, 8165. [Google Scholar] [CrossRef]
- Tudor, E.M.; Zwickl, C.; Eichinger, C.; Petutschnigg, A.; Barbu, M.C. Performance of softwood bark comminution technologies for determination of targeted particle size in further upcycling applications. J. Clean. Prod. 2020, 269, 122412. [Google Scholar] [CrossRef]
- Dado, M.; Lamperová, A.; Kotek, L.; Hnilica, R. An Evaluation of On-Tool System for Sanding Dust Collection: Pilot Study. Manag. Syst. Prod. Eng. 2020, 28, 184–188. [Google Scholar] [CrossRef]
- Vandličková, M.; Marková, I.; Osvaldová, L.M.; Gašpercová, S.; Svetlík, J.; Vraniak, J. Tropical Wood Dusts—Granulometry, Morfology and Ignition Temperature. Appl. Sci. 2020, 10, 7608. [Google Scholar] [CrossRef]
- Pędzik, M.; Rogoziński, T.; Majka, J.; Stuper-Szablewska, K.; Antov, P.; Kristak, L.; Kminiak, R.; Kučerka, M. Fine Dust Creation during Hardwood Machine Sanding. Appl. Sci. 2021, 11, 6602. [Google Scholar] [CrossRef]
- Dimou, V.; Malesios, C.; Chatzikosti, V. Assessing chainsaw operators’ exposure to wood dust during timber harvesting. Appl. Sci. 2020, 2, 1899. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Kminiak, R.; Krišťák, Ľ.; Igaz, R.; Réh, R. Occupational Exposure to Dust Produced when Milling Thermally Modified Wood. Int. J. Environ. Res. Public Health 2020, 17, 1478. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vandlickova, M.; Markova, I.; Makovicka-Osvaldova, L.; Gaspercova, S.; Svetlik, J. Evaluation of African Padauk (Pterocarpussoyauxii) Explosion Dust. BioResources 2020, 15, 401–414. [Google Scholar]
- Yepes, M.E.G.; Cremades, L.V. Characterization of wood dust from furniture by scanning electron microscopy and energy-dispersive x-ray analysis. Ind. Health 2011, 49, 492–500. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mazzoli, A.; Favoni, O. Particle size, size distribution and morphological evaluation of airborne dust particles of diverse woodsby Scanning Electron Microscopy and image processing program. Powder Technol. 2012, 225, 65–71. [Google Scholar] [CrossRef]
- Papadopoulos, A.N. Advances in Wood Composites II. Polymers 2020, 12, 1552. [Google Scholar] [CrossRef]
- Tureková, I.; Marková, I.; Ivanovičová, M.; Harangózo, J. Experimental Study of Oriented Strand Board Ignition by Radiant Heat Fluxes. Polymers 2021, 13, 709. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 2711-1: 2012 Explosive Atmospheres. Explosion Prevention and Protection. Part 1: Basic Concepts and Methodology; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- Zhi, Y. Dynamic Risk Analysis of Dust Explosions. Ph.D. Thesis, Faculty of Engineering and Applied Science, Memorial University of Newfoundland, St. John’s, N.L., Canada, 2015. Available online: https://research.library.mun.ca/11657/1/thesis.pdf (accessed on 30 June 2015).
- Tureková, I. Risks of industrial wood dust. In Proceedings of the 11th International Symposium, Bratislava, Slovakia, 5–6 December 2008; pp. 167–179. (In Slovak). [Google Scholar]
- Horváth, J.; Balog, K. Ignition temperature of settlement and distributed dust from industrially produced wood pellets. In Proceedings of the 13rd International Scientific Conference, Bratislava, Slovakia, 18–19 April 2013; pp. 101–105. (In Slovak). [Google Scholar]
- Eckhoff, R.; Li, G. Industrial Dust Explosions. A Brief Review. Appl. Sci. 2021, 11, 1669. [Google Scholar] [CrossRef]
- Półka, M.; Salamonowicz, Z.; Wolinski, M.; Kukfisz, B. Experimental Analysis of Minimal Ignition Temperatures of a Dust Layer and Clouds on a Heated Surface of Selected Flammable Dusts. Procedia Eng. 2012, 45, 414–423. [Google Scholar] [CrossRef] [Green Version]
- Pastier, M.; Tureková, I.; Turňová, Z.; Harangózo, J. Minimum ignition temperature of wood dust layers. Res. Pap. Fac. Mater. Sci. Technol. Trnava 2013, 21, 121–131. (In Slovak) [Google Scholar] [CrossRef]
- Tureková, I. Study of initiating sources of wood dust. Proc. Sci. Work. Tech. Univ. Ostrav. Czech Repub. 2009, 1, 105–116. (In Slovak) [Google Scholar]
- Damec, J. Explosion Prevention in Food and Agriculture; SPBI Spektrum: Ostrava, Czech Republic, 1999; p. 252. (In Czech) [Google Scholar]
- Eghdami, H.; Werner, W.; Büker, P.; Sicard, P. Assessment of ozone risk to Central European forests: Time series indicates perennial exceedance of ozone critical levels. Environ. Res. 2021, 203, 111798. [Google Scholar] [CrossRef]
- Potkany, M.; Hitka, M.; Lorincová, S.; Krajčírová, L.; Starchon, P. Use of Variators in Applying the Cost Calculation Methodology in Small and Medium Furniture Enterprises Based on Changes in Human Body Dimensions. Drv. Ind. 2019, 70, 27–35. [Google Scholar] [CrossRef]
- Lorincová, S.; Stachová, K.; Stacho, Z.; Joniaková, Z.; Blštáková, J.; Lipoldová, M.; Hitka, M. Defining the differences in corporate culture in wood-processing and forest enterprises. BioResources 2020, 15, 2839–2849. [Google Scholar] [CrossRef]
- Hauglin, M.; Rahlf, J.; Schumacher, J.; Astrup, R.; Breidenbach, J. Large scale mapping of forest attributes using heterogeneous sets of airborne laser scanning and National Forest Inventory data. For. Ecosyst. 2021, 8, 65. [Google Scholar] [CrossRef]
- Krišťák, L.; Réh, R. Application of Wood Composites. Appl. Sci. 2021, 11, 3479. [Google Scholar] [CrossRef]
- Jaďuďová, J.; Zeleny, J.; Marková, I.; Tomaškinová, J.; Vicianová, J.H. Stakeholder Management as Part of Integrated Management System in the Furniture Industry. Procedia Econ. Finance 2015, 34, 129–133. [Google Scholar] [CrossRef]
- Kačík, F.; Laurová, M.; Kačíková, D. Analytical Chemistry, 1st ed.; Technical University in Zvolen: Zvolen, Slovakia, 2012; pp. 11–16. (In Slovak) [Google Scholar]
- Barański, J.; Suchta, A.; Barańska, S.; Klement, I.; Vilkovská, T.; Vilkovský, P. Wood Moisture-Content Measurement Accuracy of Impregnated and Nonimpregnated Wood. Sensors 2021, 21, 7033. [Google Scholar] [CrossRef] [PubMed]
- European Committee for Standardization. EN ISO 1666: 2000 Starch—Determination of Moisture Content—Oven-Drying Method; European Committee for Standardization: Brussels, Belgium, 2000. [Google Scholar]
- European Committee for Standardization. ISO 9276-1:1998. Representation of Results of Particle Size Analysis—Part 1: Graphical Representation; International Organization for Standardization: Geneva, Switzerland, 1998. [Google Scholar]
- European Committee for Standardization. EN 50281-2-1: 2002. Electrical Apparatus for Use in the Presence of Combustible Dust. Part 2-1: Test Methods. Methods for Determining the Minimum Ignition Temperatures of Dust; European Committee for Standardization: Brussels, Belgium, 2002. [Google Scholar]
- Tureková, I.; Marková, I. Ignition of Deposited Wood Dust Layer by Selected Sources. Appl. Sci. 2020, 10, 5779. [Google Scholar] [CrossRef]
- Warguła, Ł.; Dziechciarz, A.; Kaczmarzyk, P. The assessment of fire risk of non-road mobile wood chopping machines. J. Res. Appl. Agric. Eng. 2019, 64, 58–64. [Google Scholar]
- Proto, A.R.; Zimbalatti, G.; Negri, M. The measurement and distribution of wood dust. J. Agric. Eng. 2010, 41, 25–31. [Google Scholar] [CrossRef]
- Marková, I.; Ladomerský, J.; Hroncová, E.; Mračková, E. Thermal parameters of beech wood dust. BioRes 2018, 13, 3098–3109. [Google Scholar] [CrossRef]
- Tureková, I.; Mračková, E.; Marková, I. Determination of Waste Industrial Dust Safety Characteristics. Int. J. Environ. Res. Public Health 2019, 16, 2103. [Google Scholar] [CrossRef] [Green Version]
- Ding, T.; Zhao, J.; Zhu, N.; Wang, C. A comparative study of morphological characteristics of medium-density fiberboard dust by sieve and image analyses. J. Wood Sci. 2020, 66, 55. [Google Scholar] [CrossRef]
- Kučerka, M. Analysis of sawdust fractions formed during wood sawing processes. Acta Univ. Matthiae Belii. Ser. Tech. Educ. 2014, 2004, 36–43. (In Slovak) [Google Scholar]
- Loungaver, J.; Dzurenda, J. Granulometric analysis of dry spruce sawdust extraction into the CLASSIC 150/200 frame saw and the possibility of its efficient separation. In Proceeding of the Chip and Chipless Woodworking Conference, Zvolen, Slovakia, 12–14 October 2006; pp. 185–190. [Google Scholar]
- Mračkova, E.; Tsilimigkas, G. Assessment of Microscopy and the Size Fractions of Beech Wood Dust in Connection with Explosions; Sdružení Požárního a Bezpečnostního Inženýrství: Ostrava, Czech Republic, 2017; pp. 63–67. (In Slovak) [Google Scholar]
- Marková, I.; Mračková, E.; Očkajová, A.; Ladomerský, J. Granulometry of selected wood dust species of dust from orbital sanders. Wood Res. 2016, 61, 983–992. [Google Scholar]
- Očkajová, A.; Marková, I. Particular size analysis of selected wood dust species particles generated in the wood working environment. Acta Univ. Matthiae Belii Ser. Environ. Manag. 2016, 18, 24–31. [Google Scholar]
- Mračková, E.; Krišťák, Ľ.; Kučerka, M.; Gaff, M.; Gajtanska, G. Creation of wood dust during wood processing: Size analysis, dust separation, and occupational health. BioRes 2016, 11, 209–222. [Google Scholar] [CrossRef]
- Mračková, E.; Oremusová, E. Determination of selected fire-technical characteristics of wood dust. In Proceedings of the 8th International Scientific Wood & Fire Safety Conference, Žilina, Slovakia, 3 May 2016; EDIS-Publishing Center of the University of Žilina: Žilina, Slovakia, 2016; pp. 221–227. [Google Scholar]
- Yuan, Z.; Khakzad, N.; Khan, F.; Amyotte, P. Risk Analysis of Dust Explosion Scenarios Using Bayesian Networks. Risk Anal. 2014, 35, 278–291. [Google Scholar] [CrossRef]
- Kminiak, R.; Kucerka, M.; Kristak, L.; Reh, R.; Antov, P.; Ockajová, A.; Rogozinski, T.; Pedzik, M. Granulometric Characterization of Wood Dust Emission from CNC Machining of Natural Wood and Medium Density Fiberboard. Forests 2021, 12, 1039. [Google Scholar] [CrossRef]
- Tureková, I.; Slabá, I.; Duchoň, M. Evaluation of dust risks in the work environment. In Proceedings of the 7th International Scientific Conference Health and Safety at Work, Ostrava, Slovakia, 12–13 June 2007; pp. 321–327. (In Slovak). [Google Scholar]
- Mračková, E.; Tureková, I. The dimensional characteristics of the particles of wood dust of selected deciduous trees considering to explosion. Key Eng. Mater. 2016, 688, 182–189. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methodical Step | Realization |
|---|---|
| Examined object | spruce wood dust |
| Sampling points | saw line |
| briquetting line | |
| container, storage of waste from the suction pipe | |
| Time | one-time collection |
| Partial sample collection | static |
| Site selection | random (representative) collection |
| Sampling procedure | sampling was performed in the presence of an employee and each sample taken from under the lines, machinery and container was placed separately in the package and labeled |
| Amount of sample taken | the sample was taken from each sampled portion separately at 10 locations and 10 layers in the suction container |
| Experimental samples/designation | wood dust from the sawing line with designation as WD_Saw wood dust from the briquette line with designation as WD_Briq wood dust from the extraction device with designation as WD_ExtrD wood dust from the grinding line with designation as WD_Grin |
| Experiments | determination of moisture granulometric analysis, determination of the minimum ignition temperature of dust in a settled state |
| Spruce Dust | Fractions (Size µm) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 250 | 180 | 150 | 125 | 106 | 90 | 75 | 63 | 45 | 40 | 32 | <32 | |
| WD_Saw | ||||||||||||
| WD_Grin | ||||||||||||
| WD_Briq | ||||||||||||
| WD_ExtrD | ||||||||||||
| Parameters | SpuceDust | |||
|---|---|---|---|---|
| WD_Saw | WD_Briq | WD_ExtrD | WD_Grin | |
| Determination of wood dust moisture (%) | 6.056 ± 0.139 | 7.248 ± 0.480 | 9.054 ± 0.177 | 8.42 ± 0.403 |
| Sieve analysis—average value (µm) | 250 | 106 | 75 | 63 |
| SČ | SV | PČ | SČ | SV | PČ | F | p | |
|---|---|---|---|---|---|---|---|---|
| effect | effect | effect | error | error | error | |||
| Moisture * (%) | 26.29 | 3 | 8.76 | 2.23 | 16.00 | 0.14 | 63.02 | 0.000 |
| {1} | {2} | {3} | {4} | |
|---|---|---|---|---|
| Moisture * (%) | M = 6.0560 | M = 7.2480 | M = 9.0540 | M = 8.4200 |
| sawing {1} | 0.000 | 0.000 | 0.000 | |
| briquettes{2} | 0.000 | 0.000 | 0.000 | |
| container {3} | 0.000 | 0.000 | 0.016 | |
| grinder {4} | 0.000 | 0.000 | 0.016 |
| Parameters | 5 mm of Spuce Dust Layer | |||
|---|---|---|---|---|
| WD_Saw | WD_Briq | WD_ExtrD | WD_Grin | |
| Lowest temperature (°C) | X * | 360 | 360 | 350 |
| Ignition time (min) | X * | 7 | 11 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mračková, E.; Schmidtová, J.; Marková, I.; Jaďuďová, J.; Tureková, I.; Hitka, M. Fire Parameters of Spruce (Picea abies Karst. (L.)) Dust Layer from Different Wood Technologies Slovak Case Study. Appl. Sci. 2022, 12, 548. https://doi.org/10.3390/app12020548
Mračková E, Schmidtová J, Marková I, Jaďuďová J, Tureková I, Hitka M. Fire Parameters of Spruce (Picea abies Karst. (L.)) Dust Layer from Different Wood Technologies Slovak Case Study. Applied Sciences. 2022; 12(2):548. https://doi.org/10.3390/app12020548
Chicago/Turabian StyleMračková, Eva, Jarmila Schmidtová, Iveta Marková, Jana Jaďuďová, Ivana Tureková, and Miloš Hitka. 2022. "Fire Parameters of Spruce (Picea abies Karst. (L.)) Dust Layer from Different Wood Technologies Slovak Case Study" Applied Sciences 12, no. 2: 548. https://doi.org/10.3390/app12020548