
Dispersion Mechanism and Mechanical Properties of SiC Reinforcement in Aluminum Matrix Composite through Stir- and Die-Casting Processes

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Casting Process
2.2. Characterization
2.2.1. Microstructure Observation
2.2.2. Physical and Mechanical Property Measurement
2.2.3. Dispersion Evaluation
3. Results and Discussion
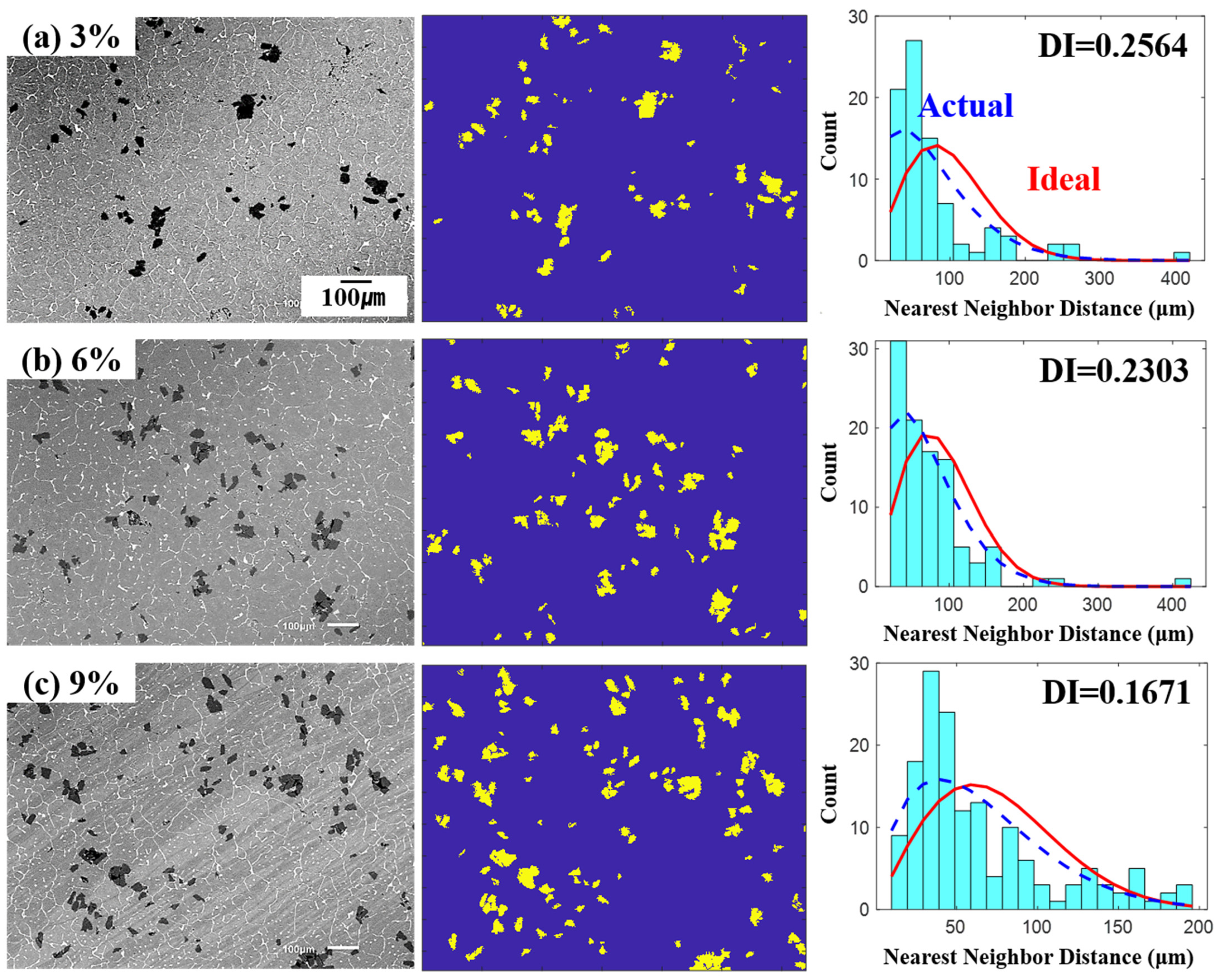
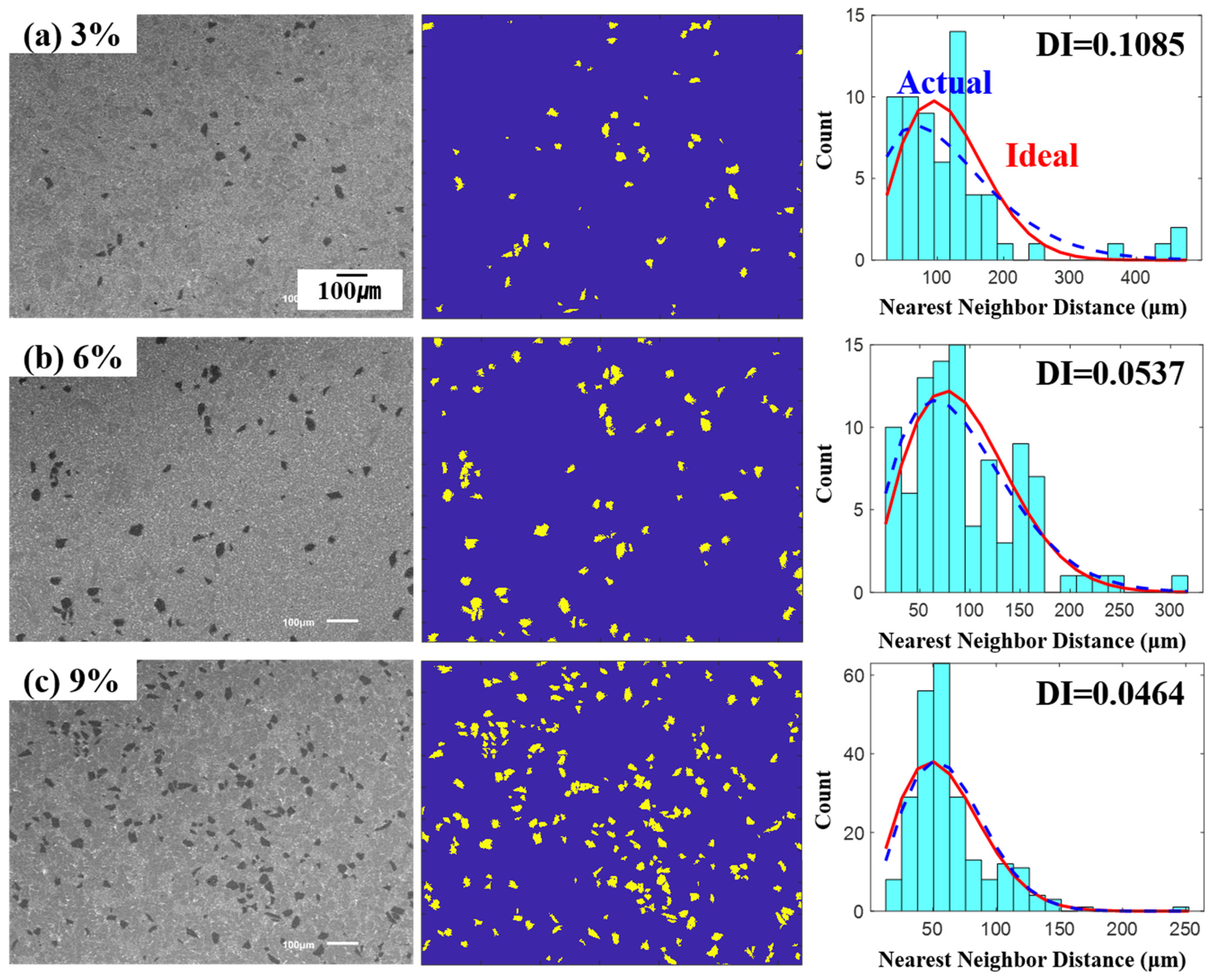
3.1. Microstructure and Reinforcement Dispersion
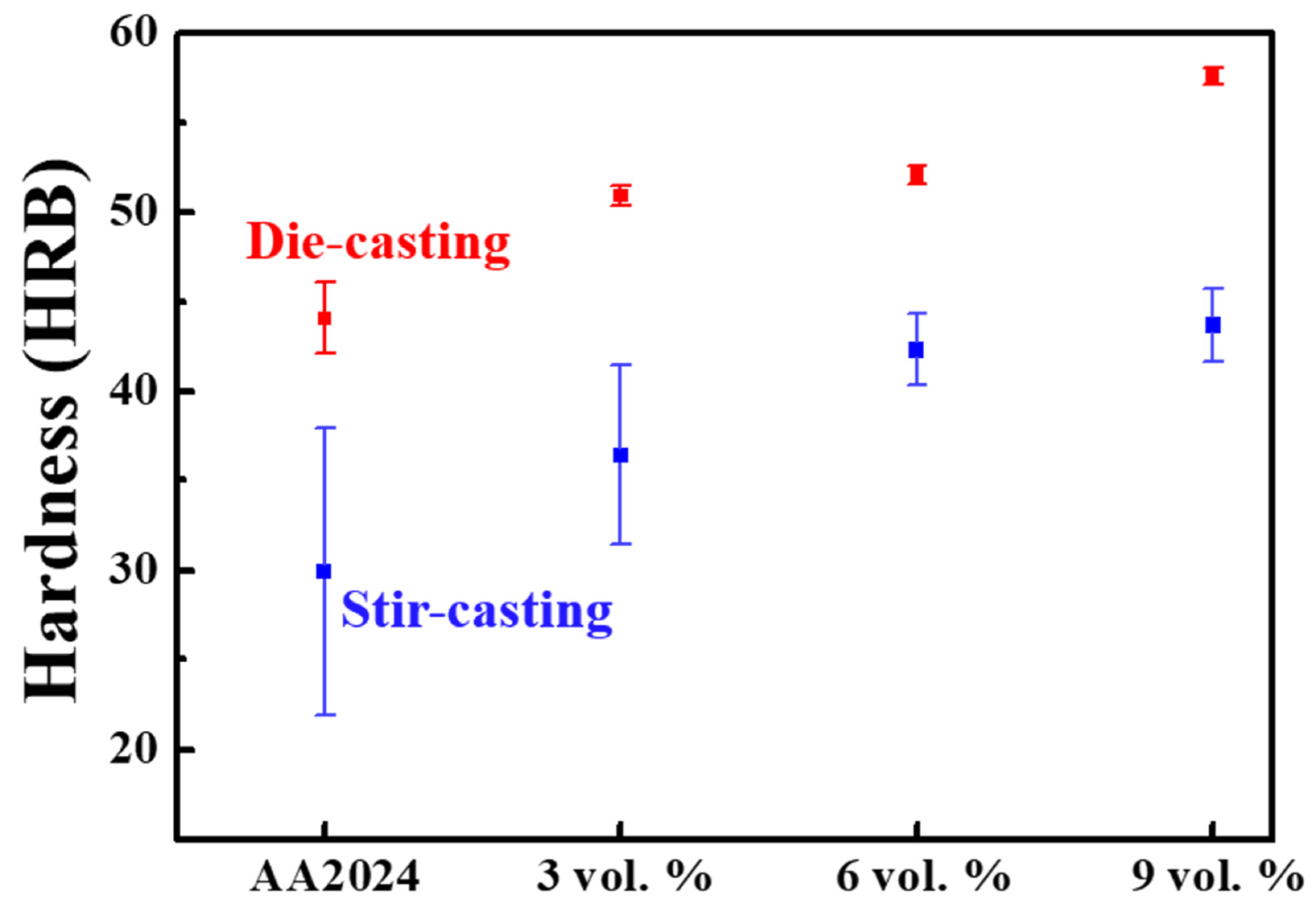
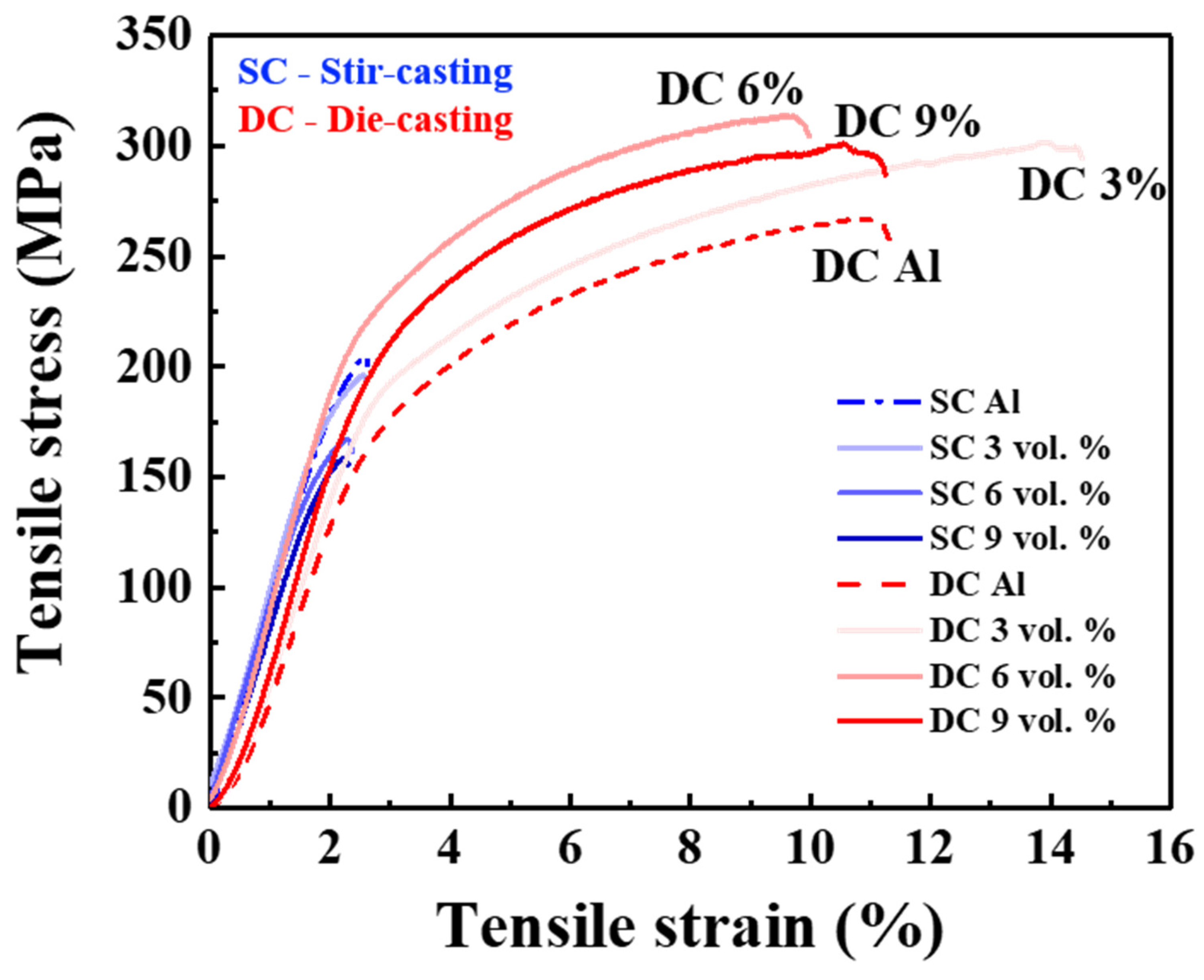
3.2. Mechanical Properties
4. Conclusions
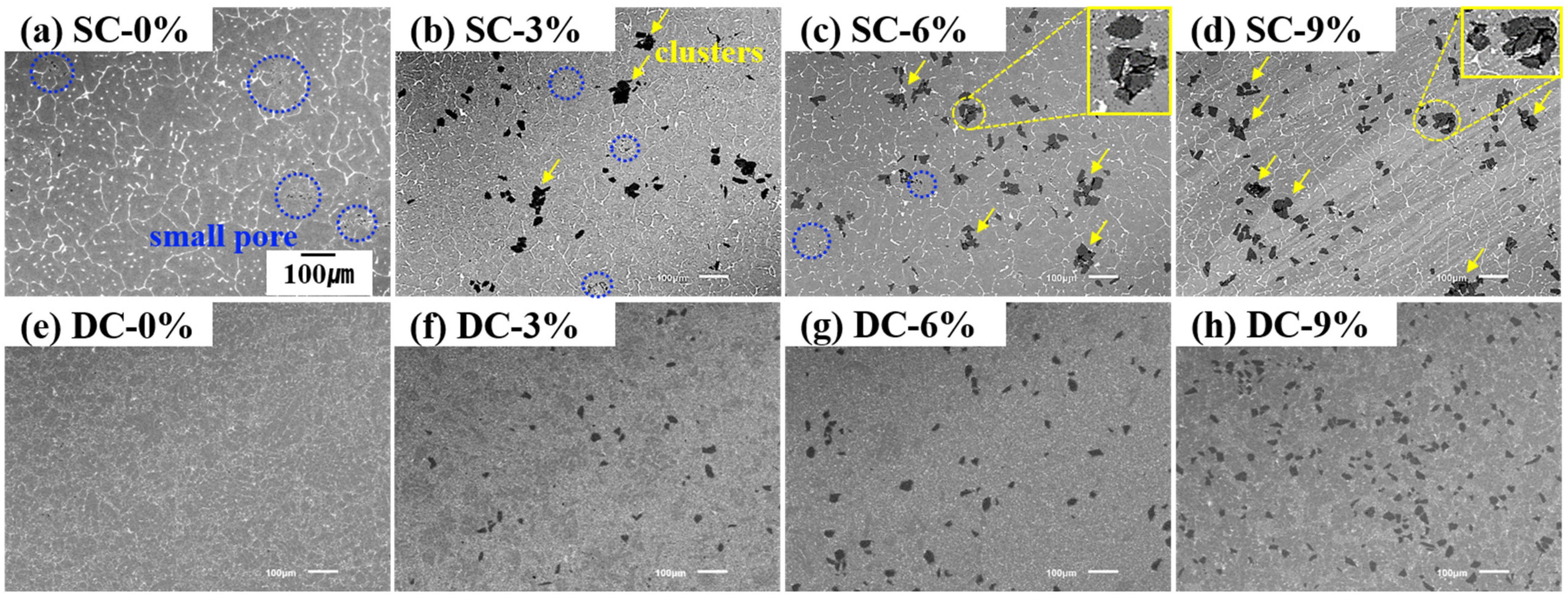
- Microstructural observation showed particle clusters and pores in the aluminum matrix composites (AMCs) after the SC process. After the DC process, agglomerations and pores were removed and the particle distribution was more uniform than in the case of AMCs formed by the SC process. This is attributed to two-stage melt injection during the DC process prevented air inflow and induced rapid solidification, which led to grain refinement and uniform particle dispersion.
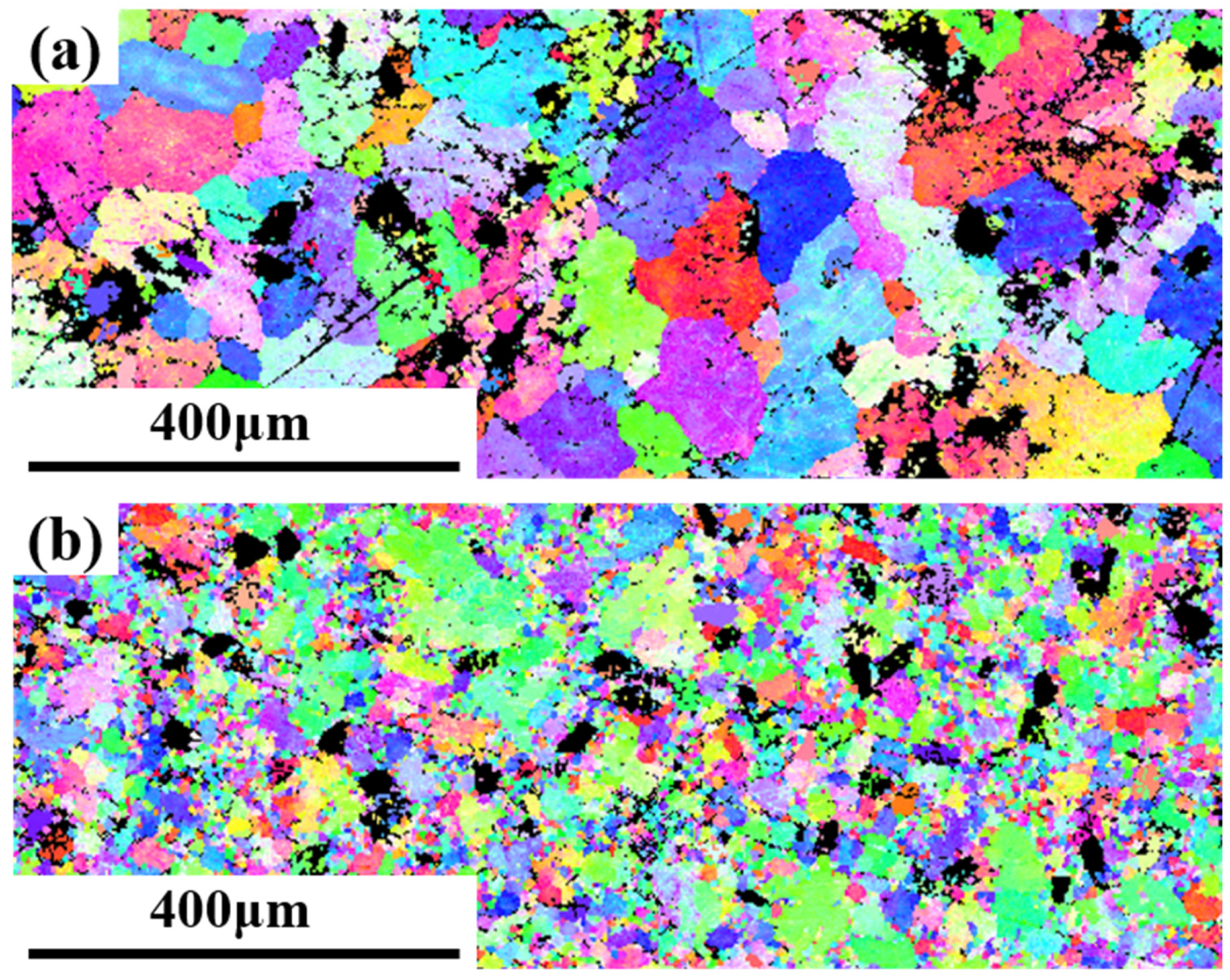
- The grain size of the DC-processed composite was 17.67 μm, which is approximately a 75% decrease compared to the composite fabricated by the SC process (68.06 μm). This result shows that the grain refinement might contribute to strengthening the composite. Moreover, with the DC process, the degree of dispersion of SiC particles increased. The distribution of the reinforcement was quantitatively analyzed, and the results showed decreased dispersion index (DI) values for die-cast samples, which indicates the effectiveness of the DC process in improving the reinforcement dispersion.
- The deviation of the hardness value decreased after the DC process. Especially, the maximum hardness value was 57.6 HRB at 9 vol.% SiC; this is an approximately 30% higher value than that of the matrix. Moreover, the hardness of the DC composite improved by about 32% compared to that of the AMCs fabricated by the SC process at the same volume fraction.
- In the case of specimens fabricated by the SC process, the tensile strength decreased as the volume fraction of SiC particles increased. On the other hand, specimens manufactured by the DC process tended to show increased tensile strength and elongation as the volume fraction increased. The maximum tensile strength was 313.7 MPa for the DC process, which is about two times higher than that of the composite produced by the SC process; the elongation increased by about four times. These results are attributed to the uniformly dispersed particles, which caused the load to transfer efficiently from matrix to reinforcement as well as to the strengthening effect of grain refinement in the DC process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shorowordia, K.M.; Laouib, T.; Haseeba, A.S.M.A.; Celisb, J.P.; Froyenb, L. Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: A comparative study. J. Mater. Process. Technol. 2003, 142, 738–743. [Google Scholar] [CrossRef]
- Dwivedi, S.P. Microstructure and mechanical behavior of Al/B4C metal matrix composite. Mater. Today. Proceedings. 2020, 25, 751–754. [Google Scholar] [CrossRef]
- Suresh, S.; Moorthi, N.S.V. Process development in stir casting and investigation on microstructures and wear behavior of TiB2 on Al6061 MMC. Procedia Eng. 2013, 64, 1183–1190. [Google Scholar] [CrossRef] [Green Version]
- Mohapatra, J.; Nayak, S.; Mahapatra, M.M. Mechanical and tribology properties of Al-4.5%Cu-5%TiC metal matrix composites for light-weight structures. Inter. J. Lightweight Mater. Manufac. 2020, 3, 120–126. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Beygi, H. Microstruxture and mechanical properties of Al-Al2O3 micro and nano composites fabricated by stir casting. Mater. Sci. Eng. A. 2011, 528, 8765–8771. [Google Scholar] [CrossRef]
- Maurya, N.K.; Maurya, M.; Srivastava, A.K.; Dwivedi, S.P.; Kumar, A.; Chauhan, S. Investigation of mechanical properties of Al6061/SiC composite prepared through stir casting technique. Mater. Today. Proceedings. 2020, 25, 755–758. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kudla, K. Effect of friction stir process (FSP) on microstructure and hardness of AlMg10/SiC composite. Bull. Pol. Ac. Sci. 2019, 67, 185–192. [Google Scholar]
- Srivatsan, T.S.; Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Processing techniques for particulate-reinforced metal aluminium matrix composites. J. Mater. Sci. 1991, 26, 5965–5978. [Google Scholar] [CrossRef]
- Arif, S.; Alam, M.T.; Ansari, A.H.; Siddiqui, M.A.; Mohsin, M. Investigation of Mechanical and Morphology of Al-SiC composites processed by PM Route. Mater. Sci. Eng. 2017, 255, 012277. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92-93, 1–7. [Google Scholar] [CrossRef]
- Prasad, V.J.; Rao, N.M.; Kamaluddin, S. A Study of Microstructure and Tribological Properties of Stir Cast Al Metal Matrix Composite. Mater. Today Proc. 2017, 4, 9264–9271. [Google Scholar] [CrossRef]
- Kumar, R.A.; Krishnakumar, T.S. Casting and characterization of Al6063/SiC nano composites produced using stir casting method. Mater. Today Proc. 2018, 5, 23853–23862. [Google Scholar] [CrossRef]
- Kaushika, N.; Singhal, S. Dry-Sliding Wear Analysis of SiC Reinforced AA6063 As-Cast Aluminum Metal Matrix Composites. Mater. Today Proc. 2018, 5, 24147–24156. [Google Scholar] [CrossRef]
- Vanam, J.P.; Chiranjeevi, R.; Kumar, R.S.; Ramana, V.S.N.V.; Kumar, A.S. Effect of SiC on Mechanical, Microstructure and Tribological properties of Aluminum MMC processed by Stir Casting. Mater. Sci. Eng. 2018, 455, 012017. [Google Scholar] [CrossRef]
- Saenpong, P.; Talangkun, S.; Laonapakul, T.; Boonma, A. Microstructures and hardness of A356-SiC composites produced by the mechanical stir casting. Mater. Today Proc. 2018, 5, 9489–9496. [Google Scholar] [CrossRef]
- Canakci, A.; Arslan, F.; Varol, T. Physical and mechanical properties of stir-casting processed AA2024/B4Cp composites. Sci. Eng. Mater. 2014, 21, 505–515. [Google Scholar] [CrossRef]
- Ambhai, K.G. Study on machinability of Al-SiC particulate metal matrix composite. Ph.D. Thesis, Metalergical Engineering Department, Indian Institute of Technology, Roorkee, India, 2007. [Google Scholar]
- Sato, A.; Mehrabian, R. Aluminium matrix composites: Fabrication and properties. Metall. Trans. B. 1976, 7, 443–451. [Google Scholar] [CrossRef]
- Naher, S.; Brabazon, D.; Looney, L. Simulation of the stir casting process. J. Mater. Process. Technol. 2004, 143–144, 567–571. [Google Scholar] [CrossRef] [Green Version]
- Malomo, B.O.; Ogunbodede, O.T.; Popoola, O.T.; Oluwasegun, K.M.; Ibitoye, S.A.; Adekoya, L.O. A Design Optimization of the High Pressure Die Casting Process for the Fabrication of Bulk Metal Matrix Composites. Mater. Perfom. Charact. 2017, 6, 535–550. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.Y.; Zhao, H.D.; Li, F.D. Microstructures and properties of SiC particles reinforced aluminum matrix composites fabricated by vacuum-assisted high pressure die casting. Mater. Sci. Eng. A. 2017, 680, 270–277. [Google Scholar] [CrossRef]
- Dong, X.; Youssef, H.; Zhnang, Y.; Wang, S.; Ji, S. High performance Al/TiB2 composites fabricated by nanoparticle reinforcement and cutting-edge super vacuum assisted die casting process. Composites Part B. 2019, 177, 107453. [Google Scholar] [CrossRef]
- Itamura, M.; Yamamoto, N. Effects of Dual Speed Injection on Quality and Metal Flow of plate Shape Die Casting. J. Japan Foundry Eng. Soc. 1996, 68, 242–248. [Google Scholar]
- Park, B.; Lee, D.; Jo, I.; Lee, S.B.; Lee, S.K.; Cho, S. Automated quantification of reinforcement dispersion in B4C/Al metal matrix composites. Composites Part B. 2020, 181, 107584. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Parizi, M.T. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 2012, 34, 106–111. [Google Scholar] [CrossRef]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Proc. Technol. 2005, 161, 381–387. [Google Scholar] [CrossRef]
- Bharath, V.; Nagaral, M.; Auradi, V.; Kori, S.A. Preparation of 6061Al-Al2O3 MMC’s by Stir Casting and Evaluation of Mechanical and Wear Properties. Procedia Mater. Sci. 2014, 6, 1658–1667. [Google Scholar]
- Bindumadhavan, P.N.; Chia, T.K.; Chandrasekaran, M.; Wah, H.K.; Lam, L.N.; Prabhakar, O. Effect of particle-porosity clusters on tribological behavior of cast aluminum alloy A356-SiCp metal matrix composites. Mater. Sci. Eng. A. 2001, 315, 217–226. [Google Scholar] [CrossRef]
- Ravi, K.R.; Pillai, R.M.; Amaranathan, K.R.; Pai, B.C.; Chakraborty, M. Fluidity of aluminum alloys and composites: A review. J. Alloy Compd. 2008, 456, 201–210. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, X.G.; Charette, A. Particle distribution and interfacial reactions of Al–7% Si–10% B4C die casting composite. J. Mater. Sci. 2007, 42, 7354–7362. [Google Scholar] [CrossRef]
- Costanza, G.; Quadrini, F.; Tata, M.E. Pressure effect on Al alloys cast behavior: Microstructures and mechanical properties. J. Mater. Prod. Technol. 2004, 20, 345–357. [Google Scholar] [CrossRef]
- Girifalco, L.A. Statistical Mechanics of Solids; Oxford University Press: New York, NY, USA, 2003. [Google Scholar]
- Cerit, A.A.; Karamis, M.B.; Nair, F.; Yildizli, K. Effect of Reinforcement Particle Size and Volume Fraction on Wear Behaviour of Metal Matrix Composites. Tribo. Ind. 2008, 14, 482–489. [Google Scholar]
- Canakci, A.; Varol, T.; Ozsahin, S. Prediction of Effect of Volume Fraction, Compact Pressure and Milling Time on Properties of Al-Al2O3 MMCs Using Neural Networks. Met. Mater. Int. 2013, 19, 519–526. [Google Scholar] [CrossRef]
- Segurado, J.; Lez, C.G.; Llorca, J. A numerical investigation of the effect of particle clustering on the mechanical properties of composites. Acta Materialia. 2002, 51, 2355–2369. [Google Scholar] [CrossRef]
- Deng, X.; Chawla, N. Modeling the effect of particle clustering on the mechanical behavior of SiC particle reinforced Al matrix composites. J. Mater. Sci. 2006, 41, 5731–5734. [Google Scholar] [CrossRef]
- Bonneville, J.; Laplanche, G.; Joulain, A.; Brunet, V.G.; Dubois, S. Al-matrix composite materials reinforced by Al-Cu-Fe particles. J. Phys. Conf. Ser. 2010, 240, 012013. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Rahimian, M.; Ketabchi, M.; Parvin, N.; Yaghinali, P.; Carreno, F. Strengthening Mechanisms in Nanostructured Al/SiCp Composite Manufactured by Accumulative Press Bonding. Metall. Mater. Trans. A. 2016, 47, 5136–5145. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Weight % | 0.05 | 0.08 | 4.00 | 0.46 | 1.32 | 0.06 | 0.02 | 0.02 | Bal. |
| Density | Stir-Casting | Die-Casting | ||||||
|---|---|---|---|---|---|---|---|---|
| AA2024 | 3 vol.% | 6 vol.% | 9 vol.% | AA2024 | 3 vol.% | 6 vol.% | 9 vol.% | |
| Actual density (g/cm3) | 2.674 | 2.680 | 2.665 | 2.666 | 2.757 | 2.788 | 2.782 | 2.786 |
| Theoretical density (g/cm3) | 2.780 | 2.793 | 2.806 | 2.818 | 2.780 | 2.793 | 2.806 | 2.818 |
| Relative density (%) | 96.2 | 96.0 | 95.0 | 94.6 | 99.2 | 99.8 | 99.1 | 98.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.; Park, H.; Park, B.; Lee, S.-B.; Lee, S.-K.; Kim, Y.; Cho, S.; Jo, I. Dispersion Mechanism and Mechanical Properties of SiC Reinforcement in Aluminum Matrix Composite through Stir- and Die-Casting Processes. Appl. Sci. 2021, 11, 952. https://doi.org/10.3390/app11030952
Shin S, Park H, Park B, Lee S-B, Lee S-K, Kim Y, Cho S, Jo I. Dispersion Mechanism and Mechanical Properties of SiC Reinforcement in Aluminum Matrix Composite through Stir- and Die-Casting Processes. Applied Sciences. 2021; 11(3):952. https://doi.org/10.3390/app11030952
Chicago/Turabian StyleShin, Sangmin, Hyeonjae Park, Byeongjin Park, Sang-Bok Lee, Sang-Kwan Lee, Yangdo Kim, Seungchan Cho, and Ilguk Jo. 2021. "Dispersion Mechanism and Mechanical Properties of SiC Reinforcement in Aluminum Matrix Composite through Stir- and Die-Casting Processes" Applied Sciences 11, no. 3: 952. https://doi.org/10.3390/app11030952