1. 前言
生物处理技术是我国水污染治理的主要手段。厌氧生物反应器具有适用范围广、负荷高、污泥产生量少等特点,特别适用于处理高浓度有机废水。废水厌氧处理技术耗能低,可回收沼气,充分体现了低碳经济和循环经济理念。近年来,厌氧生物反应器的技术优势受到广泛重视,国际上已经发展至第三代厌氧技术,目前我国掌握和普遍应用的是第二代技术,通过引进少量应用了第三代技术。
2. 厌氧反应器简介
根据目前国际上的划分方法,第一代厌氧反应器的主要特点是污泥泥龄和污水停留时间相同,这一代反应器的代表是厌氧消化池(CADT),厌氧接触工艺(ACP),其均为低负荷系统。这类厌氧反应器存在污泥泥龄与水力停留时间难以分离的问题,反应器内生物量少,泥水混合也不好,传质效果差。
第二代厌氧反应器的开发应用始于20世纪60年代末,这一代反应器最主要的特点是污泥泥龄和污水停留时间相同分离,污泥泥龄远远大于污水停留时间。其一般采用污泥固定化技术或培养颗粒厌氧污泥等技术手段,实现在反应器内保持大量的活性污泥和足够长的污泥龄。其代表反应器如厌氧流化床(AFB)、上流式厌氧污泥床(UASB)、厌氧过滤器(AF)、厌氧附着膨胀床(AAFEB)、厌氧生物转盘(ARBCP)等。这其中UASB反应器是最具代表性的反应器。这类反应器在一定程度上解决了污泥泥龄和水力停留时间分离的问题,反应器内能够维持一定的生物量。但是泥水混合效果差,传质问题没有很好的解决。
第三代厌氧反应器是目前最高效的厌氧反应器。这一代反应器最主要的特点是在二代反应器具备将污泥泥龄和水力停留时间分离的前提下,使固液两相充分接触,既能将大量污泥截留在反应器内,又能使废水和厌氧污泥充分混合接触,提高反应器的效率。第三代高效厌氧生物反应器主要代表是荷兰Biothane公司与Delft水力学院合作开发的厌氧颗粒污泥膨胀床反应器(EGSB)和荷兰帕克公司开发的厌氧内循环反应器(IC) [1] 。
以厌氧内循环反应器(IC)为例(图1)。进水(1)经过布水器(2)进入反应器,与下降管(11)循环来的污泥和水均匀混和后,进入第一个反应区,即流化床反应室(3)。在那里,大部分COD被降解为沼气,在这个反应区产生的沼气由一级三相分离器(4)收集和分离,并产生气体提升(5)。气体被提升的同时,带动水和污泥作向上运动,经过“上升”管(6)达到位于反应器顶部的气体/液体分离器(10),在这里沼气从水和污泥中分离,离开整个反应器(13)。水和污泥混和经过同心的“下降”管(11)直接滑落到反应器底部形成内部循环流。第一级反应区的出水在第二阶段低负荷后处理区(7)内被深度处理,在那里剩余的可厌氧生物降解的COD被去除,在上层分离区产生的沼气被顶部的二级三相分离器(8)收集,并由“集气管” (9),输送到顶部旋流式气体/液体分离器(10),实现沼气分离和收集。同时,厌氧出水(12)经过出水堰离开反应器自流进入后续处理中 [2] 。
3. 高效厌氧反应器的优势
相对于传统的好氧处理工艺,厌氧反应器的优势主要体现在处理负荷高,占地小,运行费用低等优点。表1是好氧处理与二三代厌氧反应器处理效率的比较。
从表1可以看出三代高效厌氧反应器处理技术相对与二代厌氧反应器处理技术和好氧处理技术在处理效率上有较大优势。这种效率优势在投资和运行成本上是十分明显的。
我们以某20万吨/年废纸造纸企业配套1.8万吨/天污水处理站为例进行比较,表2为投资和运行成本对比。
从表2中可以看出采用高效厌氧+好氧处理工艺比采用全好氧处理工艺在投资上节省了11.5%,占地面积上节省了24%,成本与收益折抵后实际运行成本节省32.5%。由此可见采用高效厌氧反应器在投资和运行成本上有巨大的优势。
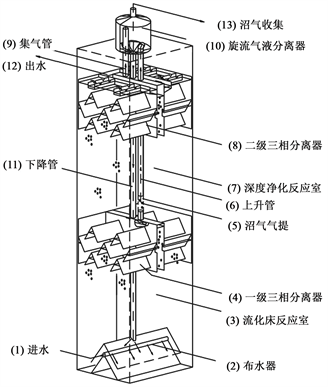
Figure 1. Schematic diagram of anaerobic internal circulation reactor (IC) structure
图1. 厌氧内循环反应器(IC)结构示意图

Table 1. Comparison of volumetric loading of different reactors in treating different wastewater
表1. 不同反应器处理不同废水的容积负荷比较
Table 2. Economic comparison between aerobic treatment process and high efficiency anaerobic + aerobic treatment process
表2. 好氧处理工艺与高效厌氧 + 好氧处理工艺经济性比较
4. 高效厌氧反应器的应用现状
高效厌氧反应器自上个世纪80年代出现后,经过30年的发展逐渐完善,在上个世纪90年代末开始大量应用,目前已经在造纸、食品、化工等多个行业的废水处理中得到应用。
目前最成功的高效厌氧反应器是荷兰帕克公司研发的IC反应器,据统计该公司生产的IC反应器在全球运行中的高效厌氧反应器中约占60%以上,处于绝对的优势地位。在国内荷兰帕克公司自90年代末进入中国市场以来抢占了大量的高效厌氧反应器市场,尤其是在造纸行业,目前运行的高效厌氧反应器中有80%以上是该公司的产品。在江苏省大型造纸企业使用的高效厌氧反应器全部为荷兰帕克公司的IC反应器,市场占有率达100%。可见荷兰帕克公司在国内几乎垄断了高效厌氧反应器市场。
此外威立雅公司的EGSB反应器近年来也进入了中国市场,该反应器处理负荷与荷兰帕克公司IC反应器基本相同,运行较为简便,因此在国内推广较快,正在逐渐获得市场的认可。
国内的高校、科研院所和环保企业虽然在90年代也开始了高效厌氧反应器的研发工作,并且也开发了一些高效厌氧反应器,但由于国内在废水、颗粒污泥物理参数及反应器内水力流态、污泥床膨胀及内循环水力学特性等方面基础理论研究不足,高效厌氧生物水处理反应器的核心技术没有掌握,仅仅是形式上的模仿,因此设计与应用方面远远落后欧美等发达国家,试制的反应器平均有机负荷仅在5 kg COD/(m3d)左右,与国际先进水平尚有较大差距,无法获得大规模的生产应用。
由于高效厌氧反应器技术基本都掌握在国外企业手中,而国内生产的厌氧反应器普遍不能达到国外企业的处理效率,使得国外企业在国内的高效厌氧反应器市场上处于垄断地位,造成高效厌氧反应器价格较高,目前使用高效厌氧反应器的企业多为一些大型企业,中小型企业根本无力购买。根据2015年对江苏省废纸造纸行业的统计,占全省规模以上企业产量60%的中小型废纸造纸企业(产量在10万吨/年以下)普遍采用的是水解酸化或者二代厌氧技术。而占全省产量40%左右的大型废纸造纸企业(产量在10万吨/年以上)几乎全部采用了帕克公司的IC反应器。高效厌氧反应器处理废纸造纸废水的效果已经普遍得到了造纸行业的认可,但是苦于国外企业产品的价格过高,中小型企业难以承受,仍然使用传统工艺进行处理,使得其废水处理系统能耗高,处理效率差。
5. 高效厌氧反应器的存在的问题
高效厌氧反应器虽然是目前最先进的厌氧反应器,但仍然存在一些问题,主要问题如下:
1) 污泥易钙化,高效厌氧反应器在处理硬度较高的废水时,污泥表面容易钙化,造成污泥失活。
2) 冬季运行效果下降,在冬季受水温降低的影响,厌氧污泥活性下降,反应器处理效率降低。
3) 颗粒污泥培养周期长,外购颗粒污泥价格高。高效厌氧反应器能够产生颗粒污泥,但是其培养周期往往较长,业主不能接受,因此一般采用引种颗粒污泥的方式。引种颗粒污泥可以加快反应器的启动,但是价格较高,给业主增加了负担。
6. 结论
第三代高效厌氧反应器效率高,占地省,具有较大的市场前景,但是由于目前该技术主要掌握在国外企业手中,因此造价较高,未来相关部门应大力鼓励国产高效厌氧反应器的开发。在拿出与国外企业相同效率的高效厌氧反应器的同时,着重解决高效厌氧反应器存在的主要问题,争取实现高效厌氧技术的反超。
基金项目
南京工程学院2017年校级教学改革与建设项目,JS201719。