
Thermal and Rheological Characterization of Recycled PET/Virgin HDPE Blend Compatibilized with PE-g-MA and an Epoxy Chain Extender

 , , , , , and
, , , , , and
Abstract
:
1. Introduction
2. Methodology
2.1. Materials
2.2. Experimental Procedures
2.2.1. Blend Processing
2.2.2. Rheological Characterization
- (a)
- Tests conducted at constant rotor rotation speed (N) and different processing chamber wall temperatures (T), which allow the determination of β by linear regression of versus , where and are average torque and temperature values and an arbitrary reference temperature, and
- (b)
- Tests conducted at constant processing chamber wall temperature (T) and different rotor rotation speeds (N), which allow calculation of the parameter n by linear regression of versus .
2.2.3. Differential Scanning Calorimetry
2.2.4. Thermogravimetry
3. Results and Discussion
3.1. Rheological Characterization
Degradation and Recuperation during Processing
3.2. DSC Thermal Analysis: Melt Crystallization
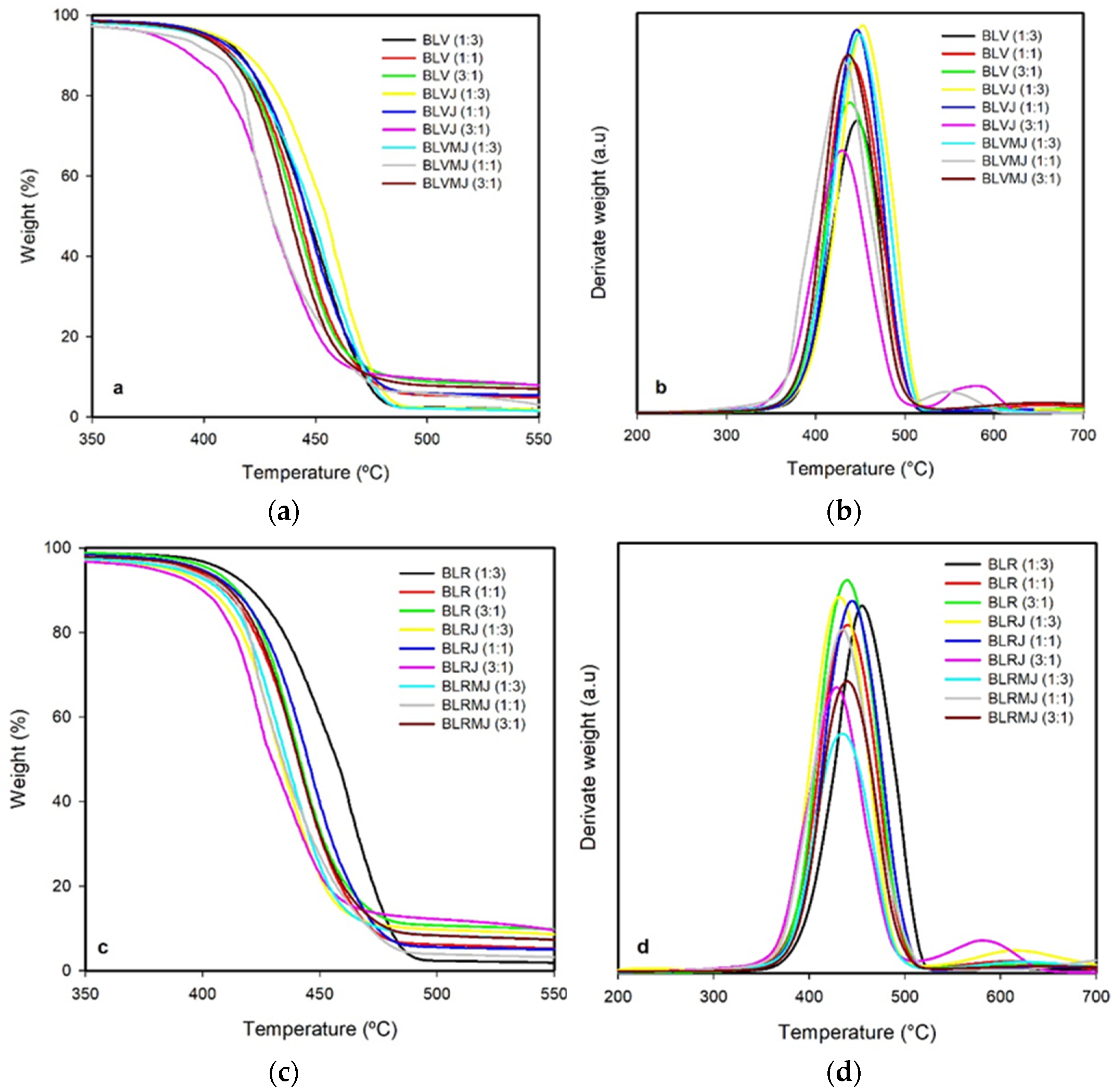
3.3. TGA Thermal Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kint, D.P.R.; de Ilarduya, A.M.; Muñoz-Guerra, S. Poly(ethylene terephthalate) copolymers containing 5- tert -butyl isophthalic units. J. Polym. Sci. Part A Polym. Chem. 2001, 39, 1994–2004. [Google Scholar] [CrossRef]
- Pracella, M.; Rolla, L.; Chionna, D.; Galeski, A. Compatibilization and properties of poly(ethylene terephthalate)/polyethylene blends based on recycled materials. Macromol. Chem. Phys. 2002, 203, 1473–1485. [Google Scholar] [CrossRef]
- Pluta, M.; Bartczak, Z.; Pawlak, A. Phase structure and viscoelastic properties of compatibilized blends of PET and HDPE recyclates. J. Appl. Polym. Sci. 2001, 82, 1423–1436. [Google Scholar] [CrossRef]
- Chiu, H.T.; Hsiao, Y.K. Compatibilization of poly(ethylene terephthalate)/polypropylene blends with maleic anhydride grafted polyethylene-octene elastomer. J. Polym. Res. 2006, 13, 153–160. [Google Scholar] [CrossRef]
- Pawlak, A.; Morawiec, J.; Pazzagli, F. Recycling of postconsumer poly(ethylene terephthalate) and high-density polyethylene by compatibilized blending. J. Appl. Polym. Sci. 2002, 86, 1473–1485. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.; Clemons, C.M.; Guo, W. Phase structure and properties of poly(ethylene terephthalate)/high-density polyethylene based on recycled materials. J. Appl. Polym. Sci. 2009, 113, 1710–1719. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, H.; Guo, W.; Wu, C. Effects of different types of polyethylene on the morphology and properties of recycled poly(ethylene terephthalate)/polyethylene compatibilized blends. Polym. Adv. Technol. 2011, 22, 1851–1858. [Google Scholar] [CrossRef]
- Velten, D.; Eisenbarth, E.; Schanne, N.; Breme, J. Biocompatible Nb2O5 thin films prepared by means of the sol-gel process. J. Mater. Sci. Mater. Med. 2009, 15, 457–461. [Google Scholar] [CrossRef] [PubMed]
- Coltelli, M.B.; Giani, M.; Lochiatto, F. Postconsumer polyethylene terephthalate (PET)/polyolefin blends through reactive processing. J. Mater. Cycles Waste Manage. 2004, 6, 13–19. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Aglietto, M.; Ciardelli, F. Influence of the transesterification catalyst structure on the reactive compatibilization and properties of poly(ethylene terephthalate) (PET)/dibutyl succinate functionalized poly(ethylene) blends. Eur. Polym. J. 2008, 44, 1512–1524. [Google Scholar] [CrossRef]
- Kim, D.H.; Park, K.Y.; Kim, J.Y.; Sum, K.D.O. Improved compatibility of high-density polyethylene/poly(ethylene terephthalate) blend by the use of blocked isocyanate group. J. Appl. Polym. Sci. 2000, 78, 1017–1024. [Google Scholar] [CrossRef]
- Pracella, M.; Chionna, D.; Ishak, R.; Galeski, A. Recycling of PET and polyolefin based packaging materials by reactive blending. Polym.-Plast. Technol. Eng. 2004, 43, 1711–1722. [Google Scholar] [CrossRef]
- Uehara, G.A.; França, M.P.; Vicente, S.; Junior, C. Recycling assessment of multilayer flexible packaging films using design of experiments. Polímeros 2015, 25, 371–381. [Google Scholar] [CrossRef] [Green Version]
- Pracella, M. Blends and Alloys. In Modification of Polymer Properties; Elsevier: Amsterdam, The Netherlands, 2017; pp. 155–184. [Google Scholar]
- Taghavi, S.K.; Shahrajabian, H.; Hosseini, H.M. Detailed comparison of compatibilizers MAPE and SEBS-g-MA on the mechanical/thermal properties, and morphology in ternary blend of recycled PET/HDPE/MAPE and recycled PET/HDPE/SEBS-g-MA. J. Elastomers Plast. 2018, 50, 13–35. [Google Scholar] [CrossRef]
- Chen, S.C.; Zhang, L.H.; Zhang, G. An Investigation and Comparison of the Blending of LDPE and PP with Different Intrinsic Viscosities of PET. Polymers 2018, 10, 147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Härth, M.; Dörnhöfer, A. Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate). Polymers 2020, 12, 1605. [Google Scholar] [CrossRef]
- Wu, W.J.; Sun, X.L.; Chen, Q.; Qian, Q. Recycled Poly(Ethylene Terephthalate) from Waste Textiles with Improved Thermal and Rheological Properties by Chain Extension. Polymers 2022, 14, 510. [Google Scholar] [CrossRef]
- Nofar, M.; Oguz, H. Development of PBT/Recycled-PET Blends and the Influence of Using Chain Extender. J. Polym. Environ. 2019, 27, 1404–1417. [Google Scholar] [CrossRef]
- Tavares, A.A.; Silva, D.F.A.; Lima, P.S. Chain extension of virgin and recycled polyethylene terephthalate. Polym. Test. 2016, 50, 26–32. [Google Scholar] [CrossRef]
- Torres, N.; Robin, J.J.; Boutevin, B. Chemical modification of virgin and recycled poly(ethylene terephthalate) by adding of chain extenders during processing. J. Appl. Polym. Sci. 2001, 79, 1816–1824. [Google Scholar] [CrossRef]
- Villalobos, M.; Awojulu, A.; Greeley, T. Oligomeric chain extenders for economic reprocessing and recycling of condensation plastics. Energy 2006, 31, 3227–3234. [Google Scholar] [CrossRef]
- Bimestre, B.H.; Saron, C. Chain extension of poly (ethylene terephthalate) by reactive extrusion with secondary stabilizer. Mater. Res. 2012, 15, 467–472. [Google Scholar] [CrossRef]
- Raffa, P.; Coltelli, M.B.; Savi, S. Chain extension and branching of poly(ethylene terephthalate) (PET) with di- and multifunctional epoxy or isocyanate additives: An experimental and modelling study. React. Funct. Polym. 2012, 72, 50–60. [Google Scholar] [CrossRef]
- Costa, A.R.M.; Almeida, T.G.; Silva, S.M.L. Chain extension in poly(butylene-adipate-terephthalate). Inline testing in a laboratory internal mixer. Polym. Test. 2015, 42, 115–121. [Google Scholar] [CrossRef]
- Duarte, I.S.; Tavares, A.A.; Lima, P.S. Chain extension of virgin and recycled poly(ethylene terephthalate): Effect of processing conditions and reprocessing. Polym. Degrad. Stab. 2016, 124, 26–34. [Google Scholar] [CrossRef]
- BRASKEM. High Density Polyethylene JV060U. 12:25087. 2017. Available online: https://en.wikipedia.org/wiki/High-density_polyethylene (accessed on 17 January 2022).
- Lima, P.S.; Brito, R.S.F.; Santos, B.F.F. Rheological properties of HDPE/chitosan composites modified with PE-g-MA. J. Mater. Res. 2017, 32, 775–787. [Google Scholar] [CrossRef]
- M & G Pet, Polyethylene Terephthalate. 2013, pp. 873–874. Available online: https://en.wikipedia.org/wiki/Polyethylene_terephthalate (accessed on 17 January 2022).
- Addivant Corporation Polybond ® 3009.3009. 2013. Available online: https://www.brenntag.com/media/documents/bsi/product_data_sheets/material_science/addivant/polybond_3009_pds.pdf (accessed on 17 January 2022).
- Frenz, V.; Scherzer, D.; Villalobos, M. Multifunctional polymers as chain extenders and compatibilizers for polycondensates and biopolymers. Tech. Pap. Reg. Tech. Conf. Soc. Plast. Eng. 2008, 3, 1678–1682. [Google Scholar]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A. Rheological, morphological, and interfacial properties of compatibilized PLA/PBAT blends. Rheol. Acta. 2014, 53, 501–517. [Google Scholar] [CrossRef]
- Alves, T.S.; Silva Neto, J.E.; Silva, S.M.L. Process simulation of laboratory internal mixers. Polym. Test. 2016, 50, 94–100. [Google Scholar] [CrossRef]
- Almeida, T.G.; João, J.E.; Costa, A.R.M. Degradation during processing in poly(butylene adipate-co-terephthalate)/vegetable fiber compounds estimated by torque rheometry. Polym. Test. 2016, 55, 204–211. [Google Scholar] [CrossRef]
- Sousa, J.C.; Costa, A.R.M.; Lima, J.C. Polycaprolactone (PCL)/alumina and PCL/niobium pentoxide composites: Rheology, crystallization, and mechanical properties. Polym. Compos. 2019, 41, 1265–1276. [Google Scholar] [CrossRef]
- Lima, J.C.; Sousa, J.C.; Arruda, S.A. Polycaprolactone matrix composites reinforced with brown coir: Rheological, crystallization, and mechanical behavior. Polym. Compos. 2018, 40, 1678–1686. [Google Scholar] [CrossRef]
- Marinho, V.A.D.; Pereira, C.A.B.; Vitorino, M.B.C. Degradation and recovery in poly(butylene adipate-co-terephthalate)/ thermoplastic starch blends. Polym. Test. 2017, 58, 166–172. [Google Scholar] [CrossRef]
- Canedo, E.L. Polymer Processing in the Internal Laboratory Mixer. PPGCEMat/UFCG: Campina Grande, Brazil, 2017. [Google Scholar]
- Mandelkern, L.; Alamo, R.G. Thermodynamic Quantities Governing Melting. In Physical Properties of Polymers Handbook; Springer: New York, NY, USA, 2007; pp. 165–186. [Google Scholar]
- Guclu, M.; Alkan Göksu, Y.; Özdemir, B.; Ghanbari, A.; Nofar, M. Thermal Stabilization of Recycled PET Through Chain Extension and Blending with PBT. Polym. Environ. 2022, 30, 719–727. [Google Scholar] [CrossRef]
- Jarukumjorn, K.; Chareunvong, S. Compatibilization of recycled high density polyethylene (HDPE)/polyethylene terephthalate (PET) blends. Suranaree J. Sci. Technol. 2006, 14, 1–8. [Google Scholar]
- Baccouch, Z.; Mbarek, S.; Jaziri, M. Experimental investigation of the effects of a compatibilizing agent on the properties of a recycled poly(ethylene terephthalate)/polypropylene blend. Polym. Bull. 2017, 74, 839–856. [Google Scholar] [CrossRef]
- Chaiwutthinan, P.; Suwannachot, S.; Larpkasemsuk, A. Recycled poly (ethylene terephthalate)/polypropylene/wollastonite composites using PP-g-MA as compatibilizer: Mechanical, thermal and morphological properties MTEC. J. Met. Mater. Miner. 2018, 28, 115–123. [Google Scholar]
- Khaledi, B.; Golshan, E.N. Structural analysis of poly (ethylene terephthalate) modified by polypropylene-graft-maleic anhydride from rheological data. J. Appl. Polym. Sci. 2019, 136, 46896. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Guo, W.; Zhang, H.; Wu, C. Influence of chain extension on the compatibilization and properties of recycled poly (ethylene terephthalate)/linear low density polyethylene blends. Polym. Degrad. Stab. 2009, 94, 1135–1141. [Google Scholar] [CrossRef]
- Bae, T.; Park, K.; Kim, D.; Suh, K. Poly (ethylene terephthalate)/ Polypropylene Reactive Blends through Isocyanate Functional Group. J. Appl. Polym. Sci. 2001, 81, 1056–1062. [Google Scholar] [CrossRef]
- Matias, Á.A.; Lima, M.S.; Pereira, J. Use of recycled polypropylene/poly(ethylene terephthalate) blends to manufacture water pipes: An industrial scale study. Waste Manag. 2020, 101, 250–258. [Google Scholar] [CrossRef]
- Tariq, A.; Afzal, A.; Rashid, I.A.; Shakir, F.M. Study of thermal, morphological, barrier and viscoelastic properties of PP grafted with maleic anhydride (PP-g-MAH) and PET blends. J. Polym. Res. 2020, 27, 309. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Ahmad, S. Rice husk flour biocomposites based on recycled high-density polyethylene/polyethylene terephthalate blend: Effect of high filler loading on physical, mechanical and thermal properties. J. Compos. Mater. 2015, 49, 1241–1253. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Influential parameters on natural weathering under harsh climatic conditions of mechanically recycled plastic film specimens. J. Environ. Manage. 2019, 230, 355–365. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Mass (g) | Total | ||||
|---|---|---|---|---|---|---|
| PETV | PETR | HDPE | Joncryl | PE-g-MA | ||
| PETV | 301 | - | - | - | - | 301 |
| PETR | - | 301 | - | - | - | 301 |
| PETVJ | 301 | - | - | 3 | - | 304 |
| PETRJ | - | 301 | - | 3 | - | 304 |
| HDPE | - | - | 207 | - | - | 207 |
| BLV (1:3) | 61 | - | 181 | - | - | 242 |
| BLR (1:3) | - | 61 | 181 | - | - | 242 |
| BLV (1:1) | 121 | - | 121 | - | - | 242 |
| BLR (1:1) | - | 121 | 121 | - | - | 242 |
| BLV (3:1) | 181 | - | 61 | - | - | 242 |
| BLR (3:1) | - | 181 | 61 | - | - | 242 |
| BLVJ (1:3) | 61 | - | 181 | 2.45 | - | 245 |
| BLRJ (1:3) | - | 61 | 181 | 2.45 | - | 245 |
| BLVJ (1:1) | 121 | - | 121 | 2.45 | - | 245 |
| BLRJ (1:1) | - | 121 | 121 | 2.45 | - | 245 |
| BLVJ (3:1) | 182 | - | 61 | 2.45 | - | 245 |
| BLRJ (3:1) | - | 182 | 61 | 2.45 | - | 245 |
| BLVM (1:3) | 53 | - | 187 | - | 24 | 266 |
| BLRM (1:3) | - | 53 | 187 | - | 24 | 266 |
| BLVM (1:1) | 119 | - | 119 | - | 24 | 264 |
| BLRM (1:1) | - | 119 | 119 | - | 24 | 264 |
| BLVM (3:1) | 187 | - | 53 | - | 24 | 266 |
| BLRM (3:1) | - | 187 | 53 | - | 24 | 266 |
| BLVMJ (1:3) | 53 | - | 187 | 3 | 24 | 269 |
| BLRMJ (1:3) | - | 53 | 187 | 3 | 24 | 269 |
| BLVMJ (1:1) | 119 | - | 119 | 3 | 24 | 267 |
| BLRMJ (1:1) | - | 119 | 119 | 3 | 24 | 267 |
| BLVMJ (3:1) | 185 | - | 53 | 3 | 24 | 267 |
| BLRMJ (3:1) | - | 185 | 53 | 3 | 24 | 267 |
| Composition | PETV | PETR | BLV (3:1) | BLR (3:1) | BLR (1:1) |
|---|---|---|---|---|---|
| Pristine | --- | 1.8 | 2.9 | 2.6 | 2.0 |
| Additivated (Joncryl) | 1.6 | 3.1 | 1.2 | 1.4 | --- |
| Compatibilized (PE-g-MA) | --- | 1.8 | 2.3 | 1.5 | 2.3 |
| Additivated + Compatatibilized (Joncryl + PE-g-MA) | 1.6 | 3.1 | 1.7 | 1.5 | --- |
| Composition (HDPE/PET) | Blends with PETV | Blends with PETR | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tc1 (°C) | Tc2 (°C) | ΔHc1 (J/g) | ΔHc2 (J/g) | ΔXc1 (%) | ΔXc2 (%) | Tc1 (°C) | Tc2 (°C) | ΔHc1 (J/g) | ΔHc2 (J/g) | ΔXc1 (%) | ΔXc2 (%) | ||
| Pure | 1:3 | 207.1 | 107.8 | 41.6 | 159.1 | 29.7 | 54.3 | 205.4 | 106.4 | 41.8 | 164.7 | 29.9 | 56.2 |
| 1:1 | 202.6 | 116.8 | 39.2 | 164.6 | 28.0 | 56.2 | 197.2 | 118.2 | 26.3 | 166.6 | 18.8 | 56.9 | |
| 3:1 | 150.7 | 117.6 | 24.9 | 172.6 | 36.1 | 58.9 | 165.0 | 117.5 | 2.9 | 168.5 | 2.0 | 59.0 | |
| 1% Joncryl | 1:3 | 153.5 | 107.8 | 7.1 | 165.7 | 5.1 | 56.6 | 194.6 | 117.0 | 37.6 | 168.4 | 26.8 | 57.5 |
| 1:1 | 170.6 | 117.2 | 17.2 | 163.6 | 12.2 | 55.8 | 188.6 | 117.8 | 31.5 | 168.9 | 22.5 | 57.6 | |
| 3:1 | 151.1 | 118.1 | 1.8 | 164.6 | 1.3 | 56.2 | 195.1 | 117.3 | 112.4 | 52.9 | 80.1 | 18.7 | |
| 10% Pe-g- MA | 1:3 | 198.7 | 106.0 | 43.9 | 244.3 | 31.4 | 83.4 | 198.9 | 105.6 | 42.2 | 224.7 | 30.2 | 76.7 |
| 1:1 | --- | 117.7 | --- | 180.4 | --- | 61.6 | 188.4 | 118.0 | 21.8 | 188.5 | 15.6 | 64.3 | |
| 3:1 | --- | 117.8 | --- | 188.2 | --- | 64.2 | --- | 118.4 | --- | 174.1 | --- | 59.4 | |
| Joncryl+ Pe-g- MA | 1:3 | 187.6 | 118.0 | 34.6 | 229.0 | 24.7 | 78.2 | 181.0 | 117.1 | 26.6 | 228.8 | 19.0 | 78.1 |
| 1:1 | --- | 118.2 | --- | 199.7 | --- | 68.2 | 188.7 | 118.4 | 25.4 | 205.2 | 18.2 | 70.0 | |
| 3:1 | --- | 118.9 | --- | 196.5 | --- | 67.1 | --- | 119.1 | --- | 186.4 | --- | 63.6 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, R.M.; Costa, A.R.M.; Almeida, Y.M.B.; Carvalho, L.H.; Delgado, J.M.P.Q.; Lima, E.S.; Magalhães, H.L.F.; Gomez, R.S.; Leite, B.E.; Rolim, F.D.; et al. Thermal and Rheological Characterization of Recycled PET/Virgin HDPE Blend Compatibilized with PE-g-MA and an Epoxy Chain Extender. Polymers 2022, 14, 1144. https://doi.org/10.3390/polym14061144
Santos RM, Costa ARM, Almeida YMB, Carvalho LH, Delgado JMPQ, Lima ES, Magalhães HLF, Gomez RS, Leite BE, Rolim FD, et al. Thermal and Rheological Characterization of Recycled PET/Virgin HDPE Blend Compatibilized with PE-g-MA and an Epoxy Chain Extender. Polymers. 2022; 14(6):1144. https://doi.org/10.3390/polym14061144
Chicago/Turabian StyleSantos, Raquel M., Anna R. M. Costa, Yêda M. B. Almeida, Laura H. Carvalho, João M. P. Q. Delgado, Elisiane S. Lima, Hortência L. F. Magalhães, Ricardo S. Gomez, Boniek E. Leite, Fagno D. Rolim, and et al. 2022. "Thermal and Rheological Characterization of Recycled PET/Virgin HDPE Blend Compatibilized with PE-g-MA and an Epoxy Chain Extender" Polymers 14, no. 6: 1144. https://doi.org/10.3390/polym14061144