Effect of Mixing Method on Properties of Ethylene Vinyl Acetate Copolymer/Natural Rubber Thermoplastic Vulcanizates

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
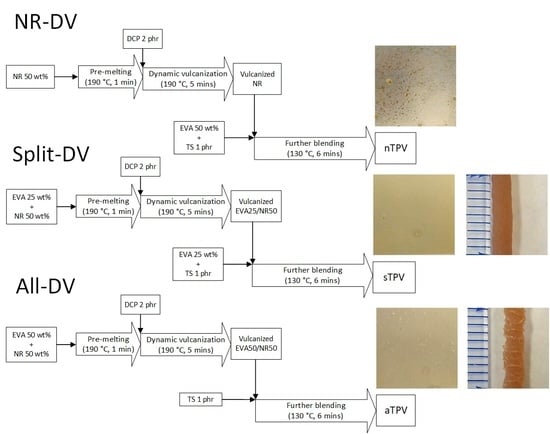
2.2.1. Method 1 NR-DV
2.2.2. Method 2 Spilt-DV
2.2.3. Method 3 All-DV
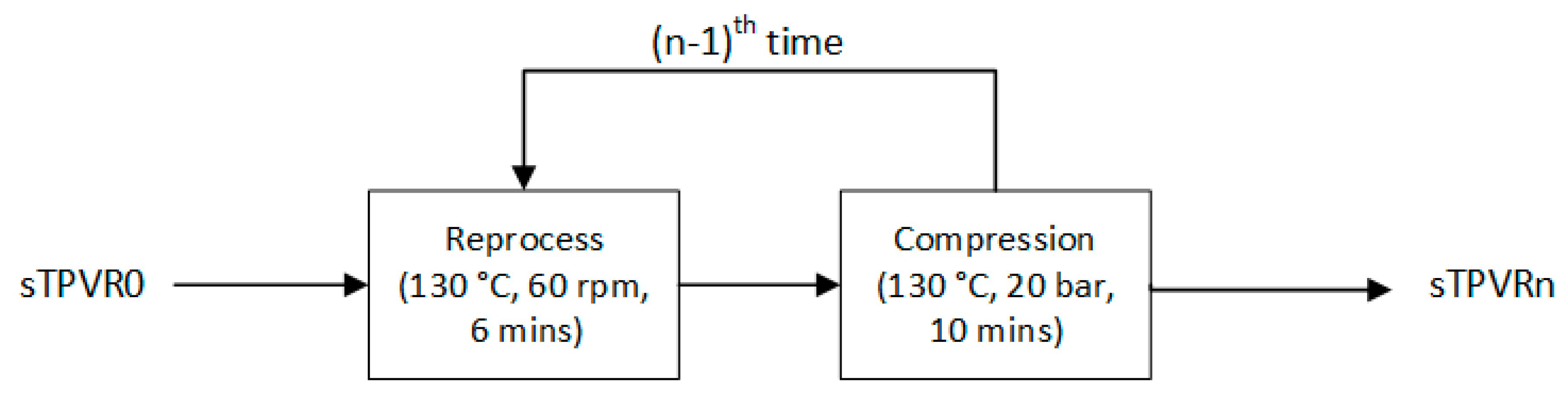
2.3. Recyclability of TPV
2.4. Characterizations
2.4.1. Morphology
2.4.2. Gel content and Swelling Behavior
- W0 = weight of blend sample (g)
- W1 = weight of mesh bag (g)
- W2 = weight of blend sample and mesh bag after extraction (g)
- W3 = weight of blend sample and mesh bag after drying (g)
2.4.3. Differential Scanning Calorimetry (DSC)
- ∆Hm = Enthalpy of melting
- ΦEVA = mass fraction of EVA in the blend
- ∆Hm,100% = Enthalpy of melting of polyethylene with 100% crystallinity = 277.1 J/g [35]
2.4.4. Dynamic Mechanical Analysis
2.4.5. Rheological Properties
2.4.6. Mechanical Properties
- L = length after force removal for 10 min (mm)
- L0 = initial length (mm)
3. Results and Discussion
3.1. Appearance and Morphology
3.2. Gel Content and Swelling Ratio
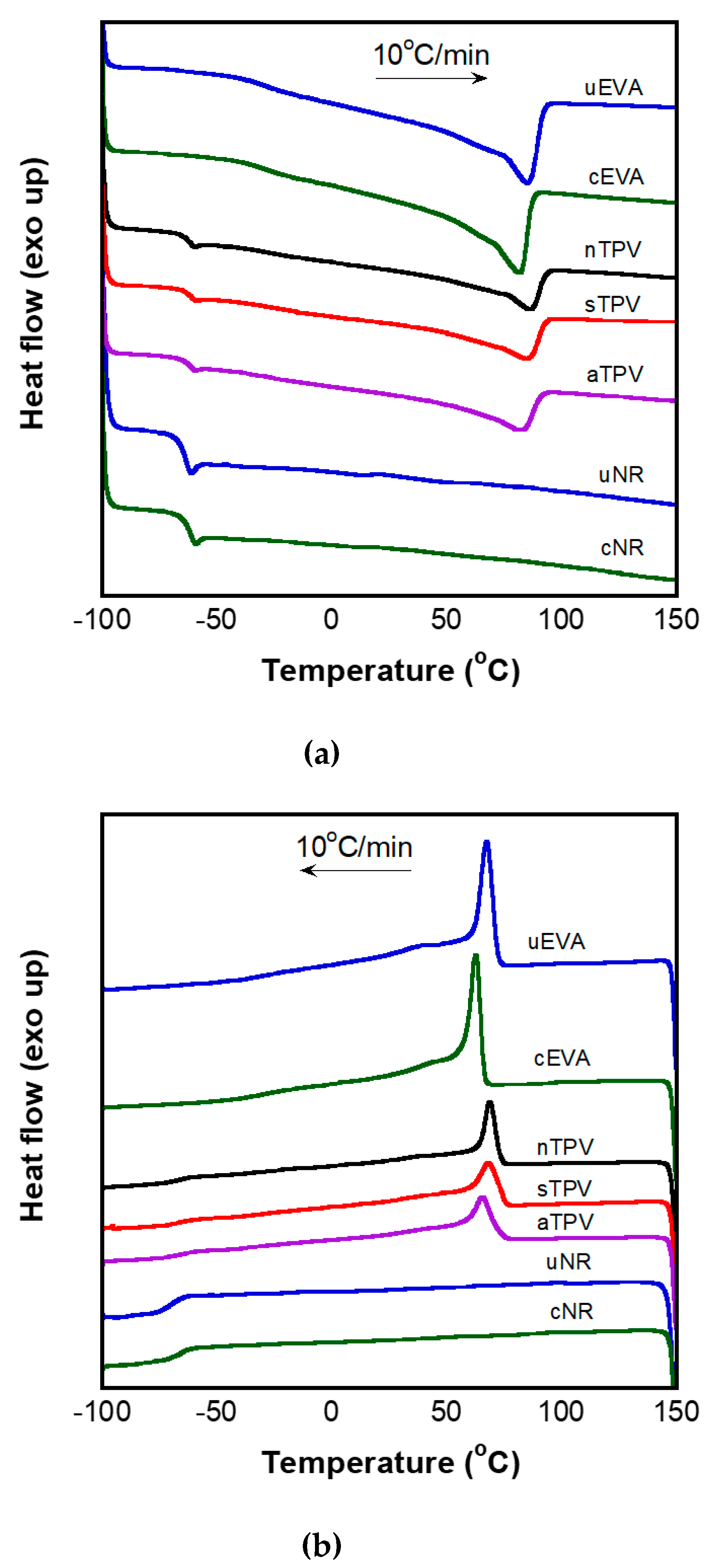
3.3. Thermal Properties
3.4. Dynamic Mechanical Properties
3.5. Flow Curves and Extruded Strands from Capillary Rheometer
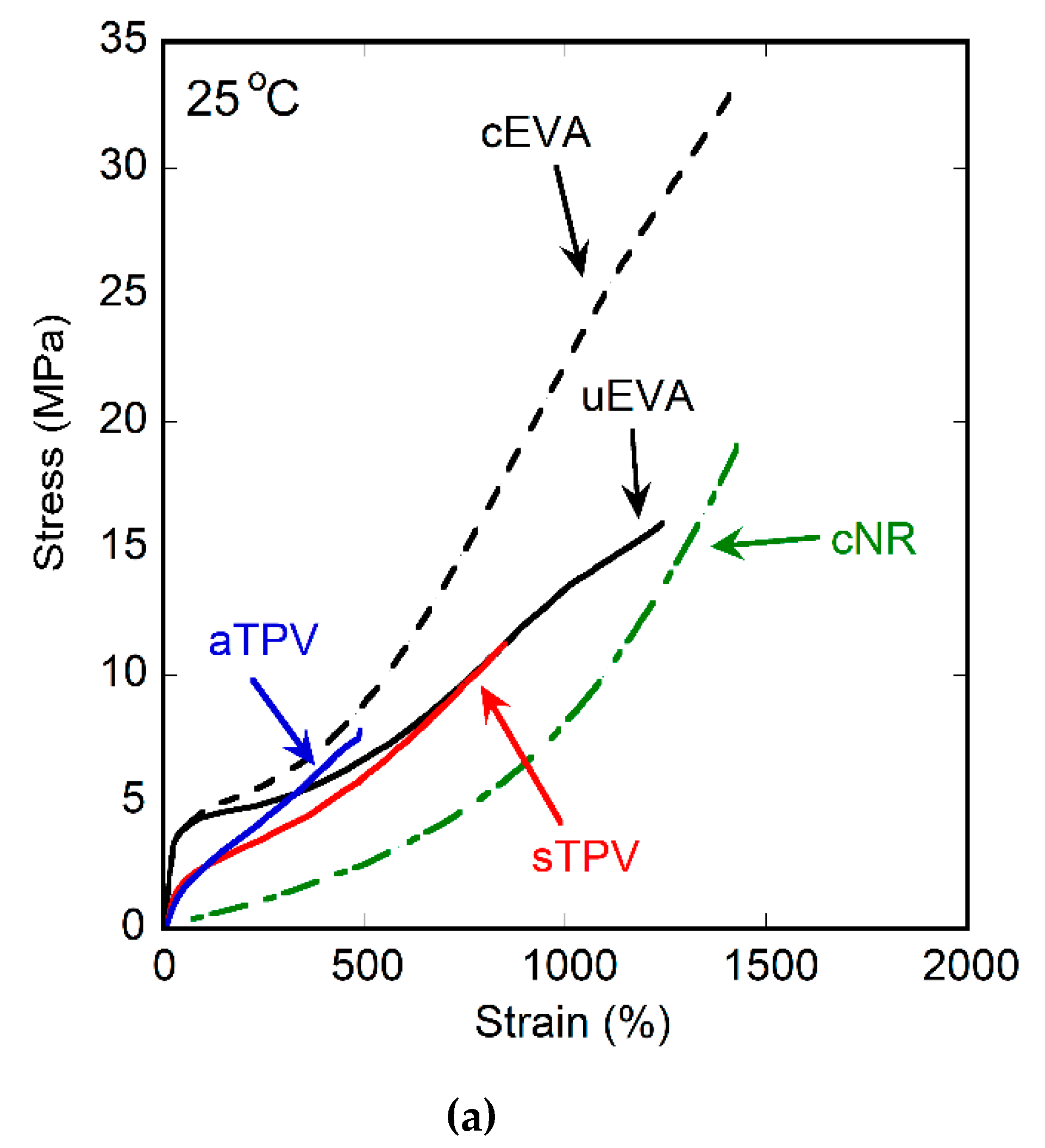
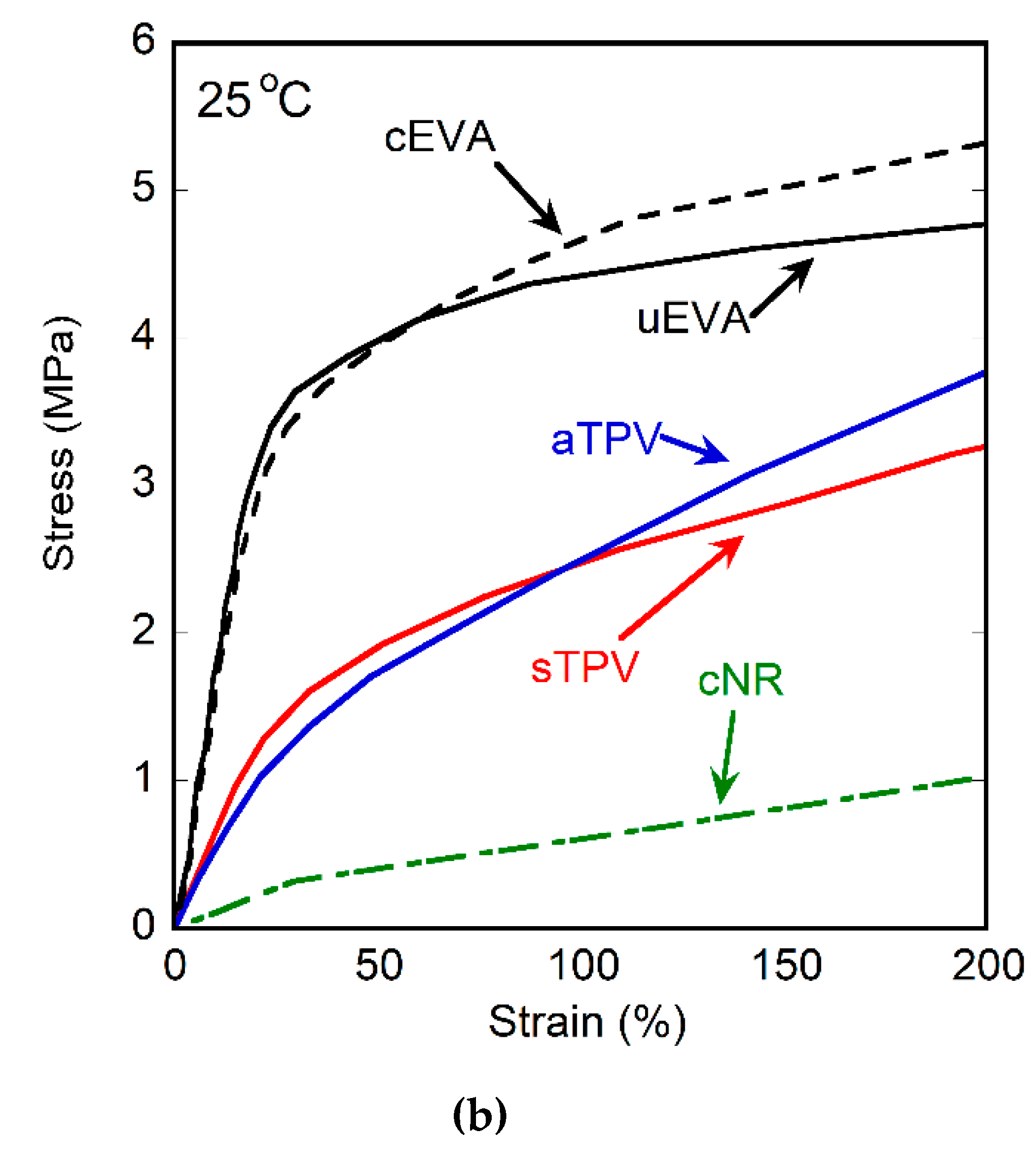
3.6. Mechanical Properties
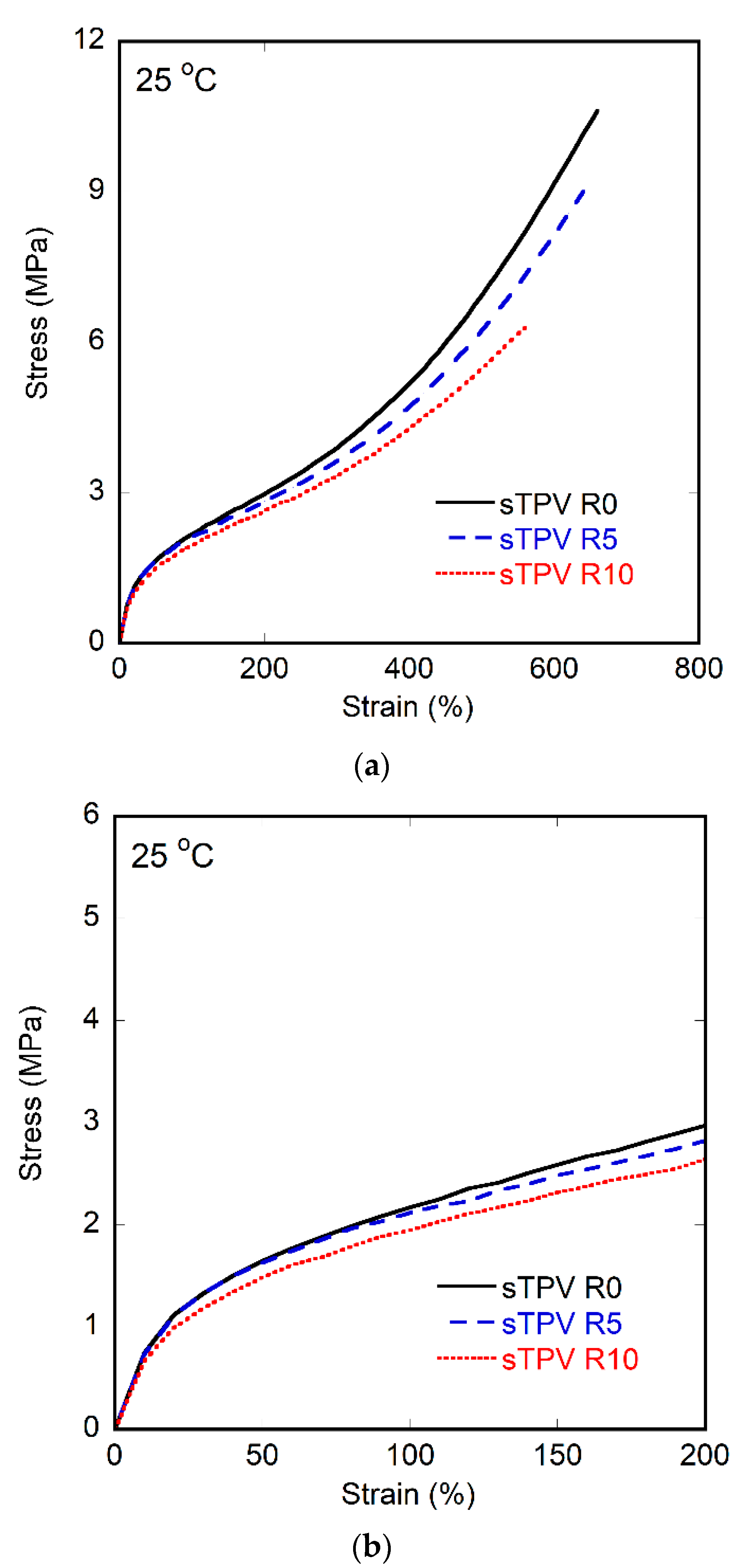
3.7. Recyclability
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

References
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Horodytska, O.; Valdes, F.J.; Fullana, A. Plastic flexible films waste management—A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768. [Google Scholar] [CrossRef] [PubMed]
- Chotthong, B. Public-Private-People Partnerships on Plastic Waste Management in Thailand. Available online: http://eascongress2018.pemsea.org/wp-content/uploads/2018/12/S2.3-10-Public-Private-People-Partnerships-on-Plastic-Waste-Management-in-Thailand_BChotthong.pdf (accessed on 20 February 2020).
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Myllari, V.; Sahimaa, O.; Anderson, R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef] [PubMed]
- Pollution Control Department. Thailand Thailand’s Waste Minimization. Available online: http://infofile.pcd.go.th/waste/AIT060509_sec3.pdf (accessed on 20 February 2020).
- Yehia, A.; Abdelbary, E.M.; Mull, M.; Ismail, M.N.; Hefny, Y. New Trends for Utilization of Rubber Wastes. Macromol. Symp. 2012, 320, 5–14. [Google Scholar] [CrossRef]
- Duangburong, J.; Tantayanon, S.; Bhandhubanyong, P. A Breakthrough Challenge with Tyre Waste Management: Thailand Perspective. Int. J. Social. Scienc. Humanit. 2015, 5, 768–772. [Google Scholar] [CrossRef]
- Naskar, K.; Babu, R.R. Thermoplastic Elastomers (TPEs) and Thermoplastic Vulcanizates (TPVs). In Encyclopedia of Polymeric Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Ning, N.; Li, S.; Wu, H.; Tian, H.; Yao, P.; Hu, G.-H.; Tian, M.; Zhang, L. Preparation, microstructure, and microstructure-properties relationship of thermoplastic vulcanizates (TPVs): A review. Prog. Polym. Sci. 2018, 79, 61–97. [Google Scholar] [CrossRef]
- Coran, A.Y.; Patel, R. RUBBER-THERMOPLASTIC COMPOSITIONS - 1. EPDM-POLYPROPYLENE THERMOPLASTIC VULCANIZATES. Rubber Chem. Technol. 1980, 53, 141–150. [Google Scholar] [CrossRef]
- Coran, A.Y.; Patel, R.P.; William, S. Rubber-Thermoplastic Compositions - 1. Epdm-Polypropylene Thermoplastic Vulcanizates. Rubber Chem. Technol. 1981, 55, 116–136. [Google Scholar] [CrossRef]
- Gessler, A.M.; Haslett, J.W.H. Process for Preparing a Vulcanized Blend of Crystalline Polypropylene and Chlorinated Butyl Rubber. U.S. Patent 3,037,954, 5 June 1962. [Google Scholar]
- Nakason, C.; Nuansomsri, K.; Kaesaman, A.; Kiatkamjornwong, S. Dynamic vulcanization of natural rubber/high-density polyethylene blends: Effect of compatibilization, blend ratio and curing system. Polym. Test. 2006, 25, 782–796. [Google Scholar] [CrossRef]
- Nakason, C.; Worlee, A.; Salaeh, S. Effect of vulcanization systems on properties and recyclability of dynamically cured epoxidized natural rubber/polypropylene blends. Polym. Test. 2008, 27, 858–869. [Google Scholar] [CrossRef]
- Thitithammawong, A.; Uthaipan, N.; Rungvichaniwat, A. The effect of the ratios of sulfur to peroxide in mixed vulcanization systems on the properties of dynamic vulcanized natural rubber and polypropylene blends. Songklanakarin J. Sci. Technol. 2012, 34, 653–662. [Google Scholar]
- Charoeythornkhajhornchai, P.; Samthong, C.; Somwangthanaroj, A. Influence of sulfenamide accelerators on cure kinetics and properties of natural rubber foam. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Charoeythornkhajhornchai, P.; Samthong, C.; Boonkerd, K.; Somwangthanaroj, A. Effect of azodicarbonamide on microstructure, cure kinetics and physical properties of natural rubber foam. J. Cell. Plast. 2016, 53, 287–303. [Google Scholar] [CrossRef]
- Pattanawanidchai, S.; Sae-Oui, P.; Sirisinha, C.; Siriwong, C. Cure retardation of peroxide-cured silica filled natural rubber influenced by organosilane. Polym. Eng. Sci. 2019, 59, 42–48. [Google Scholar] [CrossRef] [Green Version]
- Ján Kruželák, R.S. Ivan Hudec, Bratislava, Slovakia. Sulfur and peroxide curing of Rubber Compounds based on NR and NBR. Part: I cross-linking and physical-mechanical Properties. Elastom. Und Kunstst. Elastomers Plast. 2017, 70, 27–33. [Google Scholar]
- Milani, G.; Galanti, A.; Cardelli, C.; Milani, F.; Cardelli, A. Combined Numerical Finite Element and Experimental Optimization Approach in the Production Process of Medium-Voltage, Rubber-Insulated Electric Cables Vulcanized with Steam Water. Part 1: DSC and Rheometer Experimental Results. Rubber Chem. Technol. 2015, 88, 482–501. [Google Scholar] [CrossRef]
- Wrana, C.; Zhao, S.; Ding, Y.; Wang, H. Peroxide Cross-Linking of EPDM Using Moving Die Rheometer Measurements. I: Effects of the Third Monomer Concentration and Peroxide Content. Rubber Chem. Technol. 2015, 88, 40–52. [Google Scholar] [CrossRef]
- Milani, F.; Milani, G. Combined Numerical Finite Element and Experimental Optimization Approach in the Production Process of Medium-Voltage, Rubber-Insulated Electric Cables Vulcanized with Steam Water. Part 2: Numerical Simulations and Inverse Analyses. Rubber Chem. Technol. 2015, 88, 527–546. [Google Scholar] [CrossRef]
- Milani, G.; Milani, F. Effective closed form starting point determination for kinetic model interpreting NR vulcanized with sulphur. J. Math. Chem. 2014, 52, 464–488. [Google Scholar] [CrossRef]
- Milani, G.; Milani, F. Parabola-Hyperbola P-H kinetic model for NR sulphur vulcanization. Polym. Test. 2017, 58, 104–115. [Google Scholar] [CrossRef]
- Deetuam, C.; Samthong, C.; Pratumpol, P.; Somwangthanaroj, A. Improvements in morphology, mechanical and thermal properties of films produced by reactive blending of poly(lactic acid)/natural rubber latex with dicumyl peroxide. Iran. Polym. J. 2017, 26, 615–628. [Google Scholar] [CrossRef]
- Samthong, C.; Kunanusont, N.; Deetuam, C.; Wongkhan, T.; Supannasud, T.; Somwangthanaroj, A. Effect of acrylonitrile content of acrylonitrile butadiene rubber on mechanical and thermal properties of dynamically vulcanized poly(lactic acid) blends. Polym. Int. 2019, 68, 2004–2016. [Google Scholar] [CrossRef]
- Intharapat, P.; Derouet, D.; Nakason, C. Dynamically cured natural rubber/EVA blends: Influence of NR-g poly(dimethyl (methacryloyloxymethyl)phosphonate) compatibilizer. Polym. Adv. Technol. 2010, 21, 310–321. [Google Scholar] [CrossRef]
- Wu, H.; Tian, M.; Zhang, L.; Tian, H.; Wu, Y.; Ning, N.; Hu, G.H. Effect of Rubber Nanoparticle Agglomeration on Properties of Thermoplastic Vulcanizates during Dynamic Vulcanization. Polymers 2016, 8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, Q.; Fang, J.; Zheng, M.; Luo, Y.; Wang, X.; Xu, L.; Zhang, C. Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate. Polymers 2019, 11. [Google Scholar] [CrossRef] [Green Version]
- Babu, R.R.; Singha, N.K.; Naskar, K. Effects of mixing sequence on peroxide cured polypropylene (PP)/ethylene octene copolymer (EOC) thermoplastic vulcanizates (TPVs). Part. I. Morphological, mechanical and thermal properties. J. Polym. Res. 2010, 17, 657–671. [Google Scholar] [CrossRef]
- Babu, R.R.; Singha, N.K.; Naskar, K. Effects of mixing sequence on peroxide cured polypropylene (PP)/ethylene octene copolymer (EOC) thermoplastic vulcanizates (TPVs). Part. II. Viscoelastic characteristics. J. Polym. Res. 2011, 18, 31–39. [Google Scholar] [CrossRef]
- Shi, X.M.; Zhang, J.; Jin, J.; Chen, S.J. Non-isothermal crystallization and melting of ethylene-vinyl acetate copolymers with different vinyl acetate contents. Express Polym. Lett. 2008, 2, 623–629. [Google Scholar] [CrossRef]
- Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers—Tension; ASTM International: West Conshohocken, PA, USA, 2016; Volume ASTM D412.
- Rajan, R.; Varghese, S.; George, K.E. Role of Coagents in Peroxide Vulcanization of Natural Rubber. Rubber Chem. Technol. 2013, 86, 488–502. [Google Scholar] [CrossRef]
- Gu, J.; Xu, H.; Wu, C. Thermal and Crystallization Properties of HDPE and HDPE/PP Blends Modified with DCP. Adv. Polym. Tech. 2014, 33. [Google Scholar] [CrossRef]
- Sung, Y.T.; Kum, C.K.; Lee, H.S.; Kim, J.S.; Yoon, H.G.; Kim, W.N. Effects of crystallinity and crosslinking on the thermal and rheological properties of ethylene vinyl acetate copolymer. Polymer 2005, 46, 11844–11848. [Google Scholar] [CrossRef]
- Yao, D.; Qu, B.; Wu, Q. Photoinitiated crosslinking of ethylene-vinyl acetate copolymers and characterization of related properties. Polym. Eng. Sci. 2007, 47, 1761–1767. [Google Scholar] [CrossRef]
- Wang, K.; Deng, Q. The Thermal and Mechanical Properties of Poly(ethylene-co-vinyl acetate) Random Copolymers (PEVA) and its Covalently Crosslinked Analogues (cPEVA). Polymers 2019, 11. [Google Scholar] [CrossRef] [Green Version]
- Babu, R.R.; Singha, N.K.; Naskar, K. Dynamically vulcanized blends of polypropylene and ethylene-octene copolymer: Comparison of different peroxides on mechanical, thermal, and morphological characteristics. J. Appl. Polym. Sci. 2009, 113, 1836–1852. [Google Scholar] [CrossRef]
- Lee, H.-y.; Kim, D.H.; Son, Y. Anomalous rheological behavior of polyethylene melts in the gross melt fracture regime in the capillary extrusion. Polymer 2006, 47, 3929–3934. [Google Scholar] [CrossRef]
- Mieda, N.; Yamaguchi, M. Flow instability for binary blends of linear polyethylene and long-chain branched polyethylene. J. Nonnewton Fluid Mech. 2011, 166, 231–240. [Google Scholar] [CrossRef]
- Hatzikiriakos, S.G. Wall slip of molten polymers. Prog. Polym. Sci. 2012, 37, 624–643. [Google Scholar] [CrossRef]
- Panigrahi, H.; Sreenath, P.R.; Bhowmick, A.K.; Dinesh Kumar, K. Unique compatibilized thermoplastic elastomer from polypropylene and epichlorohydrin rubber. Polymer 2019, 183. [Google Scholar] [CrossRef]
- Correa-Aguirre, J.P.; Luna-Vera, F.; Caicedo, C.; Vera-Mondragon, B.; Hidalgo-Salazar, M.A. The Effects of Reprocessing and Fiber Treatments on the Properties of Polypropylene-Sugarcane Bagasse Biocomposites. Polymers 2020, 12. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula | %gel | %swell |
|---|---|---|
| uEVA | Total soluble | |
| uNR | Total soluble | |
| cEVA | 92.86 ± 0.05 | 764.92 ± 30.36 |
| cNR | 94.39 ± 1.01 | 500.65 ± 30.79 |
| nTPV | 36.73 ± 8.36 | 900.85 ± 171.00 |
| sTPV | 47.53 ± 0.46 | 1,051.75 ± 19.15 |
| aTPV | 46.45 ± 13.51 | 1,135.71 ± 133.68 |
| Formula | 2nd Heating | Cooling | ||||
|---|---|---|---|---|---|---|
| Tg (NR) (°C) | Tm (EVA) (°C) | ∆Hm (J/g) | Xc (EVA) (%) | Tc (EVA) (°C) | ∆Hc (J/g) | |
| uEVA | - | 85.20 | 53.65 | 19.36 | 67.56 | 70.90 |
| uNR | −65.09 | - | - | - | - | - |
| cEVA | - | 81.69 | 49.61 | 17.90 | 62.47 | 63.09 |
| cNR | −62.53 | - | - | - | - | - |
| nTPV | −63.70 | 86.56 | 25.93 | 18.71 | 68.81 | 31.03 |
| sTPV | −62.82 | 84.75 | 24.77 | 17.88 | 68.27 | 34.89 |
| aTPV | −63.32 | 82.40 | 26.75 | 19.31 | 65.62 | 31.39 |
| Formula | Ultimate Strength (MPa) | Elongation at Break (%) | Tension Set (%) |
|---|---|---|---|
| uEVA | 16.0 ± 0.6 | 1185.40 ± 55.34 | 23.00 ± 0.69 |
| cEVA | 32.8 ± 1.3 | 1402 ± 40.6 | 26.10 ± 1.23 |
| cNR | 18.8 ± 1.9 | 1408.9 ± 23.1 | 1.22 ± 0.75 |
| sTPV | 9.2 ± 1.4 | 732.0 ± 84.1 | 8.92 ± 1.00 |
| aTPV | 6.4 ± 1.1 | 410.6 ± 71.9 | 9.60 ± 1.40 |
| Number of Reprocessed Times | Ultimate Strength (MPa) | Elongation at Break (%) |
|---|---|---|
| 0 | 9.2 ± 1.4 | 732.0 ± 84.1 |
| 5 | 8.5 ± 0.4 | 620.0 ± 21.2 |
| 10 | 6.1 ± 0.4 | 558.0 ± 17.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunanusont, N.; Samthong, C.; Bowen, F.; Yamaguchi, M.; Somwangthanaroj, A. Effect of Mixing Method on Properties of Ethylene Vinyl Acetate Copolymer/Natural Rubber Thermoplastic Vulcanizates. Polymers 2020, 12, 1739. https://doi.org/10.3390/polym12081739
Kunanusont N, Samthong C, Bowen F, Yamaguchi M, Somwangthanaroj A. Effect of Mixing Method on Properties of Ethylene Vinyl Acetate Copolymer/Natural Rubber Thermoplastic Vulcanizates. Polymers. 2020; 12(8):1739. https://doi.org/10.3390/polym12081739
Chicago/Turabian StyleKunanusont, Nappaphan, Chavakorn Samthong, Fan Bowen, Masayuki Yamaguchi, and Anongnat Somwangthanaroj. 2020. "Effect of Mixing Method on Properties of Ethylene Vinyl Acetate Copolymer/Natural Rubber Thermoplastic Vulcanizates" Polymers 12, no. 8: 1739. https://doi.org/10.3390/polym12081739