
Wear Behavior of Metal Bonded Grinding Tools When Grinding Ti-6Al-4V in an Oxygen-Free Atmosphere

Institute of Production Engineering and Machine Tools (IFW), Leibniz University Hannover, 30823 Garbsen, Germany
*
Author to whom correspondence should be addressed.
Metals 2023, 13(9), 1614; https://doi.org/10.3390/met13091614
Submission received: 14 July 2023
/
Revised: 7 September 2023
/
Accepted: 13 September 2023
/
Published: 19 September 2023
(This article belongs to the Special Issue Tool Wear and Surface Roughness in Machining of Metallic Materials)
Abstract
:In the current study, the wear behavior of bronze-bonded grinding tools when grinding the titanium alloy Ti-6Al-4V was explored. In this process, oxidation plays a key role since both the bronze bond and the titanium workpiece chemically react with oxygen. The oxidation effect is intensified further due to increased temperatures during grinding and can cause tribo-oxidation. This wear effect can be reduced or even eliminated by grinding in an extreme high-vacuum (XHV) adequate atmosphere. This atmosphere is nearly oxygen-free and is generated using a silane-doped argon gas that chemically reacts with oxygen. This reaction is able to decrease the oxygen partial pressure (pO2 ≤ 10−12 mbar) down to an XHV-adequate atmosphere. The aim of this paper is to investigate the influence of oxygen in the atmosphere on the application and wear behavior during grinding and to demonstrate the potential of this novel approach. The results presented show that during grinding with cBN, the process forces are significantly influenced by the atmosphere. Depending on the process parameters, a reduction of up to 93% is thus possible. This force reduction correlates with radial tool wear. When grinding under oxygen-free conditions, it can be reduced by up to 64%.
1. Introduction
Titanium-based alloys are frequently used for demanding applications due to their excellent corrosion resistance, low density and simultaneously high strength [1]. The most widely used titanium alloy is Ti-6Al-4V (Ti64), which is included in up to 60% of the total titanium production and plays a major part in various industries, like aerospace. [2,3]. Typical components that are made from Ti64 are fan and compressor blades for civil aero-engines for applications below 300 °C [4]. In order to ensure the required component qualities, like low surface roughness, grinding processes are necessary to meet these requirements. A common application for grinding is the manufacturing of firtree-shaped roots of engine blades with single-layered and electro-plated superabrasive grinding tools. These tools use diamond and cubic boron nitride (cBN) grains embedded in a metal bond [5,6].
Titanium and its alloys are considered difficult to machine due their high chemical reactiveness, especially at higher temperatures, which is caused by conductivity (~20 W/m·K @ 20 °C) [7], and may lead to a more significant thermal load in the contact zone. This can cause increased adhesion on the grinding tool and plastic deformation (adhesive smearing) on the workpiece [6,8]. In addition to the chemical reactiveness created by friction during grinding, the temperature is also influenced by a relatively low thermal conductivity. This leads to heat accumulation in the contact zone, increases the tendency of smearing and thus decreases the machinability of titanium [9]. Oxidation processes, in particular, are expected to play a key role when machining titanium. In general, the poor machinability of titanium results in high grinding tool wear [3]. To counteract this high wear, different approaches have been investigated. For example, ultrasonic-assisted grinding is used in the conventional grinding of Ti-6Al-4V. This makes it possible to increase the removal rate by 25% [10]. The use of nanolubrication was also investigated and an improved application behavior, compared to the conventional grinding process, was observed [11].
To eliminate any influence of oxygen and the associated oxidation effects, an entirely new approach was used in the present study, which comprises a grinding process in an oxygen-free environment. An atmosphere is considered oxygen-free when the oxygen partial pressure is extremely low (pO2 < 10–11 mbar), which equals the pressure of an extreme high vacuum (XHV) [12]. Since only the oxygen partial pressure of the atmosphere (patm ≈ 1 bar) is reduced in this approach, the oxygen-free environment is called XHV-adequate. One method of eliminating the oxygen from an atmosphere is to use an inert gas like argon. This procedure is commonly used in brazing processes and prevents metal surfaces from forming oxide layers that limit the joining process. However, these processes are not oxygen-free, since conventional protective gases have oxygen residues of about 2 ppmv and the formation of a monolayer of oxygen only takes about 2 ms [13]. For this reason, a gas mixture of argon and monosilane (SiH4) was used, which reacted with oxygen and decreased the oxygen partial pressure to below the XHV threshold, enabling oxygen-free conditions. The aim of this paper is to investigate the influence of oxygen in the atmosphere on the application and wear behavior during grinding and to demonstrate the potential of this novel approach. Therefore, grinding experiments were carried out to investigate the influence of oxygen on the process forces and the radial wear behavior of metal-bonded grinding tools when grinding Ti-6Al-4V.
2. Materials and Methods
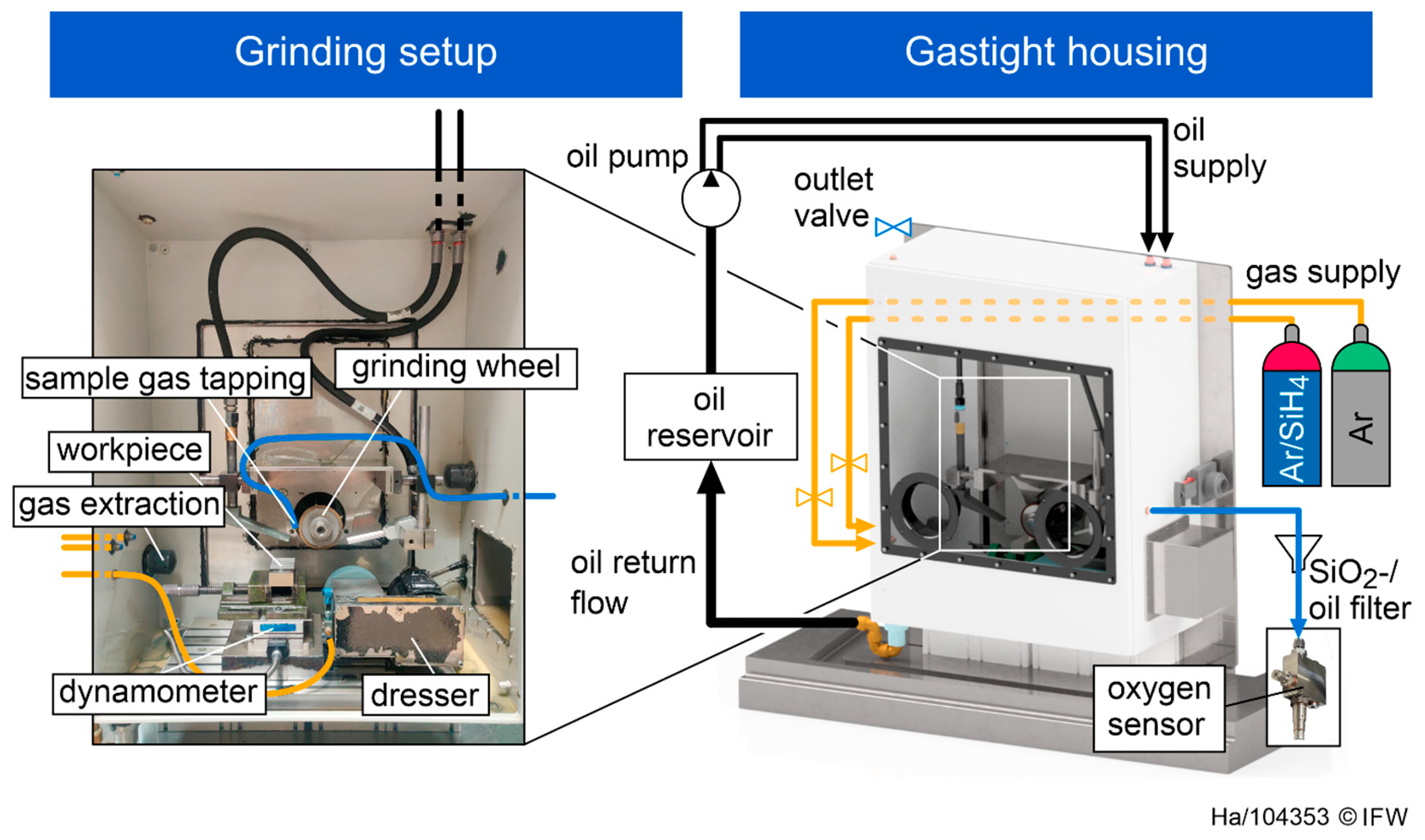
The experimental grinding investigations were carried out on a Geibel & Hotz FS840 KT CNC surface grinding machine (Geibel & Hotz GmbH, Homberg, Germany). In order to enable experiments in oxygen-free conditions, a gas-tight housing was added to the setup as shown in Figure 1. It enabled the supply of the gas mixture Ar/SiH4 and cooling lubricant for the grinding process. Bronze-bonded grinding tools (80/20 copper/tin) with diamond (D76, C100) and cBN grains (B76, C100) were used (bronze powder by Dr. Fritsch GmbH & Co. KG, Fellbach, Germany, abrasive grains by Ceratonia GmbH & Co. KG, Ebelsbach, Germany). The grain size was specified according to the European FEPA standard. D76 (diamond) and B76 (cBN) corresponded to a grain size range of 63–75 µm. C100 means a volumetric concentration of 25% of abrasive grains within the abrasive layer. The used titanium workpieces (Ti64) have a size of 100 × 30 × 30 mm. The machined volume was determined by measuring the workpiece using a tactile profilometer after each wear test. The grinding wheels were dressed (qd = 0.8, vcd = 9 m/s, vfd = 700 mm/min, aed = 10 µm) and sharpened (vcs = 22 m/s, vfs = 100 mm/min, aes = 1 mm) before every single experiment using a dresser with a #120-SiC wheel and a white corundum sharpening stone with a grain size of #180.
For the investigations of the wear behavior, preliminary experiments showed that a cutting speed of vc = 25 m/s, a feed rate of vf = 200 mm/min and a depth of cut ae = 50 µm were suitable [14]. Higher cutting speeds and feed rates resulted in immediate weld-on effects on the grinding tools. The wear behavior was determined for diamond and cBN grinding tools depending on the atmospheric conditions. The parameter sets are shown in Table 1. Every set consists of three experimental grinding investigations.
To evaluate the mechanical load of the process, the grinding forces were measured with a Kistler 9257B dynamometer (Kistler Instrumente AG, Winterthur, Switzerland). To validate the XHV atmosphere, the oxygen partial pressure was measured with an oxygen sensor and recorded using a Raspberry Pi. To achieve this, sample gas was drawn inside the housing through a vacuum, as can be seen on the right in Figure 1. The gas was tapped near the contact zone between the grinding tool and the workpiece and then directed past an oxygen sensor to determine the oxygen partial pressure. A filter between the tapping spot and the sensor prevented oil and SiO2 particles from entering the oxygen sensor.
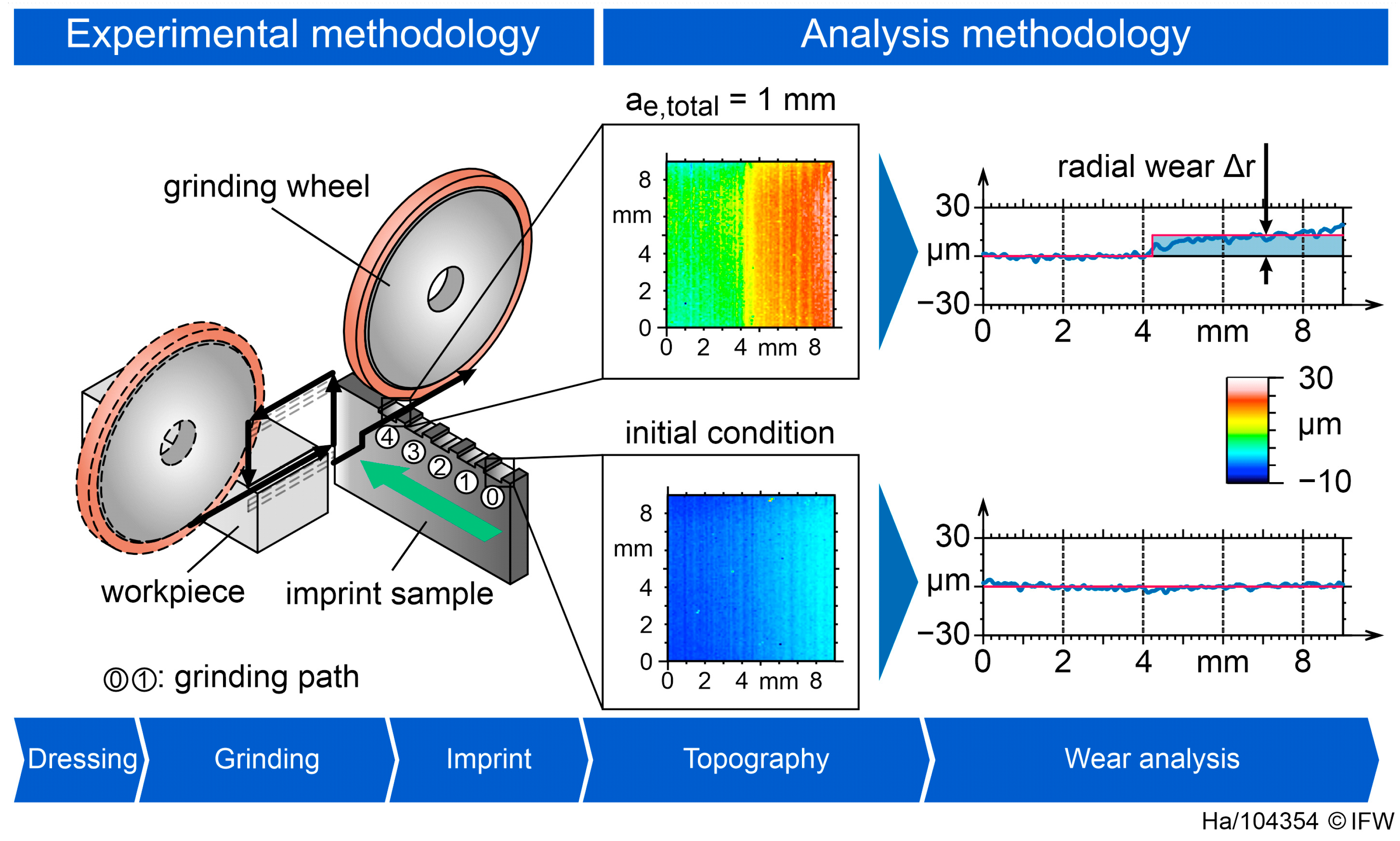
Figure 2 illustrates the methodology of the grinding experiments and the analysis of the tool wear. In order to generate radial grinding wheel wear, a surface-grinding process was used to machine the titanium workpiece. Before the tool wear was analyzed, a total of five grinding strokes was performed, each using a depth of cut of ae = 50 µm.
To analyze the tool wear, only half of the grinding wheel width engaged with the workpiece, which resulted in a width of cut of ap = 5 mm. This enabled the direct comparison of the initial state with the worn grinding wheel condition. By generating a negative imprint of the abrasive layer on a piece of synthetic material made from polyurethane, the difference in height between both levels could be measured with a NanoFocus line sensor µScan (NanoFocus AG, Oberhausen, Germany). This difference in height represents the radial grinding tool wear Δr.
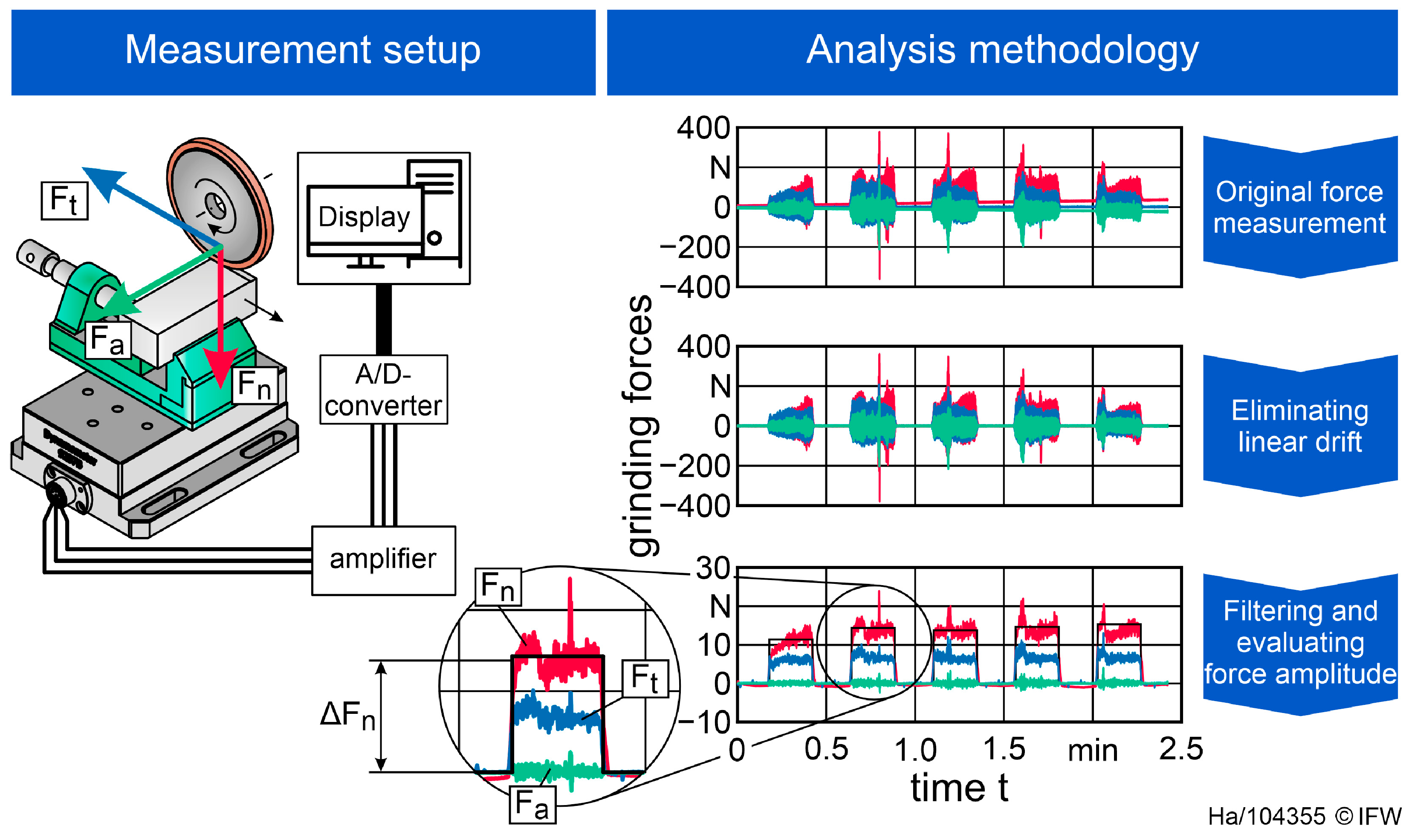
Figure 3 shows the measuring setup and the subsequent analysis methodology for evaluation of the grinding forces. The forces were measured with a dynamometer in tangential Ft, normal Fn and axial direction Fa. The electrical force signal was amplified, converted and then recorded on a PC. The original measurement comprised a decent amount of linear drift and noise, which was eliminated and filtered using a low-pass filter before the force amplitude could be evaluated.
3. Results
To validate the XHV-adequate atmosphere, the oxygen partial pressure was measured throughout an entire parameter set until ae,total = 1000 µm was reached. In Table 2, the results are presented for each parameter set. Parameter sets 1 and 3 and their repetitions were conducted at an ambient atmosphere (pO2 ≈ 2.1 × 102 mbar). The oxygen partial pressure of the first experiment of parameter set 4 increased to pO2 = 9.2 × 10−17 for approximately ten minutes before XHV-adequate conditions (pO2 < 10−11 mbar) were reinstated. All other experiments were performed in an XHV-adequate environment.
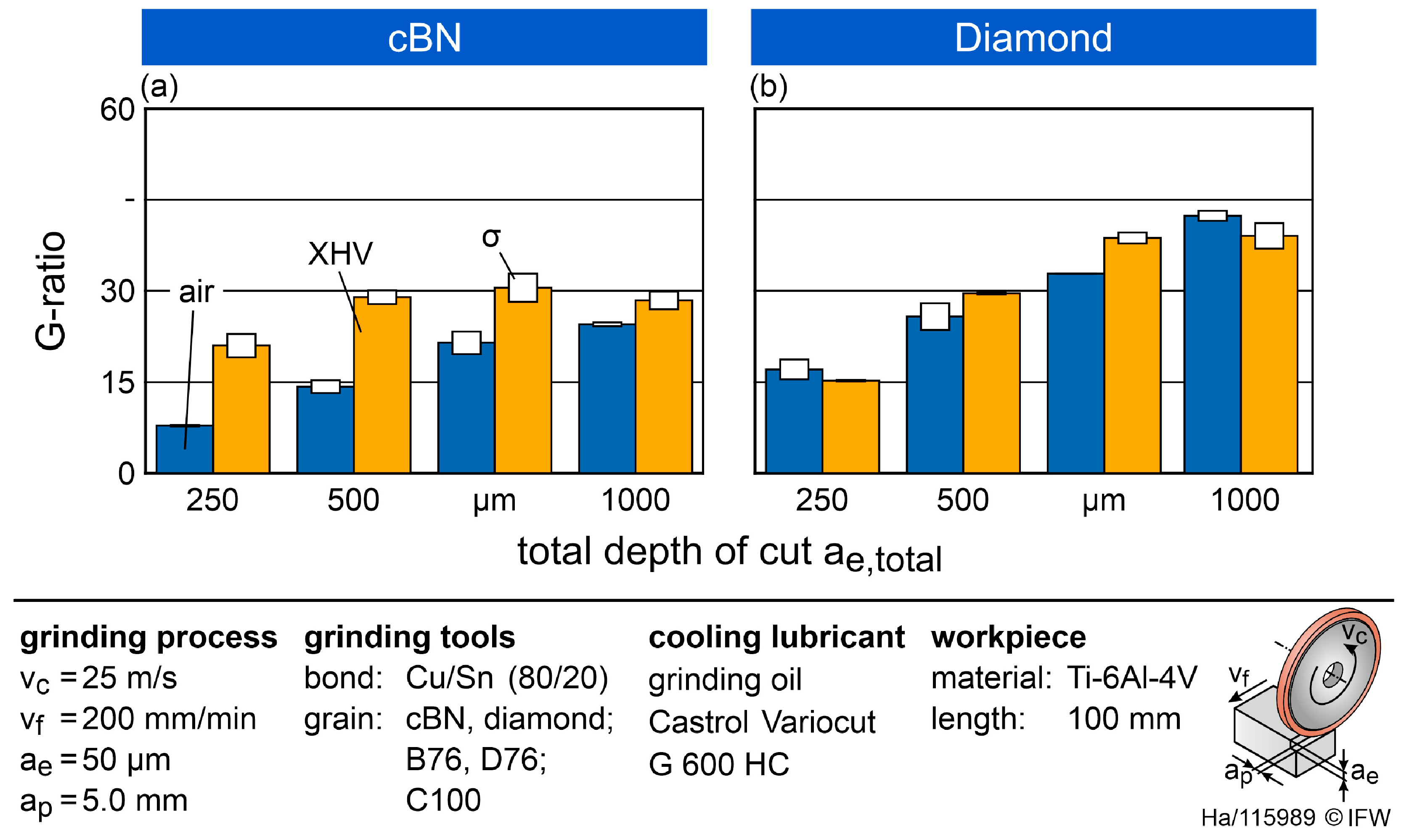
The grinding ratio G is the quotient of the machined workpiece volume and the worn grinding wheel volume. It is a parameter that is commonly used to describe the tool efficiency of a grinding wheel for a specific grinding process. Thus, a higher G-ratio equals a higher grinding tool life [13].
The atmosphere has a significant influence on the G-ratio. When grinding with a diamond grinding tool, there are only minor deviations regarding the G-ratio. However, the maximum G-ratio is higher, compared to a grinding process with cBN tools, and it also increases with an increasing total depth of cut up to G ≈ 43 (@air and ae,total = 1000 µm).
When grinding with a cBN grinding tool, as shown in Figure 4a, the G-ratio increases up to 93% (@ae,total = 250 µm) in an XHV-adequate atmosphere, compared to air, and reaches a peak of G ≈ 30 (@ae,total = 750 µm). The G-ratio difference between XHV-adequate and air decreases with an increasing total depth of cut. This effect describes the initial grinding phase. At the beginning, the profile wear is only due to the removal of grain tips that are exposed from the bond. As a result, even slight differences in the abrasive layer and sharpening condition lead to high deviations. This effect becomes negligible with a higher total depth of cut.
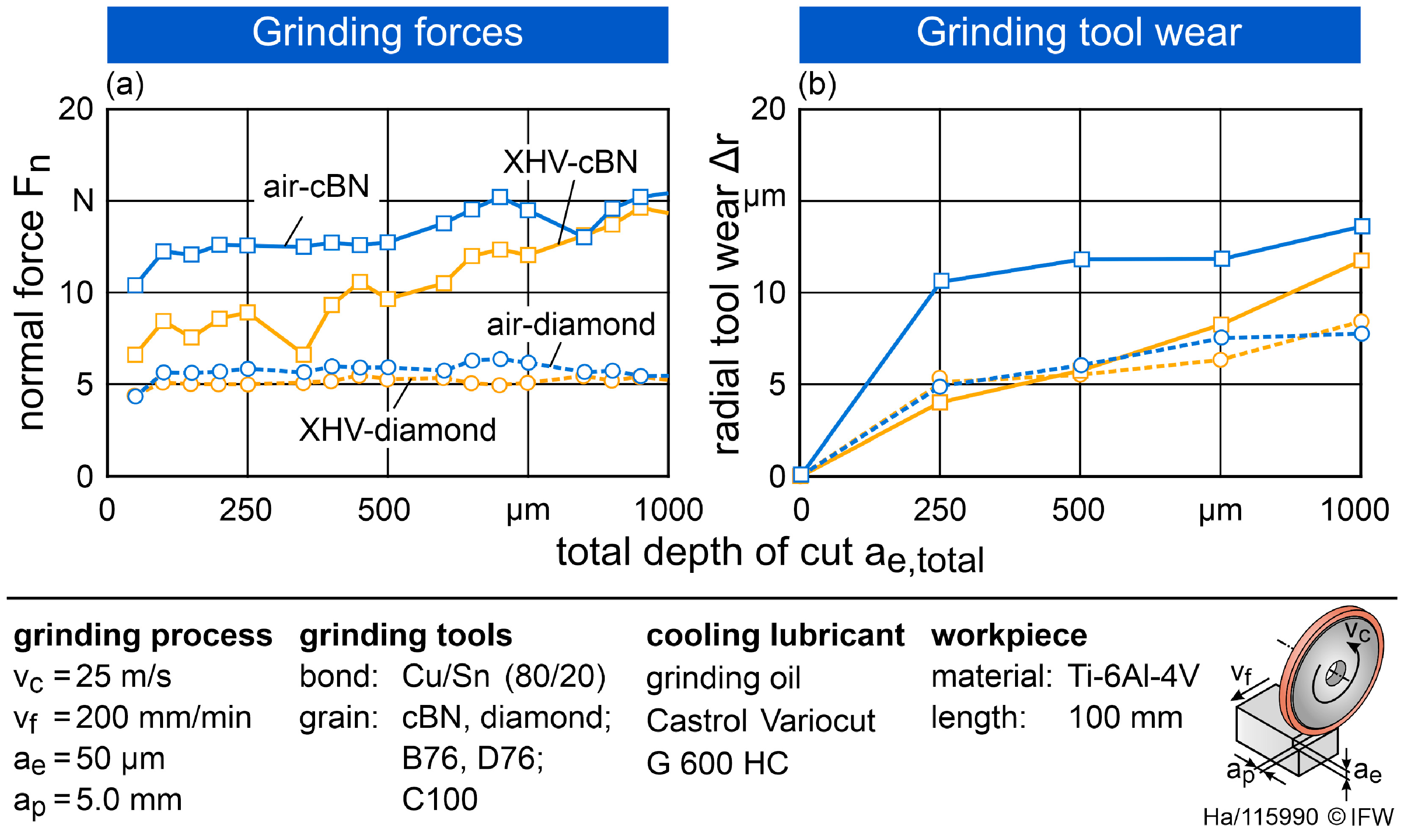
Figure 5 shows the normal grinding forces and the grinding tool wear when grinding with cBN and diamond tools in both atmospheres (air, XHV-adequate) in order to determine the effect of an oxygen-free environment and possible correlations between wear and forces. The grinding forces are significantly reduced when using a cBN tool in an oxygen-free environment and increase in both atmospheres with a higher total depth of cut, which can be seen in Figure 5a. When grinding with a diamond tool, this effect is much less pronounced and the normal forces stay at Fn ≈ 5 N for every investigated total depth of cut. When considering the grinding tool wear, a similar observation concerning the difference between cBN and diamond grain can be made. This can be seen in Figure 5b. The radial wear of cBN tools significantly decreases in XHV-adequate conditions, compared to air, while diamond tools show similar wear in both atmospheres. Furthermore, the wear of both abrasive grain types increases steadily in both atmospheres with an increasing total depth of cut. The grinding tool wear with diamond grains at both atmospheres and cBN grains at XHV-adequate conditions is at a similar level (@ae,total = 0…750 µm). Since the tangential forces are not measurably influenced by the atmosphere, the reduced normal force of the cBN grinding wheel leads to a lower amount of friction and, thus, to a higher grinding efficiency. This results in a lower thermal and mechanical load on the grinding wheel and provides an explanation for the significant reduction in tool wear.
4. Discussion
The results of this study show the potential of an oxygen-free atmosphere in grinding. This atmosphere reduces the process forces and wear, which increases the economy of the process. The increased cost of producing the atmosphere must be set against this. Even though this is still high in the current experimental setup, improved, gas-tight oxygen-free production offers the potential to maintain the atmosphere with very low gas requirements, whereby the advantages in terms of grinding technology outweigh the disadvantages. Another potential method for reducing process forces lies in the conditioning of the grinding tools. The use of alternative conditioning methods by means of diamond or electroerosive dressings offers the possibility to positively influence the topography of the grinding wheel and, thus, the wear behavior [15,16].
It has been shown that oxygen in the atmosphere probably has a positive influence on the friction conditions in the grinding contact zone. Since the workpiece was machined in several layers, an oxygen-free surface without an oxide layer is machined after the first contact. Since the non-oxidized material has different mechanical properties than the titanium oxide of the passivation layer, it can be assumed that the oxygen-free atmosphere results in different behavior in the contact zone. However, this oxide layer is very small compared to the depth of cut. The extent to which this influences the friction conditions and chip formation in the contact zone has not yet been fully clarified.
Furthermore, oxygen-induced wear routes were prevented. Both cBN and diamond are stable only up to a certain temperature. At very high temperatures, both materials can oxidize in air. Since very small chip cross-sections are present during grinding, high temperature peaks can occur on the abrasive grains in a very short time window. This results not only in abrasive wear, but also in chemical wear of the abrasive grains. Whether this hypothesis also applies to the present work and which underlying mechanisms prevail for the grain types used will be investigated in further work.
5. Conclusions
Grinding of a Ti-6Al-4V alloy with metal-bonded cBN and diamond grinding tools was studied in both air and an extreme high vacuum (XHV) adequate environment. The results of this study can be summarized as follows:
- Oxygen partial pressures corresponding to XHV environments can be generated by using a SiH4-doped argon atmosphere.
- The G-ratio increases when grinding in XHV-adequate conditions when using a cBN grinding tool and remains about the same when using a diamond grinding tool. Grinding with diamond generally results in higher G-ratios compared to cBN. Using the cBN in an XHV-adequate atmosphere, the G-ratio can be increased by up to 93% compared to grinding in air.
- Grinding forces significantly decrease when grinding in XHV-adequate conditions using a cBN grinding tool, while the forces slightly decrease when using a diamond tool.
- The grinding tool wear significantly decreases when grinding in XHV-adequate conditions using a cBN grinding tool, while the wear remains the same when using a diamond tool. Depending on the process parameters, the radial wear of the cBN tool under an XHV-adequate atmosphere can be reduced by up to 64% compared to grinding in air.
- The grinding forces directly correlate with wear when grinding with cBN tools in XHV-adequate conditions.
Author Contributions
B.D. was responsible for funding acquisition and project administration and reviewed and edited the article together with B.B. in the writing process. B.B. supervised the project. N.H. conducted the experiments, analyzed the data and wrote the manuscript. C.H. analyzed the data, revised and finalized the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)–Project-ID 394563137–SFB 1368 (TP-C04).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Rahman, M.; Wong, Y.S.; Zareena, A.R. Machinability of Titanium Alloys. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2003, 46, 107–115. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.; Loureiro, A. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Yang, X.; Richard Liu, C. Machining Titanium and Its Alloys. Mach. Sci. Technol. 1999, 3, 107–139. [Google Scholar] [CrossRef]
- Mateo Garcia, A.M. BLISK Fabrication by Linear Friction Welding. In Advances in Gas Turbine Technology; Benini, E., Ed.; InTech: Rijeka, Croatia, 2011; ISBN 978-953-307-611-9. [Google Scholar]
- Aspinwall, D.K.; Soo, S.L.; Curtis, D.T.; Mantle, A.L. Profiled Superabrasive Grinding Wheels for the Machining of a Nickel Based Superalloy. CIRP Ann. 2007, 56, 335–338. [Google Scholar] [CrossRef]
- Curtis, D.T.; Soo, S.L.; Aspinwall, D.K.; Mantle, A.L. Evaluation of Workpiece Surface Integrity Following Point Grinding of Advanced Titanium and Nickel Based Alloys. Procedia CIRP 2016, 45, 47–50. [Google Scholar] [CrossRef]
- Welsch, G.; Boyer, R.; Collings, E.W. Materials Properties Handbook: Titanium Alloys, 4th ed.; ASM International: Materials Park, OH, USA, 2007; ISBN 9780871704818. [Google Scholar]
- Brunette, D.M.; Tengvall, P.; Textor, M.; Thomsen, P. Titanium in Medicine; Springer: Berlin/Heidelberg, Germany, 2001; ISBN 978-3-642-63119-1. [Google Scholar]
- Veiga, C.; Davim, J.P.; Loureiro, A. Review on machinability of titanium alloys: The process perspective. Rev. Adv. Mater. Sci. 2013, 34, 148–164. [Google Scholar]
- Ibrahim, E.; Ewad, H.; Chen, X.; Batako, A. Grinding of Titanium Alloys (Ti-6Al-4V) Using Vibration Assisted Machining. Advances in Manufacturing Processes, Intelligent Methods and Systems in Production Engineering. In Global Congress on Manufacturing and Management; Springer: Berlin/Heidelberg, Germany, 2021; pp. 86–94. [Google Scholar]
- Sarhan, A.; Ping, H.; Sayuti, M. Precision Grinding of Titanium (Ti-6Al-4V) Alloy Using Nanolubrication. Int. J. Mater. Metall. Eng. 2016, 10, 345–351. [Google Scholar]
- ISO 3529-1:2019-07; Vacuum Technology—Vocabulary—Part 1: General Terms. International Organization of Standardization: London, UK, 2019.
- Holländer, U.; Wulff, D.; Langohr, A.; Möhwald, K.; Maier, H.J. Brazing in SiH4-Doped Inert Gases: A New Approach to an Environment Friendly Production Process. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 7, 1059–1071. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel, A.; Hansen, N. Potential of grinding under oxygen-free atmosphere. HP Tool. 2021, 3, 24–28. [Google Scholar]
- Ortega, N.; Pombo, I.; Sanchez, J.; Plaza, S.; Izquierdo, B. Analysis of EDD Accuracy for Profiling Metal-Bonded Grinding Wheels. Adv. Mater. Res. 2011, 325, 195–200. [Google Scholar]
- Li, M.; Ding, W.; Zhao, Z.; Dai, C.; Xu, J. An investigation on the dressing contact behavior between vitrified bonded CBN abrasive wheel and diamond grit dresser. J. Manuf. Process. 2020, 58, 355–367. [Google Scholar] [CrossRef]
Figure 1.
Experimental setup for grinding in air and in an XHV-adequate atmosphere.

Figure 2.
Methodology to evaluate the grinding tool wear.

Figure 3.
Methodology to evaluate the grinding forces.

Figure 4.
Grinding ratio for grinding in air and XHV-adequate conditions with cBN (a) and diamond (b) grinding wheels.
Figure 4.
Grinding ratio for grinding in air and XHV-adequate conditions with cBN (a) and diamond (b) grinding wheels.

Figure 5.
Grinding normal forces (a) and grinding tool wear (b) for cBN and diamond grinding wheels in air and XHV-adequate conditions.
Figure 5.
Grinding normal forces (a) and grinding tool wear (b) for cBN and diamond grinding wheels in air and XHV-adequate conditions.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Processed parameter sets for grinding experiments.
| Set | Abrasive Grain | Atmosphere |
|---|---|---|
| 1 | Diamond | Air |
| 2 | Diamond | XHV |
| 3 | cBN | Air |
| 4 | cBN | XHV |
Table 2.
Oxygen partial pressure during grinding in XHV-adequate conditions.
| Set | Abrasive Grain | Atmosphere | Oxygen Partial Pressure pO2 (mbar) |
|---|---|---|---|
| 1, 3 | Diamond, cBN | Air | ≈2.1 × 102 |
| 2 | Diamond | XHV | 4.6 × 10−13–2.2 × 10−17 |
| 2 | Diamond | XHV | 2.8 × 10−13–3.7 × 10−19 |
| 4 | cBN | XHV | 9.2 × 10−07–2.9 × 10−17 |
| 4 | cBN | XHV | 7.9 × 10−14–7.0 × 10−19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Denkena, B.; Bergmann, B.; Hansen, N.; Heller, C. Wear Behavior of Metal Bonded Grinding Tools When Grinding Ti-6Al-4V in an Oxygen-Free Atmosphere. Metals 2023, 13, 1614. https://doi.org/10.3390/met13091614
AMA Style
Denkena B, Bergmann B, Hansen N, Heller C. Wear Behavior of Metal Bonded Grinding Tools When Grinding Ti-6Al-4V in an Oxygen-Free Atmosphere. Metals. 2023; 13(9):1614. https://doi.org/10.3390/met13091614
Chicago/Turabian StyleDenkena, Berend, Benjamin Bergmann, Nils Hansen, and Christian Heller. 2023. "Wear Behavior of Metal Bonded Grinding Tools When Grinding Ti-6Al-4V in an Oxygen-Free Atmosphere" Metals 13, no. 9: 1614. https://doi.org/10.3390/met13091614
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.