Insight to the Influence of Ti Addition on the Strain-Induced Martensitic Transformation in a High (about 7 wt.%) Mn Stainless Steel



Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results and Discussion
4. Conclusions
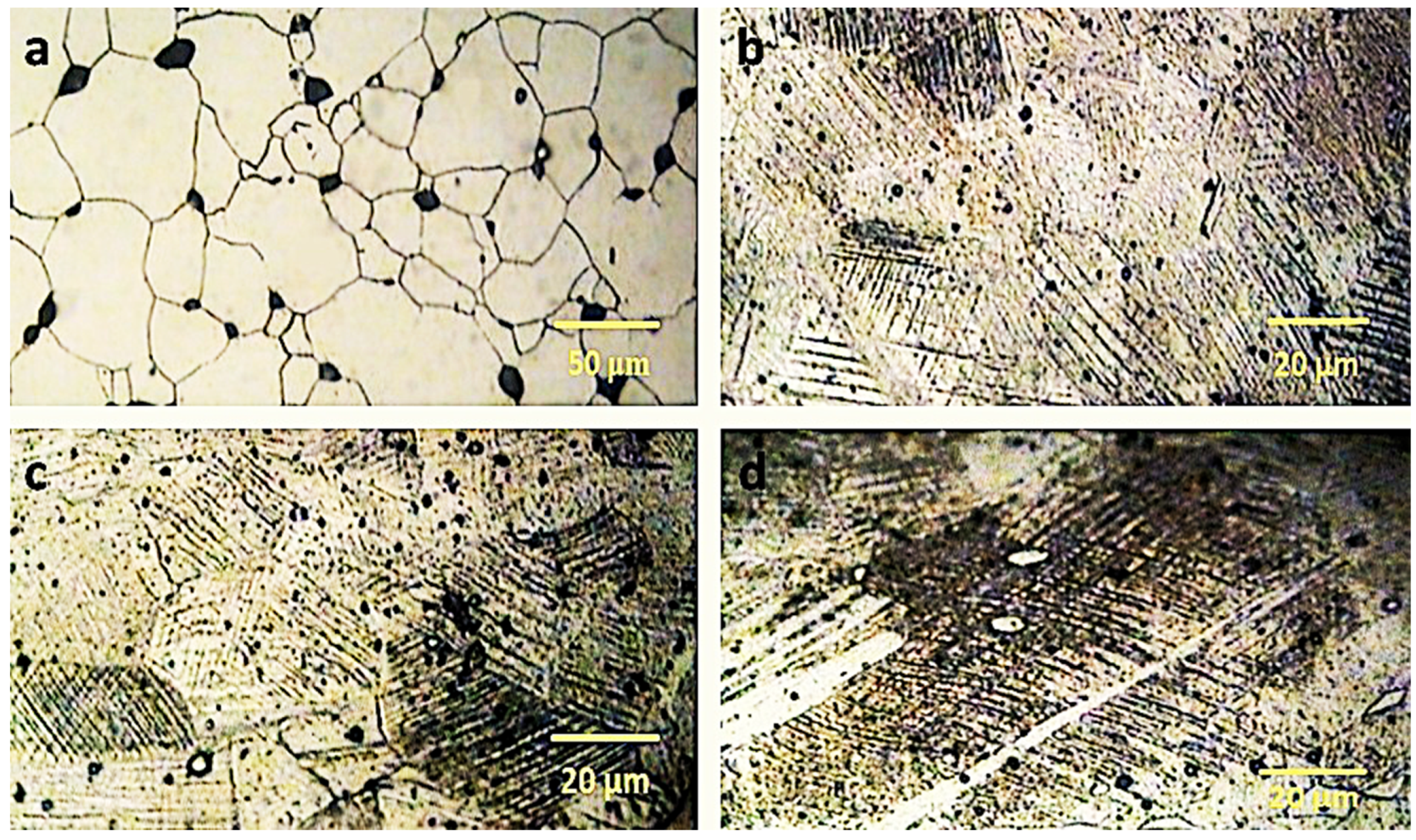
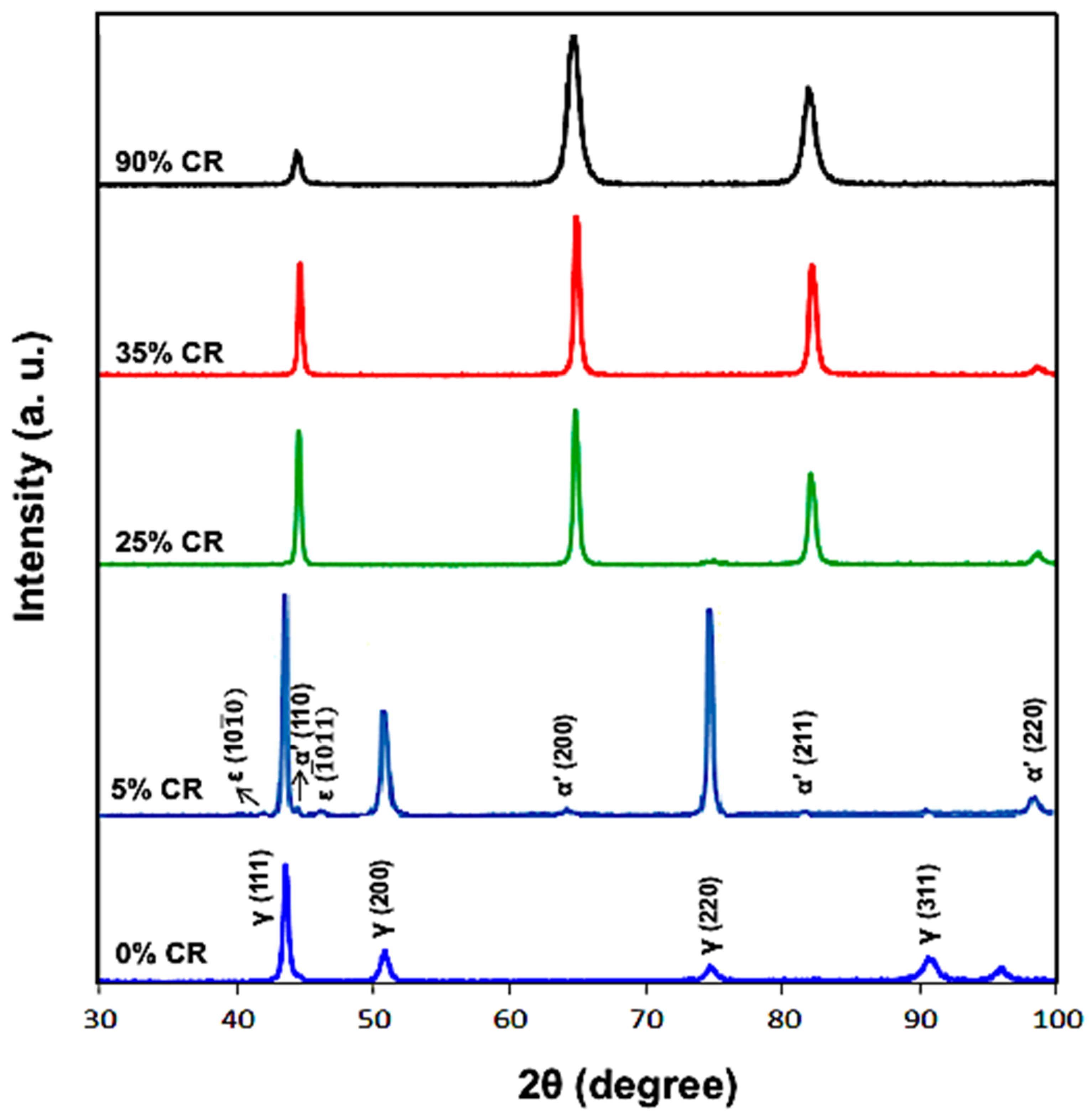
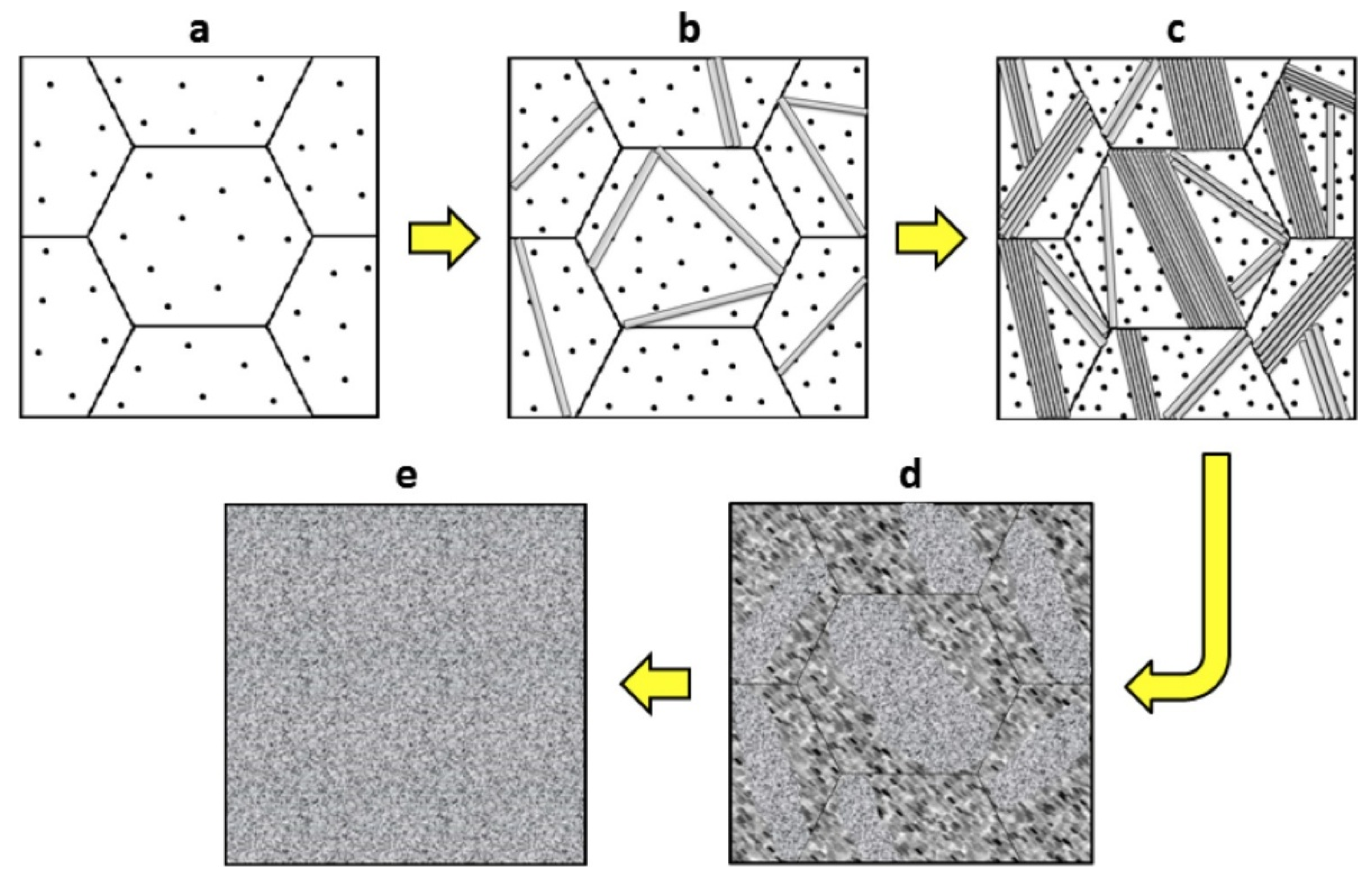
- The austenitic structure of Ti-bearing 201L stainless steel is transformed to α′ martensite following the γ→ε→α′ sequence.
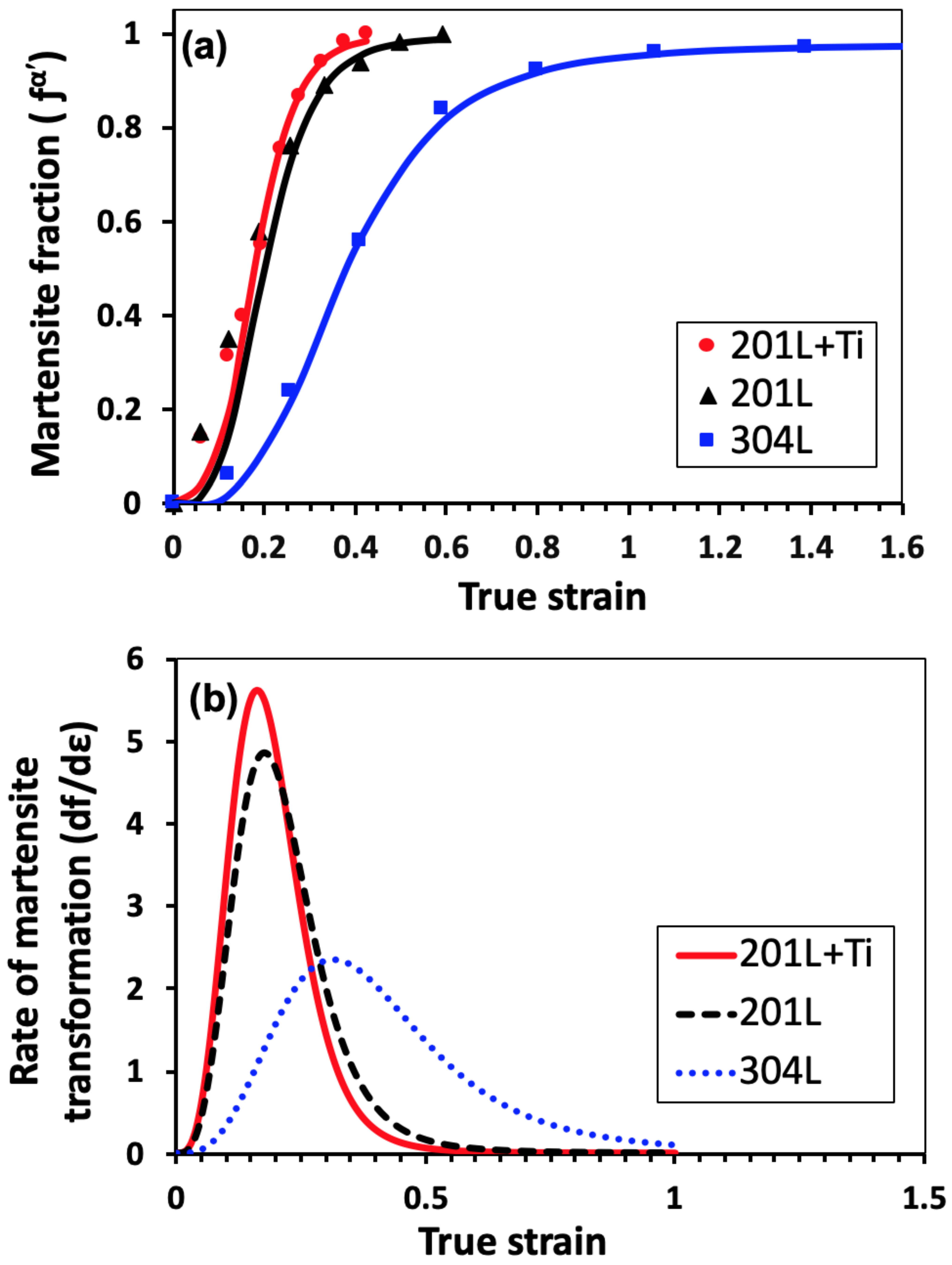
- Ti addition was found to have a promoting effect on the formation of SIM during cold rolling because of its reducing effect on the SFE.
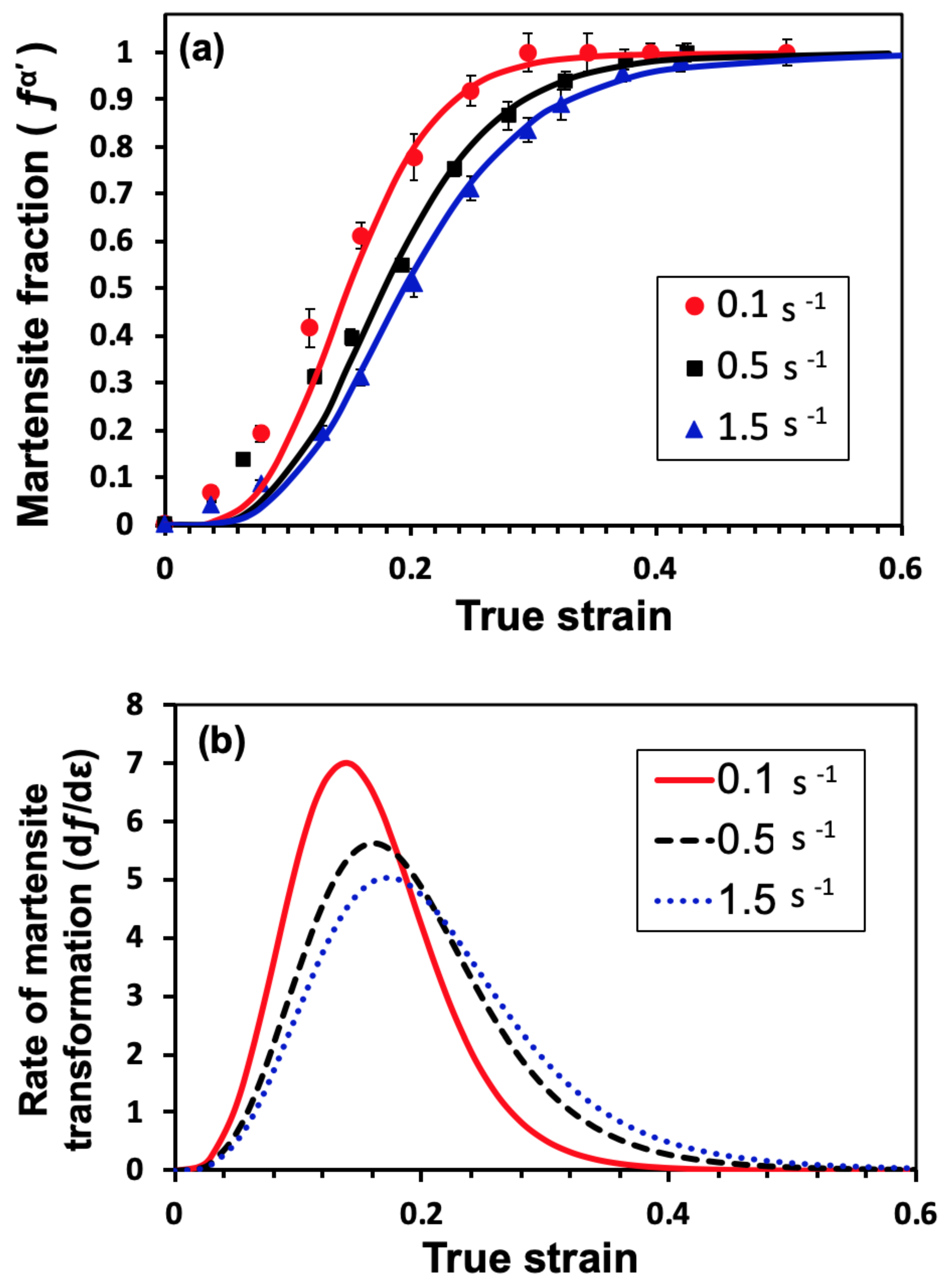
- The kinetics of SIM formation are suppressed with increasing the strain rate due to adiabatic heating.
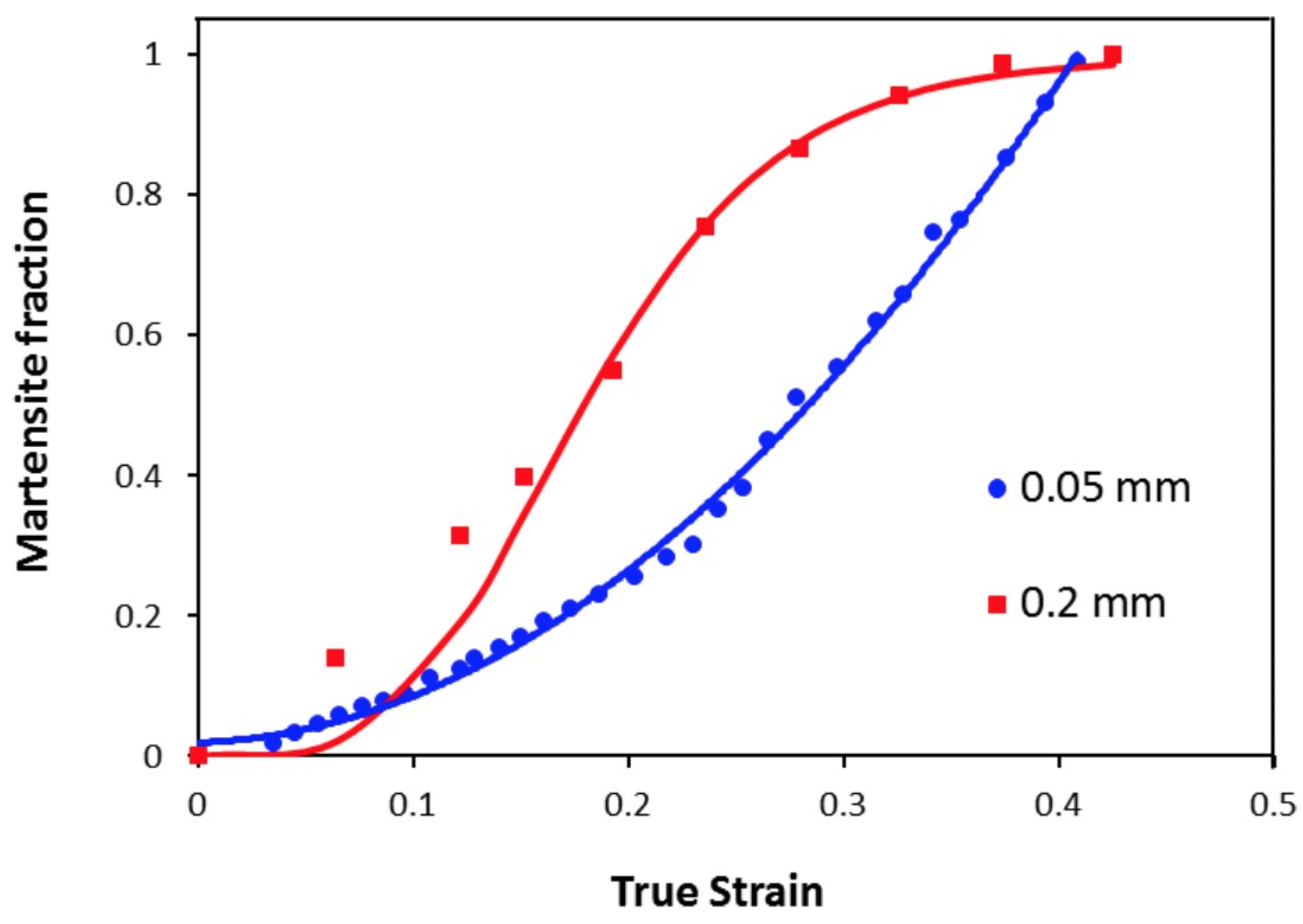
- Decreasing the pass reduction strongly changed variation of martensite volume fraction but did not show any influence on the martensite saturation strain (εs).
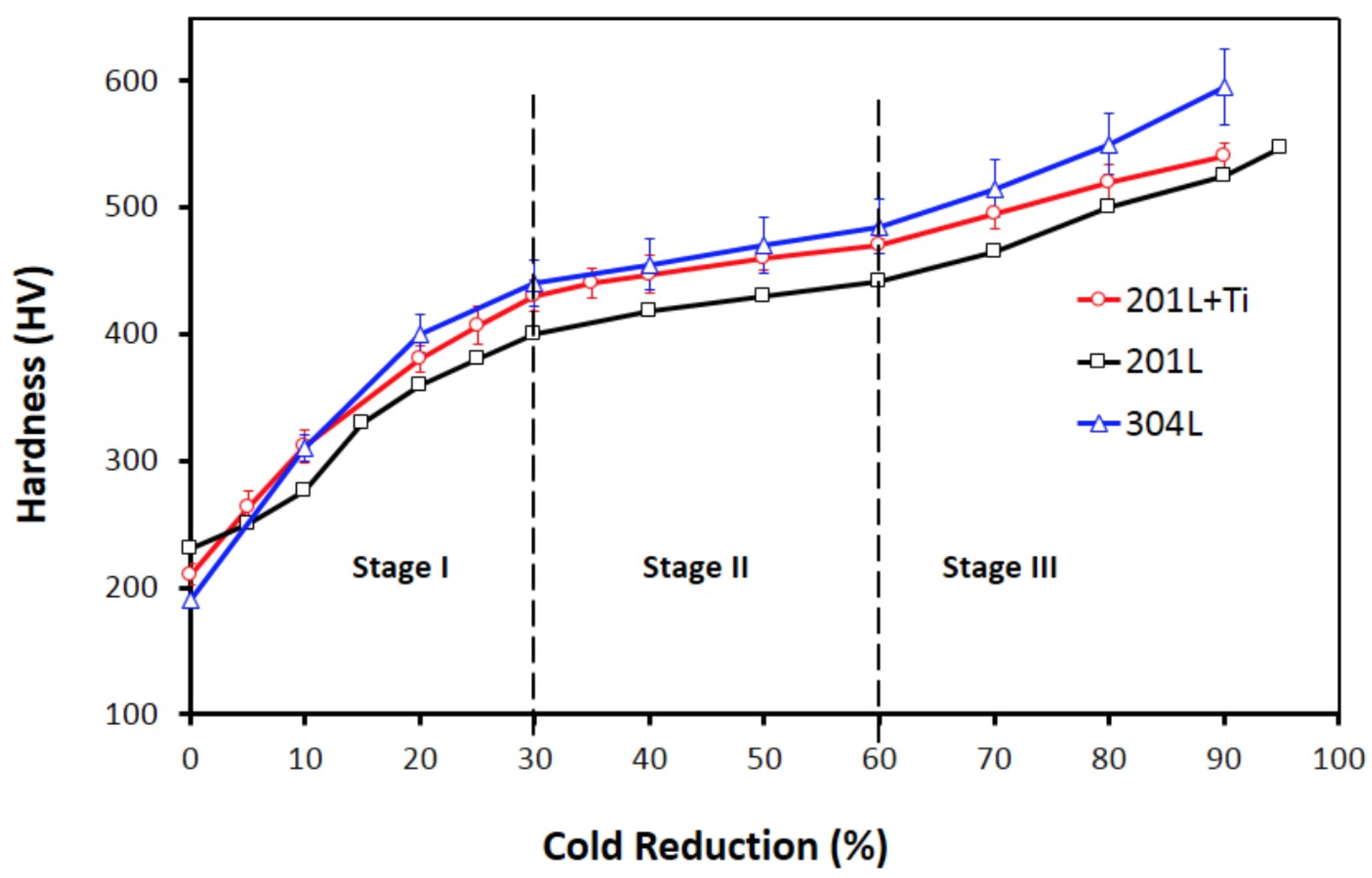
- A close correlation was found between the three stages of hardness variation and formation of α′-martensite and its microstructural evolution during cold rolling.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Spencer, K.; Embury, J.; Conlon, K.; Veron, M.; Brechet, Y. Strengthening via the formation of strain-induced martensite in stainless steels. Mater. Sci. Eng. A 2004, 387, 873–881. [Google Scholar] [CrossRef]
- Das, A.; Sivaprasad, S.; Ghosh, M.; Chakraborti, P.; Tarafder, S. Morphologies and characteristics of deformation induced martensite during tensile deformation of 304 LN stainless steel. Mater. Sci. Eng. A 2008, 486, 283–286. [Google Scholar] [CrossRef]
- Murr, L.; Staudhammer, K.P.; Hecker, S.S. Effects of Strain State and Strain Rate on Deformation-Induced Transformation in 304 Stainless Steel: Part II. Microstructural Study. Met. Mater. Trans. A 1982, 13, 627–635. [Google Scholar] [CrossRef]
- Spencer, K.; Véron, M.; Yu-Zhang, K.; Embury, J.D. The strain induced martensite transformation in austenitic stainless steels: Part 1—Influence of temperature and strain history. Mater. Sci. Technol. 2009, 25, 7–17. [Google Scholar] [CrossRef]
- Diani, J.M.; Parks, D.M. Effects of strain state on the kinetics of strain-induced marten- site in steels. J. Mech. Phys. Solids 1998, 46, 1613–1635. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Ferreira, P.; Müllner, P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998, 46, 4479–4484. [Google Scholar] [CrossRef] [Green Version]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Met. Mater. Trans. A 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Latanision, R.M.; Ruff, A.W. The temperature dependence of stacking fault energy in Fe-Cr-Ni alloys. Met. Mater. Trans. A 1971, 2, 505–509. [Google Scholar] [CrossRef]
- Oshima, T.; Habara, Y.; Kuroda, K. Efforts to Save Nickel in Austenitic Stainless Steels. ISIJ Int. 2007, 47, 359–364. [Google Scholar] [CrossRef] [Green Version]
- Hamada, A.; Karjalainen, L.; Misra, R.; Talonen, J. Contribution of deformation mechanisms to strength and ductility in two Cr–Mn grade austenitic stainless steels. Mater. Sci. Eng. A 2013, 559, 336–344. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Pardal, J.; Da Silva, M.J.G.; Abreu, H.; Da Silva, M. Deformation induced martensitic transformation in a 201 modified austenitic stainless steel. Mater. Charact. 2009, 60, 907–911. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M.; Baghbadorani, H.S. Investigation of cold rolling variables on the formation of strain-induced martensite in 201L stainless steel. Mater. Des. 2013, 46, 49–53. [Google Scholar] [CrossRef]
- Seemann, P.; Kurz, S.; Gümpel, P. Martensite formation in a new manganese alloyed metastable austenitic steel (AISI 200-series). J. Alloy. Compd. 2013, 577, S649–S653. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M. Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater. Sci. Eng. A 2011, 528, 5025–5029. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Talonen, J.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α-martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Kruml, T.; Polák, J.; Degallaix, S. Microstructure in 316LN stainless steel fatigued at low tem- perature. Mater. Sci. Eng. A 2000, 293, 275–280. [Google Scholar] [CrossRef]
- Humbert, M.; Petit, B.; Bolle, B.; Gey, N. Analysis of the γ–ɛ–α′ variant selection induced by 10% plastic deformation in 304 stainless steel at −60 °C. Mater. Sci. Eng. A 2007, 454, 508–517. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Met. Mater. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Herrera, C.; Ponge, D.; Raabe, D. Design of a novel Mn-based 1GPa duplex stainless TRIP steel with 60% ductility by a reduction of austenite stability. Acta Mater. 2011, 59, 4653–4664. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Forouzan, F.; Najafizadeh, A.; Kermanpur, A.; Hedayati, A.; Surkialiabad, R. Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Mater. Sci. Eng. A 2010, 527, 7334–7339. [Google Scholar] [CrossRef]
- Eskandari, M.; Kermanpur, A.; Najafizadeh, A. Formation of nano-grained structure in a 301 stainless steel using a repetitive thermo-mechanical treatment. Mater. Lett. 2009, 63, 1442–1444. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.; Rios, P.R. Annealing of Cold-worked Austenitic Stainless Steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Talonen, J. Effect of Strain-Induced α′-Martensite Transformation on Mechanical Properties of Metastable Austenitic Stainless Steels; Helsinki University of Technilogy: Helsinki, Finland, 2007. [Google Scholar]
- Ferreira, P.J.; Sande, J.B.V.; Fortes, M.A.; Kyröläinen, A. Microstructure development during high-velocity deformation. Met. Mater. Trans. A 2004, 35, 3091–3101. [Google Scholar] [CrossRef]
- Hecker, S.S.; Stout, M.G.; Staudhammer, K.P.; Smith, J.L. Effects of Strain State and Strain Rate on Deformation-Induced Transformation in 304 Stainless Steel: Part I. Magnetic Measurements and Mechanical Behavior. Met. Mater. Trans. A 1982, 13, 619–626. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H.; Nenonen, P.; Pape, G. Effect of strain rate on the strain-induced γ → α′-martensite transformation and mechanical properties of austenitic stainless steels. Metall. Mater. Trans. A 2005, 36, 421–432. [Google Scholar] [CrossRef]
- Stauffer, D.; Aharony, A. Introduction to Percolation Theory; CRC: Boca Raton, FL, USA, 1994. [Google Scholar]
- Somani, M.C.; Juntunen, P.; Karjalainen, L.P.; Misra, R.D.K.; Kyröläinen, A. Enhanced Mechanical Properties through Reversion in Metastable Austenitic Stainless Steels. Metallur- Gical Mater. Trans. A 2009, 40, 729–744. [Google Scholar] [CrossRef]
- Takaki, S.; Tomimura, K.; Ueda, S. Effect of Pre-cold-working on Diffusional Reversion of Deformation Induced Martensite in Metastable Austenitic Stainless Steel. ISIJ Int. 1994, 34, 522–527. [Google Scholar] [CrossRef]
- Misra, R.; Nayak, S.; Mali, S.; Shah, J.; Somani, M.; Karjalainen, L. On the Significance of Nature of Strain-Induced Martensite on Phase-Reversion-Induced Nanograined/Ultrafine-Grained Austenitic Stainless Steel. Met. Mater. Trans. A 2009, 41, 3–12. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Cr | Ni | Ti | Si | Fe |
|---|---|---|---|---|---|---|---|
| 201L + Ti (studied material) | 0.025 | 7.20 | 16.73 | 4.30 | 0.12 | 0.25 | Bal. |
| 201L (literature reference material) | 0.027 | 5.91 | 16.20 | 3.88 | - | 0.51 | Bal. |
| 304L (literature reference material) | 0.027 | 1.58 | 18.20 | 8.22 | - | 0.43 | Bal. |
| Parameter | 304L | 201L | 201L + Ti |
|---|---|---|---|
| εs | 1.6 | 0.6 | 0.42 |
| α | 3.3 | 4.8 | 4.90 |
| β | 3.6 | 6.1 | 7.80 |
| Parameter | 0.1 s−1 | 0.5 s−1 | 1.5 s−1 |
|---|---|---|---|
| α | 5.2 | 4.9 | 4.8 |
| β | 11 | 7.8 | 6.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadeghpour, S.; Javaheri, V.; Kermanpur, A.; Kömi, J. Insight to the Influence of Ti Addition on the Strain-Induced Martensitic Transformation in a High (about 7 wt.%) Mn Stainless Steel. Metals 2020, 10, 568. https://doi.org/10.3390/met10050568
Sadeghpour S, Javaheri V, Kermanpur A, Kömi J. Insight to the Influence of Ti Addition on the Strain-Induced Martensitic Transformation in a High (about 7 wt.%) Mn Stainless Steel. Metals. 2020; 10(5):568. https://doi.org/10.3390/met10050568
Chicago/Turabian StyleSadeghpour, Saeed, Vahid Javaheri, Ahmad Kermanpur, and Jukka Kömi. 2020. "Insight to the Influence of Ti Addition on the Strain-Induced Martensitic Transformation in a High (about 7 wt.%) Mn Stainless Steel" Metals 10, no. 5: 568. https://doi.org/10.3390/met10050568