
Abstract
The research work aims to utilize one of the cheapest and most abundantly available natural fibre, sisal fibre, to fabricate a hybrid nanocomposite possessing high performance efficiency. Glass fibre (GFC), sisal fibre (SFC) and hybrid glass/sisal fibre reinforced epoxy laminate composites (HFC) were prepared and subsequently, three of the most promising nano-fillers, MXene (HFCMXN), Graphene nanoplatelet (HFCGNP) and Multi-walled carbon nanotube (HFCCNT), were added into the hybrid composite. The fabricated composites were comprehensively assessed and analysed for their mechanical properties, swelling and flammability behaviour. It was observed that the glass fibre reinforced composite had lowest void content (6.3%) and glass/sisal fibre reinforced laminate had the highest void content (17.2%). The addition of nano-fillers did not further enhance the void content owing to the relatively uniform dispersion of the nanoparticle, which was particularly ensured during the whole fabrication process. The incorporation of nano-fillers led to a significant enhancement in the mechanical properties; tensile and flexural strength being highest for composites containing two dimensional nano-fillers. The GFC exhibited minimum weight gain (2.25%) and least swelling thickness (1.66%) upon soaking. Among hybrid composites, nano-filler reinforced composites had relatively less weight gain post in comparison to the hybrid composite without any nano-filler. HFCGNP had a weight gain of 6.69%, as opposed to 8.51% observed in case of HFC. The nano-fillers acted as an effective water barrier that reduced the tendency of water absorption. Furthermore, upon flammability test it was found that the burning rate decreased in order of GFC, HFC, HFCCNT, HFCMXN, HFCGNP and SFC. The addition of nano-fillers led to a decrease in the burning rate owing to the promising flame retardant properties of graphene which suppressed flame propagation and helped in extinguishing the flame.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Owing to the growing concerns regarding environment and biodiversity, modern researchers and industrialists are continuously trying to develop eco-friendly products. Off late natural fibers like Sisal, Jute, Aloe vera, Hemp, Banana, Coconut etc, by virtue of certain special physical properties, such as biodegradability, renewable potential, flexibility, low density and abrasion rate, have gained significant traction for the potential it possesses to be utilized as reinforcements while fabricating composites [1, 2]. Composite materials consisting of natural fibers are being extensively used in the automotive industry [3]. They are being used in interior parts such as seat cushions, dashboard parts, door panels, backrests etc [4]. Alsaadi et al [5] studied the effect of microscale natural pistachio shell particles on the mechanical properties of polyester matrix and reported that the tensile strength and impact strength increased by 19% and 36%, respectively upon adding 10 wt% pistachio shell particles. However, the widespread usage of natural fiber reinforced composites in various sectors is still a far-fetched dream primarily due to their poor performance properties such as inhomogeneous quality and supply cycles, low water resistance and dimensional stability, rotting susceptibility, low impact strength, and excessive moisture absorption [3–5].
Synthetic fibres, on the other hand, exhibit superior mechanical, thermal and electrical properties but they lag in their ability to get recycled and degraded [6]. Therefore, researchers are trying to use a combination of both the types of fibers as reinforcement in appropriate ratio which results in composites that exhibits much improved mechanical properties at low cost and causes minimal damage to the environment. Saeed et al [7] fabricated hybrid composite plates having a sandwich structure in which the outer layers were made of Glass/Epoxy and the core from Flax/Epoxy. The hybrid composite plates were found to be more flexible axially compared to conventional metallic plates. Furthermore, they have considerably higher ultimate strength in tension, compression and flexion. Sherwani et al [8] prepared hybrid glass/sugar palm fiber polymer composite and found that the hybrid composite exhibited 21% and 28% higher flexural strength and impact strength, respectively in comparison to neat glass fiber reinforced composite.
Hybridizing synthetic and plant fibers in a nano-filler modified polymeric matrix has become an interesting research approach to attain remarkable thermal, mechanical and viscoelastic properties for advanced structural applications. For instance, Jesuarockiam et al [9] carried out research work to assess the thermal and dynamic mechanical properties of Kevlar/Cocos nucifera sheath/epoxy composites with graphene nano-platelets (GNPs) and inferred that Kevlar can be efficiently (50%) replaced with Cocos nucifera sheath at an optimal GNP loading for structural applications. Kilikevičius et al [10] performed numerical investigation of the elastic properties of a novel hybrid polymer composite reinforced with graphene and MXene nanosheets and observed that although the graphene nano-sheet enhances the stiffness of the composite more significantly as compared to MXene, it is expected that MXenes will expand the scope of applications of graphene reinforced hybrid nanocomposites as the addition of MXenes might contribute to cost reduction, a simplification of manufacturing processes, an enhancement of electrical transport etc.
A major issue in dealing with natural fiber is its hydrophilic nature, which causes adhesion problem with hydrophobic polymer matrix [11]. Several researchers have reported that effective surface treatment like alkali treatment of these natural fibers can significantly improve the bonding by addressing the adhesion issue [12, 13]. The natural fibers are composed of degradable polymeric compounds, and the presence of waxes, oils, lignin and pectin increases their surface smoothness. Alkali treatment also results in an increased aspect ratio of the smaller fiber particles and makes the fiber surface rough, which helps in increasing the interfacial bonding between fiber and the matrix material [14]. Castoldi et al [15] carried out alkali treatment (1, 5 and 10 wt.% NaOH) of sisal fibers. The SEM images showed an increased roughness on the longitudinal surface of the treated fiber which is attributed to the removal of hemicellulose and lignin. This enhancement in roughness further led to an increased bond with the matrix. Similarly, Mouhoubi et al [16] investigated the influence of surface treatment on the morphological, chemical and physical properties of alfa grass fiber material. It was reported that proper optimization of treatment parameters let to a decrease in the rate of moisture absorption and an increase the crystallinity and stiffness.
Flammability behavior and water resistance of polymeric composite materials is another parameter that must be assessed and analyzed before the composite is employed for any practical application. Chemically all polymeric materials comprise of hydro-carbon chains and when exposed to fire, they burn rapidly with the release of high amount of heat, flame and smoke [17]. Flammability test is performed especially for the composites reinforced with natural fibres, since by nature natural fibres have high burning properties in comparison to the synthetics fibres. Balan et al [18] studied the flame resistance characteristics of woven jute fiber reinforced fly ash filled polymer composites and reported that the inclusion of fly ash significantly reduces flammability. 5 wt% inclusion of the jute fiber, 15 wt% addition of the fly ash, with 10 h NaOH treatment produces a composite with minimum burning rates of 10.2 mm min−1 in horizontal UL-94 test. Jawaid et al [19] carried out water absorption and thickness swelling test of hybrid composites comprises of a combination of oil palm Empty fruit bunches (EFB) fibre and jute fibre as reinforcement and epoxy as the matrix. It was found that the hybrid composite showed a moderate water absorption which was around 11.2% for hybrid EFB/Jute/EFB composite and 6.08% for hybrid Jute/EFB/Jute composite. Hybrid composites were found to be more water resistant and dimensionally stable in comparison to the pure EFB composites which was attributed to more hydrophilic nature of EFB composites.
This paper for the first time, to the best of our knowledge, comprehensively evaluates and analyses the performance efficiency of CNT, GNP and MXene nanoparticles dispersed in sisal/E-glass fiber reinforced epoxy composite laminate. The fabricated composite laminates were tested for tensile and bending behaviour, water absorption rate, thickness swelling and flammability behaviour. Field Emission Scanning Electron Microscope (FESEM) and EDX were used to investigate the microstructural features of the synthesized nano-filler reinforced hybrid laminate composites.
2. Materials and fabrication
2.1. Multiwalled carbon nanotubes
Carbon nanotubes are three dimensional tubular nanostructures which offers extensive structural as well as elastic properties due to their well-enhanced C-C bond. The wide range of exploration on CNTs had proven its ability to substantially enhance the structural characteristics of laminated composite plates. It has been observed that the performance of CNT as reinforcement can be altered by the structure and number of walls presented in the CNTs [20]. In the present study incorporates the multi-walled carbon nanotubes have been used as one of the reinforcements. The MWCNTs were procured from Shilpa Enterprises having a purity of 99%. The average diameter of the procured MWCNTs lies between 10–20 nm and has an average length of 6 μm.
2.2. MXenes
MXenes are 2D structured multilayered flakes with dimension less than 100 nm. These are the emerging nanoparticles having HCP crystallographic structure which aids these flakes to have better adhesion with the polymeric matrix [21]. These materials are widely being used in the field of bio-sensors, ionic state batteries and super-capacitors. The nano-flakes (Ti3C2Tx) used in the present work was procured from Intelligent Materials Pvt. Ltd The purity was 99% and there were 10-layers in each MXene flake.
2.3. Graphene nanoplatelets
The graphene nanoplatelets are 2D carbon crystal having pattern of hexagonal nanostructure which offers extensive structural as well as elastic properties due to thick sheet of graphite. The wide range of exploration on graphene had proven its abilities to enhance the structural characteristics of laminated composite plates. The performance of GNP as reinforcement can be altered by the structure and number of layers present in the GNPs [22]. The GNPs used in the present work was procured from XG Sciences, USA graphene of grade C500. The GNPs possess a physical density of about 2.2 g cm−3 and the average surface area and diameter of the GNPs are 500 m2/g−1 and 2 μm, respectively.
2.4. Composite fabrication
Sisal fibre used in this research work had length 105–120 cm, size 0.35 μm and moisture level 10%–12%. The bi-directional woven sisal fabric along with the E-glass fiber mat has been used in the present work. Step-1: as the extended literature survey indicates that the surface treatment can improvise the elastic performance of the natural fiber material, the sisal fiber was treated with the NaOH, an alkali solution for 24 h. The surface-treated fiber mat was then washed with distilled water to wipe out the presence of NaOH on the surface of the fiber material. Each laminate consists of 5 plies having the dimension of 400 mm × 400 mm. Step-2: the nano-fillers, GNP, CNT and MXene, were introduced in the hybrid composite plate (1 wt%). The LY 556 epoxy resin was chosen as the matrix material due to its wide range of applications; which was activated by HY 951 hardener. The nanofillers used for the comparative study was blended with the hardener using ultra-sonication (pulse off time 1.2 s and on pulse time 1.5 s) for about 1 h. Hand lay-up method along with the vacuum bag technique was used to fabricate the aforementioned composite plates. The treated sisal fiber as well as the E-glass fiber mat were stacked up along with the layer of epoxy matrix on a wax coated platform covered with a polished thin film sheet. To avoid the formation of porosity in the laminate, the stacked materials were kept in a vacuum bag for about 2 h. The excess amount of resin present in the plate was captured and absorbed by a perforated sheet covered with a cotton foam material. Fabricated plates were then kept in a hot air oven for 2 h in order to properly cure them. After that the samples were cut out for different tests based on respective ASTM standards. Figure 1 presents an overview of the fabrication and testing methodologies that has been followed in this study.
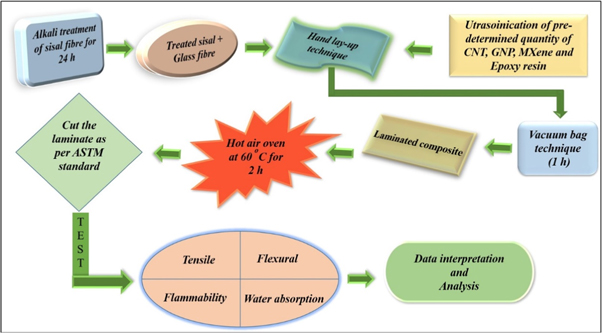
Figure 1. An overview of the fabrication and testing methodologies that has been followed in this study.
Download figure:
Standard image High-resolution imageThe properties of sisal, E-glass and epoxy matrix materials are presented in the table 1. In order to investigate the mechanical behavior of the glass (G), sisal (S) and hybrid (H) fiber composites reinforced with CNT, GNP and MXene nanofillers, six various specimens were fabricated. Sample designation along with fibre lay-up details is illustrated in table 2.
Table 1. Properties of sisal, E-glass fibre and epoxy material [23].
| Properties | Sisal | E-Glass | Epoxy LY 556 |
|---|---|---|---|
| Density (g/cm3) | 1.5 | 2.65 | 1.16 |
| Elongation at break (%) | 2–2.5 | 1.8–3.2 | 4 |
| Tensile strength (MPa) | 511–700 | 3450 | 73 |
| Young's modulus (GPa) | 9.4–22 | 72.4 | 5 |
| Hemi-cellulose (%) | 22 | — | — |
| Wax (%) | 2 | — | — |
Table 2. Details of the fabricated composite laminates.
| Sample designation | GFC | SFC | HFC | HFCCNT | HFCGNP | HFCMXN |
|---|---|---|---|---|---|---|
| Fibre lay-up | GGGGG | SSSSS | GSGSG | GSGSG | GSGSG | GSGSG |
3. Property Evaluation Procedure
3.1. Tensile test
The tensile behavior of the machined specimens was tested by using the universal testing machine (UTM INNOTECH Company) equipped with a maximum load capacity of the machine 30 kN. The test was performed as per ASTM D3039 (ASTM D3039/3039 M, 1997) standard. Specimens with dimension 175 mm × 25 mm × 4 mm was machined out. The cross head speed was maintained at 2 mm min−1. Figure 2(a) shows the photograph of the sample being tested on the universal testing machine. Ultimate tensile strength and strain was found by using the following expressions:


where,  and
and  denote the ultimate tensile strength and strain, respectively;
denote the ultimate tensile strength and strain, respectively; 

 and
and  denote the maximum force, cross-sectional area, elongation and gauge length of the specimen.
denote the maximum force, cross-sectional area, elongation and gauge length of the specimen.
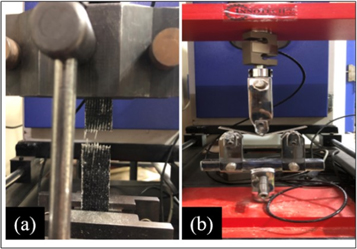
Figure 2. Photographs of the sample being tested on universal testing machine for (a) tensile test and (b) three-point bending test.
Download figure:
Standard image High-resolution image3.2. Bending test
The bending performance of the composite laminates was experimentally determined by using three-point bending test, which was performed according to ASTM D790 (ASTM D790, 1997) standard. The fabricated laminates were cut with dimension 150 mm × 20 mm × 4 mm for the bending test and three samples were tested for each configuration. The cross head speed was maintained at 2 mm min−1. Figure 2(b) illustrates the photograph of the sample being tested on the universal testing machine for three-point bending test. Flexural strength, flexural modulus and flexural strain was calculated by using the following equations:



where, 
 and
and  denote the flexural strength, flexural modulus and flexural strain, respectively; M, P, L, b and d denote the slope of the load-deflection curve, maximum load, length of support span, breadth and depth of the specimen.
denote the flexural strength, flexural modulus and flexural strain, respectively; M, P, L, b and d denote the slope of the load-deflection curve, maximum load, length of support span, breadth and depth of the specimen.
3.3. Void content
Void is a pore that remains unfilled with polymer and fibers in a composite material. Voids are usually the result of poor manufacturing of composite materials. Void content in the prepared composites were measured in accordance with ASTM D2734–94. The following equation was used to calculate the theoretical density,  of the laminates.
of the laminates.

where, 


 and
and  denote the weight of the glass fiber, polymer matrix, CNT, GNP and MXene, respectively;
denote the weight of the glass fiber, polymer matrix, CNT, GNP and MXene, respectively; 


 and
and  denote the density of fiber, matrix, CNT, GNP and MXene, respectively. Void content, Vv, was estimated by utilizing the following equation.
denote the density of fiber, matrix, CNT, GNP and MXene, respectively. Void content, Vv, was estimated by utilizing the following equation.

where,  denotes the experimental density.
denotes the experimental density.
3.4. Water absorption test
The water absorption or moisture absorbing tendency of the prepared sisal/glass hybrid laminate composites were tested according to the ASTM D570 standard. The samples were immersed in distil water for 6 months. Every month the samples were taken out and cleaned with dry cloth following which the weight of the samples was recorded. Typically, the test was performed at ambient temperature. The percentage of water absorbed by the sisal/glass hybrid laminate composite was estimated by using the following expression:

where,  denotes water absorbed by the sample; and
denotes water absorbed by the sample; and  and
and  denote the measured self-weight of the samples before and after immersion, respectively.
denote the measured self-weight of the samples before and after immersion, respectively.
3.5. Swelling behavior
The natural fiber reinforced composites can absorb certain amount of moisture and water content when exposed to humidity. Hence, the swelling test was performed along with the water absorption test according to ASTM D570. By measuring the thickness of the composite specimen before and after water absorption test can identifies the percentage of swelling observed on the sisal/glass hybrid composite specimens. Thickness swelling was calculated by using the following equation at duration of one month and the samples were immersed in distil water for 6 months at room temperature.

where,  denotes swelling thickness of the sample;
denotes swelling thickness of the sample;  and
and  denote the thickness of the sample before and after immersion, respectively.
denote the thickness of the sample before and after immersion, respectively.
3.6. Flammability test
The natural fibers are highly flammable and will possess a significant vulnerability to the systems as well as to structures. Therefore, it becomes imperative to assess the flammability characteristics of the fabricates laminate composites. The horizontal and vertical flammable characteristics of the fabricated specimen were tested according to ASTM D635 and ASTM D3801 standards, respectively. Figure 3 presents the photographs of the experimental setup depicting the horizontal and vertical flammability test. Cantilevered specimens were prepared and they were exposed to a sprit burner for about 30 ± 2 s and 10 ± 2 s continuously for assessing horizontal and vertical flammability, respectively. After 30 s or after the flame reaches the 25 mm mark, the burner must be put away from the specimen. Afterwards, start the burning process again and the new time, denoted by t1, must be counted until the fire reaches the 100 mm mark or the burning terminates, whichever happens earlier. The burning rate of the samples were calculated by using the following equation:

where, 

 indicate the burning rate (mm/min), length of sample burnt (mm) and sample burning time (s), respectively.
indicate the burning rate (mm/min), length of sample burnt (mm) and sample burning time (s), respectively.
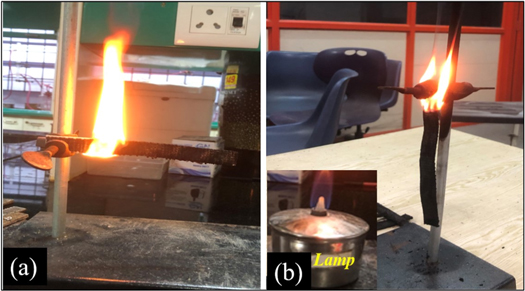
Figure 3. Photographs of the experimental setup depicting (a) horizontal and (b) vertical flammability test.
Download figure:
Standard image High-resolution image4. Results and discussion
4.1. Microstructural characterization
Field Emission Scanning Electron Microscope (FESEM) and Energy Dispersive X-ray (EDX) analysis were used to investigate the microstructural features of the prepared laminated composites. Figure 4(a) shows the SEM image of MXene particles where sheet like morphology can be clearly seen. The SEM image of MXene and epoxy mixture before processing is shown in figure 4(b) where relatively uniform dispersion of MXene can be seen which is of paramount importance for synthesizing defect free composites. The SEM micrographs of sisal/glass fibre/epoxy and MXene/sisal/glass fibre/epoxy is illustrated in figures 4(c), (d) and elemental analysis of MXene present in the hybrid composite is shown in figure 4(e) which confirms the presence of MXene in the prepared laminate. Furthermore, it can be observed that the prepared composites are defect free and good adhesion exist between the matrix and the reinforcements.
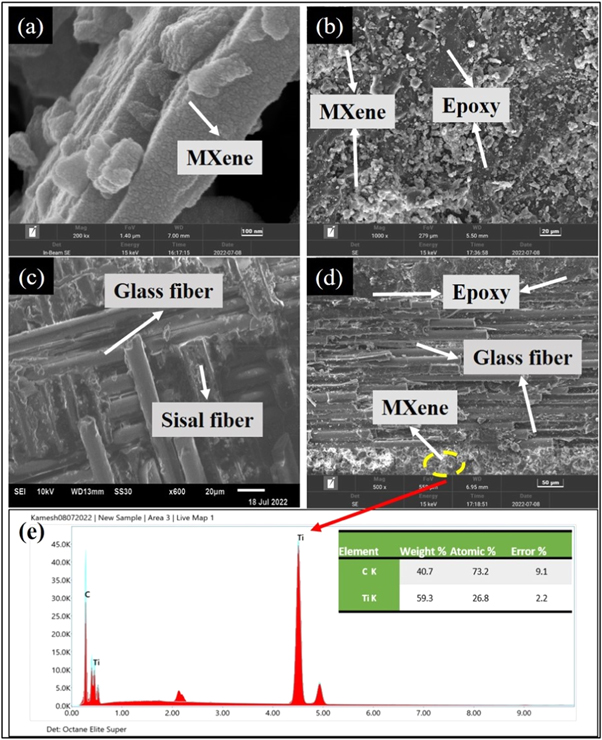
Figure 4. SEM micrograph of (a) MXene, (b) MXene/epoxy mixture, (c) Sisal/glass fibre/epoxy hybrid composite, (d) MXene/sisal/glass fibre/epoxy hybrid composite and (e) elemental analysis via EDX of MXene present in the hybrid composite shown in (d).
Download figure:
Standard image High-resolution image4.2. Void content and density
It is well known that trapped air volatilities exist in the composite during the impregnation of the matrix in the fiber during the fabrication of the composite using hand layup technique. During the fabrication and curing process, resin flows through the fibre layer which influences the void content, fibre wetting in composite and fibre distribution, which in turn, affects the mechanical and physical characteristics of the composite [24]. A decrease in the mechanical and physical properties of the composites is expected due to the presence of voids. Therefore, it is important to determine the void content in the fabricated composite specimens. The values of theoretical density, measured density and voids present in the fabricated samples are shown in table 3. It can be seen in the table that GFC had lowest void content (6.3%), hybrid composite HFC had highest void content (17.2%) and the samples containing nanoparticles had relatively lower void content; minimum being for HFCMXN (10.3%).
Table 3. Density and voids present in the studied specimens.
| Sl. no. | Composite sample | Experimental density (g/cm3) | Theoretical density (g/cm3) | Void content (%) |
|---|---|---|---|---|
| 1 | GFC | 1.191 | 1.271 | 6.3 |
| 2 | SFC | 1.179 | 1.295 | 8.9 |
| 3 | HFC | 1.069 | 1.291 | 17.2 |
| 4 | HFCCNT | 1.105 | 1.281 | 13.7 |
| 5 | HFCGNP | 1.125 | 1.283 | 12.3 |
| 6 | HFCMXN | 1.155 | 1.288 | 10.3 |
Through it has been reported that the geometry and morphology of the filler material plays a substantial role in determining the void content, in this case the nanoparticle containing samples had similar void content. This may be attributed to relatively uniform dispersion of nanoparticles since agglomeration leads to the formation of voids in the sample. Kumar et al [25] also fabricated hemp and sisal fibre reinforced bio-epoxy composites via hand lay-up technique and reported similar level of void content; 6.84% being in case of pure sisal fiber reinforced composite, 9.46% in case of pure hemp fibre reinforced composite and 16.36% in case of hemp/sisal fibre reinforced bio-epoxy hybrid composite.
4.3. Mechanical property
In order to understand the influence of nano-fillers on the mechanical properties of the studied laminated composites, tensile and flexural test was performed and the obtained results are presented in figure 5 and table 4. The graph depicting variation between tensile load and specimen elongation in case of tensile testing and variation between flexural load and specimen deflection as obtained while performing 3-point bending test is depicted in figures 5(a) and (b), respectively. In either of the cases, it was observed that for all nanocomposite configurations, the deflection/elongation increases as the applied load increases until the test sample is unable to withstand further loading.
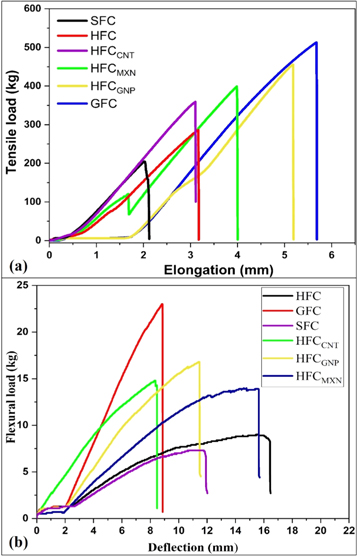
Figure 5. (a) Tensile load v/s elongation curve and (b) Flexural load v/s deflection curve of the prepared composite laminates.
Download figure:
Standard image High-resolution imageTable 4. Tensile and flexural properties of the studied composite laminates.
| Mechanical property | GFC | SFC | HFC | HFCCNT | HFCGNP | HFCMXN |
|---|---|---|---|---|---|---|
| Tensile strength (MPa) | 68.9 ± 3.2 | 28.1 ± 1.9 | 47.0 ± 2.8 | 52.3 ± 4.3 | 72.8 ± 5.1 | 67.1 ± 4.5 |
| Elongation at break (mm) | 6.0 ± 0.89 | 3.5 ± 0.41 | 4.6 ± 0.54 | 5.7 ± 1.11 | 7.1 ± 0.92 | 6.3 ± 0.96 |
| Flexural Strength (MPa) | 91.7 ± 4.4 | 52.0 ± 3.0 | 64.7 ± 3.7 | 78.2 ± 5.8 | 89.5 ± 4.9 | 86.3 ± 5.1 |
| Deflection at break (mm) | 14.2 ± 1.84 | 8.9 ± 0.73 | 12.1 ± 1.47 | 13.8 ± 2.98 | 16.3 ± 2.70 | 15.7 ± 2.24 |
Highest value of tensile strength and flexural strength was displayed by GFC and lowest value of the aforementioned entities was exhibited by SFC. However, fabricating a hybrid composite comprising of sisal and glass fibre as reinforcements (HFC) resulted in an increase in tensile strength by 67% in comparison to SFC. Adding nano-fillers into HFC led to a further substantial enhancement in the mechanical properties. HFCGNP displayed 55% higher tensile strength and 34% higher flexural strength as compared to HFC. Moreover, the ductility also increased significantly upon addition of nano-fillers. This may be due to the higher fiber matrix interfacial strength contributed by the nano-fillers. Zhange et al [26] reported that the presence of nanoparticles in the layers of glass fiber and epoxy act as arrester for slippage, thereby, preventing crack propagation. Further, upon application of load the stress can be transferred from epoxy to the reinforced nanoparticles.
It was also found that among nano-filler reinforced composite laminates, GNP and MXene reinforced specimens displayed superior mechanical properties in comparison to the CNT reinforced laminate. This may be attributed to the fact that GNP and MXene by virtue of their large surface area, provides large contact area to the matrix. Both the surfaces of these two dimensional nano-filler interact with the matrix, as compared to only the outer surfaces of the CNTs [27]. Also, as compared to MWCNTs, GNP possess rougher nanoscale surface that enables stronger fiber/matrix interface interlocking [28].
4.4. Water absorption and swelling behavior
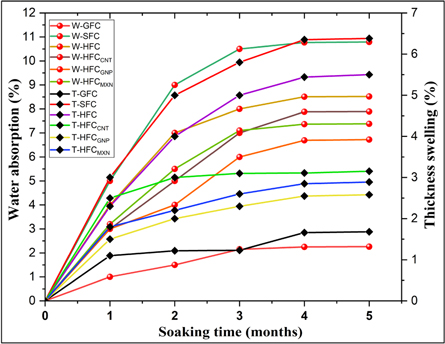
It becomes imperative to study the water absorption and swelling behaviour of the fabricated composite laminates since water absorption results in the swelling of the fibre that could eventually deteriorate the dimensional and mechanical properties of the composites [29]. The details of water absorption and thickness swelling for the samples being studied in the present work is shown in table 5 and figure 6. It was observed that irrespective of the sample, initially the water uptake increased monotonously post immersion due to the rapid diffusion of water molecules into the micro voids present in the composite following which further soaking led to a decrease in the rate of water uptake before finally reaching a saturation level. The water absorption in the composites decreased in the order of SFC, HFC, HFCCNT, HFCMXN HFCGNT and GFC. Usually the water absorption by the matrix takes place by virtue of capillarity action along the fibre-matrix interface, through some cracks, void present in the resin. Consequently, the natural fibre reinforced composites are more prone to moisture absorption for numerous reasons such as viscosity of the matrix, fibre loading, void content and humidity and temperature [30]. Besides these factors, hydroxyl groups present in the sisal fibres tend to absorb moisture due to their hydrophilic nature.
Table 5. Water absorption and swelling thickness in sisal/glass and hybrid laminated composites.
| Sl. no. | Samples | Before immersion | After 6-month immersion | ||||
|---|---|---|---|---|---|---|---|
| Weight (g) | Thickness (mm) | Weight (g) | Thickness (mm) | Absorption (%) | Swelling (%) | ||
| 1 | GFC | 2.662 | 1.20 | 2.722 | 1.22 | 2.25 | 1.66 |
| 2 | SFC | 8.695 | 4.09 | 9.632 | 4.35 | 10.78 | 6.35 |
| 3 | HFC | 6.334 | 3.12 | 6.873 | 3.29 | 8.51 | 5.44 |
| 4 | HFCCNT | 6.465 | 3.21 | 6.975 | 3.31 | 7.89 | 3.11 |
| 5 | HFCGNP | 6.484 | 3.13 | 6.918 | 3.21 | 6.69 | 2.55 |
| 6 | HFCMXN | 6.502 | 3.15 | 6.981 | 3.24 | 7.37 | 2.85 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Variation in water absorption and thickness swelling of the composite laminates with respect to time.
Download figure:
Standard image High-resolution image{kind=link}
Among hybrid composites, nano-filler reinforced composites had relatively less weight gain post soaking in comparison to the hybrid composite without any nano-filler. HFCGNP had a weight gain of 6.69%, as opposed to 8.51% observed in case of HFC. This implies that the nano-fillers act as an effective water barrier that reduces the tendency of water absorption. The presence of high aspect ratio nano-fillers creates a complex pathway for water molecules to diffuse into the composites [31]. These nano-fillers limit the inter-molecular motion of the adjoining epoxy, which delays the relaxation of polymer chains, thereby inhibiting the diffusion of tiny water molecules through the composites [32].
A thickness swelling test was performed in an attempt to investigate the effect of moisture diffusion on the swelling thickness of sisal/glass and hybrid laminate composites. The results of swelling test were in line with water absorption test; higher the water absorption, larger was the swelling. The addition of nano-fillers resulted in less swelling; HFC displayed swelling of 6.35%, whereas, HFCGNP displayed swelling of 2.55%. This is attributed to fewer pores, less voids and better fibre-matrix bonding in case of HFCGNP, which eventually results in less thickness expansion and better dimensional stability.
4.5. Flammability test
The results of horizontal and vertical flammability test of the prepared specimens is presented in table 6. The burning rate was calculated using equation (10). It can be observed that although the samples took substantially more time to burn in horizontal test due to slow ignition flow in comparison to the vertical flame test, the results of horizontal and vertical flame test followed the same trend. Furthermore, the burning rate decreases in order of GFC, HFC, HFCCNT, HFCMXN, HFCGNP and SFC. The addition of nano-fillers led to a decrease in the burning rate. This is attributed to the promising flame retardant properties of graphene, which suppresses flame propagation and helps in extinguishing the flame [18]. Additionally, Liu et al [33] found that graphene encourages the development of a thick permanent char layer that acts as an obstacle to heat transfer and adsorbs flammable organic volatiles resulting from epoxy resin degradation. Charring is the primary reason for low self-extinguishing time and inhibiting epoxy resin flame drips.
Table 6. Details of the horizontal and vertical flame test.
| Sample | Flame travel time (s) | Flame travel distance (mm) | Burning rate (mm/min) | ||||
|---|---|---|---|---|---|---|---|
| H | V | H | V | H | V | H-V | |
| GFC | 160 | 39 | 75 | 75 | 28.13 | 115.38 | 87.25 |
| SFC | 621 | 220 | 75 | 75 | 7.25 | 20.45 | 13.20 |
| HFC | 492 | 130 | 75 | 75 | 9.15 | 34.62 | 25.47 |
| HFCCNT | 520 | 141 | 75 | 75 | 8.65 | 31.62 | 22.97 |
| HFCGNP | 582 | 168 | 75 | 75 | 7.73 | 26.79 | 19.06 |
| HFCMXN | 554 | 154 | 75 | 75 | 8.12 | 29.22 | 21.10 |
5. Conclusion
In the current research work, sisal/glass fibre reinforced epoxy hybrid composite laminates comprising of three of the most promising nano-fillers, MXene, Graphene nanoplatelet and Multi-walled carbon nanotube, were prepared. To assess and analyse the effect of nano-filler addition, mechanical properties, swelling and flammability behaviour of the fabricated composites were evaluated. The findings of the study are summarised in the following observations and conclusions.
- Glass fibre reinforced composite had lowest void content (6.3%), sisal/glass fibre hybrid composite had highest void content (17.2%) and the samples containing nanoparticles had relatively lower void content; minimum being for the hybrid composite containing MXene (10.3%). Through it has been reported that the geometry and morphology of the filler material plays a substantial role in determining the void content, in this work the samples containing nanoparticles had similar void content. This is attributed to relatively uniform dispersion of nanoparticles since agglomeration leads to the formation of voids in the sample.
- The incorporation of nano-fillers led to a significant enhancement in the mechanical properties; tensile and flexural strength being highest for composites containing two dimensional nano-fillers. The tensile strength and flexural strength of sisal/glass fibre hybrid composite increased by 54.9% and 38.3%, respectively when GNP was added as a nano-filler. Also, it was observed that the nano-filler reinforced hybrid composites displayed much improved ductility.
- The glass finre reinforced composite exhibited minimum weight gain (2.25%) and least swelling thickness (1.66%) post soaking. Among hybrid composites, nano-filler reinforced composites had relatively less weight gain in comparison to the hybrid composite without any nano-filler. Graphene nanoplatelet reinforced laminate had a weight gain of 6.69%, as opposed to 8.51% observed in case of sisal/glass fibre hybrid composite. The nano-fillers acted as an effective water barrier that reduced the tendency of water absorption. Furthermore, upon flammability test it was found that the addition of nano-fillers also led to a decrease in the burning rate. Among hybrid composites, the specimens containing two dimension nano-fillers displayed least burning rates owing to the promising flame retardant properties of graphene which suppressed flame propagation and helped in extinguishing the flame.
Acknowledgments
The authors acknowledge the financial support obtained from Sharda University via Seed Fund (SUSF2001/09) for the experimental studies. The authors are also thankful to Dr Sonia Khanna for facilitating us to conduct tests in the Advanced Polymeric Materials Research Laboratory, Sharda University.
Data availability statement
No new data were created or analysed in this study.
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.