

Abstract
The microstructure and texture evolution of AA8021 aluminum foil during annealing at 270 °C with heating rates of 10 °C h−1 and 40 °C h−1 were investigated by the optical microscope (OM), microhardness tester, field emission scanning electron microscope (FE-SEM) and x-ray diffractometer (XRD). The results show that the microhardness of aluminum foil gradually decreases during the heating process, and the microhardness of aluminum foil with the heating rate of 40 °C h−1 is higher than that of 10 °C h−1. After annealing at 270 °C for 16 h, the average grain size of aluminum foil with the heating rate of 10 °C h−1 is 13.0 μm and the maximum grain size does not exceed 35 μm, while the average grain size with the heating rate of 40 °C h−1 is 14.6 μm and its fraction of the grain area of greater than or equal to 40 μm is 2.4%. The slow heating rate is beneficial to grain refinement of AA8021 aluminum foil due to the release of most deformation energy in the low temperature stage during heating, which leads to the decrease of driving force for crystal nuclei growth. Under the two heating rates, the texture components of the material after annealing are basically the same, mainly the recrystallized Cube, R textures and the residual rolling textures.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
With the continuous development of electronic products, lithium-ion batteries are more and more widely used. The lithium-ion battery cells can be divided into three categories: cylindrical cell, prismatic cell and pouch cell, in which pouch battery cell is enveloped by aluminum-plastic laminated film and also called flexible packaging lithium battery [1, 2]. Due to its flexibility in shape and size, flexible packaging lithium batteries can meet requirement of higher energy density and adapt to the development trend of 'thinner' and 'smaller' batteries.
Similar to the aluminum-plastic laminated structure for food packaging, the film for flexible lithium battery cell packaging not only must have air, moisture, and electrolyte barrier capabilities, but also be resistant to hydrogen-fluoride attack and be heat-sealable [3, 4]. The structure schematic of aluminum-plastic laminate film is shown in figure 1. It is composed of five layers from the outer layer to the inner layer in order: the nylon layer (its thickness is about 25 μm), adhesive layer (its thickness is about 2–5 μm), the aluminum foil layer (its thickness is about 40 μm), the adhesive layer (its thickness is about 2–5 μm), the polypropylene layer (its thickness is about 50 μm), in which the aluminum foil layer has a critical effect on the performance of the aluminum-plastic laminated film.

Figure 1. The structure schematic of aluminum-plastic laminated film.
Download figure:
Standard image High-resolution imageThe commercial purity aluminum or 8xxx series aluminum alloy are generally used for the aluminum foil layer [5, 6]. Compared with commercial purity aluminum foil, the addition of Fe can lead to grain refinement and improve elongation and formability of 8xxx series alloy foil [7]. A large number of studies on the size effect of foil have shown that the smaller the ratio of the thickness of the foil to the grain size of the cross-section (T/D), the higher the ductility of the foil and the more favorable to form [8–11]. In order to obtain the above-mentioned excellent performance, it is necessary to obtain a fine and uniform grain structure through conducting proper annealing process to promote recrystallization. The annealing process has great influence on the size and distribution of recrystallized grains [12].
Under industrial production conditions, the annealing of aluminum foil is generally carried out in batch furnace. The selection of the process parameters must take into account the requirements of the surface degreasing, microstructure, and performance of aluminum foil. Several research groups have reported that the material recrystallization behavior will be affected by the annealing conditions, in which heating rate is one of the important annealing process parameters [13–16]. Therefore, two different heating rates of 10 °C h−1 and 40 °C h−1 were conducted to systematically study the microstructure and texture evolution of the AA8021 aluminum foil during annealing.
2. Materials and test
2.1. Experimental material l
The material studied is the cold rolled AA8021 aluminum foil with a thickness of 40 μm. Aluminum foil was produced under industrial conditions with chemical composition listed in table 1 and the manufacturing process is shown in figure 2. The total cold rolling reduction rate is about 92% from the intermediate annealing thickness to the final aluminum foil thickness.
Table 1. Chemical composition of aluminum foil (wt%).
| Alloy | Fe | Si | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA8021 | 1.2–1.7 | <0.15 | <0.05 | <0.05 | <0.05 | <0.05 | <0.05 | <0.05 | Bal. |

Figure 2. The manufacturing process of AA8021 aluminum foil.
Download figure:
Standard image High-resolution image2.2. Heat treatment process
In batch annealing furnace, two different heating rate of 10 °C h−1 and 40 °C h−1 were adopted to simulate the annealing process of aluminum foil under industrial conditions. As shown in figure 3, the samples were heated up to 270 °C and then held for 16 h.

Figure 3. Details of annealing processes used in this study.
Download figure:
Standard image High-resolution image2.3. Microstructure observation
Microhardness of aluminum foil sample was measured on its surface by a 402 MVD Vickers equipment with a load of 10 g and a dwell time of 10 s. Each of the reported microhardness value was the average of 6 individual measurements.
Metallographic samples of the aluminum foil were prepared by anode coating, and their grain structure were observed by optical microscope (OM) of Zeiss Axio Imager with the polarized light mode.
Sample preparation for EBSD scanning was dealt with mechanical polishing and electrochemical polishing using a 10% perchloric acid ethanol solution. The grain orientation and quantitation grain microstructure evolution of aluminum foil during annealing were characterized by electron backscatter diffraction (EBSD) in a Thermo Fisher (FEI) Apreo C SEM with EDAX TSL OIM Analysis software. The samples for EBSD were metallographically prepared and electrochemically polished using a 10% perchloric acid ethanol solution. The Empyrean x-ray Diffractometer was used to examine the macro texture evolution during annealing. Orientation distribution functions (ODFs) were calculated by using Empyrean equipped software.
3. Results
3.1. The original microstructure
The microstructure of the original aluminum foil is shown in figure 4. It could be observed in figure 4(a) that the grain structure of the aluminum foil before annealing is strip-shaped along the rolling direction. Its color difference reflects the distinctive grain structure orientation. Figure 4(b) shows the distribution of the intermetallic compounds in the aluminum matrix. These second phase particles can be divided into two categories. One is the large-sized bulk primary metastable Al6Fe phase with a size of about 2–4 μm; the other one is a small-sized needle-like or dot-like dispersed Al3Fe equilibrium phase with a size smaller than 1 μm.

Figure 4. Microstructure of Aluminum foil before annealing, by OM with the polarized light mode (a) and SEM (b).
Download figure:
Standard image High-resolution image3.2. Microhardness
The microhardness evolution of AA8021 foil during the heating and holding process is shown in figure 5. The heating rate has a significant effect on the softening behavior of aluminum foil during annealing. When the heating rate is 10 °C h−1, the microhardness of the aluminum foil gradually declines from 47.6 HV to 23.6 HV with increasing temperature and becomes relatively stable after 220 °C. However, when the heating rate is 40 °C h−1, the initial microhardness of aluminum foil is stable at 47 HV, and starts to decrease significantly after 180 °C. Similarly, the microhardness tends to be stabilized at around 29 HV after 220 °C. Obviously, 220 °C is a turning point in the microhardness change of aluminum foil under two conditions.
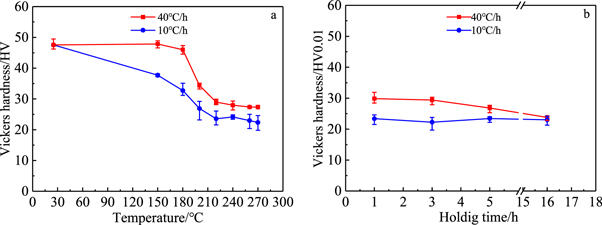
Figure 5. Softening behavior of Al foil during heating (a) and holding (b).
Download figure:
Standard image High-resolution imageAs shown in figure 5(b), it can be observed that when the heating rate is 10 °C h−1, the microhardness of aluminum foil hardly changes during the holding period, and its microhardness is 23 HV. When the heating rate is 40 °C h−1, the microhardness of the aluminum foil slightly decreases as a function of holding time and becomes consistent with the sample subjected to a heating rate of 10 °C h−1. The variation of microhardness during annealing usually reflects the softening behavior and recrystallization behavior of material [17, 18].
3.3. Evolution of microstructure
According to [19, 20], during the aluminum foil rolling process, the proportion of high-angle grain boundaries increases rapidly with total cold rolling reduction rate increasing, and the micro-substructures are dominated by high-angle grain boundaries. When the cold rolling rate reaches more than 88%, the morphology of the micro-substructure is fine and equiaxed. The AA8021 aluminum foil samples studied in this experiment had experienced severe plastic deformation with a cold rolling reduction rate of 92%. In order to describe the characteristics of the micro-substructure during the annealing process of this aluminum foil, all of them are regarded as grains with high-angle boundaries.
The orientation image maps of the AA8021 aluminum foil sample during the annealing process were presented in figure 6. Under the condition of slow heating at 10 °C h−1, the evolution of the grain structure was a gradual process. A few recrystallized grains were present in the matrix at 150 °C, as pointed out by the arrows in figure 6(a). As temperature rises up to 180 °C, more recrystallized grains appears in the matrix (figure 6(c)). When the annealing temperature reaches to 220 °C, the grain size grows up significantly, and the orientation aggregation characteristics of the grains are almost fully disappeared.

Figure 6. Microstructure evolution of AA8021 aluminum foil during annealing: (a) and (b) 150 °C during heating stage; (c) and (d) 180 °C during heating stage; (e) and (f) 220 °C during heating stage; (g) and (h) 270 °C holding for 1 h; (i) and (j) 270 °C holding for 16 h. (a), (c), (e), (g) and (i) with heating rate of 10 °C h−1, and the rest 40 °C h−1.
Download figure:
Standard image High-resolution imageWhen the annealing temperature reaches 150 °C with rapid heating rate of 40 °C h−1, the grain distribution has obvious orientation aggregation characteristics, and almost no recrystallized grains are observed in the matrix (figure 6(b)). As the annealing temperature increases to 180 °C, the recrystallized grain structure began to appear in the matrix (pointed out by arrows in figure 6(d)). As the annealing temperature rises up to 220 °C, the grain size grows up significantly, and the orientation aggregation characteristics of the grains are almost fully disappeared.
Regardless of the slow-heating or fast-heating, there is no obvious grain microstructure change during the holding stage at 270 °C. It can be seen from figures 6(g)–(i) that the change of grain morphology is not significant with the holding time from 1 h to 16 h.
The evolution of the average grain size during the annealing process and the size distribution are presented in figure 7. It can be seen from figure 7(a) that when the temperature is lower than 180°C, the average grain size changes little. When the temperature is higher than 180 °C, the average grain size is almost kept increasing linearly with the temperature. Compared with the grains of the sample heated at 10 °C h−1, the ones heated at 40 °C h−1 grow relatively faster. The growth trend of the average grain size of samples with two heating rates declines with the extension of holding time. The average grain size of the slowly-heated sample (10 °C h−1) is about 13.0 μm after holding for 16 h, which is smaller than that of the rapidly-heated sample (40 °C h−1) with an average grain size of about 14.6 μm.
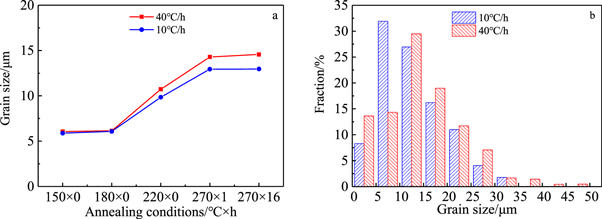
Figure 7. Average grain size by two different heating rates (a) during annealing (b) after annealing.
Download figure:
Standard image High-resolution imageFigure 7(b) illustrates the final grain size distribution at two heating rates. Under the slow heating condition, the fraction of small-sized grains below 10 μm is significantly higher than that of rapidly-heated aluminum foil samples after annealing. The fraction of large-sized grains over 20 μm is 16.8% for the slowly-heated sample, which is lower than 22.9% for the rapidly-heated sample. It is worth noting that the grains larger than 40 μm are found in the rapidly-heated sample with a ratio of about 2.4%, while the maximum grain size does not exceed 35 μm for the slowly-heated sample.
3.4. Evolution of texture
XRD was utilized to analyze the macro texture evolution of aluminum foil during the annealing process. Figure 8 shows the ODF graphs of two samples with different heating rates before, during and after annealing. The rolling texture of the aluminum foil before annealing is mainly made up of Cu texture, S texture, and Brass texture (Bs for short), which are common rolling texture types in cold-rolled aluminum alloys. The maximum texture intensity of aluminum foil was 17.7 before annealing. During heating and holding stages, the maximum texture intensity gradually increases, especially the intensity of cube texture increases significantly. After annealing, the texture intensity with two heating rate samples are 21.3 and 19.3, respectively. During the whole annealing, the heating rate has little effect on texture evolution.

Figure 8. ODFs of aluminum foil (a) initial aluminum foil, (b) 180 °C holding for 0 h and (c) 270 °C holding for 16 h heated by 10 °C h−1; (d) 180 °C holding for 0 h and (e) 270 °C holding for 16 h by 40 °C h−1.
Download figure:
Standard image High-resolution imageThe quantitative analysis of the macro texture in AA8021 foil under two heating rates during the annealing process is plotted in figure 9. The evolution of texture components at two heating rates is very similar. The volume fraction of the S texture changes little in the heating stage, and slightly increases in the holding stage. The volume fraction of the Cu texture decreases slightly after heating to 180 °C, then it remains almost unchanged. The volume fraction of the Brass texture slowly decreases during the heating process.

Figure 9. Texture evolutions during annealing by heating rate of 10 °C h−1 (a) and 40 °C h−1 (b).
Download figure:
Standard image High-resolution imageCube and R textures are the two main recrystallization textures in the recrystallization annealing process for aluminum alloys. In the initial stage of annealing, the volume fraction of Cube texture increased significantly with increasing temperature until it reaches 220 °C. While over 220 °C, the growth rate of volume fraction of Cube texture slows down and the volume fraction of R texture increases slightly.
4. Discussion
4.1. Grain microstructure
The recrystallization mechanism of aluminum alloy includes discontinuous recrystallization and continuous recrystallization. The discontinuous recrystallization contains two processes: nucleation and growth. According to the discontinuous recrystallization mechanism, the nucleation rate of recrystallization would increase with the increase of heating rate, which furtherly leads to finer grain structure after recrystallization [14–16, 21]. However, in this study, a finer grain structure is obtained after recrystallization with a slower heating rate. It has been reported that continuous recrystallization is found to be promoted by small initial grain size, large second-phase particles and large strains [22]. As shown in figure 6(a), the grain size of AA8021 aluminum foil grows up to ∼6 μm when the heating temperature reaches 150 °C, which means there is a smaller size grain in the H18 aluminum foil. Meanwhile, there are large numbers of coarse Fe-containing second phases present in the matrix, as shown in figure 3. Besides, the total cold rolling reduction rate from intermediate annealing thickness to aluminum foil thickness is 92%. Hence, it can be inferred that continuous recrystallization may occur during the annealing process. Similar phenomena have also been found in some other 8xxx aluminum alloys [23, 24].
For the continuous recrystallization, the crystal nuclei grow up without nucleation process during heating, and the growth rate is dependent on the following formula [25]:

Where G is the growth rate of the crystal nuclei, DB is the self-diffusion coefficient at the grain boundary, λ is the boundary width, K is the Boltzmann constant, and ES is the deformation storage energy per molar.
Based on the formula (1), the growth rate of crystal nucleus increases with deformation energy storage ES , leading to finer grain size after recrystallization. It can be seen from figure 5(a), as the temperature increases from 180 °C to 220 °C with the heating rate of 10 °C h−1, the microhardness decreases by 14.1 HV, while that is 17.0 HV for heating rate of 40 °C h−1. This presents that under the condition of rapid heating, more deformation energy is released in the high temperature stage (180 °C–220 °C), which is conducive to the fast growth of crystal nuclei according to formula (1). Therefore, the grain size of the sample with rapid heating is slightly larger than that with slow heating after recrystallization completed at 220 °C.
The growth rate of grains after recrystallization depends on the velocity of grain boundary migration, as shown in the following formula [26]:

Where V is the grain boundary migration velocity, M is the grain boundary mobility, and P is the driving force on grain boundaries. The mobility of grain boundaries is temperature dependent and follows an Arrhenius-type relationship as

In this case, M0 is pre-exponential factor, Q is activation energy, R is molar gas constant, and T is temperature.
According to the formula (3), the mobility of grain boundaries increases with temperature increasing, hence, the grain size would continue to grow as the heating temperature further rises.
Therefore, after the recrystallization is completed at 220 °C, the gain size of samples with two different heating rates continue to grow on the basis of the recrystallized grain, as shown in figure 7(a). In the holding stage, that is, after the temperature reaches 270 °C, the grain size changes little with the holding time.
4.2. Texture evolution
It can be seen from figure 6 that when the annealing temperature reaches 180 °C, the recrystallized grain structure appears in the aluminum foil samples for both heating rates. In order to analyze the recrystallization mechanism during the annealing of aluminum foil, the EBSD technique was used to analyze the grain orientation of the aluminum foil sample at 180 °C during the heating process (figure 10). The figure shows grains of three rolling orientations (S, Cu and Bs), and grains of two recrystallization orientations (Cube and R). It can be observed from the figures that at the initial stage of recrystallization, the above mentioned oriented grains all grow up.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. Grain orientation at temperature of 180 °C by heating rate of 10 °C h−1 (a) and 40 °C h−1 (b).
Download figure:
Standard image High-resolution image{kind=link}
In rolled aluminum alloys, mainly four different nucleation sites are important, namely cube bands, grain boundaries, shear bands and the deformation zones around large particles [23, 27]. After annealing, different types of recrystallization textures are formed on account of nucleation sites above. In addition, the changes of texture during annealing are found to be different during discontinuous and continuous recrystallization. The rolling textures are replaced by annealing textures in which the cube texture component is dominant during discontinuous recrystallization. Therefore, the emergence of a strong cube texture is the typical feature of discontinuous recrystallization of aluminum alloy [22, 28]. It could be observed from figures 8 and 9 that a few cube-oriented crystal nuclei already existed in the cold-rolled matrix. During heating the cubic-oriented crystal nuclei grew faster than other oriented crystal nuclei, which implied discontinuous recrystallization occur in the matrix.
S texture and Cu texture change little throughout the annealing process (figures 8 and 9), and rolling orientation grains such as Cu-oriented grains and S-oriented grains grow simultaneously with Cube-oriented recrystallized grains during the annealing, as shown in figure 10. It is different from the process in which the rolling orientation grains are gradually merged by the recrystallized grains during the discontinuous recrystallization process.
The cold rolling reduction rate of the aluminum foil sample studied in this paper was 92%, which is close to the critical reduction ratio of 95% reported in the literature [22] for the transition from the discontinuous recrystallization to continuous recrystallization. So it could be inferred that discontinuous recrystallization and continuous recrystallization may occur simultaneously during the annealing process of AA8021 alloy aluminum foil according to experimental results and the literatures reported.
5. Conclusion
- (1)During the heating stage for both heating rates, the microhardness show a decrease below 220 °C and then tends to be stable. For slow heating rate, the microhardness declines gradually with the temperature, while for fast heating rate, a sharp drop of microhardness at around 180 °C has been observed. This reflects the change law of deformation energy during annealing.
- (2)After annealing, the final average grain sizes for 10 °C h−1 and 40 °C h−1 heated foils are 13.0 μm and 14.6 μm, respectively. In addition, the sample heated by 10 °C h−1 has a narrower grain size distribution with no large-sized grains above 40 μm found, compared with the sample heated by 40 °C h−1. This phenomenon can be explained by the difference of deformation energy release and nuclei growth rate under different heating rates.
- (3)During the whole annealing process, the change of heating rate has very little effect on the evolution of the aluminum foil texture. After annealing, the main texture components in the aluminum foil are recrystallization texture (composed of cube and R texture) and residual rolling texture.
Acknowledgments
The authors thank to Dr Qi Zhang from Chinalco Materials Application Research Institute for checking and improving the coherency of the full text and polishing language of this article.