
A Novel Technique for Sterilization Using a Power Self-Regulated Single-Mode Microwave Cavity




Abstract
:1. Introduction
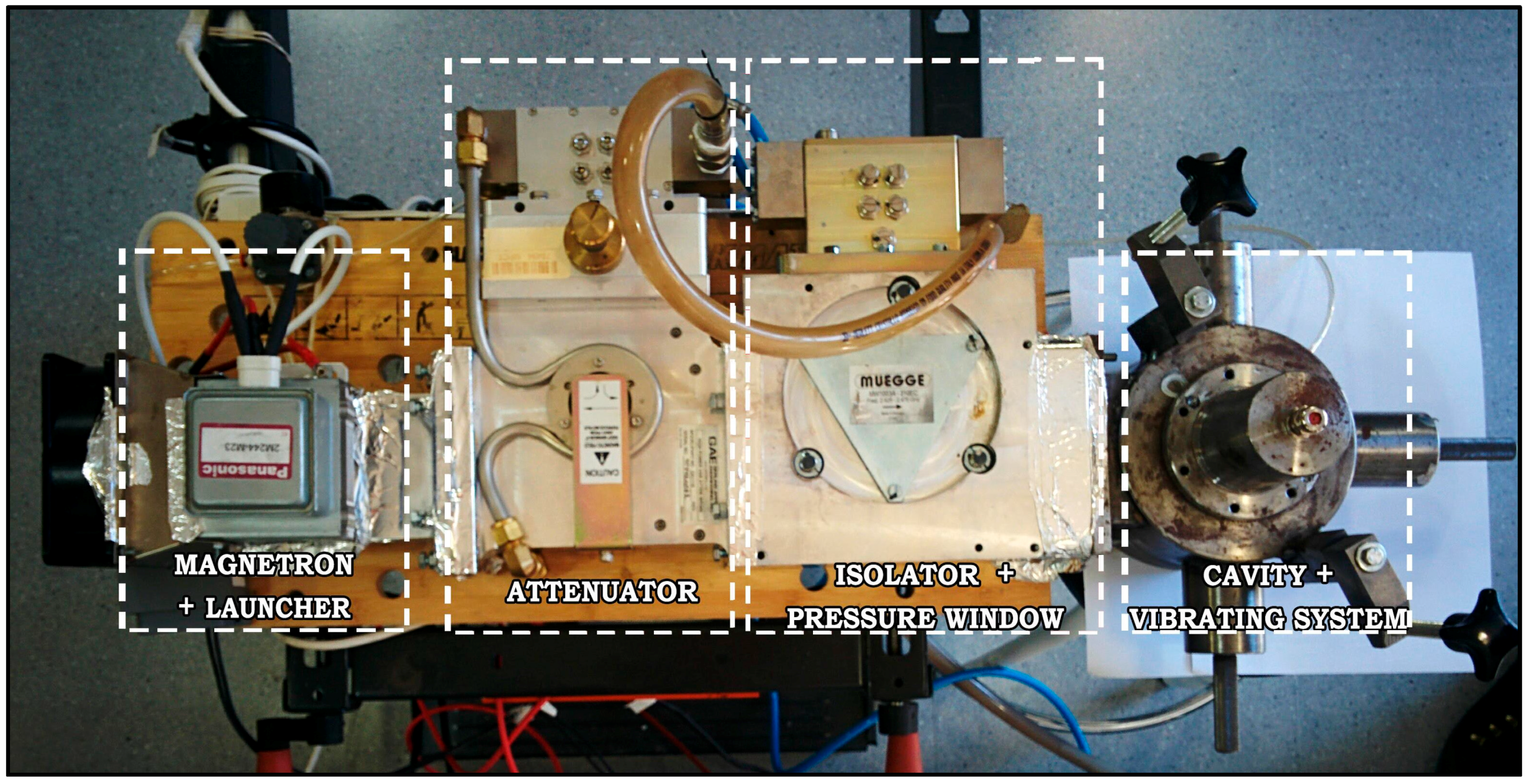
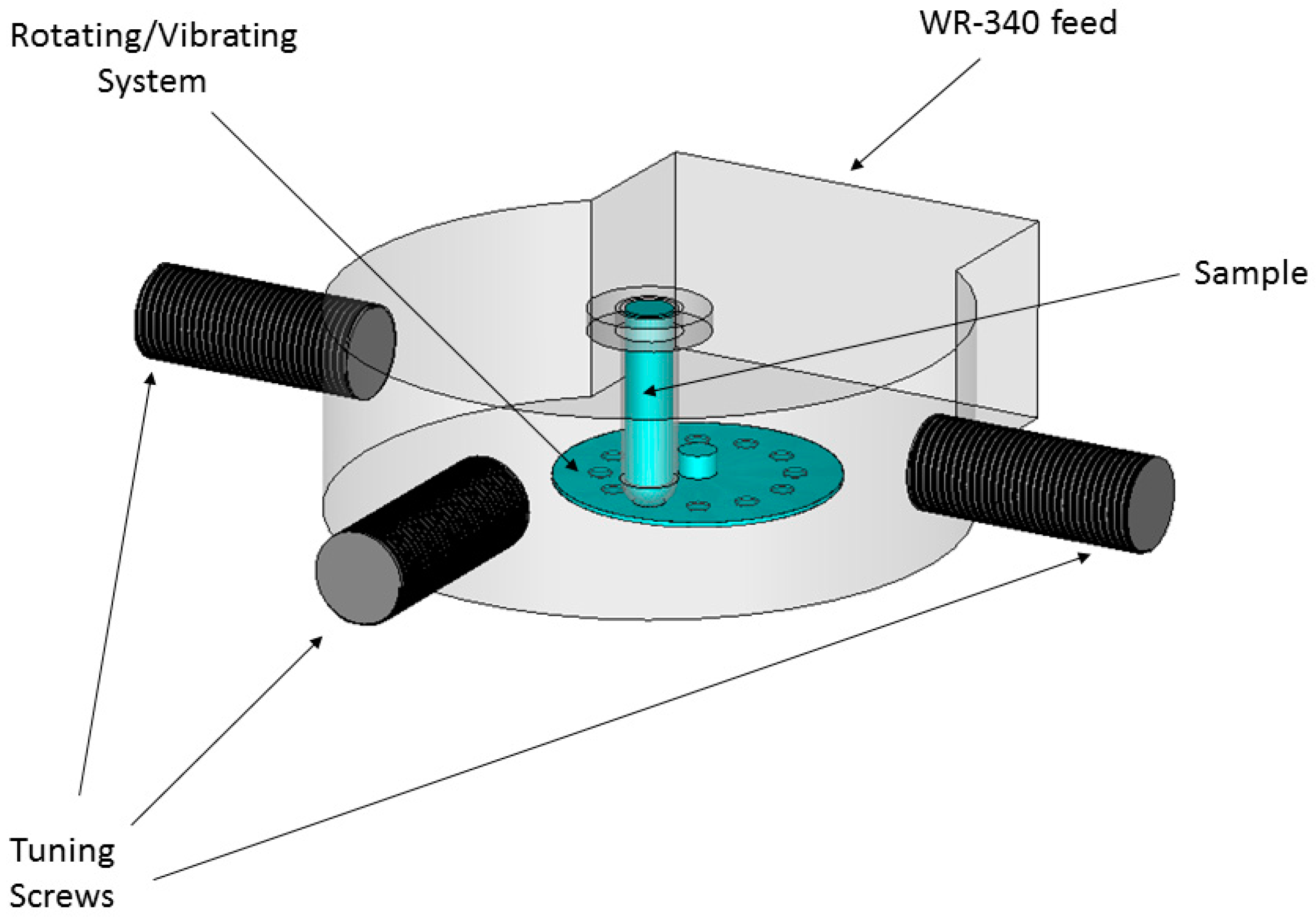
2. Materials, Methods, and Experimental Set Up
2.1. Materials
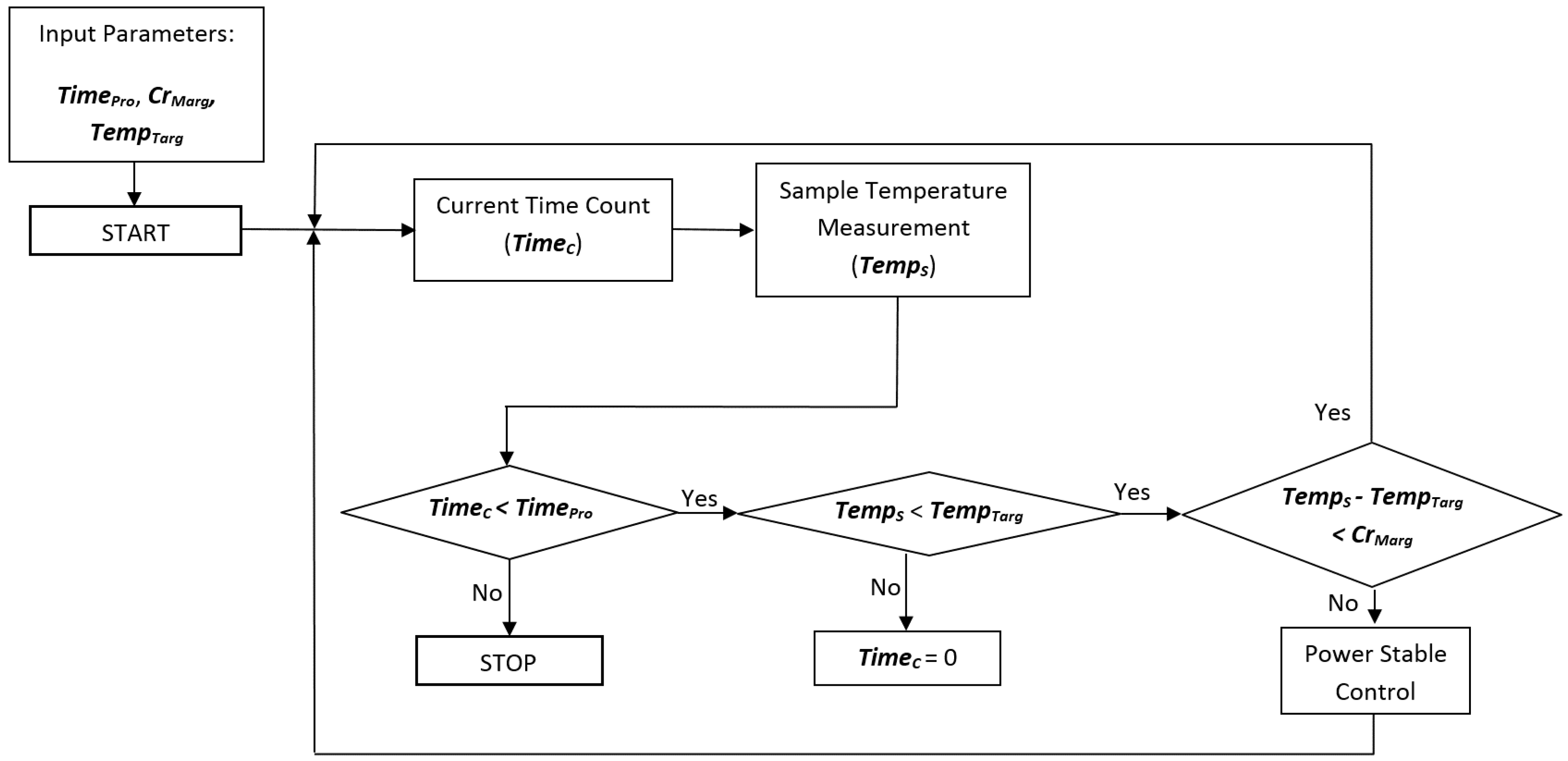
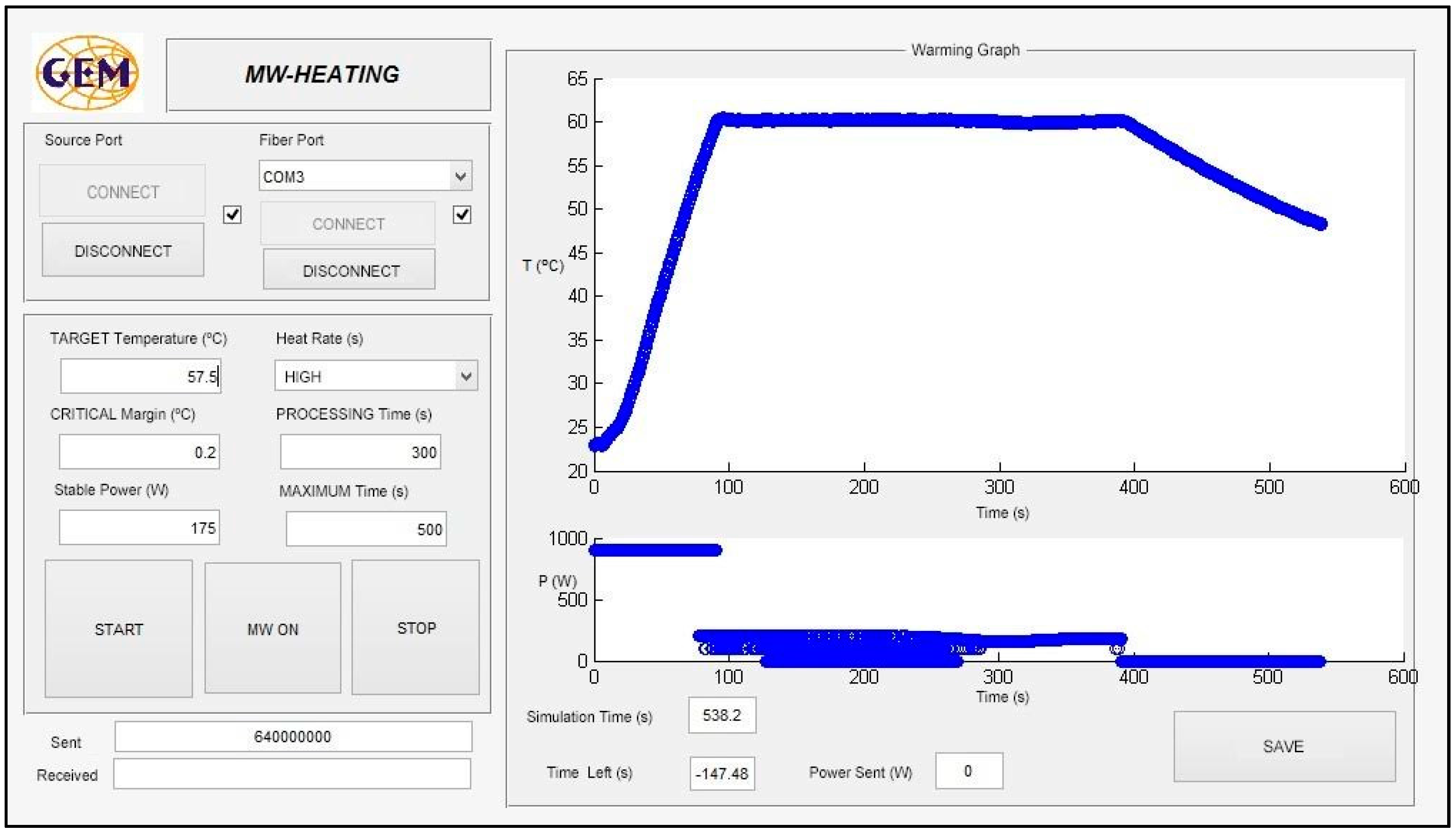
2.2. Software Implementation
2.3. Microbial Determinations and Food Substrates
3. Results and Discussion
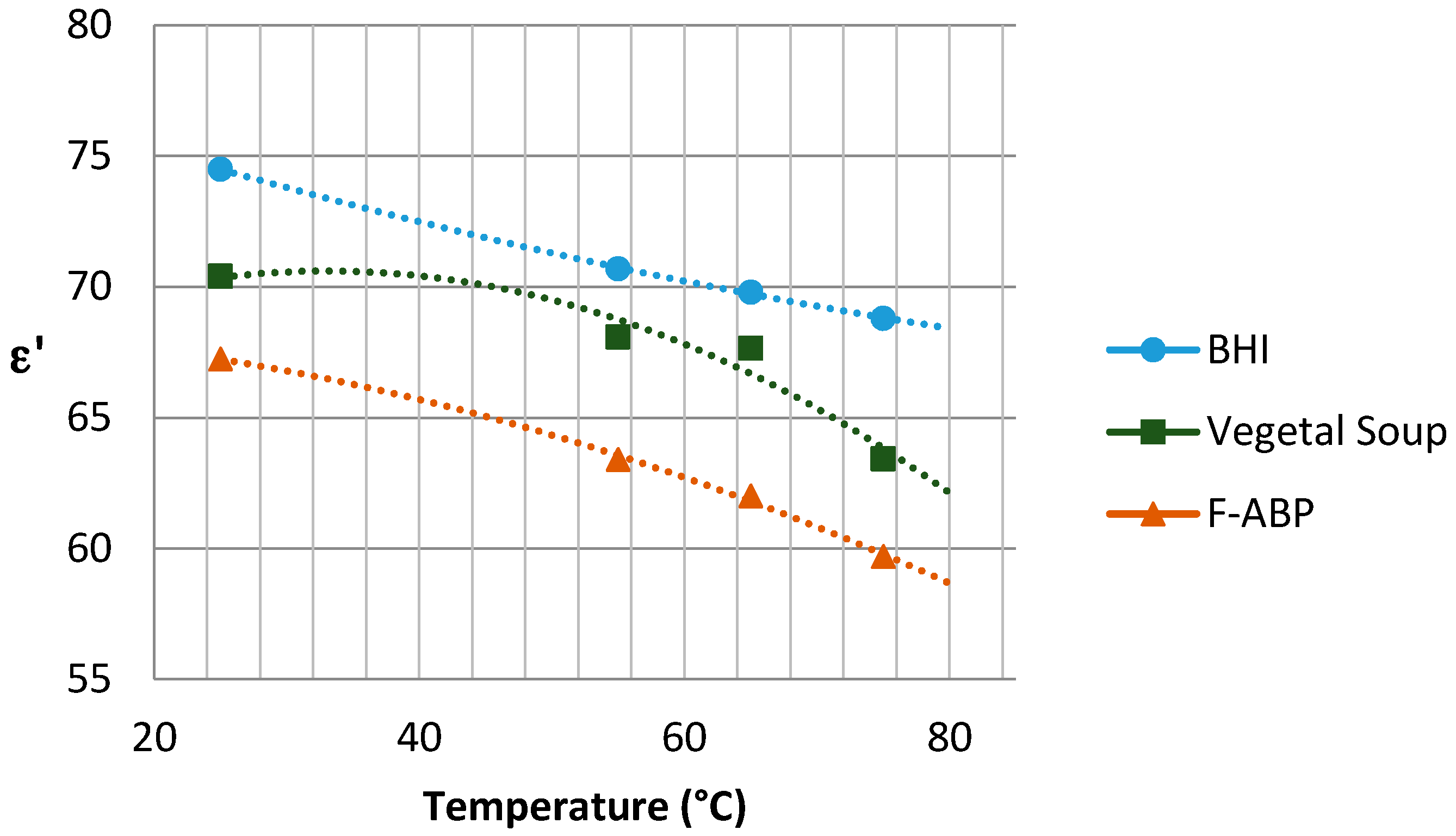
3.1. Permittivity Characterization
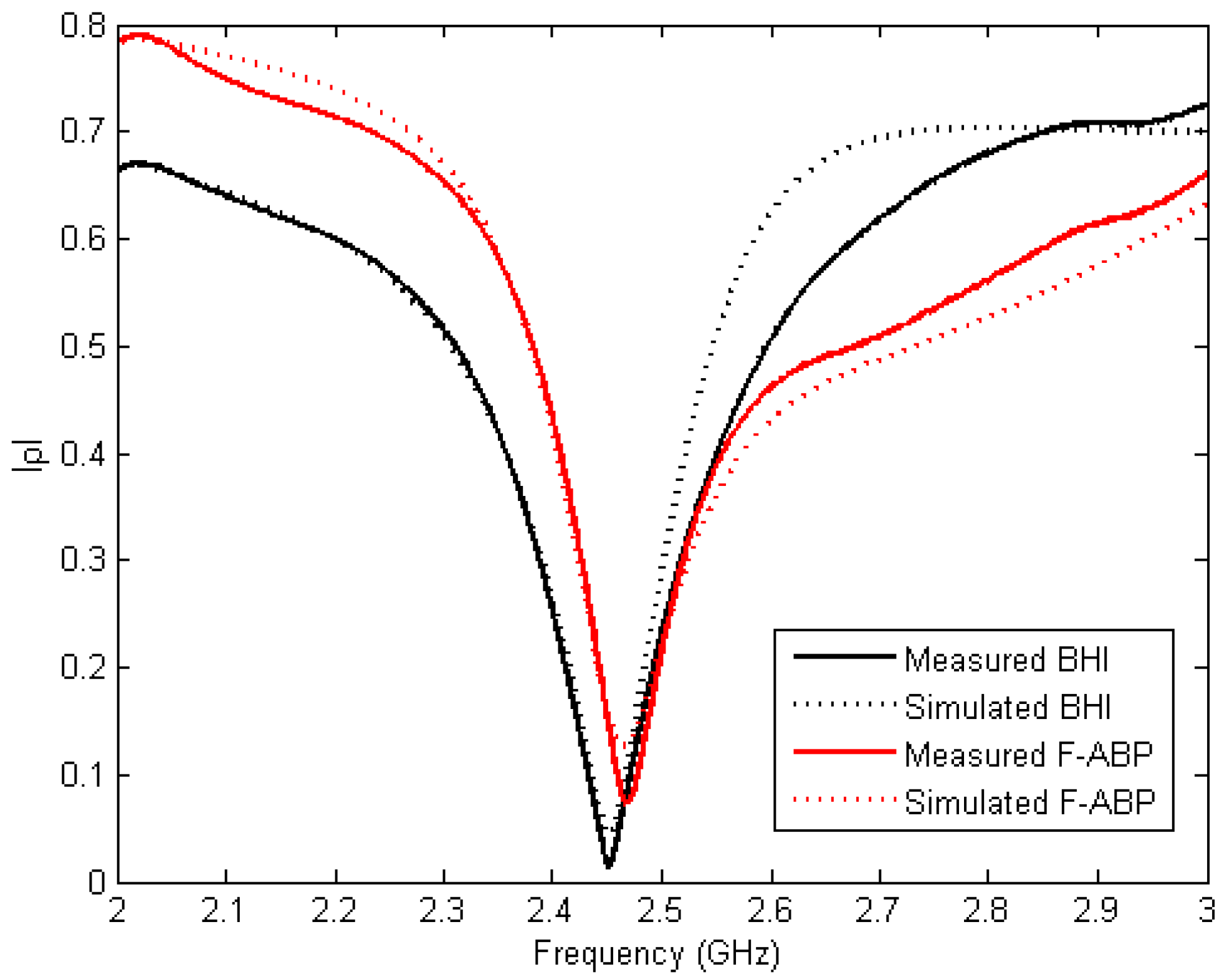
3.2. Resonance
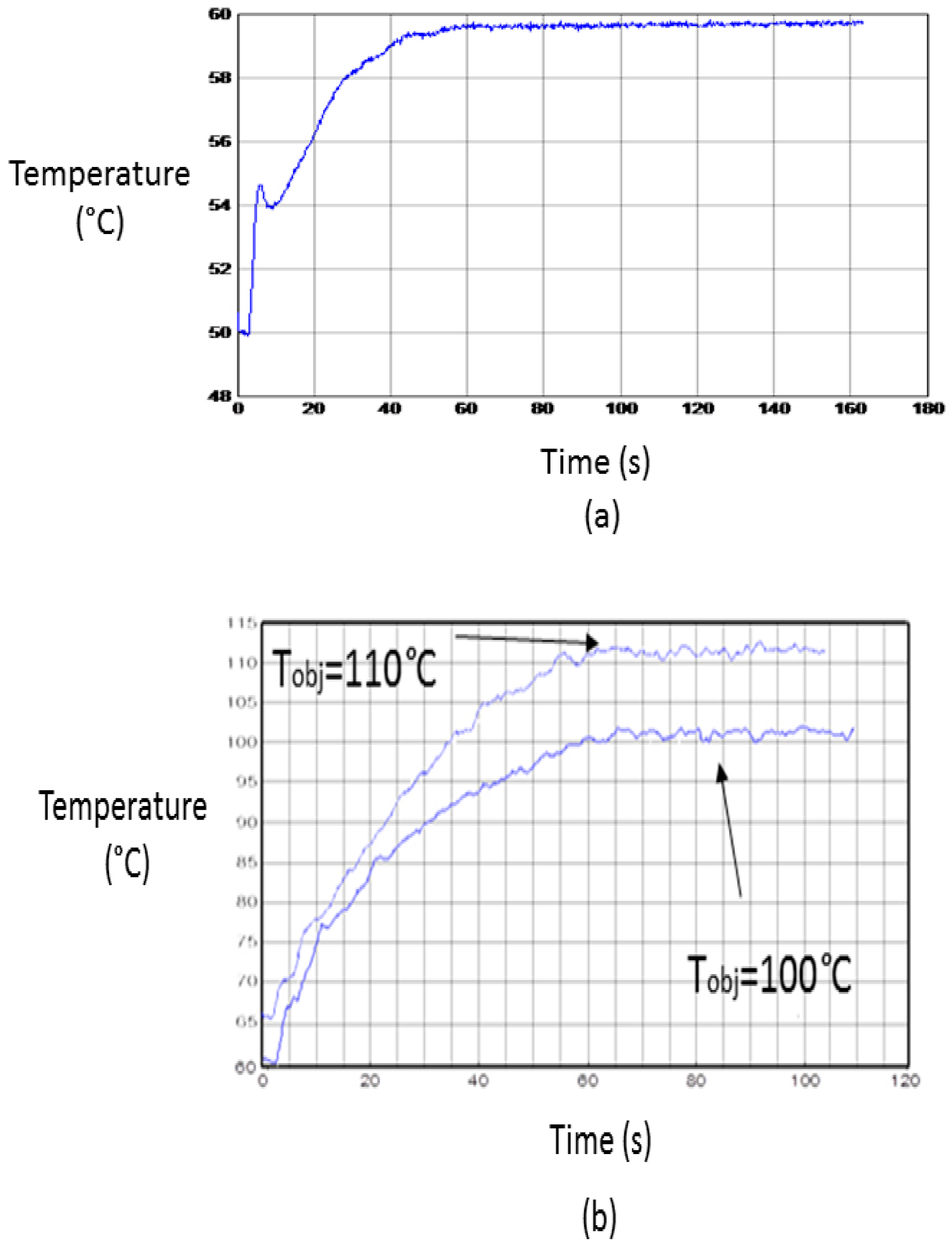
3.3. Temperature Profiles
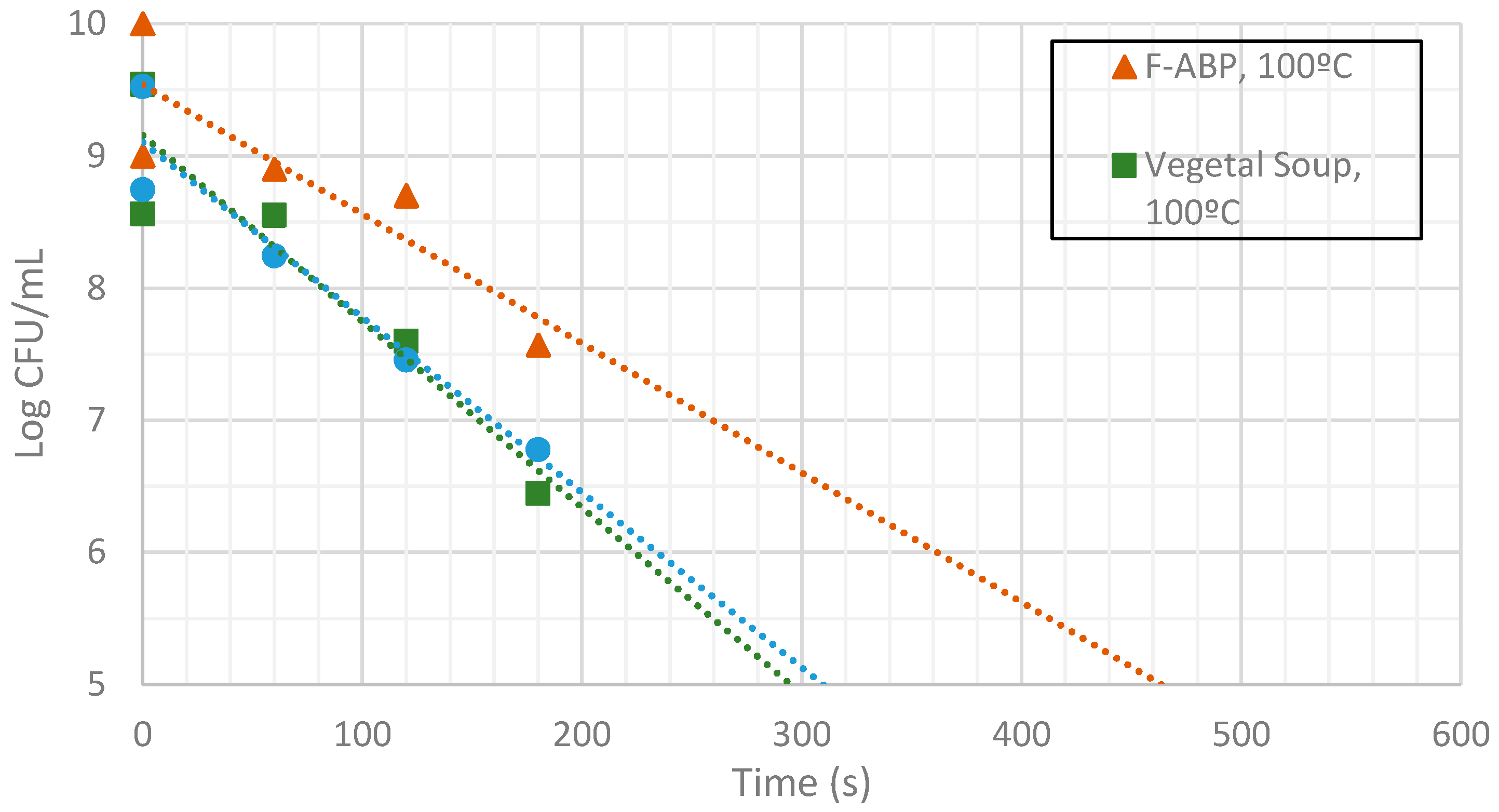
3.4. Heat Inactivation of Bacillus cereus
- Higher loss factors lead to steeper temperature increase in the first heating stage, when a constant microwave power is applied to the cavity, since a higher loss factor yields a larger heat generation. Consequently, the target temperature is reached faster in the sample and, therefore, it is treated at the target temperature for a longer time. This rationale cannot be applied to the heating control stage, since there the power is controlled to keep the target temperature and, therefore, the heating generation is not directly related to the loss factor.
- Heat transfer by conduction inside the sample is higher with lower lipid content, since the thermal conductivity of the water, as a polar molecule, is higher than that of lipids, which are non-polar molecules.
- The presence of lipids can also have a protective effect on the spores of Bacillus cereus [25].
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Brunt, J.; Plowman, J.; Gaskin, D.J.H.; Itchner, M.; Carter, A.T.; Peck, M.W. Functional characterisation of germinant receptors in Clostridium botulinum and Clostridium sporogenes presents novel insights into spore germination systems. PLoS Pathog. 2014, 10, e1004382. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Lopez, A.; Rodrigo, D.; Fernández, P.S.; Pina-Pérez, M.C.; Sampedro, F. Time-Temperature integrators for thermal process evaluation. In Thermal Food Processing-New Technologies and Quality Issues, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 635–654. [Google Scholar]
- Stanley, R.A.; Petersen, K. Microwave-assisted pasteurization and sterilization—commercial perspective. In The Microwave Processing of Foods, 2nd ed.; Regier, M., Knoerzer, K., Schubert, H., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 200–219. [Google Scholar]
- Bengtsson, N.E.; Ohlsson, T. Microwave heating in the food industry. Proc. IEEE 1974, 62, 44–55. [Google Scholar] [CrossRef]
- Vadivambal, R.; Jayas, D.S. Non-uniform temperature distribution during microwave heating of food materials—A review. Food Bioproc. Technol. 2010, 3, 161–171. [Google Scholar] [CrossRef]
- Nguyen, L.T.; Choi, W.; Hyun Lee, S.; Jun, S. Exploring the heating patterns of multiphase foods in a continuous flow, simultaneous microwave and ohmic combination heater. J. Food Eng. 2013, 116, 65–71. [Google Scholar] [CrossRef]
- Plaza-Gonzalez, P.; Monzó-Cabrera, J.; Catalá-Civera, J.M.; Sánchez-Hernández, D. Effect of mode-stirrer configurations on dielectric heating performance in multimode microwave applicators. IEEE Trans. Microw. Theory Tech. 2005, 53, 1699–1706. [Google Scholar] [CrossRef]
- Tang, Z.; Mikhaylenko, G.; Liu, F.; Mah, J.H.; Pandit, R.; Younce, F.; Tang, J. Microwave sterilization of sliced beef in gravy in 7-oz trays. J. Food Eng. 2008, 89, 375–383. [Google Scholar] [CrossRef]
- Ejiri, K.; Tomizuka, Y.; Ichihara, G.; Sato, H.; Uchida, Y.; Ohno, T.; Uehara, M. A study on uniform heating of food in microwave oven by using phase difference of power output from two ports. In Proceedings of the Electromagnetic Research Symposium (PIERS), Shanghai, China, 8–11 August 2016. [Google Scholar]
- Cordes, B.G.; Eves, E.E.; Yakovlev, V.V. Modeling-based minimization of time-to-uniformity microwave heating systems. In Proceedings of the 11th AMPERE Conference on Microwave and High Frequency Heating, Oradea, Romania, 3–6 September 2007; pp. 305–308. [Google Scholar]
- Gu, X.W.; Lin, M.; Yiqin, S. Electromagnetic field optimisation procedure for the microwave oven. Int. J. Electron. 2010, 97, 339–347. [Google Scholar]
- Pedreño-Molina, J.L.; Monzó-Cabrera, J.; Catalá-Civera, J.M. Sample movement optimization for uniform heating in microwave heating ovens. Int. J. RF Microw. Comput.-Aided Eng. 2007, 17, 142–152. [Google Scholar] [CrossRef]
- Kothari, V.; Patadia, M.; Trivedi, N. Microwave sterilized media supports better microbial growththan autoclaved media. Res. Biotechnol. 2011, 2, 63–72. [Google Scholar]
- Neetoo, H.; Chen, H. Alternative Food Processing Technologies. In Food Processing: Principles and Applications, 2nd ed.; Clark, S., Jung, S., Lamsal, B., Eds.; John Wiley & Sons, Ltd.: New York, NY, USA, 2014; pp. 137–169. [Google Scholar]
- Resurreccion, F.P.; Luan, D.; Tang, J.; Liu, F.; Tang, Z.; Pedrow, P.D.; Cavalieri, R. Effect of changes in microwave frequency on heating patterns of foods in a microwave assisted thermal sterilization system. J. Food Eng. 2015, 150, 99–105. [Google Scholar] [CrossRef]
- Steed, L.E.; Troung, V.D.; Simunovic, J.; Sandeep, K.P.; Kumar, P.; Cartwright, G.D.; Swartzel, K.R. Continuous Flow Microwave-Assisted Processing and Aseptic Packaging of Purple-Fleshed Sweet potato Purees. J. Food Sci. 2008, 73, 455–462. [Google Scholar] [CrossRef] [PubMed]
- Zuijlen, A.V.; Periago, P.M.; Amézquita, A.; Palop, A.; Brul, S.; Fernández, P.S. Characterization of Bacillus sporothermodurans IC4 spores; putative indicator microorganism for optimisation of thermal processes in food sterilization. Food Res. Int. 2010, 43, 1895–1901. [Google Scholar] [CrossRef]
- Ocio, M.J.; Fernández, P.S.; Rodrigo, M.; Periago, P.M.; Martínez, A. A time temperature integrator for particulated foods: Thermal process evaluation. Z. Lebensmittel Untersuchung und Forschung 1997, 205, 325–328. [Google Scholar] [CrossRef]
- Álvarez, A.; Fayos-Fernández, J.; Monzó-Cabrera, J.; Cocero, M.J.; Mato, R.B. Measurement and correlation of the dielectric properties of a grape pomace extraction media. Effect of temperature and composition. J. Food Eng. 2017, 197, 98–106. [Google Scholar] [CrossRef]
- Chen, L.F.; Ong, C.K.; Neo, C.P.; Varadan, V.V.; Varadan, V.K. Microwave Electronics. Measurement and Material Characterization; John Wiley & Sons, Ltd.: New York, NY, USA, 2004. [Google Scholar]
- Metaxas, A.C.; Meredith, R.J. Industrial Microwave Heating; Peter Peregrinus Ltd.: London, UK, 1983. [Google Scholar]
- Datta, A.K.; Anatheswaran, R.C. Handbook of Microwave Technology for Food Applications; Marcel Dekker, Ed.; Marcel Dekker: New York, NY, USA, 2000. [Google Scholar]
- Fernandez, P.S.; Ocio, M.J.; Rodrigo, F.; Rodrigo, M.; Martínez, A. Mathematical model for the combined effect of temperature and pH on the thermal resistance of Bacillus stearothermophilus and Clostridium sporogenes spores. Int. J. Food Microbiol. 1996, 32, 225–233. [Google Scholar] [CrossRef]
- Garre, A.; Fernandez, P.S.; Lindqvist, R.; Egea, J.A. Bioinactivation: software for modelling dynamic microbial data. Food Res. Int. 2017, 93, 66–74. [Google Scholar] [CrossRef] [PubMed]
- Esteban, M.D.; Huertas, J.P.; Fernández, P.S.; Palop, A. Effect of the medium characteristics and the heating and cooling rates on the nonisothermal heat resistance of Bacillus sporothermodurans IC4 spores in buffers and food. Food Microbiol. 2013, 34, 158–163. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Pressure | Time | Objective |
|---|---|---|---|
| Low temp. | No | 100 s | 60 °C |
| High temp. | Yes | 50 s | 100 °C |
| High temp. | Yes | 50 s | 110 °C |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reverte-Ors, J.D.; Pedreño-Molina, J.L.; Fernández, P.S.; Lozano-Guerrero, A.J.; Periago, P.M.; Díaz-Morcillo, A. A Novel Technique for Sterilization Using a Power Self-Regulated Single-Mode Microwave Cavity. Sensors 2017, 17, 1309. https://doi.org/10.3390/s17061309
Reverte-Ors JD, Pedreño-Molina JL, Fernández PS, Lozano-Guerrero AJ, Periago PM, Díaz-Morcillo A. A Novel Technique for Sterilization Using a Power Self-Regulated Single-Mode Microwave Cavity. Sensors. 2017; 17(6):1309. https://doi.org/10.3390/s17061309
Chicago/Turabian StyleReverte-Ors, Juan D., Juan L. Pedreño-Molina, Pablo S. Fernández, Antonio J. Lozano-Guerrero, Paula M. Periago, and Alejandro Díaz-Morcillo. 2017. "A Novel Technique for Sterilization Using a Power Self-Regulated Single-Mode Microwave Cavity" Sensors 17, no. 6: 1309. https://doi.org/10.3390/s17061309