Unraveling Particle Formation: From Single Droplet Drying to Spray Drying and Electrospraying

 , , , and
, , , and
Abstract
:1. Introduction
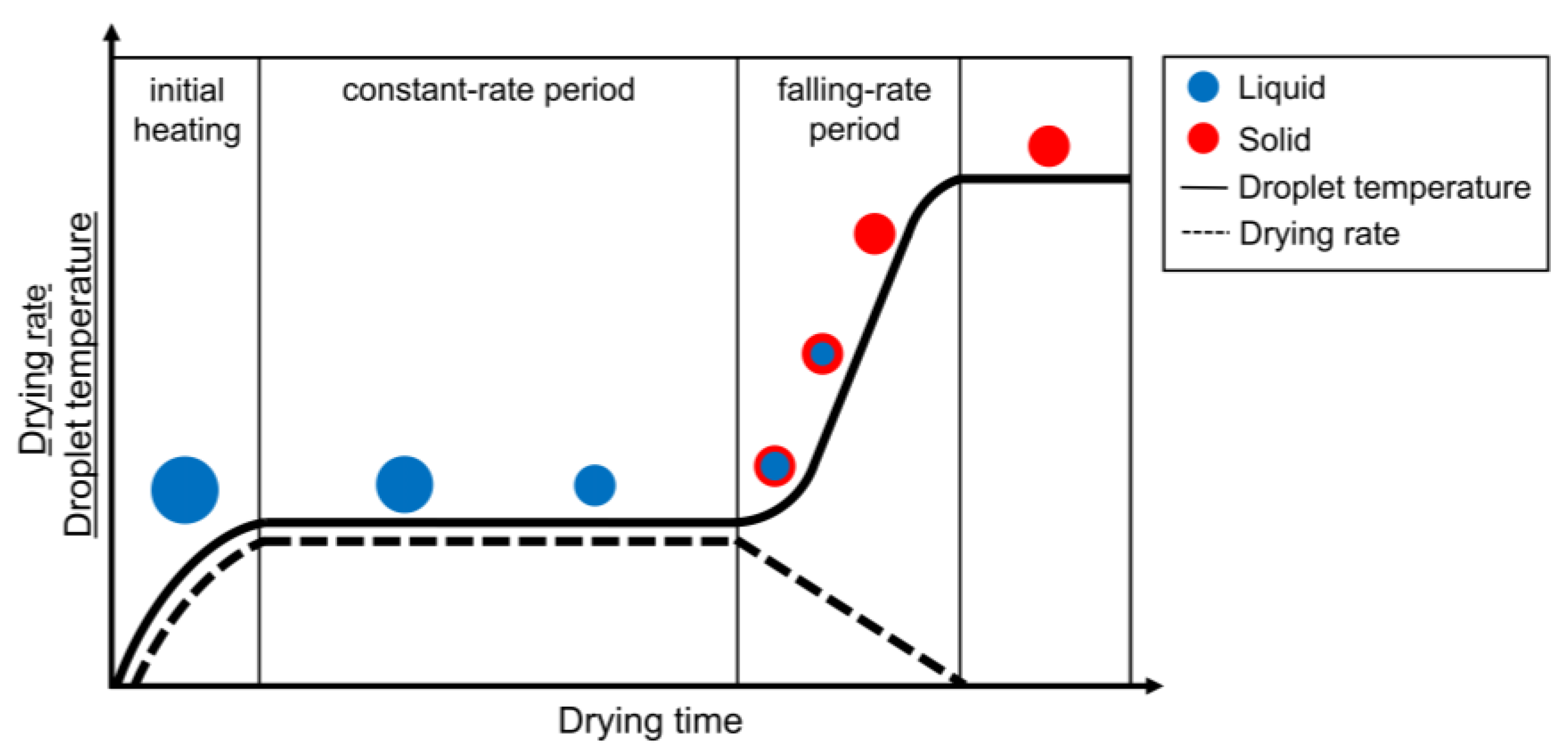
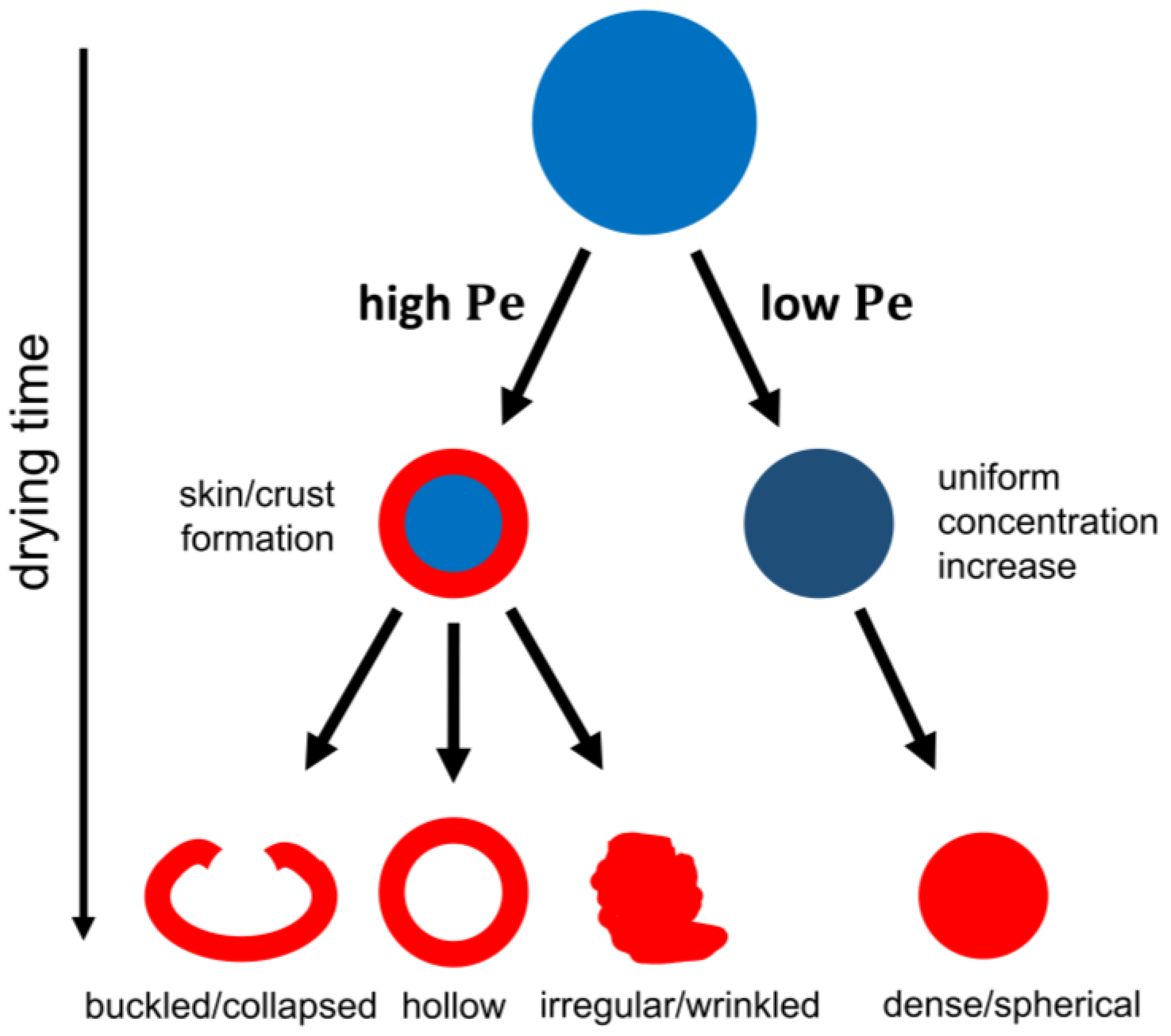
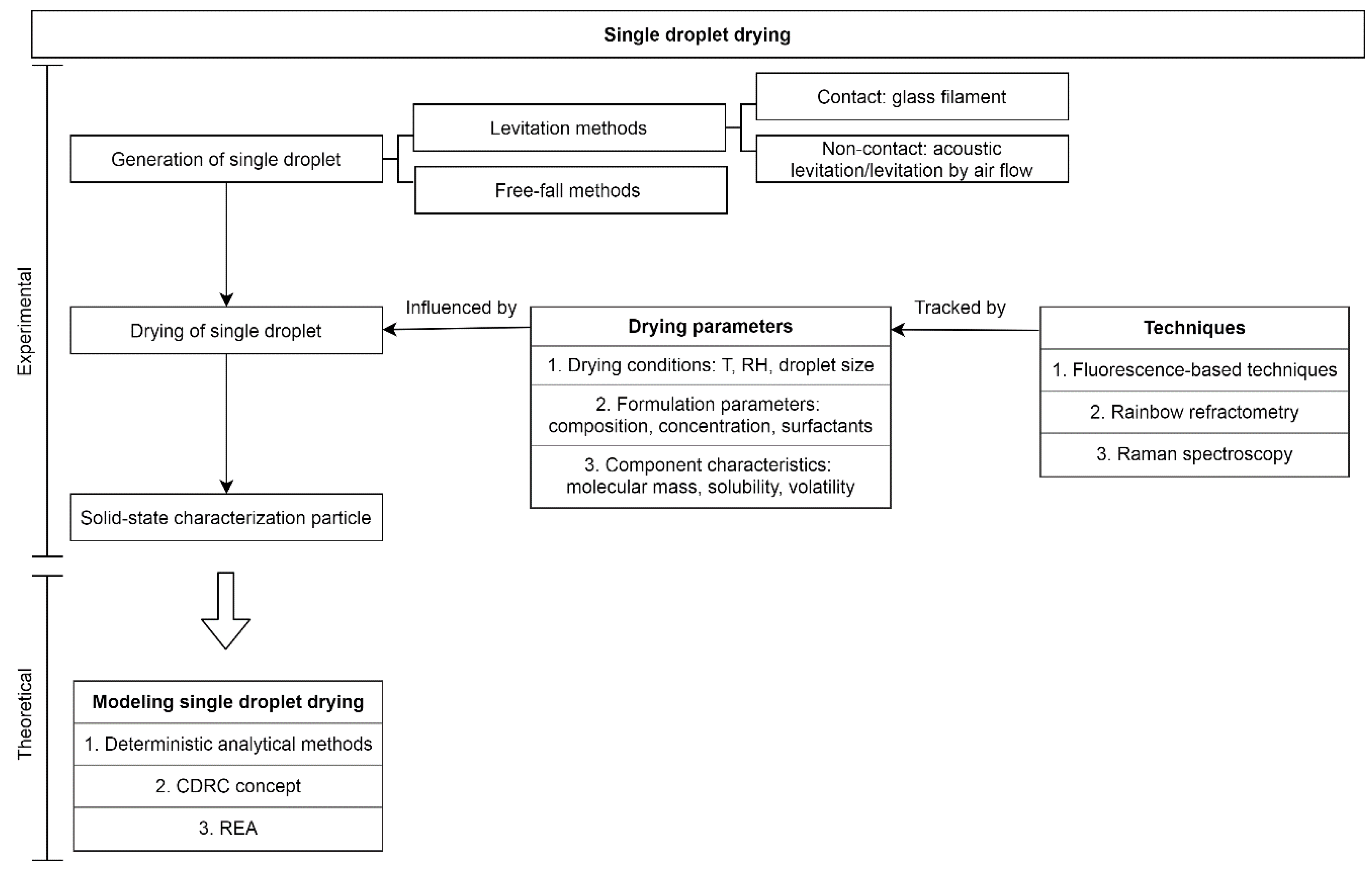
2. Physics of Particle Formation from a Drying Droplet
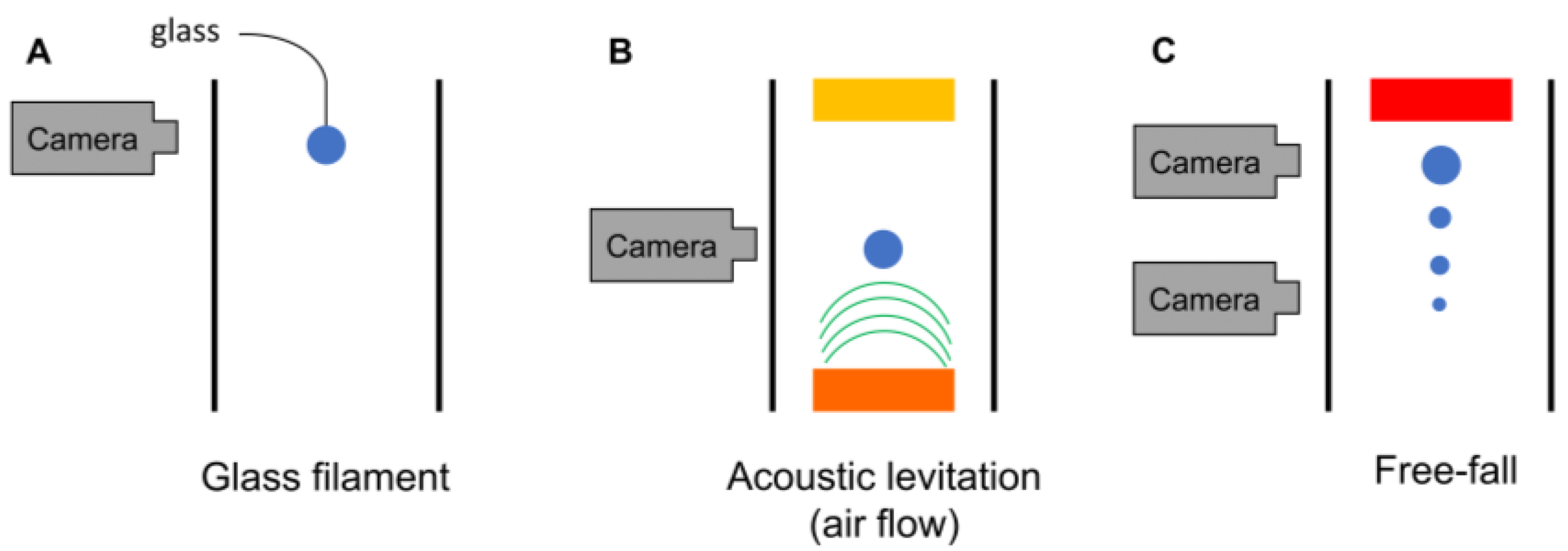
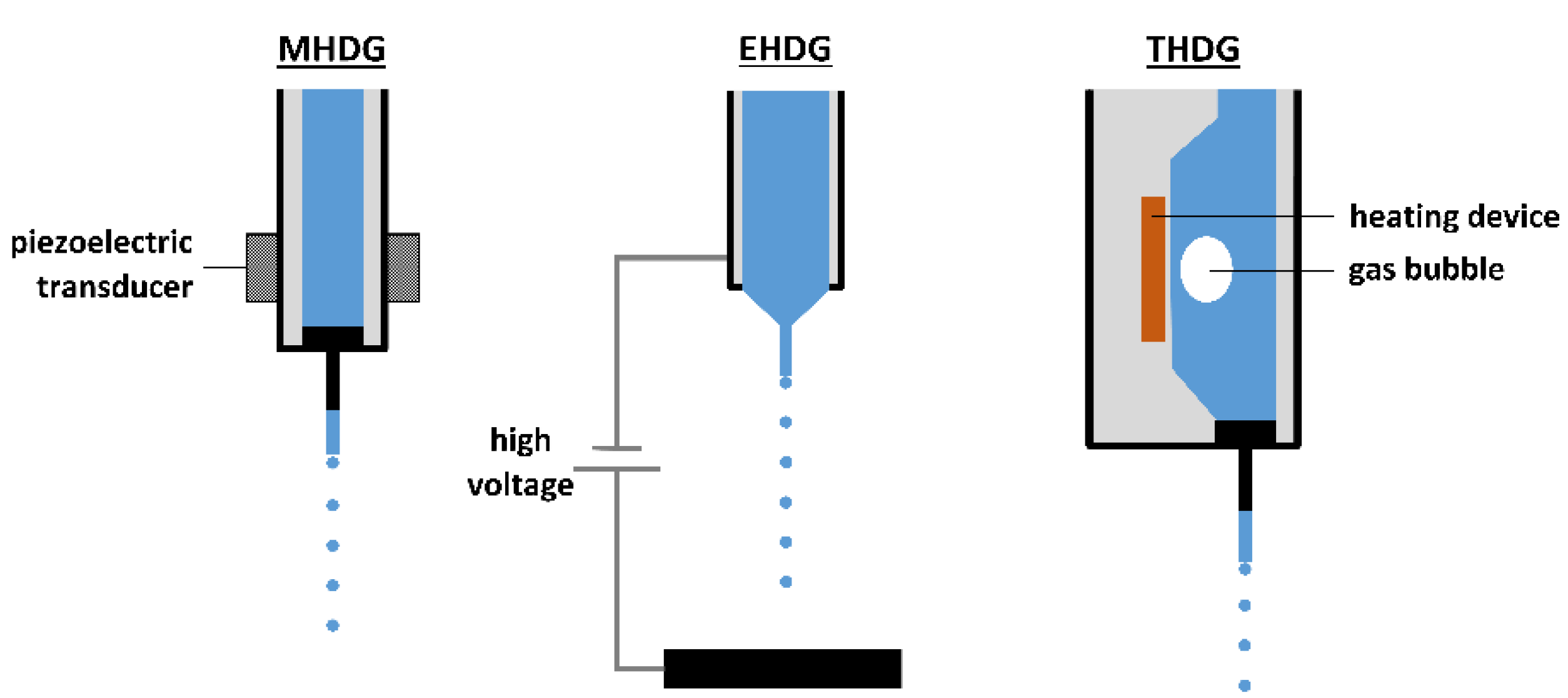
2.1. Methods to Create Single Droplets
2.1.1. Levitation Methods
2.1.2. Free-Fall Methods
2.2. Parameters That Influence the Single Droplet Drying Process
2.2.1. Drying Conditions
Temperature
Relative Humidity
Droplet Size
2.2.2. Formulation Parameters
Chemical Composition of Solute
Solute Concentration
Surface-Active Components
2.2.3. Component Characteristics
Molecular Weight and Size
Solubility
Solvent Volatility
2.3. Experimental Characterization of the Single Droplet Drying Process
2.3.1. Droplet Characterization
2.3.2. Particle Characterization
2.4. Models for Single Droplet Drying
2.4.1. Deterministic Analytical Models
2.4.2. The Characteristic Drying Rate Curve (CDRC) Approach
2.4.3. The Reaction Engineering Approach
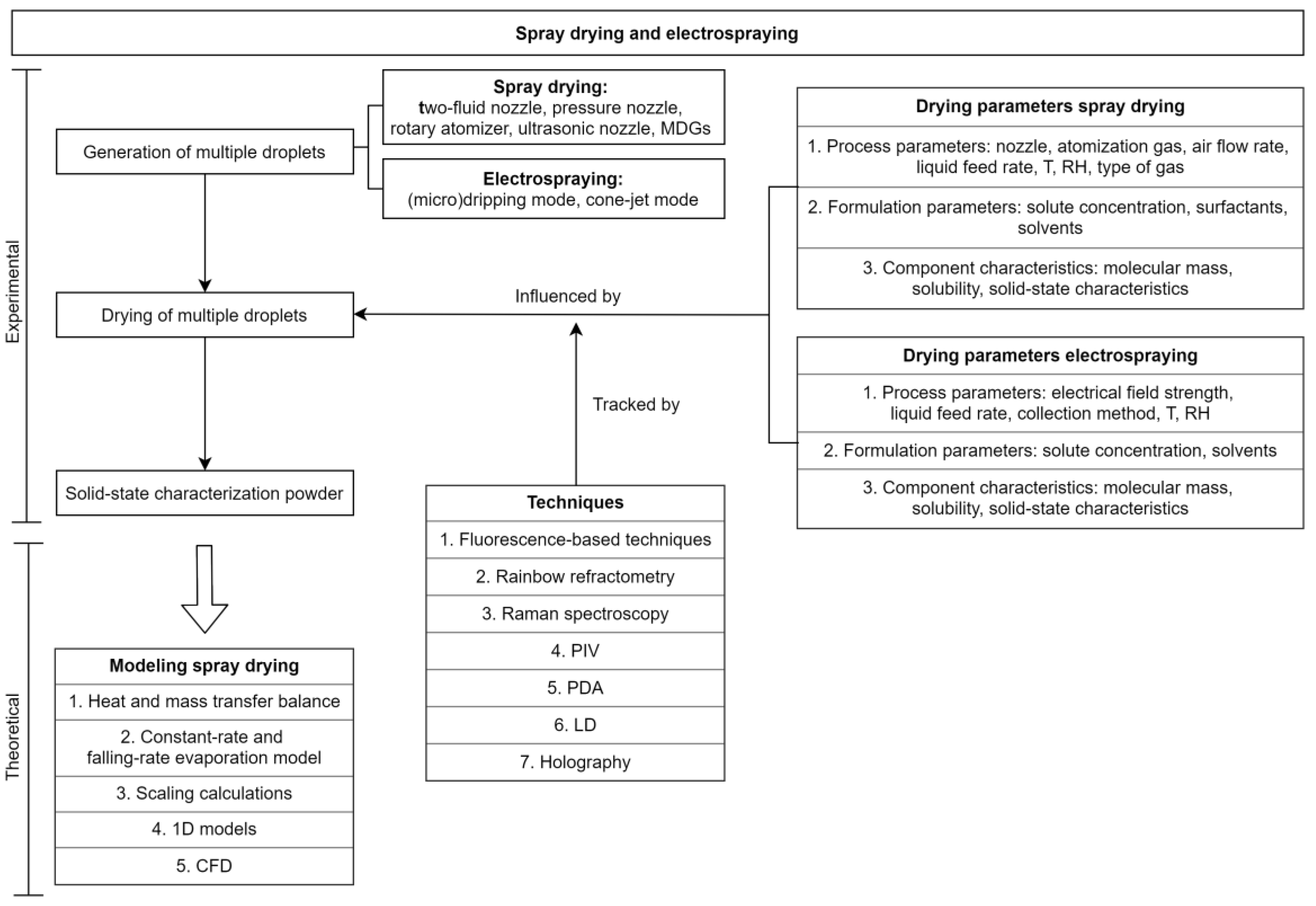
3. Pharmaceutical Applications
3.1. Single Droplet Drying vs. Spray Drying
3.2. Interactions within a Spray
3.3. Parameters that Influence the Drying Process
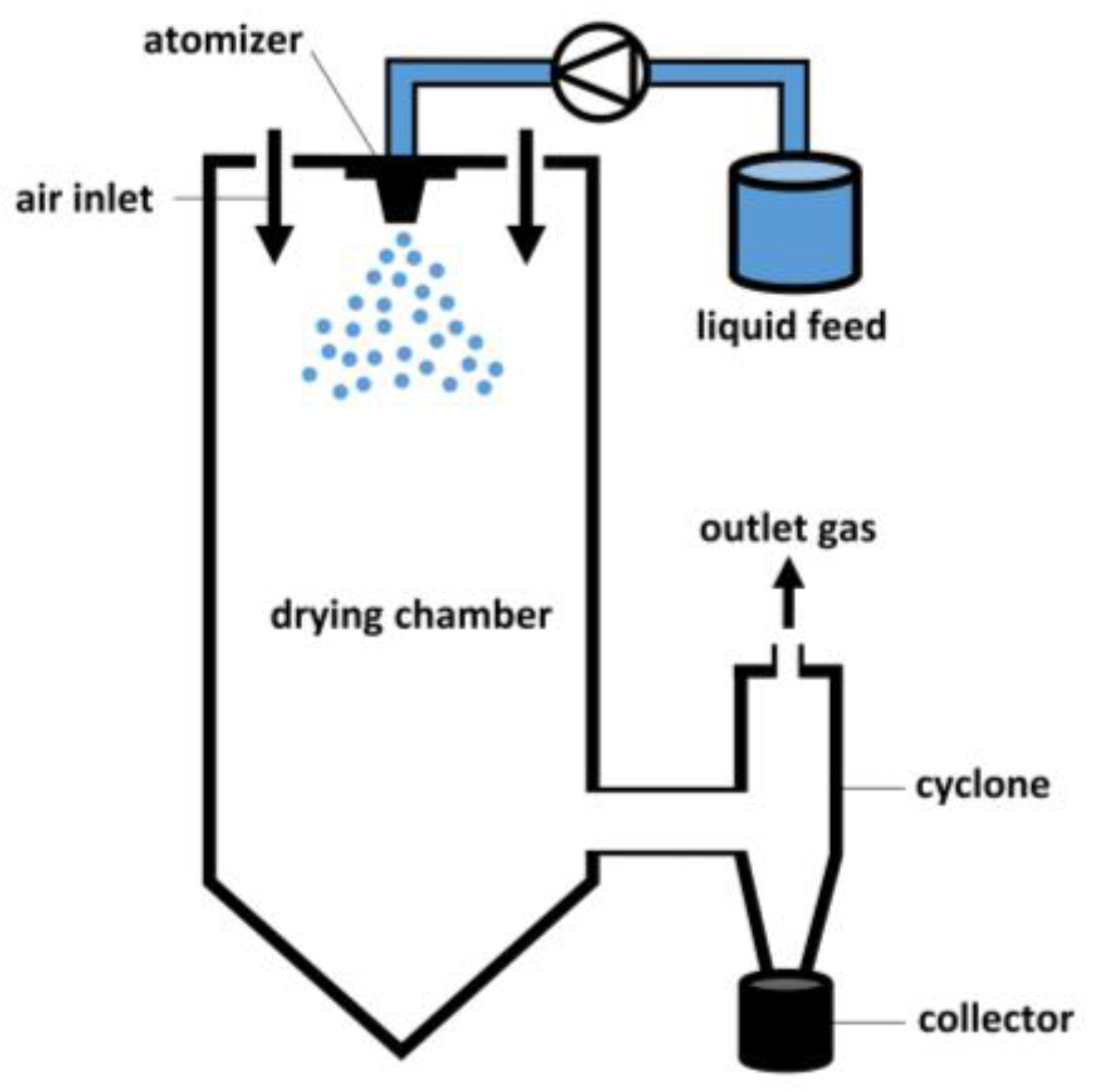
3.3.1. Parameters that Influence the Spray Drying Process
Process Parameters
- The Nozzle
- Atomization Gas
- Pressurized Air Flow Rate
- Liquid Feed Rate
- Environmental Conditions
Formulation Parameters
- Solute Concentration
- Surface-Active Components
- Solvents
Component Characteristics
- Molecular Weight
- Solubility
- Solid-State Characteristics
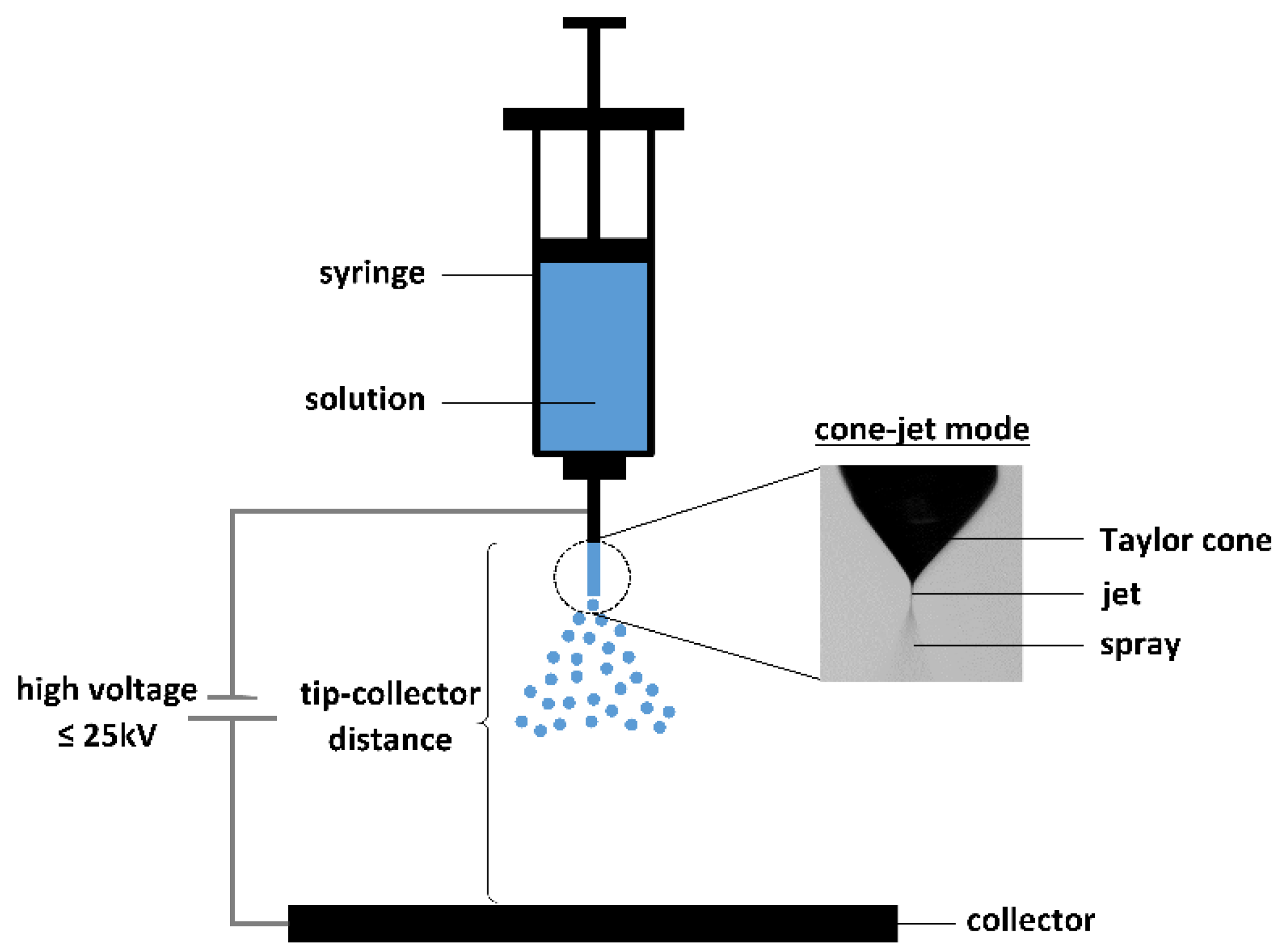
3.3.2. Parameters that Influence the Electrospraying Process
Process Parameters
- Electrical Field Strength
- Flow Rate
- Method of Collecting
- Environmental Conditions
Formulation Parameters
- Solute Concentration
- Solvents
3.4. Experimental Characterization of the Spray Drying/Electrospraying Process
3.4.1. Spray Characterization
3.4.2. Powder Characterization
3.5. Modeling of the Drying Process during Spray Drying
3.5.1. Atomization and Size Distribution Models
3.5.2. Spray Drying Modeling
4. Conclusions
Funding
Conflicts of Interest
References
- De Souza Lima, R.; Ré, M.I.; Arlabosse, P. Drying droplet as a template for solid formation: A review. Powder Technol. 2020, 359, 161–171. [Google Scholar] [CrossRef]
- Nandiyanto, A.B.D.; Okuyama, K. Progress in developing spray-drying methods for the production of controlled morphology particles: From the nanometer to submicrometer size ranges. Adv. Powder Technol. 2011, 22, 1–19. [Google Scholar] [CrossRef]
- Vehring, R.; Foss, W.R.; Lechuga-Ballesteros, D. Particle formation in spray drying. J. Aerosol Sci. 2007, 38, 728–746. [Google Scholar] [CrossRef]
- Mujumdar, A.S.; Huang, L.X. Global R&D needs in drying. Dry. Technol. 2007, 25, 647–658. [Google Scholar]
- Singh, A.; van den Mooter, G. Spray drying formulation of amorphous solid dispersions. Adv. Drug Deliv. Rev. 2016, 100, 27–50. [Google Scholar] [CrossRef] [PubMed]
- Nijdam, J.J.; Guo, B.; Fletcher, D.F.; Langrish, T.A.G. Challenges of simulating droplet coalescence within a spray. Dry. Technol. 2004, 22, 1463–1488. [Google Scholar] [CrossRef]
- Farid, M. A new approach to modelling of single droplet drying. Chem. Eng. Sci. 2003, 58, 2985–2993. [Google Scholar] [CrossRef]
- Nešić, S.; Vodnik, J. Kinetics of droplet evaporation. Chem. Eng. Sci. 1991, 46, 527–537. [Google Scholar] [CrossRef]
- Vehring, R. Pharmaceutical particle engineering via spray drying. Pharm. Res. 2008, 25, 999–1022. [Google Scholar] [CrossRef] [Green Version]
- Mezhericher, M.; Levy, A.; Borde, I. Modelling the morphological evolution of nanosuspension droplet in constant-rate drying stage. Chem. Eng. Sci. 2011, 66, 884–896. [Google Scholar] [CrossRef]
- Mezhericher, M.; Levy, A.; Borde, I. Modelling of particle breakage during drying. Chem. Eng. Process. 2008, 47, 1404–1411. [Google Scholar] [CrossRef]
- Fox, B.; Bellini, G.; Pellegrini, L. Drying. In Fermentation and Biochemical Engineering Handbook, 3rd ed.; Vogel, H.C., Todaro, C.M., Eds.; William Andrew: Norwich, New York, NY, USA, 2014; pp. 283–305. [Google Scholar]
- Mezhericher, M.; Levy, A.; Borde, I. Spray drying modelling based on advanced droplet drying kinetics. Chem. Eng. Process. Process. Intensif. 2010, 49, 1205–1213. [Google Scholar] [CrossRef]
- Sadek, C.; Schuck, P.; Fallourd, Y.; Pradeau, N.; Le Floch-Fouéré, C.; Jeantet, R. Drying of a single droplet to investigate process–structure–function relationships: A review. Dairy Sci. Technol. 2015, 95, 771–794. [Google Scholar] [CrossRef]
- Fu, N.; Woo, M.W.; Chen, X.D. Single droplet drying technique to study drying kinetics measurement and particle functionality: A review. Dry. Technol. 2012, 30, 1771–1785. [Google Scholar] [CrossRef]
- Adhikari, B.; Howes, T.; Bhandari, B.R.; Truong, V. Experimental studies and kinetics of single drop drying and their relevance in drying of sugar-rich foods: A review. Int. J. Food Prop. 2000, 3, 323–351. [Google Scholar] [CrossRef]
- Schutyser, M.A.I.; Both, E.M.; Siemons, I.; Vaessen, E.M.J.; Zhang, L. Gaining insight on spray drying behavior of foods via single droplet drying analyses. Dry. Technol. 2019, 37, 525–534. [Google Scholar] [CrossRef] [Green Version]
- Han, K.; Song, G.; Ma, X.; Yang, B. An experimental and theoretical study of the effect of suspended thermocouple on the single droplet evaporation. Appl. Therm. Eng. 2016, 101, 568–575. [Google Scholar] [CrossRef]
- Lin, S.X.Q.; Chen, X.D. Improving the glass-filament method for accurate measurement of drying kinetics of liquid droplets. Chem. Eng. Res. Des. 2002, 80, 400–409. [Google Scholar]
- Lin, J.C.; Gentry, J.W. Spray drying drop morphology: Experimental study. Aerosol Sci. Technol. 2003, 37, 15–32. [Google Scholar] [CrossRef]
- Fu, N.; Wu, W.D.; Yu, M.; Moo, F.T.; Woo, M.W.; Selomulya, C.; Chen, X.D. In situ observation on particle formation process via single droplet drying apparatus: Effects of precursor composition on particle morphology. Dry. Technol. 2016, 34, 1700–1708. [Google Scholar] [CrossRef]
- Fu, N.; Woo, M.W.; Moo, F.T.; Chen, X.D. Microcrystallization of lactose during droplet drying and its effect on the property of the dried particle. Chem. Eng. Res. Des. 2012, 90, 138–149. [Google Scholar] [CrossRef]
- Ali Al Zaitone, B.; Tropea, C. Evaporation of pure liquid droplets: Comparison of droplet evaporation in an acoustic field versus glass-filament. Chem. Eng. Sci. 2011, 66, 3914–3921. [Google Scholar] [CrossRef]
- Groenewold, C.; Möser, C.; Groenewold, H.; Tsotsas, E. Determination of single-particle drying kinetics in an acoustic levitator. Chem. Eng. J. 2002, 86, 217–222. [Google Scholar] [CrossRef]
- Griesing, M.; Grosshans, H.; Hellwig, T.; Sedelmayer, R.; Gopireddy, S.R.; Pauer, W.; Gutheil, E.; Moritz, H.U. Influence of air humidity on the particle formation of single mannitol-water droplets during drying. Chem. Ing. Technik 2016, 88, 929–936. [Google Scholar] [CrossRef]
- Andrade, M.A.B.; Pérez, N.; Adamowski, J.C. Review of progress in acoustic levitation. Braz. J. Phys. 2018, 48, 190–213. [Google Scholar] [CrossRef]
- Mondragon, R.; Hernandez, L.; Enrique Julia, J.; Carlos Jarque, J.; Chiva, S.; Zaitone, B.; Tropea, C. Study of the drying behavior of high load multiphase droplets in an acoustic levitator at high temperature conditions. Chem. Eng. Sci. 2011, 66, 2734–2744. [Google Scholar] [CrossRef]
- Saha, A.; Basu, S.; Kumar, R. Velocity and rotation measurements in acoustically levitated droplets. Phys. Lett. Sect. A Gen. At. Solid State Phys. 2012, 376, 3185–3191. [Google Scholar] [CrossRef]
- Wulsten, E.; Kiekens, F.; van Dycke, F.; Voorspoels, J.; Lee, G. Levitated single-droplet drying: Case study with itraconazole dried in binary organic solvent mixtures. Int. J. Pharm. 2009, 378, 116–121. [Google Scholar] [CrossRef]
- Duo Wu, W.; Patel, K.C.; Rogers, S.; Chen, X.D. Monodisperse droplet generators as potential atomizers for spray drying technology. Dry. Technol. 2007, 25, 1907–1916. [Google Scholar]
- Liu, W.; Chen, X.D.; Selomulya, C. On the spray drying of uniform functional microparticles. Particuology 2015, 22, 1–12. [Google Scholar] [CrossRef]
- Nguyen, D.N.; Clasen, C.; Van den Mooter, G. Pharmaceutical applications of electrospraying. J. Pharm. Sci. 2016, 105, 2601–2620. [Google Scholar] [CrossRef] [Green Version]
- Udey, R.N.; Jones, A.D.; Farquar, G.R. Aerosol and microparticle generation using a commercial inkjet printer. Aerosol Sci. Technol. 2013, 47, 361–372. [Google Scholar] [CrossRef]
- Duo Wu, W.; Amelia, R.; Hao, N.; Selomulya, C.; Zhao, D.; Chiu, Y.-L.; Chen, X.D. Assembly of Uniform Photoluminescent Microcomposites Using a Novel Micro-Fluidic-Jet-Spray-Dryer. Am. Inst. Chem. Eng. AIChE J. 2011, 57, 2726–2737. [Google Scholar]
- Duo Wu, W.; Lin, S.X.; Chen, X.D. Monodisperse Droplet Formation Through a Continuous Jet Break-Up Using Glass Nozzles Operated with Piezoelectric Pulsation. AIChE J. 2011, 57, 1386–1392. [Google Scholar]
- Liu, W.; Duo Wu, W.; Selomulya, C.; Chen, X.D. Uniform Chitosan Microparticles Prepared by a Novel Spray-Drying Technique. Int. J. Chem. Eng. 2011, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Baldelli, A.; Boraey, M.A.; Nobes, D.S.; Vehring, R. Analysis of the Particle Formation Process of Structured Microparticles. Mol. Pharm. 2015, 12, 2562–2573. [Google Scholar] [CrossRef]
- Rogers, S.; Fang, Y.; Qi Lin, S.X.; Selomulya, C.; Dong Chen, X. A monodisperse spray dryer for milk powder: Modelling the formation of insoluble material. Chem. Eng. Sci. 2012, 71, 75–84. [Google Scholar] [CrossRef]
- Fang, Y.; Rogers, S.; Selomulya, C.; Chen, X.D. Functionality of milk protein concentrate: Effect of spray drying temperature. Biochem. Eng. J. 2012, 62, 101–105. [Google Scholar] [CrossRef]
- Amelia, R.; Wu, W.D.; Cashion, J.; Bao, P.; Zheng, R.; Chen, X.D.; Selomulya, C. Microfluidic spray drying as a versatile assembly route of functional particles. Chem. Eng. Sci. 2011, 66, 5531–5540. [Google Scholar] [CrossRef]
- Liu, W.; Wu, W.; Selomulya, C.; Chena, X.D. A single step assembly of uniform microparticles for controlled release applications. Soft Matter 2011, 7, 3323–3330. [Google Scholar] [CrossRef] [Green Version]
- Maa, Y.F.; Nguyen, P.A.T.; Hsu, S.W. Spray-drying of air-liquid interface sensitive recombinant human growth hormone. J. Pharm. Sci. 1998, 87, 152–159. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Langrish, T. A review of process simulations and the use of additives in spray drying. Food Res. Int. 2009, 42, 13–25. [Google Scholar] [CrossRef]
- Charlesworth, D.H.; Marshall, W.R. Evaporation from drops containing dissolved solids. AIChE J. 1960, 6, 9–23. [Google Scholar] [CrossRef]
- Grosshans, H.; Griesing, M.; Mönckedieck, M.; Hellwig, T.; Walther, B.; Gopireddy, S.R.; Sedelmayer, R.; Pauer, W.; Moritz, H.U.; Urbanetz, N.A.; et al. Numerical and experimental study of the drying of bi-component droplets under various drying conditions. Int. J. Heat Mass Transf. 2016, 96, 97–109. [Google Scholar] [CrossRef]
- Grosshans, H.; Griesing, M.; Hellwig, T.; Pauer, W.; Moritz, H.U.; Gutheil, E. A new model for the drying of mannitol-water droplets in hot air above the boiling temperature. Powder Technol. 2016, 297, 259–265. [Google Scholar] [CrossRef]
- Tran, T.T.H.; Avila-Acevedo, J.G.; Tsotsas, E. Enhanced methods for experimental investigation of single droplet drying kinetics and application to lactose/water. Dry. Technol. 2016, 34, 1185–1195. [Google Scholar] [CrossRef]
- Tran, T.T.H.; Jaskulski, M.; Avila-Acevedo, J.G.; Tsotsas, E. Model parameters for single-droplet drying of skim milk and its constituents at moderate and elevated temperatures. Dry. Technol. 2017, 35, 444–464. [Google Scholar] [CrossRef]
- Fu, N.; Woo, M.W.; Selomulya, C.; Chen, X.D. Shrinkage behaviour of skim milk droplets during air drying. J. Food Eng. 2013, 116, 37–44. [Google Scholar] [CrossRef]
- Gouaou, I.; Shamaei, S.; Koutchoukali, M.S.; Bouhelassa, M.; Tsotsas, E.; Kharaghani, A. Impact of operating conditions on a single droplet and spray drying of hydroxypropylated pea starch: Process performance and final powder properties. Asia Pac. J. Chem. Eng. 2019, 14, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Al Zaitone, B.; Lamprecht, A. Single droplet drying step characterization in microsphere preparation. Colloids Surf. B Biointerfaces 2013, 105, 328–334. [Google Scholar] [CrossRef]
- Al Zaitone, B.; Al-Zahrani, A.; Al-Shahrani, S.; Lamprecht, A. Drying of a single droplet of dextrin: Drying kinetics modeling and particle formation. Int. J. Pharm. 2020, 574, 118888. [Google Scholar] [CrossRef] [PubMed]
- Har, C.L.; Fu, N.; Chan, E.S.; Tey, B.T.; Chen, X.D. In situ crystallization kinetics and behavior of mannitol during droplet drying. Chem. Eng. J. 2018, 354, 314–326. [Google Scholar] [CrossRef]
- Fu, N.; Yu, M.; Chen, X.D. A differential shrinkage approach for evaluating particle formation behavior during drying of sucrose, lactose, mannitol, skim milk, and other solid-containing droplets. Dry. Technol. 2019, 37, 941–949. [Google Scholar] [CrossRef]
- Schiffter, H.; Lee, G. Single-Droplet Evaporation Kinetics and Particle Formation in an Acoustic Levitator. Part 2: Drying Kinetics and Particle Formation from Microdroplets of Aqueous Mannitol, Trehalose, or Catalase. J. Pharm. Sci. 2012, 101, 2271–2280. [Google Scholar] [CrossRef] [PubMed]
- Walton, D.E.; Mumford, C.J. The morphology of spray-dried particles. The effect of process variables upon the morphology of spray-dried particles. Chem. Eng. Res. Des. 1999, 77, 442–460. [Google Scholar] [CrossRef] [Green Version]
- Gregson, F.K.A.; Robinson, J.F.; Miles, R.E.H.; Royall, C.P.; Reid, J.P. Drying Kinetics of Salt Solution Droplets: Water Evaporation Rates and Crystallization. J. Phys. Chem. B 2019, 123, 266–276. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sedelmayer, R.; Griesing, M.; Halfar, A.H.; Pauer, W.; Moritz, H.U. Experimental investigation of the morphology formation of polymer particles in an acoustic levitator. Macromol. Symp. 2013, 333, 142–150. [Google Scholar] [CrossRef]
- Fritsching, U. Process.-Spray: Functional Particles Produced in Spray Processes, 1st ed.; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Rapp, B.E. Microfluidics: Modeling, Mechanics and Mathematics, 1st ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Zang, D.; Tarafdar, S.; Tarasevich, Y.Y.; Dutta Choudhury, M.; Dutta, T. Evaporation of a droplet: From physics to applications. Phys. Rep. 2019, 804, 1–56. [Google Scholar] [CrossRef]
- Bahadur, J.; Sen, D.; Mazumder, S.; Bhattacharya, S.; Frielinghaus, H.; Goerigk, G. Origin of buckling phenomenon during drying of micrometer-sized colloidal droplets. Langmuir 2011, 27, 8404–8414. [Google Scholar] [CrossRef]
- Walton, D.E. The morphology of spray-dried particles: A qualitative view. Dry. Technol. 2000, 18, 1943–1986. [Google Scholar] [CrossRef]
- Okuzono, T.; Ozawa, K.; Doi, M. Simple model of skin formation caused by solvent evaporation in polymer solutions. Phys. Rev. Lett. 2006, 97, 1–4. [Google Scholar] [CrossRef]
- Osman, A.; Shahidzadeh, N.; Stitt, H.; Shokri, N. Morphological transformations during drying of surfactant-nanofluid droplets. J. Ind. Eng. Chem. 2018, 67, 92–98. [Google Scholar] [CrossRef]
- Adler, M.; Unger, M.; Lee, G. Surface composition of spray-dried particles of bovine serum albumin/trehalose/surfactant. Pharm. Res. 2000, 17, 863–870. [Google Scholar] [CrossRef]
- Nuzzo, M.; Millqvist-Fureby, A.; Sloth, J.; Bergenstahl, B. Surface composition and morphology of particles dried individually and by spray drying. Dry. Technol. 2015, 33, 757–767. [Google Scholar] [CrossRef]
- Fäldt, P.; Bergenståhl, B. The surface composition of spray-dried protein-lactose powders. Colloids Surf. A Physicochem. Eng. Asp. 1994, 90, 183–190. [Google Scholar]
- Meerdink, G.; van’t Riet, K. Modeling segregation of solute material during drying of liquid foods. AIChE J. 1995, 41, 732–736. [Google Scholar] [CrossRef]
- Tsotsas, E.; Mujumdar, A.S. Front Matter, Volume 3: Product Quality and Formulation. In Modern Drying Technology; Tsotsas, E., Mujumdar, A.S., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2014; pp. 1–35. [Google Scholar]
- Poozesh, S.; Bilgili, E. Scale-up of pharmaceutical spray drying using scale-up rules: A review. Int. J. Pharm. 2019, 562, 271–292. [Google Scholar] [CrossRef]
- Raula, J.; Eerikäinen, H.; Kauppinen, E.I. Influence of the solvent composition on the aerosol synthesis of pharmaceutical polymer nanoparticles. Int. J. Pharm. 2004, 284, 13–21. [Google Scholar] [CrossRef]
- Gregson, F.K.A.; Ordoubadi, M.; Miles, R.E.H.; Haddrell, A.E.; Barona, D.; Lewis, D.; Church, T.; Vehring, R.; Reid, J.P. Studies of competing evaporation rates of multiple volatile components from a single binary-component aerosol droplet. Phys. Chem. Chem. Phys. 2019, 21, 9709–9719. [Google Scholar] [CrossRef]
- Lemoine, F.; Castanet, G. Temperature and chemical composition of droplets by optical measurement techniques: A state-of-the-art review. Exp. Fluids 2013, 54, 1–34. [Google Scholar] [CrossRef] [Green Version]
- Gouesbet, G.; Gréhan, G. Laser-based optical measurement techniques of discrete particles: A review [invited keynote]. Int. J. Multiph. Flow 2015, 72, 288–297. [Google Scholar] [CrossRef]
- Schulz, C.; Sick, V. Tracer-LIF diagnostics: Quantitative measurement of fuel concentration, temperature and fuel/air ratio in practical combustion systems. Prog. Energy Combust. Sci. 2005, 31, 75–121. [Google Scholar] [CrossRef]
- Maqua, C.; Depredurand, V.; Castanet, G.; Wolff, M.; Lemoine, F. Composition measurement of bicomponent droplets using laser-induced fluorescence of acetone. Exp. Fluids 2007, 43, 979–992. [Google Scholar] [CrossRef] [Green Version]
- Shringi, D.S.; Shaw, B.D.; Dwyer, H.A. Laser-induced fluorescence imaging of acetone inside evaporating and burning fuel droplets. Opt. Lasers Eng. 2009, 47, 51–56. [Google Scholar] [CrossRef]
- Mercier, X.; Orain, M.; Grisch, F. Investigation of droplet combustion in strained counterflow diffusion flames using planar laser-induced fluorescence. Appl. Phys. B Lasers Opt. 2007, 88, 151–160. [Google Scholar] [CrossRef]
- Lavieille, P.; Lemoine, F.; Lavergne, G.; Lebouché, M. Evaporating and combusting droplet temperature measurements using two-color laser-induced fluorescence. Exp. Fluids 2001, 31, 45–55. [Google Scholar] [CrossRef]
- Lavieille, P.; Lemoine, F.; Lavergne, G.; Virepinte, J.F.; Lebouché, M. Temperature measurements on droplets in monodisperse stream using laser-induced fluorescence. Exp. Fluids 2000, 29, 429–437. [Google Scholar] [CrossRef]
- Castanet, G.; Labergue, A.; Lemoine, F. Internal temperature distributions of interacting and vaporizing droplets. Int. J. Therm. Sci. 2011, 50, 1181–1190. [Google Scholar] [CrossRef] [Green Version]
- Maqua, C.; Castanet, G.; Lemoine, F.; Doué, N.; Lavergne, G. Temperature measurements of binary droplets using three-color laser-induced fluorescence. Exp. Fluids 2006, 40, 786–797. [Google Scholar] [CrossRef] [Green Version]
- Fansler, T.D.; Parrish, S.E. Spray measurement technology: A review. Meas. Sci. Technol. 2015, 26, 1–34. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Xu, M.; Wang, J. Droplet temperature measurement based on 2-color laser-induced exciplex fluorescence. Exp. Fluids 2013, 54, 1–10. [Google Scholar] [CrossRef]
- Zeng, Y.; Jiang, L.; Zheng, W.; Li, D.; Yao, S.; Qu, J.Y. Quantitative imaging of mixing dynamics in microfluidic droplets using two-photon fluorescence lifetime imaging. Opt. Lett. 2011, 36, 2236–2238. [Google Scholar] [CrossRef] [PubMed]
- Omrane, A.; Santesson, S.; Aldén, M.; Nilsson, S. Laser techniques in acoustically levitated micro droplets. Lab. Chip 2004, 4, 287–291. [Google Scholar] [CrossRef] [PubMed]
- Omrane, A.; Särner, G.; Aldén, M. 2D-temperature imaging of single droplets and sprays using thermographic phosphors. Appl. Phys. B Lasers Opt. 2004, 79, 431–434. [Google Scholar] [CrossRef]
- Promvongsa, J.; Fungtammasan, B.; Gerard, G.; Saengkaew, S.; Vallikul, P. A Study on the Evaporation of Water – Ethanol Mixture Using Rainbow Refractometry. J. Energy Resour. Technol. 2017, 139, 1–6. [Google Scholar] [CrossRef]
- Li, H.; Rosebrock, C.D.; Wriedt, T.; Mädler, L. Journal of Quantitative Spectroscopy & Radiative Transfer The effect of initial diameter on rainbow positions and temperature distributions of burning single-component n-Alkane droplets. J. Quant. Spectrosc. Radiat. Transf. 2017, 195, 164–175. [Google Scholar]
- Vetrano, M.R.; Petrus, J.; Johannes, A.; Riethmuller, M.L. Nonuniform spheres. Opt. Lett. 2005, 30, 658–660. [Google Scholar] [CrossRef]
- Wu, Y.; Crua, C.; Li, H.; Saengkaew, S.; Mädler, L.; Wu, X.; Gréhan, G. Simultaneous measurement of monocomponent droplet temperature/refractive index, size and evaporation rate with phase rainbow refractometry. J. Quant. Spectrosc. Radiat. Transf. 2018, 214, 146–157. [Google Scholar] [CrossRef]
- Ingchun, Y.W.U.; Romvongsa, J.A.P.; Aengkaew, S.A.S.; Uecheng, X.W.U.; Hen, J.I.A.C.; Réhan, G.É.G. Phase rainbow refractometry for accurate droplet variation characterization. Opt. Lett. 2016, 41, 4672–4675. [Google Scholar]
- Albrecht, H.E.; Borys, M.; Damasche, N.; Tropea, C. Laser Doppler and Phase Doppler Measurement Techniques, 1st ed.; Springer: Berlin, Germany, 2003. [Google Scholar]
- Zhao, Y.; Qiu, H.H. Measurements of multicomponent microdroplet evaporation by using rainbow refractometer and PDA. Exp. Fluids 2006, 40, 60–69. [Google Scholar] [CrossRef]
- Van Beeck, J.P.A.J.; Giannoulis, D.; Zimmer, L.; Riethmuller, M.L. Global rainbow thermometry for droplet-temperature measurement. Opt. Lett. 1999, 24, 1696–1698. [Google Scholar] [CrossRef] [PubMed]
- Van Beeck, J.P.A.J.; Zimmer, L.; Riethmuller, M.L. Global rainbow thermometry for mean temperature and size measurement of spray droplets. Part. Part. Syst. Charact. 2001, 18, 196–204. [Google Scholar] [CrossRef]
- Schweiger, G. Raman scattering on single aerosol particles and on flowing aerosols: A review. J. Aerosol Sci. 1990, 21, 483–509. [Google Scholar] [CrossRef]
- Vehring, R.; Aardahl, C.L.; Schweiger, G.; Davis, E.J. The characterization of fine particles originating from an uncharged aerosol: Size dependence and detection limits for Raman analysis. J. Aerosol Sci. 1998, 29, 1045–1061. [Google Scholar] [CrossRef]
- Moritz, H.; Lange, S.; Schweiger, G. The radial weighting of concentration profiles inside of microparticles by Raman spectroscopy. J. Aerosol Sci. 1997, 28, 199–200. [Google Scholar] [CrossRef]
- Suzuki, H.; Matsuzaki, Y.; Muraoka, A.; Tachikawa, M. Raman spectroscopy of optically levitated supercooled water droplet. J. Chem. Phys. 2012, 136, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Heinisch, C.; Wills, J.B.; Reid, J.P.; Tschudi, T.; Tropea, C. Temperature measurement of single evaporating water droplets in a nitrogen flow using spontaneous raman scattering. Phys. Chem. Chem. Phys. 2009, 11, 9720–9728. [Google Scholar] [CrossRef]
- Reid, J.P.; Meresman, H.; Mitchem, L.; Symes, R. Spectroscopic studies of the size and composition of single aerosol droplets. Int. Rev. Phys. Chem. 2007, 26, 139–192. [Google Scholar] [CrossRef]
- Hopkins, R.J.; Reid, J.P. Evaporation of ethanol/water droplets: Examining the temporal evolution of droplet size, composition and temperature. J. Phys. Chem. A 2005, 109, 7923–7931. [Google Scholar] [CrossRef]
- Kihara, Y.; Asami, H.; Kohno, J.Y. Evaporation and Subsequent Adsorption of Alcohol Molecules at Aqueous Droplet Surface Observed by Cavity-Enhanced Raman Spectroscopy. J. Phys. Chem. B 2017, 121, 4538–4543. [Google Scholar] [CrossRef]
- Richards, C.D.; Richards, R.F. Transient temperature measurements in a convectively cooled droplet. Exp. Fluids 1998, 25, 392–400. [Google Scholar] [CrossRef]
- Griffith, J.D.; Bayly, A.E.; Johns, M.L. Magnetic resonance studies of detergent drop drying. Chem. Eng. Sci. 2008, 63, 3449–3456. [Google Scholar] [CrossRef]
- Foerster, M.; Gengenbach, T.; Wai, M.; Selomulya, C. The influence of the chemical surface composition on the drying process of milk droplets. Adv. Powder Technol. 2016, 27, 2324–2334. [Google Scholar] [CrossRef]
- Chen, X.D. The basics of a reaction engineering approach to modeling air-drying of small droplets or thin-layer materials. Dry. Technol. 2008, 26, 627–639. [Google Scholar] [CrossRef]
- Mezhericher, M.; Levy, A.; Borde, I. Theoretical models of single droplet drying kinetics: A review. Dry. Technol. 2010, 28, 278–293. [Google Scholar] [CrossRef]
- Ranz, W.E.; Marshall, W. Evaporation from drops. Chem. Eng. Prog. 1952, 48, 141–146. [Google Scholar]
- Peishi, C.; Pei, D.C.T. A mathematical model of drying processes. Int. J. Heat Mass Transf. 1989, 32, 297–310. [Google Scholar] [CrossRef]
- Cheong, H.W.; Jeffreys, G.V.; Mumford, C.J. A receding interface model for the drying of slurry droplets. AIChE J. 1986, 32, 1334–1346. [Google Scholar] [CrossRef]
- Mezhericher, M.; Levy, A.; Borde, I. Theoretical drying model of single droplets containing insoluble or dissolved solids. Dry. Technol. 2007, 25, 1025–1032. [Google Scholar] [CrossRef]
- Mezhericher, M.; Levy, A.; Borde, I. Heat and mass transfer of single droplet/wet particle drying. Chem. Eng. Sci. 2008, 63, 12–23. [Google Scholar] [CrossRef]
- Gac, J.M.; Gradoń, L. A distributed parameter model for the spray drying of multicomponent droplets with a crust formation. Adv. Powder Technol. 2013, 24, 324–330. [Google Scholar] [CrossRef]
- Wang, S.; Langrish, T.A.G. A distributed parameter model for particles in the spray drying process. Adv. Powder Technol. 2009, 20, 220–226. [Google Scholar] [CrossRef]
- Chen, X.D.; Sidhu, H.; Nelson, M. Theoretical probing of the phenomenon of the formation of the outermost surface layer of a multi-component particle, and the surface chemical composition after the rapid removal of water in spray drying. Chem. Eng. Sci. 2011, 66, 6375–6384. [Google Scholar] [CrossRef]
- Xiao, J.; Chen, X.D. Multiscale modeling for surface composition of spray-dried two-component powders. AIChE J. 2014, 60, 2416–2427. [Google Scholar] [CrossRef]
- Xiao, J.; Chen, L.; Wu, W.D.; Chen, X.D. Multiscale modeling for nanoscale surface composition of spray-dried powders: The effect of initial droplet size. Dry. Technol. 2016, 34, 1063–1072. [Google Scholar] [CrossRef]
- Parienta, D.; Morawska, L.; Johnson, G.R.; Ristovski, Z.D.; Hargreaves, M.; Mengersen, K.; Corbett, S.; Chao, C.Y.H.; Li, Y.; Katoshevski, D. Theoretical analysis of the motion and evaporation of exhaled respiratory droplets of mixed composition. J. Aerosol Sci. 2011, 42, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Seydel, P.; Blömer, J.; Bertling, J. Modeling particle formation at spray drying using population balances. Dry. Technol. 2006, 24, 137–146. [Google Scholar] [CrossRef]
- Grasmeijer, N.; Frijlink, H.W.; Hinrichs, W.L.J. Model to predict inhomogeneous protein–sugar distribution in powders prepared by spray drying. J. Aerosol Sci. 2016, 101, 22–33. [Google Scholar] [CrossRef] [Green Version]
- Werner, S.R.L.; Edmonds, R.L.; Jones, J.R.; Bronlund, J.E.; Paterson, A.H.J. Single droplet drying: Transition from the effective diffusion model to a modified receding interface model. Powder Technol. 2008, 179, 184–189. [Google Scholar] [CrossRef]
- Gopireddy, S.R.; Gutheil, E. Numerical simulation of evaporation and drying of a bi-component droplet. Int. J. Heat Mass Transf. 2013, 66, 404–411. [Google Scholar] [CrossRef]
- Sazhin, S.S.; Rybdylova, O.; Pannala, A.S.; Somavarapu, S.; Zaripov, S.K. A new model for a drying droplet. Int. J. Heat Mass Transf. 2018, 122, 451–458. [Google Scholar] [CrossRef]
- Sadafi, M.H.; Jahn, I.; Stilgoe, A.B.; Hooman, K. Theoretical and experimental studies on a solid containing water droplet. Int. J. Heat Mass Transf. 2014, 78, 25–33. [Google Scholar] [CrossRef]
- Sadafi, M.H.; Jahn, I.; Stilgoe, A.B.; Hooman, K. A theoretical model with experimental verification for heat and mass transfer of saline water droplets. Int. J. Heat Mass Transf. 2015, 81, 1–9. [Google Scholar] [CrossRef]
- Langrish, T.A.G.; Kockel, T.K. The assessment of a characteristic drying curve for milk powder for use in computational fluid dynamics modelling. Chem. Eng. J. 2006, 84, 69–74. [Google Scholar] [CrossRef]
- Van Meel, D.A. Adiabatic convection batch drying with recirculation of air. Chem. Eng. Sci. 1958, 9, 36–44. [Google Scholar] [CrossRef]
- Keey, R.B.; Suzuki, M. On the characteristic drying curve. Int. J. Heat Mass Transf. 1974, 17, 1455–1464. [Google Scholar] [CrossRef]
- Keey, R.B. Drying of Loose and Particulate Materials, 1st ed.; Hemisphere Publishing: New York, NY, USA, 1991. [Google Scholar]
- Tran, T.T.H.; Jaskulski, M.; Tsotsas, E. Reduction of a model for single droplet drying and application to CFD of skim milk spray drying. Dry. Technol. 2017, 35, 1571–1583. [Google Scholar] [CrossRef]
- Wawrzyniak, P.; Jaskulski, M.; Zbiciński, I.; Podyma, M. CFD modelling of moisture evaporation in an industrial dispersed system. Adv. Powder Technol. 2017, 28, 167–176. [Google Scholar] [CrossRef]
- Woo, M.W.; Daud, W.R.W.; Mujumdar, A.S.; Talib, M.Z.M.; Hua, W.Z.; Tasirin, S.M. Comparative study of droplet drying models for CFD modelling. Chem. Eng. Res. Des. 2008, 86, 1038–1048. [Google Scholar] [CrossRef]
- Woo, M.W.; Daud, W.R.W.; Mujumdar, A.S.; Wu, Z.H.; Talib, M.Z.M.; Tasirin, S.M. CFD evaluation of droplet drying models in a spray dryer fitted with a rotary atomizer. Dry. Technol. 2008, 26, 1180–1198. [Google Scholar] [CrossRef]
- Patel, K.C.; Chen, X.D. Prediction of spray-dried product quality using two simple drying kinetics models. J. Food Process. Eng. 2005, 28, 567–594. [Google Scholar] [CrossRef]
- Huang, L.; Kumar, K.; Mujumdar, A.S. Simulation of a spray dryer fitted with a rotary disk atomizer using a three-dimensional computional fluid dynamic model. Dry. Technol. 2004, 22, 1489–1515. [Google Scholar] [CrossRef]
- Chen, X.D.; Xie, G.Z. Fingerprints of the drying behaviour of particulate or thin layer food materials established using a reaction engineering model. Food Bioprod. Process. Trans. Inst. Chem. Eng. Part. C 1997, 75, 213–222. [Google Scholar] [CrossRef]
- Har, C.L.; Fu, N.; Chan, E.S.; Tey, B.T.; Chen, X.D. Unraveling the droplet drying characteristics of crystallization-prone mannitol—Experiments and modeling. AIChE J. 2017, 63, 1839–1852. [Google Scholar] [CrossRef]
- Putranto, A.; Chen, X.D.; Devahastin, S.; Xiao, Z.; Webley, P.A. Application of the reaction engineering approach (REA) for modeling intermittent drying under time-varying humidity and temperature. Chem. Eng. Sci. 2011, 66, 2149–2156. [Google Scholar] [CrossRef]
- Putranto, A.; Xiao, Z.; Chen, X.D.; Webley, P.A. Intermittent drying of mango tissues: Implementation of the reaction engineering approach. Ind. Eng. Chem. Res. 2011, 50, 1089–1098. [Google Scholar] [CrossRef]
- Putranto, A.; Chen, X.D.; Webley, P.A. Infrared and convective drying of thin layer of polyvinyl alcohol (PVA)/glycerol/water mixture-The reaction engineering approach (REA). Chem. Eng. Process. Process. Intensif. 2010, 49, 348–357. [Google Scholar] [CrossRef]
- Lin, S.X.Q.; Chen, X.D. The reaction engineering approach to modelling the cream and whey protein concentrate droplet drying. Chem. Eng. Process. Process. Intensif. 2007, 46, 437–443. [Google Scholar] [CrossRef]
- Rogers, S.; Wu, W.D.; Lin, S.X.Q.; Chen, X.D. Particle shrinkage and morphology of milk powder made with a monodisperse spray dryer. Biochem. Eng. J. 2012, 62, 92–100. [Google Scholar] [CrossRef]
- Fu, N.; Wai Woo, M.; Qi Lin, S.X.; Zhou, Z.; Dong Chen, X. Reaction Engineering Approach (REA) to model the drying kinetics of droplets with different initial sizes-experiments and analyses. Chem. Eng. Sci. 2011, 66, 1738–1747. [Google Scholar] [CrossRef]
- Patel, K.C.; Chen, X.D.; Lin, S.X.Q.; Adhikari, B. A composite reaction engineering approach to drying of aqueous droplets containing sucrose, maltodextrin (DE6) and their mixtures. AIChE J. 2009, 55, 217–231. [Google Scholar] [CrossRef]
- Jin, Y.; Chen, X.D. Numerical study of the drying process of different sized particles in an industrial-scale spray dryer. Dry. Technol. 2009, 27, 371–381. [Google Scholar] [CrossRef]
- Gianfrancesco, A.; Turchiuli, C.; Dumoulin, E. Powder agglomeration during the spray-drying process: Measurements of air properties. Dairy Sci. Technol 2008, 88, 53–64. [Google Scholar] [CrossRef] [Green Version]
- Pearce, D.L. A Novel Way to Measure the Concentration of a Spray in a Spray Dryer. Dry. Technol. 2006, 24, 777–781. [Google Scholar] [CrossRef]
- Schutyser, M.A.I.; Perdana, J.; Boom, R.M. Single droplet drying for optimal spray drying of enzymes and probiotics. Trends Food Sci. Technol. 2012, 27, 73–82. [Google Scholar] [CrossRef] [Green Version]
- Ullum, T.; Sloth, J.; Brask, A.; Wahlberg, M. Predicting spray dryer deposits by CFD and an empirical drying model. Dry. Technol. 2010, 28, 723–729. [Google Scholar] [CrossRef]
- Both, E.M.; Boom, R.M.; Schutyser, M.A.I. Particle morphology and powder properties during spray drying of maltodextrin and whey protein mixtures. Powder Technol. 2020, 363, 519–524. [Google Scholar] [CrossRef]
- Krieger, U.K.; Marcolli, C.; Reid, J.P. Exploring the complexity of aerosol particle properties and processes using single particle techniques. Chem. Soc. Rev. 2012, 41, 6631–6662. [Google Scholar] [CrossRef]
- Pajander, J.P.; Matero, S.; Sloth, J.; Wan, F.; Rantanen, J.; Yang, M. Raman mapping of mannitol/lysozyme particles produced via spray drying and single droplet drying. Pharm. Res. 2015, 32, 1993–2002. [Google Scholar] [CrossRef]
- Both, E.M.; Karlina, A.M.; Boom, R.M.; Schutyser, M.A.I. Morphology development during sessile single droplet drying of mixed maltodextrin and whey protein solutions. Food Hydrocoll. 2018, 75, 202–210. [Google Scholar] [CrossRef]
- Walzel, P. Influence of the spray method on product quality and morphology in spray drying. Chem. Eng. Technol. 2011, 34, 1039–1048. [Google Scholar] [CrossRef]
- Elversson, J.; Millqvist-Fureby, A. Particle size and density in spray drying—Effects of carbohydrate properties. J. Pharm. Sci. 2005, 94, 2049–2060. [Google Scholar] [CrossRef] [PubMed]
- Vicente, J.; Pinto, J.; Menezes, J.; Gaspar, F. Fundamental analysis of particle formation in spray drying. Powder Technol. 2013, 247, 1–7. [Google Scholar] [CrossRef]
- Both, E.M.; Nuzzo, M.; Millqvist-Fureby, A.; Boom, R.M.; Schutyser, M.A.I. Morphology development during single droplet drying of mixed component formulations and milk. Food Res. Int. 2018, 109, 448–454. [Google Scholar] [CrossRef]
- Kemp, I.C.; Hartwig, T.; Herdman, R.; Hamilton, P.; Bisten, A.; Bermingham, S. Spray drying with a two-fluid nozzle to produce fine particles: Atomization, scale-up, and modeling. Dry. Technol. 2016, 34, 1243–1252. [Google Scholar] [CrossRef]
- Frackowiak, B.; Lavergne, G.; Tropea, C.; Strzelecki, A. Numerical analysis of the interactions between evaporating droplets in a monodisperse stream. Int. J. Heat Mass Transf. 2010, 53, 1392–1401. [Google Scholar] [CrossRef]
- Li, H.; Kuschel, M.; Sommerfeld, M. Experimental Investigation and Modeling of Coalescence and Agglomeration for Spray Drying of Solutions. In Process Spray - Functional Particles Produced in Spray Processes, 1st ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2016; pp. 205–233. [Google Scholar]
- Finotello, G.; Padding, J.T.; Buist, K.A.; Schijve, A.; Jongsma, A.; Innings, F.; Kuipers, J.A.M. Numerical investigation of droplet-droplet collisions in a water and milk spray with coupled heat and mass transfer. Dry. Technol. 2019, 37, 1–23. [Google Scholar] [CrossRef] [Green Version]
- Al-Dirawi, K.H.; Bayly, A.E. An experimental study of binary collisions of miscible droplets with non-identical viscosities. Exp. Fluids 2020, 61, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Ko, G.H.; Ryou, H.S.; Hur, N.K.; Ko, S.W.; Youn, M.O. Numerical study on bouncing and separation collision between two droplets considering the collision-induced breakup. J. Mech. Sci. Technol. 2007, 21, 585–592. [Google Scholar] [CrossRef]
- Charalampous, G.; Hardalupas, Y. Collisions of droplets on spherical particles. Phys. Fluids 2017, 29, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Mezhericher, M.; Levy, A.; Borde, I. Droplet-droplet interactions in spray drying by using 2D computational fluid dynamic. Dry. Technol. 2008, 26, 265–282. [Google Scholar] [CrossRef]
- Finotello, G.; Padding, J.T.; Buist, K.A.; Jongsma, A.; Innings, F.; Kuipers, J.A.M. Droplet collisions of water and milk in a spray with Langevin turbulence dispersion. Int. J. Multiph. Flow 2019, 114, 154–167. [Google Scholar] [CrossRef]
- Littringer, E.M.; Paus, R.; Mescher, A.; Schroettner, H.; Walzel, P.; Urbanetz, N.A. The morphology of spray dried mannitol particles-The vital importance of droplet size. Powder Technol. 2013, 239, 162–174. [Google Scholar] [CrossRef]
- Smeets, A.; Koekoekx, R.; Clasen, C.; Van den Mooter, G. Amorphous solid dispersions of darunavir: Comparison between spray drying and electrospraying. Eur. J. Pharm. Biopharm. 2018, 130, 96–107. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.-Y.; Wu, J.X.; Yang, M.; Young, P.M.; Van Den Berg, F.; Rantanen, J. Particle size dependence of polymorphism in spray-dried mannitol. Eur. J. Pharm. Sci. 2011, 44, 41–48. [Google Scholar] [CrossRef] [PubMed]
- Le, H.P. Progress and Trends in Ink-jet Printing Technology. J. Imaging Sci. Technol. 1998, 42, 49–62. [Google Scholar]
- Patel, K.C.; Chen, X.D. Production of spherical and uniform-sized particles using a laboratory ink-jet spray dryer. Asia Pac. J. Chem. Eng. 2007, 2, 415–430. [Google Scholar] [CrossRef]
- Berglund, N.; Liu, B.Y.H. Generation of Monodisperse Aerosol Standards. Environ. Sci. Technol. 1973, 7, 147–153. [Google Scholar] [CrossRef]
- Berkland, C.; Kim, K.; Pack, D.W. Fabrication of PLG microspheres with precisely controlled and monodisperse size distributions. J. Control. Release 2001, 73, 59–74. [Google Scholar] [CrossRef]
- Islam, M.I.U.; Langrish, T.A.G. The effect of different atomizing gases and drying media on the crystallization behavior of spray-dried powders. Dry. Technol. 2010, 28, 1035–1043. [Google Scholar] [CrossRef]
- Littringer, E.M.; Mescher, A.; Eckhard, S.; Schröttner, H.; Langes, C.; Fries, M.; Griesser, U.; Walzel, P.; Urbanetz, N.A. Spray drying of mannitol as a drug carrier-the impact of process parameters on product properties. Dry. Technol. 2012, 30, 114–124. [Google Scholar] [CrossRef]
- Littringer, E.M.; Noisternig, M.F.; Mescher, A.; Schroettner, H.; Walzel, P.; Griesser, U.J.; Urbanetz, N.A. The morphology and various densities of spray dried mannitol. Powder Technol. 2013, 246, 193–200. [Google Scholar] [CrossRef]
- Kim, E.H.-J.; Dong Chen, X.; Pearce, D. Surface composition of industrial spray-dried milk powders. 2. Effects of spray drying conditions on the surface composition. J. Food Eng. 2008, 94, 169–181. [Google Scholar] [CrossRef]
- Dedroog, S.; Huygens, C.; Van den Mooter, G. Chemically identical but physically different: A comparison of spray drying, hot melt extrusion and cryo-milling for the formulation of high drug loaded amorphous solid dispersions of naproxen. Eur. J. Pharm. Biopharm. 2019, 135, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Lechuga-Ballesteros, D.; Charan, C.; Stults, C.L.M.; Stevenson, C.L.; Miller, D.P.; Vehring, R.; Tep, V.; Kuo, M.-C. Trileucine improves aerosol performance and stability of spray-dried powders for inhalation. J. Pharm. Sci. 2008, 97, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Rizi, K.; Green, R.; Donaldson, M.; Williams, A. Production of pH-responsive microparticles by spray drying: Investigation of experimental parameter effects on morphological and release properties. J. Pharm. Sci. 2011, 100, 566–579. [Google Scholar] [CrossRef]
- Wan, F.; Bohr, A.; Jonas Maltesen, M.; Bjerregaard, S.; Foged, C.; Rantanen, J.; Yang, M. Critical solvent properties affecting the particle formation process and characteristics of Celecoxib-loaded PLGA microparticles via spray-drying. Pharm. Res. 2013, 30, 1065–1076. [Google Scholar] [CrossRef]
- Clarke, N.; O’connor, K.; Ramtoola, Z. Influence of formulation variables on the morphology of biodegradable microparticles prepared by spray drying. Drug Dev. Ind. Pharm. 1998, 24, 169–174. [Google Scholar] [CrossRef]
- Bain, D.F.; Munday, D.L.; Smith, A. Solvent influence on spray-dried biodegradable microspheres. J. Microencapsul. 1999, 16, 453–474. [Google Scholar]
- Wang, F.J.; Wang, C.H. Sustained release of etanidazole from spray dried microspheres prepared by non-halogenated solvents. J. Control. Release 2002, 81, 263–280. [Google Scholar] [CrossRef]
- Baird, J.A.; Eerdenbrugh, B.V.A.N.; Taylor, L.S. A Classification system to assess the crystallization tendency of organic molecules from undercooled melts. J. Pharm. Sci. 2010, 99, 3787–3806. [Google Scholar] [CrossRef] [PubMed]
- Van Eerdenbrugh, B.; Baird, J.A.; Taylor, L.S. Crystallization tendency of active pharmaceutical ingredients following rapid solvent evaporation—Classification and comparison with crystallization tendency from undercooled melts. J. Pharm. Sci. 2010, 99, 3826–3838. [Google Scholar] [CrossRef] [PubMed]
- Xie, J.; Jiang, J.; Davoodi, P.; Srinivasan, M.P.; Wang, C.H. Electrohydrodynamic atomization: A two-decade effort to produce and process micro-/nanoparticulate materials. Chem. Eng. Sci. 2015, 125, 32–57. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salata, O. Tools of nanotechnology: Electrospray. Curr. Nanosci. 2005, 1, 25–33. [Google Scholar] [CrossRef]
- Bohr, A.; Boetker, J.; Rades, T.; Rantanen, J.; Yang, M. Application of spray-drying and electrospraying/electospinning for poorly watersoluble drugs: A particle engineering approach. Curr. Pharm. Des. 2014, 20, 325–348. [Google Scholar] [CrossRef]
- Enayati, M.; Chang, M.W.; Bragman, F.; Edirisinghe, M.; Stride, E. Electrohydrodynamic preparation of particles, capsules and bubbles for biomedical engineering applications. Colloids Surf. Physicochem. Eng. Asp. 2011, 382, 154–164. [Google Scholar] [CrossRef]
- Boda, S.K.; Li, X.; Xie, J. Electrospraying an enabling technology for pharmaceutical and biomedical applications: A review. J. Aerosol Sci. 2018, 125, 164–181. [Google Scholar] [CrossRef]
- Cloupeau, M.; Prunet-Foch, B. Electrohydrodynamic spraying functioning modes: A critical review. J. Aerosol Sci. 1994, 25, 1021–1036. [Google Scholar] [CrossRef]
- Cloupeau, M.; Prunet-Foch, B. Electrostatic spraying of liquids: Main functioning modes. J. Electrostat. 1990, 25, 165–184. [Google Scholar] [CrossRef]
- Jaworek, A.; Krupa, A. Classification of the modes of EHD spraying. J. Aerosol Sci. 1999, 30, 873–893. [Google Scholar] [CrossRef]
- Sato, M. The production of essentially uniform-sized liquid droplets in gaseous or immiscible liquid media under applied a.c. potential. J. Electrostat. 1984, 15, 237–247. [Google Scholar] [CrossRef]
- Bodnár, E.; Grifoll, J.; Rosell-Llompart, J. Polymer solution electrospraying: A tool for engineering particles and films with controlled morphology. J. Aerosol Sci. 2018, 125, 93–118. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, J.; Si, T.; Xu, R.X. Coaxial electrospray of microparticles and nanoparticles for biomedical applications. Expert Rev. Med. Devices 2012, 9, 595–612. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bocanegra, R.; Galán, D.; Márquez, M.; Loscertales, I.G.; Barrero, A. Multiple electrosprays emitted from an array of holes. J. Aerosol Sci. 2005, 36, 1387–1399. [Google Scholar] [CrossRef]
- Deng, W.; Waits, C.M.; Morgan, B.; Gomez, A. Compact multiplexing of monodisperse electrosprays. J. Aerosol Sci. 2009, 40, 907–918. [Google Scholar] [CrossRef]
- Deng, W.; Klemic, J.F.; Li, X.; Reed, M.A.; Gomez, A. Increase of electrospray throughput using multiplexed microfabricated sources for the scalable generation of monodisperse droplets. Aerosol Sci. 2006, 37, 696–714. [Google Scholar] [CrossRef]
- Deng, W.; Gomez, A. Influence of space charge on the scale-up of multiplexed electrosprays. J. Aerosol Sci. 2007, 38, 1062–1078. [Google Scholar] [CrossRef]
- Smeets, A.; Clasen, C.; Van den Mooter, G. Electrospraying of polymer solutions: Study of formulation and process parameters. Eur. J. Pharm. Biopharm. 2017, 119, 114–124. [Google Scholar] [CrossRef]
- Xie, J.; Lim, L.K.; Phua, Y.; Hua, J.; Wang, C.H. Electrohydrodynamic atomization for biodegradable polymeric particle production. J. Colloid Interface Sci. 2006, 302, 103–112. [Google Scholar] [CrossRef]
- Bock, N.; Dargaville, T.R.; Woodruff, M.A. Electrospraying of polymers with therapeutic molecules: State of the art. Prog. Polym. Sci. 2012, 37, 1510–1551. [Google Scholar] [CrossRef] [Green Version]
- Ghaeb, M.; Tavanai, H.; Kadivar, M. Electrosprayed maize starch and its constituents (amylose and amylopectin) nanoparticles. Polym. Adv. Technol. 2015, 26, 917–923. [Google Scholar] [CrossRef]
- Faramarzi, A.R.; Barzin, J.; Mobedi, H. Effect of solution and apparatus parameters on the morphology and size of electrosprayed PLGA microparticles. Fibers Polym. 2016, 17, 1806–1819. [Google Scholar] [CrossRef]
- Songsurang, K.; Praphairaksit, N.; Siraleartmukul, K.; Muangsin, N. Electrospray fabrication of doxorubicin-chitosan-tripolyphosphate nanoparticles for delivery of doxorubicin. Arch. Pharm. Res. 2011, 34, 583–592. [Google Scholar] [CrossRef]
- Tang, K.; Gomez, A. Monodisperse electrosprays of low electric conductivity liquids in the cone-jet mode. J. Colloid Interface Sci. 1996, 184, 500–511. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Kawakami, K. One-step preparation of chitosan solid nanoparticles by electrospray deposition. Int. J. Pharm. 2010, 397, 211–217. [Google Scholar] [CrossRef]
- Xu, Y.; Skotak, M.; Hanna, M. Electrospray encapsulation of water-soluble protein with polylactide. I. Effects of formulations and process on morphology and particle size. J. Microencapsul. 2006, 23, 69–78. [Google Scholar] [CrossRef] [PubMed]
- Hartman, R.P.A.; Brunner, D.J.; Camelot, D.M.A.; Marijnissen, J.C.M.; Scarlett, B. Jet break-up in electrohydrodynamic atomization in the cone-jet mode. J. Aerosol Sci. 2000, 31, 65–95. [Google Scholar] [CrossRef]
- de la Mora, J.F.; Loscertales, I.G. The current emitted by highly conducting Taylor cones. J. Fluid Mech. 1994, 260, 155–184. [Google Scholar] [CrossRef]
- Gañán-Calvo, A.M.; Dávila, J.; Barrero, A. Current and droplet size in the electrospraying of liquids. Scaling laws. J. Aerosol Sci. 1997, 28, 249–275. [Google Scholar] [CrossRef]
- Gomez-Estaca, J.; Balaguer, M.P.; Gavara, R.; Hernandez-Munoz, P. Formation of zein nanoparticles by electrohydrodynamic atomization: Effect of the main processing variables and suitability for encapsulating the food coloring and active ingredient curcumin. Food Hydrocoll. 2012, 28, 82–91. [Google Scholar] [CrossRef]
- Jafari-Nodoushan, M.; Barzin, J.; Mobedi, H. Size and morphology controlling of PLGA microparticles produced by electro hydrodynamic atomization. Polym. Adv. Technol. 2015, 26, 502–513. [Google Scholar] [CrossRef]
- Xie, J.; Marijnissen, J.C.M.; Wang, C.H. Microparticles developed by electrohydrodynamic atomization for the local delivery of anticancer drug to treat C6 glioma in vitro. Biomaterials 2006, 27, 3321–3332. [Google Scholar] [CrossRef] [PubMed]
- Enayati, M.; Ahmad, Z.; Stride, E.; Edirisinghe, M. Size mapping of electric field-assisted production of polycaprolactone particles. J. R. Soc. Interface 2010, 7, 393–402. [Google Scholar] [CrossRef] [Green Version]
- Almería, B.; Deng, W.; Fahmy, T.M.; Gomez, A. Controlling the morphology of electrospray-generated PLGA microparticles for drug delivery. J. Colloid Interface Sci. 2010, 343, 125–133. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, M.Y.; Yoo, J.Y.; Kim, K.H.; Lee, J.; Lee, J.C. Preparation of polymer/drug nano- and micro-particles by electrospraying. Macromol. Symp. 2007, 249–250, 116–119. [Google Scholar] [CrossRef]
- Nguyen, D.N.; Palangetic, L.; Clasen, C.; Van den Mooter, G. One-step production of darunavir solid dispersion nanoparticles coated with enteric polymers using electrospraying. J. Pharm. Pharmacol. 2016, 68, 625–633. [Google Scholar] [CrossRef] [Green Version]
- Barron, C.; He, J.-Q. Alginate-based microcapsules generated with the coaxial electrospray method for clinical application. J. Biomater. Sci. Polym. Ed. 2017, 28, 1245–1255. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, D.; Chang, M.W.; Ahmad, Z.; Li, X.; Suo, H.; Li, J.S. Morphology control of electrosprayed core-shell particles via collection media variation. Mater. Lett. 2015, 146, 59–64. [Google Scholar] [CrossRef]
- Mehregan Nikoo, A.; Kadkhodaee, R.; Ghorani, B.; Razzaq, H.; Tucker, N. Controlling the morphology and material characteristics of electrospray generated calcium alginate microhydrogels. J. Microencapsul. 2016, 33, 605–612. [Google Scholar] [CrossRef]
- Bohr, A.; Wan, F.; Kristensen, J.; Dyas, M.; Stride, E.; Baldursdottír, S.; Edirisinghe, M.; Yang, M. Pharmaceutical microparticle engineering with electrospraying: The role of mixed solvent systems in particle formation and characteristics. J. Mater. Sci. Mater. Med. 2015, 26, 1–13. [Google Scholar] [CrossRef]
- Smeets, A.; Koekoekx, R.; Ruelens, W.; Smet, M.; Clasen, C.; Van den Mooter, G. Gastro-resistant encapsulation of amorphous solid dispersions containing darunavir by coaxial electrospraying. Int. J. Pharm. 2020, 574, 1–11. [Google Scholar] [CrossRef]
- Park, C.H.; Lee, J. Electrosprayed polymer particles: Effect of the solvent properties. J. Appl. Polym. Sci. 2009, 114, 430–437. [Google Scholar] [CrossRef]
- Ikeuchi, M.; Tane, R.; Ikuta, K. Electrospray deposition and direct patterning of polylactic acid nanofibrous microcapsules for tissue engineering. Biomed. Microdevices 2012, 14, 35–43. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zheng, J.; Zhang, H.; Zhao, Z.; Han, C.C. Construction of hierarchical structures by electrospinning or electrospraying. Polymer 2012, 53, 546–554. [Google Scholar] [CrossRef]
- Bodnár, E.; Rosell-Llompart, J. Growth dynamics of granular films produced by electrospray. J. Colloid Interface Sci. 2013, 407, 536–545. [Google Scholar] [CrossRef] [PubMed]
- Bock, N.; Woodruff, M.A.; Hutmacher, D.W.; Dargaville, T.R.; Bock, N.; Woodruff, M.A.; Hutmacher, D.W.; Dargaville, T.R. Electrospraying, a reproducible method for production of polymeric microspheres for biomedical applications. Polymers 2011, 3, 131–149. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.H.; Fridrikh, S.V.; Rutledge, G.C. The role of elasticity in the formation of electrospun fibers. Polymer 2006, 47, 4789–4797. [Google Scholar] [CrossRef]
- Shenoy, S.L.; Bates, W.D.; Frisch, H.L.; Wnek, G.E. Role of chain entanglements on fiber formation during electrospinning of polymer solutions: Good solvent, non-specific polymer–polymer interaction limit. Polymer 2005, 46, 3372–3384. [Google Scholar] [CrossRef]
- Palangetic, L.; Reddy, N.K.; Srinivasan, S.; Cohen, R.E.; McKinley, G.H.; Clasen, C. Dispersity and spinnability: Why highly polydisperse polymer solutions are desirable for electrospinning. Polymer 2014, 55, 4920–4931. [Google Scholar] [CrossRef] [Green Version]
- Srinivasan, S.; Chhatre, S.S.; Mabry, J.M.; Cohen, R.E.; McKinley, G.H. Solution spraying of poly(methyl methacrylate) blends to fabricate microtextured, superoleophobic surfaces. Polymer 2011, 52, 3209–3218. [Google Scholar] [CrossRef] [Green Version]
- Gupta, P.; Elkins, C.; Long, T.E.; Wilkes, G.L. Electrospinning of linear homopolymers of poly(methyl methacrylate): Exploring relationships between fiber formation, viscosity, molecular weight and concentration in a good solvent. Polymer 2005, 46, 4799–4810. [Google Scholar] [CrossRef]
- Koekoekx, R.; Zawacka, N.C.; Van den Mooter, G.; Hens, Z.; Clasen, C. Electrospraying the Triblock Copolymer SEBS: The Effect of Solvent System and the Embedding of Quantum Dots. Macromol. Mater. Eng. 2020, 305, 1900658. [Google Scholar] [CrossRef]
- Shenoy, S.L.; Bates, W.D.; Wnek, G. Correlations between electrospinnability and physical gelation. Polymer 2005, 46, 8990–9004. [Google Scholar] [CrossRef]
- Festag, R.; Alexandratos, S.D.; Joy, D.C.; Wunderlich, B.; Annis, B.; Cook, K.D. Effects of molecular entanglements during electrospray of high molecular weight polymers. J. Am. Soc. Mass Spectrom. 1998, 9, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Jayasinghe, S.N.; Edirisinghe, M.J. Effect of viscosity on the size of relics produced by electrostatic atomization. J. Aerosol Sci. 2002, 33, 1379–1388. [Google Scholar] [CrossRef]
- Rosell-Llompart, J.; de la Mora, J.F. Generation of monodisperse droplets 0.3 to 4 μm in diameter from electrified cone-jets of highly conducting and viscous liquids. J. Aerosol Sci. 1994, 25, 1093–1119. [Google Scholar] [CrossRef]
- Yao, L.; Haas, T.W.; Guiseppi-Elie, A.; Bowlin, G.L.; Simpson, D.G.; Wnek, G.E. Electrospinning and stabilization of fully hydrolyzed poly(vinyl alcohol) fibers. Chem. Mater. 2003, 15, 1860–1864. [Google Scholar] [CrossRef]
- Xue, L.; Mao, L.; Cai, Q.; Yang, X.; Jin, R. Preparation of amino acid ester substituted polyphosphazene microparticles via electrohydrodynamic atomization. Polym. Adv. Technol. 2011, 22, 2009–2016. [Google Scholar] [CrossRef]
- Yao, J.; Kuang Lim, L.; Xie, J.; Hua, J.; Wang, C.H. Characterization of electrospraying process for polymeric particle fabrication. J. Aerosol Sci. 2008, 39, 987–1002. [Google Scholar] [CrossRef]
- Meng, F.; Jiang, Y.; Sun, Z.; Yin, Y.; Li, Y. Electrohydrodynamic liquid atomization of biodegradable polymer microparticles: Effect of electrohydrodynamic liquid atomization variables on microparticles. J. Appl. Polym. Sci. 2009, 113, 526–534. [Google Scholar] [CrossRef]
- Zhou, S.; Cook, K.D. Probing solvent fractionation in electrospray droplets with laser- induced fluorescence of a solvatochromic dye. Anal. Chem. 2000, 72, 963–969. [Google Scholar] [CrossRef] [PubMed]
- Deprédurand, V.; Delconte, A.; Lemoine, F. Combined PDA and LIF applied to size-temperature correlations measurements in a heated spray. Exp. Fluids 2011, 50, 561–571. [Google Scholar] [CrossRef]
- Vetrano, M.R.; Simonini, A.; Steelant, J.; Rambaud, P. Thermal characterization of a flashing jet by planar laser-induced fluorescence this article is part of the topical collection on application of laser techniques to fluid mechanics. Exp. Fluids 2013, 54, 1–10. [Google Scholar] [CrossRef]
- Desantes, J.M.; Pastor, J.V.; Pastor, J.M.; Juliá, J.E. Limitations on the use of the planar laser induced exciplex fluorescence technique in diesel sprays. Fuel 2005, 84, 2301–2315. [Google Scholar] [CrossRef]
- Wu, X.; Wu, Y.; Saengkaew, S. Concentration and composition measurement of sprays with a global rainbow technique. Meas. Sci. Technol. 2012, 23, 1–7. [Google Scholar] [CrossRef]
- Stowers, M.A.; Friedlander, S.K.; Stowers, M.A.; Friedlander, S.K. Chemical characterization of flowing polydisperse aerosols by raman spectroscopy chemical characterization of flowing polydisperse aerosols by raman spectroscopy. Aerosol Sci. Technol. 2010, 36, 48–61. [Google Scholar] [CrossRef]
- Vehring, R.; Schweiger, G. Raman thermometry of aqueous multicomponent aerosol particles. J. Aerosol Sci. 1996, 27, S323–S324. [Google Scholar] [CrossRef]
- Müller, T.; Grünefeld, G.; Beushausen, V. High-precision measurement of the temperature of methanol and ethanol droplets using spontaneous Raman scattering. Appl. Phys. B Lasers Opt. 2000, 70, 155–158. [Google Scholar] [CrossRef]
- Raffel, M.; Willert, C.E.; Wareley, S.T.; Kompenhans, J. Particle Image Velocimetry: A Practical Guide, 2nd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Poozesh, S.; Grib, S.W.; Renfro, M.W.; Marsac, P.J. Near-field dynamics of high-speed spray dryer coannular two fluid nozzle: Effects of operational conditions and formulations. Powder Technol. 2018, 333, 439–448. [Google Scholar] [CrossRef]
- Liu, X.; Doub, W.H.; Guo, C. Assessment of the influence factors on nasal spray droplet velocity using Phase-Doppler Anemometry (PDA). AAPS PharmSciTech 2011, 12, 337–343. [Google Scholar] [CrossRef] [Green Version]
- Husted, B.P.; Petersson, P.; Lund, I.; Holmstedt, G. Comparison of PIV and PDA droplet velocity measurement techniques on two high-pressure water mist nozzles. Fire Saf. J. 2009, 44, 1030–1045. [Google Scholar] [CrossRef]
- Tropea, C. Optical Particle Characterization in Flows. Annu. Rev. Fluid Mech. 2011, 43, 399–426. [Google Scholar] [CrossRef] [Green Version]
- Lin, S.M.; Waterman, D.R.; Lettington, A.H. Measurement of droplet velocity, and refractive index using the pulse displacement technique. Meas. Sci. Technol. 2000, 11, 1–4. [Google Scholar] [CrossRef]
- Yang, Y.; Kang, B. Measurements of the characteristics of spray droplets using in-line digital particle holography. J. Mech. Sci. Technol. 2009, 23, 1670–1679. [Google Scholar] [CrossRef]
- Na, C.A.O.; Liang, C.A.O.; Changcai, H.A.N.; Qing, X.U.; Lan, L.E.I.; Jiye, D. A study of the spray characterization from a centrifugal nozzle by pulsed laser holography. Appl. Mech. Mater. 2012, 152–154, 846–851. [Google Scholar]
- Mosén, K.; Bäckström, K.; Thalberg, K.; Schaefer, T.; Kristensen, H.G.; Axelsson, A. Particle formation and capture during spray drying of inhalable particles. Pharm. Dev. Technol. 2004, 9, 409–417. [Google Scholar] [CrossRef] [PubMed]
- Ku, B.K.; Kim, S.S.; Kim, Y.D.; Lee, S.Y. Direct measurement of electrospray droplets in submicron diameter using a freezing method and a TEM image processing technique. J. Aerosol Sci. 2001, 32, 1459–1477. [Google Scholar] [CrossRef]
- Suh, Y.J.; Lee, J.W.; Chang, H.; Jang, H.D.; Cho, K. Non-spherical particle formation induced by repulsive hydration forces during spray drying. J. Nanoparticle Res. 2013, 15, 1–5. [Google Scholar] [CrossRef]
- Boel, E.; Smeets, A.; Vergaelen, M.; De La Rosa, V.R.; Hoogenboom, R.; Van den Mooter, G. Comparative study of the potential of poly(2-ethyl-2-oxazoline) as carrier in the formulation of amorphous solid dispersions of poorly soluble drugs. Eur. J. Pharm. Biopharm. 2019, 144, 79–90. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Feng, X.; Williams, R.O.; Zhang, F. Characterization of amorphous solid dispersions. J. Pharm. Investig. 2018, 48, 19–41. [Google Scholar] [CrossRef]
- Guo, Y.; Shalaev, E.; Smith, S. Physical stability of pharmaceutical formulations: Solid-state characterization of amorphous dispersions. TrAC Trends Anal. Chem. 2013, 49, 137–144. [Google Scholar] [CrossRef]
- Varga, C.; Lasheras, J.; Hopfinger, E. Initial breakup of a small-diameter liquid jet by a high-speed gas stream. J. Fluid Mech. 2003, 497, 405–434. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Li, M. Droplet size distribution in sprays based on maximization of entropy generation. Entropy 2003, 5, 417–431. [Google Scholar] [CrossRef]
- Kemp, I.C.; Oakley, D.E. Modelling of particulate drying in theory and practice. Dry. Technol. 2002, 20, 1699–1750. [Google Scholar] [CrossRef]
- Pinto, M.; Kemp, I.C.; Bermingham, S.; Hartwig, T.; Bisten, A. Development of an axisymmetric population balance model for spray drying and validation against experimental data and CFD simulations. Chem. Eng. Res. Des. 2014, 92, 619–634. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Single Droplet Drying Method | Glass Filament | Acoustic Levitation | Levitation by Air Flow | Free-Fall |
|---|---|---|---|---|
| Principle | Suspension of droplet on tip of glass filament/capillary | Levitation of droplet in an acoustic field | Levitation of droplet by air flow | Droplets falling through a drying chamber |
| Information | - Mass - Temperature - Diameter - Radial composition | - Temperature - Diameter - Radial composition | - Temperature - Diameter - Radial composition | Only indirect measurements |
| Advantage(s) | - All parameters can be measured simultaneously - Relatively simple measurement of parameters possible - Can be extended for in situ dissolution testing | Relatively simple measurement of parameters possible | Relatively simple measurement of parameters possible | Resembles drying process in a spray dryer (and in electrospraying) |
| Disadvantage(s) | - Intrusive technique: small effect of filament on heat transfer and morphology - Positioning of the droplet | - Acoustic waves can influence heat transfer and shape of the droplet - No direct mass measurement - Droplet deformation possible - Positioning of the droplet | - No direct mass measurement - Positioning of the droplet | Complex measurement of parameters: impossible to continuously track the drying process |
| Similarity to pharmaceutical applications | - Interference of drying by intrusive glass filament - Bigger droplet size (500 µm–9 mm) | - Interference of drying by acoustic waves - Bigger droplet size (300 µm–1 mm) | Not often applied in pharmaceutical industry | Very similar to spray drying (and electrospraying) |
| During Drying | |
| Parameter | Technique |
| Temperature | LIF Rainbow refractometry Raman spectroscopy Thermographic phosphors Thermochromic liquid crystal infrared thermometry Infrared thermometry |
| Composition | LIF Rainbow refractometry Raman spectroscopy NMR |
| Droplet size | PDA Holography LD |
| Velocity | PIV PDA |
| Vapor concentration | LIF |
| After drying | |
| Parameter | Technique |
| Morphology | SEM (cryo)-TEM CLSM |
| Particle size | SEM (cryo)-TEM LD |
| Physical structure | XRD |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boel, E.; Koekoekx, R.; Dedroog, S.; Babkin, I.; Vetrano, M.R.; Clasen, C.; Van den Mooter, G. Unraveling Particle Formation: From Single Droplet Drying to Spray Drying and Electrospraying. Pharmaceutics 2020, 12, 625. https://doi.org/10.3390/pharmaceutics12070625
Boel E, Koekoekx R, Dedroog S, Babkin I, Vetrano MR, Clasen C, Van den Mooter G. Unraveling Particle Formation: From Single Droplet Drying to Spray Drying and Electrospraying. Pharmaceutics. 2020; 12(7):625. https://doi.org/10.3390/pharmaceutics12070625
Chicago/Turabian StyleBoel, Eline, Robin Koekoekx, Sien Dedroog, Iurii Babkin, Maria Rosaria Vetrano, Christian Clasen, and Guy Van den Mooter. 2020. "Unraveling Particle Formation: From Single Droplet Drying to Spray Drying and Electrospraying" Pharmaceutics 12, no. 7: 625. https://doi.org/10.3390/pharmaceutics12070625