Progress on the Use of Commercial Digital Optical Disc Units for Low-Power Laser Micromachining in Biomedical Applications

 , , , ,
, , , ,
Abstract
:
1. Introduction
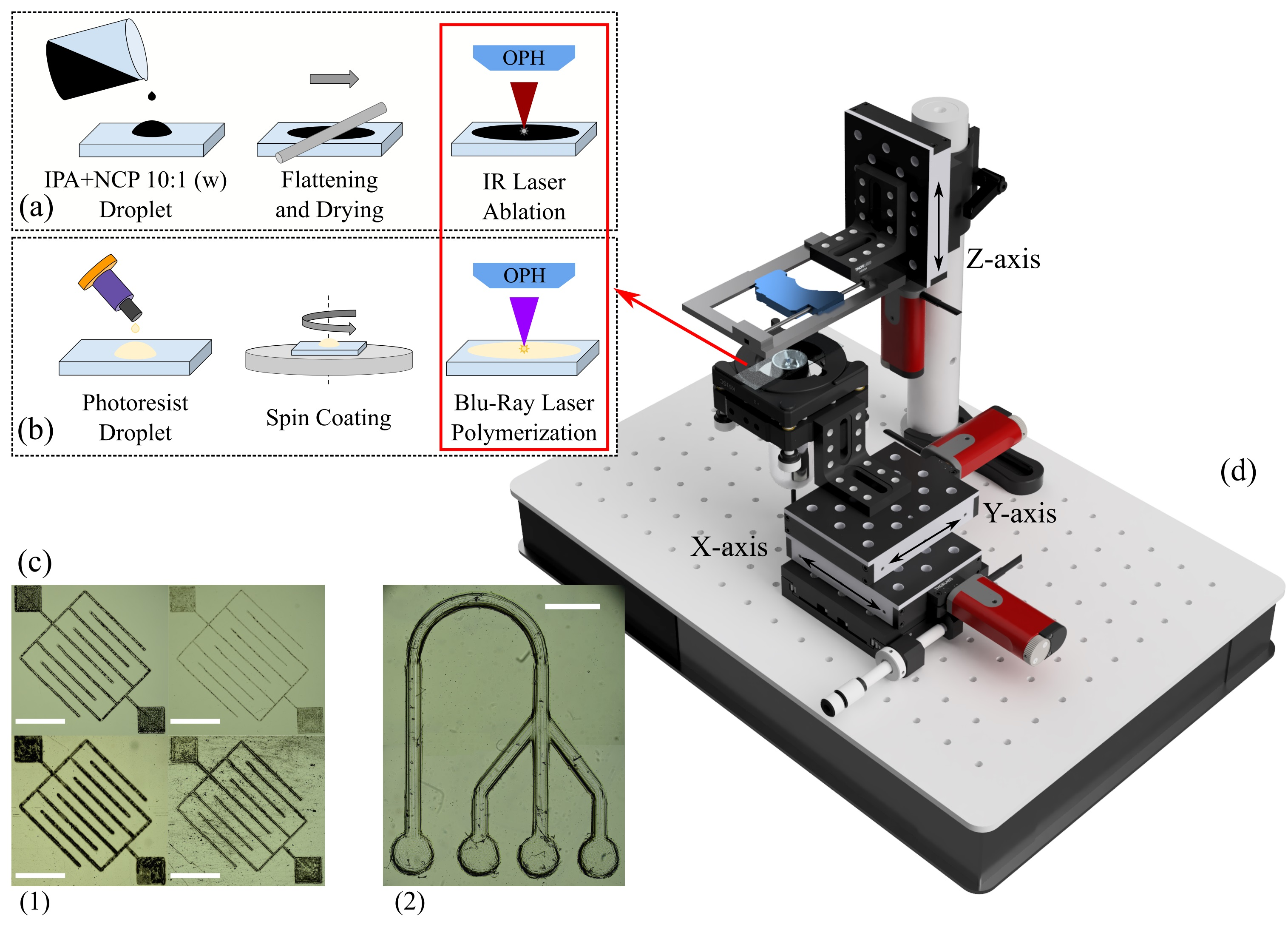
2. Manufacturing Principle Using a Low-Power Laser
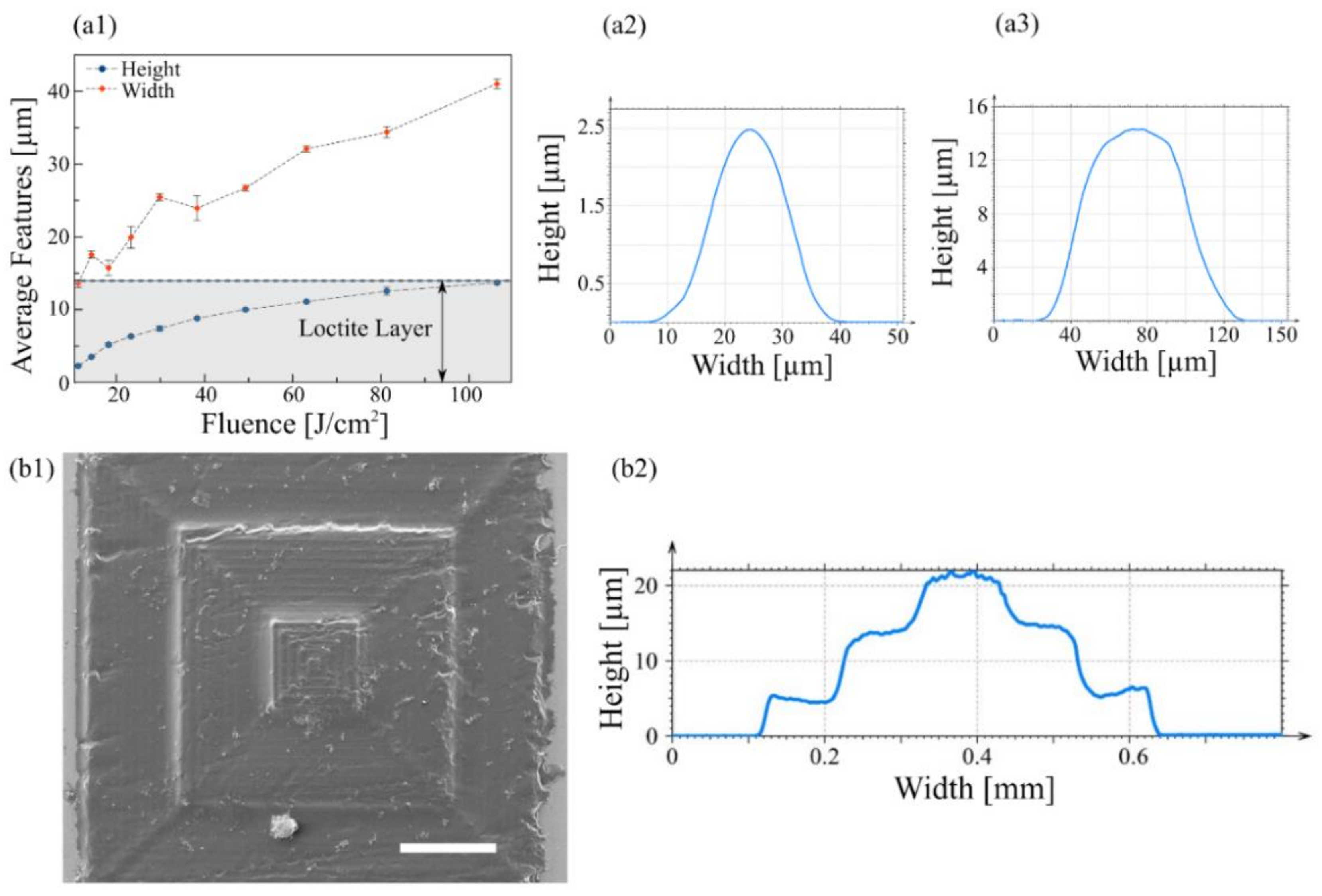
2.1. Laser Ablation
2.2. Direct Laser Writing
3. Instrumentation Considerations
3.1. CNC Platform
3.2. Lasing Conditions
3.3. Sample Preparation for Laser Ablation
4. Characterization of the Manufacturing Processes
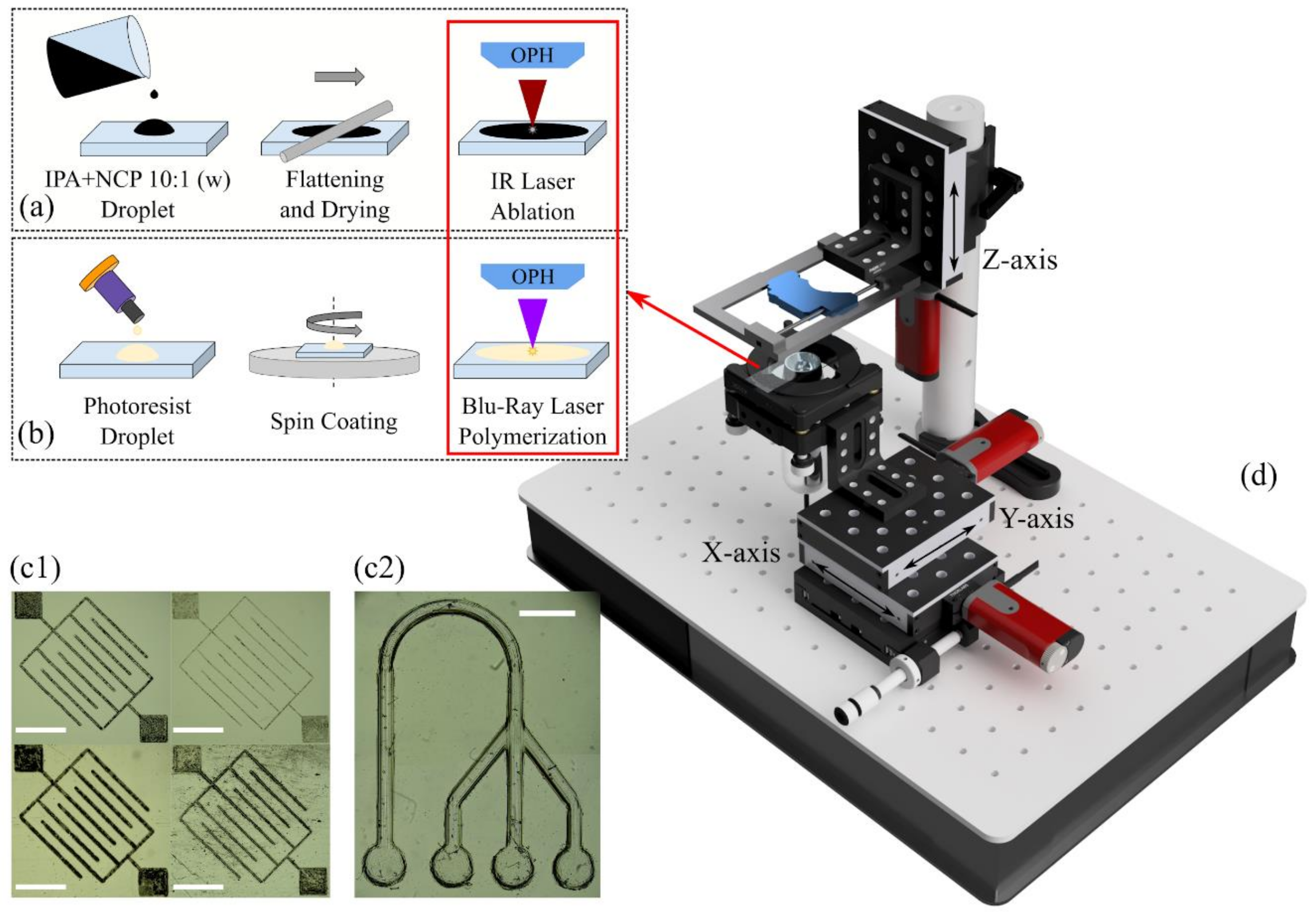
4.1. Laser Ablation Using NIR Laser
4.2. Additive Manufacturing Using Blu-Ray Laser
5. Examples of Successful Applications
5.1. Microelectrodes
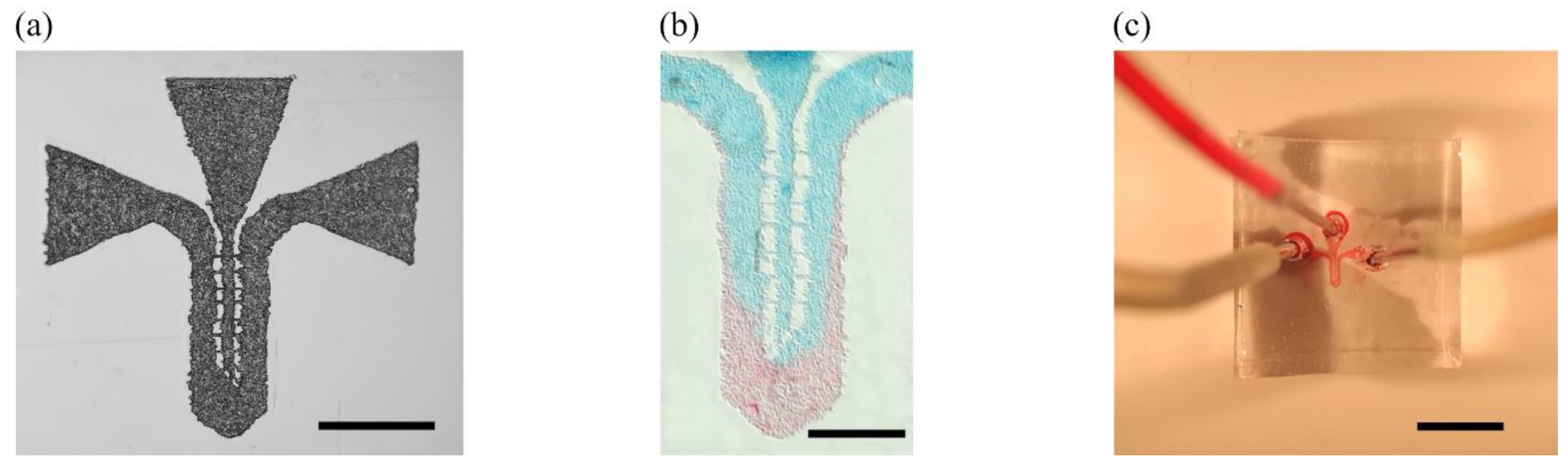
5.2. Microfluidic PMMA Molds
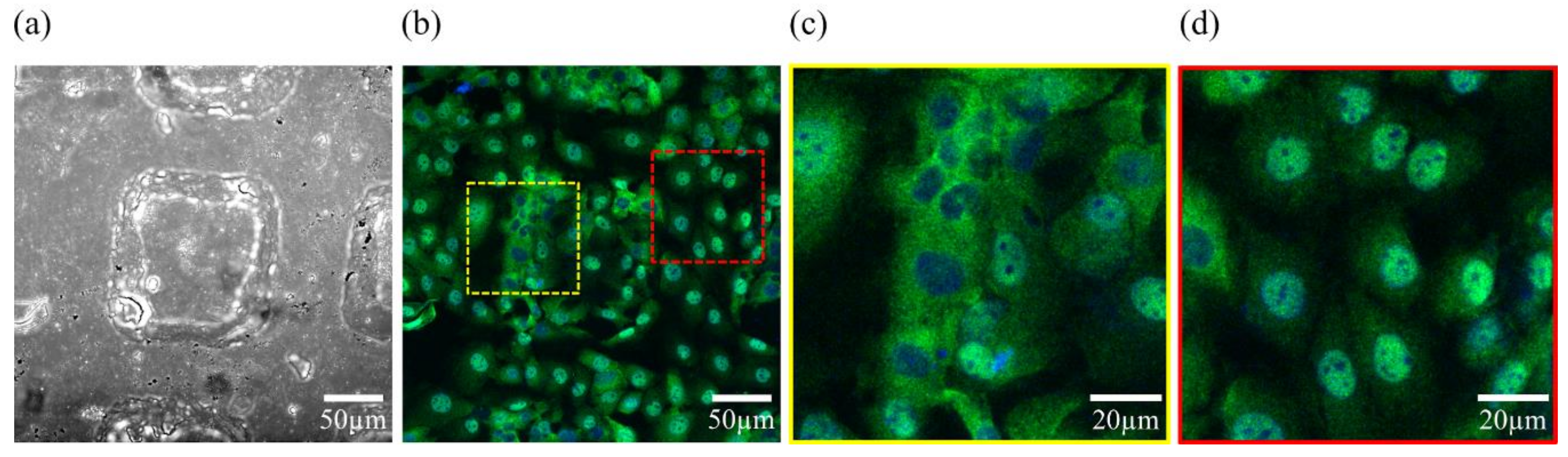
5.3. PDMS Micropatterns for Selective Biological Cell Regional Growth
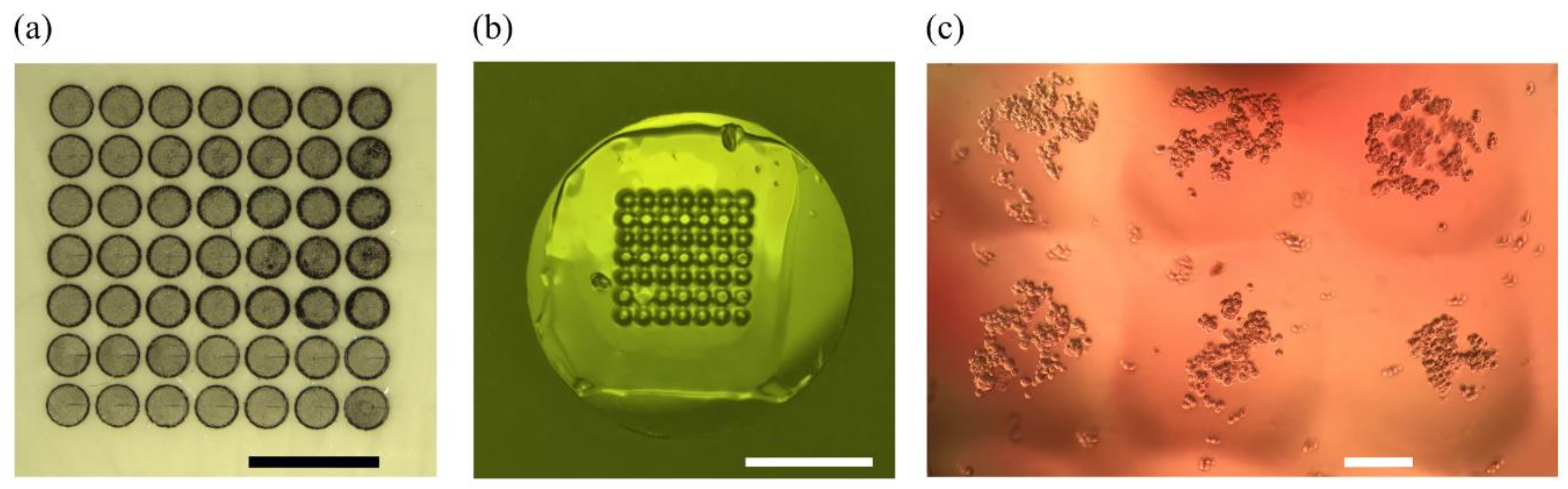
5.4. Microcontact Printing Stamps
5.5. Hydrogel Microstructures
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Schwarz, U.S.; Safran, S.A. Physics of adherent cells. Rev. Mod. Phys. 2013, 85, 1327. [Google Scholar] [CrossRef]
- Janmey, P.A.; Wells, R.G.; Assoian, R.K.; McCulloch, C.A. From tissue mechanics to transcription factors. Differentiation 2013, 86, 112–120. [Google Scholar] [CrossRef] [PubMed]
- Iskratsch, T.; Wolfenson, H.; Sheetz, M.P. Appreciating force and shape—The rise of mechanotransduction in cell biology. Nat. Rev. Mol. Cell Biol. 2014, 15, 825–833. [Google Scholar] [CrossRef] [PubMed]
- Evans, N.D.; Gentleman, E. The role of material structure and mechanical properties in cell–matrix interactions. J. Mater. Chem. B 2014, 2, 2345–2356. [Google Scholar] [CrossRef] [Green Version]
- Baker, B.M.; Chen, C.S. Deconstructing the third dimension: How 3D culture microenvironments alter cellular cues. J. Cell Sci. 2012, 125, 3015–3024. [Google Scholar] [CrossRef] [PubMed]
- Ladoux, B.; Mège, R.M. Mechanobiology of collective cell behaviours. Nat. Rev. Mol. Cell Biol. 2017, 18, 743–757. [Google Scholar] [CrossRef] [PubMed]
- Trichet, L.; Le Digabel, J.; Hawkins, R.J.; Vedula, S.R.K.; Gupta, M.; Ribrault, C.; Hersen, P.; Voituriez, R.; Ladoux, B. Evidence of a large-scale mechanosensing mechanism for cellular adaptation to substrate stiffness. Proc. Natl. Acad. Sci. USA 2012, 109, 6933–6938. [Google Scholar] [CrossRef] [PubMed]
- Yi, H.G.; Lee, H.; Cho, D.W. 3D printing of organs-on-chips. Bioengineering 2017, 4, 10. [Google Scholar] [CrossRef] [PubMed]
- Martínez Vázquez, R.; Trotta, G.; Volpe, A.; Bernava, G.; Basile, V.; Paturzo, M.; Ferraro, P.; Ancona, A.; Fassi, I.; Osellame, R. Rapid prototyping of plastic lab-on-a-chip by femtosecond laser micromachining and removable insert microinjection molding. Micromachines 2017, 8, 328. [Google Scholar] [CrossRef]
- O’Neill, P.F.; Ben Azouz, A.; Vázquez, M.; Liu, J.; Marczak, S.; Slouka, Z.; Chang, H.C.; Diamond, D.; Brabazon, D. Advances in three-dimensional rapid prototyping of microfluidic devices for biological applications. Biomicrofluidics 2014, 8, 052112. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Z.; Xu, W.; Hou, Z.; Wu, Z. A rapid prototyping technique for microfluidics with high robustness and flexibility. Micromachines 2016, 7, 201. [Google Scholar] [CrossRef]
- Hautefeuille, M.; Cabriales, L.; Pimentel-Domínguez, R.; Velázquez, V.; Hernández-Cordero, J.; Oropeza-Ramos, L.; Rivera, M.; Carreón-Castro, M.P.; Grether, M.; López-Moreno, E. New perspectives for direct PDMS microfabrication using a CD-DVD laser. Lab Chip 2013, 13, 4848–4854. [Google Scholar] [CrossRef] [PubMed]
- Osswald, S.; Behler, K.; Gogotsi, Y. Laser-induced light emission from carbon nanoparticles. J. Appl. Phys. 2008, 104. [Google Scholar] [CrossRef]
- Noguchi, T.; Suizu, K.; Nagayama, K. Laser ablation of a thin carbon layer deposited on a polymer substrate by Nd: YAG laser. Appl. Surf. Sci. 2002, 197–198, 357–361. [Google Scholar] [CrossRef]
- Hautefeuille, M.; Jimenez-Zenteno, A.K.; Pérez-Alcázar, P.R.; Hess-Frieling, K.M.; Fernandez-Sanchez, G.; Velazquez, V.; Grether-Gonzalez, M.; Lopez-Moreno, E. Utilization of a digital-versatile-disc pickup head for benchtop laser microfabrication. Appl. Opt. 2012, 51, 1171–1177. [Google Scholar] [CrossRef] [PubMed]
- Chu, C.L.; Lin, C.H. Development of an optical accelerometer with a DVD pick-up head. Meas. Sci. Technol. 2005, 16. [Google Scholar] [CrossRef]
- González-Vázquez, M.J.; Hautefeuille, M. Controlled Solvent-Free formation of embedded PDMS-derived carbon nanodomains with tunable fluorescence using selective laser ablation with a Low-Power CD laser. Micromachines 2017, 8, 307. [Google Scholar] [CrossRef]
- Delille, R.; Urdaneta, M.G.; Moseley, S.J.; Smela, E. Benchtop polymer MEMS. J. Microelectromech. Syst. 2006, 15. [Google Scholar] [CrossRef]
- López-Aparicio, J.; Hautefeuille, M.; Herrera-Domínguez, S.; Razo-de-León, A.; Cano-Jorge, M.; Rojas-Benito, I.; Centeno-Sierra, M.; Fiordelisio-Coll, T.; Stern-Forgach, C.E. Use of a CD laser pickup head to fabricate microelectrodes in polymethylmethacrylate substrates for biosensing applications. Biomed. Microdevices 2017, 19, 5. [Google Scholar] [CrossRef] [PubMed]
- Mehling, M.; Tay, S. Microfluidic cell culture. Curr. Opin. Biotechnol. 2014, 25, 95–102. [Google Scholar] [CrossRef] [PubMed]
- Nakao, Y.; Kimura, H.; Sakai, Y.; Fujii, T. Bile canaliculi formation by aligning rat primary hepatocytes in a microfluidic device. Biomicrofluidics 2011, 5, 022212. [Google Scholar] [CrossRef] [PubMed]
- Piccolo, S.; Dupont, S.; Cordenonsi, M. The biology of YAP/TAZ: Hippo signaling and beyond. Physiol. Rev. 2014, 94, 1287–1312. [Google Scholar] [CrossRef] [PubMed]
- Lipomi, D.J.; Martinez, R.V.; Cademartiri, L.; Whitesides, G.M. Soft lithographic approaches to nanofabrication. In Polymer Science: A Comprehensive Reference; Elsevier: New York, NY, USA, 2012; pp. 211–231. [Google Scholar]
- Escutia-Guadarrama, L.; Vázquez-Victorio, G.; Martínez-Pastor, D.; Nieto-Rivera, B.; Sosa-Garrocho, M.; Macías-Silva, M.; Hautefeuille, M. Fabrication of low-cost micropatterned polydimethyl-siloxane scaffolds to organise cells in a variety of two-dimensioanl biomimetic arrangements for lab-on-chip culture platforms. J. Tissue Eng. 2017, 8. [Google Scholar] [CrossRef] [PubMed]
- Syed, S.; Karadaghy, A.; Zustiak, S. Simple polyacrylamide-based multiwell stiffness assay for the study of stiffness-dependent cell responses. J. Vis. Exp. 2015. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Laser Pulse Duration | |||
|---|---|---|---|---|
| 5.8 ms | 1.28 ms | 261 µs | 28.8 µs | |
| PMMA | 23% 1 | 20% 1 | 12% 4 | 10% 2 |
| PDMS | 11% 1 | 11% 2 | 12% 2 | 8% 3 |
| PLA | 11% 1 | 16% 2 | 18% 2 | 15% 2 |
| Loctite 3525 | 3% 2 | 4% 2 | 3% 3 | 8% 3 |
| PET | 4% 2 | 1% 2,3 | N/A | N/A |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cruz-Ramírez, A.; Sánchez-Olvera, R.; Zamarrón-Hernández, D.; Hautefeuille, M.; Cabriales, L.; Jiménez-Díaz, E.; Díaz-Bello, B.; López-Aparicio, J.; Pérez-Calixto, D.; Cano-Jorge, M.; et al. Progress on the Use of Commercial Digital Optical Disc Units for Low-Power Laser Micromachining in Biomedical Applications. Micromachines 2018, 9, 187. https://doi.org/10.3390/mi9040187
Cruz-Ramírez A, Sánchez-Olvera R, Zamarrón-Hernández D, Hautefeuille M, Cabriales L, Jiménez-Díaz E, Díaz-Bello B, López-Aparicio J, Pérez-Calixto D, Cano-Jorge M, et al. Progress on the Use of Commercial Digital Optical Disc Units for Low-Power Laser Micromachining in Biomedical Applications. Micromachines. 2018; 9(4):187. https://doi.org/10.3390/mi9040187
Chicago/Turabian StyleCruz-Ramírez, Aarón, Raúl Sánchez-Olvera, Diego Zamarrón-Hernández, Mathieu Hautefeuille, Lucia Cabriales, Edgar Jiménez-Díaz, Beatriz Díaz-Bello, Jehú López-Aparicio, Daniel Pérez-Calixto, Mariel Cano-Jorge, and et al. 2018. "Progress on the Use of Commercial Digital Optical Disc Units for Low-Power Laser Micromachining in Biomedical Applications" Micromachines 9, no. 4: 187. https://doi.org/10.3390/mi9040187