
Microstructure and Mechanical Properties of an Al-Li-Mg-Sc-Zr Alloy Subjected to ECAP


Abstract
:1. Introduction
ECAP Processing of Age Hardenable Aluminum Alloys
- (I)
- a UFG structure evolved during ECAP processing must be stable under solution treatment;
- (II)
- aging of a material with UFG structure must be capable to provide significant precipitation hardening.
2. Materials and Methods
3. Results
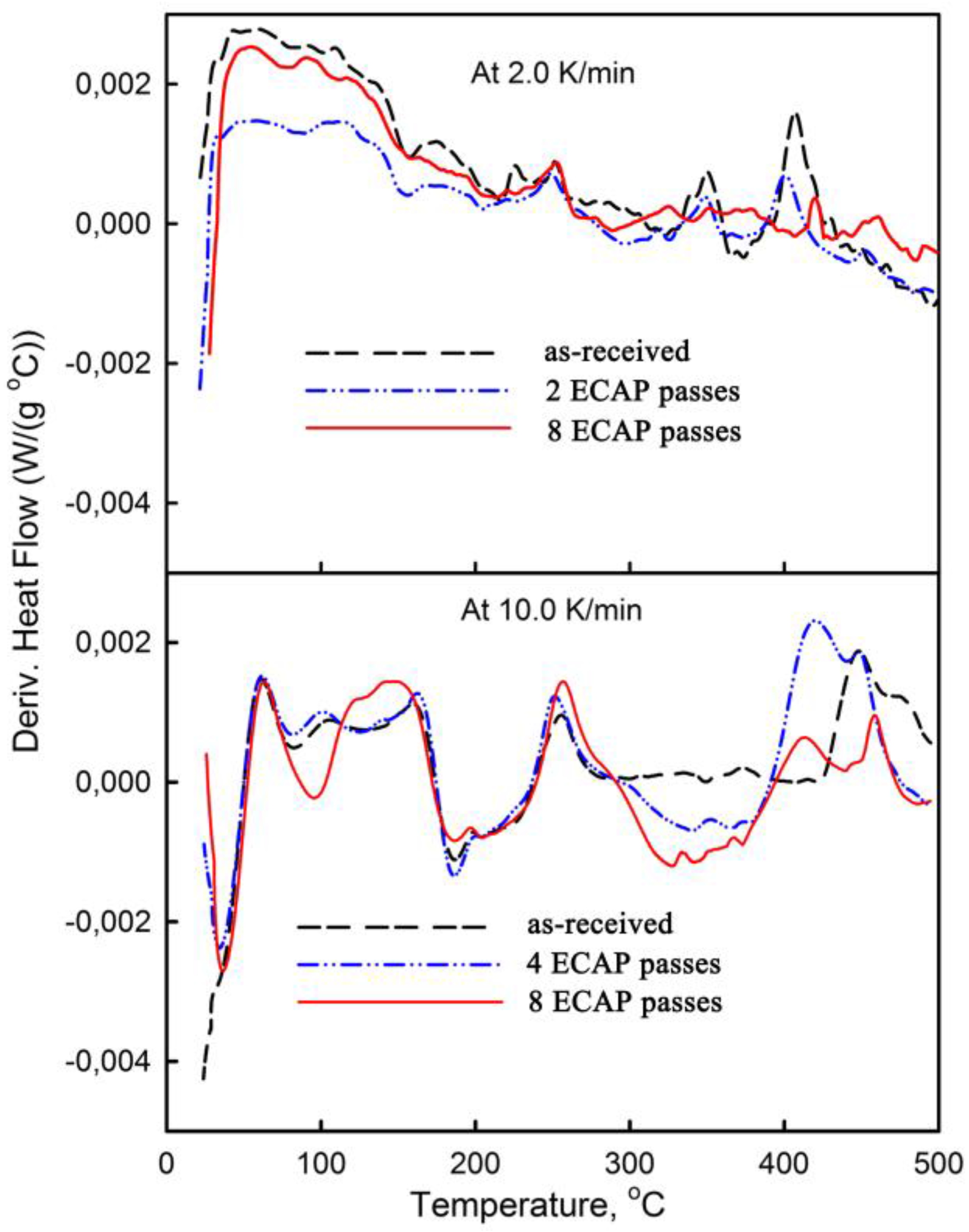
3.1. DSC Analysis
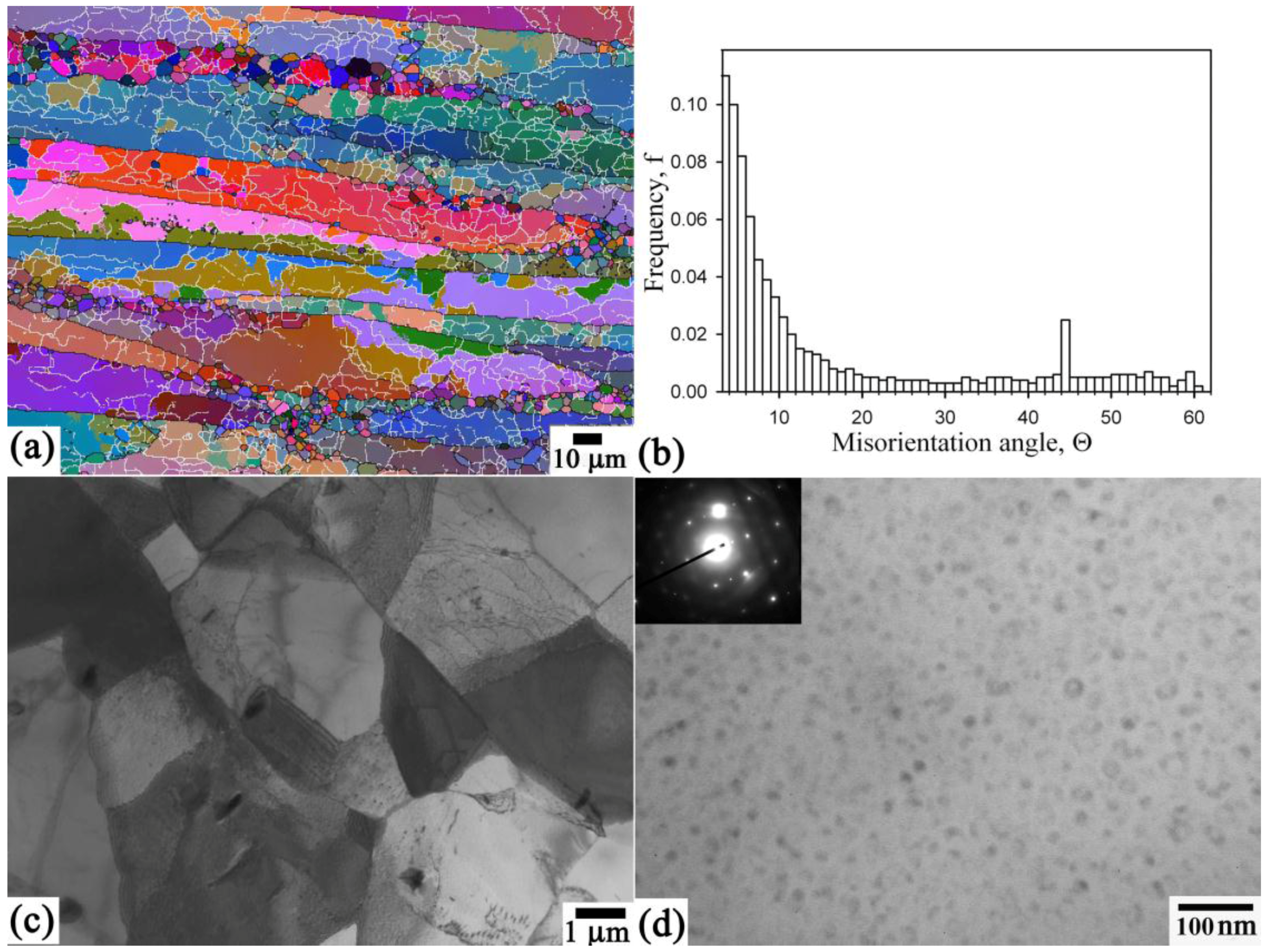
3.2. Microstructure after Extrusion and Heat Treatment
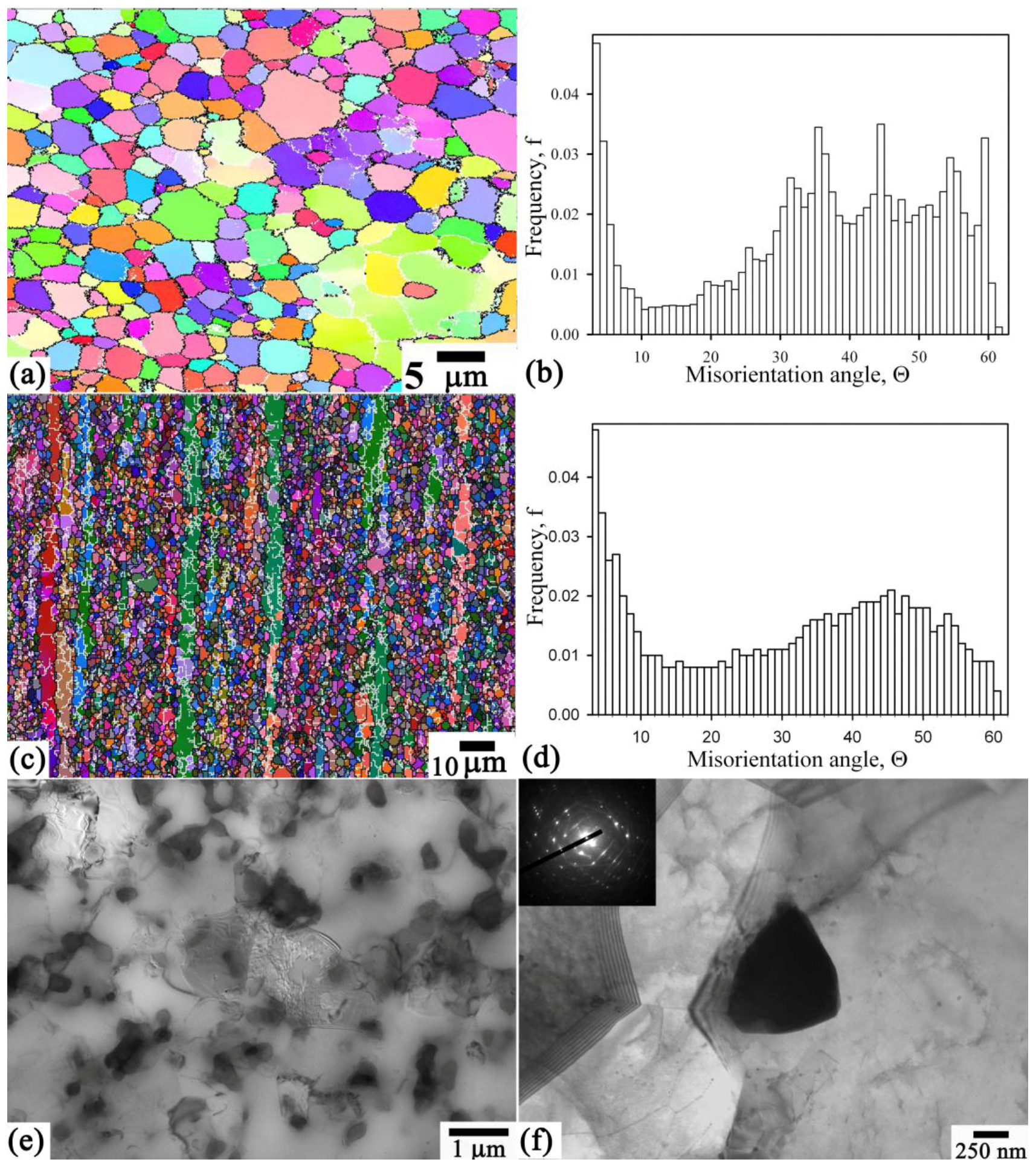
3.3. Microstructure after ECAP and Heat Treatment
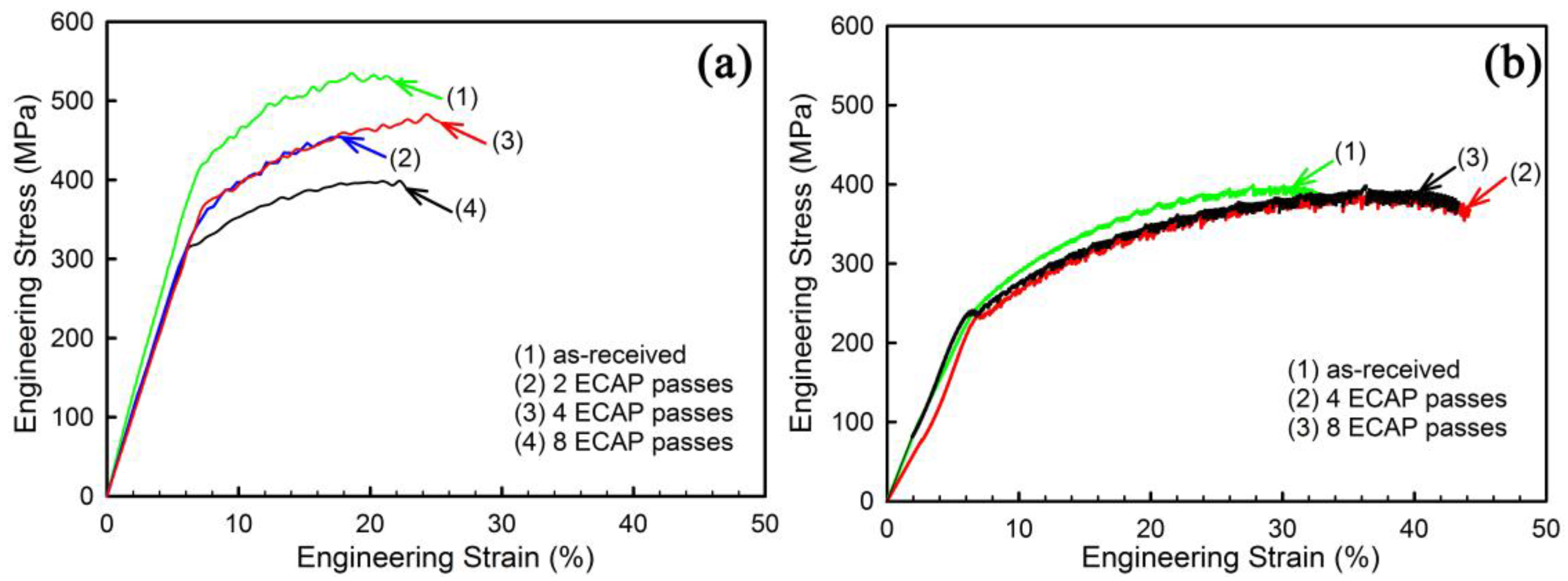
3.4. Mechanical Properties
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Tagirov, D.; Mogucheva, A. Cost-Affordable Technique Involving Equal Channel Angular Pressing for the Manufacturing of Ultrafine Grained Sheets of an Al-Li-Mg-Sc Alloy. Adv. Eng. Mater. 2010, 12, 735–739. [Google Scholar] [CrossRef]
- Ferrasse, S.; Segal, V.M.; Alford, F.; Kardokus, J.; Strothers, S. Scale up and application of equal-channel angular extrusion for the electronics and aerospace industries. Mater. Sci. Eng. A 2008, 493, 130–140. [Google Scholar] [CrossRef]
- Yuzbekova, D.; Mogucheva, A.; Kaibyshev, R. Superplasticity of ultrafine-grained Al-Mg-Sc-Zr alloy. Mater. Sci. Eng. A. 2016, 675, 228–242. [Google Scholar] [CrossRef]
- Murayama, M.; Horita, Z.; Hono, K. Microstructure of two-phase Al-1.7 at. % Cu alloy deformed by equal-channel angular pressing. Acta Mater. 2001, 49, 21–29. [Google Scholar] [CrossRef]
- Radetic, T.; Popovic, M.; Romhanji, E.; Verlinden, B. The effect of ECAP and Cu addition on the aging response and grain substructure evolution in an Al-4.4 wt. % Mg alloy. Mater. Sci. Eng. A 2010, 527, 634–644. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, H.K.; Park, J.W.; Kim, W.J. Large enhancement in mechanical properties of the 6061 Al alloys after a single pressing by ECAP. Scr. Mater. 2005, 53, 1207–1211. [Google Scholar] [CrossRef]
- Kim, W.J.; Wang, J.Y. Microstructure of the post-ECAP aging processed 6061 Al alloys. Mater. Sci. Eng. A 2007, 464, 23–27. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, C.S.; Ma, D.S.; Hong, S.I.; Kim, H.K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging. Scr. Mater. 2003, 49, 333–338. [Google Scholar] [CrossRef]
- Shaterani, P.; Zarei-Hanzaki, A.; Fatemi-Varzaneh, S.M.; Hassas-Irani, S.B. The second phase particles and mechanical properties of 2124 aluminum alloy processed by accumulative back extrusion. Mater. Des. 2014, 58, 535–542. [Google Scholar] [CrossRef]
- Cabibbo, M. Partial dissolution of strengthening particles induced by equal channel angular pressing in an Al-Li-Cu alloy. Mater. Charact. 2012, 68, 7–13. [Google Scholar] [CrossRef]
- Namdar, M.; Jahromi, S.A.J. Influence of ECAP on the fatigue behavior of age-hardenable 2xxx aluminum alloy. Int. J. Miner. Metall. Mater. 2015, 22, 285–291. [Google Scholar] [CrossRef]
- Kotan, G.; Tan, E.; Kalay, Y.E.; Gür, C.H. Homogenization of ECAPed Al 2024 alloy through age-hardening. Mater. Sci. Eng. A 2013, 559, 601–606. [Google Scholar] [CrossRef]
- Roshan, M.R.; Jahromi, S.A.J.; Ebrahimi, R. Predicting the critical pre-aging time in ECAP processing of age-hardenable aluminum alloys. J. Alloy. Compd. 2011, 509, 7833–7839. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Shaeri, M.; Ebrahimi, M.; Salehi, M.T.; Seyyedein, S.H. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef]
- Salem, H.G.; Goforth, R.E.; Hartwig, K.T. Influence of intense plastic straining on grain refinement, precipitation, and mechanical properties of Al-Cu-Li-based alloys. Metall. Mater. Trans. 2003, 34A, 1153–1161. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Mohamed, I.F.; Yonenaga, Y.; Lee, S.; Edalati, K.; Horita, Z. Age hardening and thermal stability of Al-Cu alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2015, 627, 111–118. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Kim, H.K.; Park, J.W.; Jeong, Y.H. Effect of post equal-channel-angular-pressing aging on the modified 7075 Al alloy containing Sc. J. Alloy. Compd. 2008, 450, 222–228. [Google Scholar] [CrossRef]
- Hirosawa, S.; Hamaoka, T.; Horita, Z.; Lee, S.; Matsuda, K.; Terada, D. Methods for Designing Concurrently Strengthened Severely Deformed Age-Hardenable Aluminum Alloys by Ultrafine-Grained and Precipitation Hardenings. Metall. Mater. Trans. A 2013, 44A, 3921–3933. [Google Scholar] [CrossRef]
- Roven, H.J.; Nesboe, H.; Werenskiold, J.C.; Seibert, T. Mechanical properties of aluminium alloys processed by SPD: Comparison of different alloy systems and possible product areas. Mater. Sci. Eng. A 2005, 410–411, 426–429. [Google Scholar] [CrossRef]
- Mallikarjuna, C.; Shashidhara, S.M.; Mallik, U.S. Evaluation of grain refinement and variation in mechanical properties of equal-channel angular pressed 2014 aluminum alloy. Mater. Des. 2009, 30, 1638–1642. [Google Scholar] [CrossRef]
- Sabirov, I.; Estrin, Y.; Barnett, M.R.; Timokhina, I.; Hodgson, P.D. Enhanced tensile ductility of an ultra-fine-grained aluminum alloy. Scr. Mater. 2008, 58, 163–166. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Murashkin, M.Y.; Bobruk, E.V.; Raab, G.I. Grain refinement and mechanical behavior of the Al Alloy, subjected to the new SPD technique. Mater. Trans. 2009, 50, 87–91. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Gubicza, J.; Czeppe, T.; Lendvai, J.; Xu, C.; Valiev, R.Z.; Langdon, T.G. Developing a strategy for the processing of age-hardenable alloys by ECAP at room temperature. Mater. Sci. Eng. A 2009, 516, 248–252. [Google Scholar] [CrossRef]
- Kim, J.K.; Jeong, H.G.; Hong, S.I.; Kim, Y.S.; Kim, W.J. Effect of aging treatment on heavily deformed microstructure of a 6061 aluminum alloy after equal channel angular pressing. Scr. Mater. 2001, 45, 901–907. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of strength and superplasticity in a 6061 Al alloy processed by equal-channel-angular-pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Wang, Z.C.; Prangnell, P.B. Microstructure refinement and mechanical properties of severely deformed Al-Mg-Li alloys. Mater. Sci. Eng A 2002, 328, 87–97. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Shipilova, K.; Musin, F.; Motohashi, Y. Continuous dynamic recrystallization in an Al-Li-Mg-Sc alloy during equal-channel angular extrusion. Mater. Sci. Eng. 2005, 21, 408–418. [Google Scholar] [CrossRef]
- Musin, F.; Kaibyshev, R.; Motohashi, Y.; Sakuma, T.; Itoh, G. High strain rate superplasticity in an Al-Li-Mg alloy subjected to equal-channel angular extrusion. Mater. Trans. 2002, 43, 2370–2377. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Shipilova, K.; Musin, F.; Motohashi, Y. Continuous dynamic recrystallization in an Al-Li-Mg-Sc alloy during equal-channel angular extrusion. Mater. Sci. Eng. A 2005, 396, 341–351. [Google Scholar] [CrossRef]
- Mogucheva, A.A.; Kaibyshev, R.O. Structure and properties of aluminum alloy 1421 after equal-channel angular pressing and isothermal rolling. Phys. Met. Metall. 2008, 106, 424–433. [Google Scholar] [CrossRef]
- Fridlyander, I.N.; Chuistova, K.V.; Berezina, A.L.; Kolobnev, N.I. Aluminum–Lithium Alloys. Structure and Properties; Naukova Dumka: Kiev, Ukraine, 1992; p. 192. [Google Scholar]
- Lee, S.; Berbon, P.B.; Furukawa, M.; Horita, Z.; Nemoto, M.; Tsenev, N.K.; Valiev, R.Z.; Langdon, T.G. Developing superplastic properties in an aluminum alloy through severe plastic deformation. Mater. Sci. Eng. A 1999, 272, 63–72. [Google Scholar] [CrossRef]
- Kaibyshev, O.A. Superplasticity of Alloys, Intermetallics, and Ceramics; Springer: Berlin, Germany, 1992; p. 149. [Google Scholar]
- Brechet, Y.; Estrin, Y. On the influence of precipitation on the Portevin-Le Chatelier effect. Acta Metall. Mater. 1995, 43, 955–963. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | YS | UTS | YS/UTS | δ | eu |
|---|---|---|---|---|---|
| As-received | 400 | 522 | 0.76 | 14.3 | 13.5 |
| 2 ECAP passes | 329 | 480 | 0.68 | 11.3 | 11.3 |
| 4 ECAP passes | 378 | 490 | 0.77 | 13.1 | 12 |
| 8 ECAP passes | 322 | 451 | 0.71 | 15 | 15 |
| Conditions | YS | UTS | YS/UTS | δ | eu |
|---|---|---|---|---|---|
| As-received | 241 | 398 | 0.6 | 19 | 17 |
| 4 ECAP passes | 228 | 388 | 0.59 | 35 | 34 |
| 8 ECAP passes | 226 | 397 | 0.57 | 29 | 28 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mogucheva, A.; Kaibyshev, R. Microstructure and Mechanical Properties of an Al-Li-Mg-Sc-Zr Alloy Subjected to ECAP. Metals 2016, 6, 254. https://doi.org/10.3390/met6110254
Mogucheva A, Kaibyshev R. Microstructure and Mechanical Properties of an Al-Li-Mg-Sc-Zr Alloy Subjected to ECAP. Metals. 2016; 6(11):254. https://doi.org/10.3390/met6110254
Chicago/Turabian StyleMogucheva, Anna, and Rustam Kaibyshev. 2016. "Microstructure and Mechanical Properties of an Al-Li-Mg-Sc-Zr Alloy Subjected to ECAP" Metals 6, no. 11: 254. https://doi.org/10.3390/met6110254