3.1. Originally Observed Channel Structures
For the original series of experiments, in general after about 30 min, the beam was switched off. As the aim of that original experimental series [
5] was to produce nanopowders, attention was not paid to the target ingot. Thus multiple copper synthesis experiments were performed on the same ingot without it being removed from the crucible. Copper was occasionally added to the crucible to replenish the evaporated copper. After the experimental series, the graphite crucible with the copper was removed from the apparatus and kept in storage. It was only after 5 years, during which time different experiments were performed at the facility, that the graphite crucible was needed again and that the copper ingot was removed and the channel structures were first observed. The copper ingot weighed 3.3 kg and was 60 mm in height. Unfortunately, the exact conditions originally used are unknown and some minor modification have been made to the facility during that time.
Figure 2a,b show a side view and a top view of the ingot. The ingot was a slightly conical shape with a top diameter of ~95 mm and a lower diameter of ~88 mm. There was an azimuthal ripple nonuniformity around the perimeter of the ingot with wavelength of about 15 mm and an amplitude of about 1 mm.
Figure 2c,d show the channel structures found to form on the bottom of the ingot. The cavities were semi-regularly spaced with the channel structure diameters being about 5 mm. Furthermore, the channel structures seemed to be arranged as two concentric circles. The depth of the channels varied as indicated in
Figure 2d. They had a conical shape; tapering from the bottom up. Although it is a common occurrence for some small holes to form in the process of casting a material, the regularity and depth of the channel structures was surprising and the main point of interest; prompting further investigations into their formation.
Figure 2.
Original copper ingot with channel structures formed after copper nanoparticle synthesis experiments using electron beam evaporation. (a) Side view; (b) top view; (c) side-bottom view; and (d) bottom view with the channel structure depths labeled in mm.
3.2. Structures Observed with Varied Parameters
When the reactor was opened, for both gas configurations and copper grades, the copper ingot was observed to be solidified, although still hot with a bright orange-red color. After cooled to room temperature, the top surface and side surfaces of the samples were predominantly black in color due to oxidation of the hot copper surface (as in
Figure 2a,b).
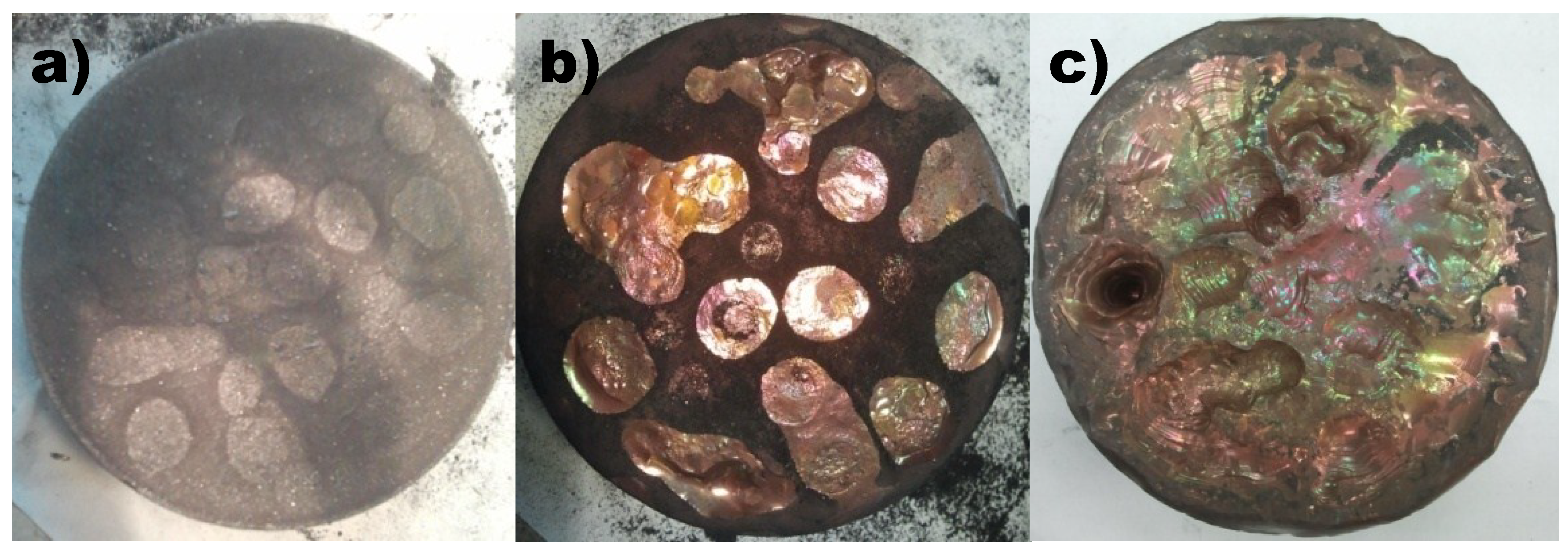
After experimental runs with the “open” gas flow configuration, the bottom surface of the ingots were mostly black in color (which may be due to contact with the graphite crucible or oxidation) with some copper-colored round spots. Hardly any indentation into the body of the ingot was observed (
Figure 3a). The spot sizes approximately correspond with the size and shape of the channel structures formed in the ingot shown in
Figure 2; thus appearing to be related to the vertical channel structures. On the sides of the ingot, some streaks of a slightly lighter black were observed to extend vertically—most noticeably from where the spots on the bottom of the ingot touched the edge of the bottom surface. Similar ingots were obtained from M0 and M1 copper. When a “closed” gas flow configuration was used, which can solidify the upper portion of the copper melt faster due to the higher achievable flow rates, for M0 copper (
Figure 3b), a similar ingot to the ones obtained with the “open” gas flow configuration was obtained although a few very shallow indentations were present. For M1 copper in the “closed gas flow configuration (
Figure 3c), some shallow channels formed with some occasional deeper channels although the distribution of channels was uneven.
Figure 3.
(a) M1 copper ingot formed after electron beam evaporation experiments using an “open” gas flow configuration (low speed cooling); (b) M0 copper from a “closed” gas flow configuration (high speed cooling) and (c) M1 copper from the “closed” gas flow configuration.
Copper oxide in copper ingots can be identified through microscopic analysis by dark grey-blue specks inside copper [
6,
7]. These copper oxides can be distributed within the samples randomly as discreet specs (usually formed when the copper solid is formed through deformation) or be concentrated along the grain boundaries of copper as a Cu + Cu
2O eutectic (Usually formed when the copper solid if formed through the crystallization of a melt) [
6,
8]. The microstructures of the M0 and M1 copper ingots were observed optically by cutting cross-sections from the samples and smoothing and polishing them. The microstructure of the as-received M1 and M0 samples before being exposed to the electron beam are shown in Figure S1. In these samples, the copper oxide specs are randomly distributed; with the concentration of specs being higher in M1 copper compared to M0 copper.
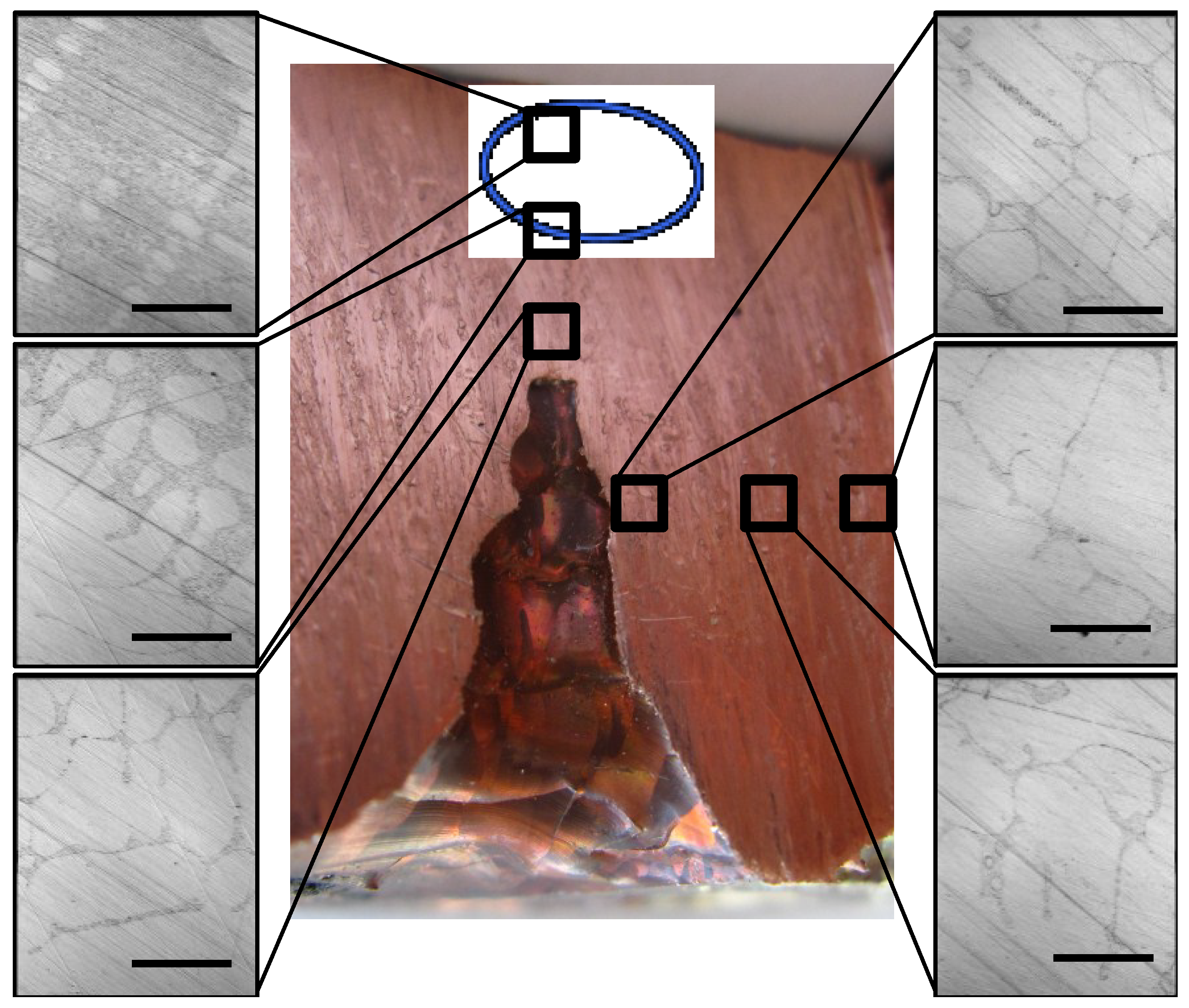
Figure 4 shows a cross-section on a M1 “closed” ingot through a large channel structure and the micrographs of various regions of the cross-section. A more detailed view of the microstructure distribution in the cross-section sample is shown in Figure S2 with panoramic micrograph scans across the sample. From the optical micrographs, it is observed that after the M1 sample is evaporated with the electron beam, the ingot recrystallizes with the copper oxides redistributed to the grain boundaries of the copper (seen as web-like structures) as a eutectic phase [
6]. Metallographic analysis of this microstructure revealed an oxygen content of 0.06%; greater than the <0.01% oxygen content in the untreated M1 copper. An interesting area was found above the tip of the channel structure and near the top surface of the ingot (indicated with a blue circle in
Figure 4). In this area, the copper oxide eutectic phase dominates over the copper phase and has an oxygen concentration of 0.15%. The region is about 8.5 mm above the tip of the channel structure, is biased more towards the central region of the ingot (where the electron beam would hit), and is about 6 mm in width and 2.5 mm in height. This type of region was observed over other holes as well. Another example can be seen above a shallower channel structure in Figures S3 and S4. Over this channel structure, the region of high copper oxide concentration was about 10.5 mm above the tip of the channel structure, also biased towards the central region of the ingot, and 6 mm in width and 1 mm in height. Thus, it seems these hypereutectic regions are linked to the location and depth of the channel structures as well as to the location of the area directly heated by the electron beam. It was also observed that next to the crucible-copper interface and upper surface of the copper, a large concentration of non-metallic inclusions were present. Near the base of the channel structures and from the tip towards the hypereutectic region, some non-metallic inclusions were observed.
Figure 4.
Photograph of a cross section of a channel in a M1 copper ingot from the “closed” gas flow configuration. The top of the image is where the ingot would be exposed to the electron beam and copper vapors would evolve from during the copper nanoparticle synthesis experiments. The bottom of the image shows the bottom of the copper ingot which would be touching the graphite crucible during the copper nanoparticle synthesis experiment. The right-hand side approaches the central region of the ingot while the left-hand side approaches the outer edge of the ingot. Optical microscopy images (100×, scale bars = 425 µm) obtained from various regions of the sample are shown in the insets and reveal the copper oxide distribution within the sample. The blue circled region represents the approximate location of the high concentration of copper oxides.
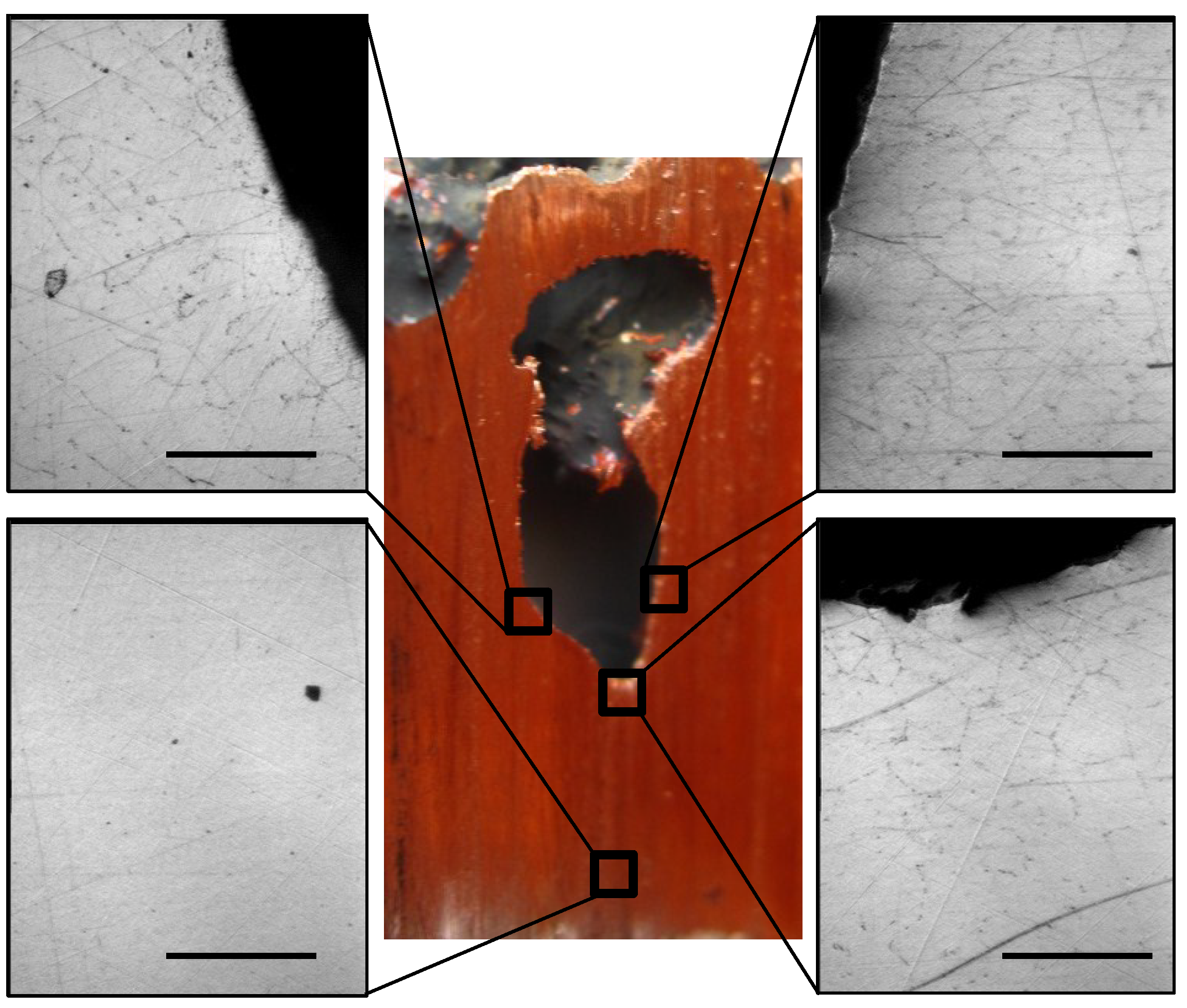
When a M0 “closed” samples was cut near the central region, a void was found near the upper surface of the ingot (
Figure 5). While for the most part, the void was contained inside the ingot, there was a small hole connecting it to the outside atmosphere—also demonstrated by the black color of the surface of the void. The microstructure of the M0 copper after being evaporated with an electron beam appeared unchanged from the microstructure of the as-received M0 copper; although the oxygen concentration increased to 0.03% from <0.01%. However, around the void, the web-like concentration of copper oxides on the grain boundaries of copper was observed which extended for about a mm from the surface of the void (more detail of the microstructure distribution around the void can be seen in Figure S5). These areas had the same oxygen content of 0.06% as the web-like regions in the M1 copper from the “closed” configuration.
Figure 5.
Photograph of a cross section of a M0 copper ingot from the “closed” gas flow configuration in which a void was found near the center of the upper surface of the ingot. The top of the image is the top surface of the sample. Optical microscopy images (100×, scale bars = 425 µm) obtained from various regions of the sample are shown in the insets and reveal the copper oxide distribution within the sample.
Additional experiments were conducted using different conditions. One experiment was conducted by filling shavings of M1 copper into a crucible then irradiating for 5 min at 5 mA then 5 min at 7 mA in the “open” gas configuration. The obtained ingot is shown in Figure S6. In Figure S6a, the area of the ingot which was hit by the electron beam can clearly be seen; the melted copper solidified as a thin block on the bottom of the crucible. The bottom surface of the block (Figure S6b) contained small indents near the center of the block. Thus it seems that even in thin layers of copper, the channel structures can form. A graphite lid was then placed on the graphite crucible which covered areas not hit by the electron beam. The ingot in Figure S6 was irradiated further for 20 min at 7 mA. The resulting ingot possessed wider shallow channels on the bottom as well as some indents on the side surface of the ingot (Figure S7). The indents on the side surfaces had a slight curvature towards the upper surface of the ingot.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





