
Microstructure Characterization and Mechanical Property of the GH4065A Superalloy Inertia Friction Welded Joints


1
School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China
2
High Temperature Materials Research Division, Central Iron & Steel Research Institute, Beijing 100081, China
*
Author to whom correspondence should be addressed.
Metals 2022, 12(8), 1390; https://doi.org/10.3390/met12081390
Submission received: 12 July 2022
/
Revised: 7 August 2022
/
Accepted: 17 August 2022
/
Published: 22 August 2022
(This article belongs to the Special Issue Characterization and Processing Technology of Superalloys)
Abstract
:Structural characteristics and design requirements for the integration of the integral rotor and disc shaft of the engine, the welding quality, and mechanical properties of superalloy weldments have received more and more attention in recent years. Inertia friction welding (IFW) was carried out with the typical fiber structure of the solid solution GH4065A alloy as the research object, the microstructure evolution rules of the plastic deformation zone (PDMZ), the thermally affected zone (TMAZ), and the welding zone (WZ) were studied, and the formation mechanism of metallurgical joints was explored. The size difference of the γ′ phase at the grain boundary and in the fiber structure was revealed. The reason is that the γ′ phase located at the grain boundary has lower diffusion activation energy and higher diffusion rate. The microhardness and tensile properties of the IFW joints were explored, the study found that the microhardness of the TAMZ is the highest, followed by the PDMZ and the WZ. The tensile test results show that with the increase in temperature, the fracture position shifts from the BM to the WZ, the microstructure at the fracture changed significantly, and the yield strength decreased from 1372 to 1085 MPa.
1. Introduction
GH4065A nickel-based superalloy is optimized on the basis of René88DT alloy composition. The alloy is similar in composition to the American René65 alloy. GH4065A superalloy is a new type of γ′ precipitation-strengthened deformed superalloy that can be used for a long time at 750 °C, its comprehensive mechanical properties are comparable to the second-generation powder superalloys, but the manufacturing cost is only half, excellent mechanical properties and relatively low manufacturing cost make it attract much attention in the development of engine models [1,2,3]. Authoritative agencies predict that nickel-based deformed superalloys will be expected to become the backbone of high-temperature structural materials for a new generation of aero-engines [4,5,6,7]. GH4065A alloy inertia friction weldment has a harsh service environment and complex temperature and stress conditions, which puts forward extremely high requirements on the welding quality and mechanical properties of the alloy IFW joints [8,9,10]. Therefore, the research on the formation process and microstructure evolution of nickel-based deformed superalloy IFW joints has important engineering value and theoretical significance for optimizing process parameters, improving joint quality, and revealing joint formation mechanism [11,12]. From the perspective of practical application, the research has important guiding significance for the connection between the rotor and the disk shaft of an aerospace engine, which can be applied to disk-disk connection, disk-shaft connection, blisk connection, etc.
In the process of IFW, work hardening, and dynamic softening occur in the high-temperature zone of friction under the thermal-mechanical coupling [13,14,15]. Due to the special severe plastic deformation of torsional extrusion applied by IFW, the deformation effect and temperature conditions near the IFW joints are significantly different [16,17]. At present, in view of the structural characteristics and design requirements of the integrated rotor and disk shaft of the engine, the key technical problems, such as disk connection, disk shaft connection, and leaf disk connection, need to be solved urgently [18,19,20]. Ding et al. [21] studied the microstructure and mechanical properties of the IFW joint of nickel-based superalloy K418 and 42CrMo. The study found that element diffusion promoted the metallurgical bonding of the joint. When the flywheel energy reached 50.6 kj the joint was divided into two zones, the interface friction bonding layer and the diffusion layer. Tiley et al. [22] studied the strengthening mechanism of LHSR (Low Solvus High Refractory alloy) nickel-based superalloy IFW joints. The study found that it is necessary to control the temperature and deformation of the joint to improve the strength of the joint, and the increase of the joint strength mainly depends on the refinement of the size of the γ′ phase and the re-precipitation of the fine γ′ phase. Huang et al. [23] characterized the microstructure of WZ of a superalloy and found that the WZ formed a uniform and fine grain structure, the grain boundary was smooth, and a small number of carbides and borides were precipitated, and there was also a single peak γ′ phase precipitation. At present, the key problems, such as metal flow rules, microstructure evolution rules, and forming mechanism of metallurgical bonding joints during severe deformation due to friction and twisting, are still unclear. Due to the extremely harsh operating environment of GH4065A alloy, the inertia friction welding weldment has a significant impact on the microstructure of different zones of the weldment under the action of thermal-mechanical coupling. Therefore, the article focuses on the deformation of Ni-based high-temperature alloy IFW near joint organization evolution rules research. The article, following the PDMA, TMAZ, and WZ microstructure characterization analysis combined with the characteristics of IFW process and implementation process, explores the deformation of Ni-based superalloy organization evolution rules of IFW process. Based on the microstructure characteristics of GH4065A alloy, a continuous and dynamic microstructure change process can be clearly observed. Furthermore, the microstructure changes of the alloy under different process parameters can be observed more intuitively. The mechanical properties of welded joints can be indirectly judged by using the microstructure characteristics, and then the process parameters can be reversed based on the properties and microstructures so as to facilitate the subsequent optimization of process parameters. The tensile properties and fracture morphology at different temperatures were analyzed, the microstructure and fracture morphology at the fracture location of the weldment were explored, and the effects of temperature on yield strength and tensile strength were obtained. In addition, the microhardness distribution of the alloy joints at RT was analyzed.
2. Materials and Methods
The raw materials for the experiment were forged fine-grained GH4065A Ni-based deformed superalloys provided by Center Iron and Steel Research Institute. The nominal chemical composition (wt.%) is shown in Table 1. The weldment was machined as hollow bars with an outer diameter of φ60 mm, an inner diameter of φ28 mm, and a shaft length of 100 mm. The weldment was treated with aging, and the surface of the weldment was cleaned with acetone and then welded. The HWI-IFW-130 axial/radial inertia friction welder independently developed by Harbin Welding Research Institute Co. Ltd. was used for welding experiments. The welding parameters are shown in Table 2. The welded joints of GH4065A alloy were strengthened by vacuum heat treatment furnace WZDT-65H after welding. The heat treatment condition was 550 °C + 15 h, 700 °C holding 8 h, and the cooling mode was furnace cooling (FC). After heat treatment, the inside and outside edges of the welded parts were cut, and the welded joints were cleaned with acetone, and then fluorescent flaw detection was carried out to ensure that there were no defects on the inside and outside surfaces of the weldment.
The specimens with a size of 16 × 16 mm were obtained from the radial position of the welded joints center and were characterized by an optical microscope (OM). The samples were etched in a solution of HCL (10 mL) + C2H5OH (10 mL) + CuCl2 (2 g). The specimens for scanning electron microscope (SEM) examination were prepared first by mechanical polishing, then followed by electro-polishing in a mixture of H2SO4 (45%) + HNO3 (42%) + H3PO4 (13%) under the voltage of 4 V for 4 s at RT. The specimens for electron backscatter diffraction (EBSD) examination were prepared first by mechanical polishing, then followed by electro-polishing in a mixture of HClO4 (6 mL) + CH3(CH2)3OH (34 mL) + CH3OH (60 mL) under the voltage of 20 V for 10 s at RT.
The hardness test experiment adopts THV-1D hardness tester to measure the microhardness of different zones of welded joints with the weld as the center. The microhardness test dot parameters are shown in Table 3. Tensile experiments were carried out on the mechanical properties of the plate samples using RDL100 equipment. The tensile test parameters are: The temperatures are RT and 750 °C, the strain rate is 0.001 mm/s, and the holding time is 10 min.
3. Results and Discussion
3.1. Macro- and Microstructure Characteristics of Joint
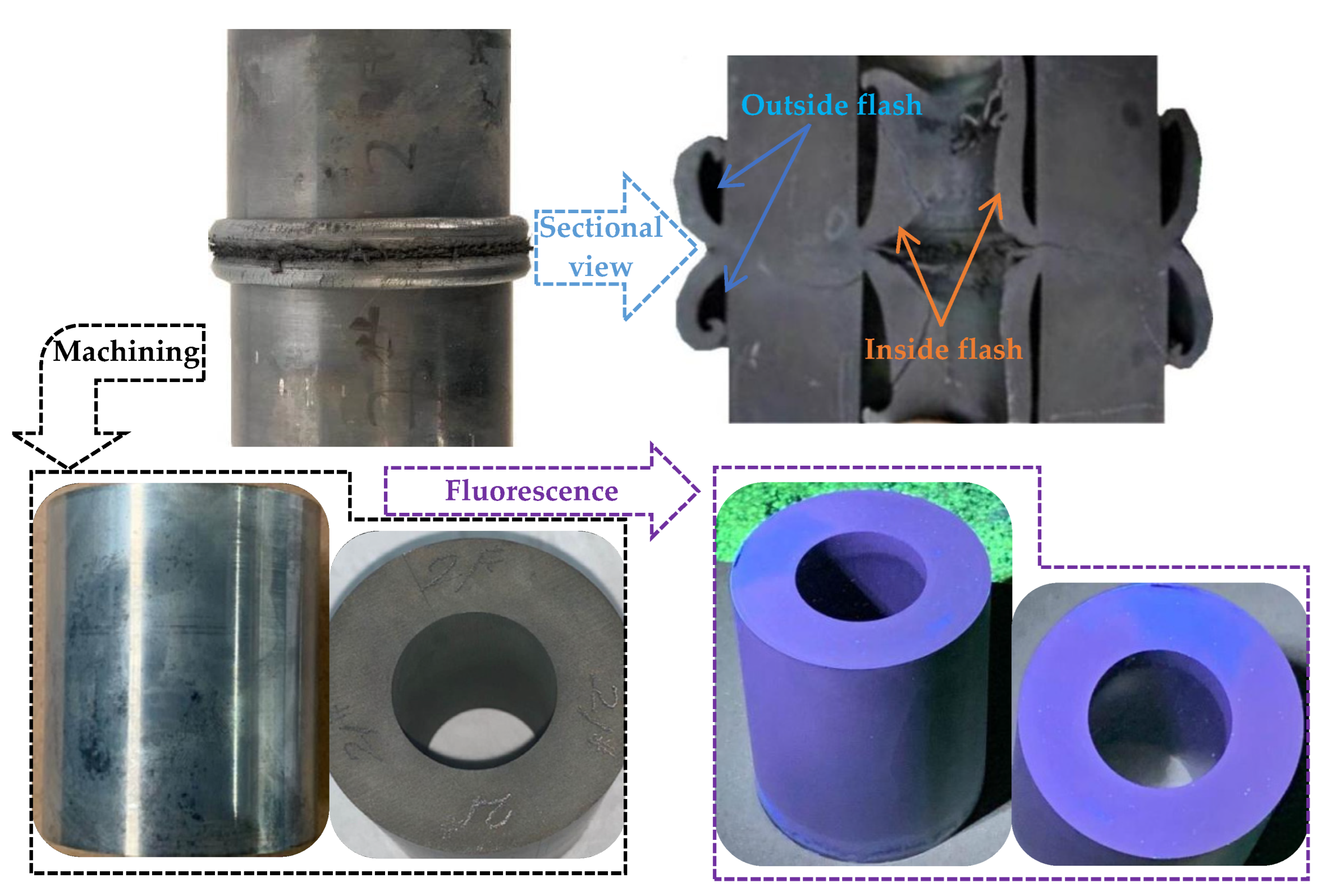
GH4065A alloy IFW joints had complete flash, the outside flash was turned 0.2 mm, the inside flash was turned 1.5 mm. The fluorescent flaw detection results after acetone cleaning showed that the joint had no cracks, as shown in Figure 1.
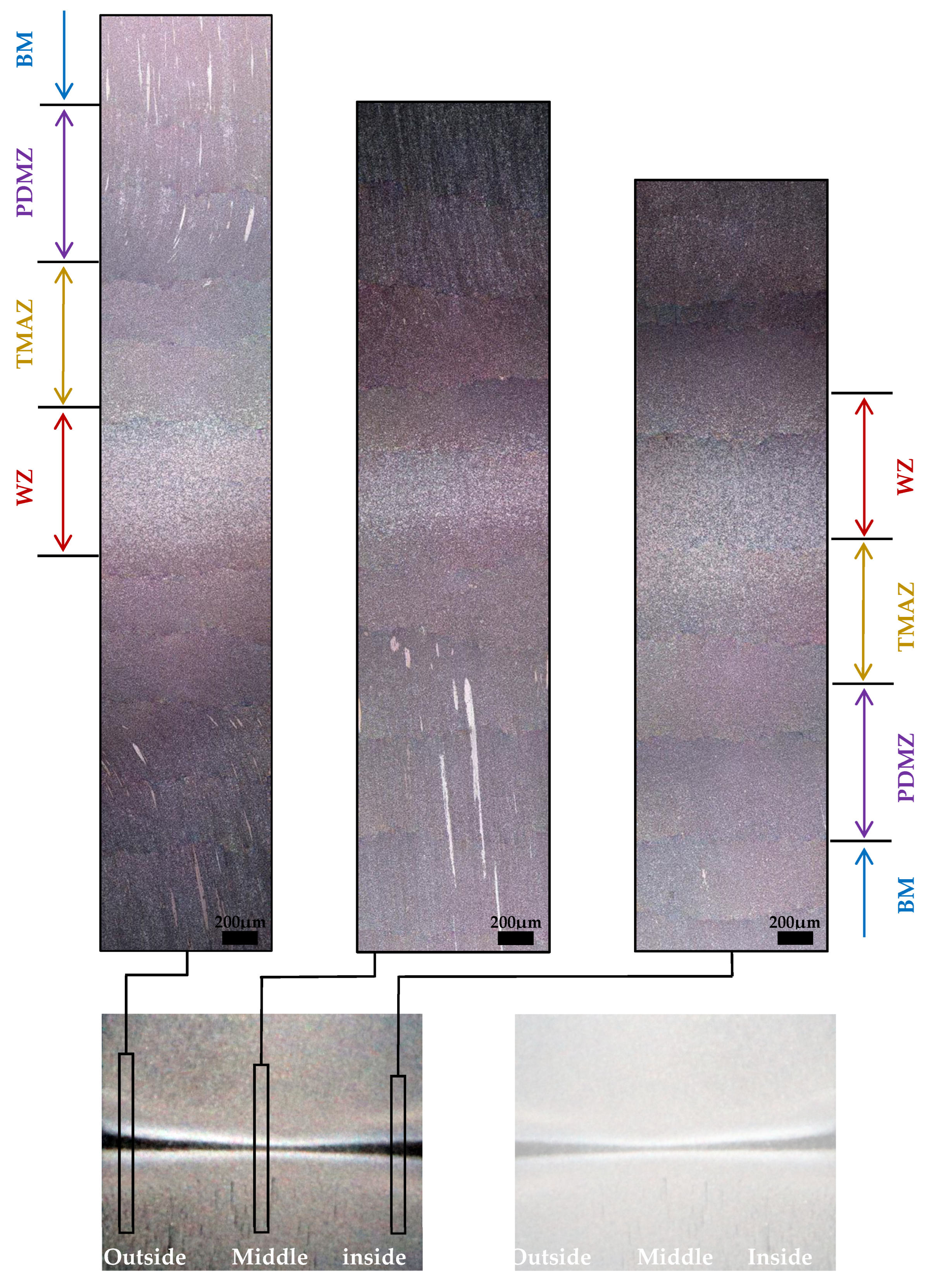
The typical microstructure of the GH4065A alloy IFW joints is shown in Figure 2. The PDMZ has strong torsional deformation, and the “fiber tissue” on the outside has obvious rheological behavior. The middle position is mainly affected by three-dimensional compressive stress, and the torsional flow is limited, so the central “fibrous tissue” does not bend significantly. The inner temperature is the highest, and due to the influence of dislocation accumulation, the “fibrous structure” has undergone DRX and transformed into equiaxed recrystallized grains. The width of the TMAZ is about several hundred of microns, and its structural characteristics are obviously different from the PDMZ and the WZ, which fully shows that the TMAZ is subjected to high-temperature influence while twisting and deformation occurs, and DRX occurs to obtain fine equiaxed grains. The grain size in the WZ is significantly larger than that in the TMAZ. This characteristic shows that the WZ has completely DRX under the combined action of continuous input thermal friction and severe plastic deformation, which also shows that the temperature of the WZ is likely to be higher than the dissolution temperature of the γ′ phase, while the PDMZ and the TMAZ may be lower than the dissolution temperature of the γ′ phase.
3.2. Characterization and Analysis of Joint γ′ Phase
3.2.1. γ′ Phase Morphology in the Base Metal (BM)
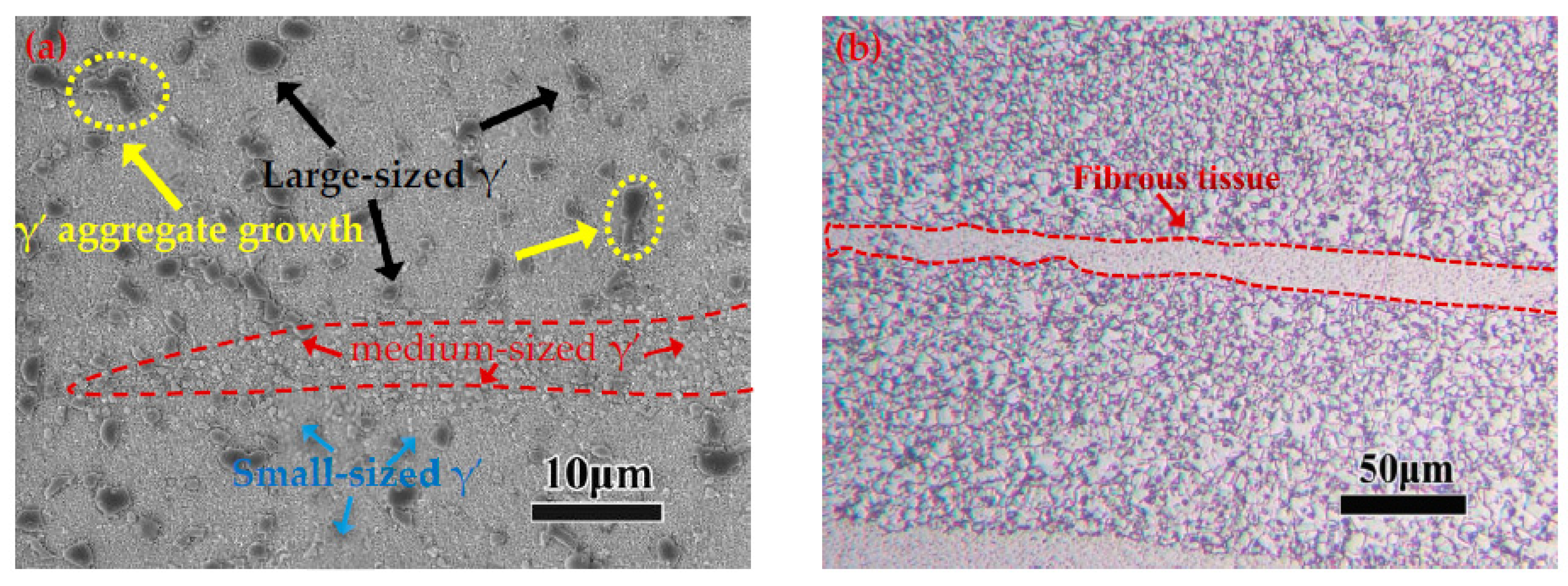
The dissolution temperature of γ′ phase of GH4065A superalloy is about 1119 °C [24]. The thermal processing path significantly affects the shape, size, and distribution of the γ′ phase. The typical γ′ phase morphology in the GH4065A alloy fiber structure is shown in Figure 3. The γ′ phase at different positions is divided into three sizes, the large-sized γ′ phase with an equivalent diameter of 2–5 μm, the medium-sized γ′ phase with an equivalent diameter of 1 to 2 μm, and the dispersed 15 nm small-sized γ′ phase. The large-sized γ′ phase is irregular and massive and is mostly distributed at the grain boundaries of DRX. The medium-sized γ′ phase is also irregularly massive, mainly distributed in the unrecrystallized zones. The small-sized γ′ phase is mostly dice-shaped and nearly spherical, dispersed in the recrystallized equiaxed and non-recrystallized zones.
For polycrystals, the arrangement of atoms at the grain boundary is more dispersed and in a higher energy state because it has lower diffusion activation energy and higher diffusion rate. The research shows that the grain boundary diffusion coefficient is several orders of magnitude higher than the bulk diffusion coefficient [24,25], which explains the phenomenon that the size of the γ′ phase in the non-dynamically recrystallized zones is much smaller than that of the γ′ phase in the recrystallized zones in Figure 3a. It should be noted that according to the Ostwald ripening theory [26,27], there is a critical dimension γ′lim for the coarsening of the γ′ phase, which depends on the content of the elements forming the γ′ phase in the alloy. There is another mechanism for the coarsening of the γ′ phase, that is γ′ gather and grow [28,29,30], as shown in Figure 3a yellow line circles.
3.2.2. Morphology of the γ′ Phase at the Joint
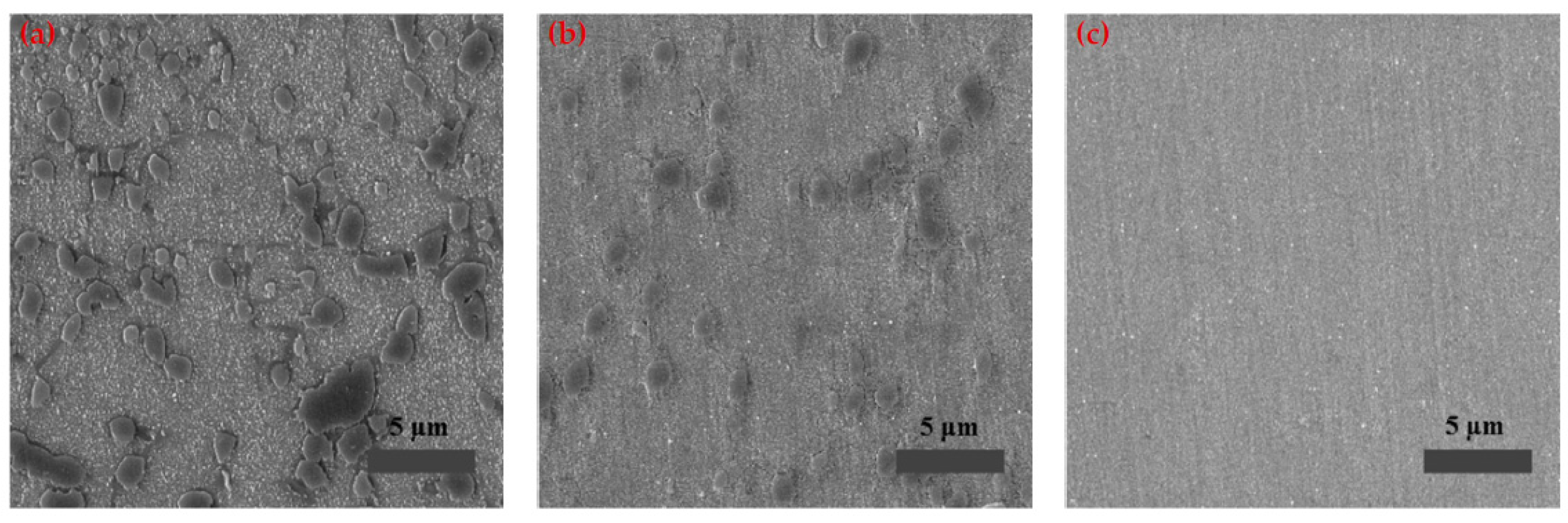
The morphology of γ′ phase in the PDMZ, TMAZ, and WZ of GH4065A IFW joints is shown in Figure 4. It can be seen from the figure that there are large-sized γ′ phase, medium-sized γ′ phase and small-sized γ′ phase in the PDMZ, the large-sized γ′ phase in the TMAZ is significantly reduced, and the small-sized γ′ phase is dispersed in the WZ. Combined with the microstructure evolution process of the PDMZ, TMAZ, and WZ, it can be determined that the recrystallization nucleation and grain growth are affected by the γ′ phase.
The large-sized γ′ phase at the initial grain boundary can be broken and refined under severe plastic deformation and can provide nucleation sites for recrystallization. When the grain boundary large-sized γ′ phase-induced recrystallization occurs, the forming elements diffuse into the dislocation entanglement zones of new grains. With the continuous dislocation motion and recrystallization process, the grain boundary large-sized γ′ phase is significantly refined. It should be noted that temperature is also an important factor affecting the content of the γ′ phase. As the temperature of the PDMZ, TMAZ, and WZ gradually increases, the dissolution of the γ′ phase becomes more and more serious, then the content decreases, and the pinning effect is weakened, which promotes the nucleation and growth of crystals.
3.3. Research on Joint Formation Mechanism
Dynamic Softening Behavior of Joints
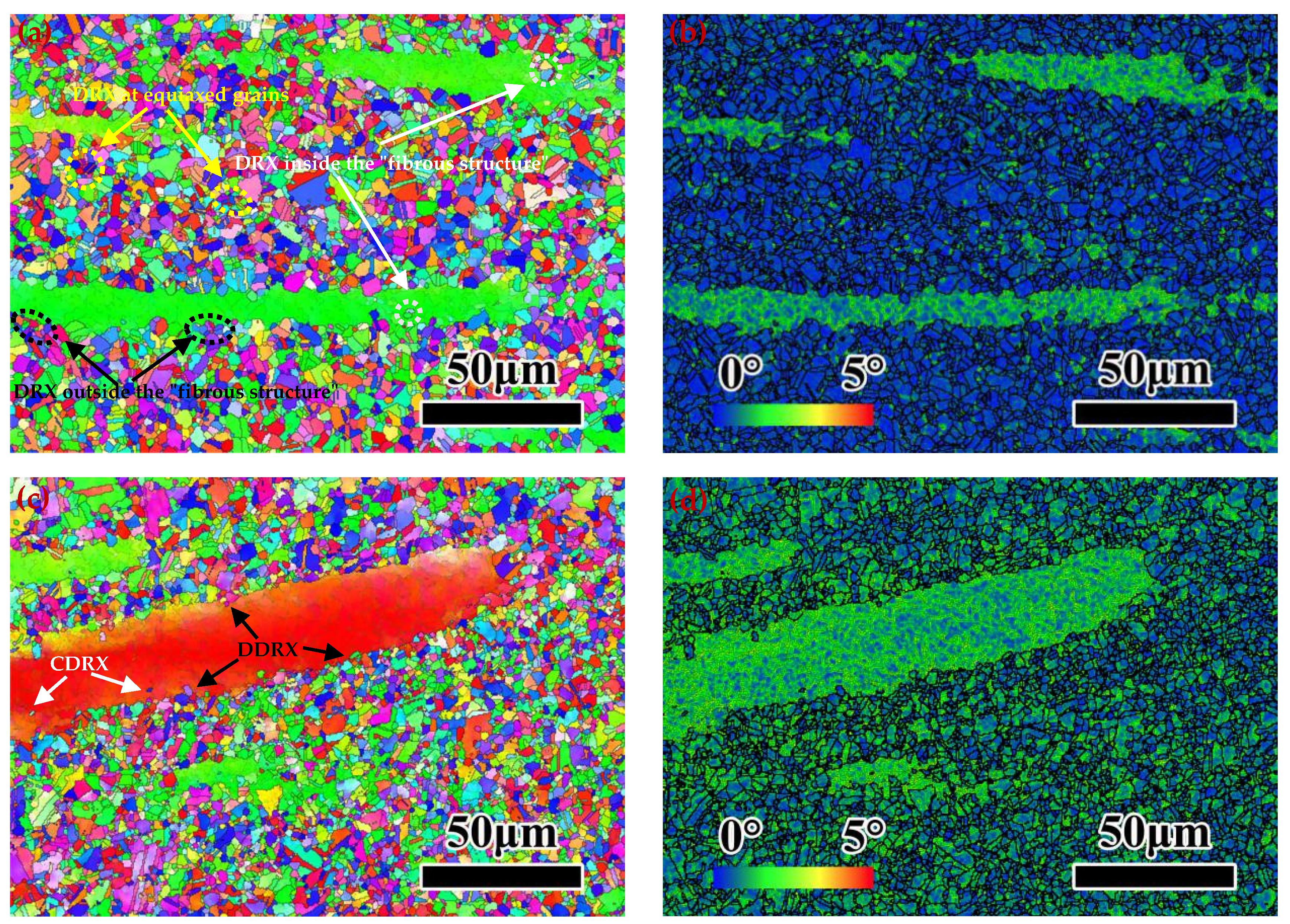
Taking the solid solution welded joints as the research object, the influence of IFW process on the grain orientation and DRX behavior of each zone of the joints were researched and analyzed by EBSD technology. Figure 5a shows the microstructure of the BM of GH4065A alloy. It can be seen that there is an obvious “fiber structure” in the BM, which is the residual deformed grains that have not completed DRX. Its special morphology is conducive to the observation of each typical zone of the joint. According to statistics, the long-axis length of the elongated grains in the BM is about 400 μm, and the short-axis length is about 16 μm. According to the corresponding kernel average misorientation (KAM), it can be determined that there is large dislocation density and a large number of small angle grain boundaries in the long strip grain. This is mainly related to dynamic recovery (DRV), in which the dislocations are fully activated, and edge dislocations of the same size climb and polygonalize in the direction perpendicular to the slip plane and form small-angle subgrains within the grain. In addition, in the KAM diagram, it can also be observed that the subgrains with a large difference in the orientation of the subgrains inside the “fibrous structure” grains and the surrounding subgrain “break away” from the “fibrous structure” matrix to form large-angle recrystallization nuclei, as shown by the black circles in Figure 5a. Recrystallization nucleation can also be observed inside the elongated grains and at the interface of the equiaxed grains, as shown by the white and yellow circles in Figure 5a. The above phenomenon shows that there is a large deformation storage energy inside the “fibrous structure”, and it is easy to recrystallize first, nucleate and grow into new equiaxed grains when the temperature conditions are satisfied [31].
During the IFW process of GH4065A alloy, the strain in the PDMZ is small, which is not enough to fully activate DRX. However, the “fibrous tissue” can initiate recrystallization and nucleation under the action of the temperature field because of its high residual deformation storage energy. As shown by the white arrows in Figure 5c, a small amount of HAGBs have been formed inside the elongated grains. This phenomenon is associated with the transformation of LAGBs into HAGBs due to subgrain rotation, resulting in the generation of new CDRX grains. As shown by the black arrows in Figure 5c, part of the grain boundary bowing can be observed inside the “fibrous tissue”, which is a typical DDRX nucleation feature. In addition, the overall dislocation density distribution in this region is also affected by the distribution of the temperature field. Comparing Figure 5b,d, it can be seen that the KAM value of the PDMZ is significantly higher than that of the BM. This is mainly because the PDMZ is affected by the deformation heat, which softens the metal and causes obvious plastic deformation. In Figure 5d, the KAM value shows a decreasing trend from left to right, which is mainly because the temperature gradually increases as the distance from the WZ gradually decreases, and the softening mechanism of DRV is gradually enhanced.
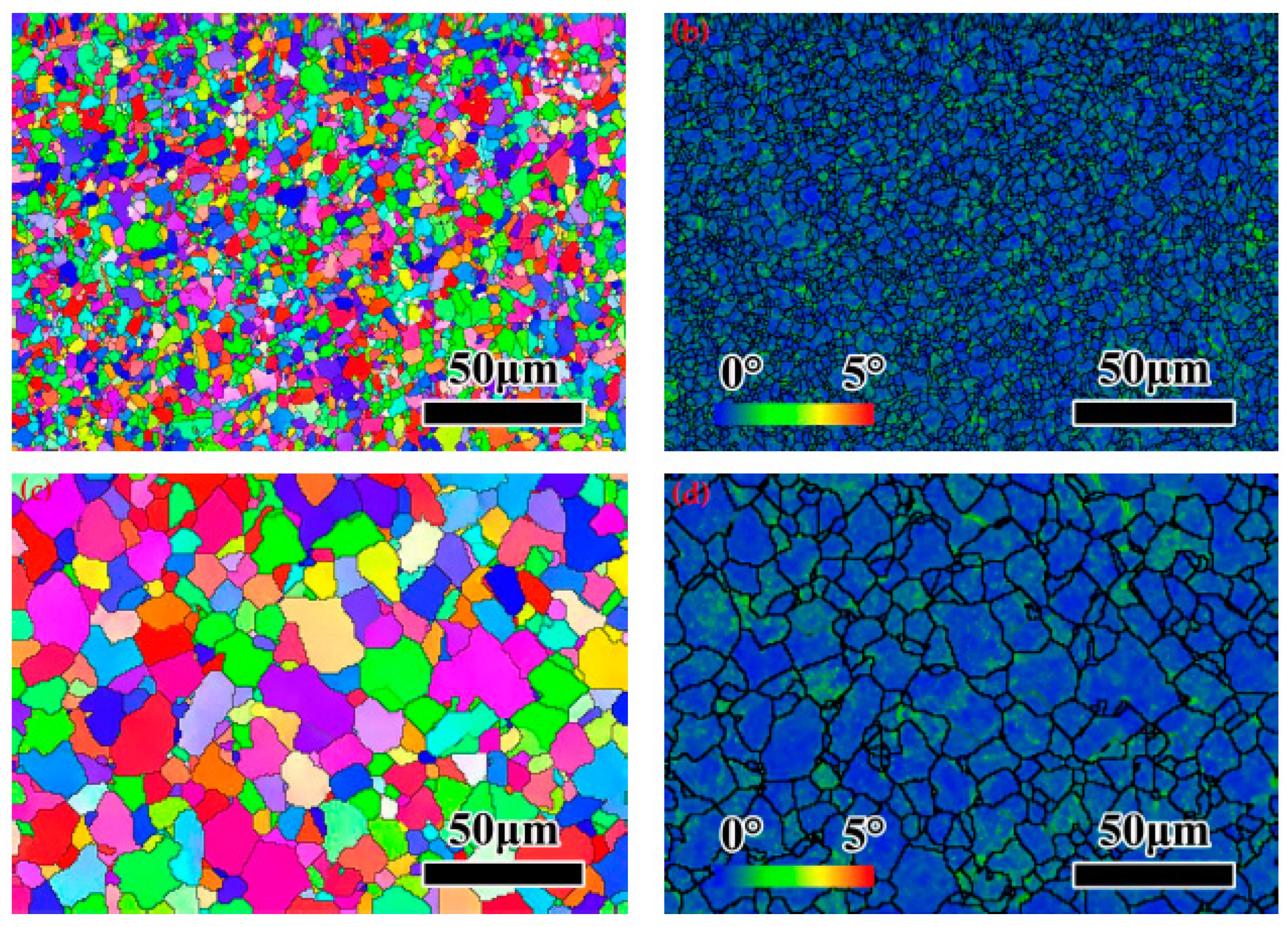
Figure 6a,b shows the IPF and KAM maps of the TMAZ of the GH4065A alloy. Due to the increase in temperature, the plastic flow of the metal is more sufficient, and the dynamic softening mechanism is fully activated, which promotes the complete DRX of the “fibrous structure” and the original equiaxed grain structure to form a new undistorted equiaxed fine grain, the average grain size reaches 3.9 μm. Figure 6c,d shows the IPF and KAM maps of the WZ. The metal plastic deformation in the zone is higher, the thermal influence caused by high temperature is more severe, and the strengthening phase in the WZ is basically completely dissolved [15,32]. As a result, the grain boundary migration rate is gradually accelerated, and the newly recrystallized grains grow rapidly and coarsen. The average grain size reaches 10.16 μm.
3.4. Analysis of Mechanical Properties of GH4065A Alloy IFW Joints
Joint Microhardness
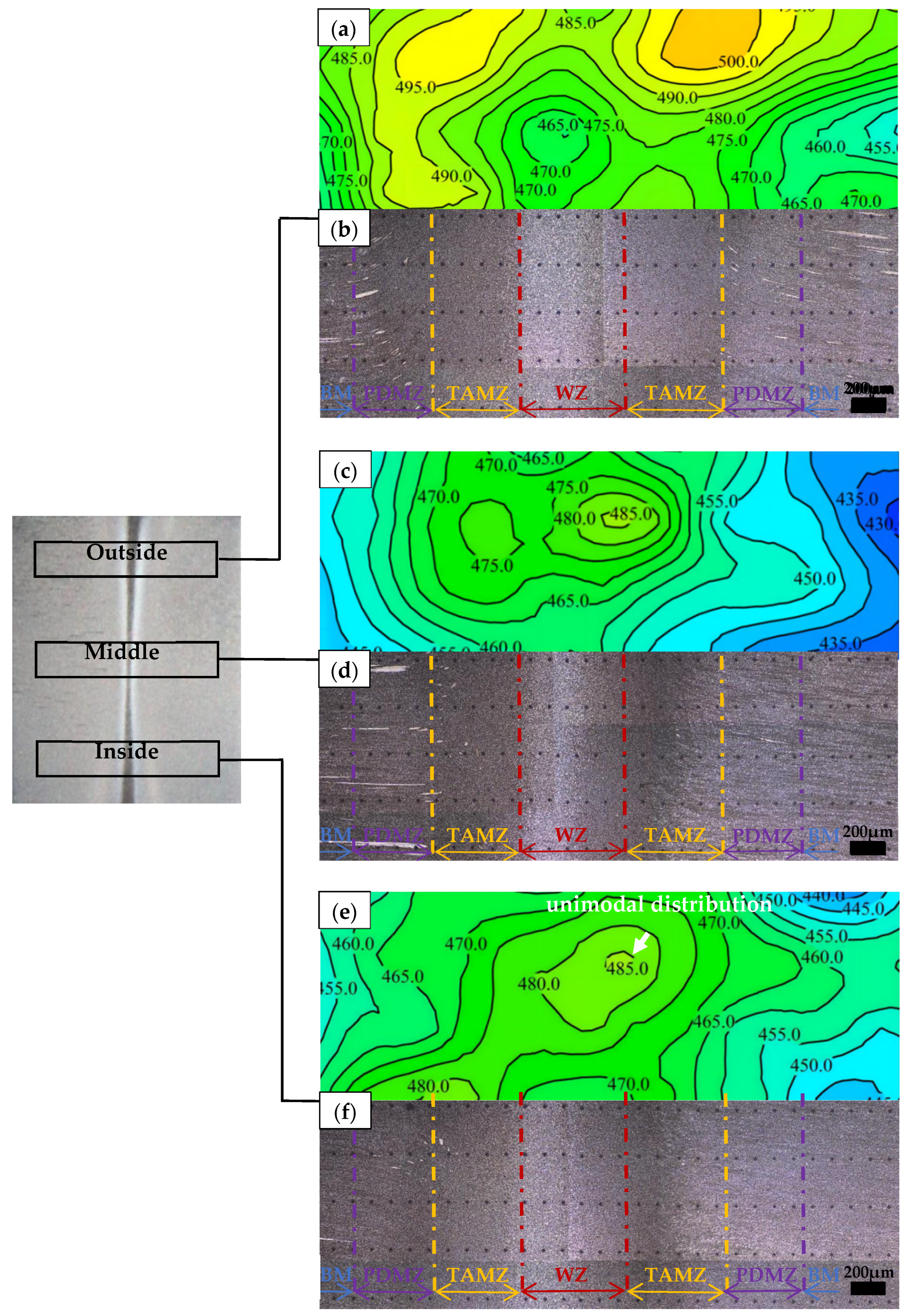
In order to understand the influence of the change of the microstructure of the joint on the mechanical properties, the microhardness and tensile mechanical properties experiments of the welded joints were carried out, respectively. Figure 7 shows the contour map of the microhardness value at the solid solution GH4065A IFW joint. The test zones are located on the outside, middle, and inside of the IFW joint, and each part completely covers the BM, PDMZ, TMAZ, and WZ. Figure 7a,b shows that there are obvious microhardness peaks in the TAMZ on both sides of the weld closer to the outer direction, while the microhardness of the WZ, the PDMZ on both sides, and the BM is lower. Figure 7c,d shows that the microhardness is lower than the hardness value of the corresponding area on the outside, and its distribution pattern and changing rules are quite different from those on the outside, but the microhardness peak is still located in the TMAZ of the joint. Figure 7e,f shows, compared with the outer and middle zones, the most obvious change in the microhardness distribution here lies in its unimodal distribution, as indicated by the white arrow.
Previous studies have shown that the microstructure of the TMAZ of the solid solution GH4065A alloy IFW joint is equiaxed fine grains with different orientations, and the average grain size is only 3.90 μm, the higher number of grain boundaries per unit area results in a higher microhardness here. The microstructure of the PDMZ is mainly composed of small equiaxed crystals and a small amount of residual fibrous structure, and the average grain size of the equiaxed crystals is about 6.12 μm. At the same time, the EBSD characterization results confirmed that the KAM value in the microstructure is higher in this region due to plastic deformation, that is, the dislocation density is higher, resulting in the work hardening effect (Figure 5d), the combined effect of these two factors makes the microhardness of this region second only to the TMAZ with extremely small average grain size. The larger deformation and higher temperature in the WZ lead to obvious coarsening of the newly formed DRX grains, with an average grain size of 10.16 μm, so its microhardness is lower than that of the TMAZ. In addition, the average grain size of equiaxed crystals in the BM is about 5.67 μm, but there is a large number of fibrous structures in the BM, and the average long axis size can reach 400 μm and the grain boundary strengthening effect is relatively weak. At the same time, the temperature field generated by frictional deformation heat has a limited range, so it is difficult to produce obvious plastic deformation, and it is difficult to produce obvious work hardening in the BM. The above two factors work together to cause the microhardness of the BM to be the lowest in the four typical areas of the solid solution GH4065A alloy joint. In conclusion, the microhardness values of the solid solution GH4065A alloy IFW joints in each area are significantly different on the outside, middle, and inside of the joint. The hardness of the TMAZ outside the joint has the most significant increase (about 60 HV) compared to the hardness of the BM. The hardness value of the PDMZ in the middle of the joint (about 450 HV) and the hardness value of the BM (about 435 HV) have little difference (5.56%). The PDMZ (460–475 HV) on the outside and inside of the joint is also greatly improved compared to the BM. The reason for the above phenomena is the difference in metal plastic flow on the outside, center, and inside of GH4065A alloy hollow bar during the IFW process, as well as the difference in microstructure after welding caused by the difference in cooling rate after welding.
3.5. Tensile Failure Analysis of Joints
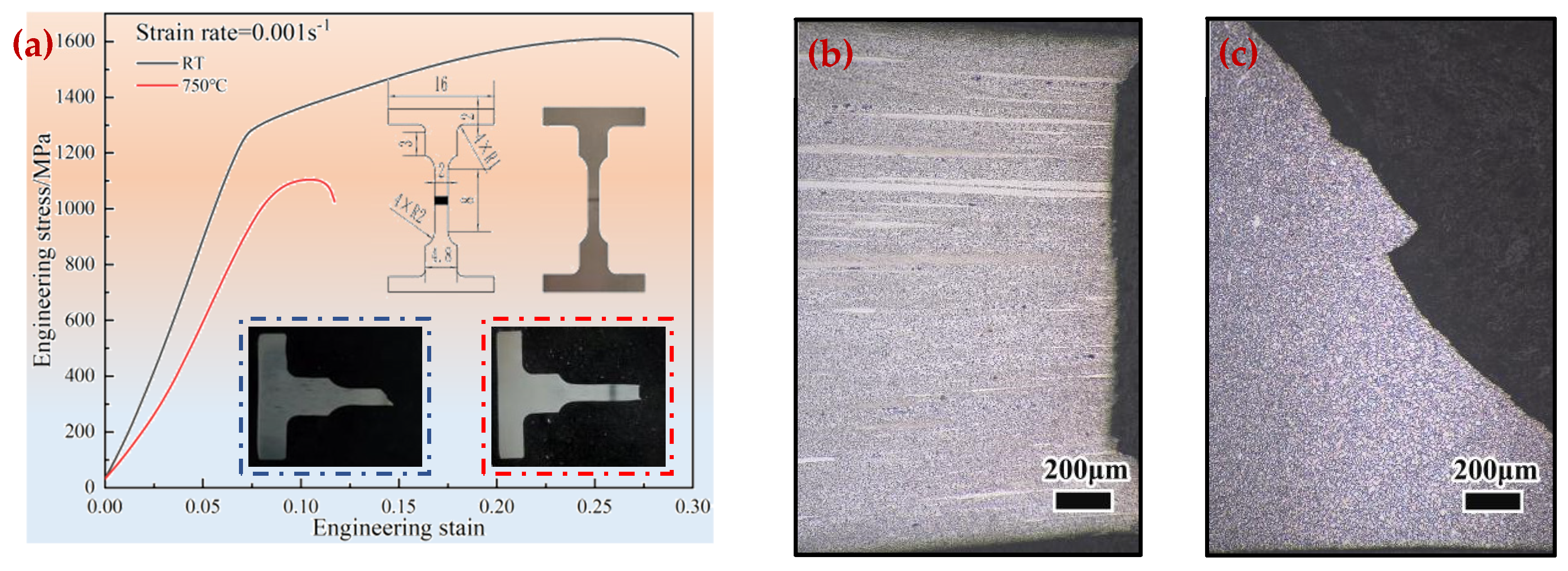
Figure 8a shows the stress-strain curve and microstructure of the fracture of the IFW joint of the solid solution GH4065A alloy. The tensile strengths of the IFW joints at RT and 750 °C are 1610 and 1105 MPa, the yield strengths are 1372 and 1085 MPa. There are significant differences in the macroscopic morphology of the joint fracture under different tensile test temperatures. There is an obvious necking phenomenon at the fracture at RT, but no necking phenomenon is observed at the fracture at 750 °C. Figure 8b,c shows the fracture position at RT is located in the BM, while the fracture position at 750 °C is located in the center of the weld. It should also be noted that the microstructure near the RT tensile fracture is composed of fine equiaxed crystals and elongated “fibrous structure”, and no obvious bending or twisting of the “fibrous structure” was observed. Therefore, it can be judged that the fracture position of the joints is in the BM. Under this condition, the mechanical properties of the IFW joints surpass the performance of the BM. Figure 8c shows that the fracture surface of the tensile fracture at 750 °C penetrates the TMAZ and the WZ composed of equiaxed grains. Therefore, the fracture position of 750 °C is gradually transferred from the BM to the WZ of IFW.
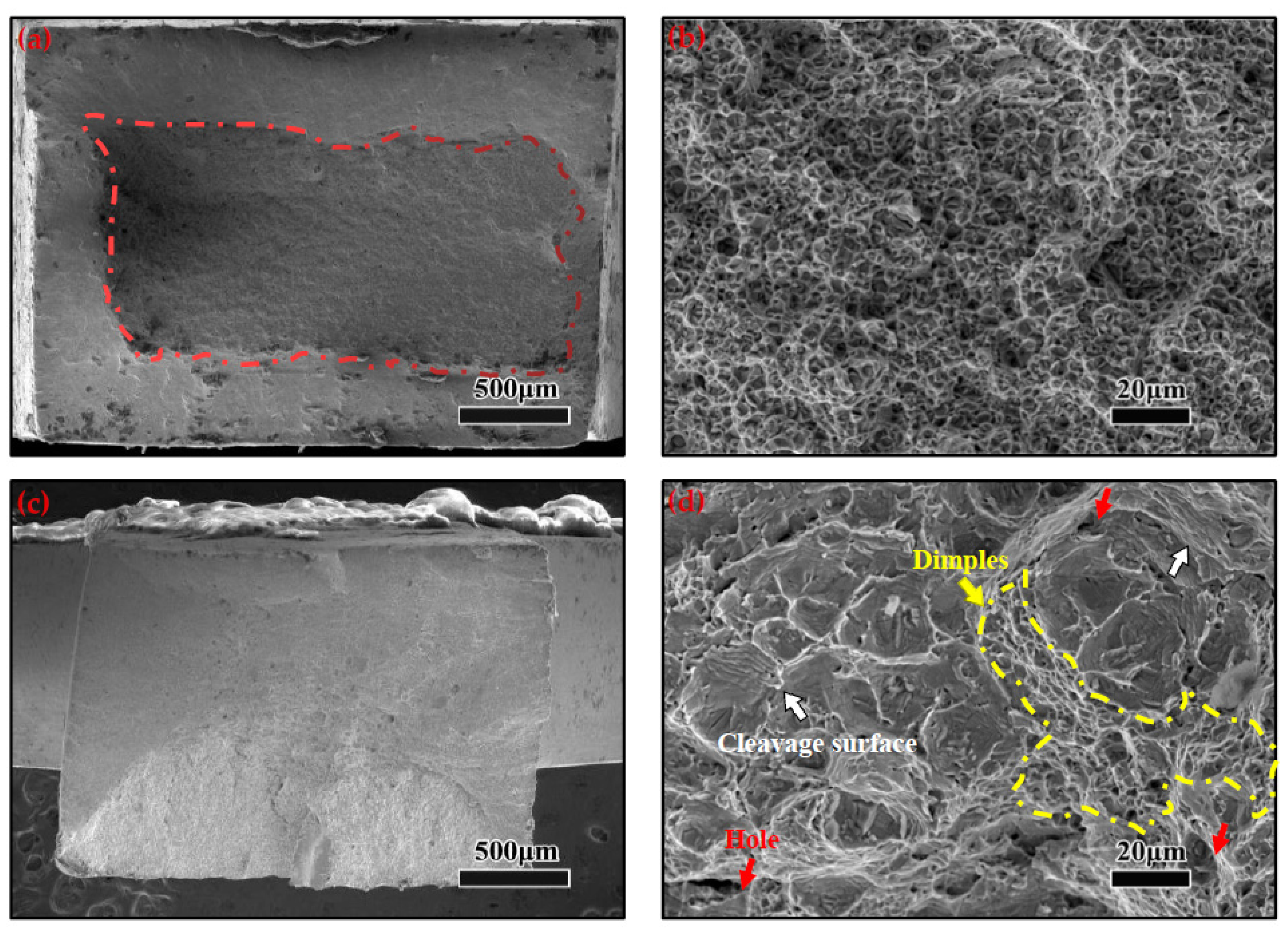
Figure 9 shows the macro- and micromorphological characteristics of tensile fracture of solid solution GH4065A alloy. Figure 9a,b shows that the shear lip at the fracture surface at RT is clearly demarcated from the radial zone, and the joint is composed of a large number of dimples, which is a typical ductile fracture. Figure 9c,d shows that the boundary between the shear lip zone and the radiation zone at 750 °C is not clear, and the size of the equiaxed dimple on the section is significantly larger than that at RT (yellow arrow in Figure 9d). In addition, there are deep irregular holes in the local zone of the fracture, as shown by the red arrows in Figure 9d. It is worth noting that the “cleavage like” small plane appears in the local zone of the joint (white arrow in Figure 9d). Combined with the above irregular holes, it can be judged that the fracture shows a certain degree of quasi-cleavage fracture characteristics [33,34].
4. Conclusions
In this work, the microstructure of the BM, PDMZ, TAMZ, and WZ were characterized. Combined with the process characteristics and implementation process, the metal flow characteristics were researched, and the microstructure evolution process of each characteristic area of the joint under the action of severe friction and torsion was analyzed. The mechanical properties of IFW joints were tested, including microhardness analysis at the joints, tensile mechanical properties test, and failure analysis at RT and high temperature. The research results have reference significance for the application of GH4065A alloy welding parts, which is beneficial to the application of GH4065A alloy in the connection of rotor and disc shaft of an aerospace engine. The main conclusions are as follows:
The IFW joints of GH4065A alloy mainly include PDMZ, TAMZ, and WZ. The torsional deformation in the PDMZ leads to an increase in the dislocation density, and recrystallization occurs when the appropriate temperature conditions are reached. The temperature of the TAMZ continues to increase under the action of torsional extrusion plastic deformation, and DRX occurs to obtain a fine equiaxed grain structure. The recrystallized grains in the WZ grow slightly, with a high degree of equiaxing, uniform size, and straight grain boundaries.
There are large-sized γ′ phase, medium-sized γ′ phase, and dispersed fine γ′ phase in the PDMZ, the large-size γ′ phase in the TMAZ is significantly reduced, and the small γ′ phase is dispersed in the WZ. The large-sized γ′ phase at the initial grain boundary can be broken and refined under severe plastic deformation and can provide nucleation sites for recrystallization.
The results of microhardness tests show the microhardness of the TAMZ and the PDMZ is higher, while the microhardness of the central WZ and the BM on both sides is lower.
Temperature has a significant effect on the yield strength, fracture location, and micromorphology of weldments. The yield strength decreased from 1372 MPa at RT to 1085 MPa at 750 °C, and the fracture position was transferred from the BM at RT to the WZ at 750 °C. The fracture tissue is composed of dimples at RT. However, in addition to large dimples, there are a few “cleave-like” small planes and pores at 750 °C.
Author Contributions
Conceptualization, Z.W. and S.H.; methodology, Y.N.; software, W.Z.; validation, Z.W. and W.Z.; formal analysis, B.Z.; investigation, Z.W.; resources, B.Z.; data curation, Y.N.; writing—original draft preparation, Z.W.; writing—review and editing, Y.N.; visualization, S.H.; supervision, B.Z.; project administration, Y.N.; funding acquisition, Y.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant number 52175363 and National Key Research and Development Program, grand number XXXX-KF2019-8-1 and XX-XX-0015-0087.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Xu, J.H.; Gruber, H.; Deng, D.Y.; Peng, R.L.; Moverare, J. Short-term creep behavior of an additive manufactured non-weldable Nickel-base superalloy evaluated by slow strain rate testing. Mater. Charact. 2019, 179, 142–157. [Google Scholar]
- Kim, I.S.; Choi, B.G.; Hong, H.U.; Di, J.; Jo, C.Y. Influence of thermal exposure on the microstructural evolution and mechanical properties of a wrought Ni-base superalloy. Mater. Sci. Eng. A 2014, 593, 55–63. [Google Scholar] [CrossRef]
- Li, L.H.; Sun, E.; Tin, S. Microstructure dependence of stress relaxation behavior of powder-processed Ni-base superalloys. Mater. Sci. Eng. A 2021, 814, 141146. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Yao, Z.K.; Lei, Y.Y.; Guo, H.Z.; Fu, M.W. Hot deformation behavior of the post-cogging FGH4096 superalloy with fine equiaxed microstructure. Mater. Charact. 2011, 62, 887–893. [Google Scholar] [CrossRef]
- Ai, C.; Li, Q.; Zhang, J.; Su, H.J.; Yang, W.C.; Liu, L.; Ru, Y.; Zhang, H.; Song, Y.Y.; Chen, Y.N.; et al. Effect of substituting Mo for W on γ/γ′ partitioning behaviors of alloying element in heat-treated second generation Ni based single crystal superalloys: An atom probe tomography study. Intermetallics 2021, 134, 107198. [Google Scholar] [CrossRef]
- Tao, X.P.; Wang, X.G.; Zhou, Y.Z.; Tan, K.J.; Liang, J.J.; Yang, Y.H.; Liu, J.L.; Liu, J.D.; Li, J.D.; Li, J.G.; et al. Effect of Pt-Al bond-coat on the tensile deformation and fracture behaviors of a second generation SX Ni-based superalloy at elevated temperatures. Surf. Coat. Technol. 2020, 389, 125640. [Google Scholar] [CrossRef]
- Wang, X.M.; Ding, Y.T.; Yu, H.Y.; Bi, Z.N.; Gao, Y.B.; Gao, B. High strength and ductility in novel Ni-based superalloy with γ′ and nanotwins/stcking faults architectures. Mater. Sci. Eng. A 2022, 847, 143293. [Google Scholar] [CrossRef]
- Yu, H.; Wang, Z.T.; Zhang, B.Y.; Ning, Y.Q.; Fu, M.W. Re-precipitation mechanisms of the γ′ phase with sphere, near-sphere, cubic, octets and finally-dendrite in as-cast Ni-based superalloys. J. Alloys Compd. 2021, 876, 160104. [Google Scholar] [CrossRef]
- Nie, L.F.; Zhang, L.W.; Zhu, Z.; Xu, W. Microstructure evolution modeling of FGH96 superalloy during inertia friction welding process. Finite Elem. Anal. Des. 2014, 80, 63–68. [Google Scholar] [CrossRef]
- Senkov, O.N.; Mahaffey, D.W.; Semiatin, S.L. Effect of process parameters on process efficiency and inertia friction welding behavior of the superalloys LSHR and Mar-M247. J. Mater. Process. Technol. 2017, 250, 156–168. [Google Scholar] [CrossRef]
- Dang, Z.Y.; Qin, G.L.; Ma, H. Interfacial microstructural characterization and mechanical properties of inertia friction welding of 2219 aluminum alloy to 304 stainless steel. Mater. Sci. Eng. A 2021, 822, 141689. [Google Scholar] [CrossRef]
- Ma, H.; Qin, G.L.; Zhao, Q.; Geng, P.H. Correlation of heterogeneous interface microstructure and mechanical performance of inertia friction welded 6061 Al alloy joint. J. Mater. Res. Technol. 2022, 17, 166–183. [Google Scholar] [CrossRef]
- Liu, D.H.; Chai, H.R.; Yang, L.; Qiu, W.Q.; Guo, Z.H.; Wang, Z.L. Study on the dynamic recrystallization mechanisms of GH5188 superalloy during hot compression deformation. J. Alloys Compd. 2022, 895, 162565. [Google Scholar] [CrossRef]
- Vyas, H.D.; Mehta, K.P.; Badheka, V.; Doshi, B. Microstructure evolution and mechanical properties of continuous drive friction welded dissimilar copper-stainless steel pipe joints. Mater. Sci. Eng. A 2022, 832, 142444. [Google Scholar] [CrossRef]
- Nicolaÿ, A.; Fiorucci, G.; Franchet, J.M.; Cormier, J.; Bozzolo, N. Influence of strain rate on subsolvus dynamic and post-dynamic recrystallization kinetics of Inconel 718. Mater. Charact. 2019, 174, 406–417. [Google Scholar] [CrossRef]
- Iracheta, O.; Bennett, C.J.; Sun, W. A sensitivity study of parameters affecting residual stress predictions in finite element modelling of the inertia friction welding process. Int. J. Solids Struct. 2015, 71, 180–193. [Google Scholar] [CrossRef]
- Vyas, H.D.; Mehta, K.P.; Badheka, V.; Doshi, B. Processing and evaluation of dissimilar Al-SS friction welding of pipe configuration: Nondestructive inspection, properties, and microstructure. Meas. J. Int. Meas. Confed. 2021, 167, 108305. [Google Scholar] [CrossRef]
- Oluwasegun, K.M.; Cooper, C.; Chiu, Y.L.; Jones, I.P.; Li, H.Y.; Baxter, G. Micro-tensile strength of a welded turbine disc superalloy. Mater. Sci. Eng. A 2014, 596, 229–235. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Bpmakdar, A.; Morin, E.; Firoozrai, A. Cracking in fusion zone and heat affected zone of electron beam welded Inconel-713LC gas turbine blades. Mater. Sci. Eng. A 2015, 642, 230–240. [Google Scholar] [CrossRef]
- Pang, H.T.; Reed, P.A.S. Microstructure effects on high temperature fatigue crack initiation and short crack growth in turbine disc nickel-base superalloy Udimet 720Li. Mater. Sci. Eng. A 2007, 448, 67–79. [Google Scholar] [CrossRef]
- Ding, Y.H.; You, G.Q.; Wen, H.Y.; Li, P.Q.; Tong, X.; Zhou, Y.H. Microstructure and mechanical properties of inertia friction welded joints between alloy steel 42CrMo and cast Ni-based superalloy K418. J. Alloys Compd. 2019, 830, 176–184. [Google Scholar] [CrossRef]
- Tiley, J.S.; Mahaffey, D.W.; Alam, T.; Rojhirunsakool, T.; Senkov, O.; Parthasarthy, T.; Banerjee, R. Strengthening mechanisms in an inertia friction welded nickel-base superalloy. Mater. Sci. Eng. A 2016, 662, 26–35. [Google Scholar] [CrossRef]
- Huang, Z.W.; Li, H.Y.; Baxter, G.; Bray, S.; Bowen, P. Electron microscopy characterization of the weld line zones of an inertia friction welded superalloy. J. Mater. Process. Technol. 2011, 211, 1927–1936. [Google Scholar] [CrossRef]
- Zhang, B.Y.; Wang, Z.T.; Yu, H.; Ning, Y.Q. Microstructural origin and control mechanism of the mixed grain structure in Ni-based superalloys. J. Alloys Compd. 2022, 900, 163515. [Google Scholar] [CrossRef]
- James, D.W.; Leak, G.M. Grain boundary diffusion of iron, cobalt and nickel in alpha-iron and of iron in gamma-iron. Philos. Mag. A. 1965, 117, 491–503. [Google Scholar] [CrossRef]
- Ai, C.; Zhao, X.B.; Zhou, J.; Zhang, H.; Liu, L.; Pei, Y.L.; Li, S.S.; Gong, S.K. Application of a modified Ostwald ripening theory in coarsening of γ′ phases in Ni based single crystal superalloys. J. Alloys Compd. 2015, 632, 558–562. [Google Scholar] [CrossRef]
- Ge, L.; Zhang, X.N.; Guo, W.G.; Dong, P.; Liu, C.P.; Yuan, Y.; Wang, C.Y.; Zhang, Z. The coarsening behavior of γ′ phases in Ni-Al binary model single crystal superalloy at 1000 ℃. J. Alloys Compd. 2022, 911, 164989. [Google Scholar] [CrossRef]
- Liu, G.; Xiao, X.S.; Véron, M.; Birosca, S. The nucleation and growth of η phase in nickel-based superalloy during long-term thermal exposure. Acta Meter. 2020, 185, 493–506. [Google Scholar] [CrossRef]
- Sun, J.X.; Liu, J.L.; Li, J.; Wang, X.G.; Liu, J.; Yang, Y.H.; Zhou, Y.Z.; Sun, X.F. Microstructural degradation after theraml exposure of a Re-containing single crystal superalloy. Mater. Charact. 2021, 178, 111279. [Google Scholar] [CrossRef]
- Li, H.Z.; Gao, M.; Li, M.; Ma, Y.C.; Liu, K. Microstructural evolution and tensile property of 1Cr15Ni36W3Ti superalloy during theraml exposure. J. Mater. Sci. Technol. 2021, 73, 193–204. [Google Scholar] [CrossRef]
- Xie, B.C.; Zhang, B.Y.; Yu, H.; Yang, H.; Liu, Q.; Ning, Y.Q. Microstructure evolution and underlying mechanisms during the hot deformation of 718Plus superalloy. Mater. Sci. Eng. A 2020, 784, 139334. [Google Scholar] [CrossRef]
- Prithiv, T.S.; Bhuyan, P.; Pradhan, S.K.; Sunramanya Sarma, V.; Mandal, S. A critical evaluation on efficacy of recrystallization vs. Strain induced boundary migration in achieving grain boundary engineered microstructure in a Ni-base superalloy. Acta Mater. 2018, 146, 187–201. [Google Scholar] [CrossRef]
- Ren, D.Q.; Zeng, W.D.; Li, D.; Ma, H.Y.; Zhang, P.H.; Ma, X. Quasi cleavage fracture of the bimodal size lamellar O phase microstructure of a Ti2AlNb based alloy. J. Alloys Compd. 2019, 799, 267–278. [Google Scholar]
- Liu, J.; Tang, W.T.; Li, J.H. Deformation and fracture behaviors of K403 Ni-based superalloy at elevated temperatures. J. Alloys Compd. 2017, 699, 581–590. [Google Scholar] [CrossRef]
Figure 1.
Sample diagram of solid solution GH4065A alloy IFW joints.

Figure 2.
Microstructure distribution of solid solution GH4065A alloy IFW joints.

Figure 3.
(a) Morphology of γ′ phase in the BM, (b) Microstructure of the BM.

Figure 4.
Morphology of the γ′ phase near the GH4065A joints. (a) PDMZ, (b) TMAZ, (c) WZ.

Figure 5.
(a) IPF map of the BM; (b) KAM map of the BM; (c) IPF map of the PDMZ; (d) KAM map of the PDMZ.
Figure 5.
(a) IPF map of the BM; (b) KAM map of the BM; (c) IPF map of the PDMZ; (d) KAM map of the PDMZ.

Figure 6.
(a) IPF map of the TMAZ, (b) KAM map of the TMAZ, (c) IPF map of the WZ, (d) KAM map of the WZ.
Figure 6.
(a) IPF map of the TMAZ, (b) KAM map of the TMAZ, (c) IPF map of the WZ, (d) KAM map of the WZ.

Figure 7.
Microhardness distribution in different zones of GH4065A alloy IFW joints. (a,b) Outside contour map and microstructure map, (c,d) Middle contour map and microstructure maps, (e,f) Inside contour map and microstructure maps.
Figure 7.
Microhardness distribution in different zones of GH4065A alloy IFW joints. (a,b) Outside contour map and microstructure map, (c,d) Middle contour map and microstructure maps, (e,f) Inside contour map and microstructure maps.

Figure 8.
(a) Stress−strain curve of GH4065A alloy IFW joints at RT and 750 °C, (b) Microstructure of IFW joint fractured at RT, (c) Microstructure of IFW joints fractured at 750 °C.
Figure 8.
(a) Stress−strain curve of GH4065A alloy IFW joints at RT and 750 °C, (b) Microstructure of IFW joint fractured at RT, (c) Microstructure of IFW joints fractured at 750 °C.

Figure 9.
(a,b) Macro- and microfracture morphology of the tensile test temperature at RT, (c,d) Macro- and microfracture morphology of the tensile test temperature of 750 °C.
Figure 9.
(a,b) Macro- and microfracture morphology of the tensile test temperature at RT, (c,d) Macro- and microfracture morphology of the tensile test temperature of 750 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of GH4065A alloy (wt.%).
| Element | C | Cr | Co | Ti | Al | Nb | Mo | W | Fe | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 0.015 | 16.0 | 13.0 | 3.7 | 2.1 | 0.7 | 4.0 | 4.0 | 1.0 | Bal. |
Table 2.
GH4065A alloy IFW welding process parameters.
| Base Materials | Initial Rotating Speed, r/min | Initial Force, MPa | Upset Forging Speed, r/min | Top Forging Force, MPa | Moment of Inertia, kg·m2 |
|---|---|---|---|---|---|
| GH4065A | 550 | 83 | 100 | 300 | 388 |
Table 3.
GH4065A alloy microhardness test parameters.
| Base Materials | Load, g | Pressure Holding Time, s | Vertical Weld Interval, mm | Deployment | Parallel Weld Interval, mm | Number of Steps |
|---|---|---|---|---|---|---|
| GH4065A | 500 | 10 | 0.2 | 30 | 0.5 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, Z.; Huang, S.; Zhang, W.; Zhang, B.; Ning, Y. Microstructure Characterization and Mechanical Property of the GH4065A Superalloy Inertia Friction Welded Joints. Metals 2022, 12, 1390. https://doi.org/10.3390/met12081390
AMA Style
Wang Z, Huang S, Zhang W, Zhang B, Ning Y. Microstructure Characterization and Mechanical Property of the GH4065A Superalloy Inertia Friction Welded Joints. Metals. 2022; 12(8):1390. https://doi.org/10.3390/met12081390
Chicago/Turabian StyleWang, Zhaotian, Shuo Huang, Wenyun Zhang, Beijiang Zhang, and Yongquan Ning. 2022. "Microstructure Characterization and Mechanical Property of the GH4065A Superalloy Inertia Friction Welded Joints" Metals 12, no. 8: 1390. https://doi.org/10.3390/met12081390
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.