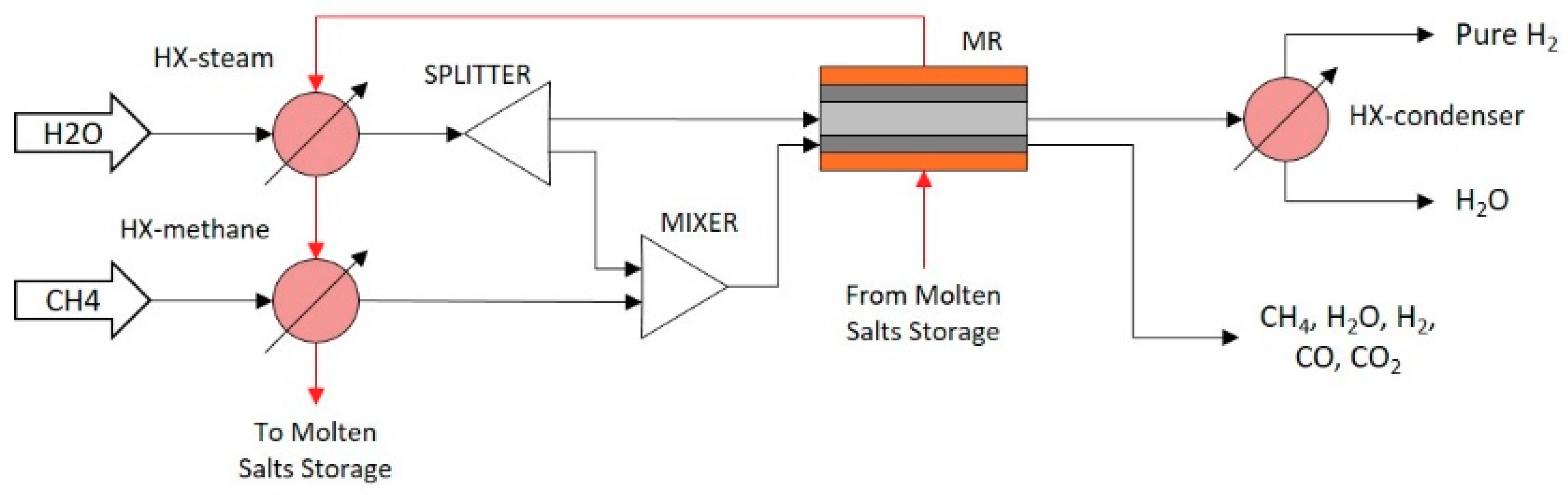
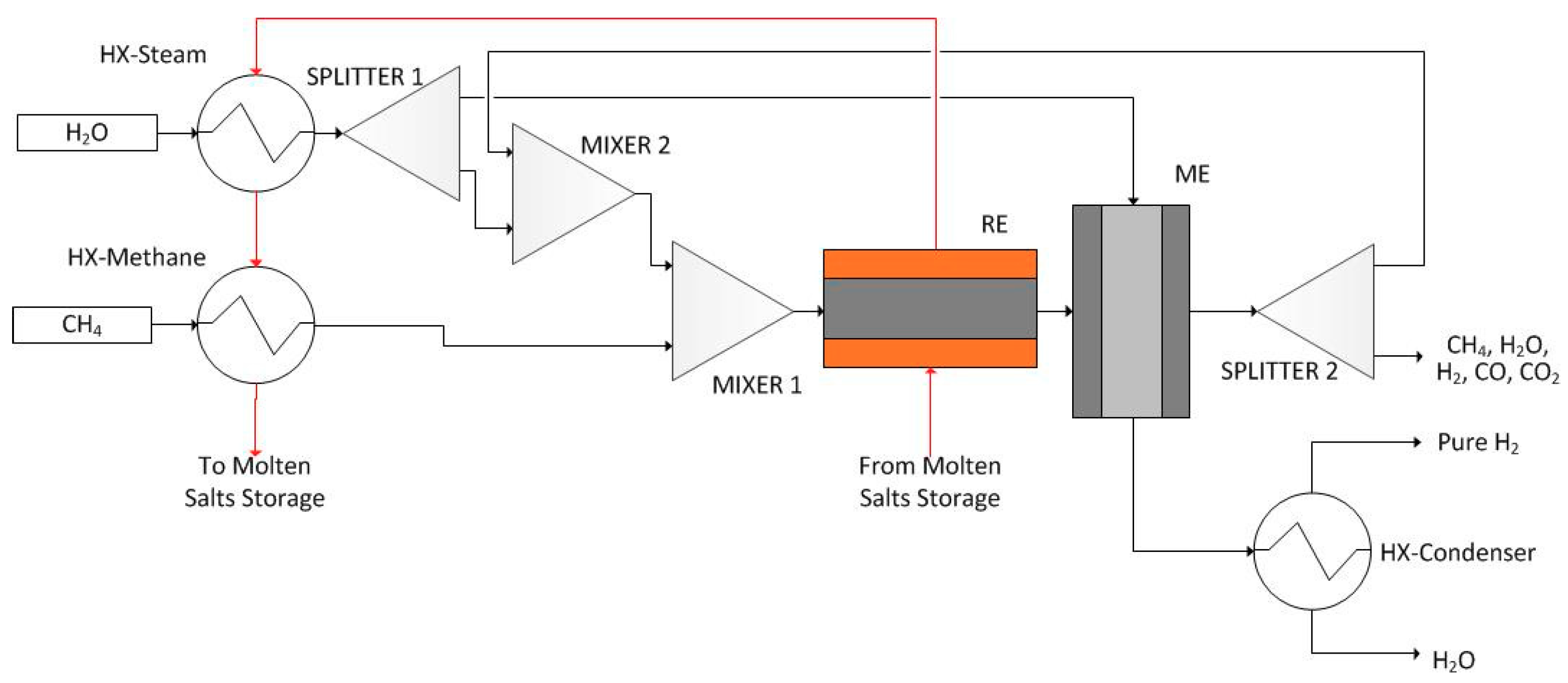
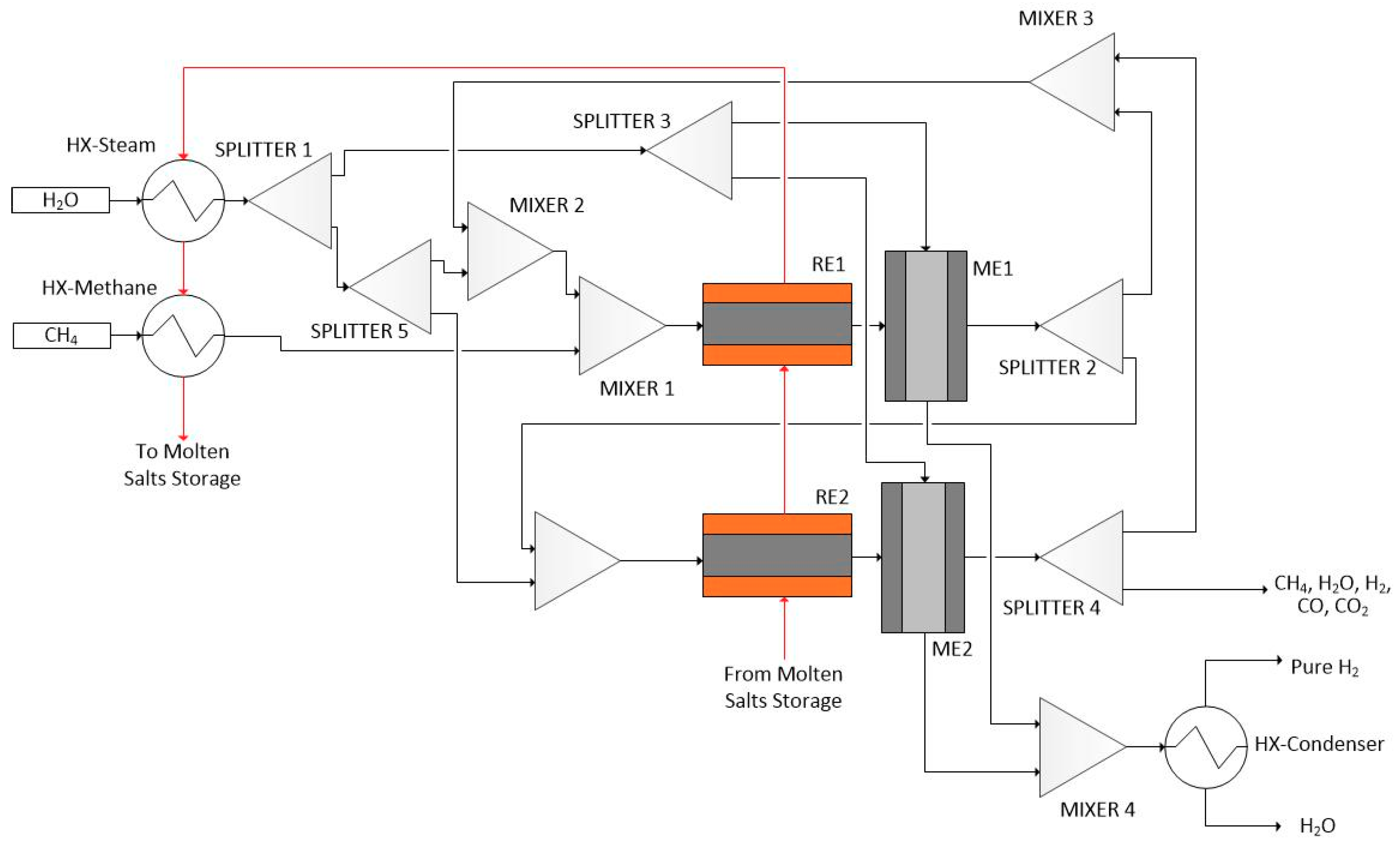
Hydrogen production through methane steam reforming at low temperature is optimally designed using the proposed integrated framework. Methane and water are fed into the reactor. The reactions take place over a Ni-based catalyst supported by foam (SiC with porosity of 85%). Operating reaction temperature is in the range of 723–823 K whereas pressure is held at 10
6 Pa. Hydrogen, carbon monoxide, and carbon dioxide are the products. Additionally, hydrogen is separated either in an integrated Pd-based membrane reactor module (
Figure 2), or in a Pd-based membrane separation module (
Figure 3 and
Figure 4). Either a single reactor (
Figure 2 and
Figure 3) or multiple reactors (
Figure 4) can be employed. The mathematical model of the reactor has to take under consideration the complex reaction mechanism of the reforming reaction, the convective and molecular diffusion of the reacting mixture species and the thermal effects due to the endothermic reactions and the heat exchange with an external source. The reaction scheme and kinetic models of the aforementioned process are described in detail by Kyriakides et al. [
26].
3.1.4. Integrated Design and Control Framework Results
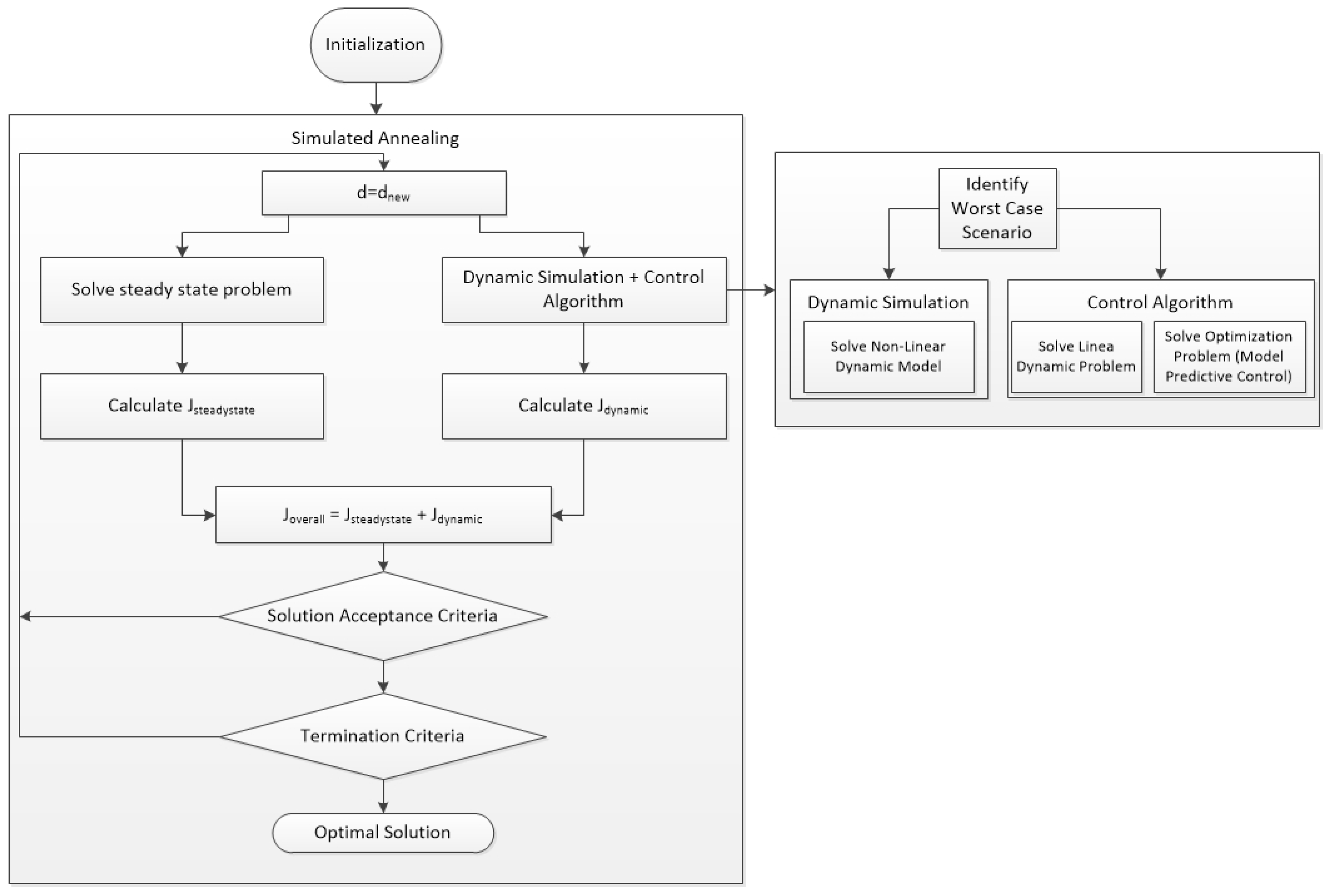
The steady state design problem cannot address the ability of the process system to operate under variations imposed by exogeneous disturbances and uncertainty associated with the process model. Frequently, the steady state optimal point is overdesigned by arbitrary factor to account for such variability. The proposed integrated design and control framework aims to address the design problem in a systematic way. In addition to the process design the control problem must be defined.
A control problem is defined for the integrated design and control framework that aims to track a 15% set-point increase in pure hydrogen production flowrate (FH2,out,p, controlled variable) with a simultaneous multiple disturbance rejection scenario, towards the direction of maximum variability. The possible disturbances are related to variations in the Sieverts law pre-exponential coefficient (Qmem) to emulate potential membrane deactivation, the reaction coefficient (ReaCoef) to emulate potential catalyst deactivation, and the molten salt inlet temperature (Tms,in) to emulate solar trough efficiency fluctuations. As manipulated variables, water and methane inlet flowrate (FH2O) and (FCH4) and splitter ratios (SP1Ra, SP2Ra, SP3Ra, SP4Ra and SP5Ra, where applicable) are selected.
The employed model predictive controller is tuned for the steady state optimal design point shown in
Table 3 and
Table 4. The objective function for the IDC problem is shown in Equation (11)
where the equipment and operational cost are calculated based on Equations (7) and (8). Two alternative indices, namely
JCOST and
JMPC, are used in order to calculate the dynamic performance. Each term of the objective function is multiplied by properly adjusted weighting constants, chosen by the designer in order to depict on the importance of each individual term.
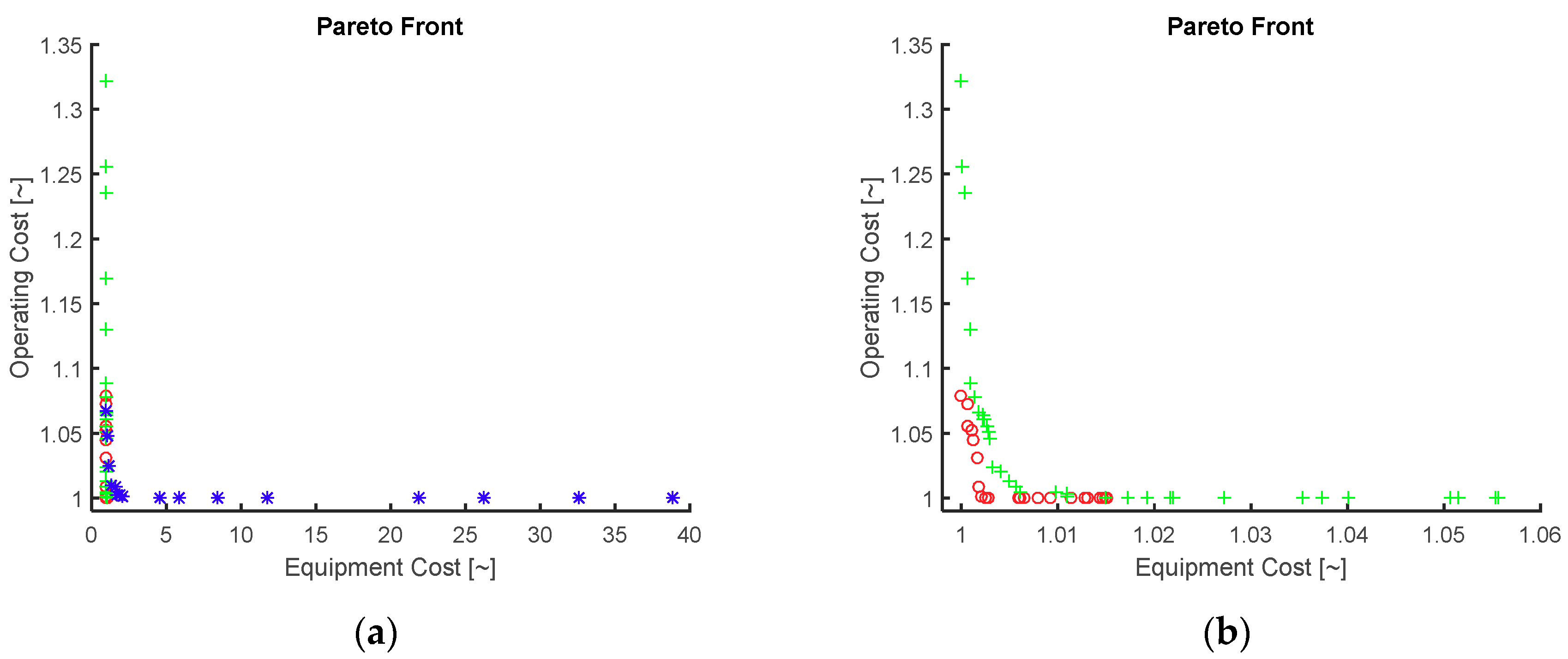
Comparative results regarding the multi-objective steady-state design optimization results (denoted as OD) and the integrated process and control system design (denoted as IDC) using two different indices for the evaluation of the dynamic performance (
JCOST and
JMPC) are presented in
Table 3 (IMR) and
Table 4 (CRM and CRMRM). IDC framework must be capable of accounting for the effect of disturbances and therefore the overdesign is optimally calculated. As a result, by observing the optimization results equipment and operating cost tend to be lower for the OD design procedure compared to the IDC framework for all flowsheet configurations. Methane inlet flowrate utilization, which is the decisive factor of the operating cost level, is lower for all configurations. Water inlet flowrate utilization is higher for IMR and CRMRM configurations and similar for the CRM configuration. Heat exchanger areas calculated by IDC are either similar in the case of CRMRM or larger in the case of IMR and CRM configurations compared to the values calculated by OD. However, the membrane reactor (IMR) has a similar inner diameter in both design procedures. In addition, IDC procedure obtains a higher outer and molten salt diameters and reactor length than OD for IMR configuration. As a result, lower equipment cost is obtained by the OD procedure compared to the IDC framework. This is expected as OD procedure focused only on the minimization of the steady state costs. Additionally, both reactor and separation units’ size are lower compared to the IDC results for CRM and CRMRM configurations. However, regarding the CRMRM configuration designed by IDC procedure, lower membrane surface is used in the first separator and higher in the second separator unit. This result is attributed to the fact that steam to carbon ratio limits are less strict for the second reactor operating unit. Higher steam to carbon ration results to higher methane conversion and larger quantity of hydrogen to be separated in the second separation unit. Such behavior is due to the fact that reactive mixture reaches equilibrium state at the first reactor unit. Subsequently, although hydrogen is removed from the mixture (first separator), its concentration (given similar operating pressure and temperature) is much closer to the thermodynamic equilibrium conditions, limiting the achievable methane conversion in the second reactor unit. By employing a higher steam to carbon ratio, the equilibrium is shifted towards hydrogen production. On the down side, a significantly larger total water inlet flowrate is utilized in this flowsheet configuration.
Comparative results regarding the application of the IDC and OD framework, on all the flowsheets are presented in
Table 5. Equipment, operating, and dynamic performance costs are normalized based on the performance of the IMR flowsheet values optimized within the OD procedure. Thermodynamic limitations due to low operating temperature seem to affect the cascaded configurations more, especially the CRMRM, than the IMR configuration. In order to produce the same amount of pure hydrogen, larger inlet flowrates are required resulting to bigger operating units as well. As a result, operational cost is higher than in IMR flowsheet, whereas equipment cost is similar between IMR and CRM but much higher in CRMRM. The significant difference is attributed to the additional reactor and separation operational units.
Both equipment and operational cost are higher compared to the OD procedure. For example, in the IMR case the proposed framework employing the JCOST index results to 7% higher equipment cost and 21% higher operational cost compared to the OD case, where the dynamic performance of the process is not considered. Additionally, comparison of the JCOST and JMPC indices, shows a slightly higher equipment and operational cost when JMPC is employed. Similarly, in the CRM configuration, all design procedures result to higher equipment cost compared to the IMR configuration. Referring to the CRMRM configuration, in all cases both operational and equipment costs are significantly higher, revealing the economic inadequacy compared to the alternatives evaluated within the present work. Moreover, the utilization of both indexes results to the same behavior, where the JMPC results to slightly higher equipment and operational cost.
However, by comparing the dynamic operation cost, calculated by evaluating the economic effect of the off-spec performance, IDC framework presents superior performance compared to the OD procedure for all alternative flowsheets. For example, and as far as the IMR configuration is considered, the IDC design results to 17% and 16% lower dynamic operational cost, using JCOST and JMPC index, respectively. Another useful observation is the fact that both cascaded configurations present significantly lower dynamic operational cost (OD procedure), compared to the IMR (from 0.83 to 0.63). Similarly, CRM and CRMRM configurations perform even better when designed using the IDC framework (on average 48% and 54% lower dynamic cost compared to the OD of the IMR configuration). Additionally, by comparing the employment of the two indices, similar improvement on dynamic operating cost is observed. For example, IMR configuration designed using IDC performs 17% and 16% better than the OD using JCOST and JMPC index, respectively. However, the improvement in the dynamic performance for the CRM and CRMRM is achieved at the expense of extremely higher equipment and operational costs than the IMR case. The higher available capacity provides to the system the necessary resources to effectively compensate for the disturbances. In particular, the equipment cost in the CRMRM configuration is three times higher and the operating costs 10 times higher than the IMR. Similarly, for the CRM configuration the equipment cost is 3% higher and the operating costs is three times higher than the IMR.
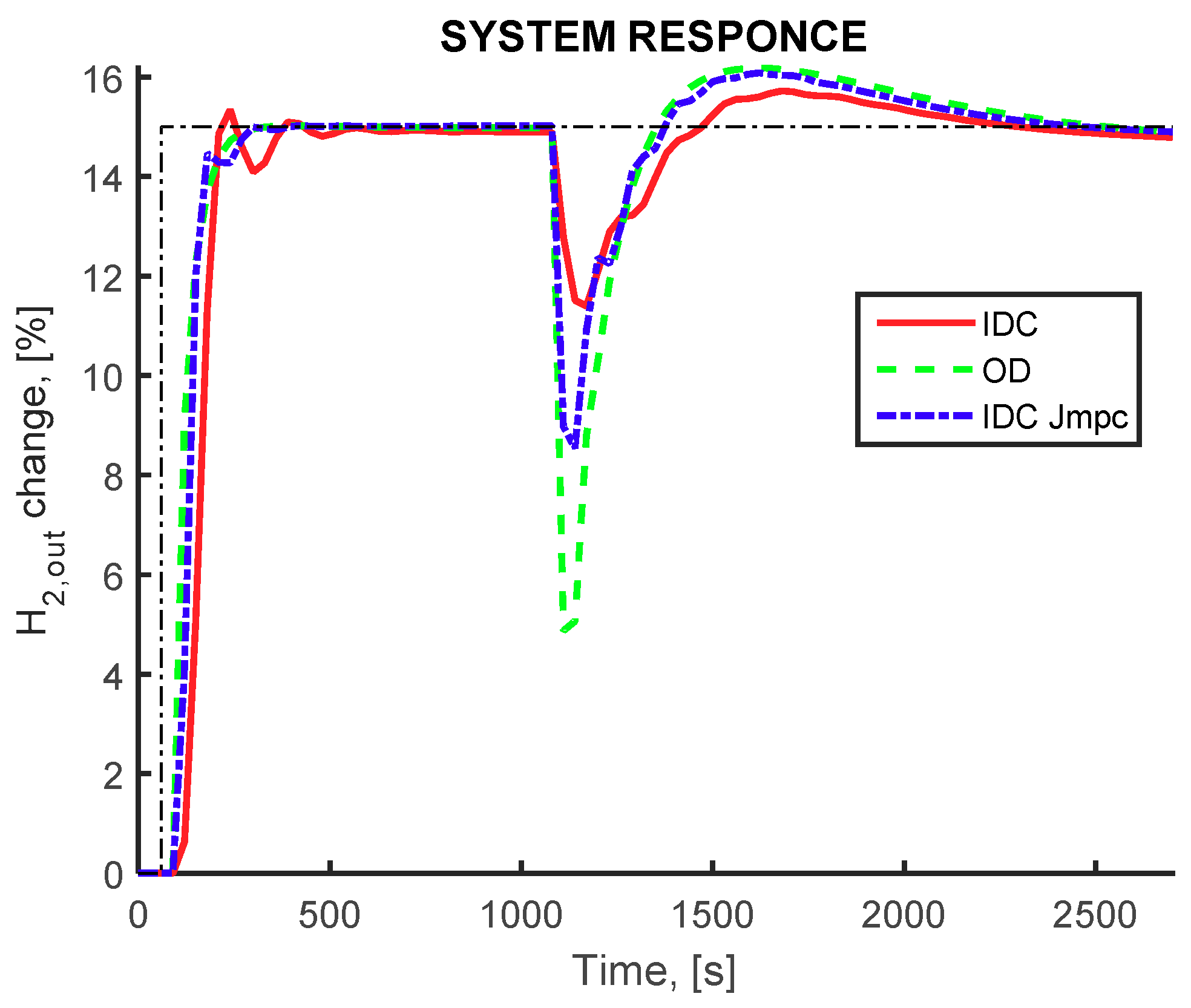
The dynamic behavior of the closed loop simulation of the IMR configuration display the ability of the controller to compensate for the tracking of the setpoints and for the disturbance rejection, and is shown in
Figure 6. The controlled variable mainly deviates from the desired setpoint value at the time instance where the changes in the membrane permeability, catalyst activity and molten salt inlet temperature are imposed. In all flowsheet configurations, the recovery of hydrogen production rate is achieved with adjustment of the methane and water inlet flowrates as well as the split ratio(s). Additionally, the IDC using the cost related index (red curve) results in slightly overdamped slower responses with small overshoot. The multi-objective design (green curve) results to smaller rise time but larger settling time, similar to the IDC using the MPC related index (blue curve). The ability of the proposed framework to provide a better, in terms of dynamic response behavior, is therefore illustrated.
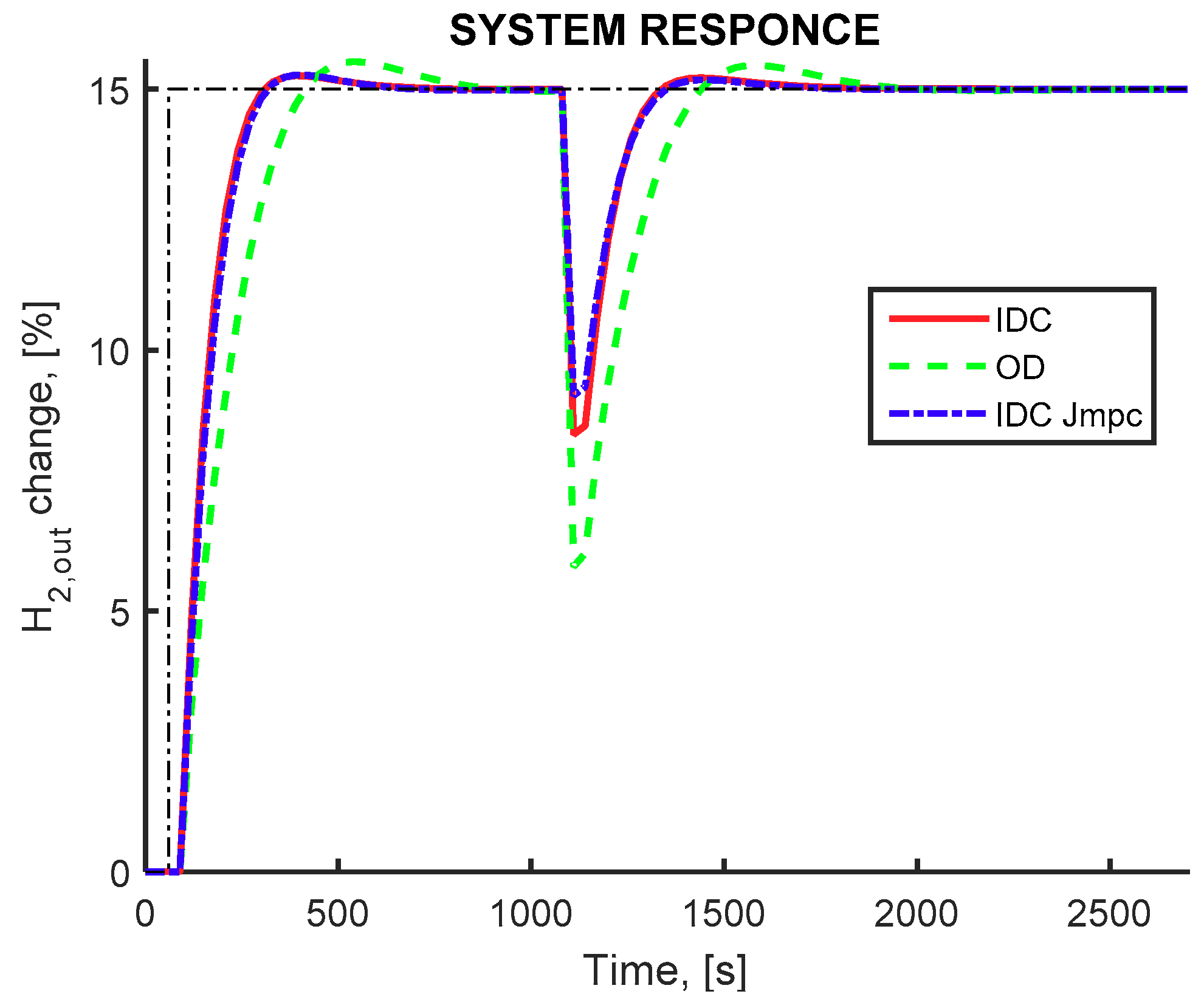
Regarding the CRM flowsheet, the closed loop simulation under the same set-point tracking and worst-case disturbance scenario is presented in
Figure 7. All three alternative designs perform very good under the set-point tracking scenario (at time
t = 150 s), whereas at the time instances that the worst-case multiple disturbance scenario is imposed at the system (at time
t = 600 s), the IDC framework using
JCOST index (red curve) show better behavior compared to the other two cases, where the response display smaller deviation from the desired set point level. Additionally, the IDC framework using
JMPC index (blue curve), although slightly worse than
JCOST index, presents a better dynamic performance compared to the OD results, especially during the disturbance rejection task. The ability of the proposed framework to provide better results, in terms of dynamic response behavior, is illustrated for both tested indexes.
The closed loop simulation of the optimally designed CRMRM configuration when the worst-case disturbance scenario is imposed to the system is presented in
Figure 8. In all three cases the controller is able to counteract the effect of the disturbance scenario. Additionally, the IDC framework was able to produce significantly better flowsheet designs, in terms of dynamic performance. Both of the two employed indexes display faster response during track point change compared to the multi-objective framework results. Moreover, during the disturbance rejection IDC designs show smaller deviation from the set point.
Finally, the performance of all three alternative flowsheet configurations using the dynamic cost related index in the objective function, are presented in
Figure 9. By comparing the response of pure hydrogen production during the setpoint tracking and the disturbance rejection the superior dynamic performance of the cascaded reactor–separator configuration can be observed. Both cascaded configurations have faster response and can cope with the effect of the multiple disturbances displaying smaller deviation compared to the IMR configuration. This behavior is attributed to the disengagement of the physicochemical phenomena occurring in the reactor and the separator modules compared to the intensified membrane reactor unit, as well as to the extra manipulated variables that these configurations employ with the additional splitters and the recycle streams. In addition, the larger reactor and membrane separator modules in the cascaded configuration compared to the IMR configuration allow for a more efficient attenuation of the disturbances and subsequently assisting the controller to achieve a better performance. Of course, the superior dynamic performance is achieved at the expense of much higher equipment and operational costs. Considering the overall performance in steady and dynamic state the IMR provides the best design option as it offers a trade-off between the cost forms.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}