
Influence of Modified Epoxy Resins on Peroxide Curing, Mechanical Properties and Adhesion of SBR, NBR and XNBR to Silver Wires. Part I: Application of Monoperoxy Derivative of Epoxy Resin (PO)

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
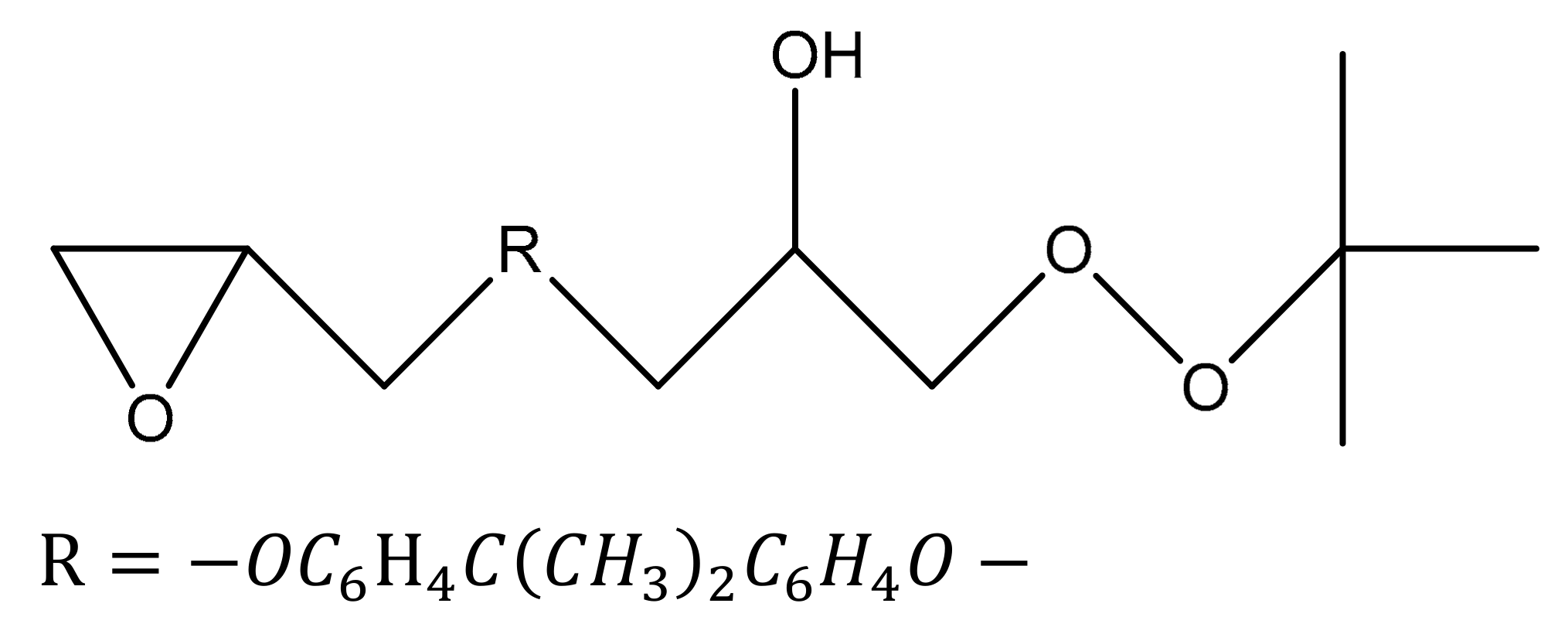
2.1.1. Synthesis of Modified Epoxy Resins
2.1.2. Preparation of Rubber Vulcanizates
2.2. Methods
2.2.1. Kinetics of Crosslinking
2.2.2. Mechanisms of Crosslinking
2.2.3. Crosslink Density of Rubber
2.2.4. Mechanical Properties of Rubber
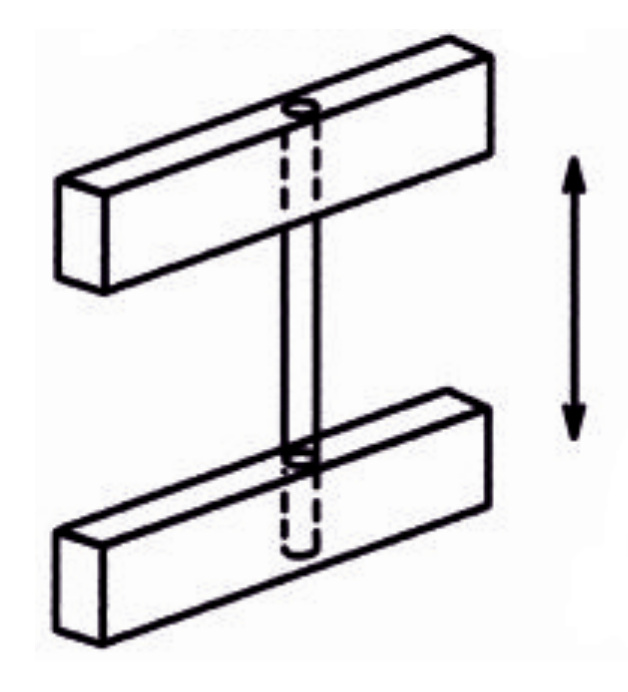
2.2.5. Adhesion
3. Results
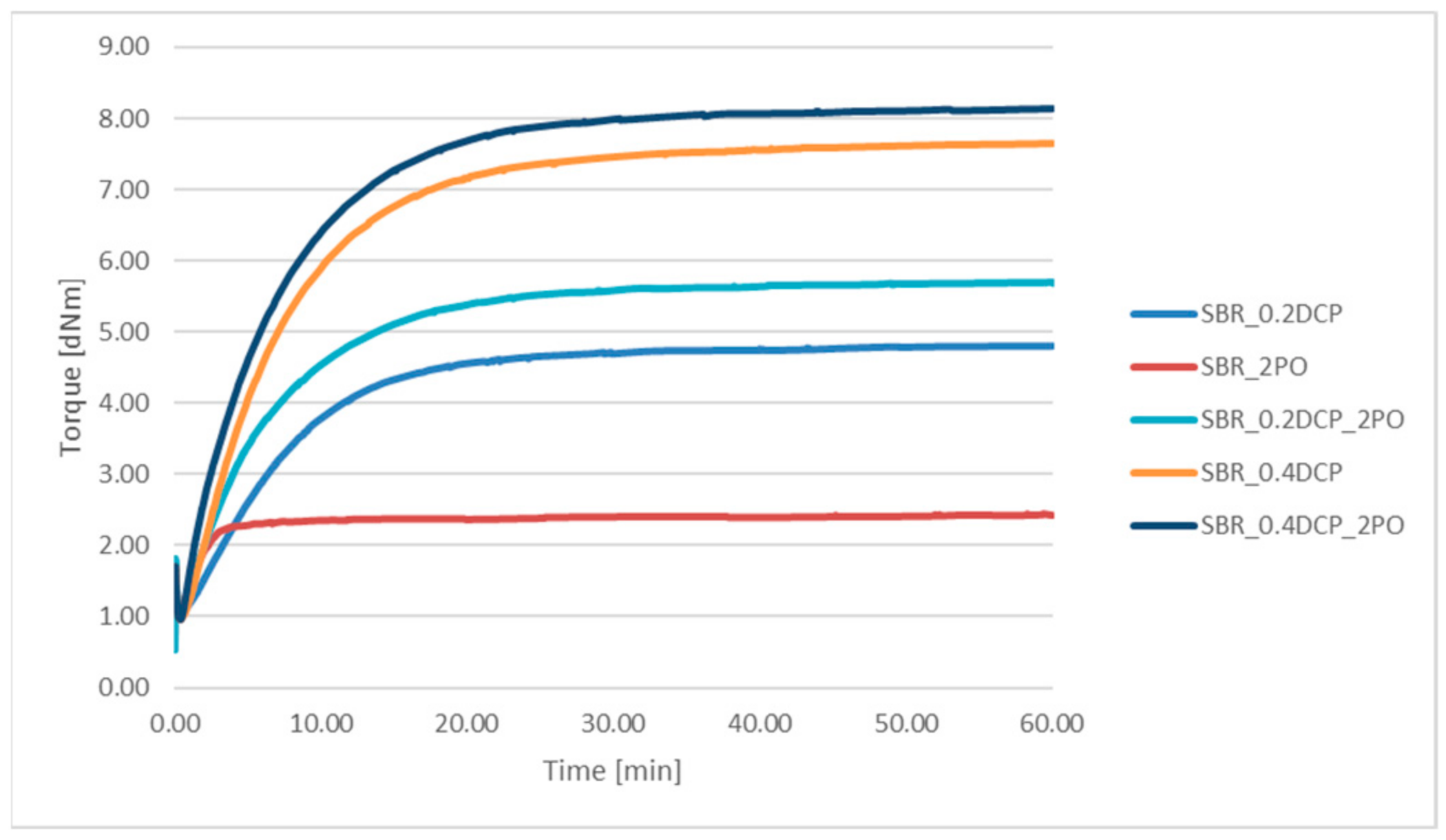
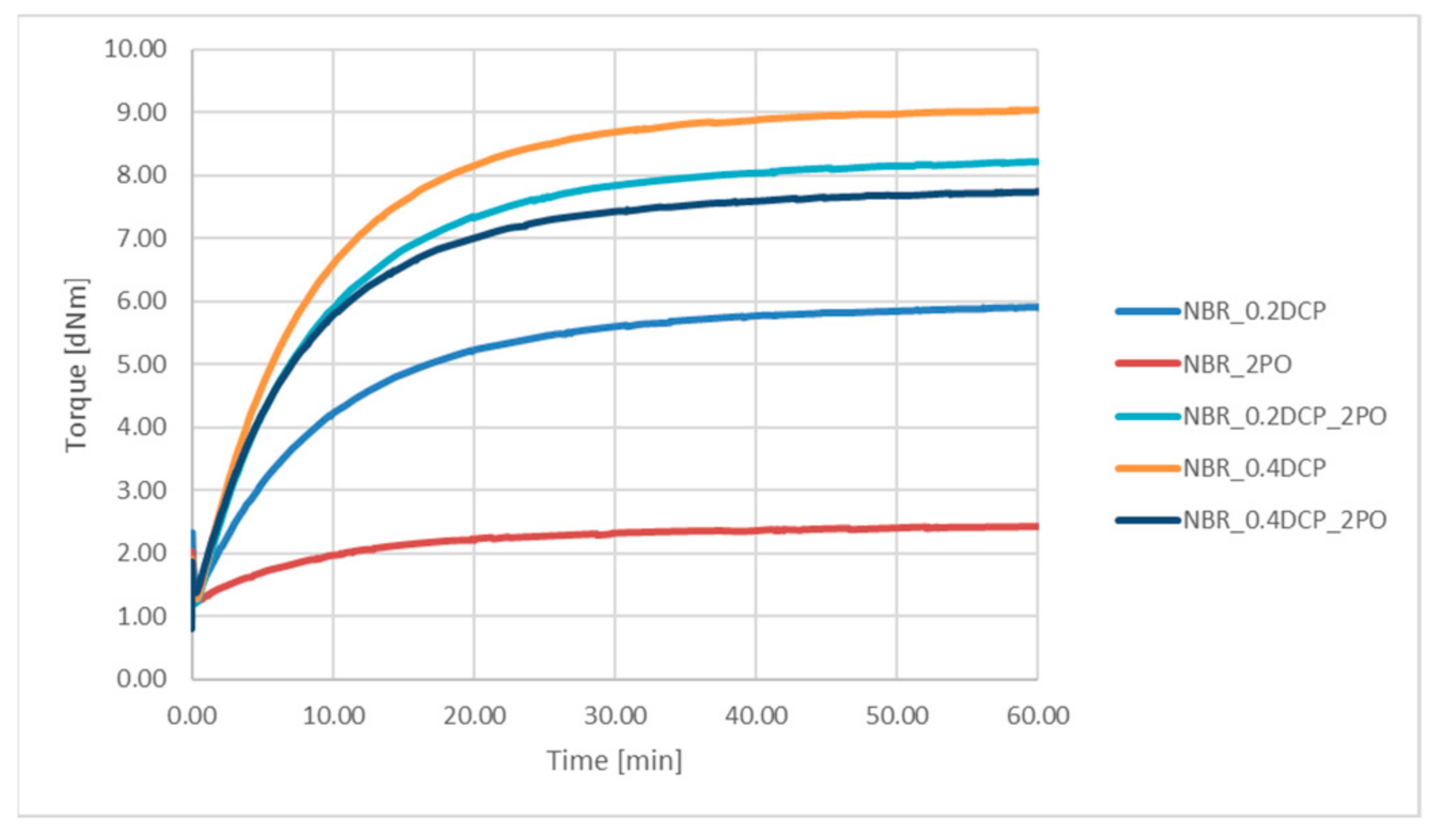
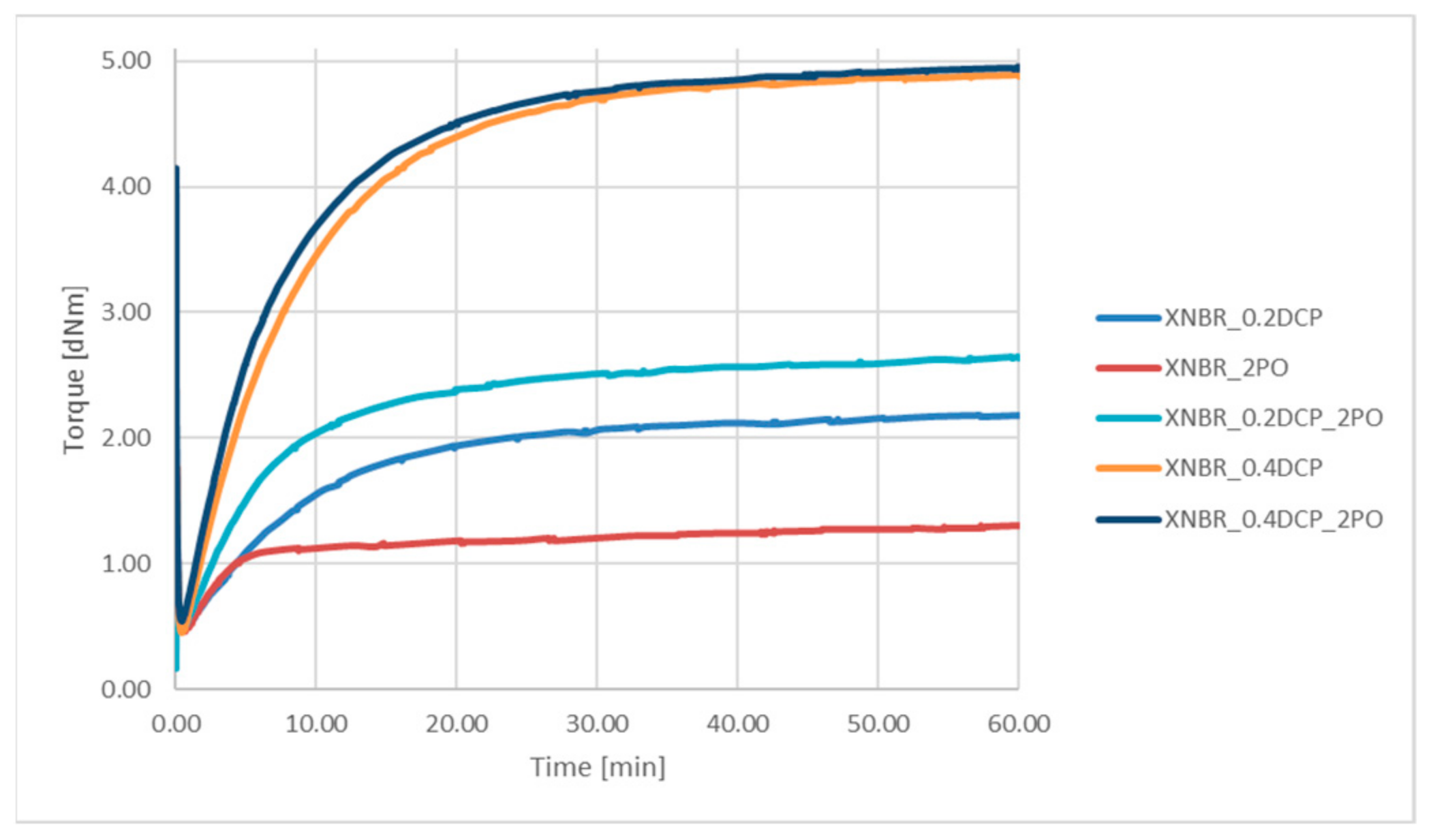
3.1. Kinetics of Crosslinking
3.2. Crosslink Density of Rubber
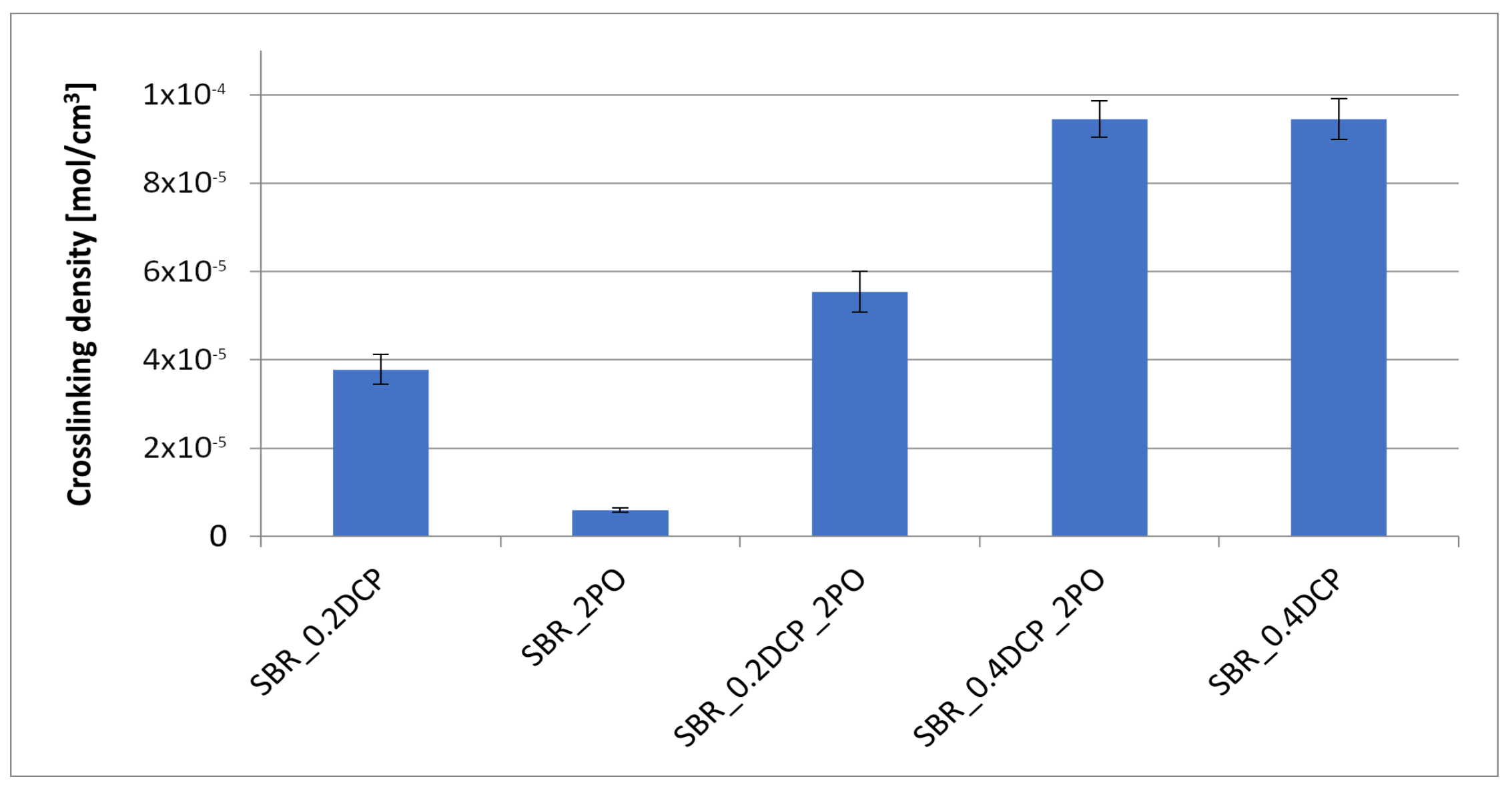
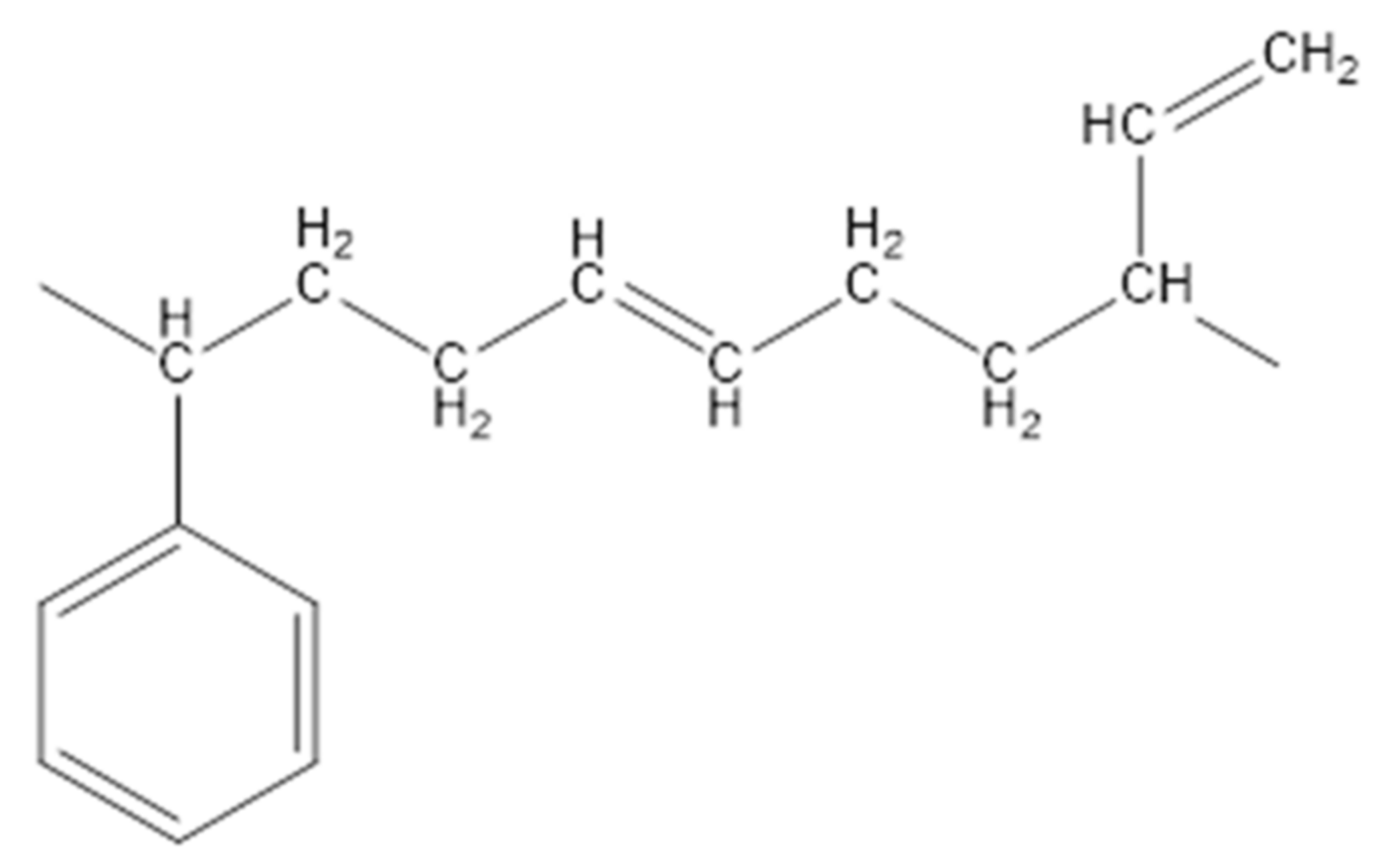
3.2.1. Styrene-Butadiene Rubber (SBR)













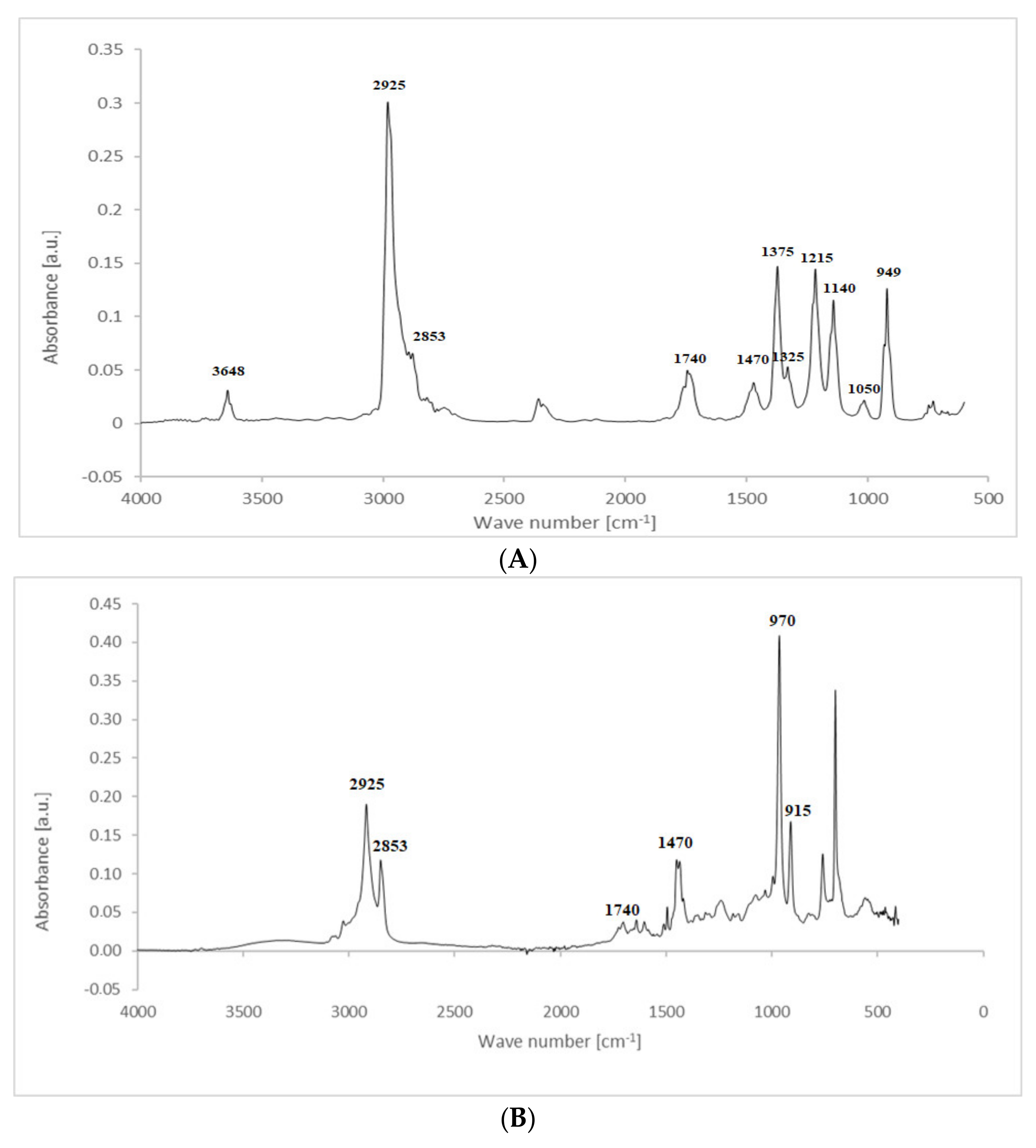
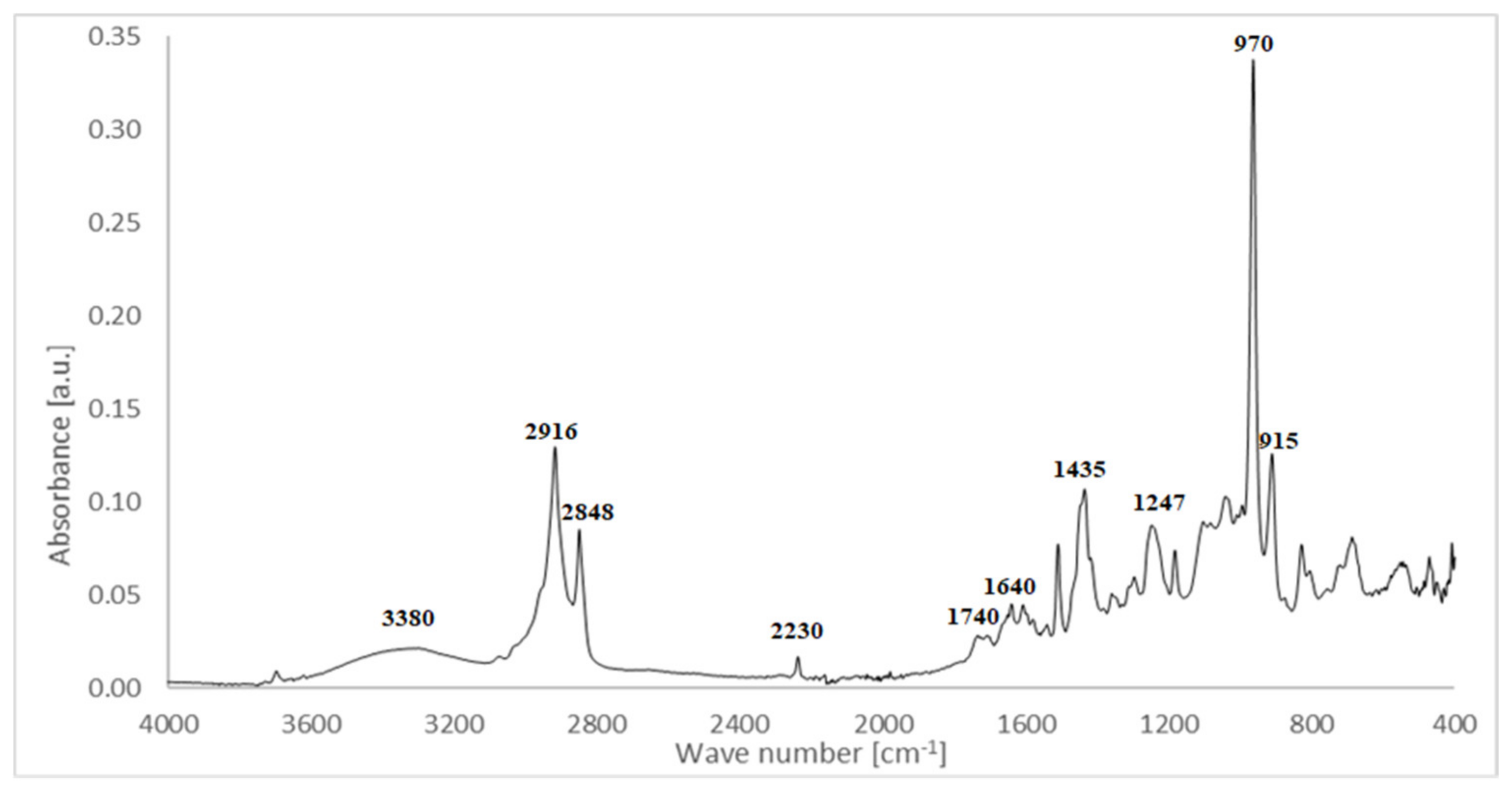
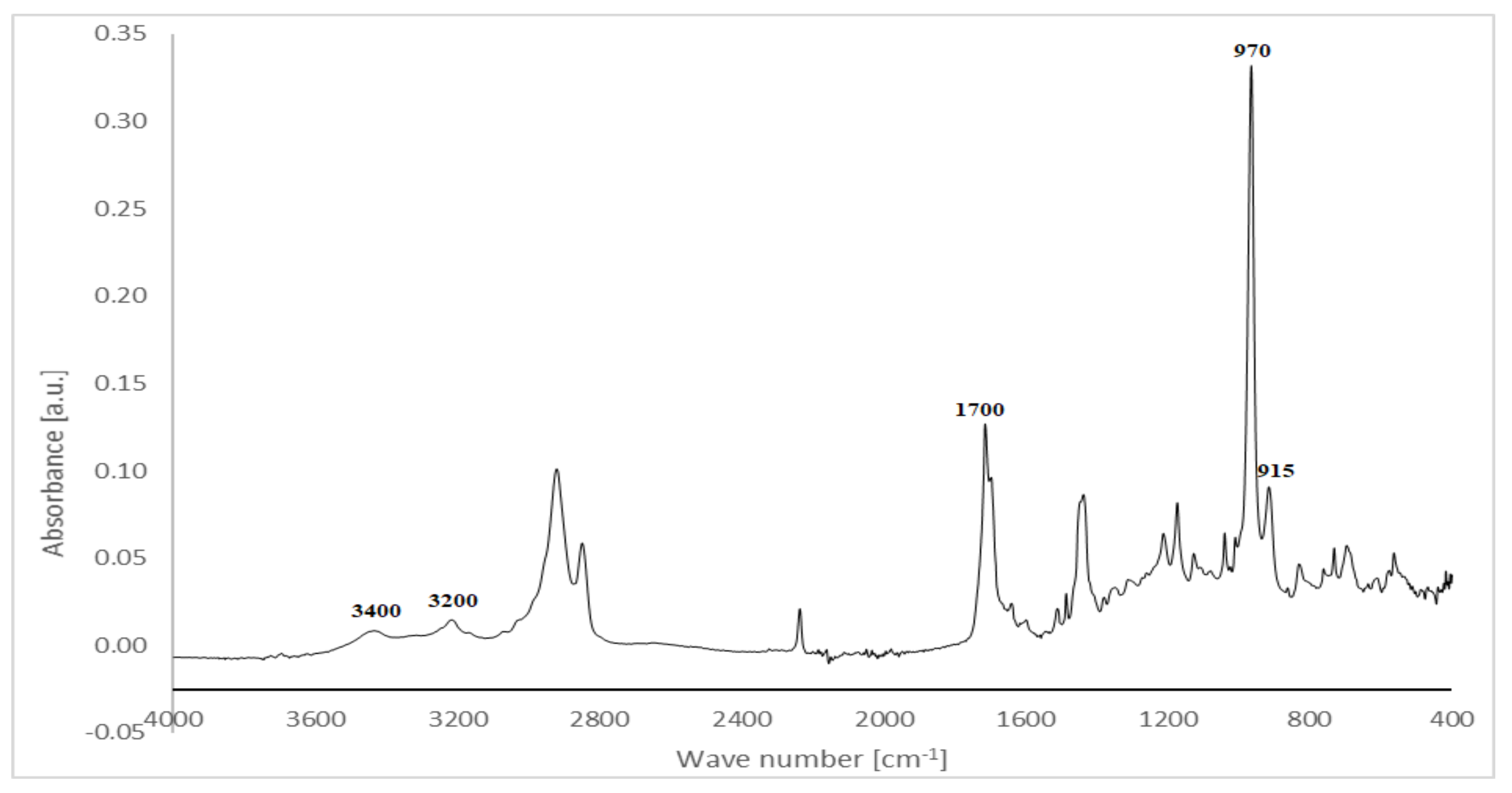
- 3648 cm−1, vibrations of free OH groups
- 2925 and 2853 cm−1, symmetric and asymmetric vibrations of CH2 and CH3 groups
- 1740 cm−1, related to C = O vibrations, probably originated from aldehyde groups,
- 1470 and 1375 cm−1, vibrations of CH2 and CH3 groups
- 1325, 1215, 1140 and 1050 cm−1, vibrations in alcohol and/or ether fragments,
- 949 and 912 cm−1 vibrations characteristic for epoxide groups.
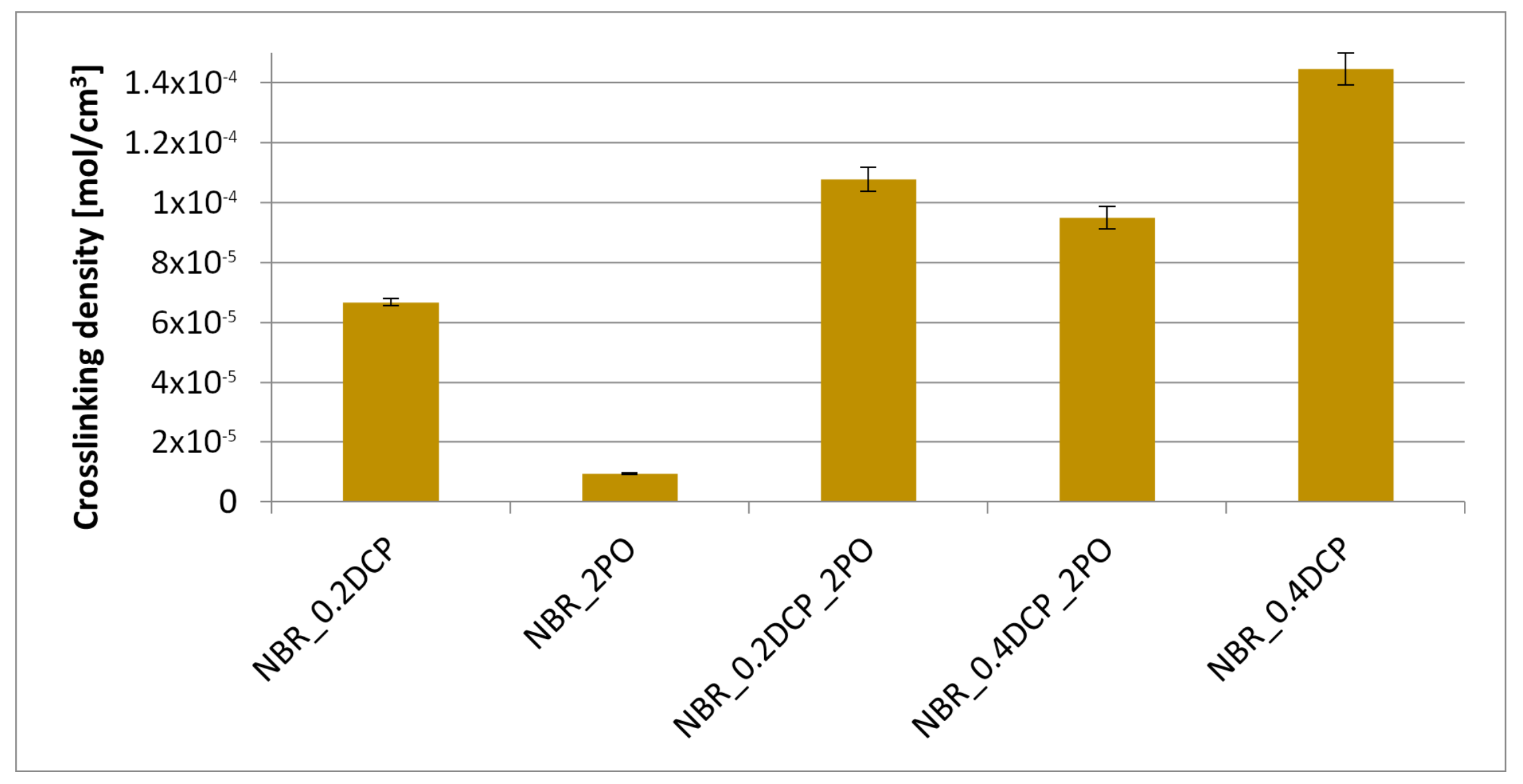
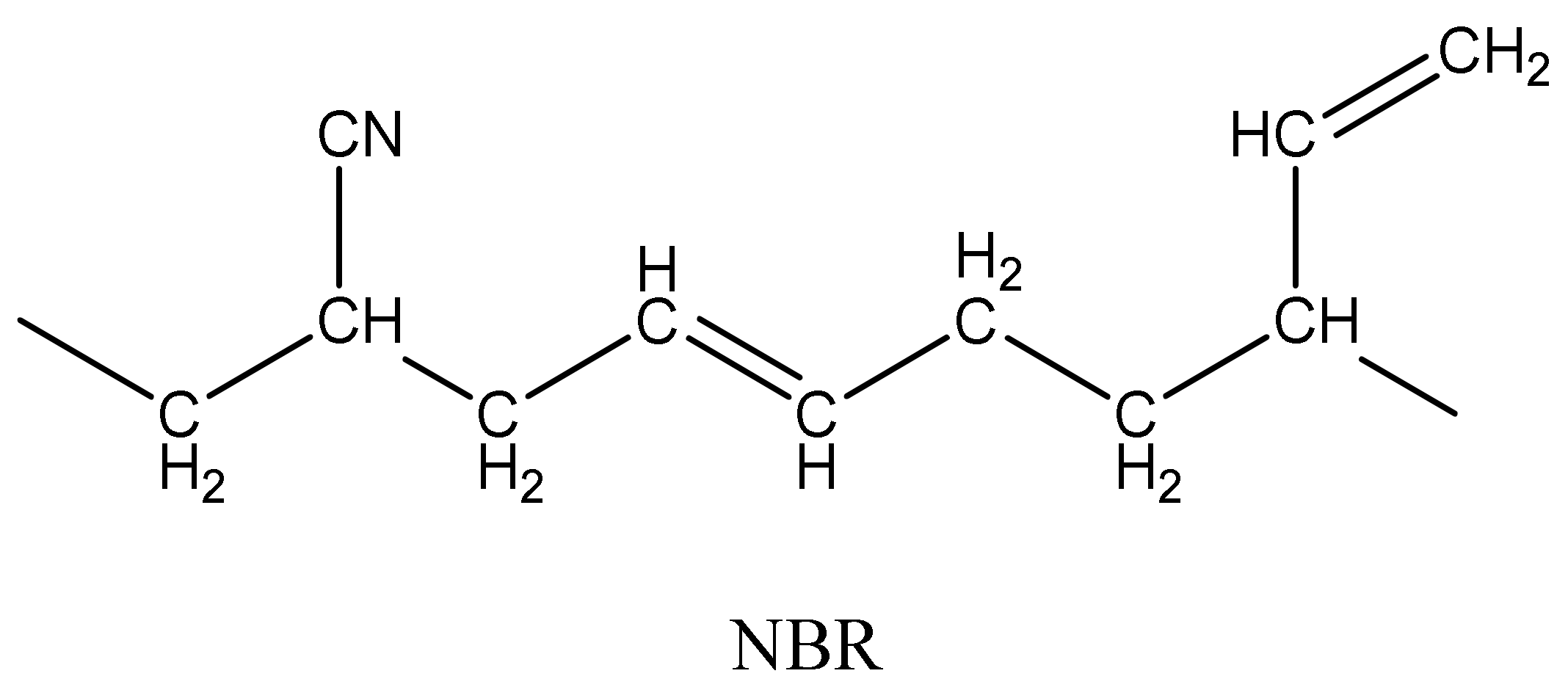
3.2.2. Acrylonitrile-Butadiene Rubber (NBR)






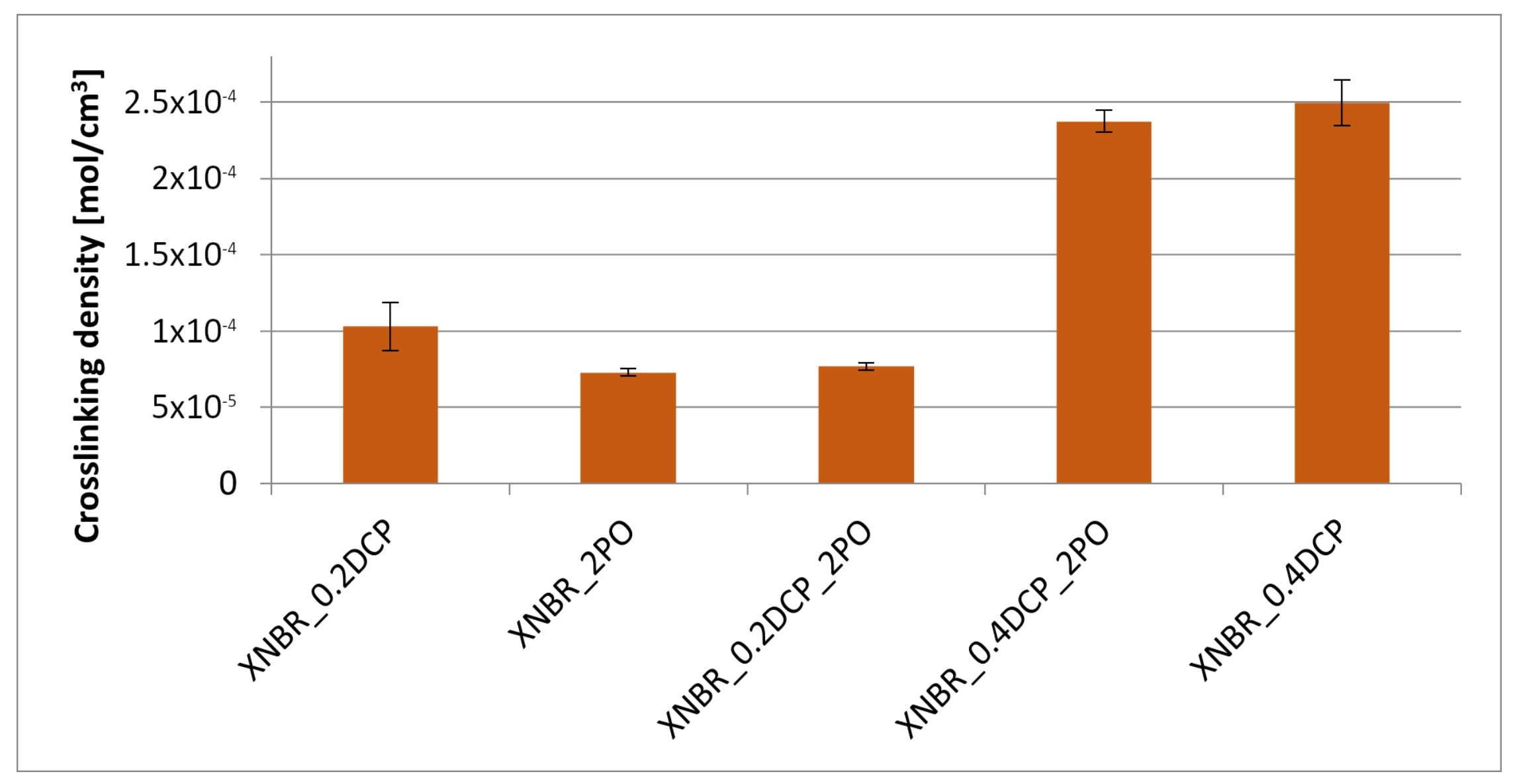
3.2.3. Carboxylated Acrylonitrile-Butadiene Rubber (XNBR)







3.3. Mechanical Properties of Rubber
3.3.1. Tensile Strength (TS)
3.3.2. Tear Resistance (TES)
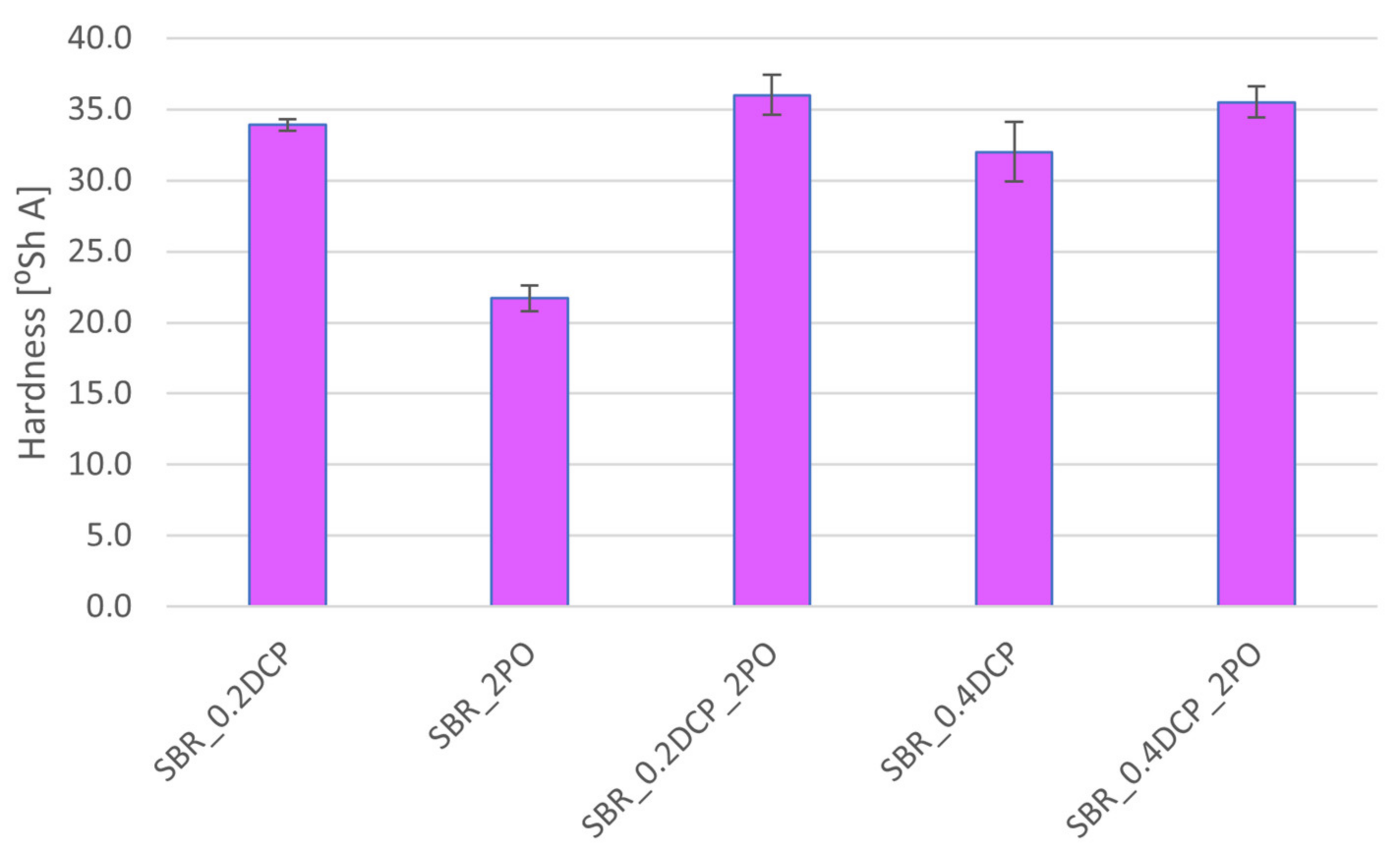
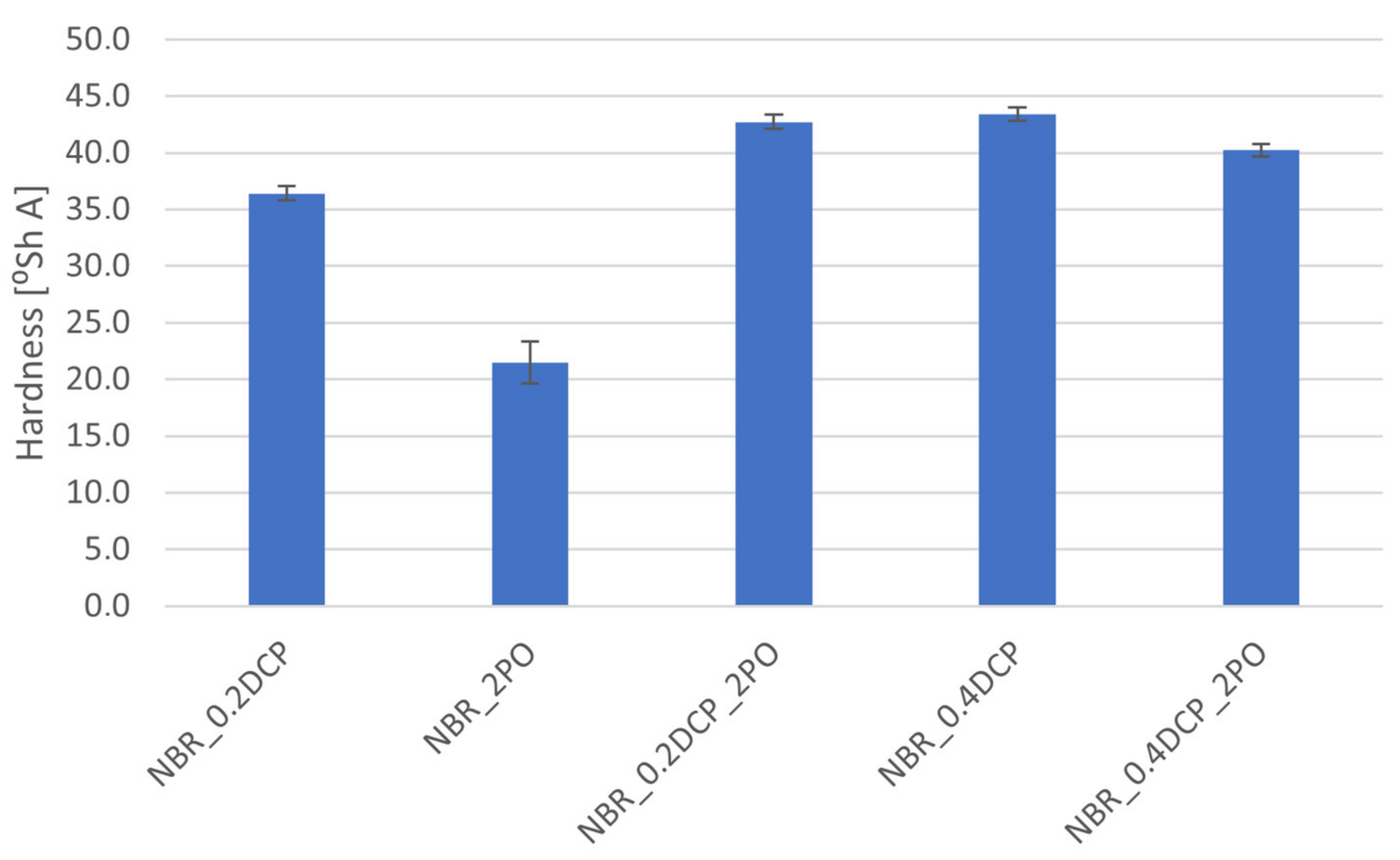
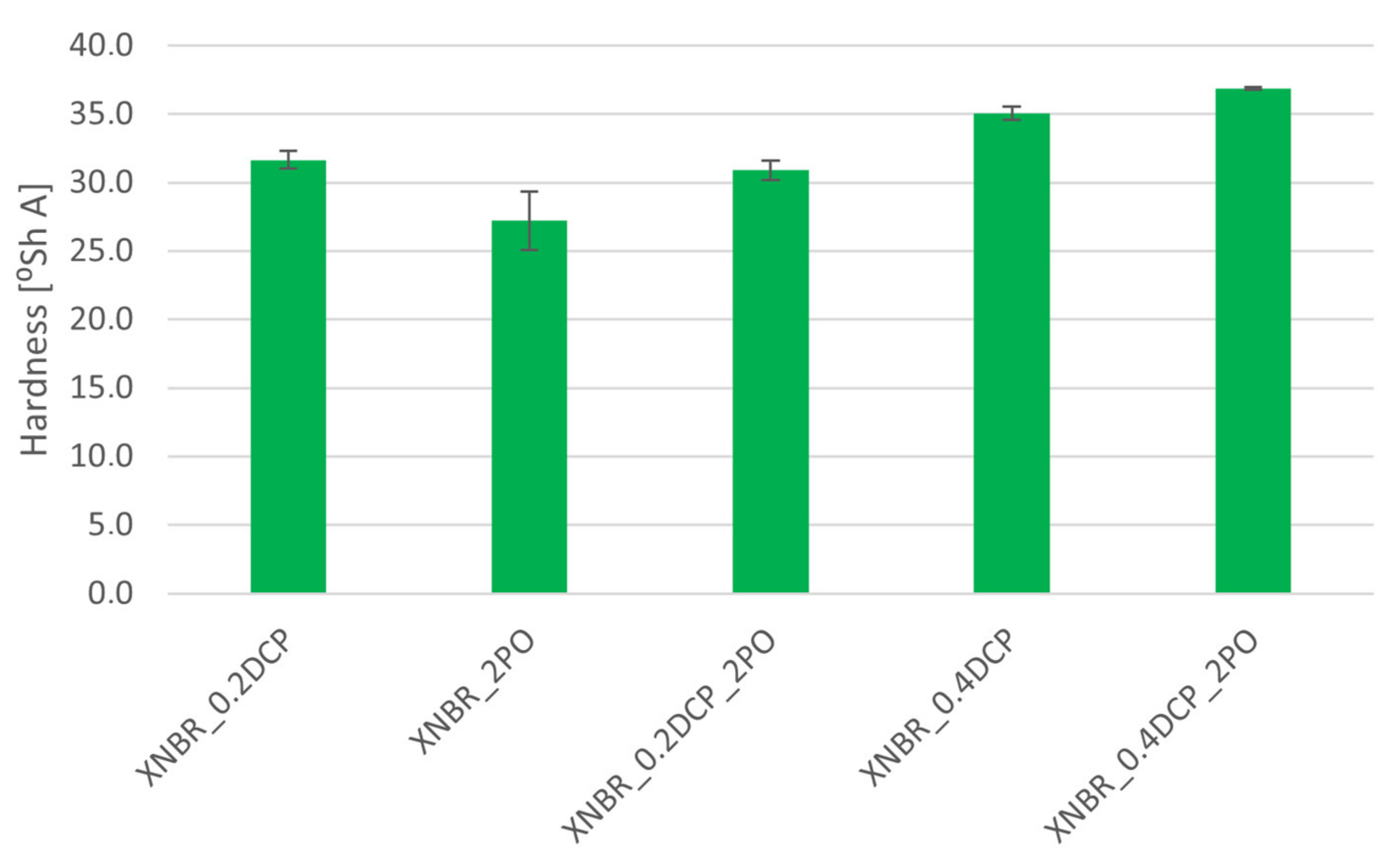
3.3.3. Hardness
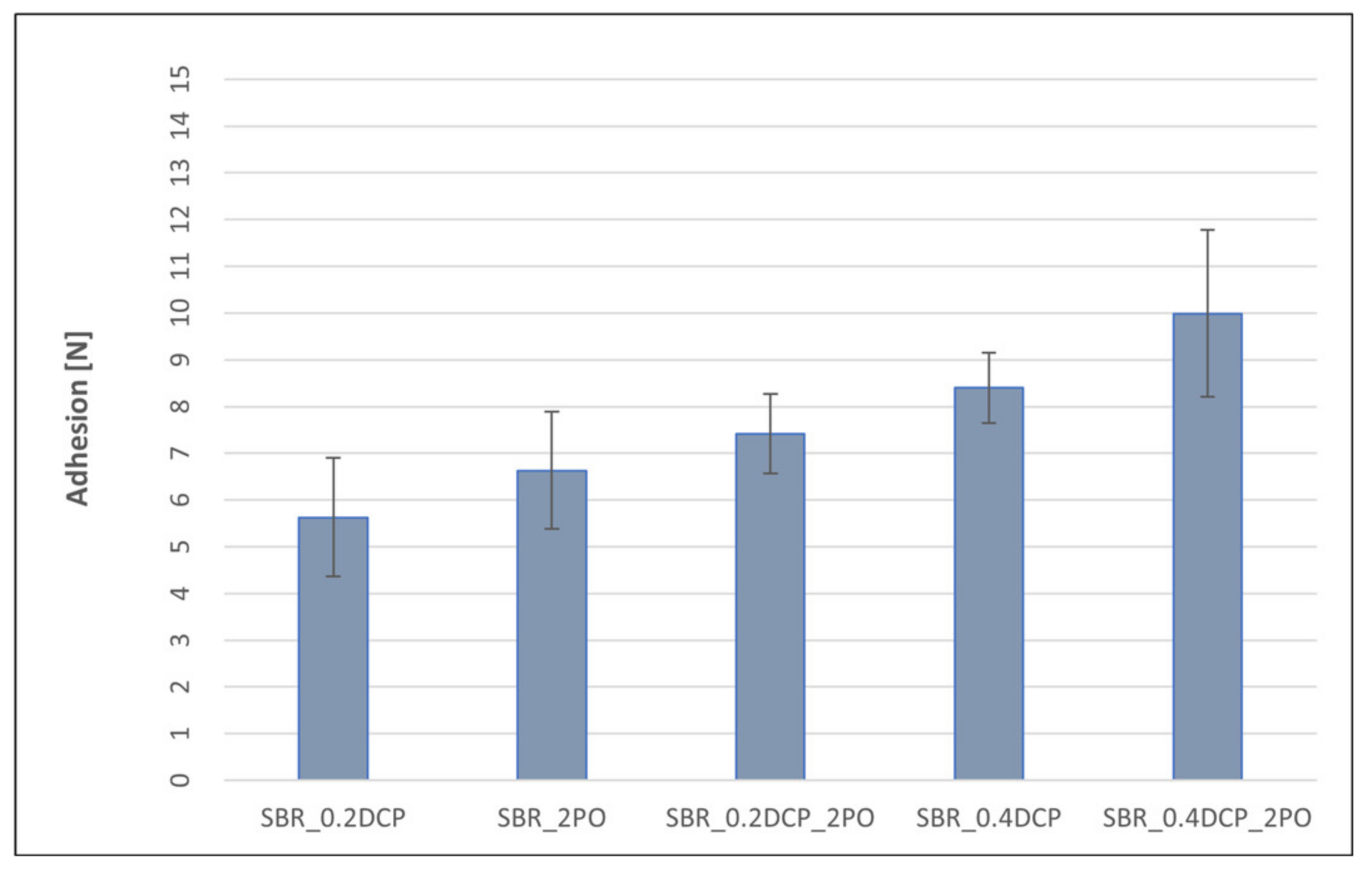
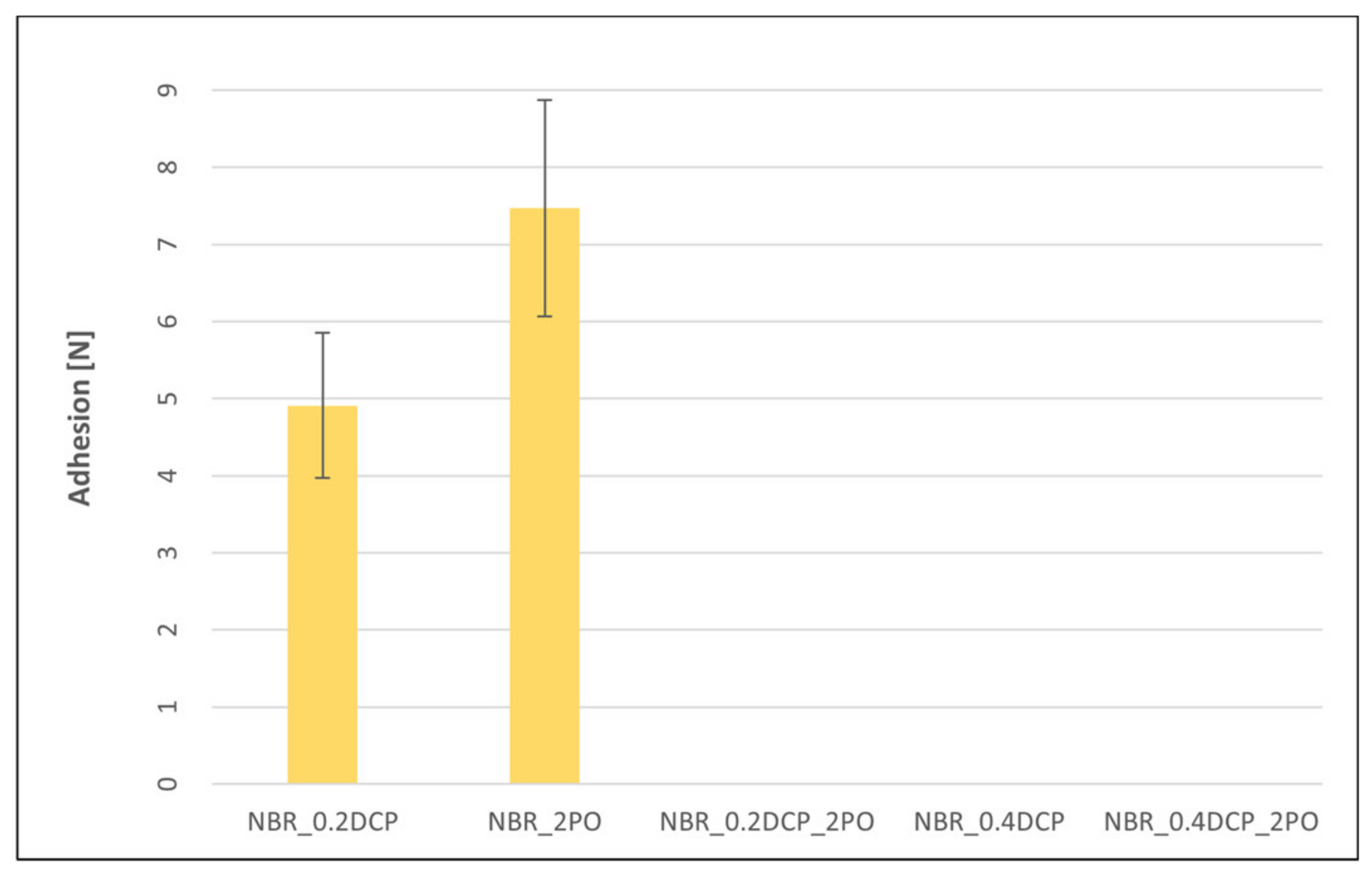
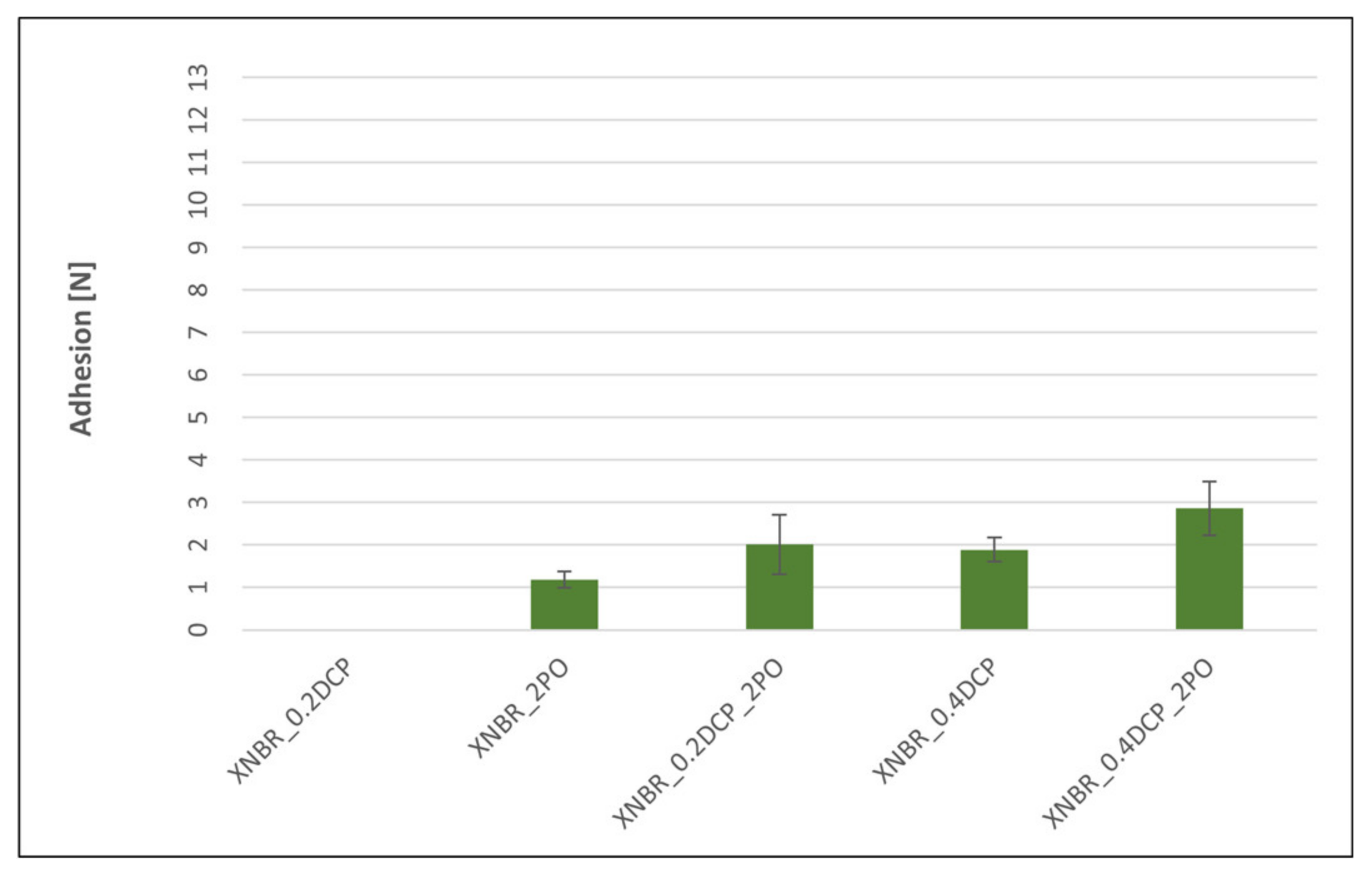
3.4. Adhesion
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Brindöpke, G.; Burkhart, T.; Wallenwein, S.; Walz, G. Vulcanizable Rubber Compositions Containing Urethane Modified Novolak for Increasing the Adhesion to Steel Cords and the Stiffness. European Patent 0827971B1, 30 August 1997. [Google Scholar]
- Bratychak, M.; Bashta, B.; Astakhova, O.; Shyshchak, O.; Zubal, O. Synthesis Mechanism and Properties of Epoxy Resins Modified with Adipic Acid. Chem. Chem. Technol. 2019, 13, 52–58. [Google Scholar] [CrossRef]
- Chen, Y.; Carmichael, R.S.; Carmichael, T.B. Patterned, Flexible, and Stretchable Silver Nanowire/Polymer Composite Films as Transparent Conductive Electrodes. ACS Appl. Mater. Interfaces 2019, 11, 31210–31219. [Google Scholar] [CrossRef]
- Li, H.; Ding, G.; Yang, Z. A High Sensitive Flexible Pressure Sensor Designed by Silver Nanowires Embedded in Polyimide (AgNW-PI). Micromachines 2019, 10, 206. [Google Scholar] [CrossRef] [Green Version]
- Rzymski, W.M.; Włóka, M.; Grzeżółkowska-Rosiak, T. Elastomer-to-metal bonding. Polimery 2005, 50, 530–536. [Google Scholar] [CrossRef]
- Cook, J.W.; Edge, S.; Packham, D.E. Bonding of Natural Rubber to Steel: Surface Roughness and Interlayer Structure. J. Adhes. 2000, 72, 293–315. [Google Scholar] [CrossRef]
- Rajeev, R.S. Fiber-Reinforced Elastomers in Current Topics in Elastomers Research; Bhowmick, A.K., Ed.; CRC Press: Boca Raton, FL, USA, 2008; Chapter 12; p. 351. [Google Scholar] [CrossRef]
- Bell, A.T. Proceedings of the One-Day Seminar, Shawbury 1997, Rapra Technol. Ltd. Materials 1997, 3, 8. [Google Scholar]
- Preparation Methods for Rubber-To-Metal Bonding; Prospectus Hencel Co. AG: Dusseldorf, Germany, 2000; p. 14.
- Granata, A. Phosphatisation technologies for rubber—To metal bonding. Industria Della Gomma 2001, 45, 9–16. [Google Scholar]
- Kang, H.M.; Chung, K.H.; Kaang, S. Surface Modification of Steel Tire Cords via Plasma Etching and Plasma Polymer Coating: Part I. Adhesive properties. Elast. Comp. 2000, 35, 53–62. [Google Scholar]
- Kang, H.M.; Chung, K.H.; Kaang, S.J. Enhanced adhesion of steel filaments to rubber via plasma etching and plasma-polymerized coatings. Adhes. Sci. Technol. 2001, 15, 467–481. [Google Scholar] [CrossRef]
- Kang, H.M.; Kim, N.I.; Yoon, T.H. Plasma etching and plasma polymerization coating of carbon fibers. Part 1. Interfacial adhesion study. J. Adhes. Sci. Technol. 2002, 16, 1809–1823. [Google Scholar] [CrossRef]
- Kim, J.Y.S.; Ahn, K.; Jeong, E.D.; Kim, H.; Jin, J.S.; Bae, J.S.; Kim, H.G.; Cho, C.R. Enhancement of adhesion between polyphenylene sulfide and copper by surface treatments. Curr. Appl. Phys. 2014, 14, 118–121. [Google Scholar] [CrossRef]
- Liao, B.; An, T.; Wang, Y. Current status of development and applications of absorbers used in microwave-absorbing materials. Huadong Shifan Daxue Xuebao Ziran Kexueban 2003, 2, 40. [Google Scholar]
- Hesse, W.; Leicht, E.; Sattelmeyer, R. Rubber Compositions and Vulcanisates Obtained Therefrom Having an Improved Adhesion to Reinforcing Materials. European Patent 0440036A1, 7 August 1991. [Google Scholar]
- Swarts, J.M.; Lee, Z.S. Composition for Rubberizing Steel Cords. U.S. Patent 4148769A, 10 April 1979. [Google Scholar]
- Jing, S.; Sumio, A.; Katsuya, M.; Hidetoshi, H.; Oravec, J.; Preto, J.; Melus, P. Adhesion of carbon steel and natural rubber by functionalized silane coupling agents. Int. J. Adhes. Adhes. 2017, 72, 70–74. [Google Scholar] [CrossRef]
- Ziegler, S.P. Układ Zwiększający Przyczepność dla Wyrobów Gumowych. Polski Patent 2432810T3, 31 July 2014. [Google Scholar]
- Davis, J.A. Rubber Compositions and Articles Thereof Having Improved Metal Adhesion and Metal Adhesion Retention. U.S. Patent 4435477A, 6 March 1984. [Google Scholar]
- Singh, B.; Sedlak, J.A. Additives for Improving Tire Cord Adhesion and Toughness of Vulcanized Rubber Compositions. European Patent 0473948, 11 March 1992. [Google Scholar]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deepalekshmi, P.; Visakh, P.M.; Mathew, A.P.; Chandra, A.K.; Thomas, S. Advances in Elastomers: Their Composites and Nanocomposites: State of Art, New Challenges and Opportunities. In Advances in Elastomers II; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–9. [Google Scholar]
- Motawie, A.M.; Sadek, E.M. Curing of Natural Rubber/Epoxy Adhesive. Pak. J. Sci. Ind. Res. 2001, 44, 142–147. [Google Scholar]
- Kruželák, J.; Sýkora, R.; Hudec, I. Peroxide vulcanization of natural rubber. Part II: Effect of peroxides and co-agents. J. Polym. Eng. 2015, 35, 21–29. [Google Scholar] [CrossRef]
- Lu, P.; Qu, Z.; Wang, Q.; Bai, L.; Zhao, S. Nonlinear Conductive Behaviour of Silver Nanowires/Silicone Rubber Composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 301, 012052. Available online: https://iopscience.iop.org/article/10.1088/1757-899X/301/1/012052 (accessed on 17 March 2020). [CrossRef]
- Bieliński, D.M.; Głąb, P.; Chruściel, J. Modyfikacja kauczuku butadienowo-styrenowego polimetylosiloksanami. Polimery 2007, 52, 195–202. [Google Scholar] [CrossRef]
- Sheehan, C.J.; Bisio, A.L. Polymer/Solvent Interaction Parameters. Rubber Chem. Technol. 1966, 39, 149–192. [Google Scholar] [CrossRef]
- Flory, P.J.; Rehner, J. Statistical Mechanics of Cross-Linked Polymer Networks I. Rubberlike Elasticity. J. Chem. Phys. 1943, 11, 512. [Google Scholar] [CrossRef]
- Akiba, M.; Hashim, A.S. Vulcanization and crosslinking in elastomers. Prog. Polym. Sci. 1997, 22, 475–521. [Google Scholar] [CrossRef]
- Ibarra, L. Effect of temperature on the crosslink densities of nitrile rubber and carboxylated nitrile rubber with zinc peroxide. J. Appl. Polym. Sci. 2002, 86, 335–340. [Google Scholar] [CrossRef]
- González, L.; Rodríguez, A.; Marcos, A.; Chamorro, C. Crosslink Reaction Mechanisms of Diene Rubber with Dicumyl Peroxide. Rubber Chem. Technol. 1996, 69, 203–214. [Google Scholar] [CrossRef]
- Ibarra, L. The effect of crosslinking type on the physical properties of carboxylated acrylonitrile butadiene elastomers. J. Appl. Polym. Sci. 1999, 73, 927–933. [Google Scholar] [CrossRef]
- Park, J.; You, I.; Shin, S.; Jeong, U. Material Approaches to Stretchable Strain Sensors. ChemPhysChem 2015, 16, 1155–1163. [Google Scholar] [CrossRef] [PubMed]
- Schissl, P.; Czaderna, A.W. Reactions at the Silver/Polymer Interface: A Review. Sol. Energy Mater. 1980, 3, 225–245. [Google Scholar] [CrossRef] [Green Version]
- Czaderna, A.W.; Schissl, P. Specularity and stability of silvered polymers. Sol. Energy Mater. 1986, 14, 341–356. [Google Scholar] [CrossRef]
- Ozbek, M.O.; Onal, I.; van Santen, R.A. Why silver is the unique catalyst for ethylene epoxidation. J. Catal. 2011, 284, 230–235. [Google Scholar] [CrossRef]
- Chou, H.L.; Wu, C.M.; Lin, F.D.; Rick, J. Interactions between silver nanoparticles and polyvinyl alcohol nanofibers. AIP Adv. 2014, 4, 087111. [Google Scholar] [CrossRef] [Green Version]
- Friedrich, J. Metal-Polymer Systems, Interface Design and Chemical Bonding; Wiley-VCH Verlag GmbH & Co. KGaA Boschstr.: Weinheim, Germany, 2018; ISBN 978-3-527-33677-7. [Google Scholar]
- Strunskus, T.; Grunze, M.; Kochendoerfer, G.; Wöll, C. Identification of physical and chemical interaction mechanisms for the metals gold, silver, copper, palladium, chromium, and potassium with polyimide surfaces. Langmuir 1996, 12, 2712. [Google Scholar] [CrossRef]
- Dantas, M.A.; Carbas, R.; Marques, E.A.S.; Parente, M.P.L.; Kushner, D.; da Silva, L.F.M. Numerical study of flexible tubular metal-polymer adhesive joints. J. Adh. 2020, 9, 1–23. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | Rubber | DCP | PO |
|---|---|---|---|
| SBR_0.2DCP | 100 | 0.2 | 0 |
| SBR_2PO | 100 | 0 | 2 |
| SBR_0.2DCP_2PO | 100 | 0.2 | 2 |
| SBR_0.4DCP | 100 | 0.4 | 0 |
| SBR_0.4DCP_2PO | 100 | 0.4 | 2 |
| NBR_0.2DCP | 100 | 0.2 | 0 |
| NBR_2PO | 100 | 0 | 2 |
| NBR_0.2DCP_2PO | 100 | 0.2 | 2 |
| NBR_0.4DCP | 100 | 0.4 | 0 |
| NBR_0.4DCP_2PO | 100 | 0.4 | 2 |
| XNBR_0.2DCP | 100 | 0.2 | 0 |
| XNBR_2PO | 100 | 0 | 2 |
| XNBR_0.2DCP_2PO | 100 | 0.2 | 2 |
| XNBR_0.4DCP | 100 | 0.4 | 0 |
| XNBR_0.4DCP_2PO | 100 | 0.4 | 2 |
| Rubber Mix | t90 [min] | MH [dNm] | ML [dNM] | ΔM [dNm] |
|---|---|---|---|---|
| SBR_0.2DCP | 17 | 4.8 | 1.0 | 3.8 |
| SBR_2PO | 5 | 2.4 | 1.0 | 1.4 |
| SBR_0.2DCP_2PO | 17 | 5.7 | 1.0 | 4.7 |
| SBR_0.4DCP | 17 | 7.6 | 1.0 | 6.6 |
| SBR_0.4DCP_2PO | 17 | 8.1 | 1.0 | 7.1 |
| NBR_0.2DCP | 25 | 5.9 | 1.4 | 4.5 |
| NBR_2PO | 30 | 2.4 | 1.3 | 1.1 |
| NBR_0.2DCP_2PO | 23 | 8.2 | 1.2 | 7.0 |
| NBR_0.4DCP | 21 | 9.0 | 1.3 | 7.7 |
| NBR_0.4DCP_2PO | 22 | 7.7 | 1.4 | 6.3 |
| XNBR_0.2DCP | 25 | 2.2 | 0.5 | 1.7 |
| XNBR_2PO | 33 | 1.3 | 0.5 | 0.8 |
| XNBR_0.2DCP_2PO | 23 | 2.7 | 0.5 | 2.2 |
| XNBR_0.4DCP | 21 | 4.9 | 0.5 | 4.4 |
| XNBR_0.4DCP_2PO | 20 | 5.0 | 0.5 | 4.5 |
| Sample | M100 [MPa] | M200 [MPa] | M300 [MPa] | Tensile Strength [MPa] | Elongation at Break [%] |
|---|---|---|---|---|---|
| SBR_0.2DCP | 0.57 ± 0.11 | 0.96 ± 0.08 | 1.16 ± 0.06 | 1.59 ± 0.21 | 510 ± 89 |
| SBR_2PO | 0.36 ± 0.06 | 0.48 ± 0.06 | 0.58 ± 0.06 | 1.74 ± 0.13 | 979 ± 47 |
| SBR_0.2DCP_2PO | 0.62 ± 0.05 | 0.99 ± 0.08 | 1.21 ± 0.08 | 1.78 ± 0.28 | 313 ± 92 |
| SBR_0.4DCP | 0.72 ± 0.08 | 1.16 ± 0.00 | 1.43 ± 0.08 | 1.51 ± 0.16 | 313 ± 14 |
| SBR_0.4DCP_2PO | 0.73 ± 0.09 | 1.20 ± 0.00 | - | 1.50 ± 0.24 | 222 ± 28 |
| NBR_0.2DCP | 0.81 ± 0.07 | 1.26 ± 0.15 | 1.55 ± 0.11 | 1.68 ± 0.12 | 287 ± 49 |
| NBR_2PO | 0.45 ± 0.03 | 0.62 ± 0.06 | 0.79 ± 0.09 | 1.16 ± 0.06 | 562 ± 101 |
| NBR_0.2DCP_2PO | 0.85 ± 0.02 | 1.24 ± 0,06 | 1.63 ± 0.12 | 1.65 ± 0.09 | 298 ± 21 |
| NBR_0.4DCP | 1.04 ± 0.14 | - | - | 1.49 ± 0.26 | 169 ± 20 |
| NBR_0.4DCP_2PO | 0.94 ± 0.11 | 1.27 ± 0.13 | - | 1.47 ± 0.19 | 203 ± 68 |
| XNBR_0.2DCP | 0.67 ± 0.03 | 0.77 ± 0.03 | 0.83 ± 0.03 | 1,86 ± 0,17 | 1070 ± 76 |
| XNBR_2PO | 0.60 ± 0,01 | 0.64 ± 0.02 | 0.65 ± 0.03 | >1.33 ± 0.05 | * |
| XNBR_0.2DCP_2PO | 0.65 ± 0.02 | 0.75 ± 0.04 | 0.82 ± 0.07 | 2.41 ± 0.26 | 956 ± 41 |
| XNBR_0.4DCP | 0.76 ± 0.03 | 0.92 ± 0.05 | 1.06 ± 0.08 | 2.51 ± 0.29 | 653 ± 82 |
| XNBR_0.4DCP_2PO | 0.71 ± 0.00 | 0.88 ± 0.02 | 1.01 ± 0.07 | 1.68 ± 0.66 | 530 ± 101 |
| Sample | Fmax. [N/mm] | Fmin. [N/mm] |
|---|---|---|
| SBR_0.2DCP | 6.05 | 5.78 |
| SBR_2PO | no tearing | |
| SBR_0.2DCP_2PO | 4.88 | 3.96 |
| SBR_0.4DCP | 3.5 | 2.3 |
| SBR_0.4DCP_2PO | 3.0 | 1.0 |
| NBR_0.2DCP | 5.96 | 3.18 |
| NBR_2PO | no tearing | |
| NBR_0.2DCP_2PO | 2.83 | 1.66 |
| NBR_0.4DCP | 2.66 | 1.72 |
| NBR_0.4DCP_2PO | 3.36 | 2.73 |
| XNBR_0.2DCP | no tearing | |
| XNBR_2PO | no tearing | |
| XNBR_0.2DCP_2PO | no tearing | |
| XNBR_0.4DCP | 7.71 | 5.75 |
| XNBR_0.4DCP_2PO | 8.22 | 5.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chudzik, J.; Bieliński, D.M.; Bratychak, M.; Demchuk, Y.; Astakhova, O.; Jędrzejczyk, M.; Celichowski, G. Influence of Modified Epoxy Resins on Peroxide Curing, Mechanical Properties and Adhesion of SBR, NBR and XNBR to Silver Wires. Part I: Application of Monoperoxy Derivative of Epoxy Resin (PO). Materials 2021, 14, 1320. https://doi.org/10.3390/ma14051320
Chudzik J, Bieliński DM, Bratychak M, Demchuk Y, Astakhova O, Jędrzejczyk M, Celichowski G. Influence of Modified Epoxy Resins on Peroxide Curing, Mechanical Properties and Adhesion of SBR, NBR and XNBR to Silver Wires. Part I: Application of Monoperoxy Derivative of Epoxy Resin (PO). Materials. 2021; 14(5):1320. https://doi.org/10.3390/ma14051320
Chicago/Turabian StyleChudzik, Joanna, Dariusz M. Bieliński, Michael Bratychak, Yuriy Demchuk, Olena Astakhova, Marcin Jędrzejczyk, and Grzegorz Celichowski. 2021. "Influence of Modified Epoxy Resins on Peroxide Curing, Mechanical Properties and Adhesion of SBR, NBR and XNBR to Silver Wires. Part I: Application of Monoperoxy Derivative of Epoxy Resin (PO)" Materials 14, no. 5: 1320. https://doi.org/10.3390/ma14051320