Numerical Simulation Development and Computational Optimization for Directed Energy Deposition Additive Manufacturing Process


Abstract
:1. Introduction
2. Materials and Methods
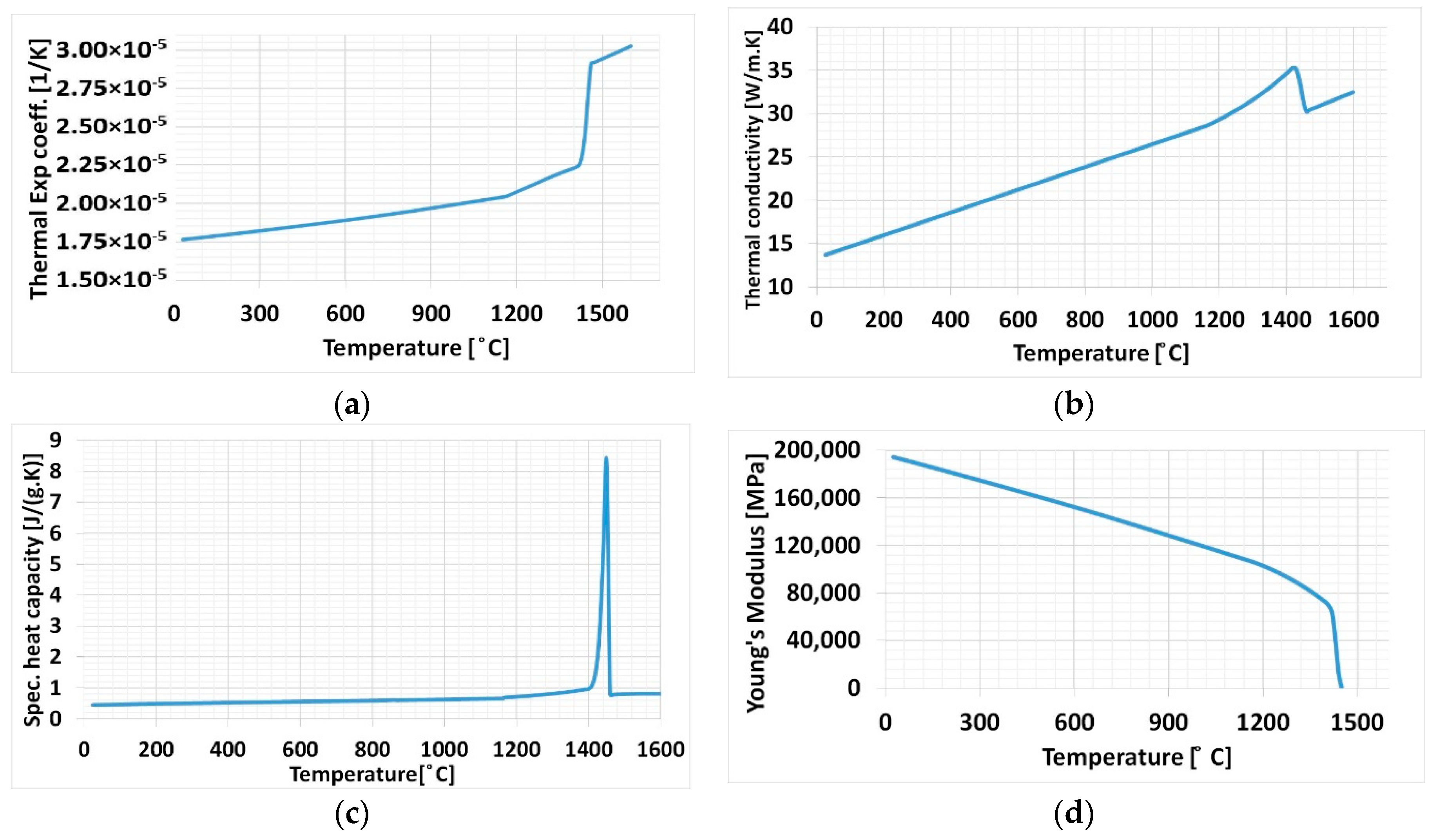
2.1. Material
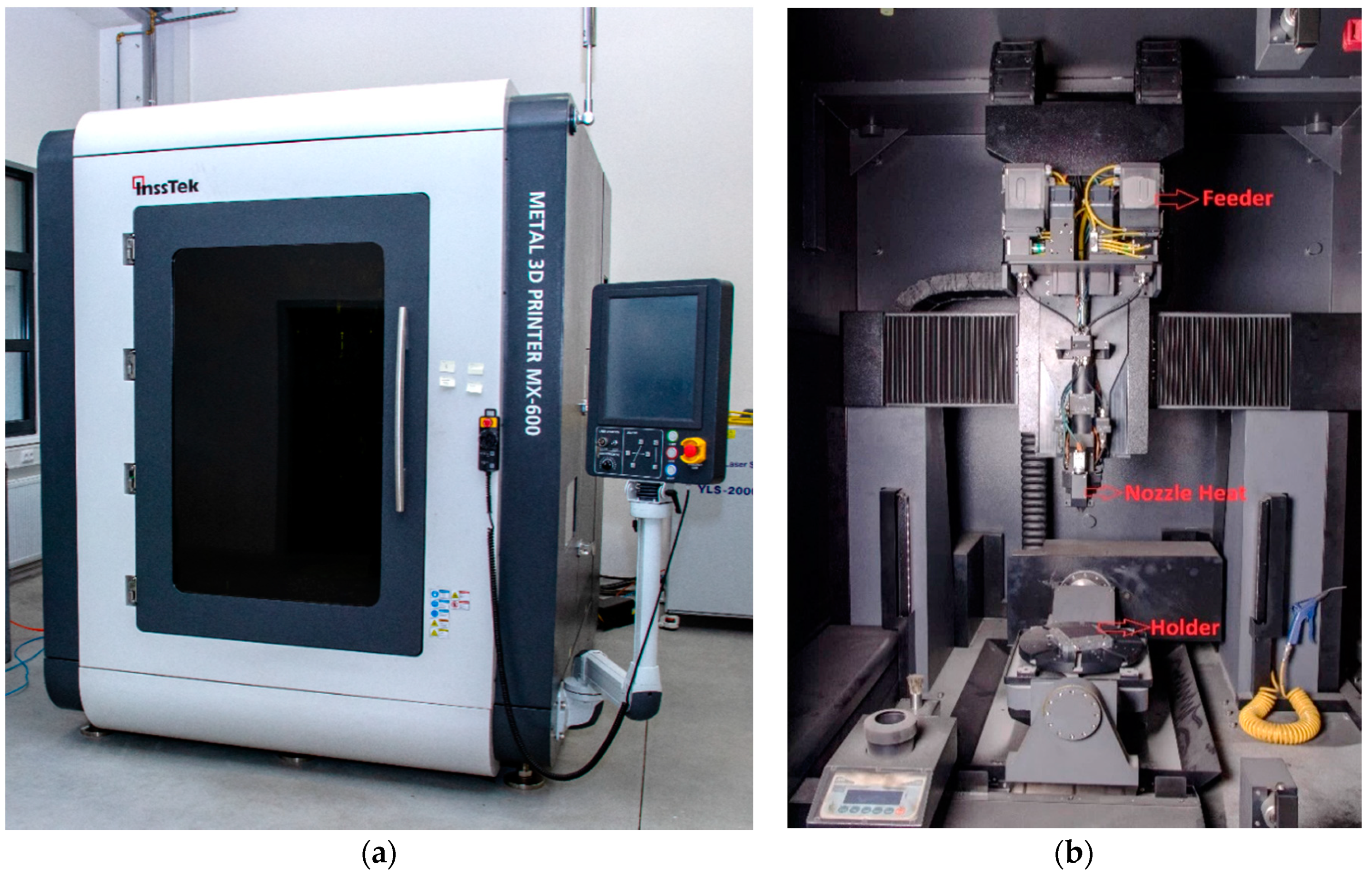
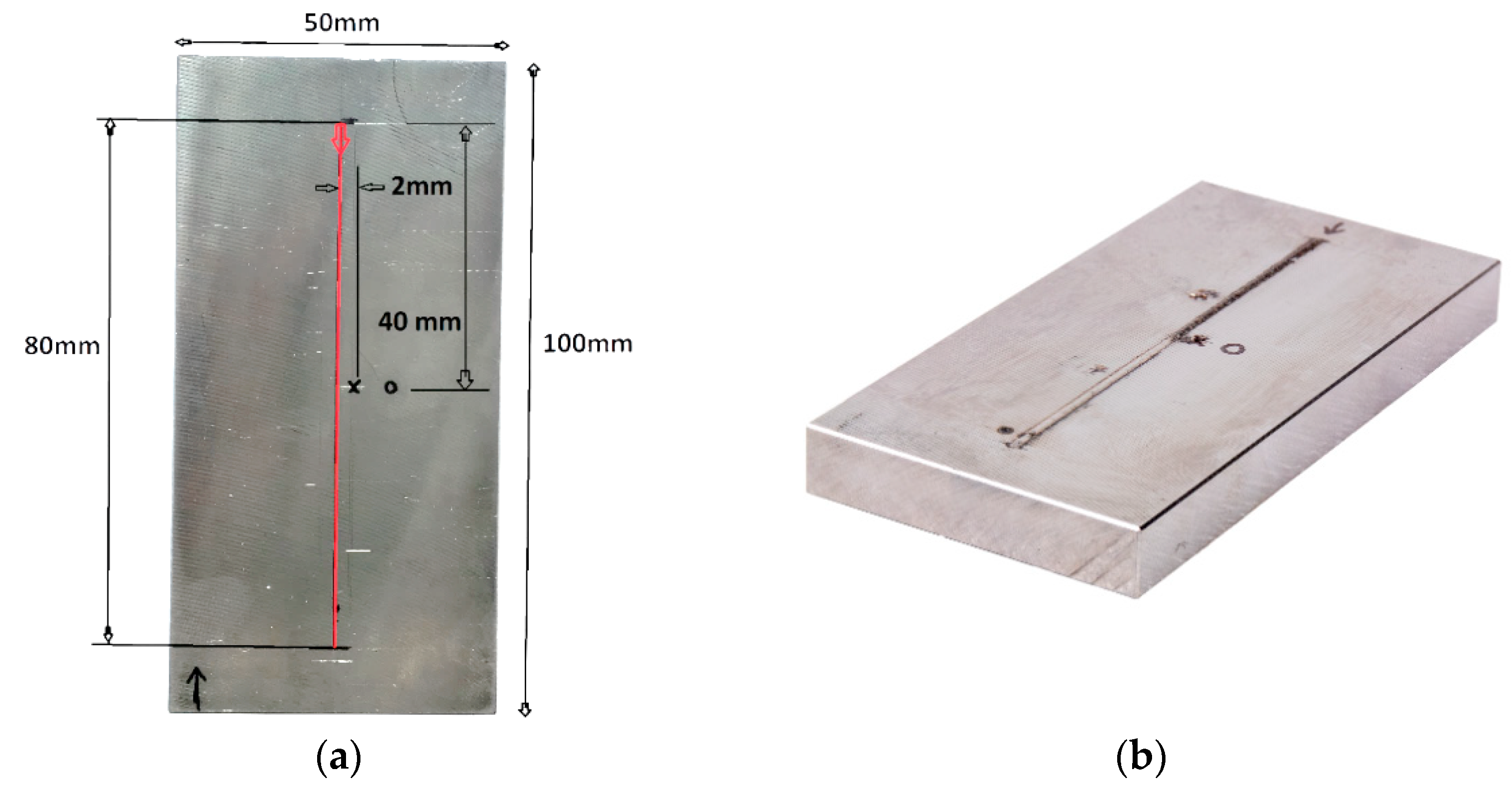
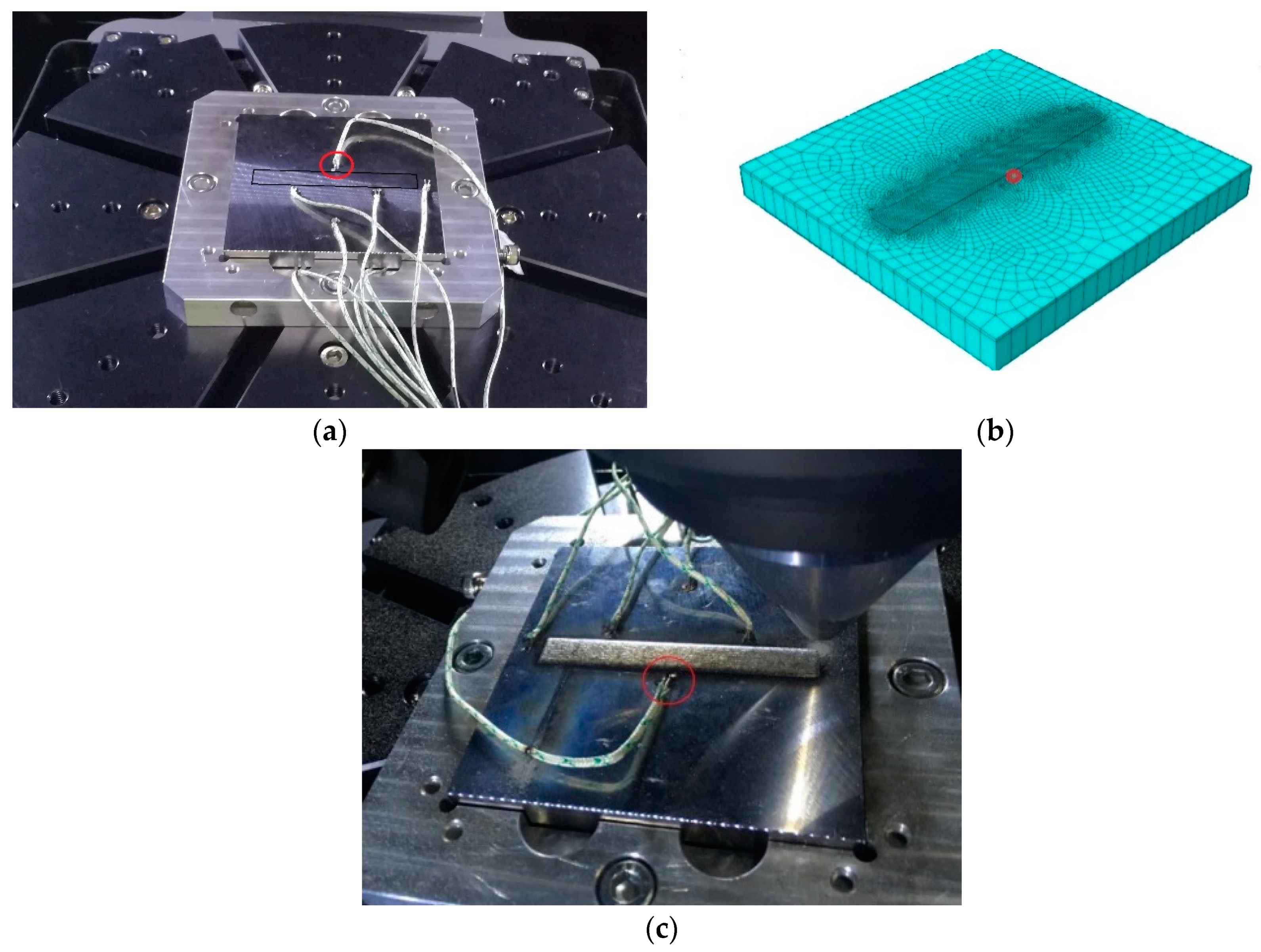
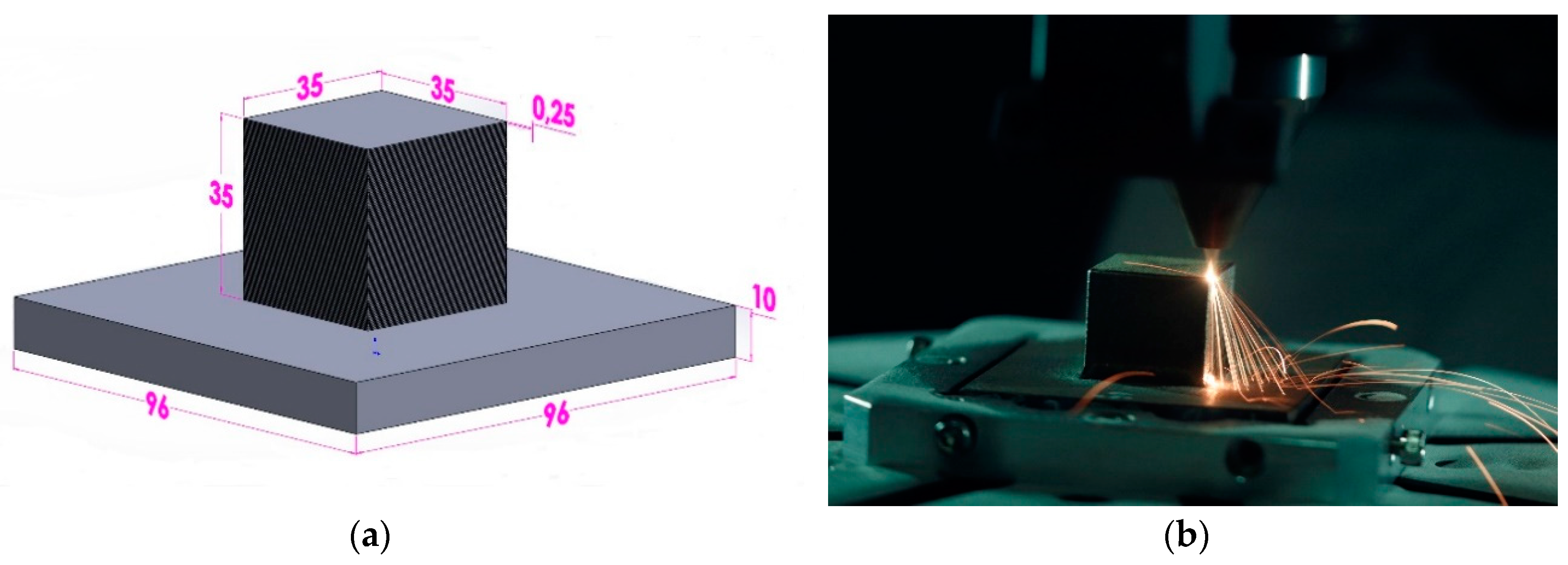
2.2. Experimental Setup
2.3. Thermo-Mechanical Model
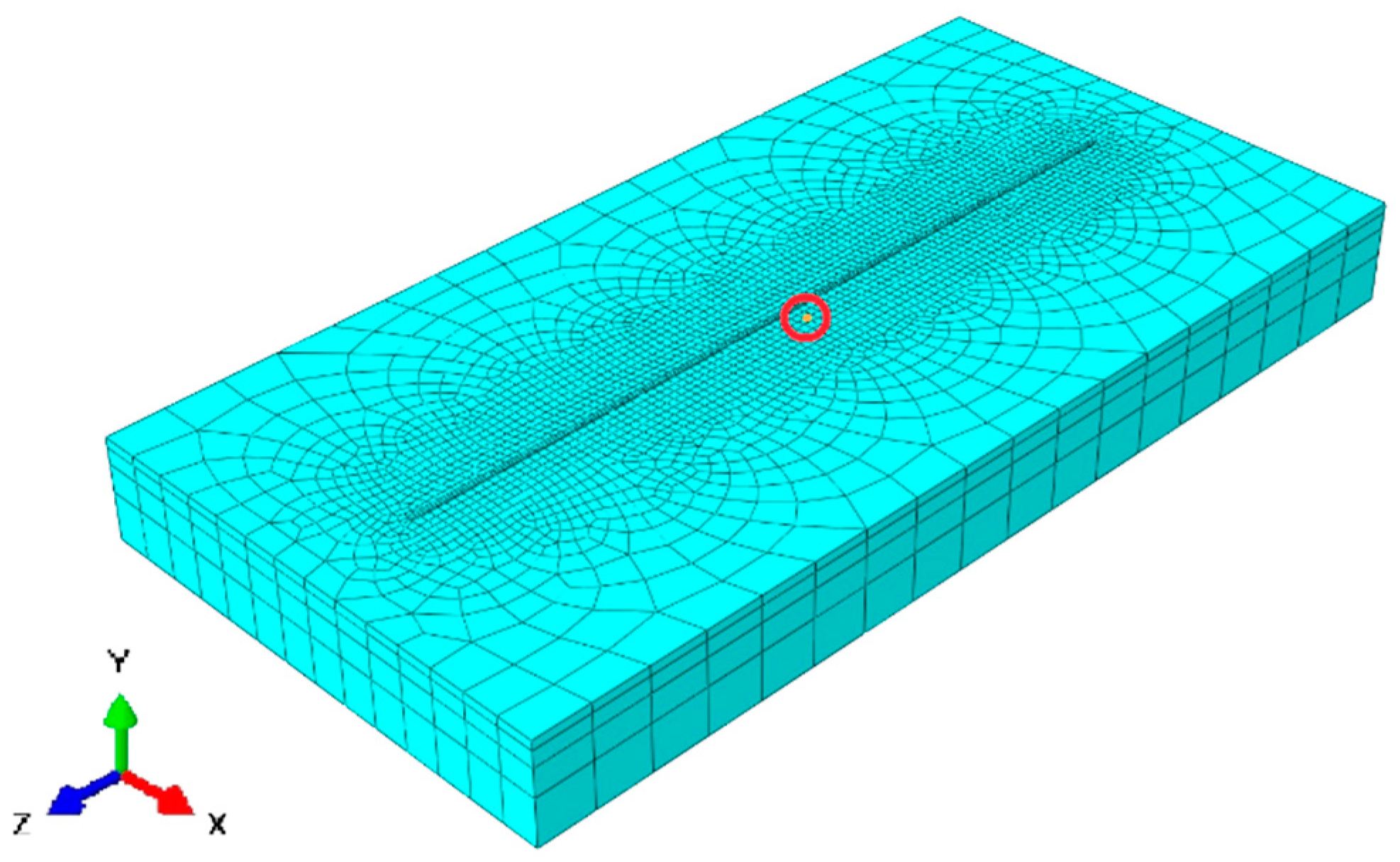
2.3.1. Thermal Modeling
2.3.2. Mechanical Modeling
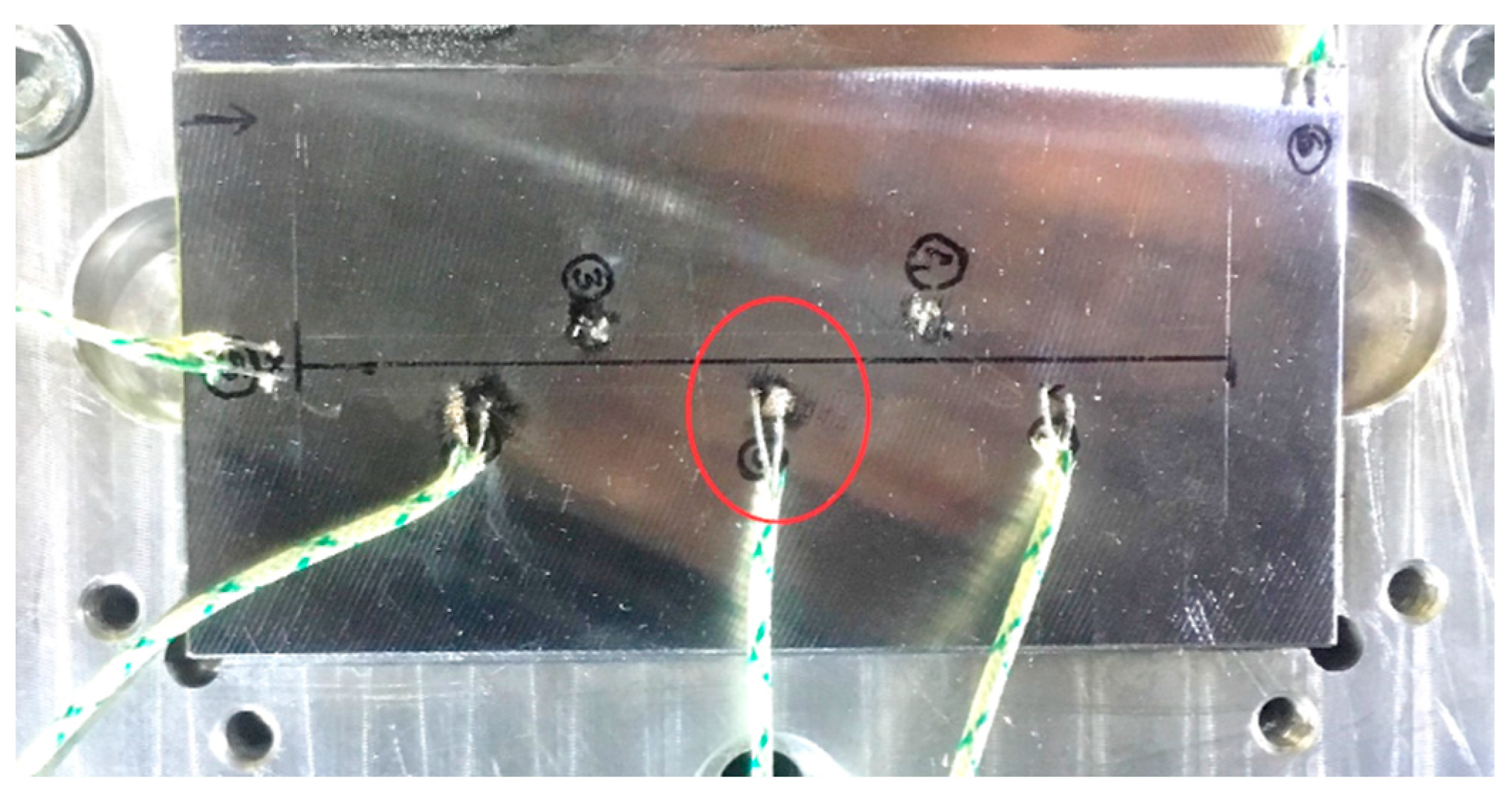
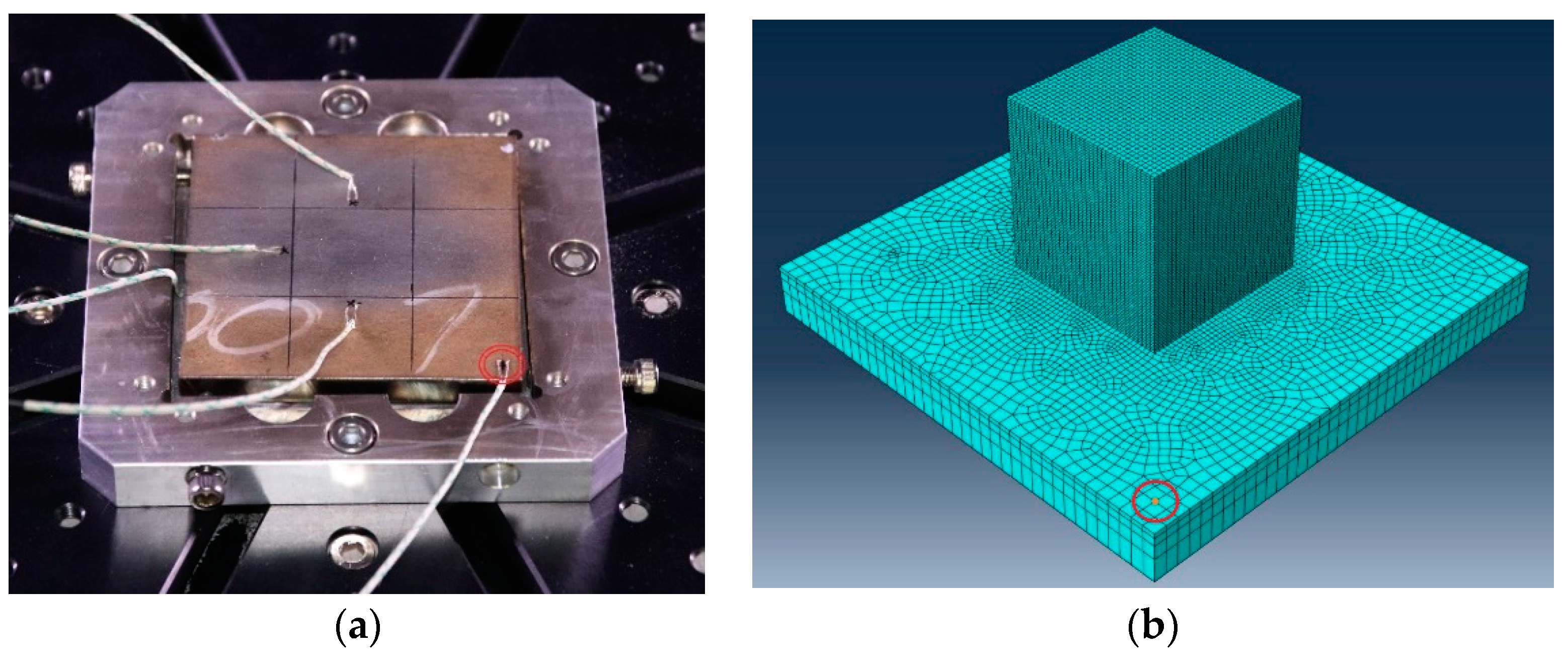
2.4. In Situ Temperature Measurement
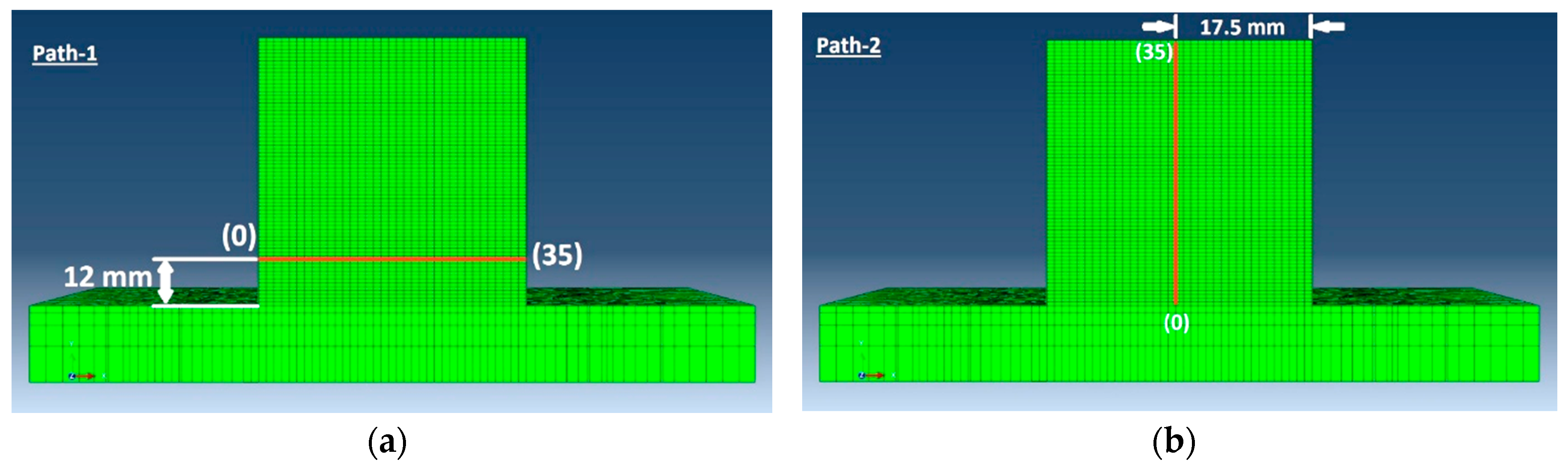
2.5. Residual Stress Evaluation
3. Results
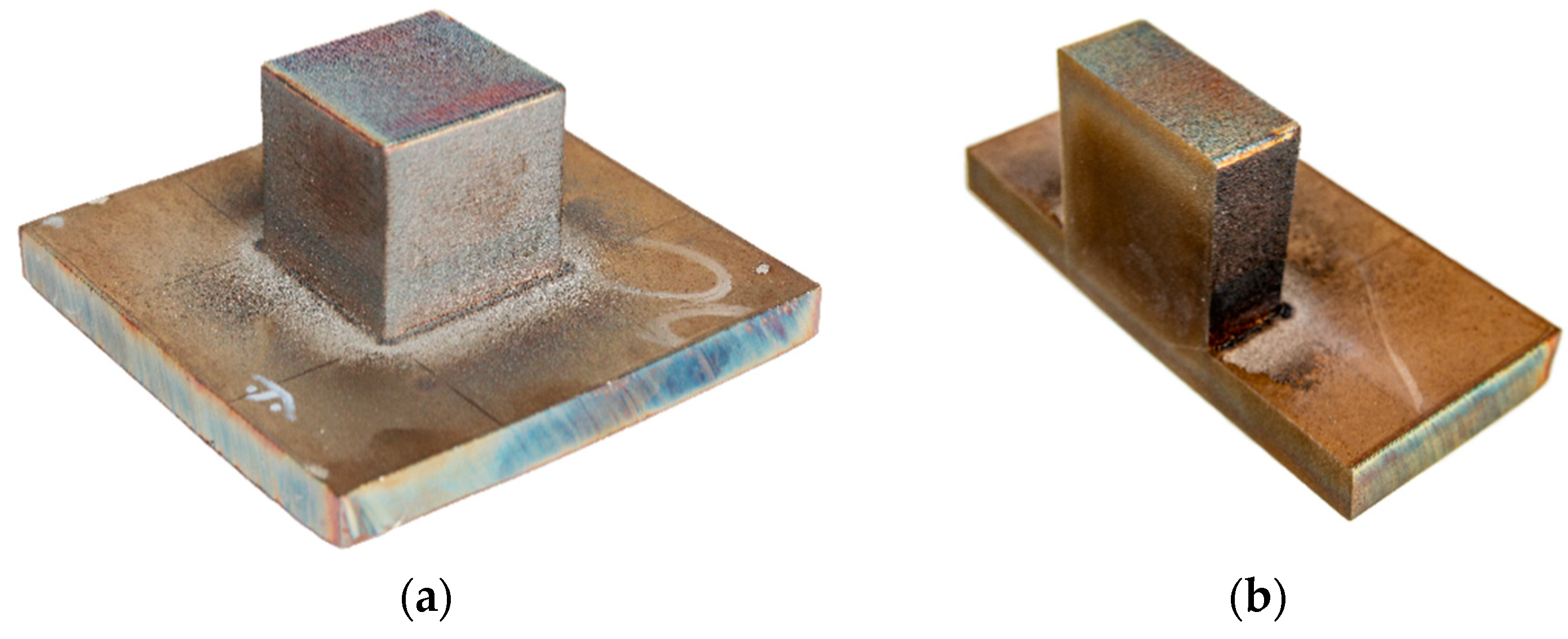
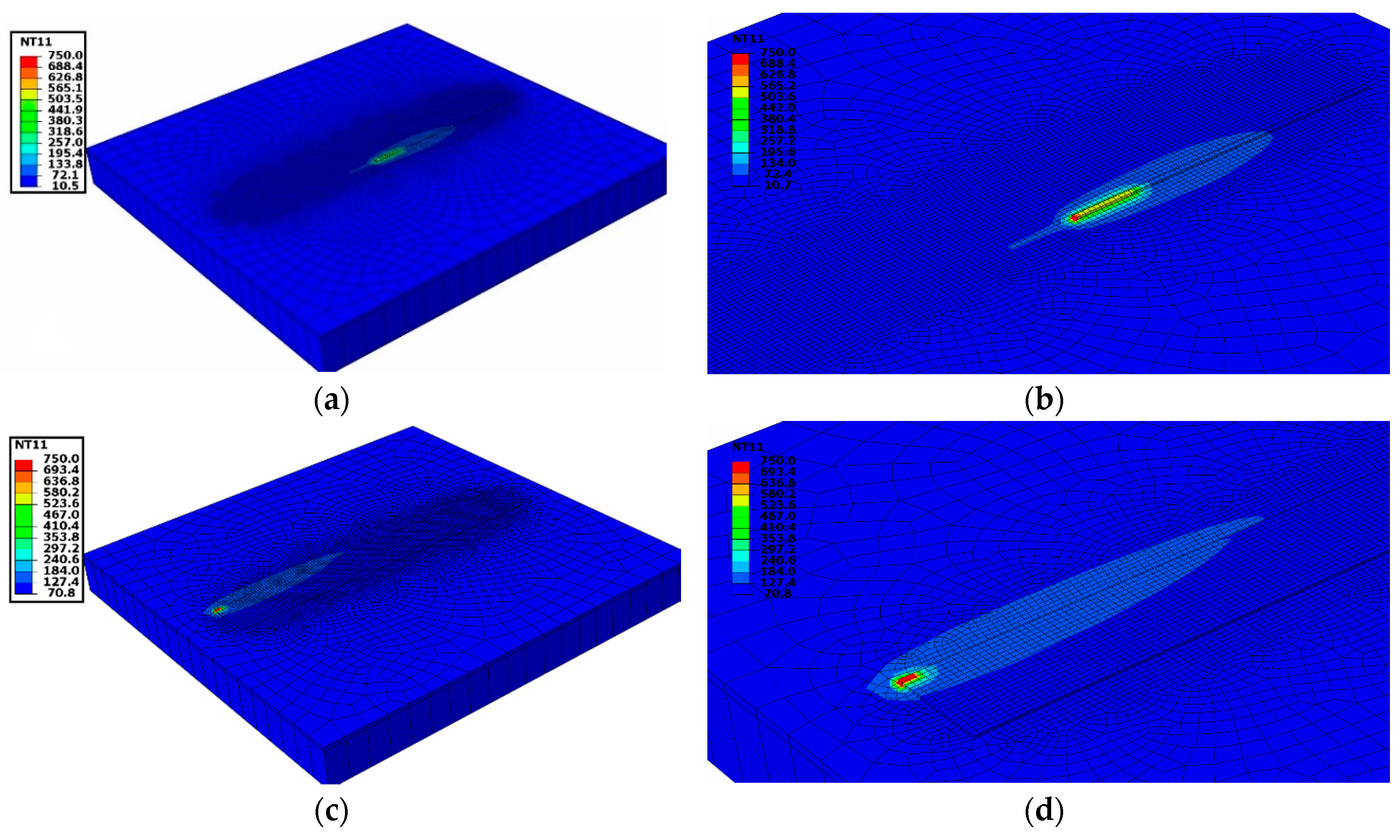
3.1. Single-Track Deposition
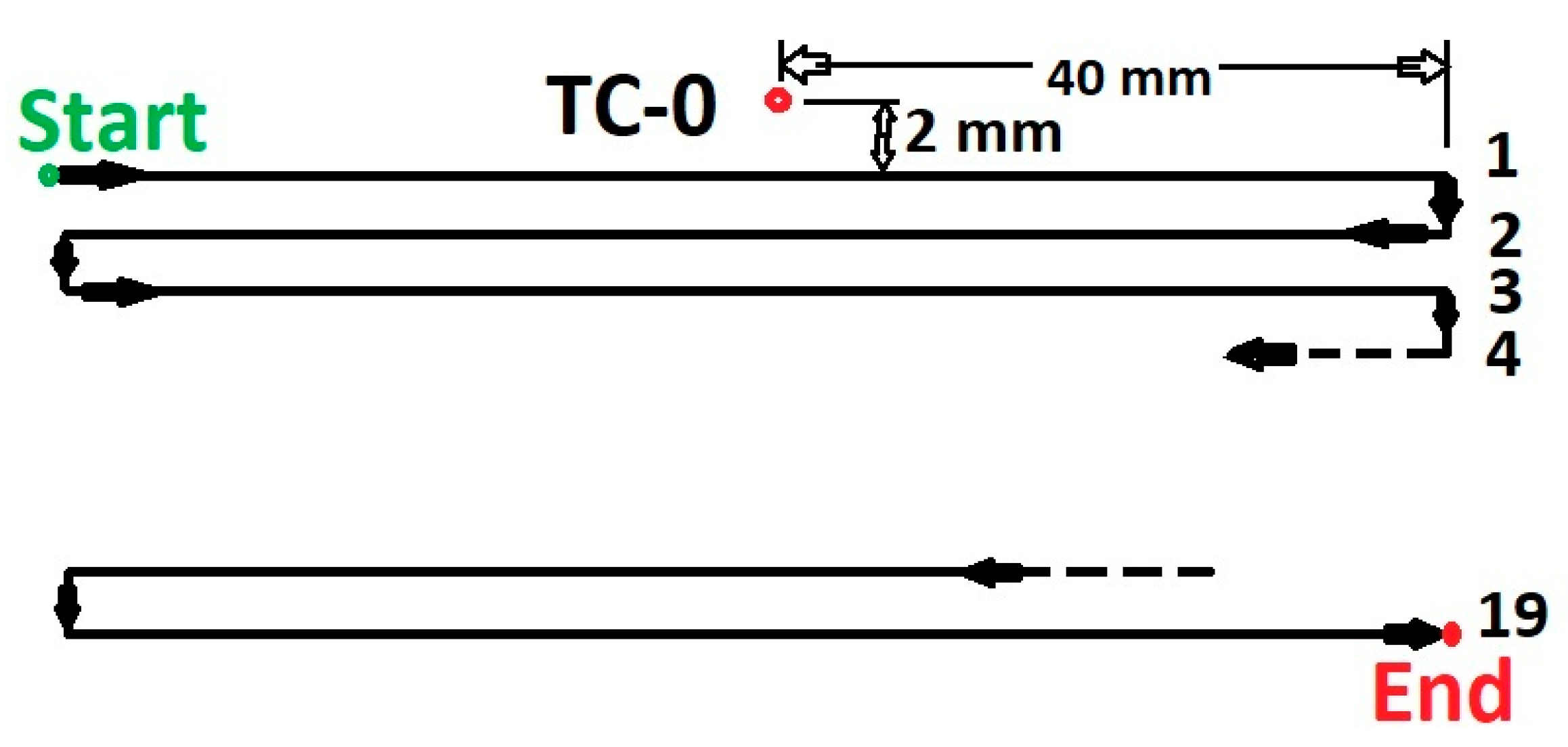
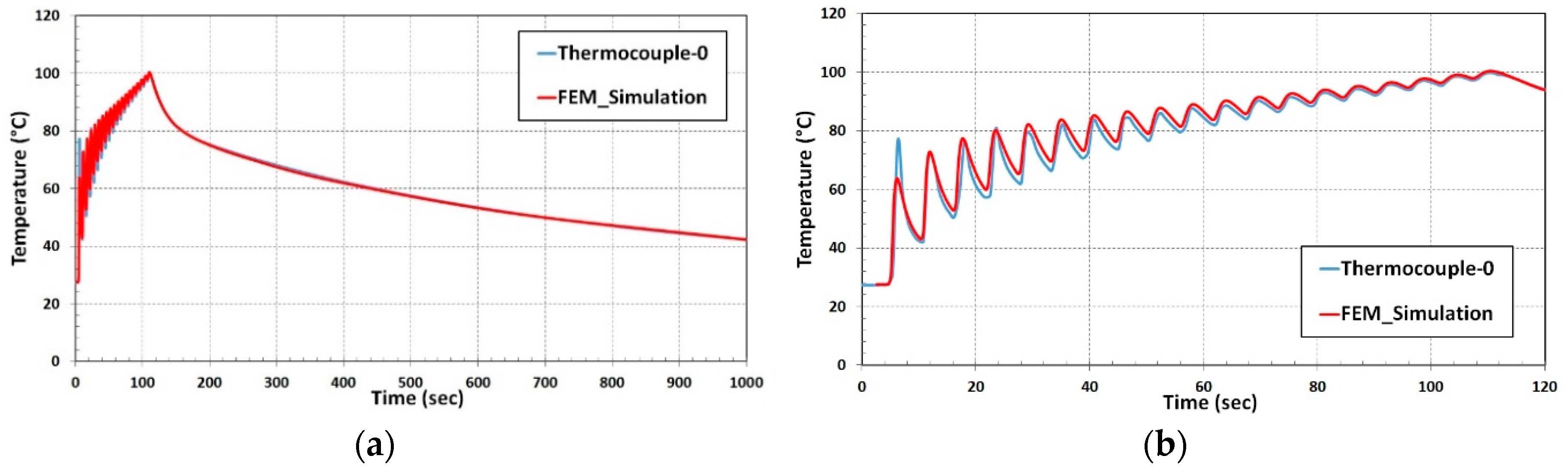
3.2. Multi-Track Deposition
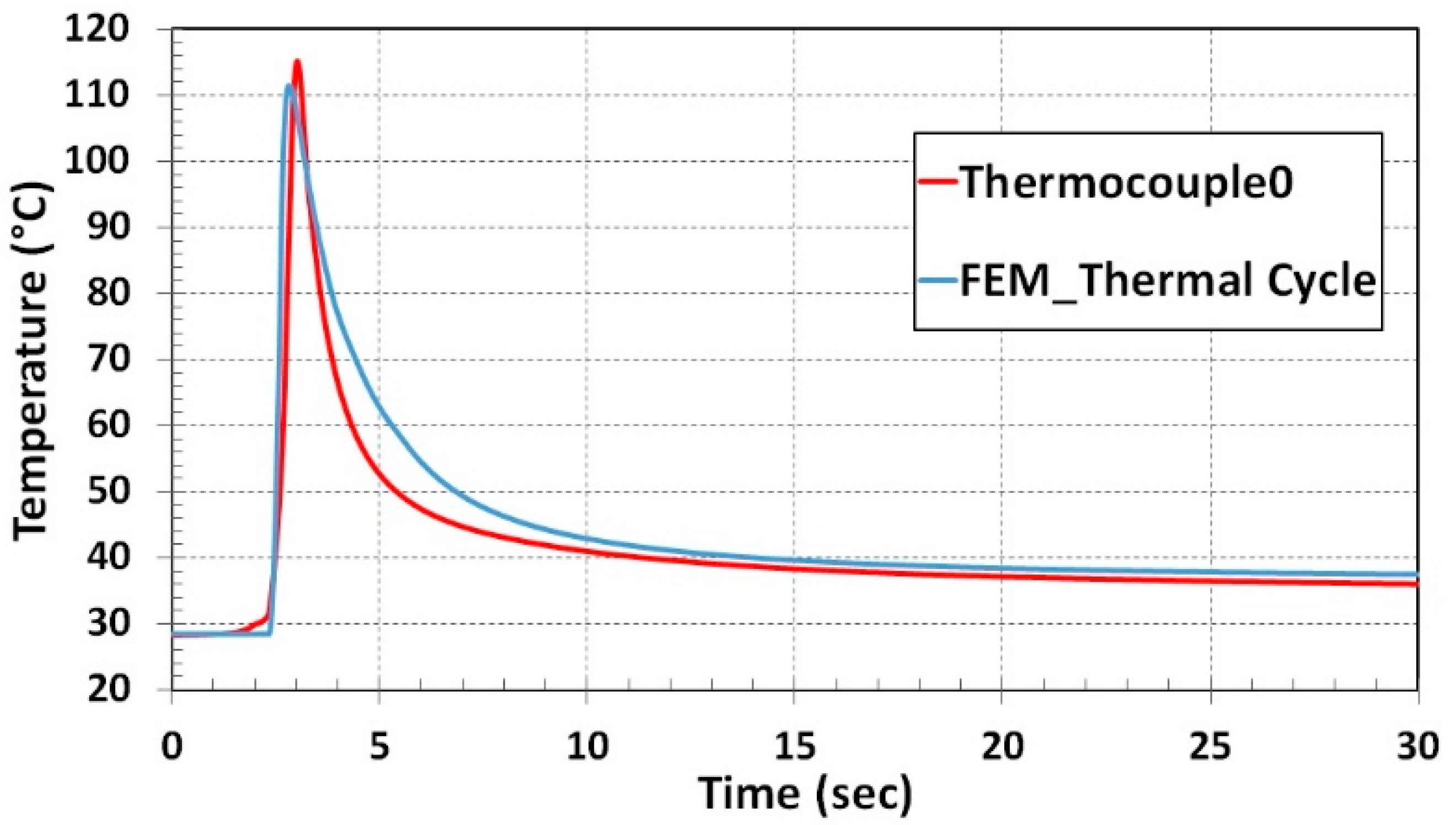
3.3. Thermal Cycle for Single-Track Deposition
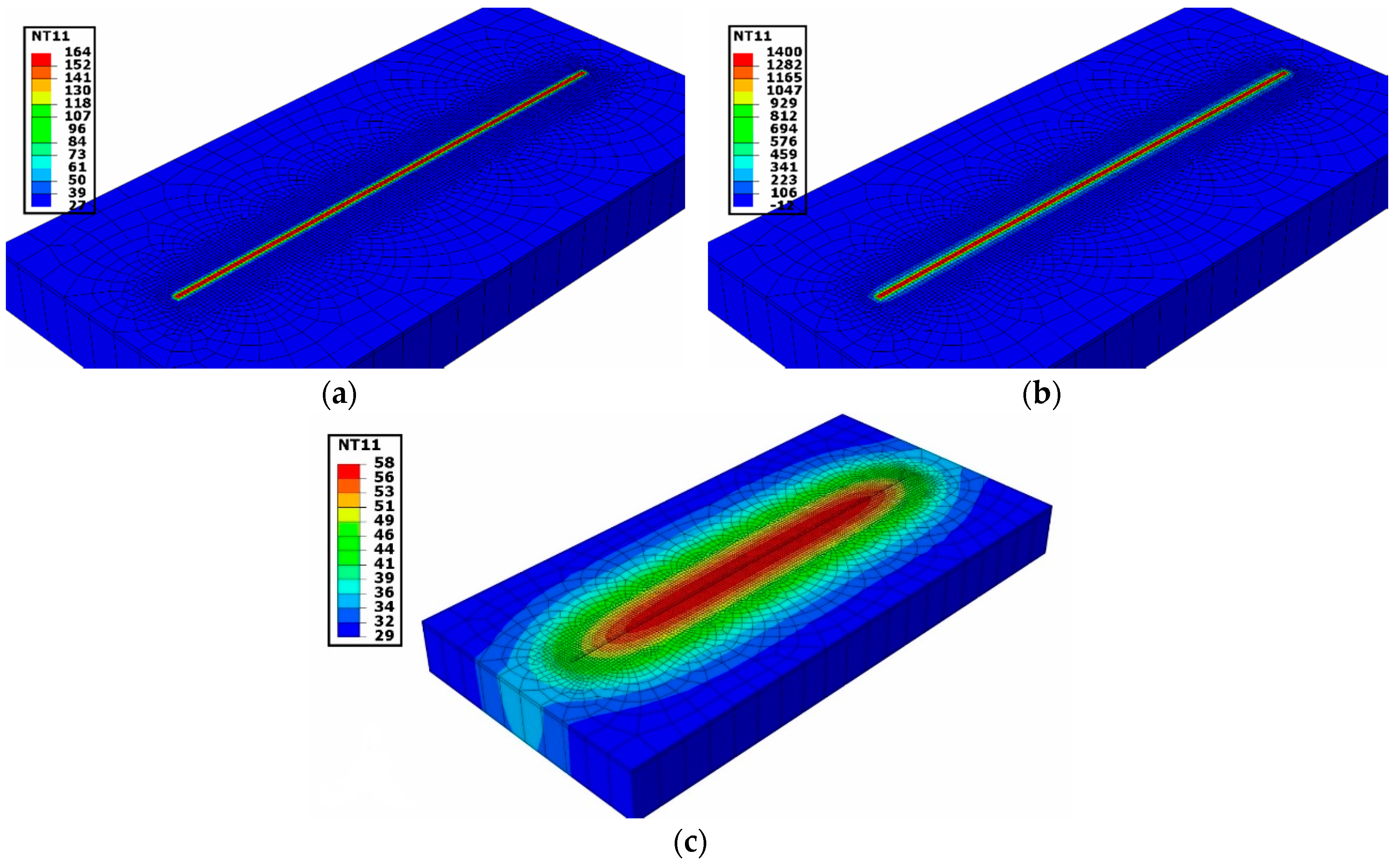
3.4. Thermal Cycle Heat Input Method for 3D Structure
- Heat flux allowed for a fraction of the total time required for layer deposition.
- The intensity of the heat flux is set according to the melting point of the material.
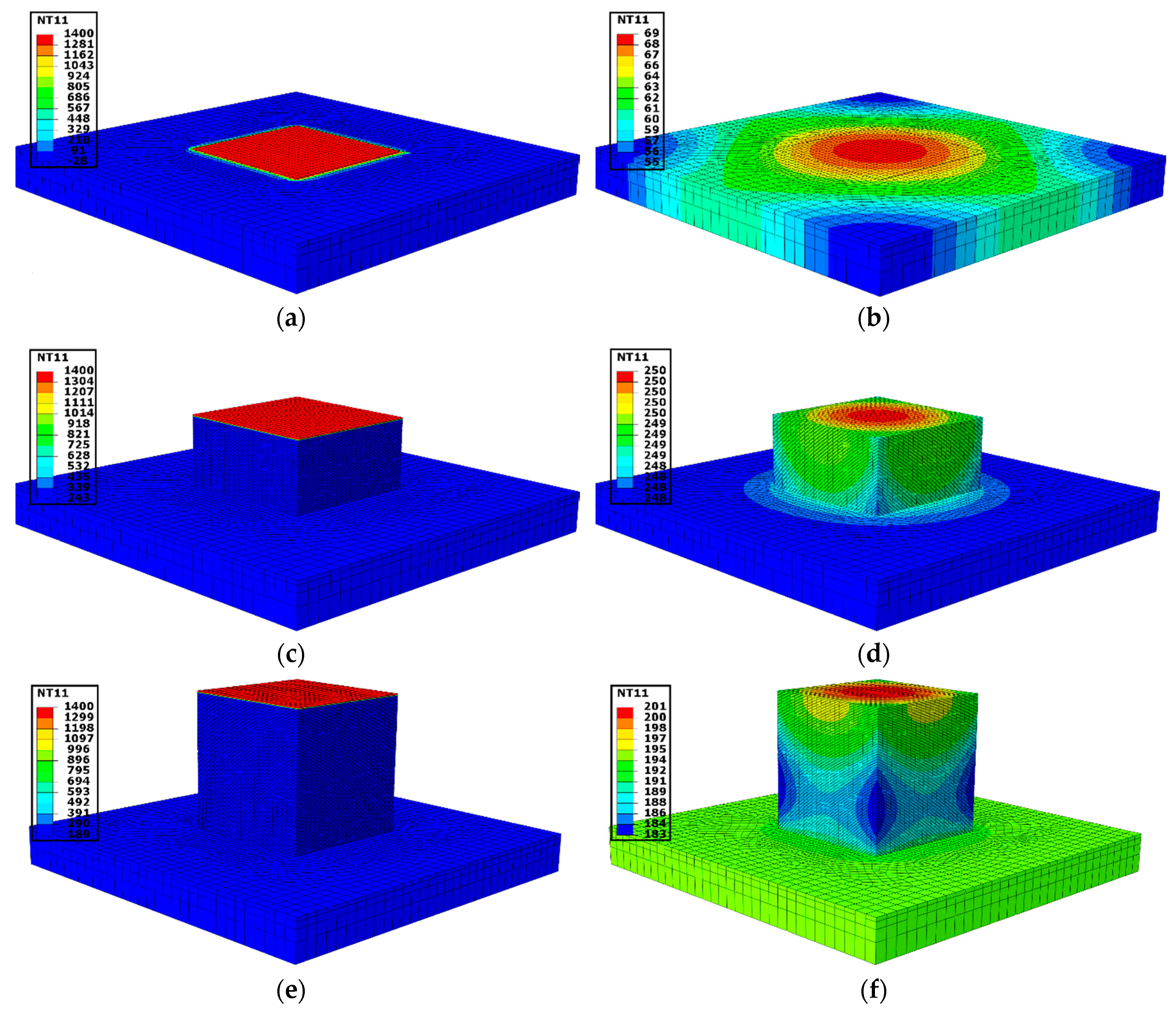
3.4.1. Thermal Validation for 3D Structure Simulation
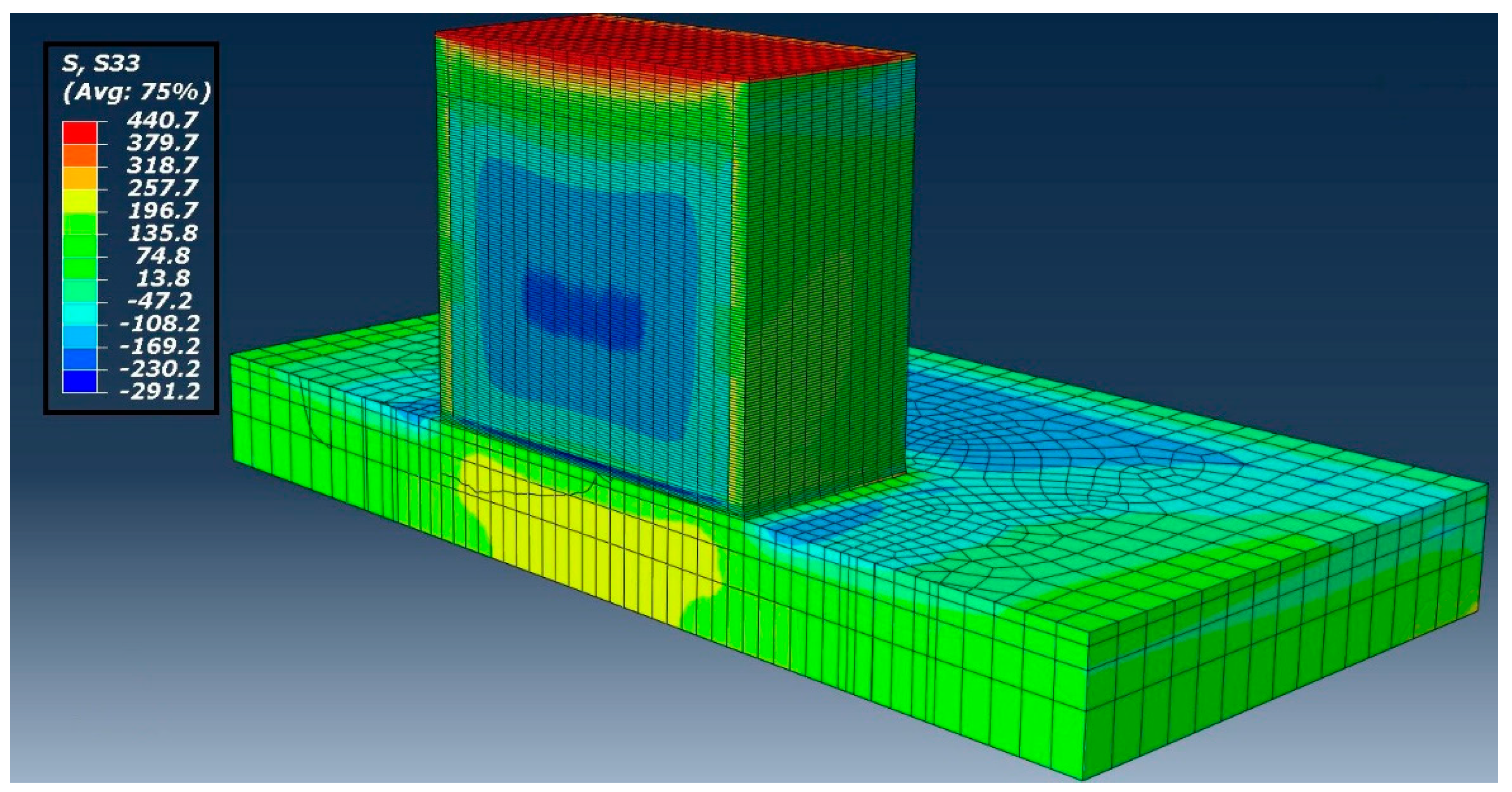
3.4.2. Residual Stress Validation
3.5. Lumping of Layers for 3D Cubic Structure
- Two-layers lumping
- Four-layers lumping
- Seven-layers lumping
- Ten-layers lumping
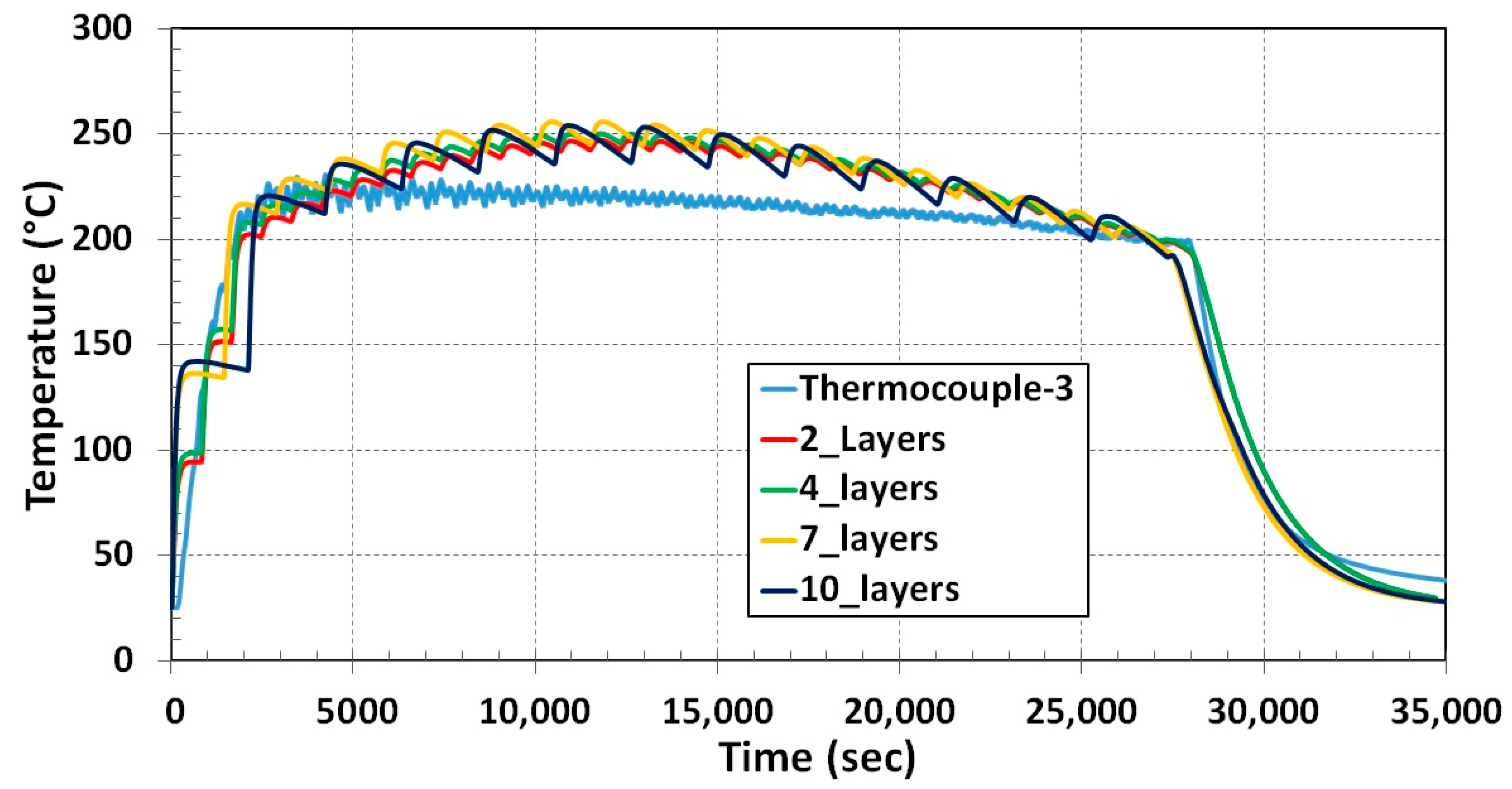
3.5.1. Thermal Validation
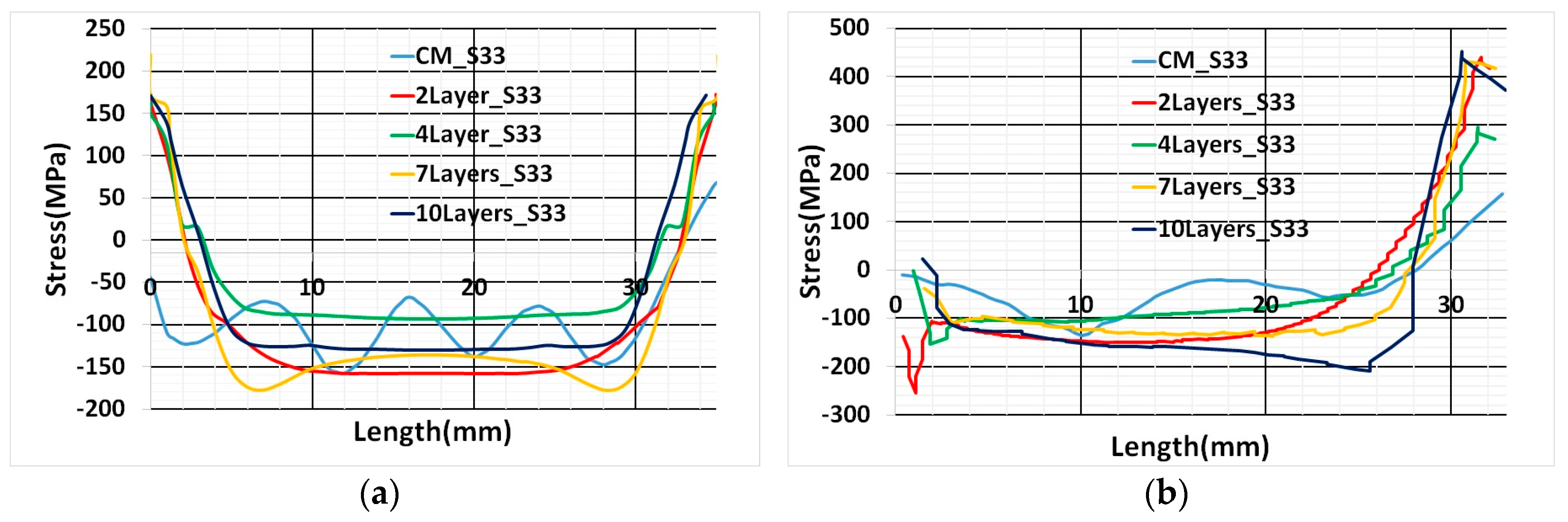
3.5.2. Residual Stress Validation
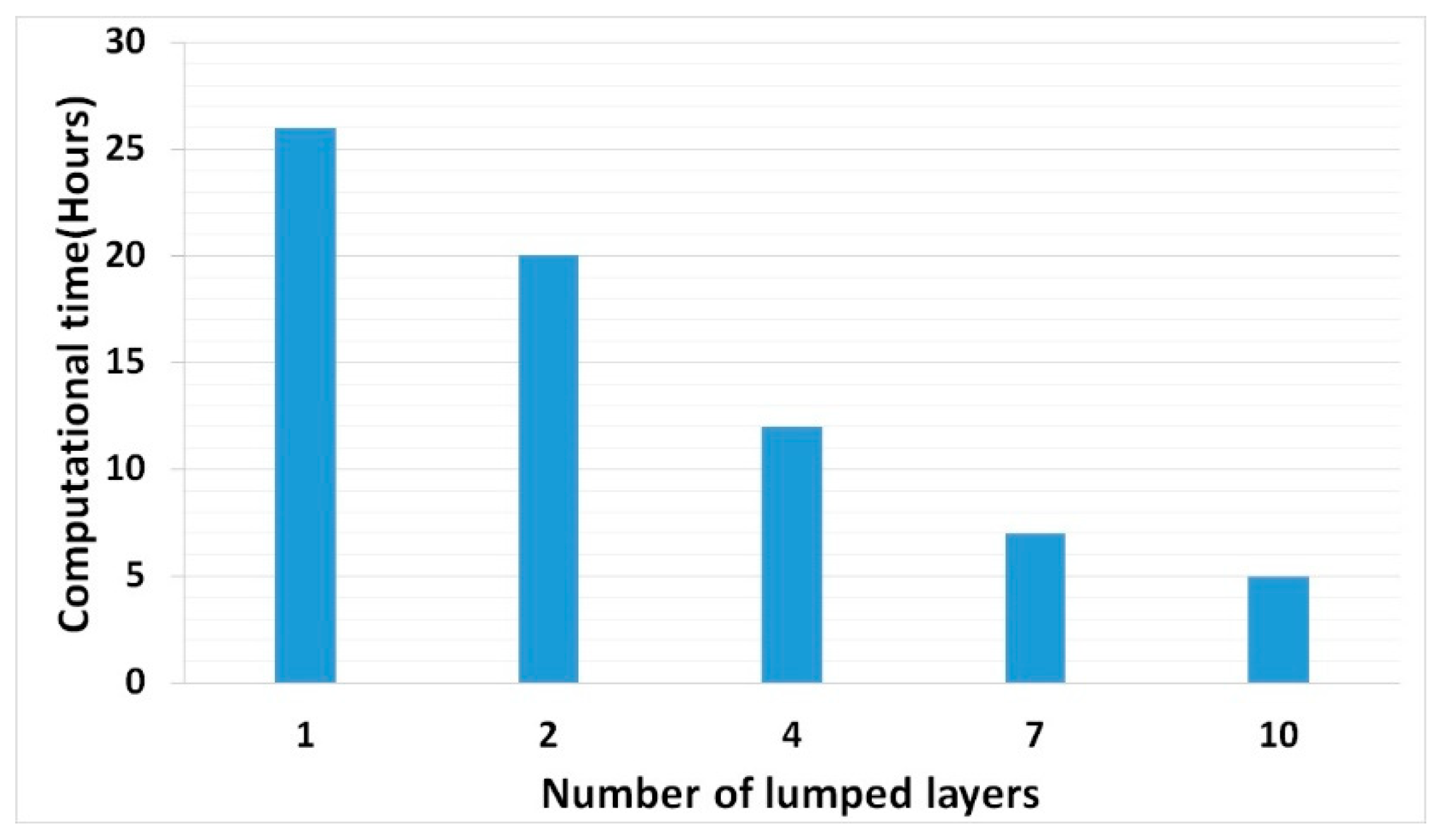
3.6. Computational Time
4. Conclusions
- The validated weld model for the single and multi-track simulation with the transient heat input has limitations in terms of the computational time. The transient heat input model is not reasonable for an additively manufactured solid structure numerical simulation.
- The thermal cycle heat input method reduces both job preparation effort and computational cost. Drastic reduction with simulation time prompt to implement a 3D solid AM structure.
- The limitation of the thermal cycle heat input is ignoring the scanning strategy and local anisotropy. The work intends to do a macroscopic analysis and calculates the residual stress at a reasonable time but not a microscopic analysis of the scanning strategy effect in the AM sample.
- The thermal cycle heat input method was successful to reduce computational time for a 3D solid structure with a good agreement of thermal and residual stress results from the experiment. Moreover, further lumping of layers linearly reduced the simulation time.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, K.; Zhao, X. 3D thermal finite element analysis of the SLM 316L parts with microstructural correlations. Complexity 2018. [Google Scholar] [CrossRef] [Green Version]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of Inter-Layer Dwell Time on Distortion and Residual Stress in Additive Manufacturing of Titanium and Nickel Alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Michaleris, P.; DeBiccari, A. Prediction of Welding Distortion. Weld. J. Res. Suppl. 1997, 76, 172s–181s. [Google Scholar]
- Chiumenti, M.; Lin, X.; Cervera, M.; Lei, W.; Zheng, Y.; Huang, W. Numerical simulation and experimental calibration of Additive Manufacturing by blown powder technology. Part I: Thermal analysis. Rapid Prototyp. J. 2017, 23, 448–463. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Li, J.; Ma, L.; Wei, L.; Hu, Y.L.; Huang, W. Finite element analysis and experimental validation of the thermomechanical behavior in laser solid forming of Ti-6Al-4V. Addit. Manuf. 2018, 21, 30–40. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Han, Q.; Setchi, R.; Evans, S.L.; Qiu, C. Three-Dimensional Finite Element Thermal Analysis in Selective Laser Melting of Al-Al2O3 Powder. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2016; pp. 131–150. [Google Scholar]
- Peyre, P.; Aubry, P.; Fabbro, R.; Neveu, R.; Longuet, A. Analytical and numerical modelling of the direct metal deposition laser process. J. Phys. D Appl. Phys. 2008, 41, 25403. [Google Scholar] [CrossRef]
- Qian, L.; Mei, J.; Liang, J.; Wu, X. Influence of position and laser power on thermal history and microstructure of direct laser fabricated Ti–6Al–4V samples. Mater. Sci. Technol. 2005, 21, 597–605. [Google Scholar] [CrossRef]
- Shen, N.; Chou, K. Thermal modeling of electron beam additive manufacturing process—Powder sintering effects. In Proceedings of the ASME 2012 International Manufacturing Science and Engineering Conference Collocated with the 40th North American Manufacturing Research Conference and in Participation with the International Conference on Tribology Materials and Processing, Notre Dame, IN, USA, 4–8 June 2012; pp. 287–295. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Hu, Y.; Ji, X.; Ma, L.; Huang, W. In situ measurements and thermo-mechanical simulation of Ti–6Al–4V laser solid forming processes. Int. J. Mech. Sci. 2019, 153–154, 119–130. [Google Scholar] [CrossRef]
- Chiumenti, M.; Neiva, E.; Salsi, E.; Cervera, M.; Badia, S.; Moya, J.; Chen, Z.; Lee, C.; Davies, C. Numerical modelling and experimental validation in Selective Laser Melting. Addit. Manuf. 2017, 18, 171–185. [Google Scholar] [CrossRef] [Green Version]
- Keller, N.; Neugebauer, F.; Xu, H.; Ploshikhin, V. Thermo-mechanical Simulation of Additive Layer Manufacturing of Titanium Aerospace structures. In Proceedings of the LightMAT Conference, Bremen, Germany, 3–5 September 2013. [Google Scholar]
- Keller, N.; Ploshikhin, V. New Method for Fast Predictions of Residual Stress and Distortions of AM Parts. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 4 August 2014; pp. 1229–1237. [Google Scholar] [CrossRef]
- Biegler, M.; Marko, A.; Graf, B.; Rethmeier, M. Finite element analysis of in-situ distortion and bulging for an arbitrarily curved additive manufacturing directed energy deposition geometry. Addit. Manuf. 2018, 24, 264–272. [Google Scholar] [CrossRef]
- Rybicki, E.F.; Stonesifer, R.B. Computation of Residual Stresses due to Multipass Welds in Piping Systems. J. Press. Vessel Technol. 1979, 101, 149–154. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H.; Liang, W. Numerical simulation of welding distortion in large structures. Comput. Methods Appl. Mech. Eng. 2007, 196, 4613–4627. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Finite element modeling and simulation of welding part 1: Increased complexity. J. Therm. Stresses 2001, 24, 141–192. [Google Scholar] [CrossRef]
- Ploshikhin, V.; Prihodovsky, A.; Ilin, A.; Heimerdinger, C. Advanced Numerical Method for Fast Prediction of Welding Distortions of Large Aircraft Structures. Int. J. Microstruct. Mater. Prop. 2010, 5, 423–435. [Google Scholar] [CrossRef]
- Roberts, I.A.; Wang, C.J.; Esterlein, R.; Stanford, M.; Mynors, D.J. A three-dimensional finite element analysis of the temperature field during laser melting of metal powders in additive layer manufacturing. Int. J. Mach. Tools Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Ren, J.; Liu, J.; Yin, J. Simulation of Transient Temperature Field in the Selective Laser Sintering Process of W/Ni Powder Mixture. In Computer and Computing Technologies in Agriculture IV; Li, D., Liu, Y., Chen, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 494–503. [Google Scholar]
- Li, T.; Zhang, L.; Chang, C.; Wei, L. A Uniform-Gaussian distributed heat source model for analysis of residual stress field of S355 steel T welding. Adv. Eng. Softw. 2018, 126, 1–8. [Google Scholar] [CrossRef]
- Stender, M.E.; Beghini, L.L.; Sugar, J.D.; Veilleux, M.G.; Subia, S.R.; Smith, T.R.; Marchi, C.S.; Brown, A.; Dagel, D.J. A Thermal-Mechanical Finite Element Workflow for Directed Energy Deposition Additive Manufacturing Process Modeling. Addit. Manuf. 2018, 21, 556–566. [Google Scholar] [CrossRef] [Green Version]
- Siwek, A. Numerical Simulation of the Laser Welding. Comput. Sci. 2008, 9, 137–146. [Google Scholar] [CrossRef]
- Azizpour, M.; Ghoreishi, M.; Khorram, A. Numerical simulation of laser beam welding of Ti6Al4V sheet. J. Comput. Appl. Res. Mech. Eng. 2015, 4, 145–154. [Google Scholar] [CrossRef]
- Dal, M.; Fabbro, R. [INVITED] An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Seang, C.; David, A.K.; Ragneau, E. Nd:YAG laser welding of sheet metal assembly: Transformation induced volume strain affect on elastoplastic model. Phys. Procedia 2013, 41, 448–459. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-sectional mapping of residual stresses by measuring the surface contour after a cut. J. Eng. Mater. Technol. Trans. ASME 2001, 123, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Hodek, J.; Prantl, A.; Džugan, J.; Strunz, P. Determination of directional residual stresses by the contour method. Metals 2019, 9, 1104. [Google Scholar] [CrossRef] [Green Version]
- Hosseinzadeh, F.; Kowal, J.; Bouchard, P.J. Towards good practice guidelines for the contour method of residual stress measurement. J. Eng. 2014, 2014, 453–468. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | Mo | Mn | Si | |
|---|---|---|---|---|---|---|
| Powder (316L) | Bal. | 17.2 | 10.4 | 2.3 | 1.3 | 0.8 |
| Base Plate (316L) | Bal. | 16.24 | 10.49 | 2.14 | 1.12 | 0.44 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiran, A.; Hodek, J.; Vavřík, J.; Urbánek, M.; Džugan, J. Numerical Simulation Development and Computational Optimization for Directed Energy Deposition Additive Manufacturing Process. Materials 2020, 13, 2666. https://doi.org/10.3390/ma13112666
Kiran A, Hodek J, Vavřík J, Urbánek M, Džugan J. Numerical Simulation Development and Computational Optimization for Directed Energy Deposition Additive Manufacturing Process. Materials. 2020; 13(11):2666. https://doi.org/10.3390/ma13112666
Chicago/Turabian StyleKiran, Abhilash, Josef Hodek, Jaroslav Vavřík, Miroslav Urbánek, and Jan Džugan. 2020. "Numerical Simulation Development and Computational Optimization for Directed Energy Deposition Additive Manufacturing Process" Materials 13, no. 11: 2666. https://doi.org/10.3390/ma13112666