
Insight into a Successful Development of Biocontrol Agents: Production, Formulation, Packaging, and Shelf Life as Key Aspects


IRTA, Postharvest Programme, Edifici Fruitcentre, Parc Científic i Tecnològic Agroalimentari de Lleida, Parc de Gardeny, 25003 Lleida, Catalonia, Spain
*
Author to whom correspondence should be addressed.
Horticulturae 2022, 8(4), 305; https://doi.org/10.3390/horticulturae8040305
Submission received: 18 February 2022
/
Revised: 23 March 2022
/
Accepted: 26 March 2022
/
Published: 4 April 2022
(This article belongs to the Special Issue Biological Control of Pre- and Postharvest Fungal Diseases)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Biocontrol agents (BCAs) have been proposed and studied over recent decades as a suitable alternative to diminish or substitute synthetic fungicides used to control pre- and postharvest diseases. However, the development of BCAs has many constraints and obstacles that would have to be overcome before they could be successfully implemented in the market. For the BCA commercial development, the microorganism should be mass-produced on a large-scale, and, independently of the method used for the production, a particular plan regarding the formulation of BCAs by multidisciplinary approaches (liquid or solid) is required to optimize the yield, efficacy, and shelf life of the developed product. Unfortunately, not all BCAs can survive the conditions imposed during the formulation process. Improved stability can be achieved by either using special conditions during growing or by adding protective substances to the formulation medium. Finally, BCAs should be formulated in such a way as to guarantee long-term stability and ease of application of the product. Therefore, an accurate range of the packaging conditions should be considered to extend the shelf life of the formulated product, preferably up to two years. Herein, we discussed the main aspects regarding the production, formulation, packaging, and shelf life of BCAs.
1. Introduction
The main reason for conducting biocontrol research is to reduce or replace the use of synthetic chemicals due to the concerns about their impact on human health and the environment [1]. However, the prospects of developing successful biocontrol products were greater than the advances already consolidated. In most cases, product development was successfully conducted, but their full commercial potential was not realized [2,3]. Compared to traditional chemicals, BCAs are environmentally friendly and without side effects. Nevertheless, performance and consistency of successful biocontrol products is still subject to significant variability, thus limiting their acceptance among disease control strategies [2].
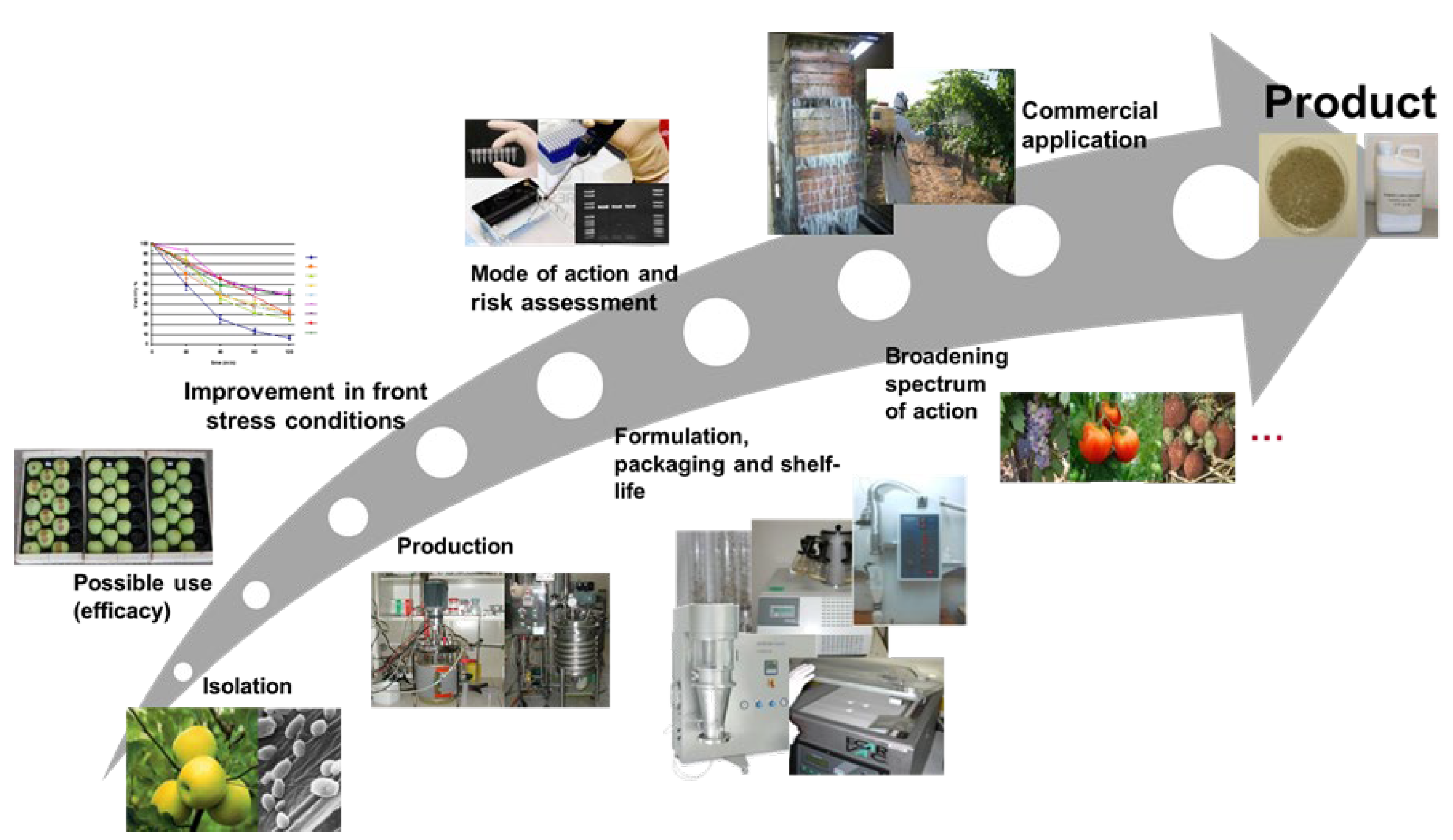
Screening of new microorganisms for commercial purposes in the biocontrol of plant pathogens is a complex process (Figure 1). Different categories of criteria are distinguished besides the antagonistic efficacy, ranging from ecological characteristics needed for good field performances to toxicological profiles, growth in bioreactors for mass production, successful formulation, protection of intellectual property rights, and marketing [2,3,4]. Such criteria may be considered when industries and scientific institutions are initiating new programs for biological control development.
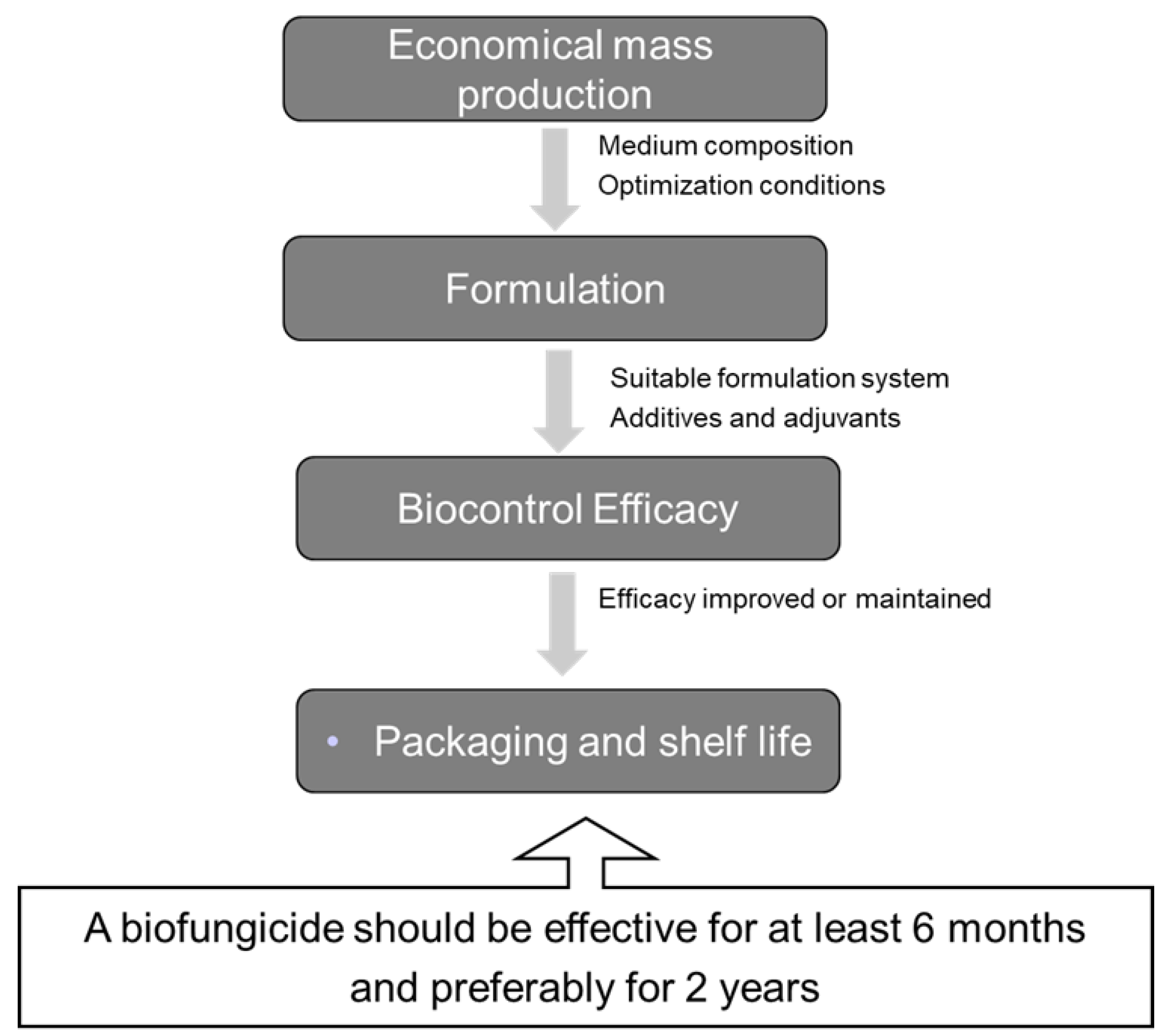
In recent years, despite the efforts directed toward finding effective antagonists, many potential microorganisms have not been taken forward into further development mainly due to problems in scaling up production and formulation trials [2,3,5]. The difficulty of being able to use these products with the same chances of success as chemicals, and of being able to extrapolate the excellent results obtained under controlled conditions, is that they are living beings and therefore sensitive to the processes of formulation and the adverse environmental conditions that can occur under practical circumstances. Biocontrol agents need to be produced in large quantities and formulated with a reasonable shelf life that maintains efficacy once applied in the field (Figure 2). The information published on all these aspects is generally scarce because the production and formulation processes are usually carried out by private companies (or in association with them), so these investigations are carried out under confidentiality agreements.
Herein, we will review some of the steps involved in the development of BCAs mainly focused on production, formulation, packaging, and shelf life.
2. Mass Production of BCAs
Production of BCAs is a fundamental step in the development of successful biocontrol products for commercial use. The methods used for industrial scale-up are solid- or liquid-phase fermentation, and the main goal is to achieve a high biomass production at the lowest cost.
Liquid fermentation using a continuously stirred tank is commonly used to produce bacteria and yeasts to obtain a high aeration. However, many molds are mainly produced in a solid state.
Some advantages of liquid mass production are: high density and yield, simple to control and add nutrients, high production in a short period, and low cost; in contrast, it has to be harvested and formulated, capital cost might be high, complex fermentation equipment is needed, and high effluents are generated. On the other hand, solid mass production needs simple formulation, low capital cost, and a small scale. However, it is difficult to scale up, the addition of nutrients could be difficult, microorganisms have a low water activity, and the control can be complex [6].
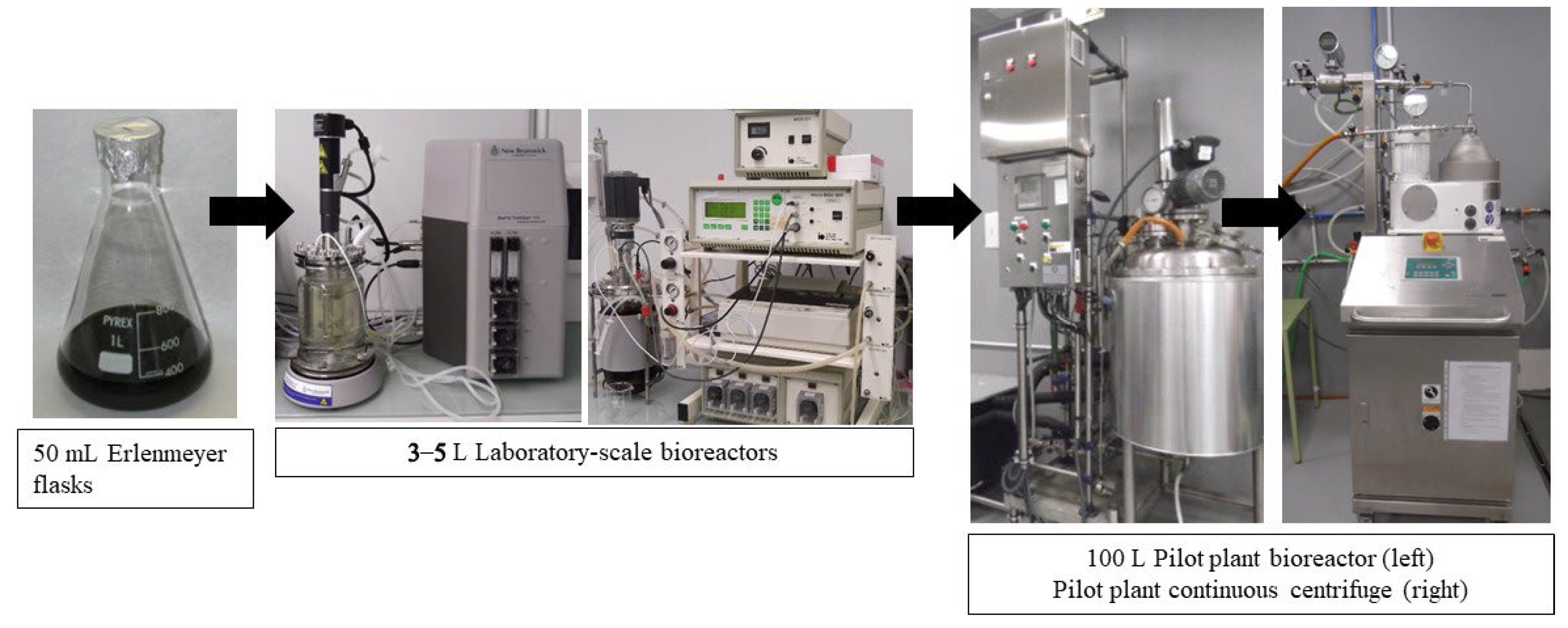
Independently of the method used for mass production, the main objective is to obtain the highest yield with the lowest cost [7]. Optimization of production includes two main actions: (1) defining the composition of the medium and (2) optimizing growth conditions (Figure 3). To address the production process of BCAs and to obtain high number of cells or synthesized secondary metabolites or both, their mode of action must be known. The first action is usually carried out at low laboratory scale with Erlenmeyer flasks to have the opportunity to test a high number of components and concentrations, and growth conditions are optimized in laboratory bioreactors (2–5-L capacity). Finally, the first scaled-up production is conducted in 100–300 L pilot plant bioreactors. If pilot plant results are successful, scaling up the process to commercial conditions will not be difficult.
The constituents of a medium must gather the basic requirements to produce cellular biomass and/or metabolites, providing an adequate supply of energy for biosynthesis and cell maintenance. Sources of nitrogen and carbon are usually needed. The nitrogen may be inorganic (such as ammonium and nitrate salts), or organic (such as amino acids, proteins, or urea). The carbon source has a double role: biosynthesis and energy generation, with carbohydrates being the usual source of carbon for microbial fermentation processes [8]. Some usual carbon sources are sugars such as sucrose, fructose, … and other more complex carbohydrates such as malt extract.
Culture media used to produce microorganisms may be either chemically defined or a complex media including naturally occurring ingredients whose composition is not fully known. The use of economical commercial products and by-products is the tendency and the most effective approach to obtain high quantities of biomass. This design of waste-based media for microorganism production will help in a circular economy not only by decreasing industrial wastes but also in giving a second life and value to these products [9].
The chemically defined media have as a main advantage their standardization and stability over time; however, the production obtained is not usually high. Complex media composed by products and by-products from the food industry (beet and sugar cane molasses, lactoserum, yeast extracts, peptones or meat and fish extracts) generate high biomass production; however, their composition may vary according to season and origin [10]. In some cases, their low cost does not compensate for the disadvantages they present, such as the lack of homogeneity between batches as well as the possible presence of toxic substances or metabolites that can affect the growth of the microorganism and which need to be removed during media preparation [5,8].
In the case of bacteria, one of the first publications regarding the optimization of the production process was related to Pantoea agglomerans strain CPA-2, an effective antagonist that controls some major post-harvest diseases in pome and citrus fruit. Commercial products such as dried beer yeast, soy powder, sucrose, fructose, skimmed milk, malt extract, and apple concentrate, as well as by-products such as middling, meat-derived flour, whey, and molasses, could be successfully combined to considerably reduce the production costs [10]. Similarly, the low-cost production for P. agglomerans strain PBC-1 by either batch-feeding or discontinuous feeding of the bioreactor was also optimized using carob pulp as a carbon source [11,12]. The strain CPA-8 of Bacillus amyloliquefaciens, effective against brown rot in stone fruit, was produced using two low-cost media composed of either defatted soy flour [13] or the isolated soy protein PROSTAR 510 A with 90% of protein (Brenntag Química S.A.U., Barcelona, Catalonia, Spain) [14] combined with sugar cane molasses (high sugar content around 50% w/w sucrose, glucose, and fructose) as carbon source and trace minerals. The effect of mineral supplements as trace elements has been referred to as an important factor in the production of metabolites of many Bacillus species [15]. A stimulatory effect of some minerals has been observed, especially Mn2+, Fe2+, and Mg2+ ions, which provide a significant improvement in cell growth [16]. One example of the optimization of a food industry waste-based medium for the production of a microorganism was reported by Cantabella et al. [17], in which three wastes from agro-food industries by-products—potato pulps and peels, tomato seeds, and wheat bran—were used to produce the plant-growth-promoting microorganism Pseudomonas oryzihabitans with successful results and production scaling up, obtaining a final medium based on frozen potato peels and pulps supplemented with tryptone and molasses.
Regarding the production of yeasts, it is worth mentioning the development of a low-cost medium for the BCA Candida sake strain CPA-1, based on sugar cane molasses, a by-product of the sugar industry [18], as well as the studies carried out with the yeast Rhodotorula minuta, an effective antagonist against anthracnose in mango fruit [19]. The production of different strains of Metschnikowia pulcherrima has also been improved, concluding that the combination of yeast extract, D-Mannitol, and L-Sorbose elongated the exponential growth phase and increased the final number of viable cells at the end of the process [20]. Recently, one study on biomass production of the antagonist yeast Candida diversa investigated the effect of the addition of metal ions (Mg2+, Fe2+, and Zn2+) in a minimal mineral medium; optimized concentration of these ions increased dry biomass and the viability of antagonist and reduced the cellular oxidative damage that occurs to cells during biomass production [21].
Filamentous fungi usually present problems to sporulate in liquid media, so these microorganisms are mostly produced in solid-state media. Solid-state fermentation is more similar to the growth of microorganisms in nature and also provides a water activity suitable for fungi development [22]. Solid production bioreactors are not as well developed as those used for liquid production because this type of process was nearly completely ignored after the introduction of liquid fermentation technology to produce microbial products [22]; therefore, there are few companies engaged in this technology to produce BCAs, and they are mainly focused on molds.
The production in solid state of Penicillium frequentans strain Pf909, a BCA in the control of brown rot in stone fruit, has been optimized in specially designed plastic bags (VALMIC®) containing turba:vermiculite (1:1 w/w) [23]. The BCA Trichoderma spp. was produced in liquid form using potato extract, V-8 juice, molasses, and wheat fiber [24] and in solid media including different cereals such as sorghum and millet [25]. In contrast, production of conidia of the antagonist Ampelomyces quisqualis has been reported in different liquid media as a sugar-based medium supplemented with shrimp shell powder [26], or potato dextrose broth with 2.5% glycerol to modify the medium aw [27].
Once the best growth medium for each microorganism has been established, exhaustive research is needed to optimize the growth conditions (temperature, pH, agitation, aeration, initial inoculum, and process duration) that ensures a high, stable, and effective microbial population [28].
Depending on the BCA, one of the first downstream processing to recovery of useful product after fermentation will be focused on obtaining cells (or spores), the supernatant with the secreted metabolites, or even both. One example of BCA which is advisable is to recover and formulate both cells (vegetative and endospore) and synthesized metabolites is B. amyloliquefaciens [14,29], because both forms are involved in its mode of action to control diseases. Generally, the concentration of microorganism is low and is mixed with other molecules from which it must be separated using several processes. Such processes include filtration (pressure filtration or rotary vacuum drum filtration), centrifugation, or, in some cases, flocculation [5].
3. BCA Formulation Development
After determining which operating conditions, regarding economic and technological aspects, allow the large-scale production of the microorganism, a meticulous plan regarding the formulation of BCAs with multidisciplinary approaches is required to optimize the yield, efficacy, and storage of the product developed [5,28,30]. The main objectives of the formulation are: (i) to stabilize the BCA during shelf life, distribution, and storage; (ii) to assist in the handling and use of the product; (iii) to ensure its viability and biocontrol efficacy at the target site; and (iv) to protect the microorganism from harmful environmental factors [31]. Likewise, there are several other desirable characteristics to be considered during the development of a formulation, such as compatibility with agricultural machinery and cost to produce and purchase [30]. Due to the factors mentioned above and others that could appear in the formulation process, formulation is often considered as the major bottleneck in the commercialization of BCAs [2,3,32], but it is the bridge between fermentation and field application.
A wide variety of formulation types have been developed for BCAs, both liquid and solid. In general, liquid formulation is easier and cheaper to prepare than solid formulation; in contrast, solid formulation can extend BCA stability.
A formulated product is mainly composed of or can include (1) the active ingredient (microorganism cells and/or secondary metabolites synthesized); (2) carriers, often formed by inert materials that support and deliver the active ingredient in the target site; and (3) adjuvants (protectants, stabilizers, adherents, surfactants, additional nutrients, …), which sustain the function of the active ingredient by protecting it from high temperatures, desiccation, and ultraviolet radiation and promote the spread and dispersal of the product in the intended environment. All the adjuvants used in the formulation process must be compatible with the microorganism and do not negatively affect it.
3.1. Liquid Formulation
Liquid formulations consist of whole cultures or cell suspensions together with substances such as stabilizers, surfactants, colorants, or additional nutrients to extend the viability of the product as much as possible [5] as well as increasing the adhesion, surfactant, and dispersion capacity of the BCA. These formulations are easier to process and have lower costs compared to solid-based formulations.
Some liquid formulations are suspensions of particles in different liquids that can include a suspender ingredient, dispersant, surfactant, and/or carrier liquid (oil or water). Formulations are considered oil-based when the processed culture is mixed with oils (mineral or vegetable) and emulsifiers and/or surfactants that favor their subsequent dispersion in water. The oils used should not be toxic to the microorganism, plants, humans, and animals. In general, it is assumed that oil-based formulations are suitable for foliar sprays under dry ambient conditions because oils have a protective effect that extend microorganism shelf life [31]. An example of this system would be the formulation of the filamentous fungus Trichoderma harzianum, an effective antagonist to control Botrytis rot in apples, which was carried out by emulsion [33].
In water-based formulations, the biomass is separated and suspended in an aqueous medium that may contain one or more adjuvants to maintain the stability and physical integrity of the formulation during the application process, and the carrier liquid is water [34]. For the strain CPA-1 of C. sake, two types of liquid formulations were proposed: one by the incorporation of protective substances, especially sugars such as trehalose and polyols such as glycerol [35]; and the other by growth cells in sorbitol-modified medium and then preserved with isotonic solutions prepared with trehalose [36]. Patiño-Vera et al. [19] formulated the yeast R. minuta using glycerol and xanthan gum to reduce water activity (aw) and to improve viscosity, respectively. However, it could not be stored for more than six months. Another example of the use of this technique is the case of the BCA Pichia anomala strain J121, in which liquid formulation was chosen as a suitable alternative to preserve the microorganism over time [37]. Finally, a glycerol-based liquid formulation of the yeast Hanseniaspora guilliermondii isolate YBB3 was developed to control Aspergillus rot in grapes and demonstrated better results than solid formulations consisting of mixing produced biomass with talc/kaolin powder alone or amended with sucrose, yeast extract, and sodium alginate [38].
Liquid formulations generally require the manipulation of high volumes with no protection from contamination. Likewise, in most cases they need to be distributed and stored under refrigeration temperatures, which is an inconvenience for its practical use, having a short commercial life with a significantly increased cost of storage [37]. Otherwise, this type of formulation does not require any drying process or specialized equipment in manufacturing and is less expensive to develop.
As formulation terminology, liquid formulations forms are usually an OD (oil dispersion), an SL (soluble (liquid) concentrate), or an SC (suspension concentrate).
3.2. Solid Formulation
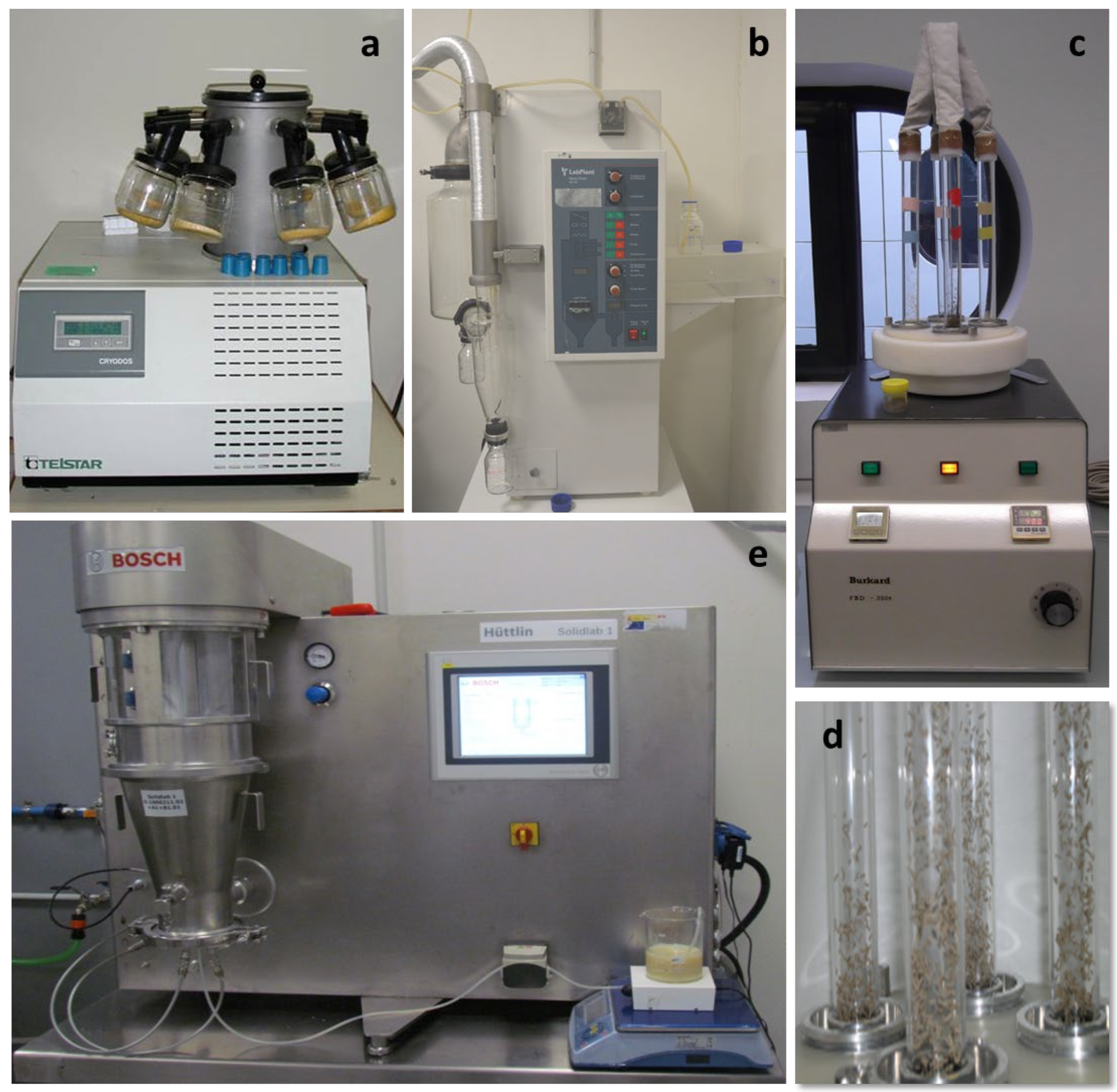
Dried products are a feasible solution because they have a low production cost and are easy to store and transport, although they have low viability rates due to both thermal and dehydration stresses which appear during the drying process [37,39]. Hence, each isolate needs a procedure adapted empirically for itself. There are several effective dehydration processes: freeze-drying, spray-drying, fluidized bed-drying, and more recently fluidized bed-spray-drying (Figure 4).
Critical formulation requirements are determined based on each BCA and on the environmental conditions of their application. Herein, concepts, concerns, and interests on several methods used for drying biocontrol microorganisms are briefly described.
3.2.1. Freeze-Drying
Freeze-drying (or lyophilization) is a method of dehydrating labile products by vacuum desiccation. Briefly, the liquid sampled must be cooled until the final conversion of the freezable solution water into ice, the crystallization of the solutes, and the formation of an amorphous matrix comprising the non-crystallizing solutes. Then, the ice is sublimated under vacuum-controlled conditions and the water is evaporated from the amorphous matrix. Finally, the moisture content of the product is desorpted [40]. This technology is widely used in the conservation of microorganisms, including those deposited in microbiology collections. It maintains the viability of microorganisms for more than twenty years and does not require special low-temperature conditions for further conservation [41]. However, it involves severe damage to the microorganisms during the whole process such as the denaturation of proteins and reduction in the viability of many microorganisms. These undesirable effects should be avoided by adding some cryoprotecting agents such as milk, sugars, serum, or sodium glutamate to the medium.
Lyophilization was used in the formulation of one of the first commercial biological products in the USA for the control of postharvest fruit rot, Biosave 11 LP (Jet Harvest Solutions) based on Pseudomonas syringae. Other examples that have been studied are: P. agglomerans CPA-2 [42], C. sake strain CPA-1 [43,44], P. anomala [45], Cryptococcus laurentii [46,47], Pseudomonas fluorescens EPS62e [48], B. amyloliquefaciens strain CPA-8 [29], and Pseudomonas spp. [49]. Although freeze-drying has an effective preservation, it is a more expensive method that other drying processes mainly due to high energy consumption during the freezing processes [50] and process duration.
3.2.2. Spray-Drying
Spray-drying (or atomization) consists of converting a product from a liquid to a solid state in the form of powder by the removal of the moisture from the liquid droplets. Inside the chamber, the low-humidity hot air (150–170 °C) is mixed with the dispersed droplets (10–200 µm), mainly produced by the rotary wheel/disc atomizers, pressure nozzle, or pneumatic-type atomizer. Then, the moisture, in the form of vapor, quickly evaporates from the suspended droplets due to simultaneous and fast heat and mass transfer processes. Drying of the droplets continues inside the drying chamber until the desired particle characteristics are achieved. Finally, the separation of dried particles from the drying air and their subsequent collection take place in external equipment such as cyclones and/or bag-filter houses [51,52].
Formulation of BCAs has been reported by using spray-drying because it is an economical and fast method in which large quantities of product are easily obtained and with a relatively low cost. However, very few microorganisms can survive at the high temperatures reached during the process. Only BCAs resistant to high temperatures, such as those capable of producing thermo-resistant endospores, are suitable to be formulated with this technique. Some successful results have been obtained with B. amyloliquefaciens strain CPA-8, developed to control Monilinia spp. in nectarines and peaches [53,54], Paenibacillus polymixa [55], and some commercial Bacillus thuringiensis strains [56]. Other BCAs were formulated with this process with non-successful results, such as P. agglomerans CPA-2 [57] and C. sake CPA-1 [39].
3.2.3. Fluid-Bed Drying
Fluidized bed technology has been applied for drying, granulation, and coating of powders, granules, and spheres [58]. It is based on the intense interactions between particles. Filtered and optionally dehumidified hot air (35–45 °C) enters the product through a perforated plate, thereby compensating the gravitational force and fluidizing the product previously loaded or sucked into the granulator. Such a product, however, needs to be previously extruded and cut into small “pellets” or rods. Small particles carried by the air flow to the cylindrical expansion chamber are held back by filters and then fall back into the conical product chamber. This cycle continues through the process, primarily ruled by variation of the product temperature and fluidization air flow [58].
This technology is especially suitable for BCAs with heat sensitivity due to using relatively mild temperature and the short time and low cost involved. This method has been successfully described in the conservation of many BCAs such as Epicoccum nigrum [59], Penicillium oxalicum [60], P. frequentans [61], Aureobasidium pullulans [62], P. anomala [63], and C. sake strain CPA-1 [64].
3.2.4. Fluid-Bed Spray-Drying
This technology combines the advantages of spray-drying (no requirement for previous preparation of biomass) and fluid-bed drying (low drying temperatures). Thus, at low temperature, we can dry the biomass without any previous manipulation and can obtain high quantities of dry product with better dispersibility and flowability and narrow particle-size distribution [65].
Cell mass of the BCA is concentrated in a liquid suspension and mixed with a binder substance, which enables the product granulation. Diverse binding mixtures allow the acquisitions of particles with different application requirements based on particle size distribution, density, and surface chemistry [58]. Some frequently used binders include gelatin, starch, polyvinylpyrrolidone, and high concentrations of sugar [65].
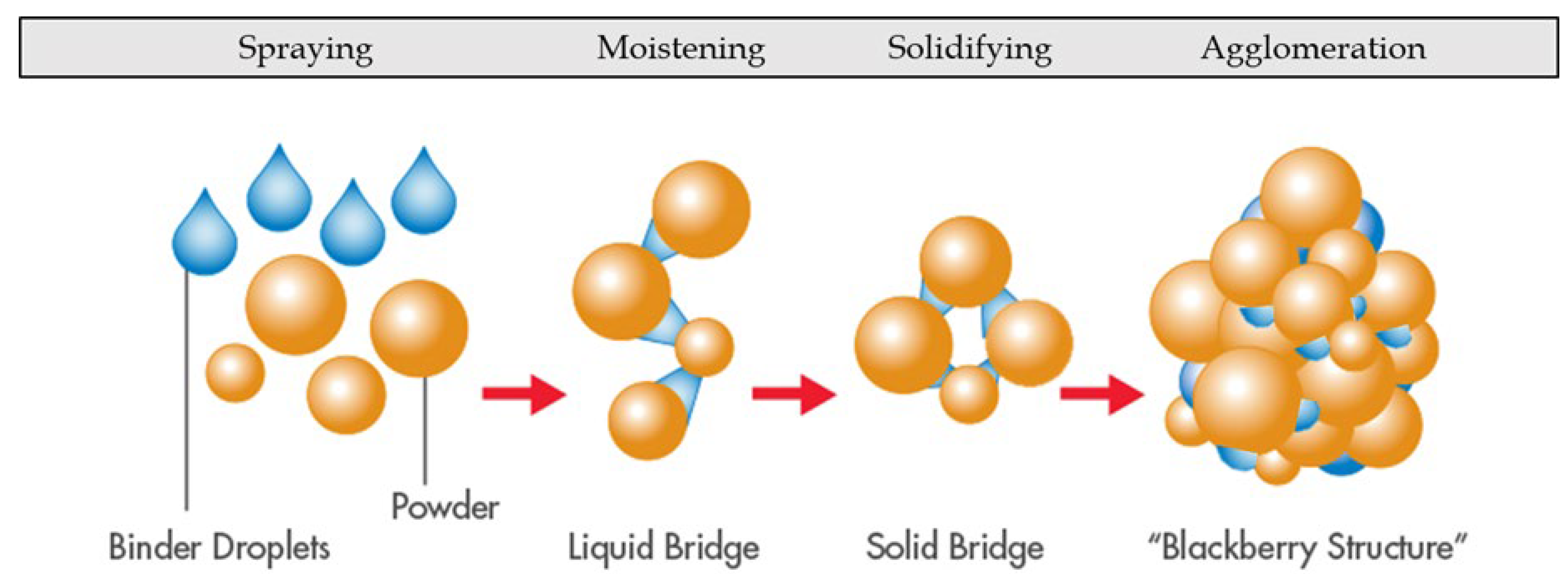
In the suspension, different adjuvants such as protectants, wetting agents, and other adjuvants could also be added to obtain a good final product. This suspension is atomized by a peristaltic pump in a drying chamber where a carrier substance is fluidized by a stream of hot air. The sprayed droplet cells mixed with the protectants are brought into contact with the repetitively passed carrier material, and therefore, granulation occurs progressively (Figure 5). Adjuvants could also be mixed with the carrier in the drying chamber. During the fluidification, many factors such as contact, spreading, coalescence, evaporation, and hardening occur almost simultaneously. Finally, the thickness of the dried particles highly depends on the amount of carrier applied [58].
By operating with a large air volume, liquid can be sprayed in the chamber at an inlet air temperature much lower than that used for traditional drying systems. This equipment allows the acquisition of larger quantities of dry product with better dispersibility and flowability and a narrow particle-size distribution [65]. Furthermore, compared to conventional fluidized-bed systems, this technology does not need previous extrusion and pelletization of the sample, thus offering lower operating costs and shorter process times [50,66].
Among the advantages of this technology, this equipment offers three different patterns of fluidification, mainly based on the spray nozzle position/location: top spray, bottom spray, and tangential spray. These different applications allow the acquisition of dried products with specific characteristics. Overall, the fluid-bed top-spray method produces highly dispersible granules with a specific porous structure that enhances wettability. The tangential mode, also known as rotary mode, has been used for granulating and pelleting with subsequent coating. Finally, the bottom position is commonly applied for active layering and granulation as it produces a superior film compared with other agglomerating techniques [65]. The advantage of granulation is the resulting open, coarse, porous, and homogenous product, which is almost dust-free, free-flowing, and easily solubilized [58]. However, there are many factors that may affect the outcome of the granulation process. They can be divided into process (or intrinsic) variables (inlet air temperature and humidity, outlet air temperature and humidity, size of the expansion chamber, spraying and airflow rates, etc.) and variables of the entering materials (extrinsic factors), such as carrier material, particle size distribution, physicochemical properties, surface free energy, binder solution concentration, etc. [67,68].
This drying system is widely used in the pharmaceutical industry for the drying of active substances based on both chemicals and microorganisms such as lactic bacteria and probiotic cultures [50,65,69]. It is a fast, economical, and easily scalable technique. It has been successfully used with BCAs such as C. sake strain CPA-1 [70], B. amyloliquefaciens strain CPA-8 [14,29], and A. quisqualis CPA-9 [71].
The aspect and final form obtained by different drying technologies are different and have different physical properties and solubility in water. Freeze-drying and spray-drying formulates are usually wettable powder (WP) or soluble powder (SP), and fluidized bed drying and fluidized bed spray-drying formulates are usually water-dispersible granules (WG) (Figure 6).
3.2.5. Encapsulation
Encapsulation consists of the inclusion of the microorganism in a particular matrix (capsule), which can be biodegradable if based on chitosan, guar gum, Arabic gum, sodium alginate, and other bio-composites or polyacrylamides. These matrices have been shown to be good carriers, as they encapsulate living cells protecting them against extreme environmental conditions such as UV radiation, rain, etc. [72]. Moreover, these microcapsules can be stored at room temperature long-term, be easily manipulated, and are suitable for the BCAs that require a slow release (such as those applied in the soil) [73]. At the same time, the main drawback of this technique is the release and hydration rate of the active material when it is required to be fast. An example of this type of formulation is the alginate encapsulation of Gliocladium virens (Soil Gard) [74] and encapsulations of B. thuringiensis in hydrocapsules of shell-core type consisting of a polymer membrane surrounding a liquid center [31].
3.3. Cell Damages and Possible Improvements
The formulation not only has to be focused on the drying process, but it must also consider several problems and challenges such as preventing the growth of BCAs and contaminants, retaining viability, and avoiding foam in sprayer applications, among others [6].
Formulation processes can be a source of stress that have a negative effect on the viability of BCAs and their subsequent efficacy [75]. The process of dehydration is generally characterized by a reduction in the water content, which can be given by the loss of free water or bound water. The loss of free water causes the decrease in the cellular volume, precipitation of salts, oxidation of compounds, and the detention of the cellular growth. Loss of bound water causes irreversible damage to cell structure and loss of viability [41]. Among the changes that the cells undergo during the dehydration process are: (i) morphological changes (deformation of the cell occurs due to the loss of internal water); (ii) changes in osmotic pressure; (iii) injury to the membrane (dehydration causes changes in the membrane and total or partial loss of function); (iv) biochemical changes such as a decrease in the amount of phospholipids, alterations in the degree of saturation of fatty acids, peroxidation reactions, and loss of the tertiary structure of proteins [76]; and (v) damage to genetic material [77].
To maintain cell viability, the fundamental requirement is to keep essential cellular structures intact after drying and fully functional after rehydration [78].
Treatments before formulation can improve the stability. For instance, the use of special conditions during the growth process could affect the spore-forming ability of many microorganisms (such as Bacillus spp.), which allow to obtain products with long-term storability [79,80]. Similarly, Teixidó et al. [81,82] demonstrated that producing P. agglomerans cells under conditions of osmotic stress results in cells with higher osmotolerance and thermotolerance that were more resistant to the spray drying process.
In addition, or alternatively, the inclusion of stabilizing/protecting substances (e.g., polymers such as dextran and polyethylene glycol, sugars, albumin, milk, salts, honey, polyols, or amino acids) to the formulation media have been assessed to avoid undesirable effects on the microorganism [83]. They mainly have two protective mechanisms on cells: to provide a dry residue, thus acting as a receptor in the rehydration process, and also to act as a physical shield to alleviate the heat and osmotic stress caused during the drying and dehydration processes [43,44,45,84].
Non-reducing sugars are effective protectants against dehydration damage. Compounds such as sucrose depress the melting temperature (Tm) and stabilize the cell membrane in the liquid crystalline state during drying, thus limiting the potential leakage of the membranes during such phase transition [45,58,78,85]. They also offer thermotolerance against protein denaturation [49,86]. Besides, it was found that the addition of the non-reducing disaccharides probably also exhibited a protective effect during storage. It could be due to their appropriate water binding capacities [78]. It is thought that the high viscosity of the sugar glass retards molecular mobility and reaction rate, hence stabilizing the biological system [66].
Moreover, the protective effect of skimmed milk in cell reconstitution has been largely demonstrated [32,42,44]. It was suggested that its effective protection may be related to the lactose, which interacts with the cell membrane and helps to maintain the membrane integrity in a similar manner to the non-reducing disaccharides [78]. Otherwise, Morgan et al. [86] suggest that protein rather than sugars play the important role in glass formation. However, whether the significant protective effect of skimmed milk is due to the presence of the whey proteins still remains unexplored.
4. Packaging and Shelf Life
To obtain a successful BCA formulation, it is necessary to shorten the shelf life of biopesticides compared to conventional pesticides. Shelf life is a period of time that corresponds, in appropriate storage conditions, to a tolerable decrease in the quality of a packaged product [87]. Storage conditions and packaging will influence the shelf life of any formulated product because they will be barriers to avoiding reactive agents, such as oxygen, moisture, light, microbial contamination, and elevated temperatures, which may damage the formulated product [86].
It is essential that a biocontrol-formulated product preserves its genetic stability, cell viability, attributes such as colonizer on fruit surfaces, and other aspects of its mechanism of action to guarantee its stability and efficacy [5]. To regulate gas exchange, avoid the loss or gain of moisture, and minimize contamination of the bio-product, a precise selection of materials, atmospheric conditions, and storage temperatures is needed to obtain a successful packaging [88,89].
Low-barrier packages are more permeable to oxygen and water than high barrier bags, flasks, or vials, so formulated cells could be partially rehydrated and could begin respiration and other degradation processes [88]. For instance, to obtain excellent barrier properties to gases, water vapor, and aromas, the use of polyethylene flasks is adequate. Additionally, they also have high resistance to fats, oils, and chemicals with excellent impact resistance and good sealability. Some of them were also recovered with EVOH (copolymer of polyvinyl alcohol), which gives the complex the magnificent property of barrier to gases. Similarly, there are bags composed of diverse barrier materials, including overlapped layers made of polyester, polyethylene, or polyamide that provide different degrees of oxygen permeability.
To extend the shelf life of bio-products, other feasible solutions are using modified atmosphere conditions inside the package, such as different combinations of oxygen, carbon dioxide, and nitrogen being a barrier effect against light, moisture, and oxygen [87,90]. Another option to maintain the shelf life of bio-products is the use of vacuum packaging because it is a preservation technique due to the metabolic process, and the rate of chemical and biochemical reactions is reduced by decreasing the oxygen in the package atmosphere [91]. Costa et al. [88] enhanced the survival of the BCA P. agglomerans after freeze-drying with the optimization of packaging and storage conditions. For the shelf life of B. amyloliquefaciens strain CPA-8 formulations, the key factor was the temperature. It was found that the storage temperature affected the initial moisture contents as well as aw, since they substantially changed during the storage period in cold conditions, considerably spoiling both the consistency and uniformity of the product [92]. Fluidized bed spray-dried formulation based on C. sake CPA-1 maintained its initial viability in different packages (bottles and bags) and atmospheric conditions (vacuum and air) for 20 months at −20 °C [93].
Conventional plant protection products measure their shelf life in years; however, for biocontrol-based products, a shelf life of one to two years will be suitable [2]. However, many formulations of BCAs only have a shelf life of weeks, and then appropriate storage of these products is vital. Product shelf life extension is a well-known goal for both the increasing demand of readily available products and for enhancing economic and environmental sustainability through the total supply chain [87]. For further storage, an increase in the concentrations of BCA in the product may extend its shelf life because the viability could be guaranteed despite a subsequent fall in population.
Few studies have been published on this topic since the shelf life of products has usually been evaluated by private industry under confidentiality agreements [86]. Apart from the above-mentioned examples, other examples regarding the optimization of the packaging strategies for BCAs include the bioherbicide Sclerotinia minor [94] and the nematophagous fungus Esteya vermicola [95].
5. Conclusions
The domestication process of microorganisms for new applications, such as biocontrol, largely depends on knowing and understanding the complexity of the commercialization process to finally achieve a microorganism-based product. To exploit a BCA as a commercial product, important concentrations of cell biomass should be produced, stabilized, and packaged to be transported to its end-user. Their use as a realistic control proposal, however, is still limited and contains hurdles.
Gradual understanding of the major barriers such as those largely discussed in this review regarding the production, formulation, packaging, and shelf life of BCAs encourages the development of successful commercial products based on the use of a single antagonist. A new challenge will be to implement all these processes to develop microbial consortia-based products that combine the function of BCAs and provide a superior disease control than using single antagonists.
Author Contributions
Conceptualization, writing—original draft preparation, writing—review and editing, N.T.; writing—review draft preparation, J.U.; writing—original draft preparation, writing—review and editing, R.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors are grateful for the funding received from CERCA Programme/Generalitat de Catalunya.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Droby, S.; Wisniewski, M.; Macarisin, D.; Wilson, C. Twenty years of postharvest biocontrol research: Is it time for a new paradigm? Postharvest Biol. Technol. 2009, 52, 137–145. [Google Scholar] [CrossRef]
- Droby, S.; Wisniewski, M.; Teixidó, N.; Spadaro, D.; Jijakli, M.H. The science, development, and commercialization of postharvest biocontrol products. Postharvest Biol. Technol. 2016, 122, 22–29. [Google Scholar] [CrossRef]
- Usall, J.; Torres, R.; Teixidó, N. Biological control of postharvest diseases on fruit: A suitable alternative? Curr. Opin. Food Sci. 2016, 11, 51–55. [Google Scholar] [CrossRef]
- Köhl, J.; Postma, J.; Nicot, P.; Ruocco, M.; Blum, B. Stepwise screening of microorganisms for commercial use in biological control of plant-pathogenic fungi and bacteria. Biol. Control 2011, 57, 1–12. [Google Scholar] [CrossRef]
- Teixidó, N.; Torres, R.; Abadias, M.; Usall, J. Biological control of postharvest diseases in fruit and vegetables. In Protective Cultures, Antimicrobial Metabolites and Bacteriophages for Food and Beverage; Lacroix, C., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 364–402. [Google Scholar]
- Jones, K.A.; Burges, H.D. Technology of formulation and application. In Formulation of Microbial Biopesticides; Burges, H.D., Ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1998; pp. 7–30. [Google Scholar]
- Nunes, C. Biological control of postharvest diseases of fruit. Eur. J. Plant Pathol. 2012, 133, 181–196. [Google Scholar] [CrossRef]
- Stambury, P.F.; Whitaker, A.; Hall, S.J. Media for industrial fermentations. In Principles of Fermentation Technology; Stambury, P.F., Whitaker, A., Hall, S.J., Eds.; Pergamon Press: Oxford, UK, 1995; pp. 93–121. [Google Scholar]
- Ubando, A.T.; Felix, C.B.; Chen, W.H. Biorefineries in circular bioeconomy: A comprehensive review. Bioresour. Technol. 2020, 299, 122585. [Google Scholar] [CrossRef]
- Costa, E.; Teixidó, N.; Usall, J.; Atares, E.; Viñas, I. Production of the biocontrol agent Pantoea agglomerans strain CPA-2 using commercial products and by-products. Appl. Microbiol. Biotechnol. 2001, 56, 367–371. [Google Scholar] [CrossRef]
- Manso, T.; Nunes, C.; Raposo, S.; Lima-Costa, M.E. Carob pulp as raw material for production of the biocontrol agent P. agglomerans PBC-1. J. Ind. Microbiol. Biotechnol. 2010, 37, 1145–1155. [Google Scholar] [CrossRef]
- Manso, T.; Nunes, C.; Raposo, S.; Lima-Costa, M.E. Production of the biocontrol agent Pantoea agglomerans PBC-1 in a stirred tank reactor by batch and fed-batch cultures. World J. Microbiol. Biotechnol. 2010, 26, 725–735. [Google Scholar] [CrossRef]
- Yánez-Mendizábal, V.; Viñas, I.; Usall, J.; Torres, R.; Solsona, C.; Teixidó, N. Production of the postharvest biocontrol agent Bacillus subtilis CPA-8 using low cost commercial products and by-products. Biol. Control 2012, 60, 280–289. [Google Scholar] [CrossRef]
- Gotor-Vila, A.; Usall, J.; Torres, R.; Solsona, C.; Teixido, N. Biocontrol products based on Bacillus amyloliquefaciens CPA-8 using fluid-bed spray-drying process to control postharvest brown rot in stone fruit. LWT-Food Sci. Technol. 2017, 82, 274–282. [Google Scholar] [CrossRef] [Green Version]
- Cooper, D.G.; Macdonald, C.R.; Duff, S.J.B.; Kosaric, N. Enhanced production of surfactin from Bacillus subtilis by continuous product removal and metal cation additions. Appl. Environ. Microbiol. 1981, 42, 408–412. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdel-Mawgoud, A.M.; Aboulwafa, M.M.; Hassouna, N.A.H. Optimization of surfactin production by Bacillus subtilis isolate BS5. Appl. Biochem. Biotechnol. 2008, 150, 305–325. [Google Scholar] [CrossRef] [PubMed]
- Cantabella, D.; Dolcet-Sanjuan, R.; Solsona, C.; Vilanova, L.; Torres, R.; Teixidó, N. Optimization of a food industry-waste-based medium for the production of the plant growth promoting microorganism Pseudomonas oryzihabitans PGP01 based on agro-food industries by-products. Biotechnol. Rep. 2021, 32, e00675. [Google Scholar] [CrossRef]
- Abadias, M.; Teixidó, N.; Usall, J.; Viñas, I. Optimization of growth conditions of the postharvest biocontrol agent Candida sake CPA in a lab-scale fermenter. J. Appl. Microbiol. 2003, 95, 301–309. [Google Scholar] [CrossRef] [Green Version]
- Patiño-Vera, M.; Jiménez, B.; Balderas, K.; Ortiz, M.; Allende, R.; Carrillo, A.; Galindo, E. Pilot-scale production and liquid formulation of Rhodotorula minuta, a potential biocontrol agent of mango anthracnose. J. Appl. Microbiol. 2005, 99, 540–550. [Google Scholar] [CrossRef]
- Spadaro, D.; Ciavorella, A.; Dianpeng, Z.; Garibaldi, A.; Gullino, M.L. Effect of culture media and pH on the biomass production and biocontrol efficacy of a Metschnikowia pulcherrima strain to be used as a biofungicide for postharvest disease control. Can. J. Microbiol. 2010, 56, 128–137. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Li, G.; Sui, Y. Optimization of culture medium enhances viable biomass production and biocontrol efficacy of the antagonistic yeast, Candida diversa. Front. Microbiol. 2017, 8, 2021. [Google Scholar] [CrossRef] [PubMed]
- Pandey, A. Solid-state fermentation. Biochem. Eng. J. 2003, 13, 81–84. [Google Scholar] [CrossRef]
- Larena, I.; De Cal, A.; Melgarejo, P. Solid substrate production of Epicoccum nigrum conidia for biological control of brown rot on stone fruits. Int. J. Food Microbiol. 2004, 94, 161–167. [Google Scholar] [CrossRef]
- Prasad, R.D.; Rangeshwaran, R.; Anuroop, C.P.; Phanikumar, P.R. Bioefficacy and shelf life of conidial and chlamydospore formulations of Trichoderma harzianum Rifai. J. Biol. Control 2002, 16, 145–148. [Google Scholar]
- Jeyarajan, R. Prospects of indigenous mass production and formulation of Trichoderma. In Proceedings of the Group Meeting on Antagonistic Organisms in Plant Disease Management Held at Project Directorate of Biological Control, Bangalore, India, 10–11 July 2006. [Google Scholar]
- Angeli, D.; Saharan, K.; Segarra, G.; Sicher, C.; Pertot, I. Production of Ampelomyces quisqualis conidia in submerged fermentation and improvements in the formualtion for increases shelf-lefe. Crop Prot. 2017, 97, 135–144. [Google Scholar] [CrossRef]
- Carbó, A.; Torres, R.; Usall, J.; Ballesta, J.; Teixidó, N. Biocontrol potential of Ampelomyces quisqualis strain CPA-9 against powdery mildew: Conidia production in liquid medium and efficacy on zucchini leaves. Sci. Hortic. 2020, 267, 109337. [Google Scholar] [CrossRef]
- Hynes, R.K.; Boyetchko, S.M. Research initiatives in the art and science of biopesticide formulations. Soil Biol. Biochem. 2006, 38, 845–849. [Google Scholar] [CrossRef]
- Gotor-Vila, A.; Usall, J.; Torres, R.; Abadias, M.; Teixidó, N. Formulation of the biocontrol agent Bacillus amyloliquefaciens CPA-8 using different approaches: Liquid, freeze-drying and fluid-bed spray-drying. Biocontrol 2017, 62, 545–555. [Google Scholar] [CrossRef] [Green Version]
- Fravel, D.R.; Connick, W.J.; Lewis, J.A. Formulation of microorganisms to control plant diseases. In Formulation of Microbial Biopesticides; Burges, H.D., Ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1998; pp. 187–202. [Google Scholar]
- Brar, S.K.; Verma, M.; Tyagi, R.G.; Valéro, J.R. Recent advances in dowstream processing and formulations of Bacillus thuringiensis based biopestices. Process Biochem. 2006, 41, 323–342. [Google Scholar] [CrossRef]
- Navarta, L.G.; Calvo, J.; Calvente, V.; Benuzzi, D.; Sanz, M.I. Freezing and freeze-drying of the bacterium Rahnella aquatilis BNM 0523: Study of protecting agents, rehydration media and freezing temperatures. Lett. Appl. Microbiol. 2011, 53, 565–571. [Google Scholar] [CrossRef]
- Batta, Y.A. Postharvest biological control of apple gray mold by Trichoderma harzianum Rifai formulated in an invert emulsion. Crop Prot. 2004, 23, 19–26. [Google Scholar] [CrossRef]
- Rhodes, D.J. Formulation of biological control agents. In Exploitation of Microorganims; Jones, D.G., Ed.; Chapman & Hall: London, UK, 1993; pp. 411–439. [Google Scholar]
- Torres, R.; Usall, J.; Teixidó, N.; Abadias, M.; Viñas, I. Liquid formulation of the biocontrol agent Candida sake by modifying water activity or adding protectants. J. Appl. Microbiol. 2003, 94, 330–339. [Google Scholar] [CrossRef] [Green Version]
- Abadias, M.; Usall, J.; Teixidó, N.; Viñas, I. Liquid formulation of the postharvest biocontrol agent Candida sake CPA-1 in isotonic solutions. Phytopathology 2003, 93, 436–442. [Google Scholar] [CrossRef] [Green Version]
- Melin, P.; Håkansson, S.; Schnürer, J. Optimisation and comparison of liquid and dry formulations of the biocontrol yeast Pichia anomala J121. Appl. Microbiol. Biotechnol. 2007, 73, 1008–1016. [Google Scholar] [CrossRef] [PubMed]
- Nandhini, M.; Harish, S.; Aiyanathan, K.E.A.; Durgadevi, D.; Beaulah, A. Glycerol-based liquid formulation of the epiphytic yeast Hanseniaspora guilliermondii isolate YBB3 with multiple modes of action controls postharvest Aspergillus rot in grapes. J. Plant Pathol. 2021, 103, 1253–1264. [Google Scholar] [CrossRef]
- Abadias, M.; Teixidó, N.; Usall, J.; Solsona, C.; Viñas, I. Survival of the postharvest biocontrol yeast Candida sake CPA-1 after dehydration by spray-drying. Biocontrol Sci. Technol. 2005, 15, 835–846. [Google Scholar] [CrossRef]
- Adams, G. The principles of Freeze-Drying. In Cryopreservation and Freeze-Drying Protocols, 2nd ed.; Day, J.G., Stacey, G.N., Eds.; Humana Press Inc.: Totowa, NJ, USA, 2007; pp. 15–38. [Google Scholar]
- Prakash, O.; Nimonkar, Y.; Shouche, Y.S. Practice and prospects of microbial preservation. FEMS Microbiol. Lett. 2013, 339, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Costa, E.; Usall, J.; Teixidó, N.; García, N.; Viñas, I. Effect of protective agents, rehydration media and initial cell concentration on viability of Pantoea agglomerans strain CPA-2 subjected to freeze-drying. J. Appl. Microbiol. 2000, 89, 793–800. [Google Scholar] [CrossRef]
- Abadias, M.; Benabarre, A.; Teixidó, N.; Usall, J.; Viñas, I. Effect of freeze drying and protectants on viability of the biocontrol yeast Candida sake. Int. J. Food Microbiol. 2001, 65, 173–182. [Google Scholar] [CrossRef]
- Abadias, M.; Teixidó, N.; Usall, J.; Benabarre, A.; Viñas, I. Viability, efficacy, and storage stability of freeze-dried biocontrol agent Candida sake using different protective and rehydration media. J. Food Prot. 2001, 64, 856–861. [Google Scholar] [CrossRef]
- Melin, P.; Schnürer, J.; Håkansson, S. Formulation and stabilisation of the biocontrol yeast Pichia anomala. Antonie Van Leeuwenhoek 2011, 99, 107–112. [Google Scholar] [CrossRef]
- Li, B.Q.; Tian, S. Effect of intracellular trehalose in Cryptococcus laurentii and exogenous lyoprotectants on its viability and biocontrol efficacy on Penicillium expansum in apple fruit. Lett. Appl. Microbiol. 2007, 44, 437–442. [Google Scholar] [CrossRef]
- Navarta, L.G.; Calvo, J.; Posetto, P.; Cerutti, S.; Raba, J.; Benuzzi, D.; Sanz, M.I. Postharvest control of gray mold in apples with lyophilized formulations of Cryptococcus laurentii: The effect of cold stress in the survival and effectiveness of the yeast. Food Bioprocess Technol. 2014, 7, 2962–2968. [Google Scholar] [CrossRef]
- Cabrefiga, J.; Francés, J.; Montesinos, E.; Bonaterra, A. Improvement of a dry formulation of Pseudomonas fluorescens EPS62e for fire blight disease biocontrol by combination of culture osmoadaptation with a freeze-drying lyoprotectant. J. Appl. Microbiol. 2014, 117, 1122–1131. [Google Scholar] [CrossRef] [PubMed]
- Stephan, D.; Da Silva, A.P.M.; Bisutti, I.L. Optimization of a freeze-drying process for the biocontrol agent Pseudomonas spp. and its influence on viability, storability and efficacy. Biol. Control 2016, 94, 74–81. [Google Scholar]
- Strasser, S.; Neureiter, M.; Geppl, M.; Braun, R.; Danner, H. Influence of lyophilization, fluidized bed drying, addition of protectants, and storage on the viability of lactic acid bacteria. J. Appl. Microbiol. 2009, 107, 167–177. [Google Scholar] [CrossRef]
- Bhandari, B.R.; Patel, K.C.; Chen, X.D. Spray-drying of food materials-process and product characteristics. In Drying Technologies in Food Processing; Chen, X.D., Majumdar, A.S., Eds.; Blackwell Publishing Ltd.: Oxford, UK, 2008; pp. 113–159. [Google Scholar]
- Costa, S.S.; Machado, B.A.S.; Martin, A.R.; Bagnara, F.; Ragadalli, S.A.; Alves, A.R.C. Drying by spray drying in the food industry: Micro-encapsulation, process parameters and main carriers used. Afr. J. Food Sci. 2015, 9, 462–470. [Google Scholar]
- Yánez-Mendizábal, V.; Viñas, I.; Usall, J.; Cañamás, T.; Teixidó, N. Endospore production allows using spray-drying as a possible formulation system of the biocontrol agent Bacillus subtilis CPA-8. Biotechnol. Lett. 2012, 34, 729–735. [Google Scholar] [CrossRef] [PubMed]
- Yánez-Mendizábal, V.; Viñas, I.; Usall, J.; Torres, R.; Solsona, C.; Abadias, M.; Teixidó, N. Formulation development of the biocontrol agent Bacillus subtilis strain CPA-8 by spray-drying. J. Appl. Microbiol. 2012, 112, 954–965. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.H.; Wei, H.G.; Li, Y.G.; Li, S.L.; Luo, Y.C.; Zhang, D.J.; Ni, L. Optimization of the spray drying of a Paenibacillus polymyxa-based biopesticide on pilot plant and production scales. Biocontrol Sci. Technol. 2014, 24, 426–435. [Google Scholar] [CrossRef]
- Prabakaran, G.; Hoti, S.L. Optimization of spray-drying conditions for the large-scale preparation of Bacillus thuringiensis var. israelensis after downstream processing. Biotechnol. Bioeng. 2008, 100, 103–107. [Google Scholar] [CrossRef]
- Costa, E.; Teixidó, N.; Usall, J.; Fons, E.; Gimeno, V.; Delgado, J.; Viñas, I. Survival of Pantoea agglomerans strain CPA-2 in a spray-drying process. J. Food Prot. 2002, 65, 185–191. [Google Scholar] [CrossRef] [PubMed]
- Strasser, S. Innovative Product Formulations Applying the Fluidised Bed Technology. Ph.D. Thesis, University of Natural Resources and Life Sciences, Vienna, Austria, 2008. [Google Scholar]
- Larena, I.; De Cal, A.; Linan, M.; Melgarejo, P. Drying of Epicoccum nigrum conidia for obtaining a shelf-stable biological product against brown rot disease. J. Appl. Microbiol. 2003, 94, 508–514. [Google Scholar] [CrossRef] [Green Version]
- Larena, I.; Melgarejo, P.; De Cal, A. Drying of conidia of Penicillium oxalicum, a biological control agent against Fusarium wilt of tomato. J. Phytopathol. 2003, 151, 600–606. [Google Scholar] [CrossRef]
- Guijarro, B.; Larena, I.; Melgarejo, P.; De Cal, A. Effect of drying on conidial viability of Penicillium frequentans, a biological control agent against peach brown rot disease caused by Monilinia spp. Biocontrol Sci. Technol. 2006, 16, 257–269. [Google Scholar] [CrossRef]
- Mounir, R.; Durieux, A.; Bodo, E.; Allard, C.; Simon, J.P.; Achbani, E.H.; El-Jaafari, S.; Douira, A.; Jijakli, M.H. Production, formulation and antagonistic activity of the biocontrol like-yeast Aureobasidium pullulans against Penicillium expansum. Biotechnol. Lett. 2007, 29, 553–559. [Google Scholar] [CrossRef] [PubMed]
- Mokiou, S.; Magan, N. Physiological manipulation and formulation of the biocontrol yeast Pichia anomala for control of Penicillium verrucosum and ochratoxin A contamination of moist grain. Biocontrol Sci. Technol. 2008, 18, 1063–1073. [Google Scholar] [CrossRef] [Green Version]
- Carbó, A.; Torres, R.; Usall, J.; Fons, E.; Teixidó, N. Dry formulations of the biocontrol agent Candida sake CPA-1 using fluidised bed drying to control the main postharvest diseases on fruits. J. Sci. Food Agric. 2017, 97, 3691–3698. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, S.; Mishra, G. Fluid bed technology: Overview and parameters for process selection. Int. J. Pharm. Sci. Res. 2010, 2, 236–246. [Google Scholar]
- Santivarangkna, C.; Kulozik, U.; Foerst, P. Alternative drying processes for the industrial preservation of lactic acid starter cultures. Biotechnol. Prog. 2007, 23, 302–315. [Google Scholar] [CrossRef]
- Hemati, A.; Cherif, R.; Saleh, K.; Pont, V. Fluidized bed coating and granulation: Influence of process-related variables and physicochemical properties on the growth kinetics. Powder Technol. 2003, 130, 18–34. [Google Scholar] [CrossRef]
- Planinsek, O.; Pisek, R.; Trojak, A.; Srcic, S. The utilization of surface free-energy parameters for the selection of a suitable binder in fluidized bed granulation. Int. J. Pharm. 2000, 207, 77–88. [Google Scholar] [CrossRef]
- Nag, A.; Das, S. Improving ambient temperature stability of probiotics with stress adaptation and fluidized bed drying. J. Funct. Foods 2013, 5, 170–177. [Google Scholar] [CrossRef]
- Carbó, A.; Torres, R.; Usall, J.; Solsona, C.; Teixidó, N. Fluidized-bed spray-drying formulations of Candida sake CPA-1 by adding biodegradable coatings to enhance their survival under stress conditions. Appl. Microbiol. Biotechnol. 2017, 101, 7865–7876. [Google Scholar] [CrossRef] [PubMed]
- Carbó, A.; Torres, R.; Usall, J.; Marín, A.; Contreras, C.; Chiralt, A.; Teixidó, N. Dehydration of Ampelomyces quisqualis CPA-9 conidia by adding biodegradable coatings: Biocontrol activity against powdery mildew and physical characterization of the formulated product. Biol. Control 2021, 161, 104701. [Google Scholar] [CrossRef]
- Vemmer, M.; Patel, A.V. Review of encapsulation methods suitable for microbial biological control agents. Biol. Control 2013, 67, 380–389. [Google Scholar] [CrossRef]
- González, L.E.; Bashan, Y. Increased growth of the microalga Chlorella vulgaris when coimmobilized and cocultured in alginate beads with the plant-growth-promoting bacterium Azospirillum brasilense. Appl. Environ. Microbiol. 2000, 66, 1527–1531. [Google Scholar] [CrossRef] [Green Version]
- Lumsden, R.D.; Walter, J.F. Development of the biocontrol fungus Gliocladium virens: Risk assessment and approval for horticultural use. In Biological Control: Benefits and Risks; Hokkanen, H.M.T., Lynch, J.M., Eds.; Cambridge University Press: Cambridge, UK, 1995; pp. 263–269. [Google Scholar]
- Sui, Y.; Wisniewski, M.; Droby, S.; Liu, J. Responses of yeast biocontrol agents to environmental stress. Appl. Environ. Microbiol. 2015, 81, 2968–2975. [Google Scholar] [CrossRef] [Green Version]
- Santivarangkna, C.; Kulozik, U.; Foerst, P. Inactivation mechanisms of lactic acid starter cultures preserved by drying processes. J. Appl. Microbiol. 2008, 105, 1–13. [Google Scholar] [CrossRef]
- Biegerdose, A.; Dose, K.; Meffert, R.; Mehler, M.; Risi, S. Extreme dryness and DNA protein cross-links. In Life Sciences and Space Research; Oro, J., Horneck, G., Greenberg, J.M., Raulin, F., Schwartz, A.W., Dose, K., Friedman, E.I., Eds.; Pergamon Press Ltd.: Oxford, UK, 1992; pp. 411–439. [Google Scholar]
- Fu, N.; Chen, X.D. Towards a maximal cell survival in convective thermal drying processes. Food Res. Int. 2011, 44, 1127–1149. [Google Scholar] [CrossRef]
- Collins, D.P.; Jacobsen, B.J. Optimizing a Bacillus subtilis isolate for biological control of sugar beet cercospora leaf spot. Biol. Control 2003, 26, 153–161. [Google Scholar] [CrossRef]
- Minh, H.N.T.; Durand, A.; Loison, P.; Perrier-Cornet, J.M.; Gervais, P. Effect of sporulation conditions on the resistance of Bacillus subtilis spores to heat and high pressure. Appl. Microbiol. Biotechnol. 2011, 90, 1409–1417. [Google Scholar] [CrossRef]
- Teixidó, N.; Cañamás, T.P.; Usall, U.; Torres, R.; Magan, N.; Viñas, I. Accumulation of the compatible solutes, glycine–betaine andectoine, in osmotic stress adaptation and heat shock cross-protection in the biocontrol agent Pantoea agglomerans CPA-2. Lett. Appl. Microbiol. 2005, 41, 248–252. [Google Scholar] [CrossRef]
- Teixidó, N.; Cañamás, T.P.; Abadias, M.; Usall, J.; Solsona, C.; Casals, C.; Viñas, I. Improving low water activity and desiccation tolerance of the biocontrol agent Pantoea agglomerans CPA-2 by osmotic treatments. J. Appl. Microbiol. 2006, 101, 927–937. [Google Scholar] [CrossRef] [PubMed]
- Teixido, N.; Segarra, G.; Casals, C.; Usall, J.; Torres, R. Formulations to improve biocontrol products shelf-life and/or ecosystem adaptation. In How Research Can Stimulate the Development of Commercial Biological Control Against Plant Diseases; Progress in Biological Control; De Cal, A., Melgarejo, P., Magan, N., Eds.; Springer: Cham, Switzerland, 2020; Volume 2, pp. 257–273. [Google Scholar]
- Sabuquillo, P.; De Cal, A.; Melgarejo, P. Development of a dried Penicillium oxalicum conidial formulation for use as a biological agent against Fusarium wilt of tomato: Selection of optimal additives and storage conditions for maintaining conidial viability. Biol. Control 2010, 54, 221–229. [Google Scholar] [CrossRef]
- Leslie, S.B.; Israeli, E.; Lighthart, B.; Crowe, J.H.; Crowe, L.M. Trehalose and sucrose protect both membranes and proteins in intact bacteria during drying. Appl. Environ. Microbiol. 1995, 61, 3592–3597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morgan, C.A.; Herman, N.; White, P.A.; Vesey, G. Preservation of micro-organisms by drying; A review. J. Microbiol. Methods 2006, 66, 183–193. [Google Scholar] [CrossRef] [PubMed]
- Alamprese, C.; Cappa, C.; Ratti, S.; Limbo, S.; Signorelli, M.; Fessas, D.; Lucisano, M. Shelf-life extension of whole-wheat bread sticks: Formulation and packaging strategies. Food Chem. 2017, 230, 532–539. [Google Scholar] [CrossRef]
- Costa, E.; Usall, J.; Teixido, N.; Torres, R.; Vinas, I. Effect of package and storage conditions on viability and efficacy of the freeze-dried biocontrol agent Pantoea agglomerans strain CPA-2. J. Appl. Microbiol. 2002, 92, 873–878. [Google Scholar] [CrossRef] [Green Version]
- Torres, R.; Solsona, C.; Viñas, I.; Usall, J.; Plaza, P.; Teixidó, N. Optimization of packaging and storage conditions of a freeze-dried Pantoea agglomerans formulation for controlling postharvest diseases in fruit. J. Appl. Microbiol. 2014, 117, 173–184. [Google Scholar] [CrossRef]
- Gallagher, E.; Kunkel, A.; Gormley, T.R.; Arendt, E.K. The effect of dairy and rice powder addition on loaf and crumb characteristics, and on shelf life (intermediate and long-term) of gluten-free breads stored in a modified atmosphere. Eur. Food Res. Technol. 2003, 218, 44–48. [Google Scholar] [CrossRef]
- Elzein, A.; Kroschel, J.; Marley, P.; Cadisch, G. Does vacuum-packaging or co-delivered amendments enhance shelf-life of Striga-mycoherbicidal products containing Fusarium oxysporum f. sp. strigae during storage? Biocontrol Sci. Technol. 2009, 19, 349–367. [Google Scholar] [CrossRef]
- Gotor-Vila, A.; Usall, J.; Torres, R.; Solsona, C.; Teixidó, N. Enhanced shelf-life of the formulated biocontrol agent Bacillus amyloliquefaciens CPA-8 combining diverse packaging strategies and storage conditions. Int. J. Food Microbiol. 2019, 290, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Carbó, A.; Teixidó, N.; Usall, J.; Torres, R. Verifying the biocontrol activity of novel film-forming formulations of Candida sake CPA-1: Resilience in relation to environmental factors, rainfall episodes, and control of Botrytis cinerea on different hosts. J. Sci. Food Agric. 2019, 99, 4969–4976. [Google Scholar] [CrossRef] [PubMed]
- Teshler, M.P.; Ash, G.J.; Zolotarov, Y.; Watson, A.K. Increased shelf life of a bioherbicide through combining modified atmosphere packaging and low temperatures. Biocontrol Sci. Technol. 2007, 17, 387–400. [Google Scholar] [CrossRef]
- Xue, J.J.; Hou, J.G.; Zhang, Y.A.; Wang, C.Y.; Wang, Z.; Yu, J.J.; Wang, Y.B.; Wang, Y.Z.; Wang, Q.H.; Sung, C.K. Optimization of storage condition for maintaining long-term viability of nematophagous fungus Esteya vermicola as biocontrol agent against pinewood nematode. World J. Microbiol. Biotechnol. 2014, 30, 2805–2810. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Different steps required in the development process of BCAs.

Figure 2.
Generic layout to obtain an antagonist-based product.

Figure 3.
Liquid production process optimization.

Figure 4.
Different dehydration systems used to formulate microorganisms. (a) Freeze-dryer, (b) spray-dryer, (c) fluidized bed-dryer, (d) detail of fluidized bed dryer and (e) fluidized bed spray-dryer.
Figure 4.
Different dehydration systems used to formulate microorganisms. (a) Freeze-dryer, (b) spray-dryer, (c) fluidized bed-dryer, (d) detail of fluidized bed dryer and (e) fluidized bed spray-dryer.

Figure 5.
Fluidized bed spray-drying process principle of spray agglomeration [65].
Figure 5.
Fluidized bed spray-drying process principle of spray agglomeration [65].

Figure 6.
Examples of physical aspect from different solid formulates: (a) freeze-drying WP, (b) spray-drying SP, (c) fluidized bed drying WG and (d) fluidized bed spray-drying WG.
Figure 6.
Examples of physical aspect from different solid formulates: (a) freeze-drying WP, (b) spray-drying SP, (c) fluidized bed drying WG and (d) fluidized bed spray-drying WG.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Teixidó, N.; Usall, J.; Torres, R. Insight into a Successful Development of Biocontrol Agents: Production, Formulation, Packaging, and Shelf Life as Key Aspects. Horticulturae 2022, 8, 305. https://doi.org/10.3390/horticulturae8040305
AMA Style
Teixidó N, Usall J, Torres R. Insight into a Successful Development of Biocontrol Agents: Production, Formulation, Packaging, and Shelf Life as Key Aspects. Horticulturae. 2022; 8(4):305. https://doi.org/10.3390/horticulturae8040305
Chicago/Turabian StyleTeixidó, Neus, Josep Usall, and Rosario Torres. 2022. "Insight into a Successful Development of Biocontrol Agents: Production, Formulation, Packaging, and Shelf Life as Key Aspects" Horticulturae 8, no. 4: 305. https://doi.org/10.3390/horticulturae8040305
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.