
Nonuniform Distribution of Crystalline Phases and Grain Sizes in the Surface Layers of WC Ceramics Produced by Spark Plasma Sintering
 , ,
, ,  , and
, and
Abstract
:1. Introduction
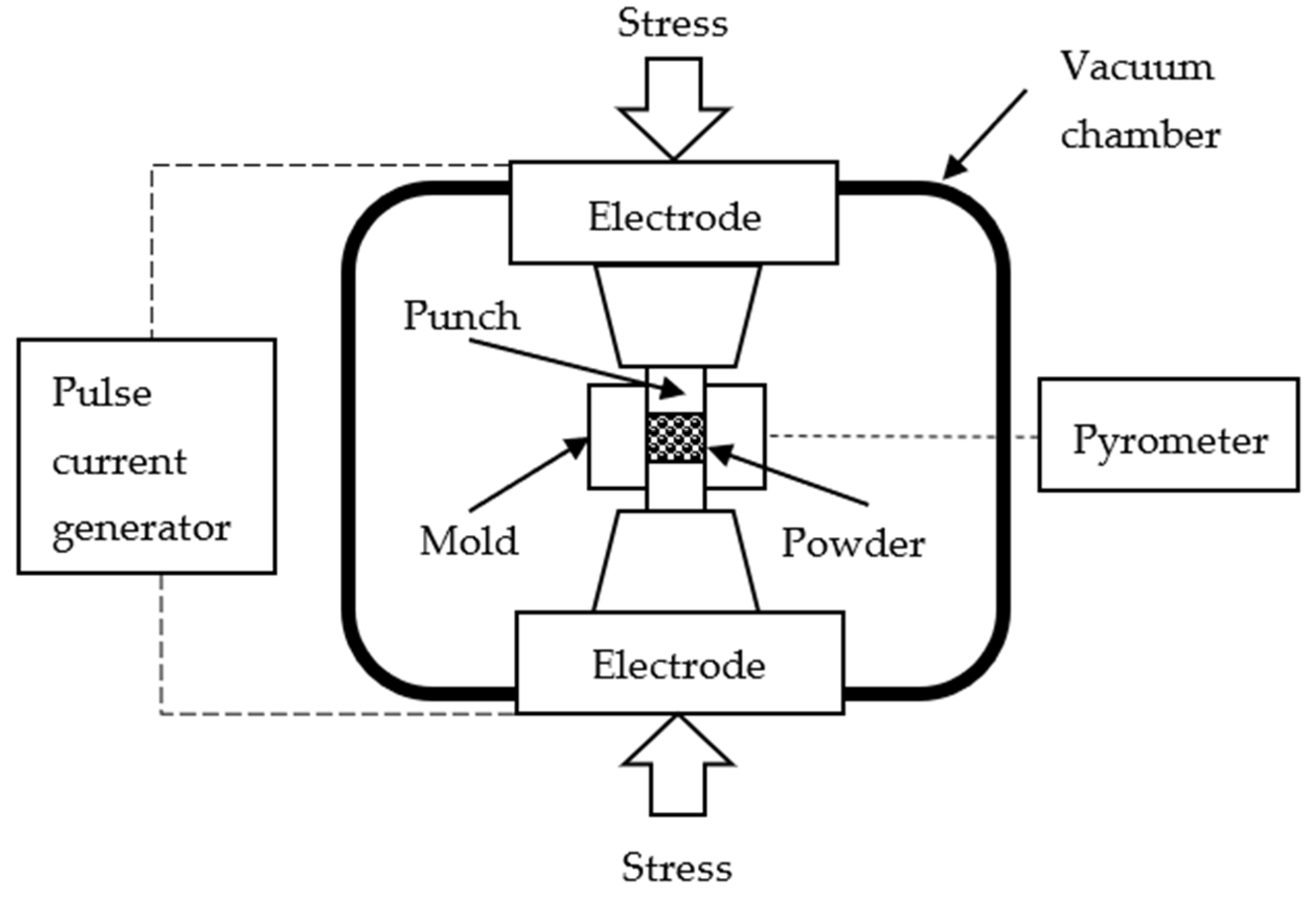
2. Materials and Methods
3. Results
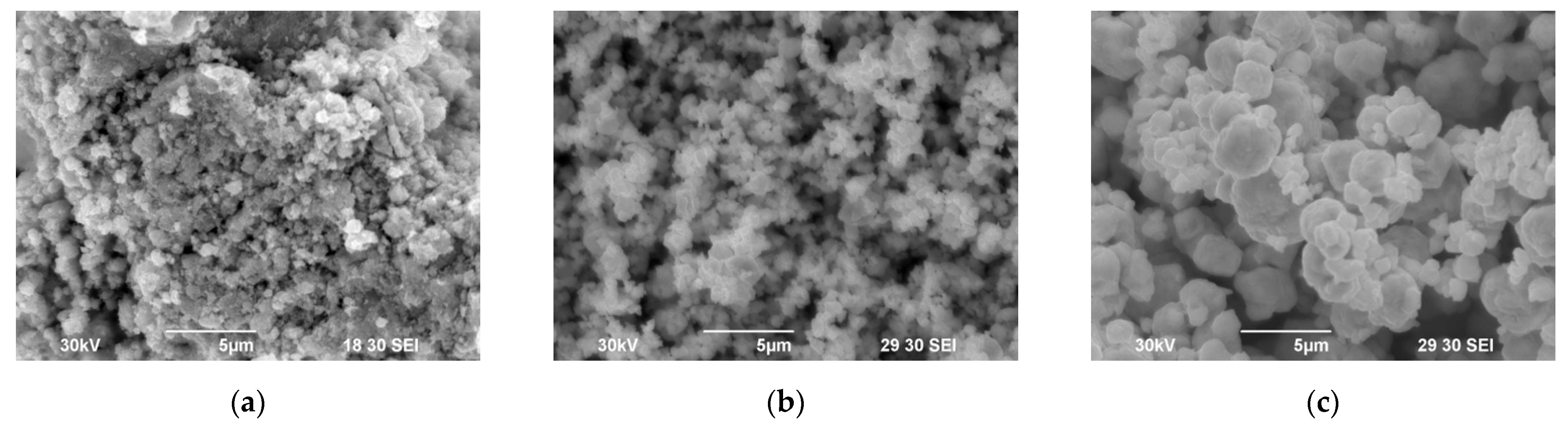
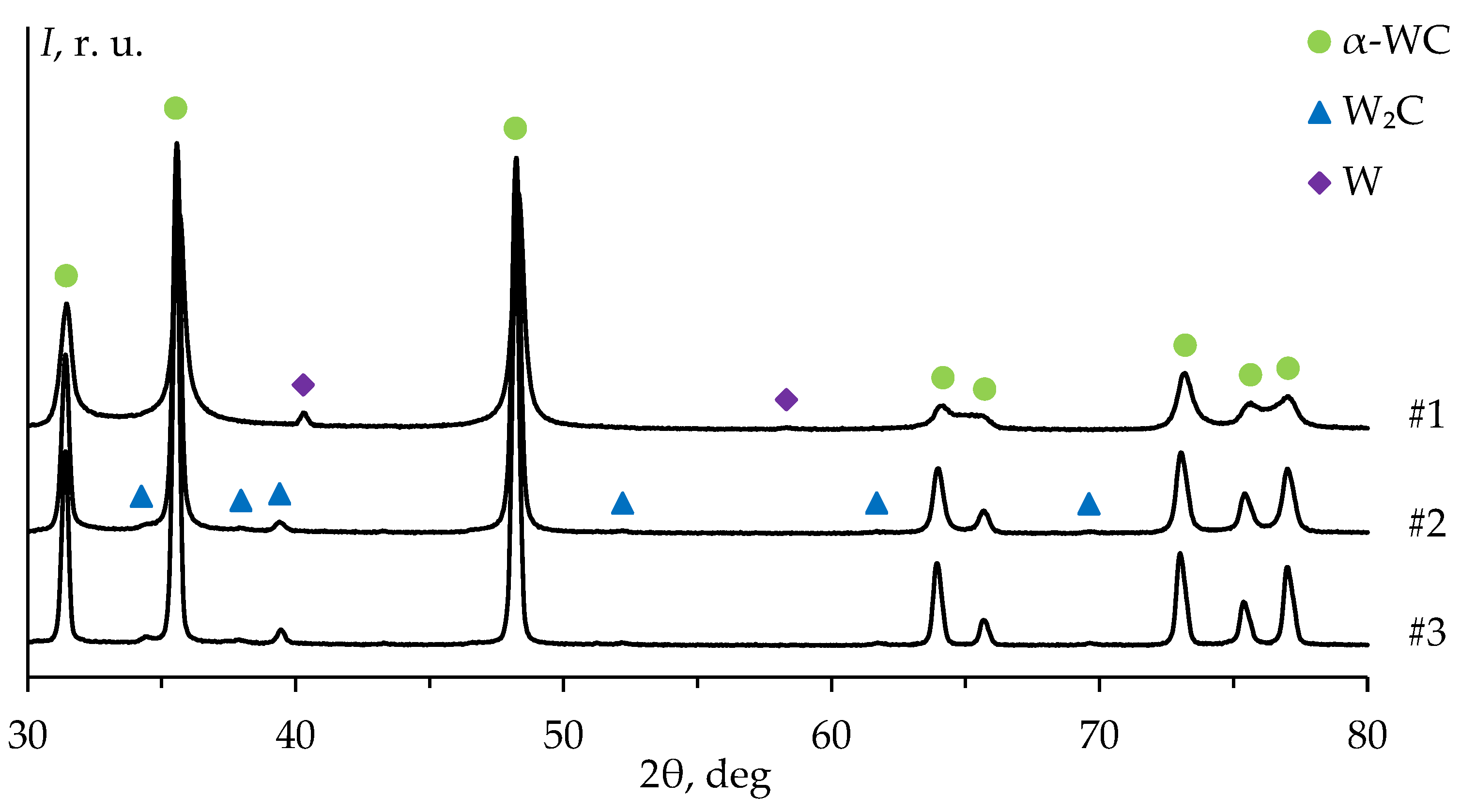
3.1. Characterization of the WC Powders
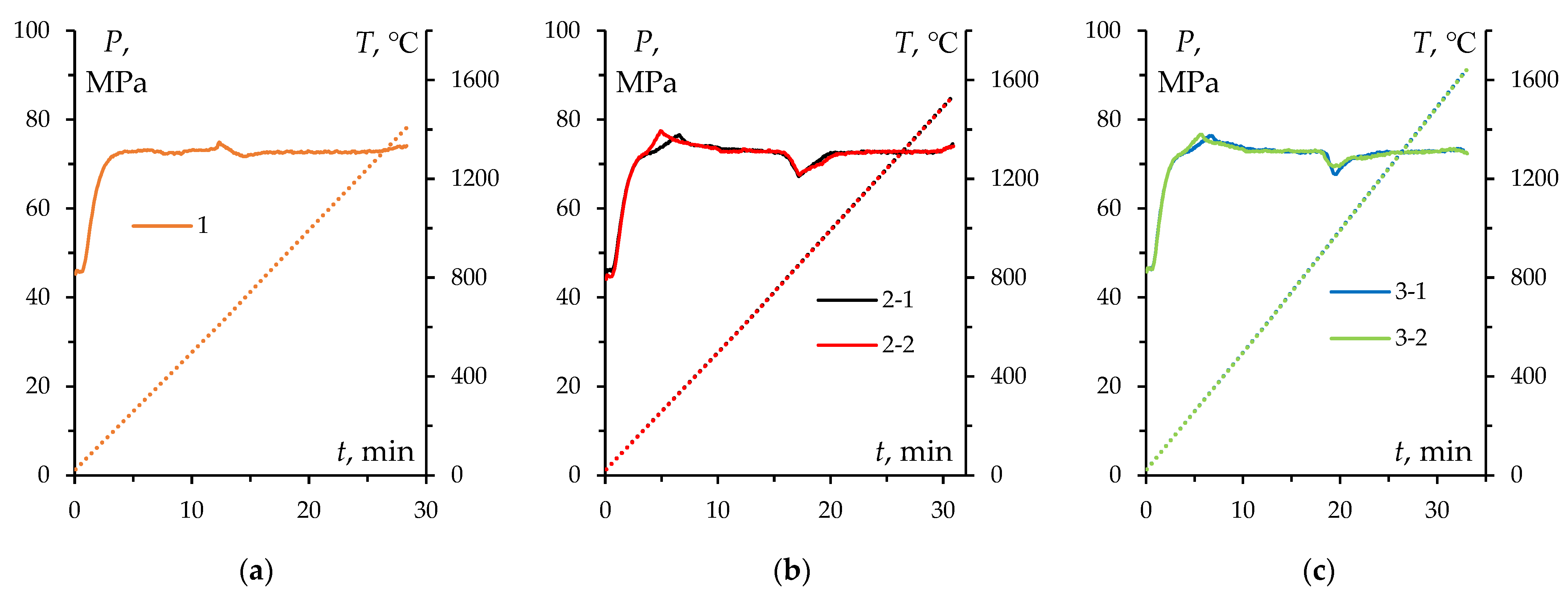
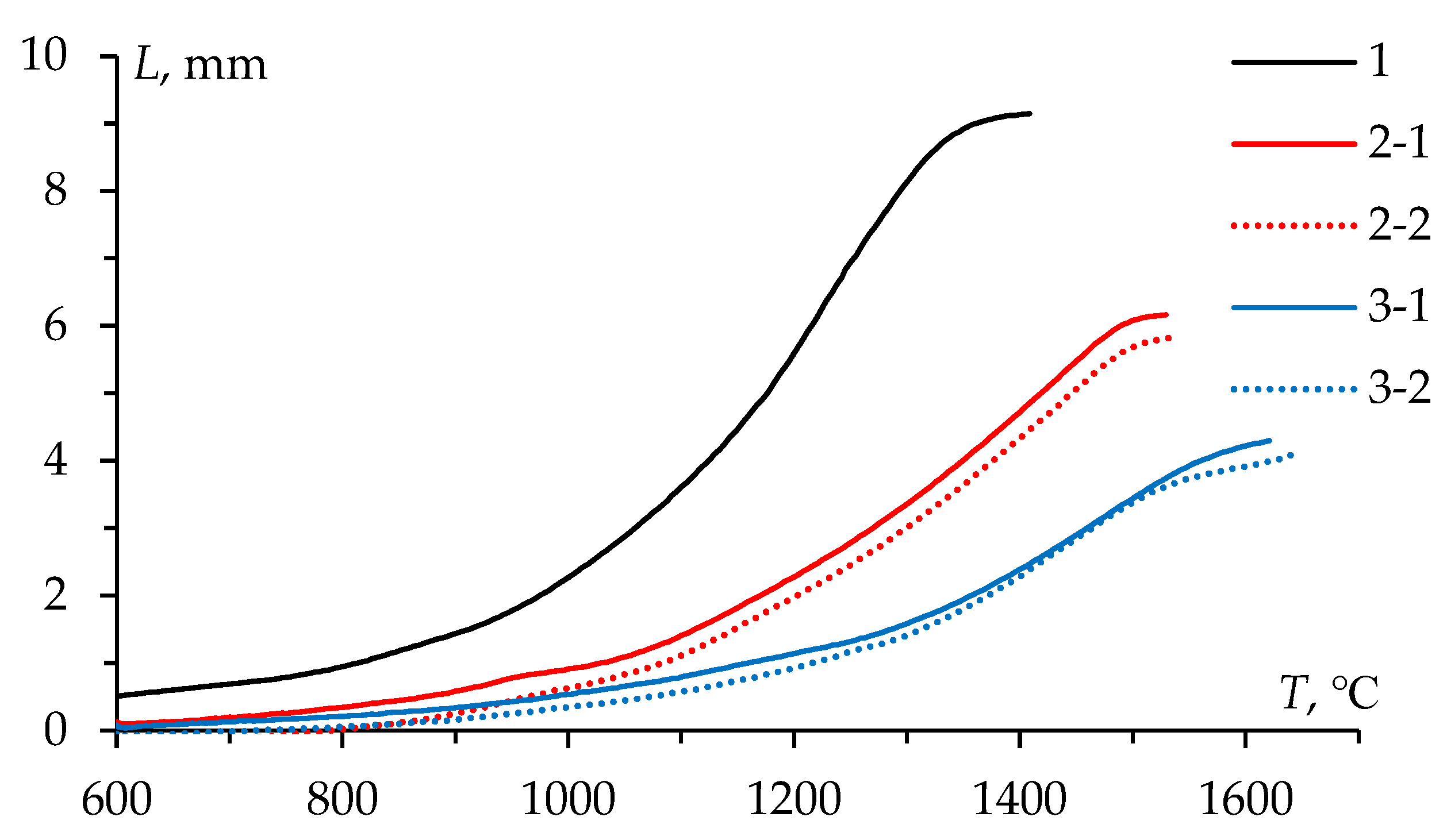
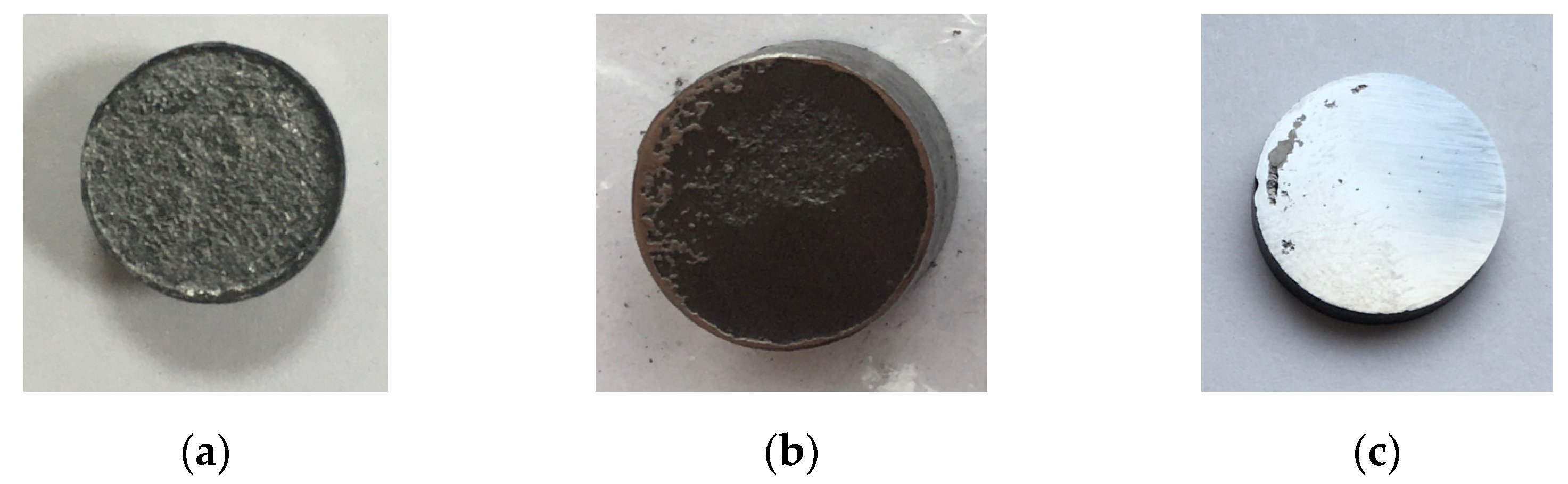
3.2. SPS of the WC Powders
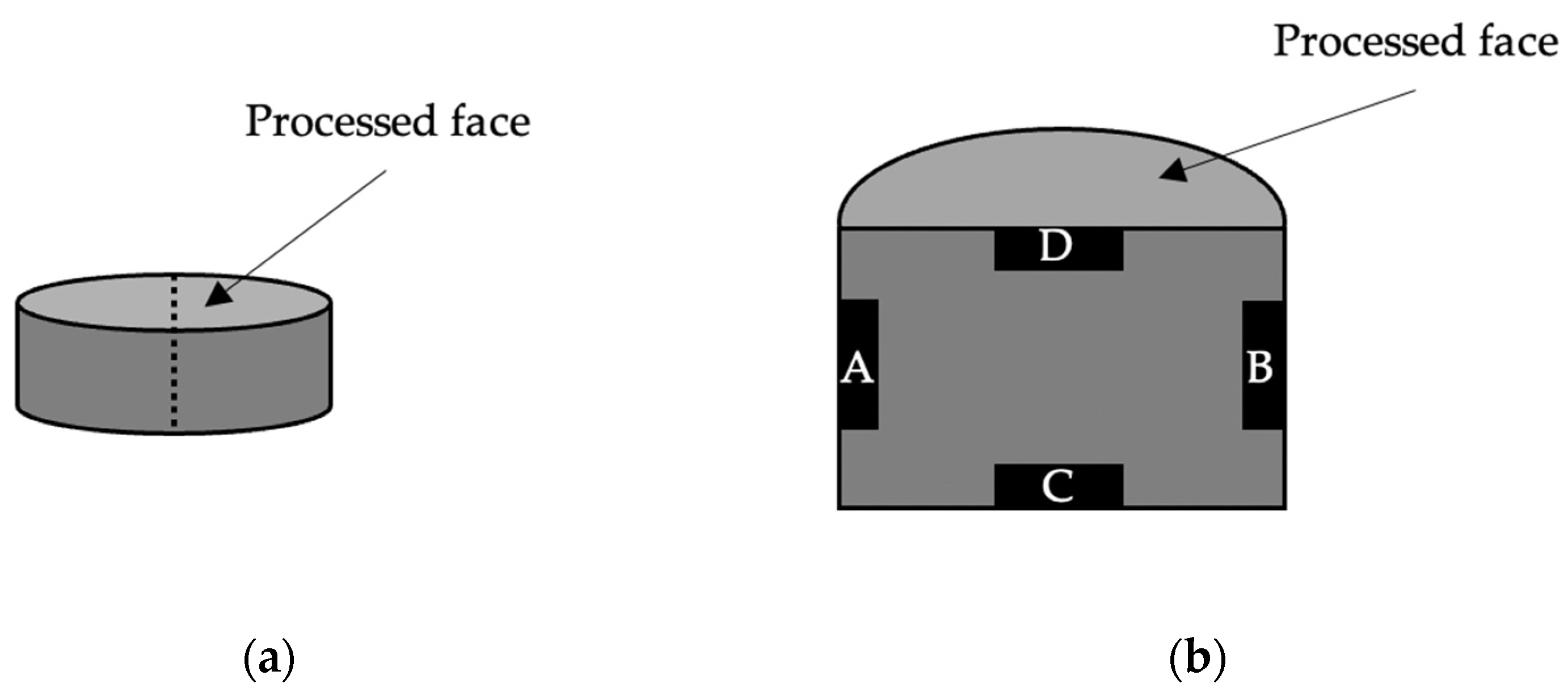
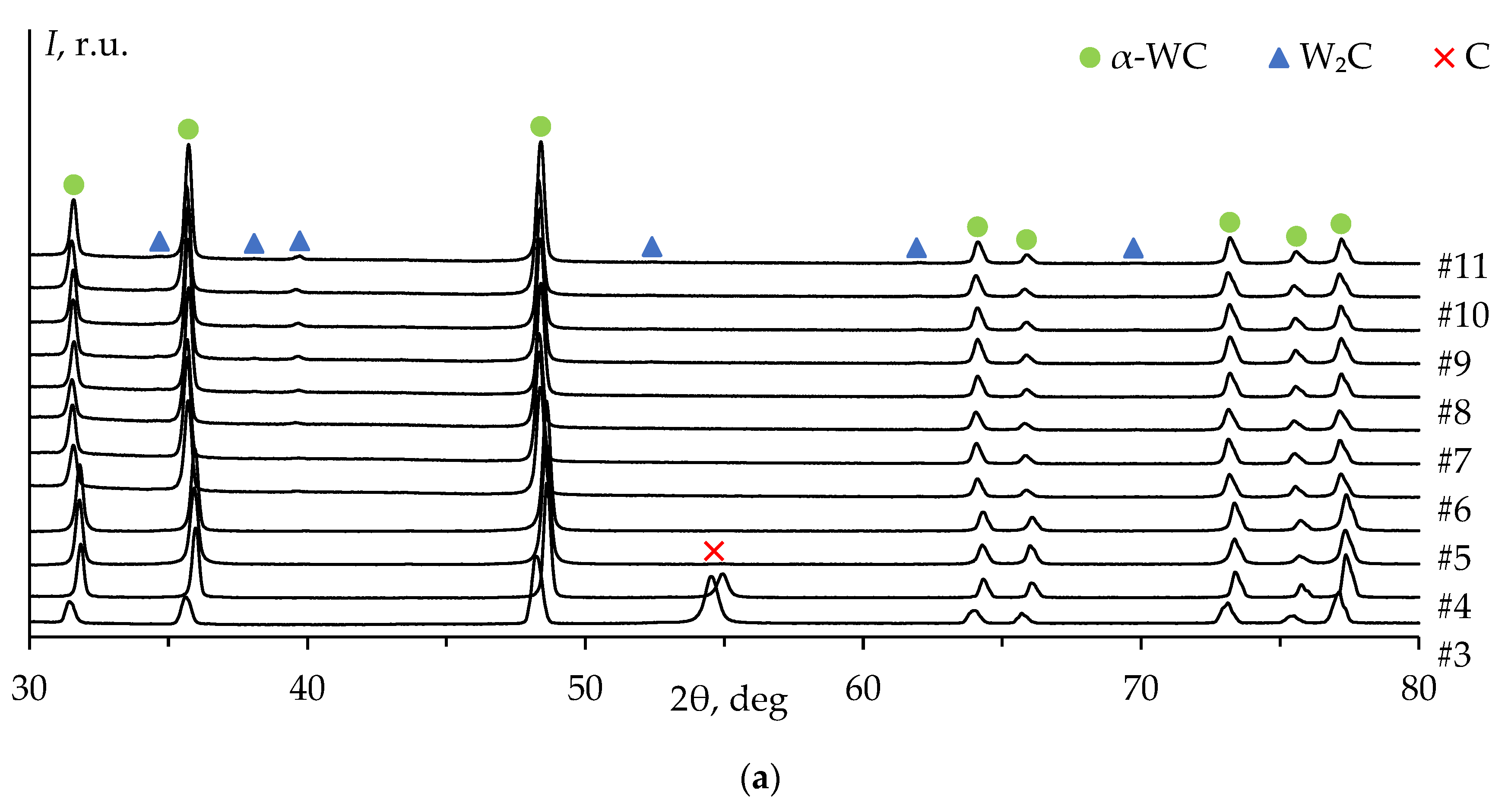
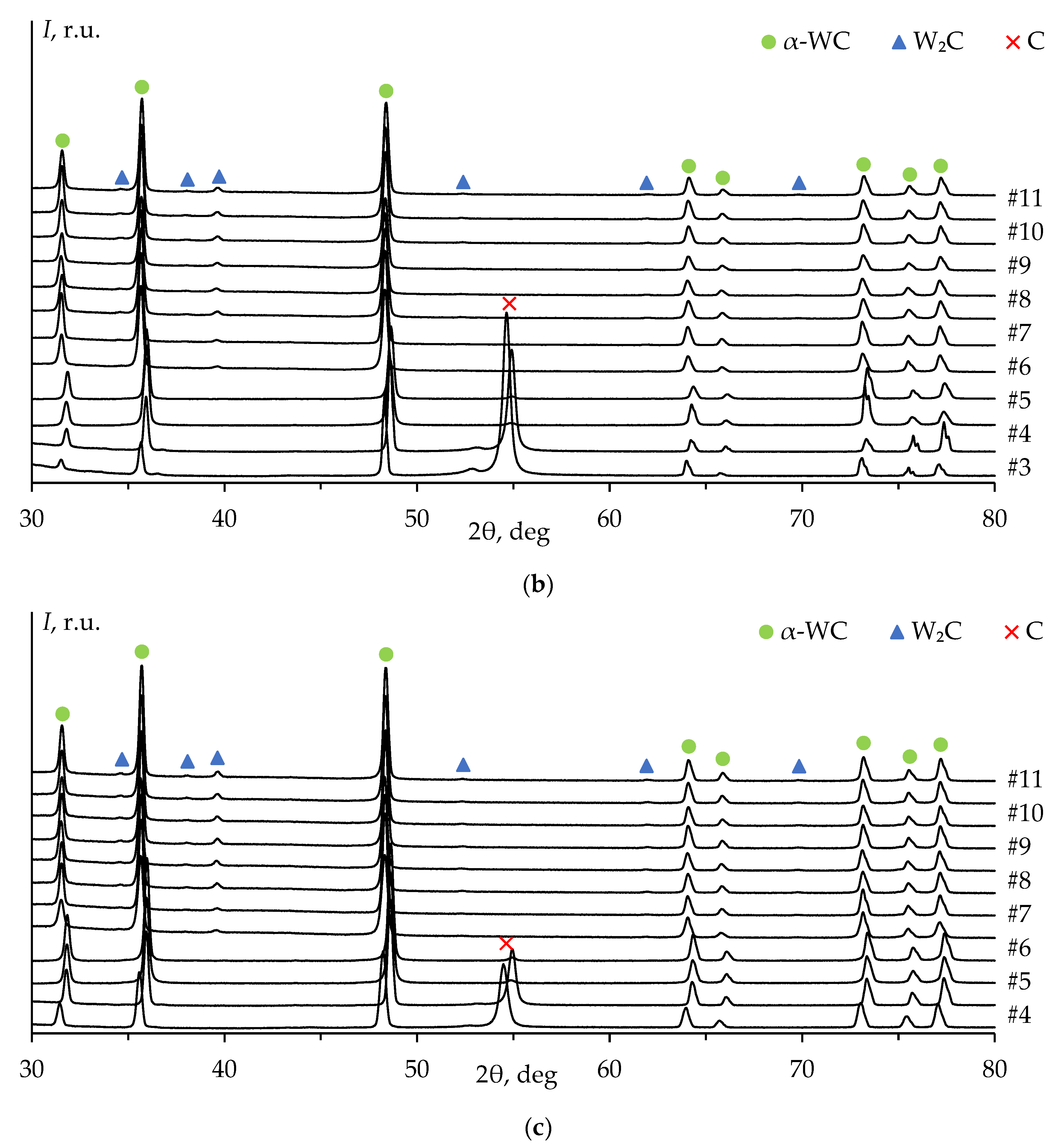
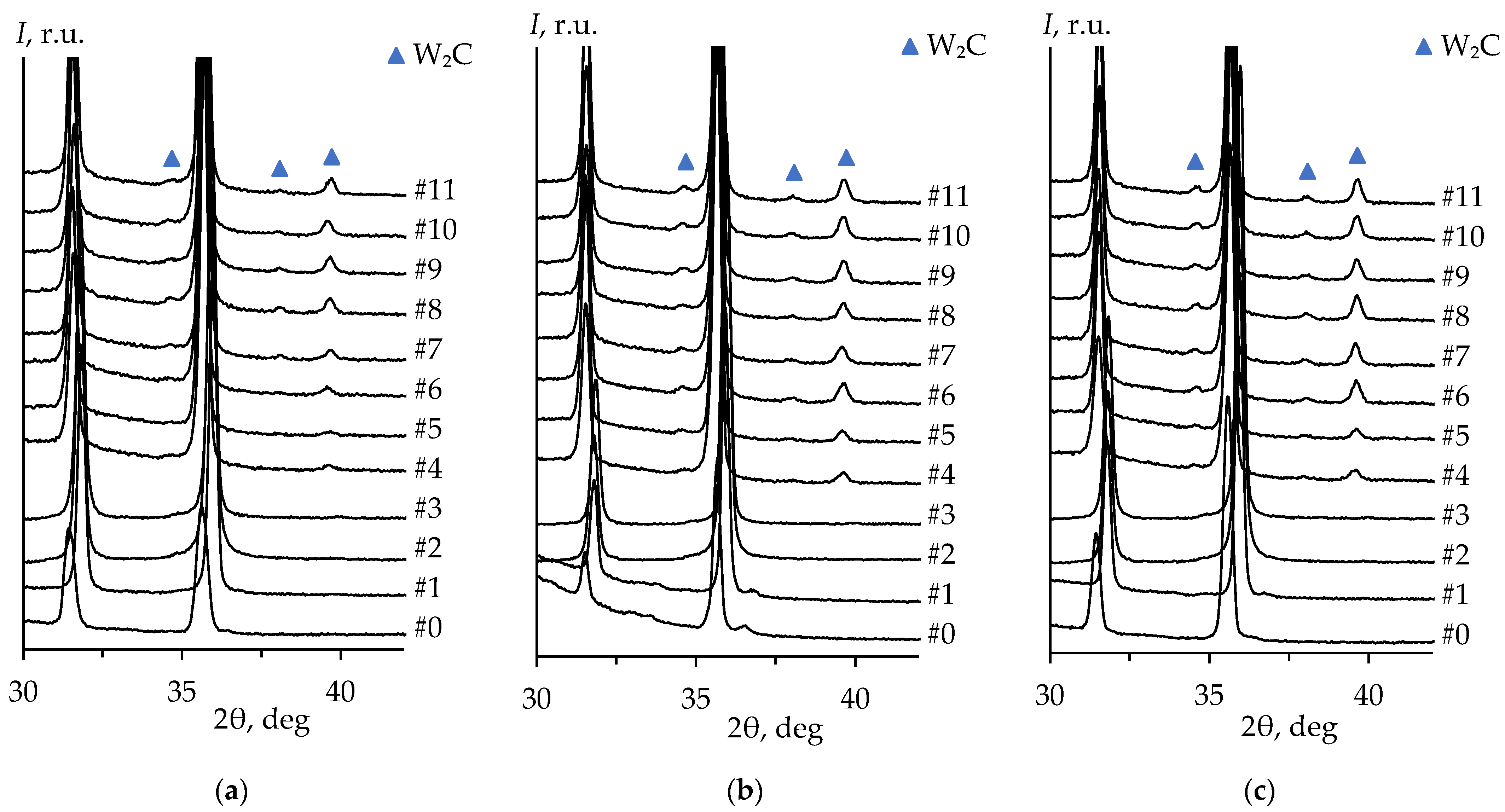
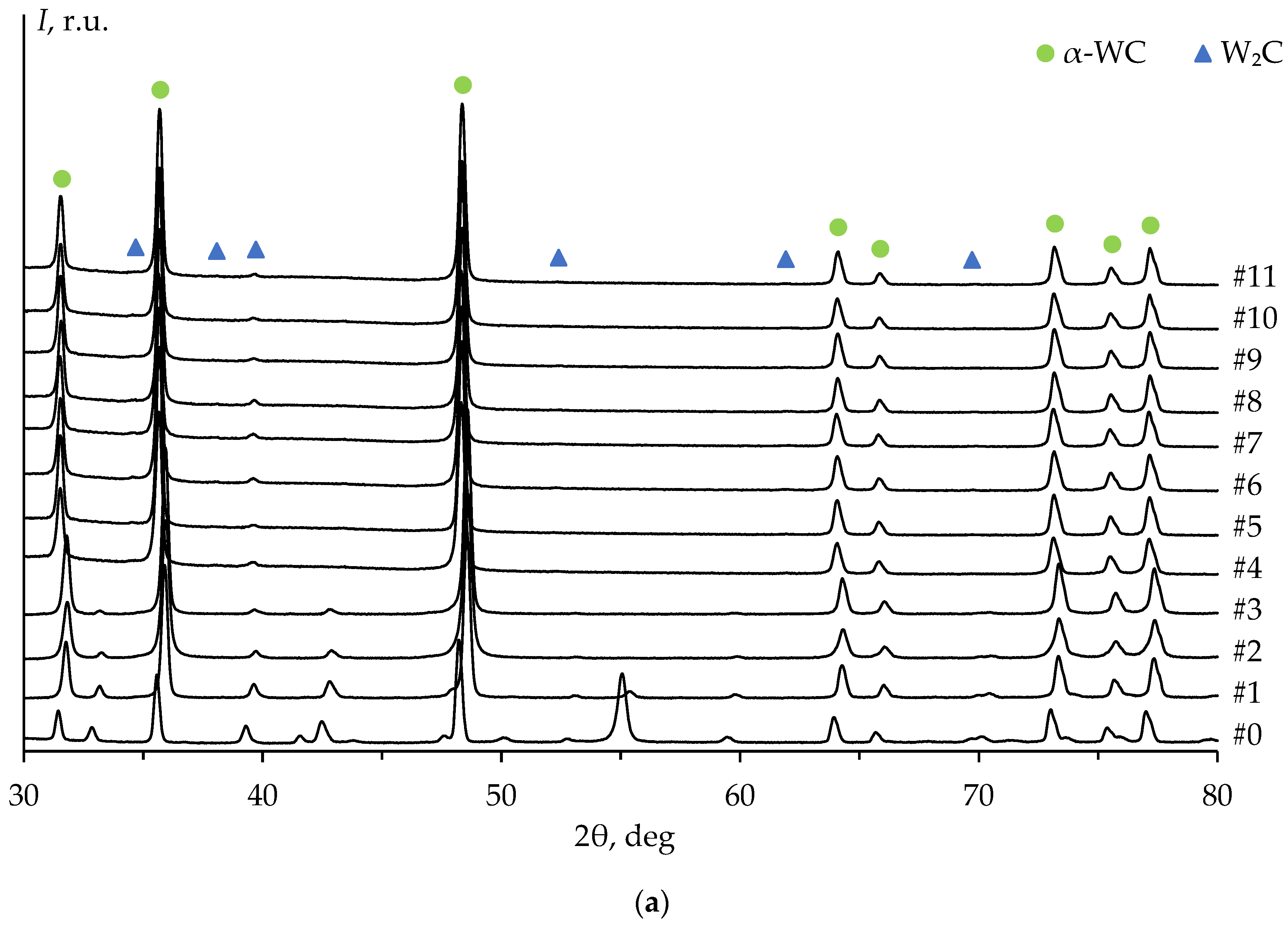
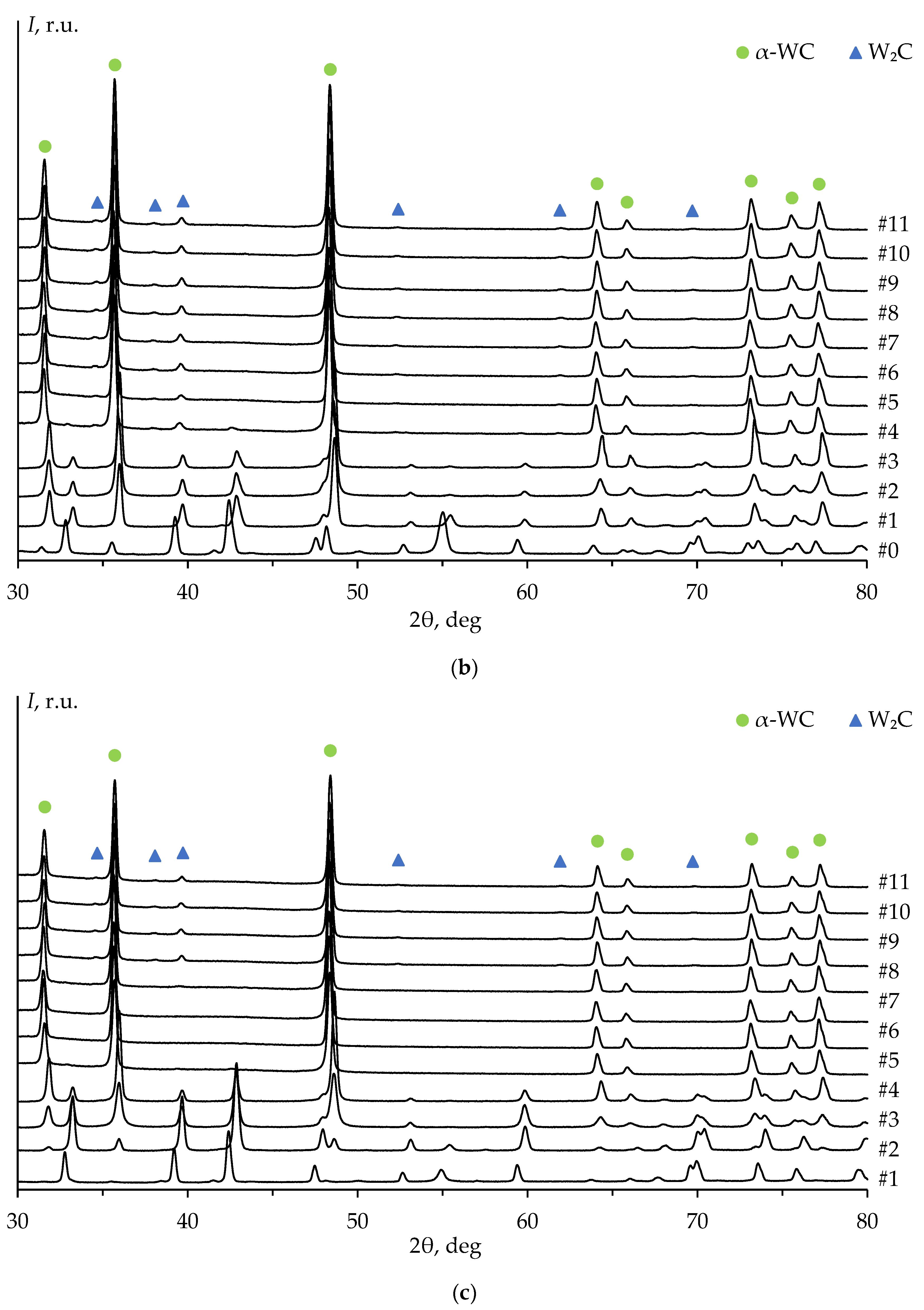
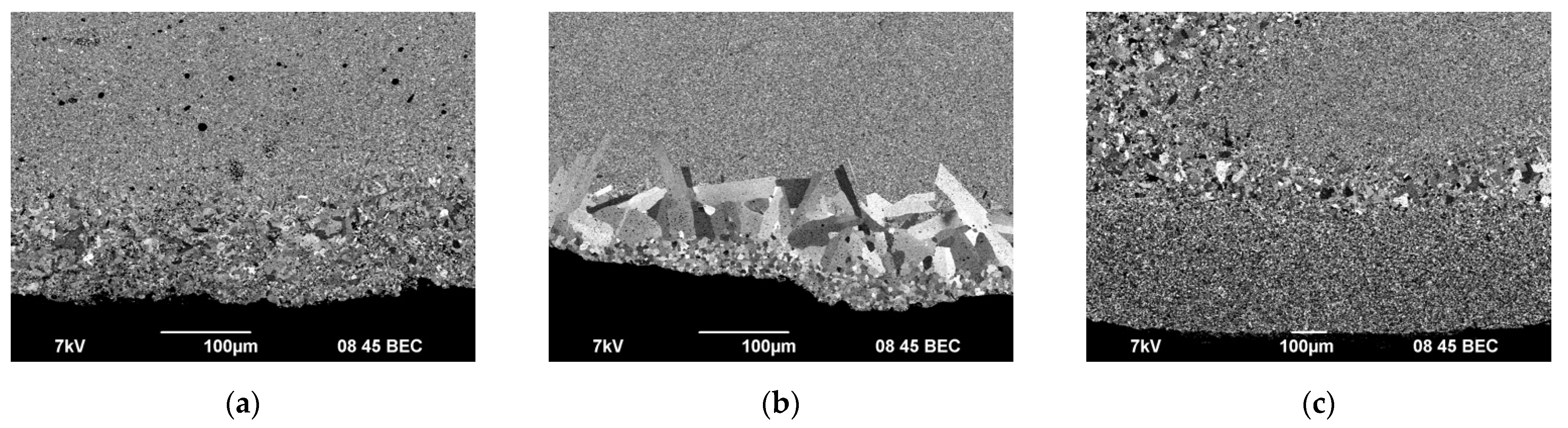
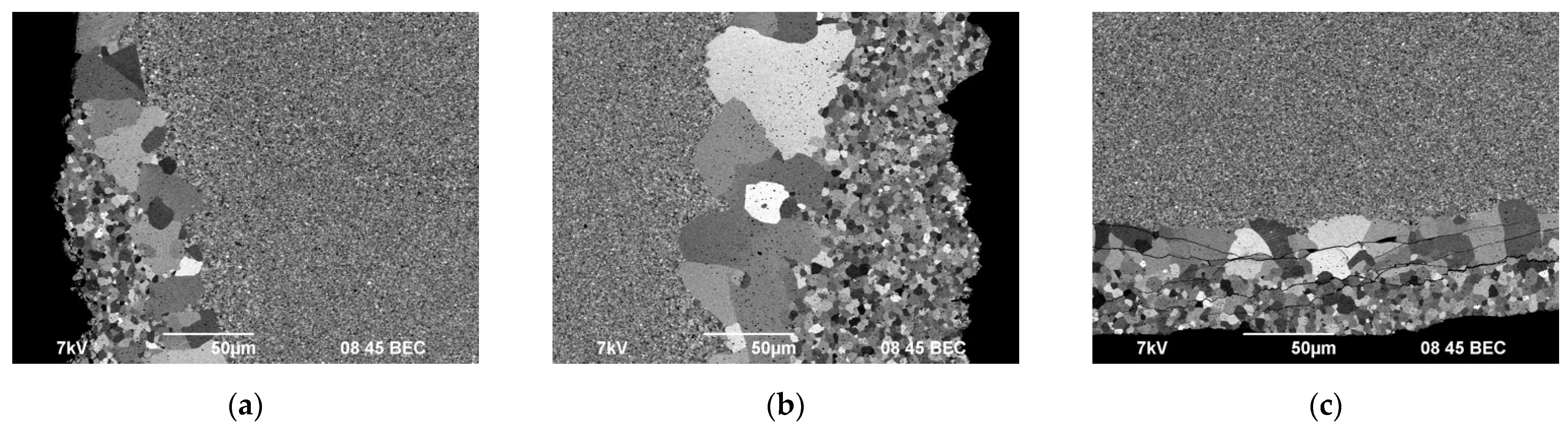
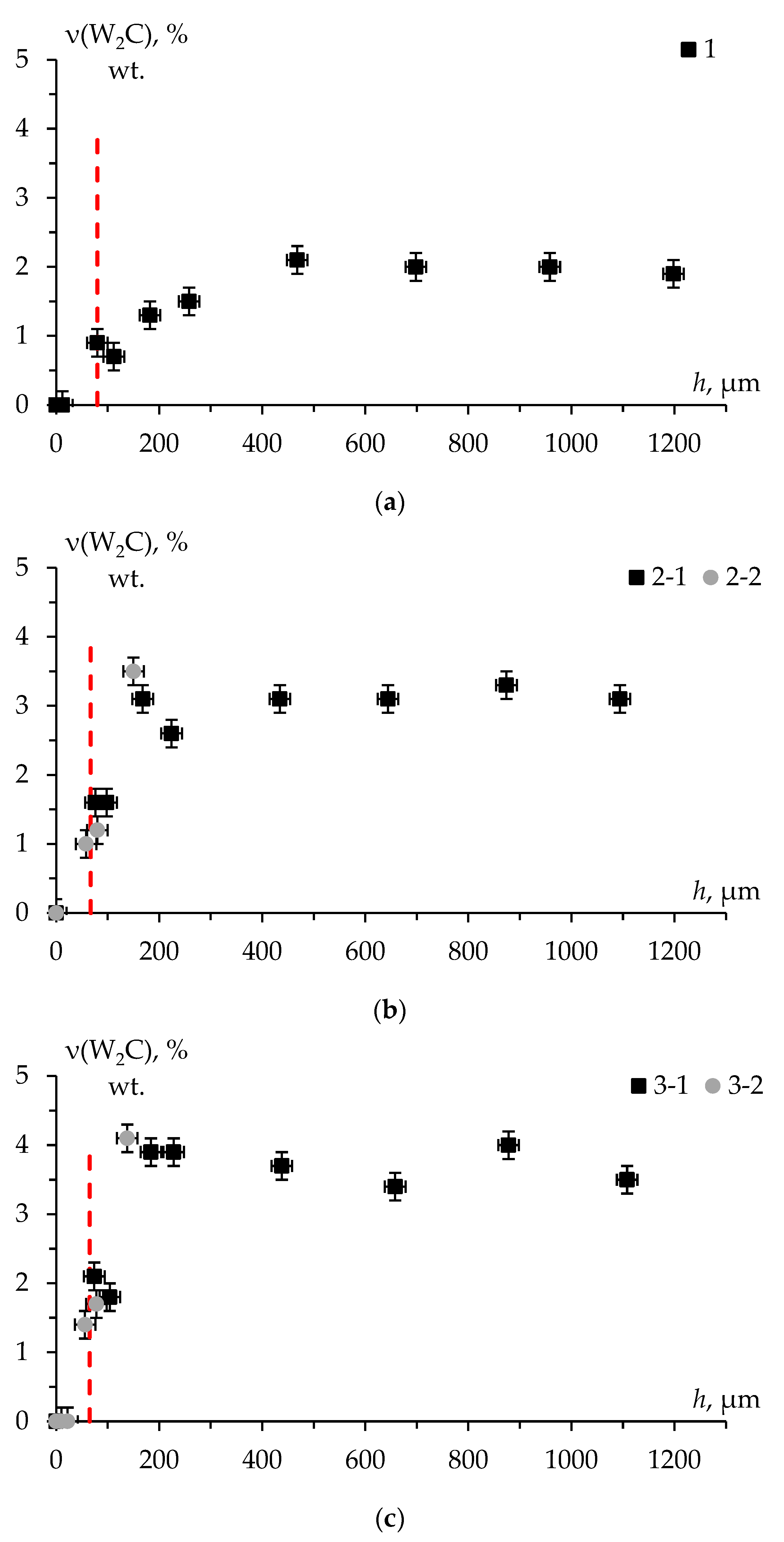
3.3. Layer-by-Layer Analysis of the WC Ceramics
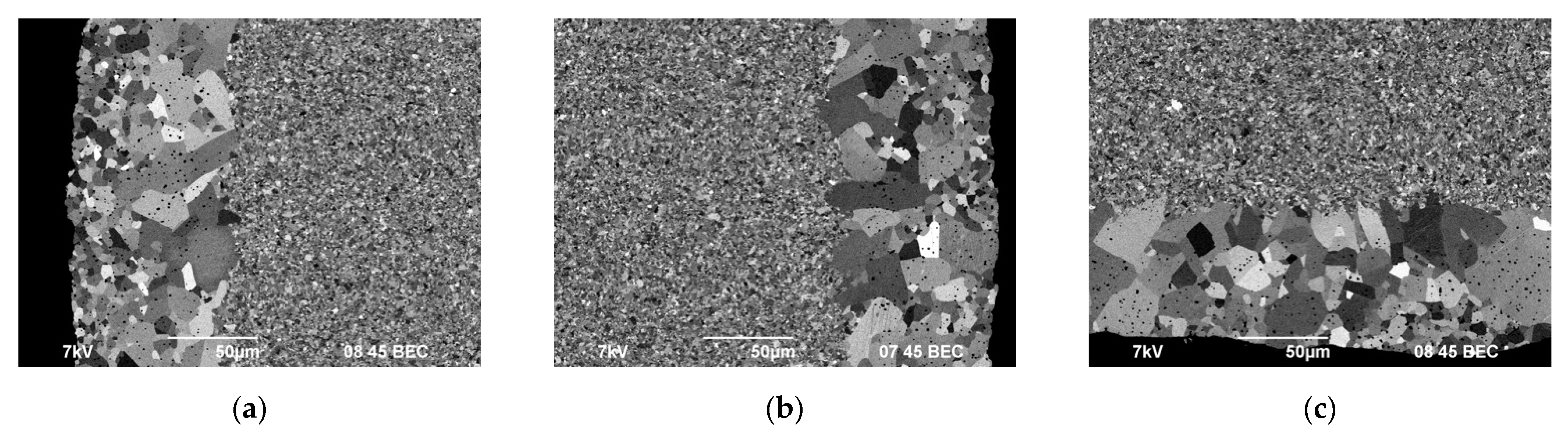
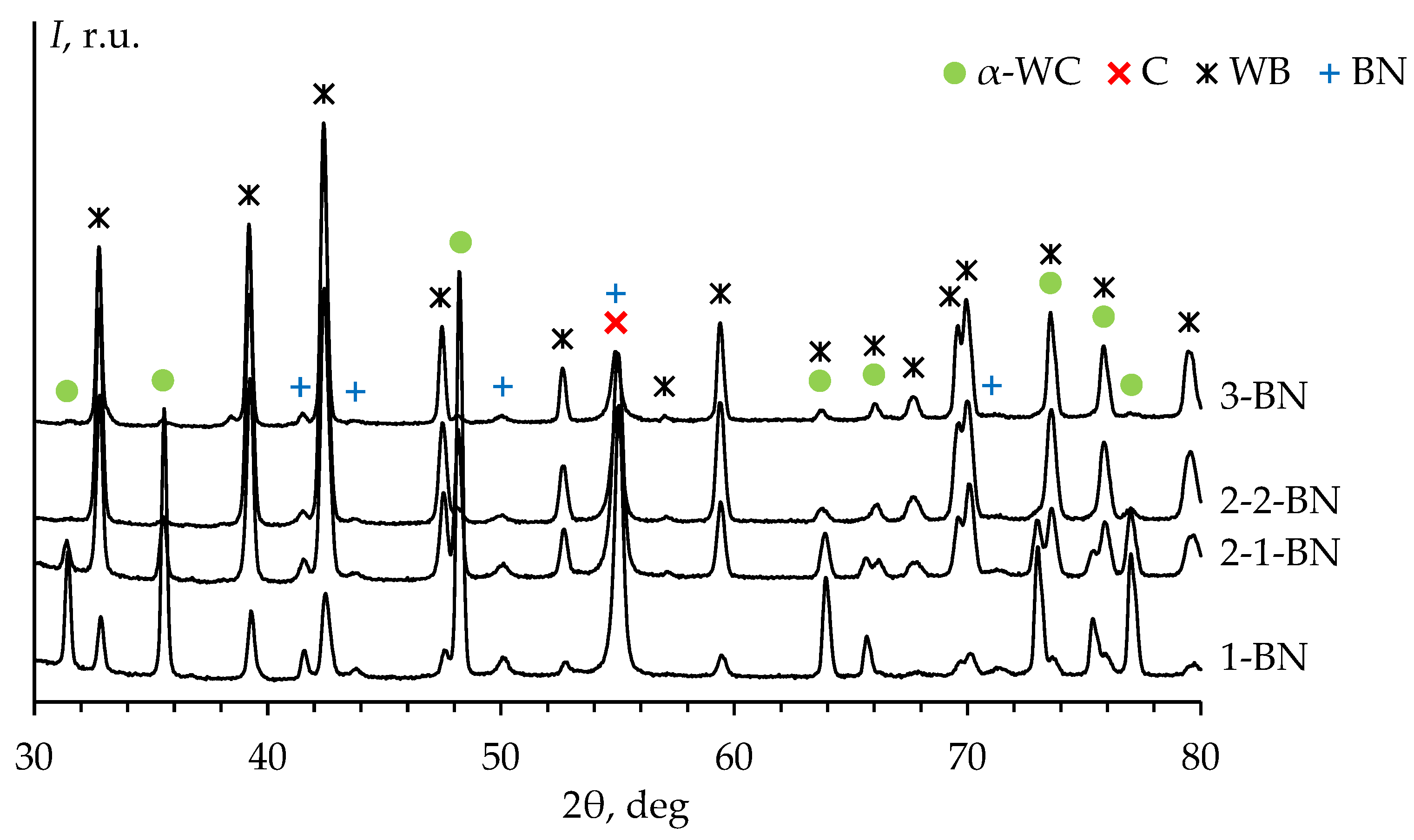
3.4. Influence of BN Coating on the Phase Composition and Microstructure of the WC Ceramics
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gille, G.; Szesny, B.; Dreyer, K.; van den Berg, H.; Schmidt, J.; Gestrich, T.; Leitner, G. Submicron and ultrafine grained hardmetals for microdrills and metal cutting inserts. Int. J. Refract. Met. Hard Mater. 2022, 20, 3–22. [Google Scholar] [CrossRef]
- Zak Fang, Z.; Wang, X.; Ryu, T.; Hwang, K.-S.; Sohn, H.Y. Synthesis, sintering, and mechanical properties of nanocrystalline cemented tungsten carbide—A review. Int. J. Refract. Met. Hard Mater. 2009, 27, 288–299. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Buravlev, I.Y.; Portnyagin, A.S.; Dvornik, M.I.; Mikhailenko, E.A.; Golub, A.V.; Zakharenko, A.M.; Sukhorada, A.E.; Talskikh, K.Y.; Buravleva, A.A.; et al. SPS hard metal alloy WC-8Ni-8Fe fabrication based on mechanochemical synthetic tungsten carbide powder. J. Alloys Compd. 2020, 816, 152547. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Buravlev, I.Y.; Papynov, E.K.; Golub, A.V.; Belov, A.A.; Buravleva, A.A.; Sakhnevich, V.N.; Dvornik, M.I.; Vlasova, N.M.; Gerasimenko, A.V.; et al. Comparative study of WC-based hard alloys fabrication via spark plasma sintering using Co, Fe, Ni, Cr, and Ti binders. Int. J. Refract. Met. Hard Mater. 2022, 102, 105725. [Google Scholar] [CrossRef]
- Sun, J.; Zhao, J.; Huang, Z.; Yan, K.; Shen, X.; Xing, J.; Gao, Y.; Jian, Y.; Yang, H.; Li, B. A Review on Binderless Tungsten Carbide: Development and Application. Nanomicro Lett. 2020, 12, 13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gubernat, A.; Rutkowski, P.; Grabowski, G.; Zientara, D. Hot pressing of tungsten carbide with and without sintering additives. Int. J. Refract. Met. Hard Mater. 2014, 43, 193–199. [Google Scholar] [CrossRef]
- Kim, H.-C.; Yoon, J.-K.; Doh, J.-M.; Ko, I.-Y.; Shon, I.-J. Rapid sintering process and mechanical properties of binderless ultra fine tungsten carbide. Mater. Sci. Eng. A 2006, 435–436, 717–724. [Google Scholar] [CrossRef]
- Kim, H.-C.; Shon, I.-J.; Garay, J.E.; Munir, Z.A. Consolidation and properties of binderless sub-micron tungsten carbide by field-activated sintering. Int. J. Refract. Met. Hard Mater. 2004, 22, 257–264. [Google Scholar] [CrossRef]
- Tokita, M. Progress of Spark Plasma Sintering (SPS) Method, Systems, Ceramics Applications an Industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Buravlev, I.Y.; Shichalin, O.O.; Papynov, E.K.; Golub, A.V.; Gridasova, E.A.; Buravleva, A.A.; Yagofarov, V.Y.; Dvornik, M.I.; Fedorets, A.N.; Reva, V.P.; et al. WC-5TiC-10Co hard metal alloy fabrication via mechanochemical and SPS techniques. Int. J. Refract. Met. Hard Mater. 2021, 94, 105385. [Google Scholar] [CrossRef]
- Hu, Z.-Y.; Zhang, Z.-H.; Cheng, X.-W.; Wang, F.-C.; Zhang, Y.-F.; Li, S.-L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Dudina, D.V. Field-Assisted Sintering: Science and Applications; Springer: Cham, Switzerland, 2018; p. 425. [Google Scholar] [CrossRef]
- Cavaliere, P. Spark Plasma Sintering of Materials; Springer: Cham, Switzerland, 2019; p. 781. [Google Scholar] [CrossRef]
- Isaeva, N.V.; Blagoveshchenskii, Y.V.; Blagoveshchenskaya, N.V.; Mel’nik, Y.I.; Samokhin, A.V.; Alekseev, N.V.; Astashov, A.G. Preparation of nanopowders of carbides and hard-alloy mixtures applying low-temperature plasma. Russ. J. Non-Ferr. Met. 2014, 55, 585–591. [Google Scholar] [CrossRef]
- Lantsev, E.A.; Malekhonova, N.V.; Nokhrin, A.V.; Chuvil’deev, V.N.; Boldin, M.S.; Andreev, P.V.; Smetanina, K.E.; Blagoveshchenskiy, Y.V.; Isaeva, N.V.; Murashov, A.A. Spark plasma sintering of fine-grained WC hard alloys with ultra-low cobalt content. J. Alloys Compd. 2021, 857, 157535. [Google Scholar] [CrossRef]
- Smetanina, K.E.; Andreev, P.V.; Lantsev, E.A.; Vostokov, M.M.; Malekhonova, N.V.; Murashov, A.A. Structural-phase features of WC-based ceramics obtained by the spark plasma sintering method. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1014, 012053. [Google Scholar] [CrossRef]
- Lantcev, E.; Nokhrin, A.; Malekhonova, N.; Boldin, M.; Chuvil’deev, V.; Blagoveshchenskiy, Y.; Isaeva, N.; Andreev, P.; Smetanina, K.; Murashov, A. A Study of the Impact of Graphite on the Kinetics of SPS in Nano- and Submicron WC-10% Co Powder Compositions. Ceramics 2021, 4, 331–363. [Google Scholar] [CrossRef]
- Mouawad, B.; Soueidan, M.; Fabregue, D.; Buttay, C.; Bley, V.; Allard, B.; Morel, H. Full Densification of Molybdenum Powders Using Spark Plasma Sintering. Metall. Mater. Trans. A 2012, 43, 3402–3409. [Google Scholar] [CrossRef] [Green Version]
- Bokhonov, B.B.; Ukhina, A.V.; Dudina, D.V.; Anisimov, A.G.; Mali, V.I.; Batraev, I.S. Carbon uptake during Spark Plasma Sintering: Investigation through the analysis of the carbide «footprint» in a Ni–W alloy. RSC Adv. 2015, 5, 80228–80237. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.-N.; Yoshida, H.; Hiraga, K.; Sakka, Y. Distribution of carbon contamination in oxide ceramics occurring during spark-plasma-sintering (SPS) processing: II—Effect of SPS and loading temperatures. J. Eur. Ceram. Soc. 2018, 38, 2596–2604. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.-N.; Hiraga, K.; Yoshida, H. Fabrication of high-strength transparent MgAl2O4 spinel polycrystals by optimizing spark plasma sintering conditions. J. Mater. Res. 2009, 24, 2863–2872. [Google Scholar] [CrossRef]
- Wang, P.; Yang, M.; Zhang, S.; Tu, R.; Goto, T. Suppression of carbon contamination in SPSed CaF2 transparent ceramics by Mo foil. J. Eur. Ceram. Soc. 2017, 37, 4103–4107. [Google Scholar] [CrossRef]
- Yong, S.-M.; Choi, D.H.; Lee, K.; Ko, S.-Y.; Cheong, D.-I.; Park, Y.-J.; Go, S.-I. Study on carbon contamination and carboxylate group formation in Y2O3–MgO nanocomposites fabricated by spark plasma sintering. J. Eur. Ceram. Soc. 2020, 40, 847–851. [Google Scholar] [CrossRef]
- Li, H.; Khor, K.A.; Yu, L.G.; Cheang, P. Microstructure modifications and phase transformation in plasma-sprayed WC–Co coatings following post-spray spark plasma sintering. Surf. Coat. Technol. 2005, 194, 96–102. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Tungsten Carbides. Structure, Properties and Application in Hardmetals; Springer: Cham, Switzerland, 2013; p. 242. [Google Scholar] [CrossRef]
- Krasovskii, P.V.; Blagoveshchenskii, Y.V.; Grigorovich, K.V. Determination of oxygen in W-C-Co nanopowders. Inorg. Mater. 2008, 44, 954–959. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Vacuum annealing of nanocrystalline WC powders. Inorg. Mater. 2012, 48, 680–690. [Google Scholar] [CrossRef]
- Sestan, A.; Jenus, P.; Krmpotic, S.N.; Zavasnik, J.; Ceh, M. The role of tungsten phases formation during tungsten metal powder consolidation by FAST: Implications for high-temperature applications. Mater. Charact. 2018, 138, 308–314. [Google Scholar] [CrossRef]
- Sestan, A.; Zavasnik, J.; Krzmanc, M.M.; Kocen, M.; Jenus, P.; Novak, S.; Ceh, M.; Dehn, G. Tungsten carbide as a deoxidation agent for plasma-facing tungsten-based materials. J. Nucl. Mater. 2019, 524, 135–140. [Google Scholar] [CrossRef]
- Cha, S.I.; Hong, S.H. Microstructures of binderless tungsten carbides sintered by spark plasma sintering process. Mater. Sci. Eng. A 2003, 356, 381–389. [Google Scholar] [CrossRef]
- Poetschke, J.; Richter, V.; Gestrich, T.; Michaelis, A. Grain growth during sintering of tungsten carbide ceramics. Int. J. Refract. Met. Hard Mater. 2014, 43, 309–316. [Google Scholar] [CrossRef]
- Morton, C.W.; Wills, D.J.; Stjernberg, K. The temperature ranges for maximum effectiveness of grain growth inhibitors in WC–Co alloys. Int. J. Refract. Met. Hard Mater. 2005, 23, 287–293. [Google Scholar] [CrossRef]
- Li, T.; Li, Q.; Lu, L.; Fuh, J.Y.H.; Yu, P.C. Abnormal grain growth of WC with small amount of cobalt. Philos. Mag. 2007, 87, 5657–5671. [Google Scholar] [CrossRef]
- Yang, D.-Y.; Kang, S.-J.L. Suppression of abnormal grain growth in WC–Co via pre-sintering treatment. Int. J. Refract. Met. Hard Mater. 2009, 27, 90–94. [Google Scholar] [CrossRef]
- Yang, D.-Y.; Yoon, D.Y.; Kang, S.-J.L. Suppression of Abnormal Grain Growth in WC–Co via Two-Step Liquid Phase Sintering. J. Am. Ceram. Soc. 2011, 94, 1019–1024. [Google Scholar] [CrossRef]
- Reddy, K.M.; Rao, T.N.; Joardar, J. Stability of nanostructured W-C phases during carburization of WO3. Mater. Chem. Phys. 2011, 128, 121–126. [Google Scholar] [CrossRef]
- Yuan, J.; Zhan, Q.; Huang, J.; Ding, S.; Li, H. Decarburization mechanisms of WC–Co during thermal spraying: Insights from controlled carbon loss and microstructure characterization. Mater. Chem. Phys. 2013, 142, 165–171. [Google Scholar] [CrossRef]
- Buhsmer, C.; Crayton, P. Carbon self-diffusion in tungsten carbide. J. Mater. Sci. 1971, 6, 981–988. [Google Scholar] [CrossRef]
- McCarty, L.V.; Donelson, R.; Hehemann, R. A Diffusion Model for Tungsten Powder Carburization. Metall. Mater. Trans. A 1987, 18, 969–974. [Google Scholar] [CrossRef]
- Treheux, D.; Dubois, J.; Fantozzi, G. Bulk and grain boundary diffusion of 14C in tungsten hemicarbide. Ceram. Int. 1981, 7, 142–148. [Google Scholar] [CrossRef]
- Kharatyan, S.L.; Chatilyan, H.A.; Arakelyan, L.H. Kinetics of tungsten carbidization under non-isothermal conditions. Mater. Res. Bull. 2008, 43, 897–906. [Google Scholar] [CrossRef]
- Samsonov, G.V.; Vinitsky, I.M. Refractory Compounds; Metallurgizdat: Moscow, Russia, 1976; p. 560. (In Russian) [Google Scholar]
- Lassner, E.; Schubert, W. Tungsten: Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds; Springer: New York, NY, USA, 1999; p. 422. [Google Scholar] [CrossRef]
- Fries, R.J.; Cummings, J.E.; Hoffman, C.G.; Daily, S.A. Carbide layer-growth rates on tungsten-molybdenum and tungsten-rhenium alloys. J. Nucl. Mater. 1971, 39, 35–48. [Google Scholar] [CrossRef]
- Andrews, M.R. Diffusion of Carbon through Tungsten and Tungsten Carbide. J. Phys. Chem. 1925, 29, 462–472. [Google Scholar] [CrossRef]
- Eremeev, V.S. Investigation of carbon diffusion from uranium monocarbide to molybdenum and tungsten. At. Energy 1968, 25, 489–493. (In Russian) [Google Scholar] [CrossRef]
- Samsonov, G.V.; Epic, A.P. Coatings Made of Refractory Compounds; Metallurgizdat: Moscow, Russia, 1964; p. 107. (In Russian) [Google Scholar]
- Lantsev, E.A.; Nokhrin, A.V.; Chuvil’deev, V.N.; Boldin, M.S.; Blagoveshchenskiy, Y.V.; Andreev, P.V.; Murashov, A.A.; Smetanina, K.E.; Isaeva, N.V.; Terentev, A.V. Study of high-temperature deformation features of ceramics of binderless tungsten carbide with various particle sizes. Inorg. Mater. Appl. Res. 2022, 13, 1324–1332. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Gennari, S.; Garay, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process II. Modeling of current and temperature distributions. Mater. Sci. Eng. A 2005, 394, 139–148. [Google Scholar] [CrossRef]
- Molenat, G.; Durand, L.; Galy, J.; Couret, A. Temperature control in spark plasma sintering: An FEM approach. J. Metall. 2010, 2010, 145431. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | 1 | 2 | 3 |
|---|---|---|---|
| Specific surface area, m2/g | 4.04 | 0.48 | 0.13 |
| Average particle size, nm | 95 | 800 | 3000 |
| Oxygen content, % wt. | 0.40 ± 0.01 | 0.25 ± 0.01 | 0.12 ± 0.01 |
| Carbon content, % wt. | 6.32 ± 0.01 | 6.14 ± 0.01 | 6.13 ± 0.01 |
| Content of α-WC, % wt. | 97.4 ± 0.2 | 98.6 ± 0.2 | 98.4 ± 0.2 |
| Content of W2C, % wt. | - | 1.4 ± 0.2 | 1.6 ± 0.2 |
| Content of W, % wt. | 2.6 ± 0.2 | - | - |
| Stage | Content of W2C, % wt. | ||||
|---|---|---|---|---|---|
| Ceramic #1 | Ceramics #2 | Ceramics #3 | |||
| Sample #1 | Sample #2-1 | Sample #2-2 | Sample #3-1 | Sample #3-2 | |
| #0–3 | - | - | - | - | - |
| #4 | 0.9 ± 0.2 | 1.6 ± 0.2 | 1.0 ± 0.2 | 2.1 ± 0.2 | 1.4 ± 0.2 |
| #5 | 0.7 ± 0.2 | 1.6 ± 0.2 | 1.2 ± 0.2 | 1.8 ± 0.2 | 1.7 ± 0.2 |
| #6 | 1.3 ± 0.2 | 3.1 ± 0.2 | 3.5 ± 0.2 | 3.9 ± 0.2 | 4.1 ± 0.2 |
| #7 | 1.5 ± 0.2 | 2.6 ± 0.2 | (*) | 3.9 ± 0.2 | (*) |
| #8 | 2.1 ± 0.2 | 3.1 ± 0.2 | 3.7 ± 0.2 | ||
| #9 | 2.0 ± 0.2 | 3.1 ± 0.2 | 3.4 ± 0.2 | ||
| #10 | 2.0 ± 0.2 | 3.3 ± 0.2 | 4.0 ± 0.2 | ||
| #11 | 1.9 ± 0.2 | 3.1 ± 0.2 | 3.5 ± 0.2 | ||
| Phase | Mechanism | D0, m2/s | Q, kTm | References | xC, μm |
|---|---|---|---|---|---|
| α-WC | Volume | 1.9 × 10−10 | 14.1 | [38] | 5 |
| Grain boundary | 4.6 × 10−2 | 11.4 | |||
| (*) | 10−8 | 9.3 | [39] | 1 | |
| W2C | Volume | 1.8 × 10−3 | 14.6 | [40] | 2 |
| Grain boundary | 1.8 × 10−8 | 11.0 | |||
| (*) | 6.7 × 10−4 | 11.9 | [41] | 16 | |
| 2 × 10−4 | 13.6 | [42] | 2 | ||
| 0.1 | 16.0 | [43,44,45] | 4 | ||
| 30 | 20.0 | [46,47] | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smetanina, K.E.; Andreev, P.V.; Lantsev, E.A.; Nokhrin, A.V.; Murashov, A.A.; Isaeva, N.V.; Blagoveshchensky, Y.V.; Boldin, M.S.; Chuvil’deev, V.N. Nonuniform Distribution of Crystalline Phases and Grain Sizes in the Surface Layers of WC Ceramics Produced by Spark Plasma Sintering. Coatings 2023, 13, 1051. https://doi.org/10.3390/coatings13061051
Smetanina KE, Andreev PV, Lantsev EA, Nokhrin AV, Murashov AA, Isaeva NV, Blagoveshchensky YV, Boldin MS, Chuvil’deev VN. Nonuniform Distribution of Crystalline Phases and Grain Sizes in the Surface Layers of WC Ceramics Produced by Spark Plasma Sintering. Coatings. 2023; 13(6):1051. https://doi.org/10.3390/coatings13061051
Chicago/Turabian StyleSmetanina, Ksenia E., Pavel V. Andreev, Evgeny A. Lantsev, Aleksey V. Nokhrin, Artem A. Murashov, Natalia V. Isaeva, Yury V. Blagoveshchensky, Maksim S. Boldin, and Vladimir N. Chuvil’deev. 2023. "Nonuniform Distribution of Crystalline Phases and Grain Sizes in the Surface Layers of WC Ceramics Produced by Spark Plasma Sintering" Coatings 13, no. 6: 1051. https://doi.org/10.3390/coatings13061051