Qualitative and Quantitative Coating Tests: A Comparison in Magnesia–Spinel Refractory Bricks


1
RHI Magnesita Research and Development Center, Contagem 32210-190, Brazil
2
Chemical Engineering Department, Federal University of Minas Gerais, Belo Horizonte 31270-901, Brazil
*
Author to whom correspondence should be addressed.
Ceramics 2020, 3(1), 144-154; https://doi.org/10.3390/ceramics3010014
Submission received: 27 November 2019
/
Revised: 3 March 2020
/
Accepted: 19 March 2020
/
Published: 21 March 2020
(This article belongs to the Special Issue Design, Properties, Damage and Lifetime of Refractory Ceramics)
Abstract
:In cement processing, which involves the production of clinker in rotary kilns, the main refractories used in the transition and burning zones are magnesia–spinel bricks. These bricks present suitable chemical and thermomechanical properties, not to mention that they can be easily landfilled. Among the main wear mechanisms of these bricks in the kiln, the infiltration of alkaline salts is noteworthy and occurs through the open pores of the refractory. In this way, the coating—a clinker layer adhered to the brick surface—appears as a protection mechanism of the lining against infiltration. Thus, the objective of this investigation is to run a qualitative coating test based on the contact method, and quantitative coating test based on the sandwich method to check the suitability of the methodologies and to evaluate the coating adherence on two different magnesia–spinel bricks. It was possible to distinguish the superior adherence ability of brick B in both coatings due to the higher porosity and the presence of nonreacted ZrO2. Despite the similarity between the test results, the quantitative sandwich-coating test is preferable because it does not depend on subjective analysis.
1. Introduction
The magnesia–spinel bricks are the major chrome-free refractories used in the transition and burning zones of cement rotary kilns. They are composed of magnesia (MgO) as a primary phase and spinel (MgO.Al2O3 or MA) as a secondary phase. Magnesia is chemically compatible to basic environments while spinel is incompatible with the clinker phases C3S and C3A. However, the spinel addition is important to increase brick flexibility and to improve its thermal shock resistance. During a campaign in a cement kiln, these bricks are exposed to thermal, mechanical and chemical wear mechanisms but infiltration of alkaline salts is the predominant cause of wear [1,2,3]. The increased use of alternative fuels by cement producers, due to the low cost of this energy source and as a safe route for waste disposal, aggravates wear by exposure to alkaline salts.
The infiltration of alkaline salts (inorganic salts containing alkali, sulphates, chlorides and traces of heavy metals) occurs through the open pores of the refractory. As there is a thermal gradient between the hot face of the refractory and the kiln shell, the alkaline compounds solidify, leading to a densification and embrittlement of refractory structure, and its severe loss by spalling after several thermal cycles [4].
The coating is a clinker layer adhered to the brick surface and has become one of the main requirements for basic bricks in cement rotary kiln. It can work as a protection of the refractory lining against infiltrations, thermal shock and thermal overload, besides reducing the thermal losses through the kiln shell [5,6,7]. It must be stable and well adhered to the brick surface, otherwise the fluctuations in the kiln operating conditions can cause it to fall out and consequently expose the refractory to aggressive environment [5]. This adherence depends not only on the clinker properties and kiln operating conditions, but also on the microstructure, composition and texture of the brick, which must be carefully designed [6].
The appropriate adherence ability of the coating on refractory bricks, or the coatability, can be measured by qualitative or quantitative methods. The qualitative tests are designed to make cement raw meal contact with the refractory and to develop clinker adherence by heating. Among the qualitative methods, the contact test is frequently performed in many coating studies [8,9,10]. Kosuka et al. [8] have performed the contact coating test to develop MgO-CaO-ZrO2 bricks with superior corrosion resistance and excellent coating stability for burning zone of cement rotary kiln. While Ghanbarnezhad et al. [9] have applied the contact test to support their study about new chrome-free brick with the addition of TiO2, Ohno et al. [10] have developed a ZrO2-containing magnesia–spinel brick with good coating adherence.
As the evaluation of the qualitative coating test is made through comparative visual inspection between the refractory tested, it is important to adopt a quantitative method, which can differentiate numerically the samples. In this way, a modification of a quantitative sandwich test was proposed by Rigaud et al. [5,6,7]. Their work has shown that the most significant effects on adherence strength of cement clinker on magnesia–spinel bricks are the silica ratio (SR = SiO2/(Al2O3 + Fe2O3)) of raw meal, heating rate used during the sandwich test and the particle size of raw meal, ranked in the order of importance. The lower silica ratio and heating rate and the smaller the particle size of raw meal, the stronger the effects on coatability, which depends upon reactions between clinker and refractory at high temperature [6]. Lin et al. [11] applied the sandwich test proposed by Rigaud et al. [5,6,7] but using a support to assemble the samples. This modification supported the study about adherence properties of cement clinker on porous periclase–spinel refractory aggregates with varying spinel content. It was observed that the spinel content and pore characteristics strongly affected the corrosion results and thus the adherence ability of clinker.
Therefore, the objective of this investigation is to run qualitative and quantitative coating tests to check the suitability of the different methodologies and to evaluate the coating adherence on two different magnesia–spinel bricks used in cement rotary kilns. Although the result of the laboratory test is not directly related to the kiln operation, it is expected that the coating tests should distinguish the adherence ability between the bricks.
2. Materials and Methods
Two commercial magnesia–spinel bricks (A and B) were used to check the suitability of the coating test methodologies. The bricks were previously characterized in relation to bulk density (BD) and apparent porosity (AP) according to ISO 5017: 2015 standard; cold crushing strength (CCS) according to ISO 10059—Part 2: 2014 standard; hot modulus of rupture (HMOR) at 1200 °C for 3 h according to ISO 5013: 2012 standard; permeability according to ASTM C577 standard; chemical analysis by X-ray fluorescence using the PW2540 Philips spectrometer; and study of mineralogical phases by X-ray diffraction (XRD) using PANalytical equipment, X’Pert PRO model and the analysis was performed in the X’Pert HighSore Plus program using the ICDD (International Centre for Diffraction Data) as database.
To perform the coating tests, a cement raw meal sample was collected from the cement industry. The raw meal was ground to achieve < 75 µm and characterized through pyrometric cone equivalent (P.C.E.) according to ISO 528: 2014 standard using Seger cones; particle size distribution using the laser equipment Malvern, Mastersizer model, which works in the range between 0.05 to 900 µm and with MS17 unit; chemical analysis and XRD.
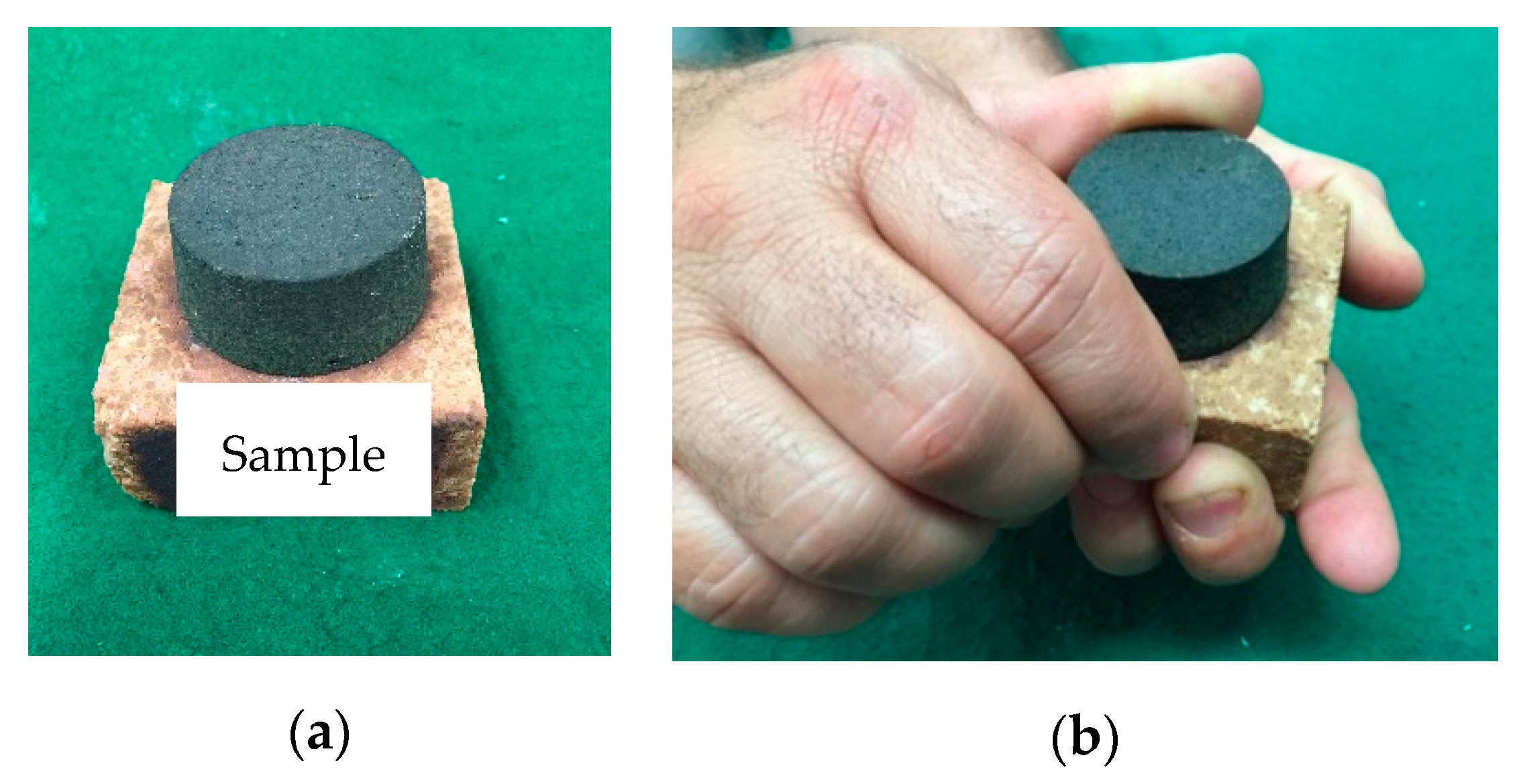
The qualitative coating test was based on the contact method described by Kosuka et al. [8] using as coating agent a mixture of 65% cement raw meal, 30% potassium sulphate plus 5% coal (modified cement raw meal) according to this reference, and also 100% cement raw meal (cement raw meal as received). The assemblage for the contact coating test is illustrated in Figure 1. The coating agent employed in the contact test was prepared by mixing the raw meals with lignosulphonate binder solution for 10 min on a roller mixer. Thus 100 g were compacted into a cylinder of 50 mm in diameter and 25 mm in height, using a Herzog press under the pressure of 95 MPa, and then dried at 200 °C for 5 h. The cylindrical coating agent was placed on the samples surface with 65 × 65 × 30 mm3 dimensions (Figure 1a) and the assemblage was heated in electrical furnace at 1500 °C for 5 h, same temperature employed by Kosuka et al. [8]. After the cooling, the cylinder was exchanged and the manipulation was repeated twice in a total of 3 cycles. After each cycle, the samples were evaluated regarding coatability by removing the cylinder with the hand (Figure 1b).
The classification of the bricks adopted in the present work for the contact coating test is shown in Table 1 as bad, good [10] or very good. The XRD of the hot face of each brick was also analyzed to check the phases infiltrated and/or formed.
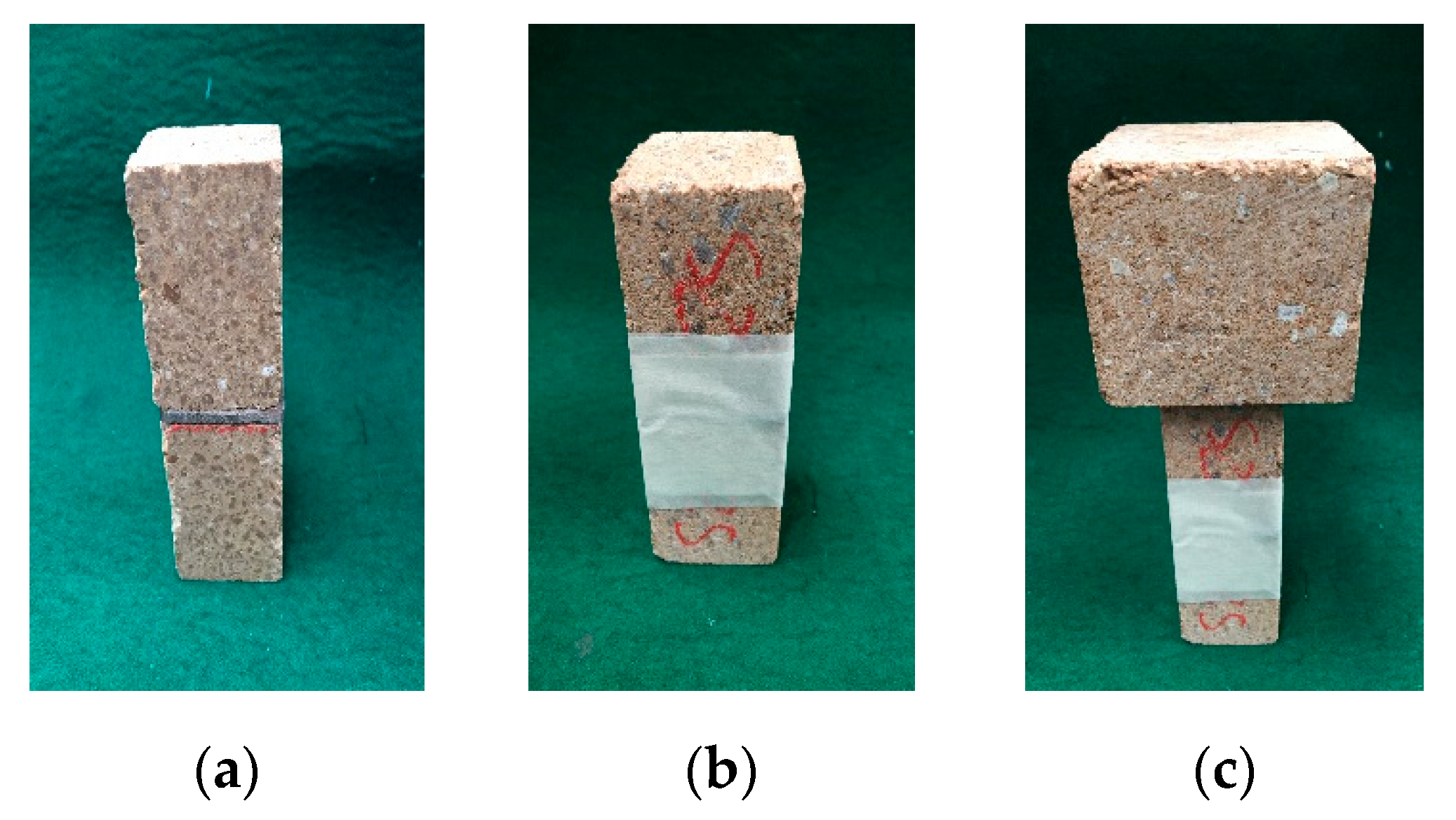
The quantitative coating test was based on the sandwich method described by Rigaud et al. [5,6,7], but with some adjustments regarding raw meal preparation and test temperature. The assemblage for the sandwich coating test is illustrated in Figure 2. The calcined meal powder suggested by the authors was replaced by cylinders prepared by mixing the cement raw meal as received with lignosulphonate binder solution for 10 min on a roller mixer. Thus 16 g were compacted into a cylinder of 50 mm in diameter and 4 mm in height, using a Herzog press under the pressure of 95 MPa, dried at 200 °C for 5 h and adjusted for 36 × 36 × 4 mm3 dimensions. The coating agent was placed between the upper and bottom portion of brick sample with 55 × 36 × 36 mm3 dimensions each piece (Figure 2a), to complete the sandwich, and wrapped with a tape (Figure 2b). A dead weight of 690 g was applied on top of the sandwich (Figure 2c), which is equivalent to a load of 5.3 kPa, and then the sandwiches were introduced in electrical furnace. The test was conducted at 1500 °C for 5 h, lower than the temperature of 1550 °C for 30 min as employed by Rigaud et al. [5,6,7]. After cooling, cold modulus of rupture (CMOR) of the samples tested was measured according to ISO 13765-4: 2012 standard and it was considered as the adherence strength of clinker on magnesia–spinel bricks. Microstructural observations were conducted in the clinker–brick interface through the reflected light optic microscope of Zeiss, AXIO Imager.A1m model.
Another important test parameter to be cited is the cooling rate of 50 °C/h used during the qualitative and quantitative coating tests. Otherwise, using a slow rate, βC2S from clinker can be transformed to γC2S at 725 °C and this reaction is accompanied by a 10% to 12% volume expansion that leads to clinker pulverization, as reported in the study by Ghanbarnezhad et al. [9].
3. Results and Discussion
3.1. Characterization of Bricks and Cement Raw Meal
The properties of commercial magnesia–spinel bricks A and B employed in the coating tests are listed in Table 2.
Brick A presents higher density and, consequently, lower porosity and permeability, what is important to avoid alkali and clinker infiltrations, but may be a disadvantage in terms of physical adherence of coating on brick surface. The difference in density and porosity between the bricks is a result of the distinct process parameters used during the industrial production. Brick B shows a similar alumina level when compared to brick A, suggesting an equivalent spinel amount, besides zirconia addition that reacted partially with calcium oxide forming calcium zirconate (CaZrO3), which is a high refractoriness phase (Tm ~ 2340 °C). In terms of mechanical strength, Brick A exhibits higher resistance but at high temperatures, the bricks present similar values.
Table 3 presents the characterization of the cement raw meal as received (100% cement raw meal) and modified (with 30% potassium sulphate and 5% coal). The pyrometric cone equivalent test (P.C.E.) evaluates the softening temperature of the meals and, as expected, the addition of K2SO4 reduced this temperature from 1520 °C to 1395 °C. This reduction probably will influence the coating tests, as the modified cement meal will present more liquid phase than the meal as received. The particle size showed a similar distribution for both meals but the mean size (d50 ~ 18 µm) was coarser than the mean size of ~5 µm tested by Rigaud et al. in their work about coating adherence on magnesia–spinel bricks with good adherence ability [6].
Regarding chemical analysis, the cement raw meal as received presented a typical content of the main oxides (CaO, SiO2, Al2O3 and Fe2O3), on the other hand, the addition of K2SO4 in the modified meal changed completely the level of these oxides. The silica ratio calculation (SR = SiO2/(Al2O3 + Fe2O3)) indicated higher values for the meals than the ideal value of 2 studied by Rigaud et al. [6], which will reduce the amount of clinker liquid phase and consequently the adherence strength.
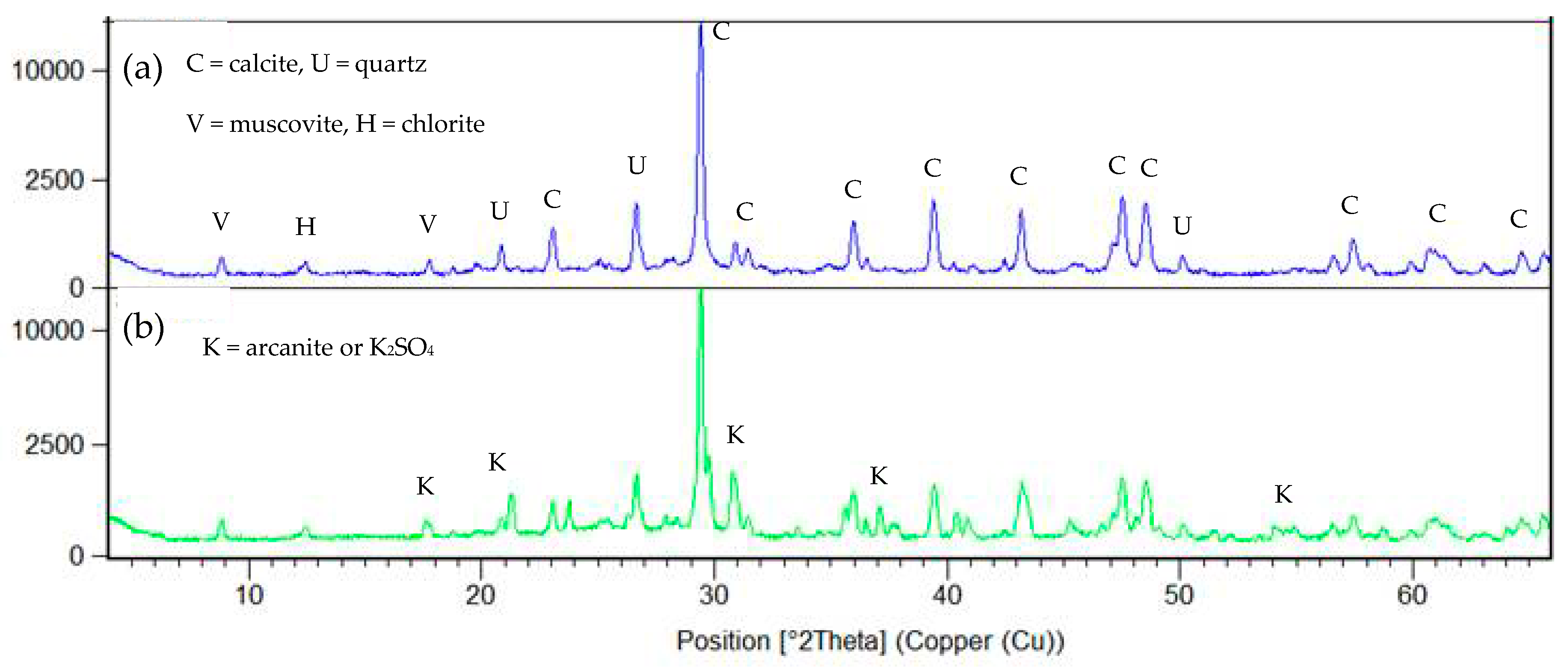
In the XRD, with the patterns illustrated in Figure 3, the calcite was identified as the main mineral, and then quartz, muscovite and chlorite were detected in lower concentrations. For the modified meal, the arcanite (K2SO4) was present as well.
3.2. Qualitative Coating Test
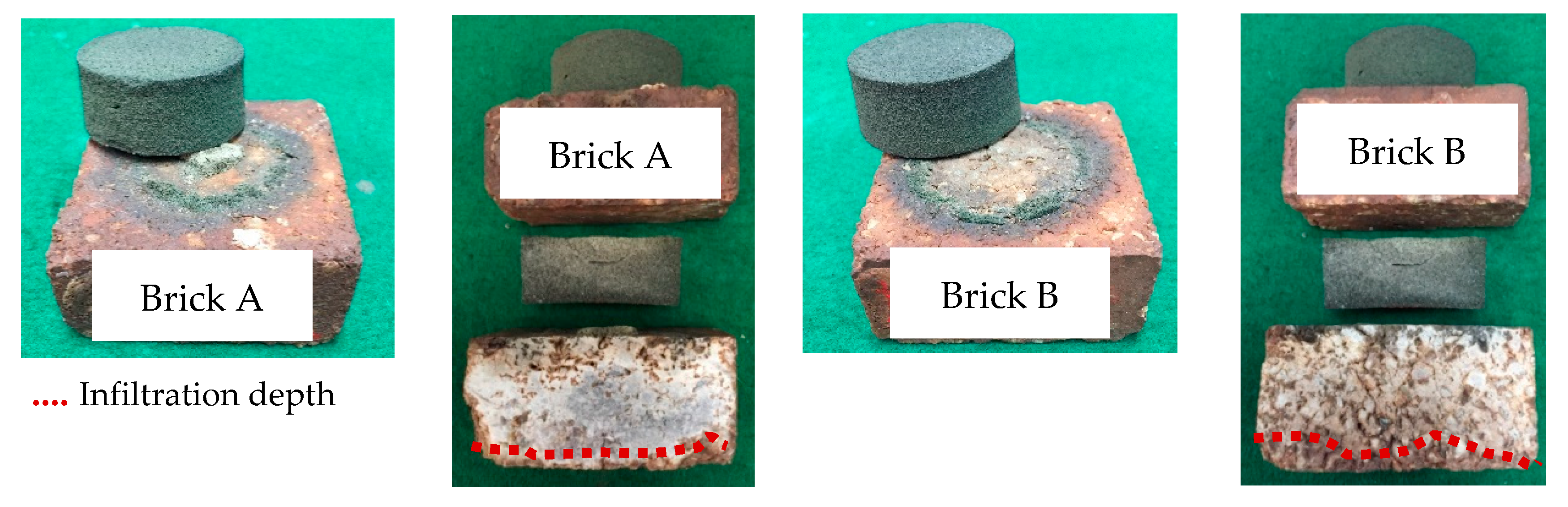
The evaluation of adherence ability of the coating for the bricks A and B by the contact method described by Kosuka et al. [8] is shown in Table 4 for different raw meals. The test was performed in duplicate and the refractory samples were taken from the same brick. Brick B showed better coating adherence than brick A when the cement raw meal as received was used in the coating test. Indeed, the higher porosity and permeability of brick B contribute with a physical coating adherence. Moreover, the reaction of CaO from cement clinker with no reacted ZrO2 from brick B, forms CaZrO3, which increases the connection between the clinker–brick interface [10] and contributes with a chemical coating adherence. However, when the modified cement raw meal was used, as proposed by Kosuka et al. [8], both bricks presented similar behavior with no coating adherence after first cycle, and the coating agent was easily removed after second and third cycles. The increasing of coating adherence with cycles was related with the excessive use of additions to cement raw meal.
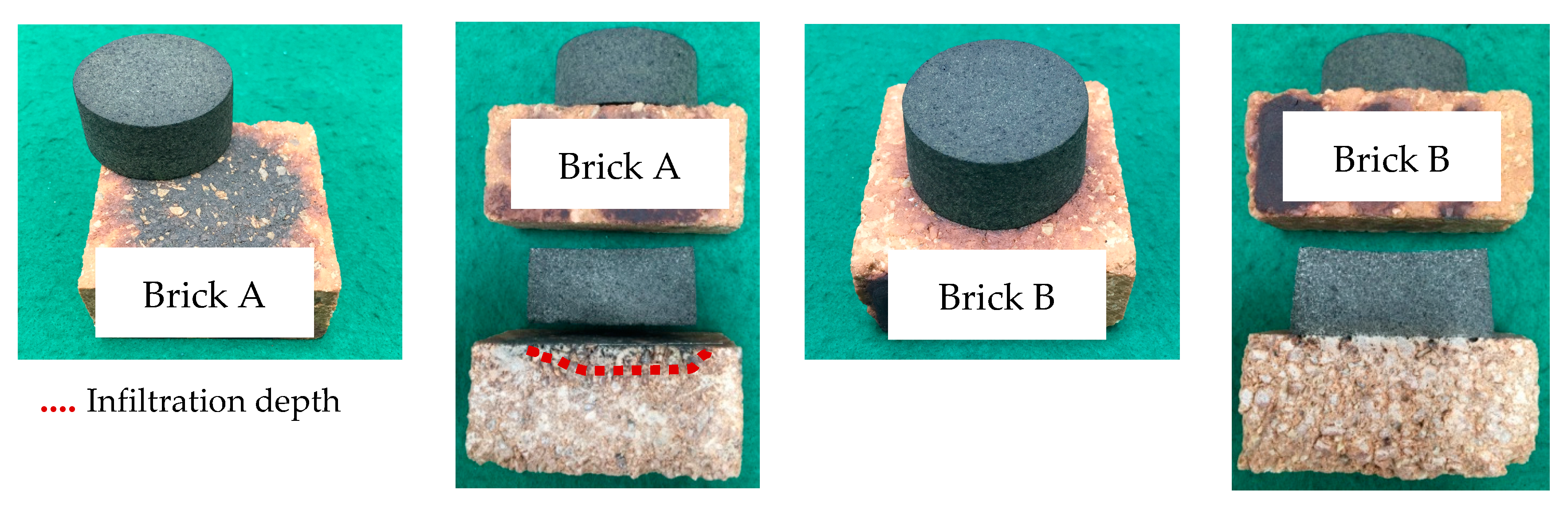
The visual aspect of the bricks A and B after 3 cycles of qualitative coating test using cement raw meal as received is illustrated in Figure 4. The coating agent did not adhere on brick A surface, and an infiltration clinker layer is observed in the hot face of this brick.
For brick B, the coating agent remained adhered after attempts to remove with hand and no reacted area is visually observed in the hot face, which demonstrates the protective action of the coating.
When the modified cement raw meal was used, the bricks A and B presented no difference in coating adherence, as shown in Figure 5. Both bricks demonstrated a deep infiltration of clinker layer, which is related to the high percentage of liquid phase without forming a connection between clinker and brick. Although more liquid phase in the clinker accelerates the reaction between refractory and clinker, what is essential to construct a protective layer, the excessive amount of liquid infiltrates deeper into the brick and impairs the coating formation.
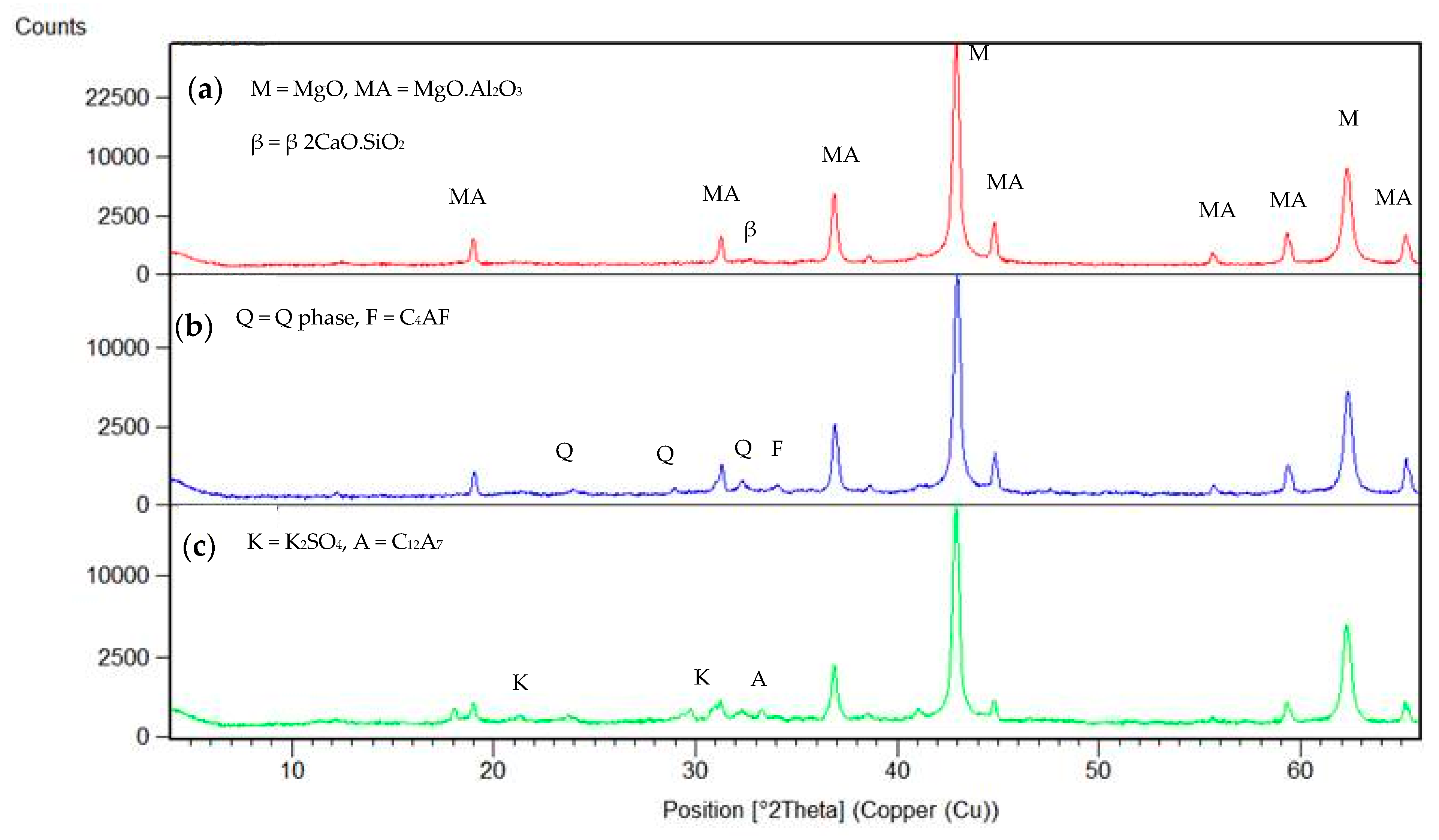
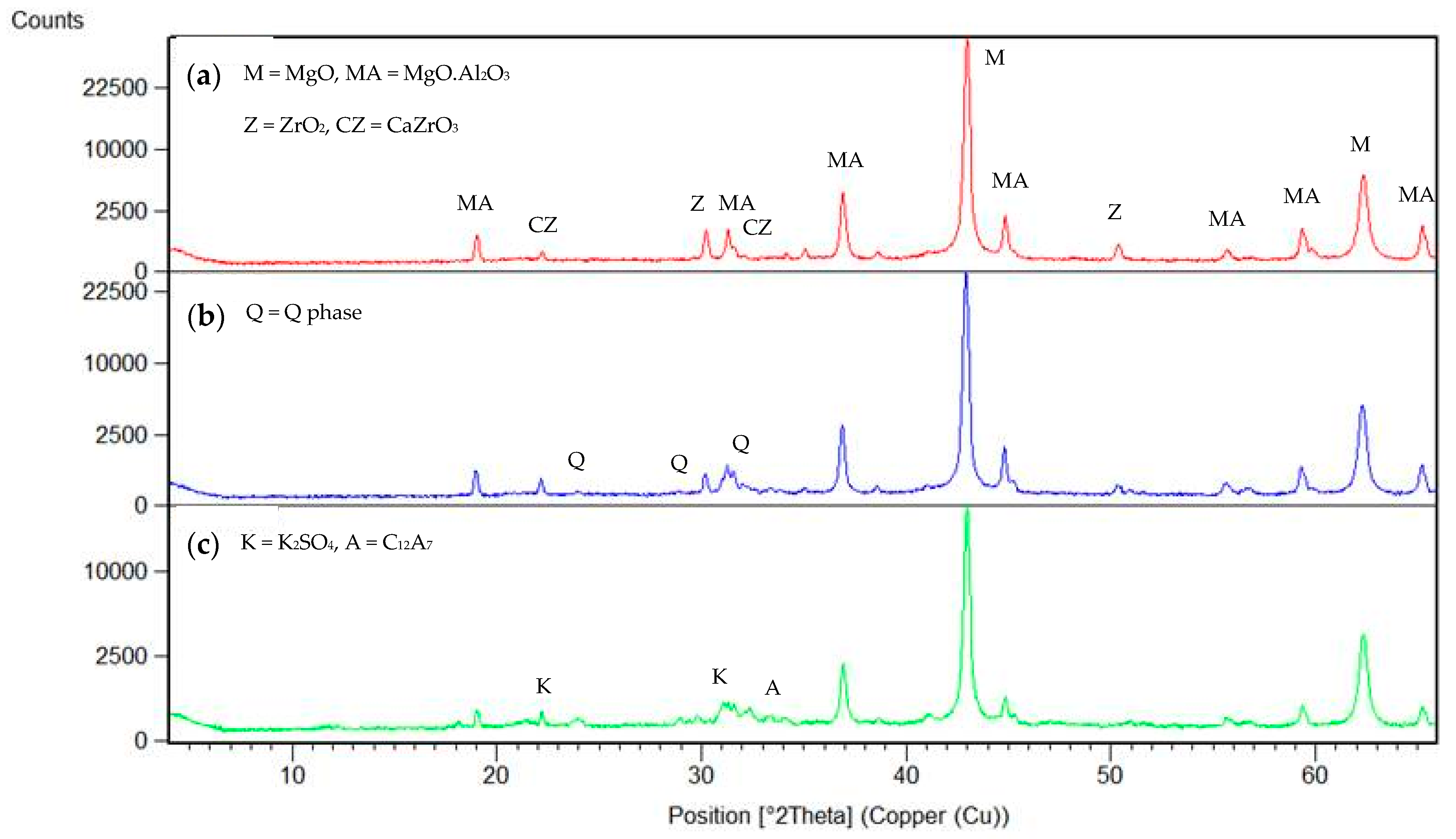
The XRD patterns for unused bricks A and B and for the hot face of the bricks after the contact coating test using both cement raw meals are illustrated in Figure 6 and Figure 7. When the cement raw meal as received was applied as coating agent, brick A presented C4AF and Q phase (C20A13M3Si3 or Ca20Al26Mg3Si3O68 [4]), besides MgO and MgO.Al2O3, which are the original phases for this brick.
The tetracalcium alumina ferrate (C4AF) is one of the main mineralogical phases of the clinker (C3S, C2S, C3A and C4AF) thus it indicates that a clinker infiltration has occurred. On the other hand, the Q phase is a result of the reaction between silicates phases from the clinker (C3S and C2S) with spinel from the brick. In addition to spinel corrosion, the Q phase also contributes to decrease the refractoriness of the brick due to its low melting point (1300–1400 °C) [4]. The Q phase was also identified on the hot face of brick B, although no reacted area was visually observed on the brick surface after the coating test.
When the modified cement raw meal was used, both bricks showed similar amounts of K2SO4, Q phase and mayenite (C12A7, an intermediate phase in the formation of Q phase), which makes a comparison between the bricks difficult.
Therefore, the cement raw meal as received (100% cement raw meal) is the most suitable meal to be used in the contact coating test as the mixture with potassium sulphate and coal is more aggressive in terms of liquid phase generated.
3.3. Quantitative Coating Test
The results of the sandwich test proposed by Rigaud et al. [5,6,7], but modified in the present work, are shown in Table 5. For this test, the modified cement raw meal was not used due to the unsatisfactory results obtained in the qualitative coating test. The test was performed in triplicate and the refractory samples were taken from the same brick.
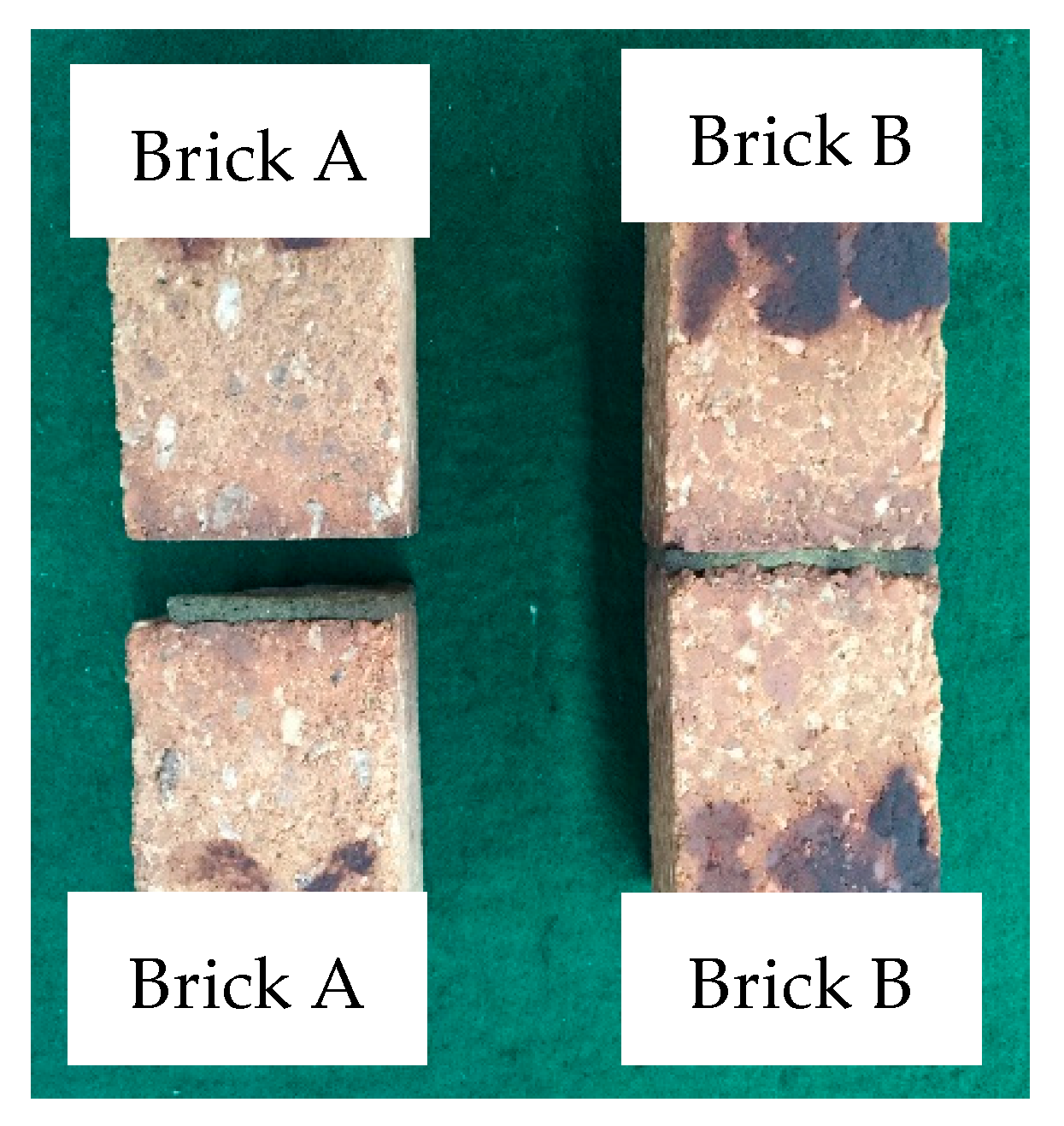
In accordance with previous evaluation of contact test using cement raw meal as received, brick A did not present coating adherence as well, thus the value for CMOR was considered as zero. In contrast, brick B showed a mean value of 1.2 MPa for CMOR conducted after the sandwich test, confirming its superior coating adherence regarding brick A. This value agrees with the results obtained by Rigaud et al. [6] for magnesia–spinel bricks. Figure 8 illustrates the difference in the coating ability of the bricks A and B after the sandwich test but before performing CMOR.
After the sandwich coating test, the clinker–brick interface of the bricks A and B was observed using the optical microscope. According to microstructural change, three zones can be distinguished: coating, changed brick and unaltered brick. Figure 9 displays the changed area for both bricks.
It is noticed the presence of coating adhered on brick B, in addition to a greater microstructure preservation when compared to brick A, which presented more corroded spinel grains due to no coating being formed.
The microstructure analysis points out that the liquid phase of the clinker deeply penetrated into the bricks matrix, reacting with spinel grains and generating phases with low refractoriness, as mayenite (C12A7) and Q phase (C20A13M3Si3 or Ca20Al26Mg3Si3O68) [4], which contributes with formation of more liquid phase in the system and creates the only possible connection between brick and cement clinker [6]. Although this liquid phase is essential for adhering coating on magnesia–spinel bricks, the formation of a large quantity of liquid is prejudicial for coating retention. Therefore, the preservation of the original structure is important to achieve adherence strength and to build sustainable coating on brick surface, which explains the better coatability of brick B. In fact, the coating action will protect brick B from further infiltrations.
Finally, the comparison of qualitative and quantitative coating tests has showed that both methodologies, as used in the present work, are able to differentiate coatability of magnesia–spinel refractory bricks with similar properties to the bricks A and B. Furthermore, a similarity between the test results can be established: the “bad” classification in contact test is related to CMOR close to 0 MPa in sandwich test, whereas the “very good” is related to CMOR > 1 MPa in sandwich test. So, it is expected that a refractory brick that presents “good” classification in contact test would present CMOR between 0 and 1 MPa in sandwich test. Despite that relation, the quantitative sandwich coating test is preferable because it presents numerical results, in addition to require only one firing cycle.
4. Conclusions
This investigation evaluated the adherence ability of cement clinker on basic bricks used in cement rotary kilns. Therefore, adaptations of the referenced qualitative contact coating test and quantitative sandwich coating test were performed in two magnesia–spinel bricks. Although the difference between the methodologies, it was possible to establish brick B as better than brick A for coatability using both coating tests.
Indeed, the higher porosity and permeability of brick B contribute with physical adherence of coating on brick surface, and the presence of no reacted ZrO2 contributes with chemical adherence. It was also observed that while the formation of liquid phase is essential for adhering coating on magnesia–spinel bricks, its excessive amount impairs the adherence strength of clinker on bricks. Thus, the preservation of the original structure is important to achieve adherence strength and to build sustainable coating on brick surface, which also explains the better coatability of brick B.
Regarding the coating methodologies, although it was possible to establish a correlation between the results, the quantitative sandwich coating test is preferable because it does not depend on subjective analysis.
Author Contributions
Conceptualization, G.P., G.E.G. and V.L.; methodology, G.P. and G.E.G.; investigation, G.P.; writing—original draft preparation, G.P.; writing—review and editing, G.P., G.E.G. and V.L.; visualization, G.P.; supervision, G.E.G. and V.L.; project administration, G.P. and V.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors are grateful to RHI Magnesita and CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Geith, M.; Jörg, S.; Krischanitz, R. Influence of flexibilisers on basic cement rotary kiln brick properties. In Proceedings of the UNITECR Congress, Santiago, Chile, 26–29 September 2017. [Google Scholar]
- Pacheco, G.R.C.; Fonseca, D.M. How to deal with alkali infiltration in mag-spinel bricks used in cement rotary kilns? In Proceedings of the Fifty-Fourth Annual Symposium on Refractories, St. Louis, MO, USA, 20–22 March 2018. [Google Scholar]
- Pacheco, G.R.C.; Fonseca, D.M.; Gonçalves, G.E. The role of zirconia in the alkali resistance of magnesia-spinel bricks. In Proceedings of the ALAFAR Congress, Medellín, Colombia, 30 September–3 October 2018. [Google Scholar]
- Pacheco, G.R.C.; Gonçalves, G.E. The cement industry. In Corrosion of Refractories: The Impacts of Corrosion, 1st ed.; Rigaud, M., Poirier, J., Eds.; Göller Verlag GmbH: Baden, Germany, 2018. [Google Scholar]
- Rigaud, M.; Guo, Z.; Palco, S. Coating formation on basic bricks in rotary cement kilns. In Proceedings of the ALAFAR Congress, Pucón, Chile, 2000. [Google Scholar]
- Guo, Z.; Palco, S.; Rigaud, M. Reaction Characteristics of Magnesia–Spinel Refractories with Cement Clinker. Int. J. Appl. Ceram. Technol. 2005, 2, 327–335. [Google Scholar] [CrossRef]
- Guo, Z.; Palco, S.; Rigaud, M. Bonding of Cement Clinker onto Doloma-Based Refractories. J. Am. Ceram. Soc. 2005, 88, 1481–1487. [Google Scholar] [CrossRef]
- Kosuka, H. New kind of chrome-free (MgO-CaO-ZrO2) bricks for burning zone of rotary cement kiln. In Proceedings of the UNITECR Congress, São Paulo, Brazil, 31 October–3 November 1993. [Google Scholar]
- Ghanbarnezhad, S. New development of spinel bonded chrome-free basic brick. J. Chem. Eng. Mater. Sci. 2013, 4, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Ohno, M. Magnesia-spinel brick with good coating adhesion and high resistance to corrosion and spalling for cement rotary kilns. In Proceedings of the UNITECR Congress, Santiago, Chile, 26–29 September 2017. [Google Scholar]
- Lin, X. Corrosion and adherence properties of cement clinker on porous periclase-spinel refractory aggregates with varying spinel content. Ceram. Int. 2017, 43, 4984–4991. [Google Scholar] [CrossRef]
Figure 1.
Assemblage for contact coating test used in the present work. (a) Cylindrical coating agent placed on the sample surface before the test. (b) Attempt to remove the coating agent from the sample after the test.
Figure 1.
Assemblage for contact coating test used in the present work. (a) Cylindrical coating agent placed on the sample surface before the test. (b) Attempt to remove the coating agent from the sample after the test.

Figure 2.
Assemblage for sandwich coating test used in the present work. (a) Calcined meal cylinder between portions of brick sample. (b) Sandwich sample wrapped with a tape. (c) Placement of 5.3 kPa load.
Figure 2.
Assemblage for sandwich coating test used in the present work. (a) Calcined meal cylinder between portions of brick sample. (b) Sandwich sample wrapped with a tape. (c) Placement of 5.3 kPa load.

Figure 3.
X-ray diffraction patterns of cement raw meals. (a) As received. (b) Modified.

Figure 4.
Visual aspect and cross section of the bricks A and B after 3 cycles of contact coating test using cement raw meal as received.
Figure 4.
Visual aspect and cross section of the bricks A and B after 3 cycles of contact coating test using cement raw meal as received.

Figure 5.
Visual aspect and cross section of the bricks A and B after 3 cycles of contact coating test using modified cement raw meal.
Figure 5.
Visual aspect and cross section of the bricks A and B after 3 cycles of contact coating test using modified cement raw meal.

Figure 6.
X-ray diffraction patterns of brick A. (a) Unused. (b) Hot face after contact coating test using cement raw meal as received. (c) Hot face after contact coating test using modified cement raw meal.
Figure 6.
X-ray diffraction patterns of brick A. (a) Unused. (b) Hot face after contact coating test using cement raw meal as received. (c) Hot face after contact coating test using modified cement raw meal.

Figure 7.
X-ray diffraction patterns of brick B. (a) Unused. (b) Hot face after contact coating test using cement raw meal as received. (c) Hot face after contact coating test using modified cement raw meal.
Figure 7.
X-ray diffraction patterns of brick B. (a) Unused. (b) Hot face after contact coating test using cement raw meal as received. (c) Hot face after contact coating test using modified cement raw meal.

Figure 8.
Visual aspect of the bricks A and B after sandwich coating test using cement raw meal as received.
Figure 8.
Visual aspect of the bricks A and B after sandwich coating test using cement raw meal as received.

Figure 9.
Microstructure of the bricks A (a) and B (b) after sandwich coating test using cement raw meal as received (M = magnesia, S = fused spinel).
Figure 9.
Microstructure of the bricks A (a) and B (b) after sandwich coating test using cement raw meal as received (M = magnesia, S = fused spinel).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Classification of bricks after each cycle of contact coating test.
| Classification | Visual Aspect | Description |
|---|---|---|
| Bad |  | No coating adherence |
| Good |  | Coating agent easily removed |
| Very good |  | Coating agent well adhered |
Table 2.
Properties of magnesia–spinel bricks used in the coating tests.
| Brick | A | B |
|---|---|---|
| BD (g/cm3) | 3.03 | 3.01 |
| AP (%) | 14.0 | 15.5 |
| CCS (MPa) | 85 | 65 |
| HMOR at 1200 °C-3 h (MPa) | 9.0 | 8.5 |
| Permeability (µm2) | 0.13 | 1.20 |
| Chemical analysis (%) | ||
| MgO | 86.5 | 85.0 |
| Al2O3 | 11.5 | 11.0 |
| CaO | 0.8 | 0.9 |
| SiO2 | 0.3 | 0.4 |
| Fe2O3 | 0.5 | 0.5 |
| ZrO2 | 0.0 | 1.8 |
| XRD | MgO MgO.Al2O3 β 2CaO.SiO2 | MgO MgO. Al2O3 Cubic ZrO2 CaZrO3 |
Table 3.
Properties of cement raw meal used in the coating tests.
| Cement Raw Meal | As Received | Modified |
|---|---|---|
| P.C.E. (°C) | 1520 | 1395 |
| Particle Size Distribution (µm) after grinding | ||
| d98 | 124.0 | 125.0 |
| d90 | 78.2 | 81.7 |
| d75 | 44.7 | 46.0 |
| d50 | 17.5 | 18.3 |
| d25 | 5.6 | 5.7 |
| d10 | 1.9 | 1.8 |
| Chemical analysis (%) | ||
| CaO | 66.7 | 36.1 |
| SiO2 | 22.7 | 14.1 |
| Al2O3 | 4.8 | 3.4 |
| Fe2O3 | 2.4 | 1.4 |
| MgO | 1.5 | 1.3 |
| Na2O | 0.1 | 0.1 |
| K2O | 0.8 | 24.6 |
| SO3 | 0.5 | 18.6 |
| SR | 3.2 | 2.9 |
| XRD | Calcite Quartz Muscovite Chlorite | Calcite Arcanite Quartz Muscovite Chlorite |
Table 4.
Evaluation of contact coating test for the bricks A and B.
| Brick | A | B |
|---|---|---|
| Classification after 1st, 2nd and 3rd Cycle | ||
| Raw meal as received | Bad, Bad, Bad | Very good, Very good, Very good |
| Modified raw meal | Bad, Good, Good | Bad, Good, Good |
Table 5.
Evaluation of sandwich coating test for the bricks A and B.
| Brick | A | B |
|---|---|---|
| CMOR (MPa) | ||
| Raw meal as received | 0.0/0.0/0.0 | 1.5/0.9/1.3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pacheco, G.; Gonçalves, G.E.; Lins, V. Qualitative and Quantitative Coating Tests: A Comparison in Magnesia–Spinel Refractory Bricks. Ceramics 2020, 3, 144-154. https://doi.org/10.3390/ceramics3010014
AMA Style
Pacheco G, Gonçalves GE, Lins V. Qualitative and Quantitative Coating Tests: A Comparison in Magnesia–Spinel Refractory Bricks. Ceramics. 2020; 3(1):144-154. https://doi.org/10.3390/ceramics3010014
Chicago/Turabian StylePacheco, Graziella, Geraldo Eduardo Gonçalves, and Vanessa Lins. 2020. "Qualitative and Quantitative Coating Tests: A Comparison in Magnesia–Spinel Refractory Bricks" Ceramics 3, no. 1: 144-154. https://doi.org/10.3390/ceramics3010014