In this study, the effects of introducing a comprehensive welfare training program for plant management, alongside role specific training for operatives, was evaluated for impact on animal welfare and product quality in two commercial poultry primary processing plants. To the authors’ knowledge, this is the first study to outline the effects of staff training in such an environment, the impact of which has been assessed using animal-based measures. Understanding the influence of welfare training in slaughterhouses in both developed and developing countries may benefit future education courses by enabling the tailoring and targeting of welfare training programs, and by encouraging uptake within the slaughter industry.
4.1. Welfare Assessment
Our study highlights that welfare training has the potential to improve animal-based welfare measures. Except for birds experiencing heat stress, the Costa Rican processing plant P1 improved in respect to all other welfare outcome measures. Enhancements were less marked in the British processing plant P2, however welfare improvements were seen in the numbers of birds experiencing PSS and in the current levels used for stunning.
The number of birds experiencing heat stress in the lairage was the only welfare measure included in the study which did not significantly change between the visits to either processing plant. No correlation was found between the number of birds panting and environmental temperature or relative humidity. Quinn, et al. [
30] concluded that due to the open nature of poultry lairages, and the activities which go on in them, many factors can influence the “quality” of the environment. Although the general atmospheric temperature and ventilation can be controlled, it is challenging to elicit changes at a bird level [
30]. Large ventilation fans were present in the lairage of both processing plants and were in operation during all visits. It was observed that the fans in the lairage of processing plant P1 were installed with a sprinkler function which was in use during pre-T and 6mpost-T but was switched off during post-T. It is possible that the training influenced this change and may provide an explanation for the lower relative humidity recorded during post-T. Humidity readings in processing plant P2 were higher than expected given the environmental temperature. It was recorded that lorries delivering modules of broilers to the plant were often being washed in close vicinity to the stacks of drawers, thus contributing to the high humidity readings.
A longer period in the lairage progressively increases bird body temperature. Warriss et al. [
31] reported that birds killed four hours after arrival at a processing plant had a temperature 0.6 °C higher than those killed immediately on arrival, with an increase of 0.3 °C occurring during the first hour. Although, in this study, observations were taken at the same time during each day of observations, the period that the birds had been present in the lairage during the recordings was not known and would likely have differed between the visits.
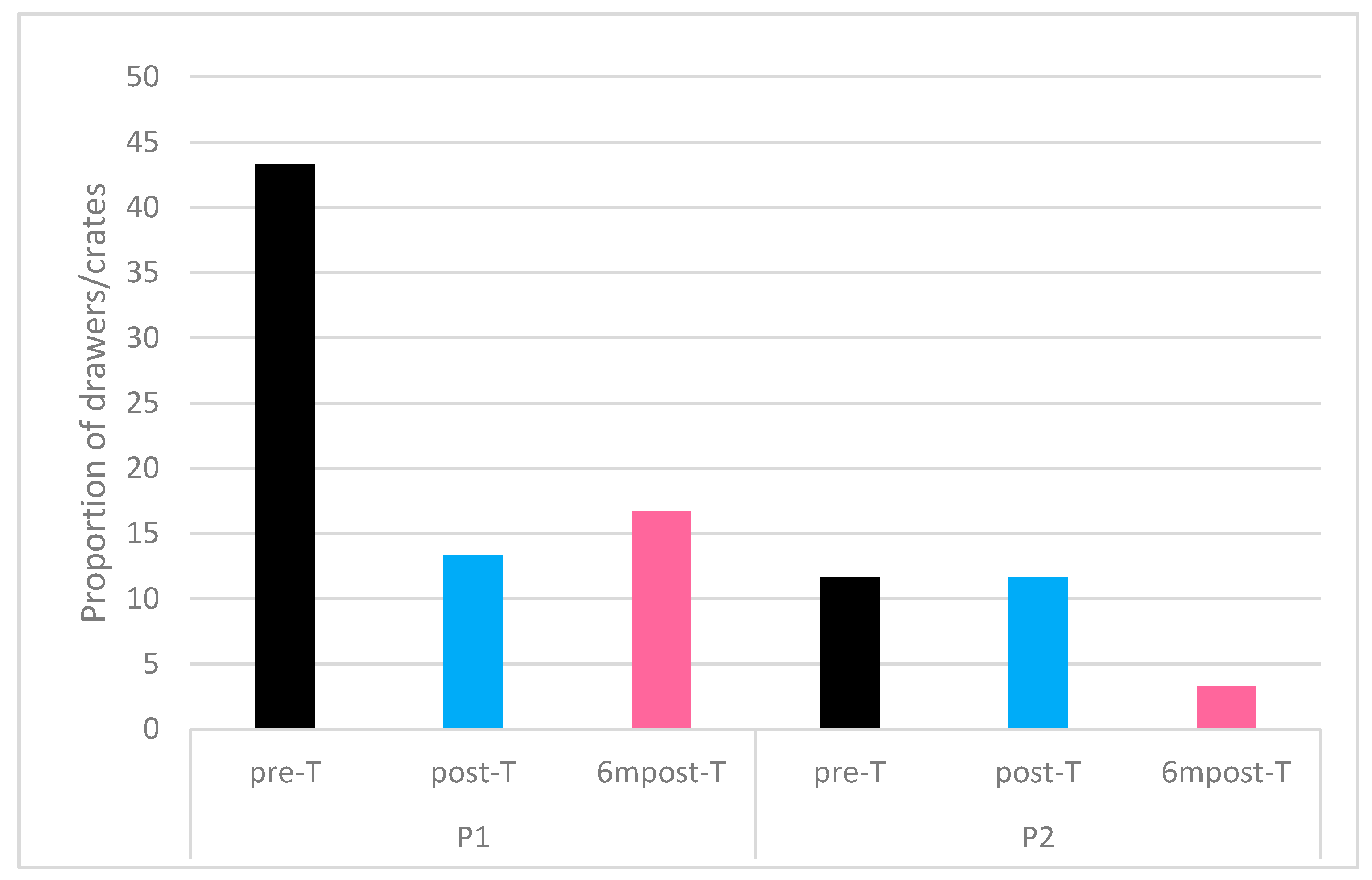
High stocking densities within crates/drawers can increase environmental humidity due to water evaporation from the respiratory tract and skin of the birds, and through moisture in excreta [
32], however the stocking density of the crates/drawers in this study was unknown, as to avoid disturbing the animals, the crates and drawers were not opened during the observations. Although an effort was made to observe as many birds as possible, it was impossible to view each one, and as such, the total number of birds could not be counted, and the recorded number of crates/drawers containing panting birds may not have been a true representation.
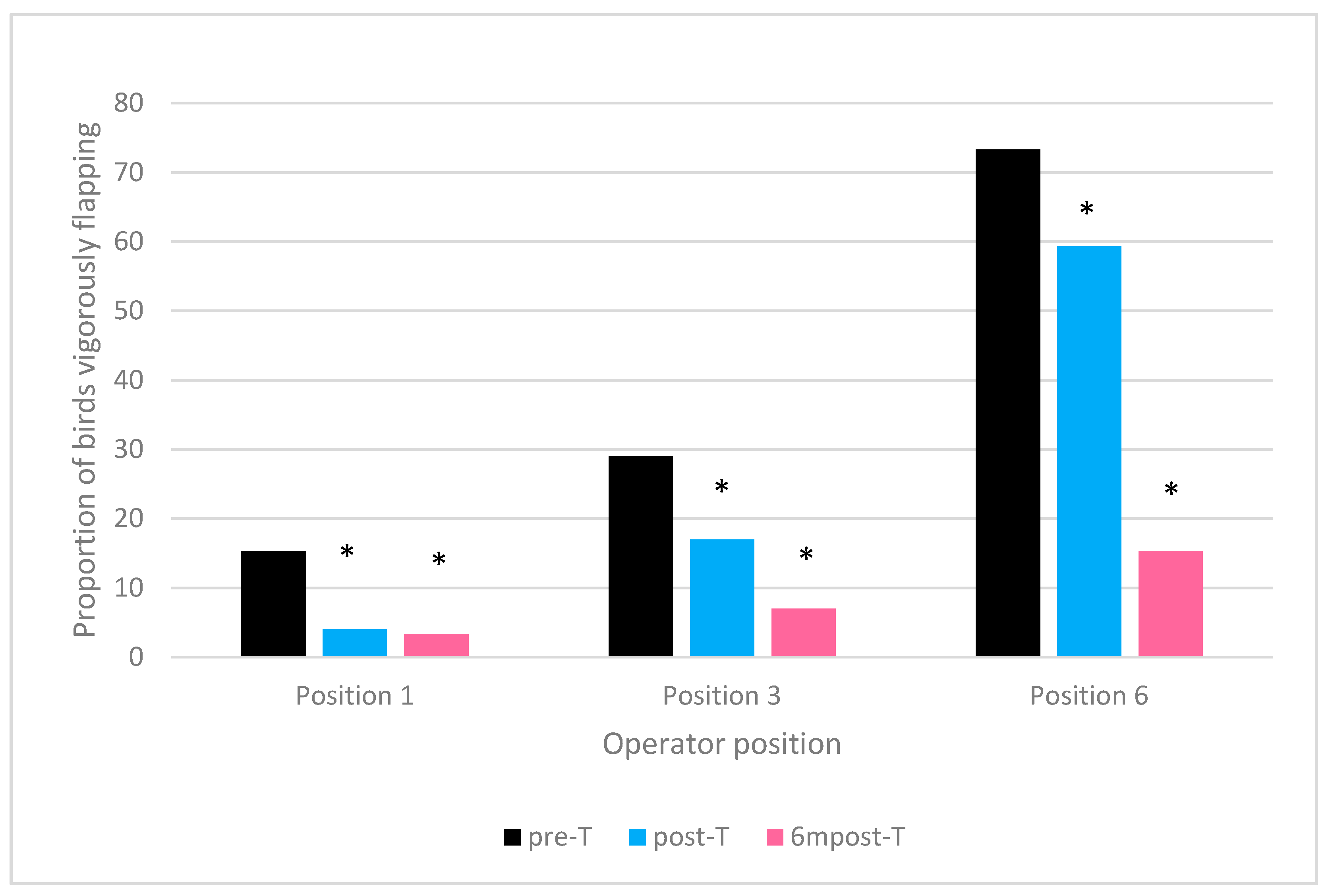
It is unsurprising that operator position was a significant predictor on the number of birds vigorously flapping in both processing plants. Loss of visual contact with other birds is an important cause of flapping at shackling [
10]. Operators working at the position furthest from the water bath (position 6 in plant P1 and position 7 in plant P2) were placing birds on an empty shackle line, therefore there is no calming effect of neighbouring birds. In contrast, those working at position 1, closest to the water bath, were hanging birds on a shackle line which was already almost full of birds. It was observed that in both plants, the operator furthest from the water bath was responsible for ensuring that all the crates/drawers were empty of birds before they entered the washing area. The number of birds in each crates/drawers was not uniform, and therefore, if surplus birds were present in the crates/drawers when they reached the final position, these operators were required to shackle multiple numbers of birds. It was often observed that this resulted in an increase in rough handling. When investigating the interaction effect of position × visit in processing plant P1, it was decided to explore further flapping at positions 1, 3 and 6 to assess the effects of training at the beginning, middle and end of the shackle and to account for effects of line fill on flapping. Position 6 had the biggest decrease in percentage of birds flapping from pre to post training visits. This may be due to the higher baseline reading during pre-T, or perhaps the improved handling techniques of operators may elicit a greater effect in this position, due to the lack of the calming effect of other birds on the shackle line, previously described.
It is important to note that the operators rotated their position on the shackle line throughout a shift, therefore the individual working at position 1 on day one of a visit may be working at a different position when assessed on a subsequent day. Due to clothing and PPE requirements, it was not possible to identify individual operators, therefore the presence of particularly “rough” or “good” practice by an individual may have influenced the results.
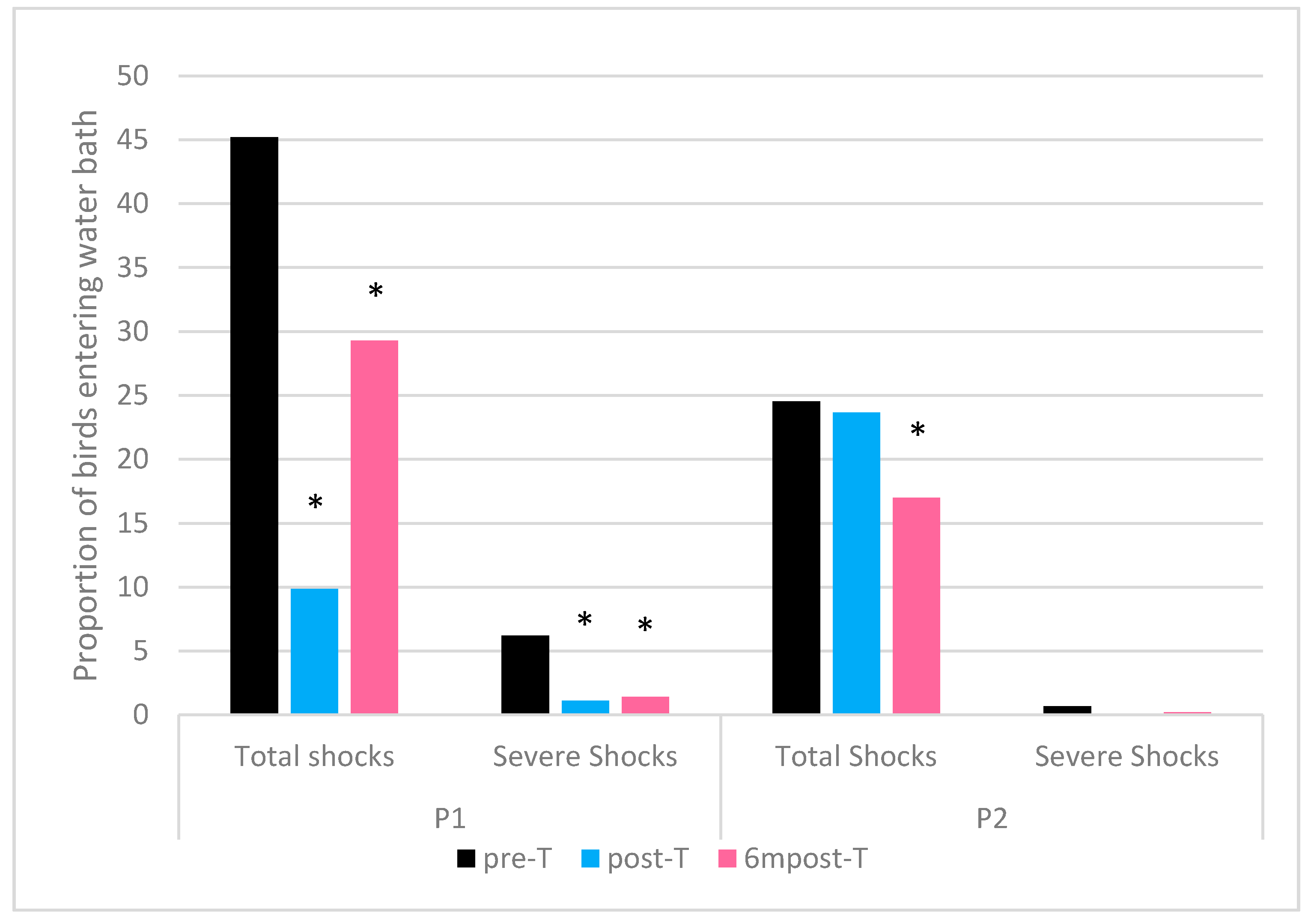
Training had a positive impact on the overall incidence of PSS, and the incidence of severe PSS in both processing plants. At the start of visit post-T the management team of plant P1 were eager to show the observers the new water-bath entry ramp that had been constructed as a result of the knowledge gained during the training course. This likely explains the reduction in PSS. The observers did note however, that at the beginning of visit 6mpost-T, the ramp had been modified after the previous visit, which resulted in an increase in PSS. Although levels were significantly lower than those of pre-training, this highlights the importance of continually monitoring welfare measures during the pre-slaughter and slaughter process and manipulating the process accordingly.
Plant P2 did not install a new device at the entry to the water-bath, however management did report that they had increased PSS monitoring as a result of the training and adjusted the height of the water-bath in attempt to reduce PSS occurrence.
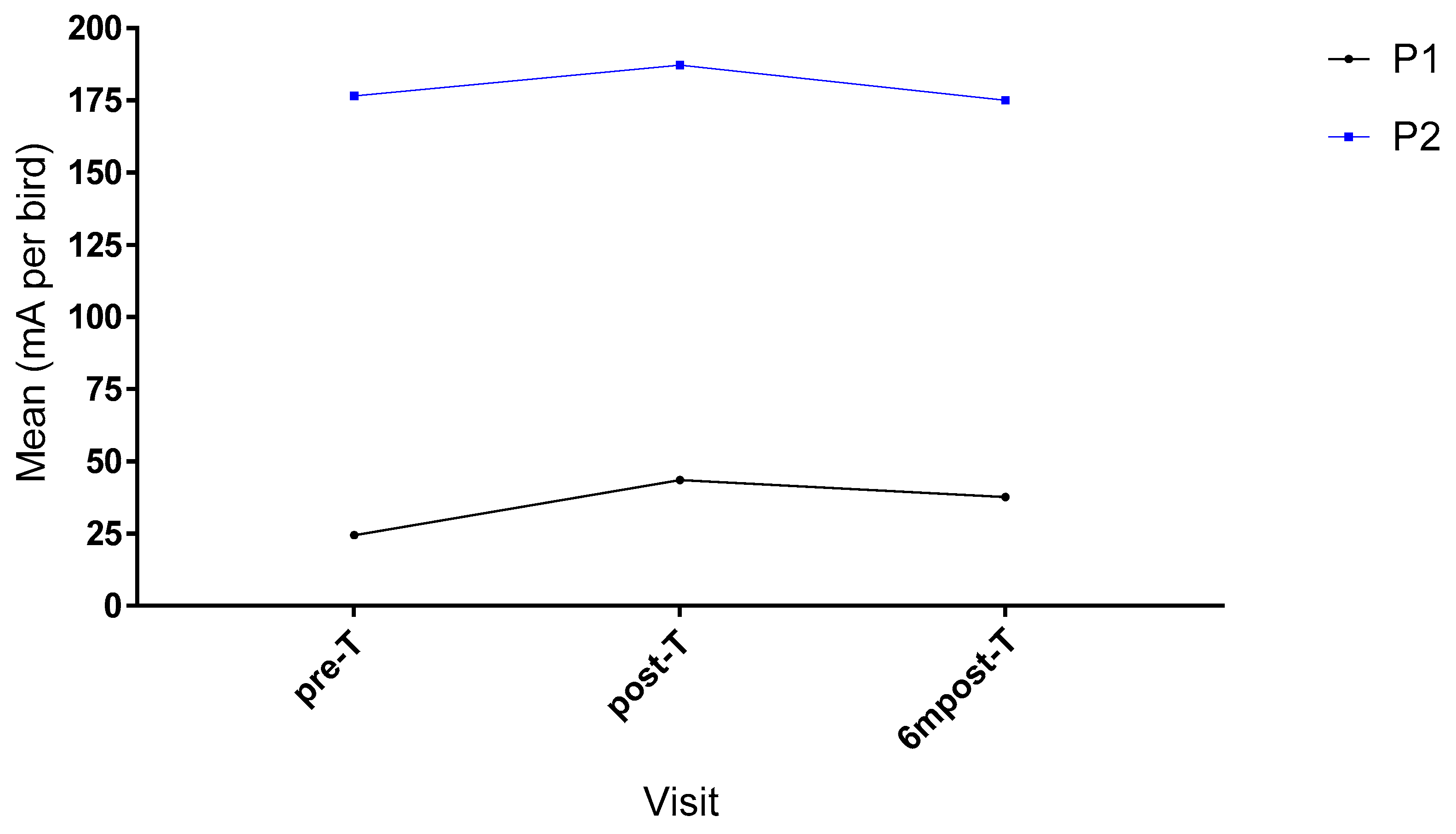
It is encouraging that the training resulted in a significant increase in the applied current per-bird in the water-bath stunner, however, even post-training, both processing plants were not supplying sufficient current to effectively stun broilers [
17]. It is generally agreed that increased stunning currents can lead to downgrading of the final product, including increased breast muscle haemorrhages and bone fractures [
33,
34,
35]. This is not considered an animal welfare issue as birds are rendered unconscious immediately upon entry. However, associated product quality problems may result in stunning current being set too low, to reduce these downgrading conditions and thereby result in poor bird welfare [
36].
The frequency used in plant P2 is higher than that recommended by Raj, O’Callaghan and Knowles [
17], as this frequency was chosen in order to meet halal stunning requirements and is therefore unlikely to change as a result of the training.
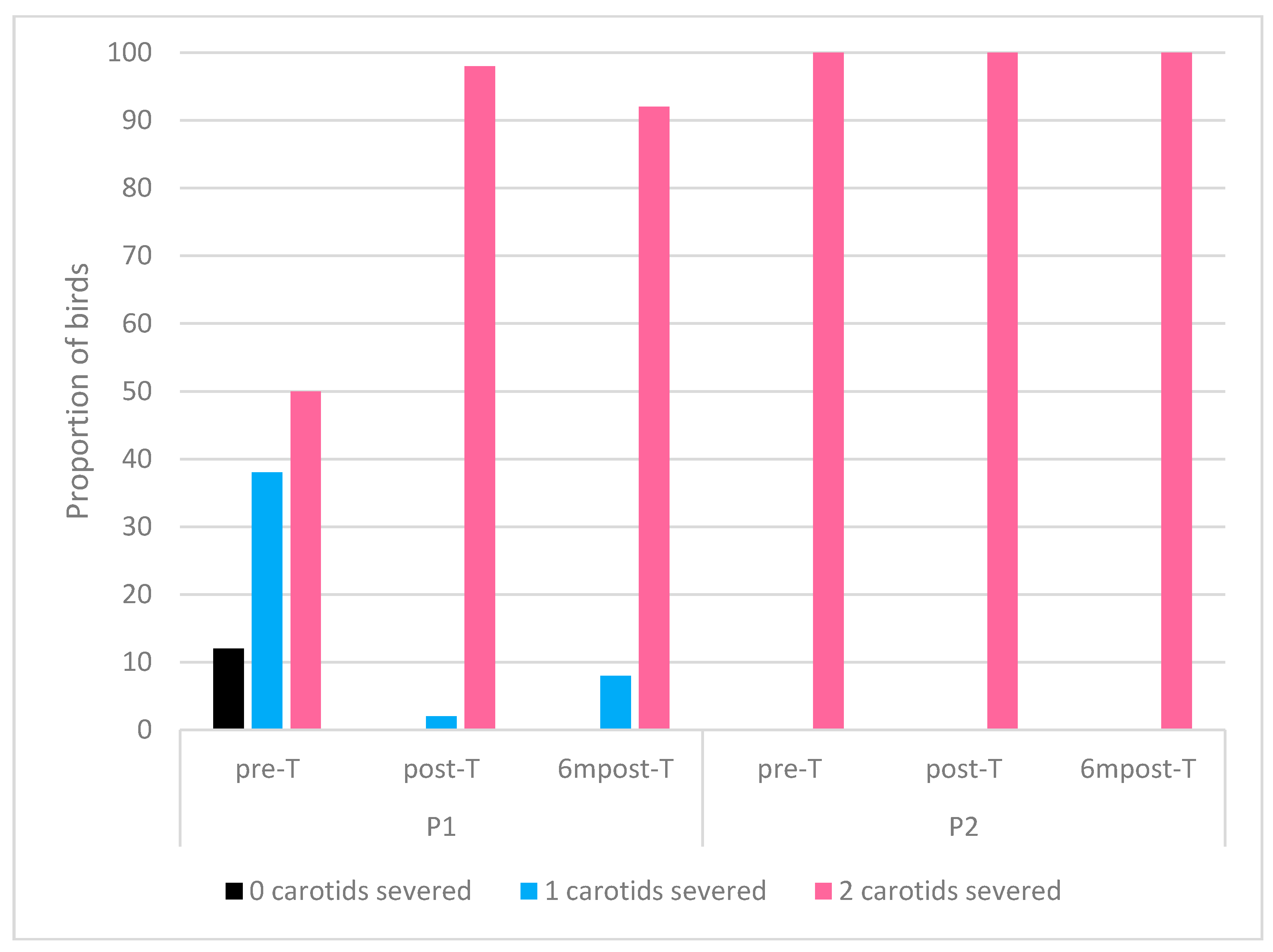
Training resulted in a marked improvement in the quality of neck cutting in plant P1. During pre-T, six out of the sample of 50 birds had both carotids intact post neck cut. It is likely that these birds would have regained consciousness prior to the scalding process [
18]. However, it is possible that due to the low stunning currents used in plant P1, birds were electrically immobilised, rather than unconscious after exit from the water-bath [
17]. All birds examined during the post training visits had at least one carotid severed, and a far greater proportion had both arteries severed, reducing the welfare risk of birds regaining consciousness during bleeding. At plant P1 the observers were informed by managerial staff that the automatic neck cutters, previously set to sever the necks had been readjusted following information given during the training.
The variation in improvement between the processing plants may be attributed to several factors. Baseline measurements indicate that there was a higher standard of bird welfare prior to training in the UK processing plant when compared to that in Costa Rica. The importance attributed to animal welfare varies between countries: due to differences in traditions, religion, education, perception and level of economic development and legislation [
37,
38].
Legislative requirements regarding welfare at slaughter in Costa Rica and the UK differ. Slaughter facilities in the UK (England) must comply with The Welfare of Animals at the Time of Killing (England) Regulations 2015 [
39] and Council Regulation (EC) No. 1099/2009 on the protection of animal at the time of killing [
40]. These regulations outline numerous welfare requirements, including; minimum stunning currents, the requirement of the severing both carotid arteries at bleeding and the obligation to provide training to those handling live animals. The EU legislation also stipulates the requirement for specifically qualified “Animal Welfare Officers” in slaughterhouses. The Animal Welfare Officer is responsible for implementing animal welfare operating procedures and documenting action taken to improve animal welfare in the slaughterhouse. In contrast, the equivalent Costa Rican legislation [
41] provides only stunning current recommendations, and stipulates that only one carotid artery needs to be severed at neck cutting. There is also no requirement for an Animal Welfare Officer. However, the Costa Rican legislation does include the requirement that operators handling live birds require training. Such legislative discrepancies may provide some explanation of the differences in the baseline welfare measurements in this study, especially regarding stun parameters and neck cutting.
It is important to consider that in order to meet legislative requirements, both processing plants involved in this study had welfare training programs in place prior to the onset of the visits. Two members of the management team at processing plant P2 had previously attended a University of Bristol, two-day comprehensive poultry welfare training course, however none of the other attendees had experience of a similar course.
It has been observed in Brazilian beef farms that training stockpeople regarding “good practice” is associated with both better attitudes and behaviours towards animals [
42]. In this study, plant management, alongside operatives received welfare training. Although the managerial staff within a slaughter facility rarely handle animals, their attitudes have a significant influence on the welfare conditions within an abattoir [
43]. Some of the welfare improvements in this study, for example, the reduction of vigorous wing flapping at shackling, are likely to be as a direct consequence of an operator behaviour change, others, such as increasing stun current in the water bath are likely to be implemented by managerial members of staff.
A number of measures included in our study for example, stun parameters, PSS and neck vessels severed, which although showed improvement immediately after training (post-T) did not maintain such improvements six months later (6mpost-T). Paranhos da Costa, Huertas, Gallo and Dalla Costa [
27] reported the results of a supermarket initiative in which beef farmers were trained in animal welfare. The training program resulted in a significant reduction in the proportion of downgraded carcasses due to bruising, however six months post training there was an increased percentage of downgraded carcasses. Turnover of staff, where trained staff may have left the processing plant after training and been replaced with untrained staff was not recorded in our study and this may have influenced the long-term changes in welfare outcomes.
It should be noted that in our study, flapping at shackling in processing plant P1 did continue to significantly decline between post-T and 6mpost-T, suggesting that certain positive behaviours of operatives may have become routine, or had been regularly reinforced by management.
4.2. Product Quality
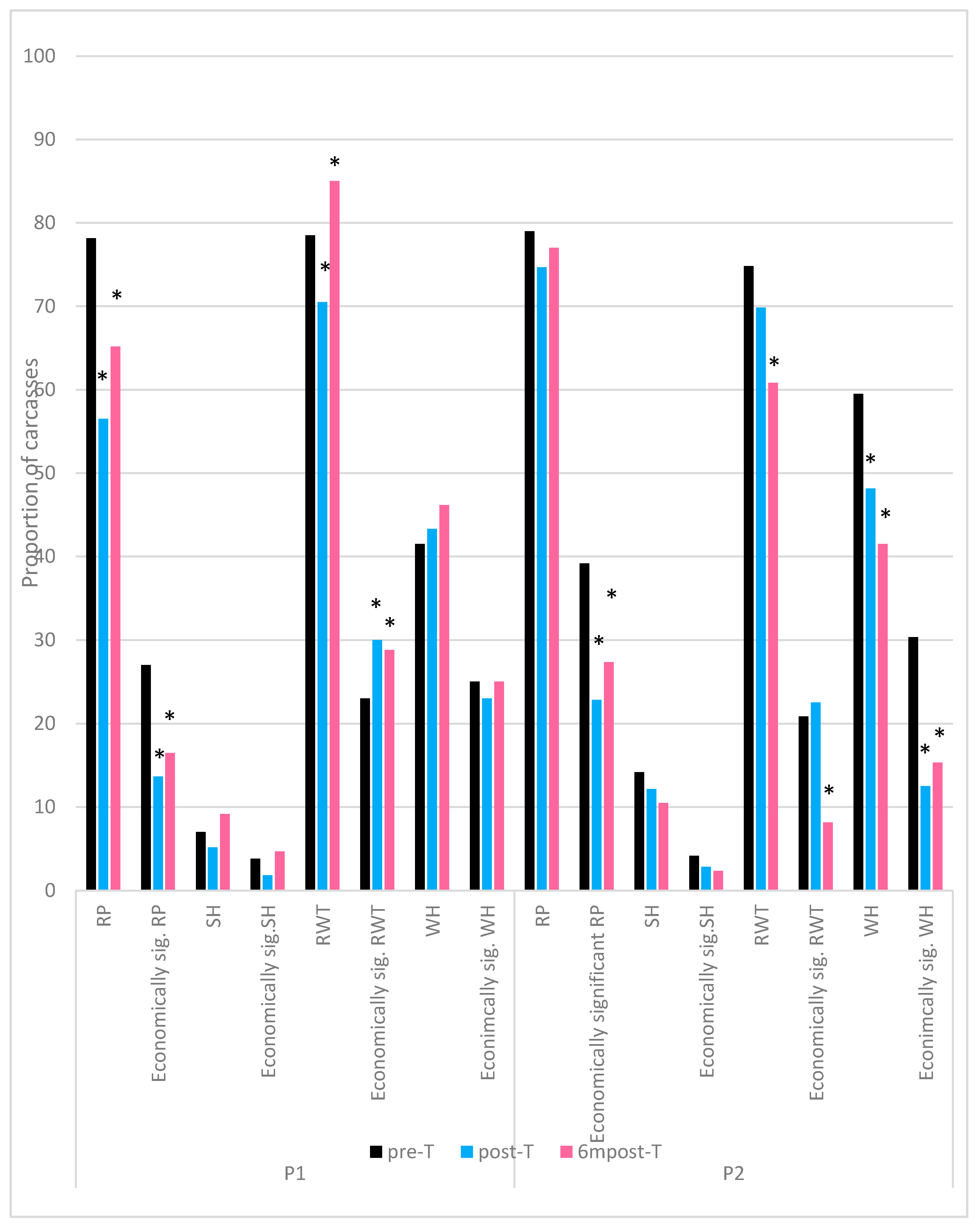
In this study, the effects of training on product quality were somewhat more varied than that of the welfare outcome measures. Incidences of broken wings and red pygostyles appeared to decrease post training, while bruised legs and red wing tips increased. Producing high quality poultry meat at a commercial primary processing line requires a multi-factorial approach [
6]. Although there is a well-documented link between bird welfare at slaughter and meat quality [
8], carcass bruising can also be effected by other pre-slaughter factors, prior to arrival at the processing plant, such as catching and transportation [
44]. Hamdy et al. [
45] reported that approximately 90% of bruises found on broilers in American processing plants occur within the 13 h prior to slaughtering. A more recent Canadian study found that 5.7% of broilers per load, arriving at the slaughterhouse had wing damage [
46]. Jacobs, Delezie, Duchateau, Goethals and Tuyttens [
28] reported that the incidence of bruised wings tended to differ among different professional catching crews. Training catching crews in “better practice” can improve carcass quality [
47] however this was beyond the scope of the current study.
Other factors, not necessarily associated with training, may have influenced results, for example bird factors such as age, sex and weight [
48], loading conditions [
28], environmental conditions [
28,
32], time of day of transportation [
32], length of transport time [
49] and crates/drawers stocking density [
50] are all known to have effects on bruising and meat quality. These variables were not controlled by the methodology of this study.
It is unclear why bruising prevalence, especially regarding red wing tips and wing haemorrhage, differed in response to training between processing plant P1 and processing plant P2. Wing flapping and PSS are associated with wing damage [
12,
51]. Results from our study suggest that training improved the incidence of flapping and PSS in processing plant P1, yet the proportion of birds with economically significant red wing tips increased. Although both welfare and product quality assessments occurred on the same day, due to the logistical constrains of working in a high throughput commercial facility, different individual birds were included in the welfare and product quality observations. There is a potential that the physical presence of an observer during the welfare assessments affects the behaviour of processing plant personnel who “improve their performance” during the observation period, but revert back to normal practice when they are no longer being watched [
52]. This “Hawthorne effect” (the alteration of behaviour by the subjects of a study due to their awareness of being observed) may have positively influenced the results of the welfare assessment, without affecting quality measurements. Further work is warranted to explore how welfare training, of the entire broiler production chain, may affect product quality.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}