
Dilute Polymerization of Aniline on PDMS Substrate via Surface Modification Using (3-Aminopropyl)Triethoxysilane for Stretchable Strain Sensor

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
3.1. SAM on PDMS
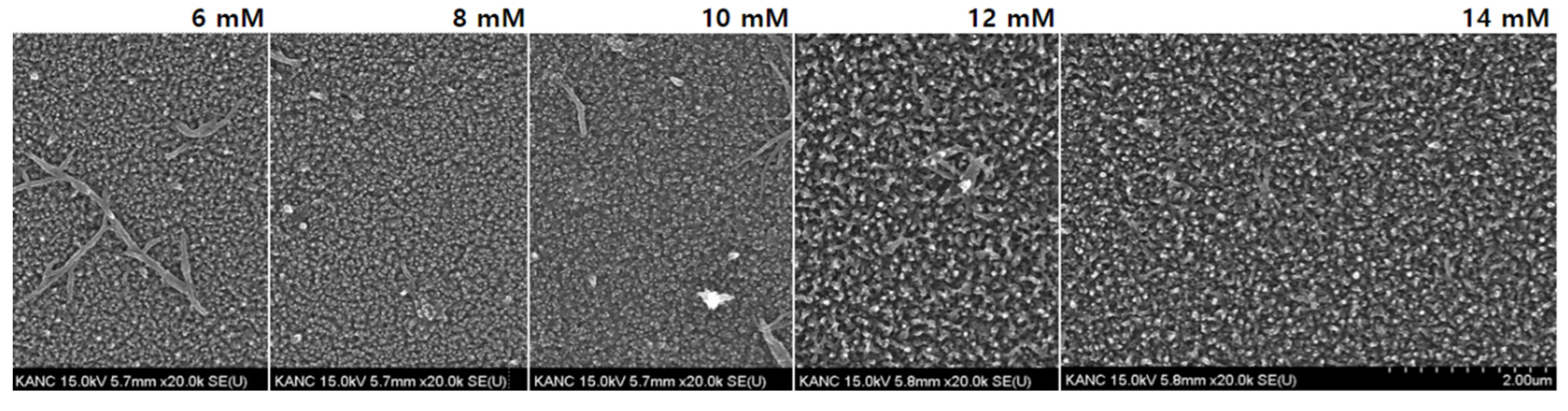
3.2. Scanning Electron Microscopy (SEM)
3.3. Contact Angle
3.4. Strain and I–V Characteristics
4. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Akheel, A.S.; Maravattickal, K. Review: Polyaniline a novel polymeric material. Talanta 1991, 38, 815–837. [Google Scholar]
- Huang, Z.; Wang, P.-C.; MacDiarmid, A.G. Selective deposition of conducting polymers on hydroxyl-terminated surfaces with printed monolayers of alkylsiloxanes as templates. Langmuir 1997, 13, 6480–6484. [Google Scholar] [CrossRef]
- Gangopadhyay, R.; Dea, A. Conducting polymer nanocomposites: A brief overview. Chem. Mater. 2000, 12, 608–622. [Google Scholar] [CrossRef]
- Unsworth, J.; Lunn, B.A.; Innis, P.C.; Jin, Z.; Kaynak, A.; Booth, N.G. Conducting polymer electronics. J. Intell. Mater. Syst. Struct. 1992, 3, 380–395. [Google Scholar] [CrossRef]
- Choy, J.-Y.; Jo, E.-B.; Yim, C.-J.; Youi, H.-K.; Hwang, J.-H.; Lee, J.-H.; Kim, H.-S. Improvement in Strain Sensor Stability by Adapting the Metal Contact Layer. Sensors 2022, 22, 630. [Google Scholar] [CrossRef]
- Jia, X.-S.; Tang, C.-C.; Yan, X.; Yu, G.-F.; Li, J.-T.; Zhang, H.-D.; Li, J.-J.; Gu, C.-Z.; Long, Y.-Z. Flexible polyaniline/poly(methyl methacrylate) composite fibers via electrospinning and in situ polymerization for ammonia gas sensing and strain sensing. J. Nanomater. 2016, 2016, 9102828. [Google Scholar] [CrossRef] [Green Version]
- Gong, S.; Lai, D.T.; Wang, Y.; Yap, L.W.; Si, K.J.; Shi, Q.; Jason, N.N.; Sridhar, T.; Uddin, H.; Cheng, W. Tattoolike polyaniline microparticle-doped gold nanowire patches as highly durable wearable sensors. ACS Appl. Mater. Interfaces 2015, 7, 19700–19708. [Google Scholar] [CrossRef]
- Hong, S.Y.; Lee, Y.H.; Park, H.; Jin, S.W.; Jeong, Y.R.; Yun, J.; You, I.; Zi, G.; Ha, J.S. Stretchable active matrix temperature sensor array of polyaniline nanofibers for electronic skin. Adv. Mater. 2016, 28, 930–935. [Google Scholar] [CrossRef]
- Wagner, S.; Lacour, S.P.; Jones, J.; Pai-hui, I.H.; Sturm, J.C.; Li, T.; Suo, Z. Electronic skin: Architecture and components. Phys. E 2004, 25, 326–334. [Google Scholar] [CrossRef]
- Yeo, J.C.; Yap, H.K.; Xi, W.; Wang, Z.; Yeow, C.-H.; Lim, C.T. Flexible and stretchable strain sensing actuator for wearable soft robotic applications. Adv. Mater. Technol. 2016, 1, 1600018. [Google Scholar] [CrossRef]
- Pantelopoulos, A.; Bourbakisa, N.G. A survey on wearable sensor-based systems for health monitoring and prognosis. IEEE Trans. Syst. Man Cybern. Part C 2009, 40, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Gao, L.; Zhao, Y.; Guo, X.; Liu, C.; Liu, P. Highly flexible fabric strain sensor based on graphene nanoplatelet–polyaniline nanocomposites for human gesture recognition. J. Appl. Polym. Sci. 2017, 134, 45340. [Google Scholar] [CrossRef]
- Jiang, J.-K.; Liang, Q.-H.; Men, R.-S.; Yang, Q.; Sun, X.; Yang, D.-G.; Zhang, G.-Q.; Chen, X.-P. The influence of tensile stress on polyaniline as strain sensor. IEEE Electron. Device Lett. 2016, 37, 1636–1638. [Google Scholar] [CrossRef]
- Cao, Y.; Andreatta, A.; Heeger, A.J.; Smith, P. Influence of chemical polymerization conditions on the properties of polyaniline. Polymer 1989, 30, 2305–2311. [Google Scholar] [CrossRef]
- Hussain, A.M.; Kumar, A. Electrochemical synthesis and characterization of chloride doped polyaniline. Bull. Mater. Sci. 2003, 26, 329–334. [Google Scholar] [CrossRef]
- Chen, W.; Rakhi, R.B.; Alshareef, H.N. Facile synthesis of polyaniline nanotubes using reactive oxide templates for high energy density pseudocapacitors. J. Mater. Chem. A 2013, 1, 3315–3324. [Google Scholar] [CrossRef]
- Zhang, X.; Chan-Yu-King, R.; Jose, A.; Manohara, S.K. Nanofibers of polyaniline synthesized by interfacial polymerization. Synth. Met. 2004, 145, 23–29. [Google Scholar] [CrossRef]
- Chiou, N.R.; Lu, C.; Guan, J.; Lee, L.J.; Epstein, A.J. Growth and alignment of polyaniline nanofibers with superhydrophobic, superhydrophilic and other properties. Nat. Nanotechnol. 2007, 2, 354–357. [Google Scholar] [CrossRef] [PubMed]
- Chiou, N.-R.; Epstein, A.J. Polyaniline nanofibers prepared by dilute polymerization. Adv. Mater. 2005, 17, 1679–1683. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, Y. Synthesis and applications of one-dimensional nano-structured polyaniline: An overview. Mater. Sci. Eng. B 2006, 134, 9–19. [Google Scholar] [CrossRef]
- Stejskal, J.; Spirkova, M.; Riede, A.; Helmstedt, M.; Mokreva, P.; Prokes, J. Polyaniline dispersions 8. The control of particle morphology. Polymer 1999, 40, 2487–2492. [Google Scholar] [CrossRef]
- Niu, F.; Wang, Y.; Zhang, Y.; Xi, S.; Ma, L.; Wang, C.; Mao, Y. A hierarchical architecture of PANI/APTES/SiC nanocomposites with tunable dielectric for lightweight and strong microwave absorption. J. Mater. Sci. 2019, 54, 2181–2192. [Google Scholar] [CrossRef]
- Lee, Y.B.; Park, C.H.; Jang, S.K.; Kim, F.S. Mechanical Hardness and Adhesion Property of Surface-Polymerized Nanocomposites based on Polyaniline and Sol-Gel Silica. J. Korean Phys. Soc. 2019, 75, 248–253. [Google Scholar] [CrossRef]
- Zhang, P.; Cao, L.; Wang, X.; Cui, J.; Lin, Z.; Ngai, S.; Vogel, F.; Wang, H.; Li, W.; Li, S.; et al. Improvement of electrochemical performance of titania nanowires for supercapacitor electrodes by in-situ growth of polyaniline nanoparticles. Ceram. Int. 2022, 48, 1731–1739. [Google Scholar] [CrossRef]
- Wang, H.; Ma, L.; Gan, M.; Zhou, T.; Sun, X.; Dai, W.; Wang, H.; Wang, S. Fabrication of polyaniline/urchin-like mesoporous TiO2 spheres nanocomposite and its application in supercapacitors. Electrochim. Acta 2015, 163, 232–237. [Google Scholar] [CrossRef]
- Gong, X.X.; Fei, G.T.; Fu, W.B.; Fang, M.; Gao, X.D.; Zhong, B.N.; Zhang, L.D. Flexible strain sensor with high performance based on PANI/PDMS films. Org. Electron. 2017, 47, 51–56. [Google Scholar] [CrossRef]
- Flavel, B.S.; Yu, J.; Shapter, J.G.; Quinton, J.S. Patterned polyaniline & carbon nanotube–polyaniline composites on silicon. Soft Matter 2009, 5, 164–172. [Google Scholar]
- Zou, W.; Quan, B.; Wang, K.; Xia, L.; Yao, J.; Wei, Z. Patterned growth of polyaniline nanowire arrays on a flexible substrate for high-performance gas sensing. Small 2011, 7, 3287–3291. [Google Scholar] [CrossRef] [PubMed]
- Cai, G.; Wang, J.; Lin, M.-F.; Chen, J.; Cui, M.; Qian, K.; Li, S.; Cui, P.; Lee, P.S. A semitransparent snake-like tactile and olfactory bionic sensor with reversibly stretchable properties. NPG Asia Mater. 2017, 9, e437. [Google Scholar] [CrossRef] [Green Version]
- Johnstan, I.D.; McCluskey, D.K.; Tan, C.K.L.; Tracey, M.C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. J. Micromech. Microeng. 2014, 24, 035017. [Google Scholar] [CrossRef]
- Mazurek, P.; Hvilsted, S.; Skov, A.L. Green silicone elastomer obtained from a counterintuitively stable mixture of glycerol and PDMS. Polymer 2016, 87, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Jeronimo, K.; Koutsos, V.; Cheung, R.; Mastropaolo, E. PDMS-ZnO Piezoelectric Nanocomposites for pressure sensors. Sensors 2021, 21, 5873. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PANI | O2 Plasma | APTES | |
|---|---|---|---|
| Sample 1 | O | X | X |
| Sample 2 | O | O | X |
| Sample 3 | O | O | O |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yim, C.-J.; Choy, J.-Y.; Youi, H.-K.; Hwang, J.-H.; Jo, E.-B.; Lee, J.-H.; Kim, H.-S. Dilute Polymerization of Aniline on PDMS Substrate via Surface Modification Using (3-Aminopropyl)Triethoxysilane for Stretchable Strain Sensor. Sensors 2022, 22, 2741. https://doi.org/10.3390/s22072741
Yim C-J, Choy J-Y, Youi H-K, Hwang J-H, Jo E-B, Lee J-H, Kim H-S. Dilute Polymerization of Aniline on PDMS Substrate via Surface Modification Using (3-Aminopropyl)Triethoxysilane for Stretchable Strain Sensor. Sensors. 2022; 22(7):2741. https://doi.org/10.3390/s22072741
Chicago/Turabian StyleYim, Chang-Joo, Ji-Yeon Choy, Hae-Kyung Youi, Jung-Hoon Hwang, Eun-Bee Jo, Jun-Ho Lee, and Hyun-Seok Kim. 2022. "Dilute Polymerization of Aniline on PDMS Substrate via Surface Modification Using (3-Aminopropyl)Triethoxysilane for Stretchable Strain Sensor" Sensors 22, no. 7: 2741. https://doi.org/10.3390/s22072741