
Systematic Review on Isolation Processes for Technical Lignin


Institute of Chemical Engineering and Environmental Technology, Graz University of Technology, Inffeldgasse 25c, A-8010 Graz, Austria
*
Author to whom correspondence should be addressed.
Processes 2021, 9(5), 804; https://doi.org/10.3390/pr9050804
Submission received: 7 April 2021
/
Revised: 26 April 2021
/
Accepted: 30 April 2021
/
Published: 3 May 2021
(This article belongs to the Section Manufacturing Processes and Systems)
Abstract
:Technologies for the isolation of lignin from pulping process streams are reviewed in this article. Based on published data, the WestVaco process, the LignoBoost process, the LigoForce SystemTM and the SLRP process are reviewed and discussed for the isolation of lignin from Kraft black liquor. The three new processes that have now joined the WestVaco process are compared from the perspective of product quality. Further, isolation processes of lignosulfonates from spent sulfite liquor are reviewed. The limitation for this review is that data are only available from lab scale and pilot scale experiments and not from industrial processes. Key output of this paper is a technology summary of the state of the art processes for technical lignins, showing the pros and cons of each process.
1. Introduction
After cellulose, lignin is the second most abundant biopolymer worldwide. Lignins are non-toxic and renewable, and hence may play an essential role during the change-over from a fossil-based to a bio-based economy. The value-added application of technical lignin not only protects the environment, but also makes use of the natural resource wood, and hence promotes its utilization. Technical lignins can widely be used, e.g., for vanillin production [1,2,3], as precursor for carbon fiber production [4,5,6,7,8] or as fertilizer [9,10,11]. Further, the valorization in the formulation of wood adhesives is well a successful application [12,13,14,15].
The pulp and paper industry can serve as a backbone in the biorefinery concept and can provide the market with both products and energy, where lignin is used as raw material. In a state of the art integrated pulp and paper mill, the produced energy is first used for covering internal demands. If available, power surpluses are fed to the electricity grid and heat surpluses are used in district heating for the surroundings. However, worldwide is the pulp and paper sector the fourth largest energy user [16], 2008 the energy demand in the pulp and paper industry was 7 EJ [17].
The bottleneck in an integrated pulp and paper mill is often the recovery boiler. An increase in the pulp production leads to an increase of the heat load which cannot be handled by the installed recovery boilers. However, an increased production can be realized without the need for investing in a new boiler by implementing a lignin isolation from black or spent sulfite liquor to decrease the heat value thereof. In addition to the decrease of the heating value of the black liquor, economic considerations are undoubtedly a main driving force for lignin isolation [18]. While industrial applications for Kraft lignin are rare at present, the market for lignosulfonates is well established; however, most of the products and applications on the market are not high value products/applications.
Lignin isolation from spent or black liquor is a process that has been in operation since the beginning of the 20th century. Driven by climate change, which requires a transition to more sustainable production processes and products, an increasing interest in the use of lignin as a raw material for products, fuel and energy led to a distinct increase of research in this field during the past 20 years. The development of new lignin isolation processes from Kraft pulping is in the focus of the research community, which is mainly related to the incentive of a large market share reaching approximately 80% [19]. At present, three different isolation processes are used on an industrial scale for the isolation of lignin from Kraft pulping: the WestVaco process, the LignoBoost process, and the LignoForce SystemTM. Rising interest in lignin valorization leads to the necessity of an overview of processes, which are on the marked or at least ready for the market.
The isolation of lignosulfonates from spent sulfite liquor is widely implemented, but little research has been published dealing with process development for the isolation of lignosulfonates during recent decades.
The present paper gives an overview of isolation technologies for technical lignin. Solubility and appearance of technical lignin is highly influenced by the origin and the dissolving method used for lignin disintegration. While during Kraft and sulfite cooking lignin is already modified, and also lignin derived from organosolv processes appears not in its natural form, but is not that highly influenced by the cooking process.
The three state of the art processes for Kraft lignin separation will be summarized to provide a focus of the main part of the paper, and the similarities and differences, which make each process unique are discussed. Kraft lignin precipitation and separation can be understood by the principles of solubility and by the colloidal stability of precipitated lignin. Process conditions during precipitation like pH, temperature, black liquor composition, hydrodynamics and the acidifying agent used influence the resulting lignin. The operation of the acidification step at higher pressures and temperatures leads to a liquid remnant lignin, the Sequential Liquid-Lignin Recovery and Purification process (SLRP), proposes and claims such operation conditions. In this review, the three new processes for Kraft lignin isolation, LignoBoost, LignoForce SystemTM, and SLRP are compared based on the product quality, i.e., the ash content which corresponds to the content of inorganic impurities. Based on literature data the lignin quality was calculated assuming a constant wash water demand.
While Kraft lignin is mainly used internally, lignosulfonates do have a market already. From the annually 50–70 M tons produced lignin, just 1–2% are used for the production of added-value products. Lignosulfonates have more sulfur groups than Kraft lignin and thus are water soluble, which lead to a broad variety of products for lignosulfonates, like animal feed, dust controlling agent, pesticides and more [20].
The isolation technologies for Kraft lignin are summarized in the first part and the isolation of lignosulfonates are summarized in the second part of the present paper. Lignosulfonates are soluble throughout the whole pH range, the isolation technologies are hence different than those for Kraft lignin isolation. The state of the art processes are summarized and the state of the research is discussed. Questions being addressed are how the high product quality needed for higher value applications of lignosulfonates can be achieved.
2. State of the Art Isolation Processes for Kraft Lignin
The annual pulp production from the Kraft process worldwide amounts to ~180 M tons, thereby ~55 M tons of lignin are dissolved into the black liquor [21]. The chemical recovery cycle uses lignin as fuel for the recovery boiler, which makes it the most important bio-fuel for the process. The generated heat is first used on site for steam production, which is used, e.g., in the fiber line, and heat surpluses are used for electricity generation. Lignin derived during Kraft cooking is soluble at pH > 10, by decreasing the pH lignin precipitates. The isolation of lignin from black liquor can hence be easily done by acidification of the highly alkaline black liquor with any acidifying agent and is most commonly used in industrial lignin isolation [15]. In literature, H2SO4 and CO2 are mainly discussed as acidifying agents because these two acids do not change the matrix of the black liquor [22].
Lignin molecules in the black liquor are assumed to be dissolved in a colloid-like form and the phenolic OH groups are weakly acidic. Hence, their dissociation can be described in dependence on the pH. At high pH, the negatively charged lignin molecules are associated with sodium as the counter ion. When the pH drops to the range of the pKa of the phenolic OH groups (pKa—10), their degree of protonation increases, while at the same time hydrophobic forces, such as the van der Waals forces, increase and the lignin molecules partially precipitate [23,24]. In general, isolated lignin is acidified well below the pKa of lignin. A pH below 2 ensures complete protonation of hydroxyl and carboxyl groups to form sodium free hydrogen lignate. It is worth bearing in mind that acidified and dried lignin is no longer soluble in aqueous solutions; hence, the process is irreversible [1]. In addition to precipitation, ultrafiltration and electrochemical methods can also be used to separate lignin from black liquor, but they are at present not of industrial relevance [13].
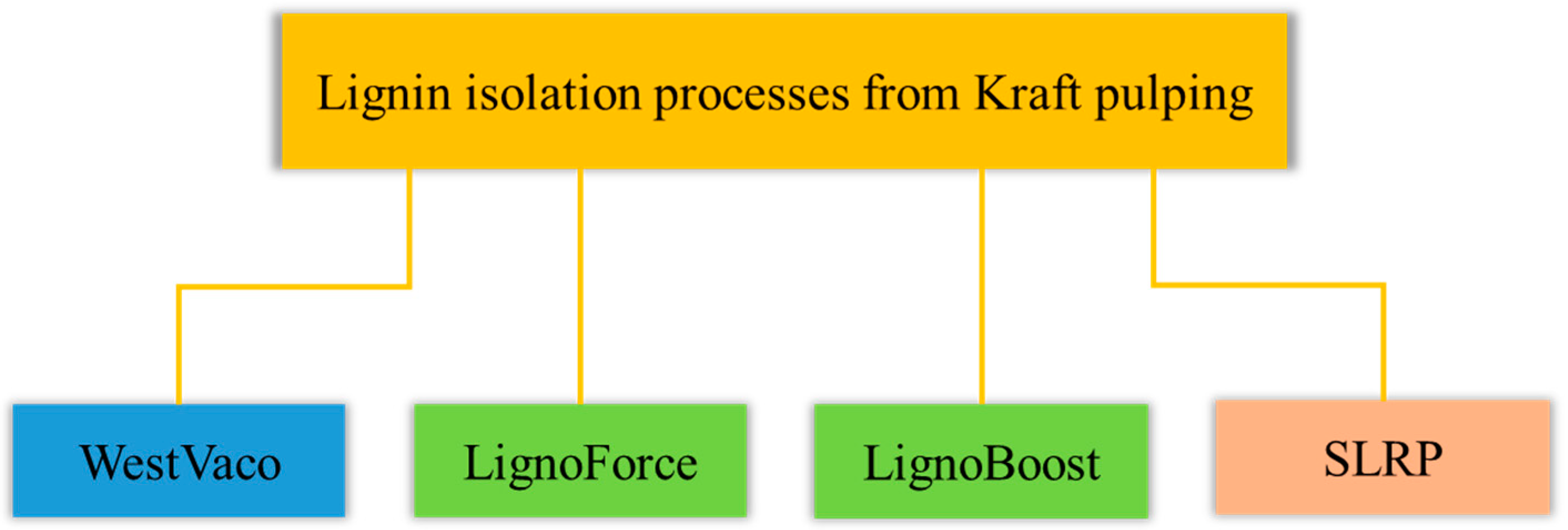
Figure 1 gives an overview of the lignin isolation processes on industrial and pilot scales. Blue indicates the longest running process, which is further called the WestVaco process. The two processes in green are the LignoBoost process and the LignoForce SystemTM, which both inserted one additional process step to enhance the filterability of precipitated lignin and the processing to pure lignin is claimed too. Those two processes are also operated on industrial scale. The fourth process is the SLRP process, where at present no industrial size application is known.
All four processes use a mean black liquor with a dry substance content of 20–40% as a feed stream for the lignin precipitation. Furthermore, CO2 is used as acidifying agent in a first acidification step. The key advantage of using CO2 as acidifying agent is that the Na- and S-balance during chemical recovery is not disturbed [25]. The goal of a second acidifying step is to exchange sodium, bound to the lignin, by hydrogen leading to a high sodium recovery rate and to a lignin having a low ash content. SLRP, LignoBoost and LignoForce use sulfuric acid for this secondary acidification. The first patent for the WestVaco process does not make the washing procedure claim. In consecutive patents different procedures are named.
Maturing of the precipitated lignin promotes coagulation what improves its filterability and is implemented in all processes except the SLRP process. In the LignoBoost and LignoForce process, the maturing is followed by a filtration step using filter press equipment. The WestVaco process does not give any information about the filter equipment installed.
Kraft pulping uses NaOH and Na2S as cooking chemicals, which leads to a high sulfur load in the black liquor. One topic to be addressed when dealing with the lignin isolation from Kraft pulping by acidification is the release of toxic H2S and other odorous sulfur components, such as mercaptans, dimethyldisulfide, or dimethylsulfide.
2.1. The WestVaco Process—Indulin
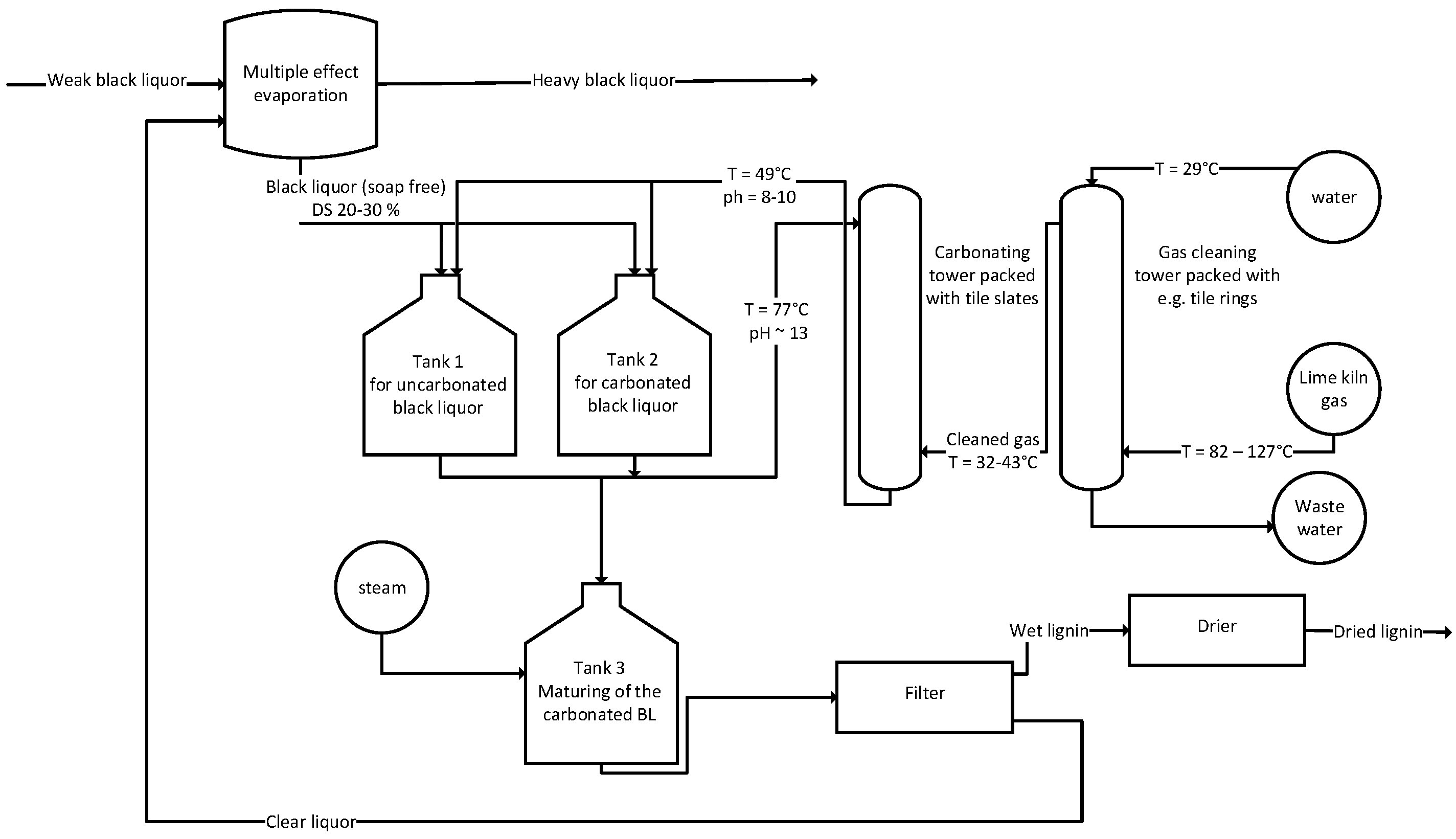
Indulin lignin is the by-product of linerboard pulp. Kraft lignin was already derived by acidification of soap-free mean black liquor for the precipitation since the late 1940s. The process was patented by the West Virginia Pulp and Paper Company in 1949 and is still in use. Figure 2 shows the flow chart of the main patent of the WestVaco process [26].
Black liquor is extracted from the evaporation train with a solids content of 20–30 wt%. Tank 1 and 2 are operated alternatingly, either being used as tanks for the un-carbonated or for the already carbonated black liquor. A tank is needed for the acidification, which is performed with plant derived CO2 and more than one passing of the carbonating column is needed to obtain a pH of 9. The carbonating column is set up as packed column. To increase the filterability of the precipitated lignin, maturing is performed in tank 3 and the temperature of the carbonated liquor is increased to 71–93 °C. The preferred temperature mainly depends on the source of black liquor and the rate of heating. After heating, the black liquor is allowed to cool down to improve the filterability once again. The treated black liquor is then filtered and either dried or further processed [27]. Further processing of the lignin can involve acid hydrolysis to remove both, the hemicellulose and the sodium. The covalently bound sulfur originating from the digestion process remains on the lignin [28]. In 1960, Keilen et al. claimed a process for improved coagulation of the precipitated lignin and the transformation from the sodium-lignate into “free lignin”, which describes an ash-free lignin. The intention of this development is to improve the filtration properties and the recovery of sodium [29]. The further processing of either just precipitated or also cleaned lignin by spray drying is the last step in the production process of lignates and “free lignin” [30].
In a consecutive patent Ball and Vardell claimed a continuous process using sulfuric acid as acidifying agent in combination with a black liquor having a dry solids content of ~50 wt%. The process is operated at elevated temperature and pressure to be able to process the viscous black liquor. The main advantages of this development are the high yield and the fast coagulation of precipitated lignin [31].
In the 1950s and 1960s, the West Virginia Pulp and Paper Company built a large patent family claiming the whole process chain starting from black liquor to a washed, ash free lignin. The corresponding products were developed and claimed at the same time.
2.2. LignoBoost
The LignoBoost process was jointly developed during a project involving the Chalmers University of Technology and the Swedish research institute Innventia, which was launched in 1996. Today, the Valmet Corporation of Finland commercializes the process. The first full scale industrial LignoBoost plant was commissioned at Domtar’s pulp mill in North Carolina with an annual capacity of 25,000 tons of isolated Kraft lignin. The second LignoBoost plant was installed in the Stora Enso Sunila mill in 2015 in Finland with an annual capacity of ~50,000 tons of isolated lignin [24].
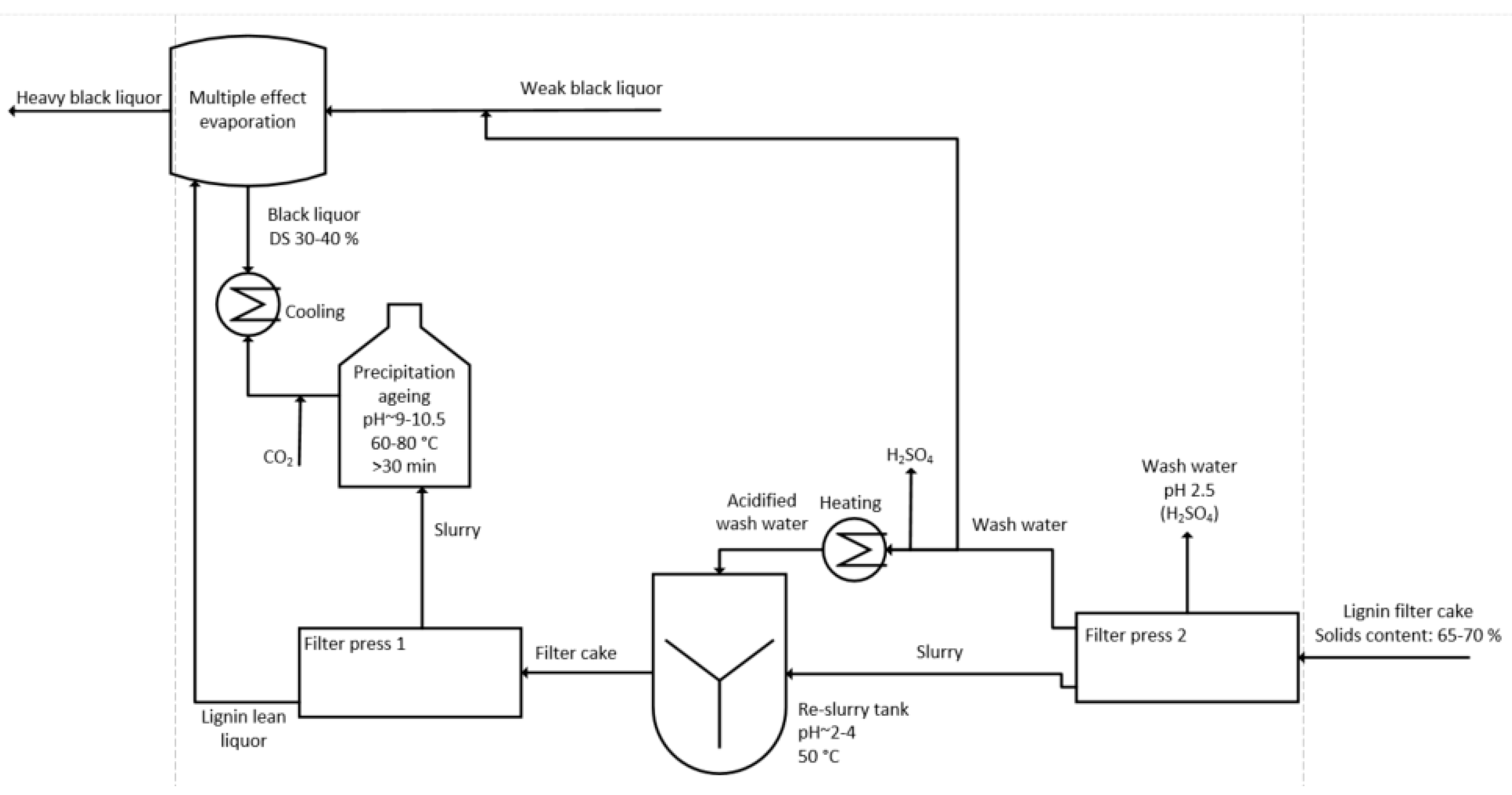
For the isolation of lignin, mean black liquor with a total solids content of 30–45% is extracted from the evaporation train and cooled to the precipitation temperature of 60–80 °C [32]. The pH of the liquor is then lowered from ~13.5 to ~10 by addition of CO2; the amount of CO2 needed is reported as being 150–300 kg CO2 per ton of isolated lignin. The major part of lignin precipitates and the generated slurry is subsequently matured at 50 °C for 30 min. Maturing increases the filterability of precipitated lignin because of particle growth [33]. After maturing, the slurry is filtered in a chamber filter press and the filtrate, now termed lignin lean liquor, is returned to the liquor cycle, where it is reintroduced into the evaporation train at the stage after the point where the mean black liquor has been removed for precipitation. This implementation point ensures that the lignin lean liquor cannot be repeatedly cycled to the precipitation step, which would decrease the precipitation yield. The filter cake, consisting of precipitated lignin, residual lignin lean liquor, inorganic salts, and hemicellulose, is then re-dispersed in a sulfuric acid solution at a pH of 2–4. Re-dispersion prevents blocking of the filter, which is a result of acid washing of the filter cake due to further precipitation of lignin from the remaining lignin lean liquor. By the ion exchange of sodium and hydrogen, an ash content of 0.2–1.4% is obtained and at the same time the ion exchange ensures the recovery of sodium [34,35]. The slurry is then filtered again in a filter press and washed with a diluted sulfuric acid solution. Pressing and blowing of the filter cake removes as much liquid as possible before it is discharged and further processed depending on the final application [36,37,38]. Figure 3 shows a schematic drawing of the LignoBoost process and the most important process parameters.
Closed loops are a need in today‘s manufacturing processes, and hence the filtrate and the wash water of the second filtration needs to be implemented in the water cycle. Moreover the use of unbleached or oxygen de-lignified pulp is reported for washing of the filter cake [39].
2.3. LignoForce
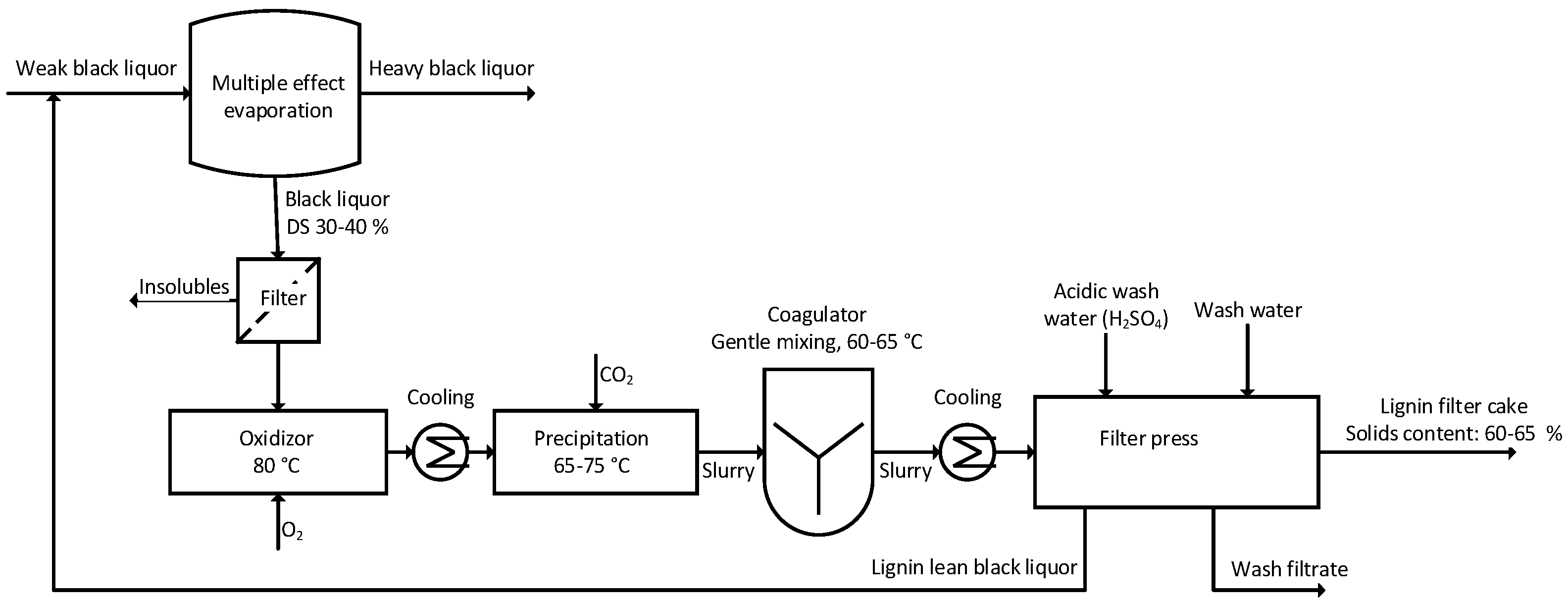
The LignoForce SystemTM was invented by FPInnovations and was commercialized by NORAM engineering. The first commercial scale-up of the LignoForce SystemTM was started up in 2016 in the company West Fraser in Canada [40]. In comparison to the LignoBoost process, a filtration step and an oxidation step of the black liquor are introduced prior to lignin precipitation. To decrease the totally reduced sulfur compounds (TRS) like hydrogen sulfide, methyl mercaptan, dimethylsulfide, and dimethyldisulfides, during the further processing, the oxidation thereof is performed using O2. Pure oxygen is thus added to the filtered black liquor until a sulfide content of 0–0.5 g/L is reached. In addition to the sulfur components, hemicellulose and lignin are also oxidized [41]. Oxidation of the hemicellulose leads to the formation of the corresponding isosaccharinic acids or shorter organic acids, like acetic acid or lactic acid, which leads to a decrease in the pH. Alongside with the oxidation of the hemicellulose, lignin is oxidized to carboxylated lignin, which has a much higher solubility in water. The overall lignin yield of this process is hence expected to be lower. However, by implementing the oxidation step better filtration properties are reported and acid washing is realized already after the first acidification with CO2 to ensure low ash content [42]. The CO2 demand for the acidification to a pH-value of ~9.5 corresponds to 300–400 kg CO2 per ton isolated lignin [43]. Figure 4 shows the flowchart including the most important process parameters for the LignoForce SystemTM.
2.4. Sequential Liquid-Lignin Recovery and Purification (SLRP)
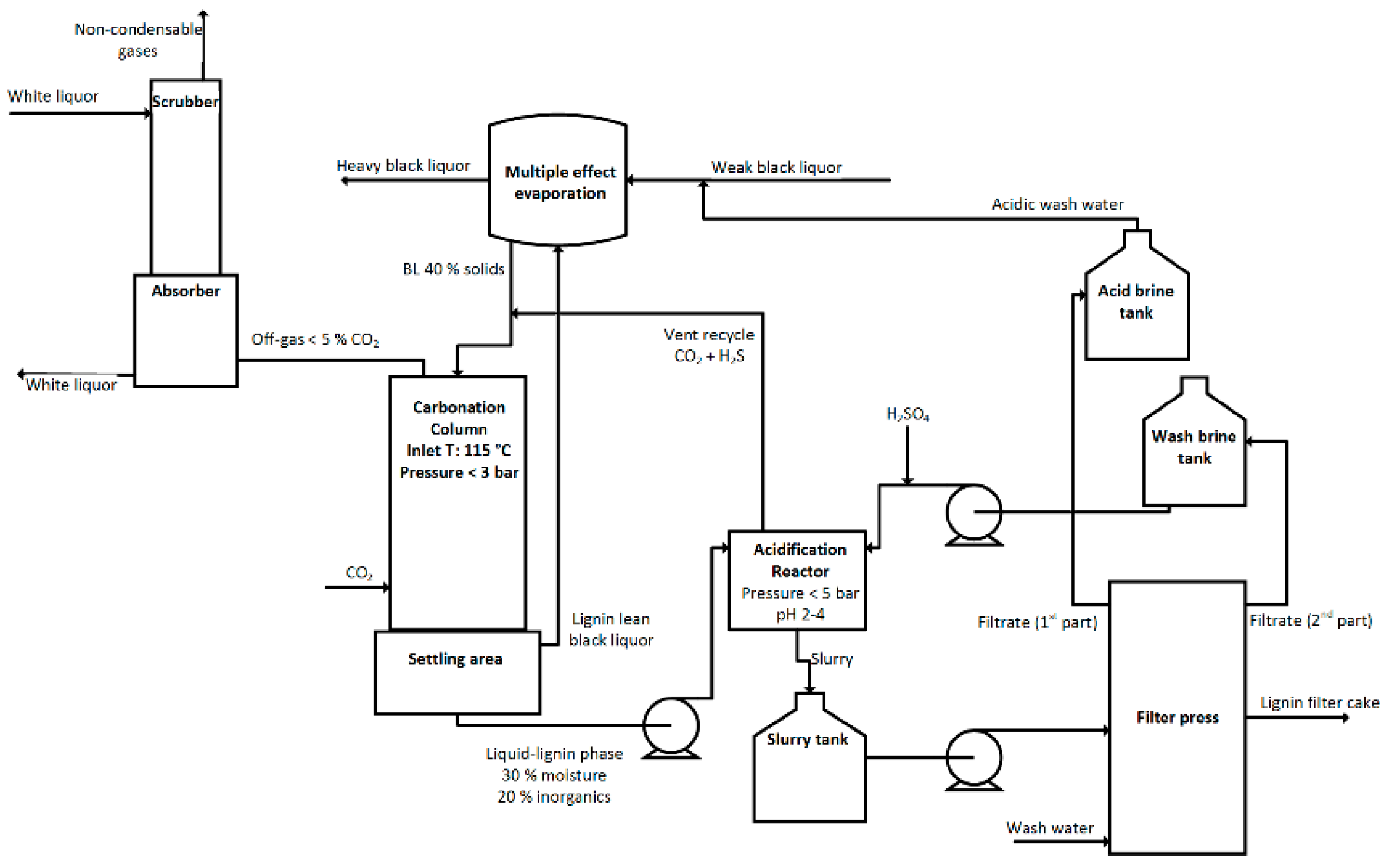
The first provisional patent application was filed in 2009 by Michael Lake and John Blackburn. They founded the liquid lignin company, which is currently trying to find investors and industrial partners for commercialization of the SLRP process and the related products [44]. Unlike the WestVaco process, the LignoBoost process and the LignoForce SystemTM, the SLRP process operates at elevated pressure and temperature, which leads to a remaining liquid lignin. The comparably low CO2 demand of 170 kg of pure CO2 per ton lignin is mainly related to the highly efficient absorption of CO2 at high pressure [45]. Figure 5 shows the flowchart of the SLRP process and the most important process parameters. The mixture of liquid lignin and lignin lean liquor is separated after the carbonization step into the lighter lignin lean liquor, which is sent back to the evaporation train, and the heavier liquid lignin, which is further processed in a manner similar to the LignoBoost process and the LignoForce SystemTM.
2.5. Factors Influencing the Precipitation and Filterability of Lignin from Black Liquor
The acidification of black liquor is not easily described, because alongside with the chemical absorption of CO2 irreversible reactions take place in a relatively complex process stream. The absorption of CO2 into NaOH is well described, but the model developed for this test system cannot be fully applied to black liquor acidification [46]. The main influencing factors on the lignin precipitation are the CO2 concentration, the process conditions and the black liquor composition. Further, hydrodynamics in the reactor influence the filterability.
2.5.1. Acid Type
Each acid type can be used for the lignin precipitation, no matter if weak or strong acids are used. However, on industrial scale only CO2 and H2SO4 are of importance. By using plant derived CO2 the carbon footprint of the mill can be decreased, and the matrix of the black liquor is not changed; the same applies if sulfuric acid is used. The described processes use both acids, the first acidification to a pH of 8–10 is realized with (plant derived) CO2 and the second acidification step uses H2SO4 to decrease the pH to 1–2.
2.5.2. CO2 Concentration
All named processes claim the use of pure as well as dilute CO2 as acidifying agent, however, at least the three newly invented processes LignoBoost, LignoForce and SLRP use pure CO2 from the bomb for the precipitation. The use of dilute CO2 for the precipitation of lignin suffers not only from longer precipitation time, but the precipitation is accompanied by foaming. The use of pure CO2, however, does not result in foam formation [47]. Foaming in pulping processes is well known and can be caused by lignin, resin, fatty acids, and sulfate soap. Chao et al. performed a broad study on foaming using black liquor properties and the black liquor composition for the description and prediction of foaming tendency in pulping processes. They found out that the dynamic surface tension of black liquor can be used to predict foaming and also helps to decide for a certain defoaming agent [48]. Process parameters influencing the foam formation are besides the concentration of the black liquor and the temperature, the gas inlet, and the pH. By decreasing the gas inlet velocity and the pH also foam formation decreases [49,50].
Apart from technical issues related to the use of dilute CO2, it needs to be taken into account from an economic point of view. Off-gas from the mill is free of charge while pure CO2 needs to be additionally purchased and stored.
2.5.3. Black Liquor Composition
The black liquor composition highly influences the process conditions during precipitation and, most importantly, the filterability. Black liquor composition summarizes the influence of the wood source, the digestion process and the applied process conditions on the hemicellulose content, the dry substance content, organic acids, and sulfidity. Öhman et al. used black liquor from six different mills, where mainly softwood is processed, and investigated the influence of a ultrafiltration step prior to lignin precipitation from the resulting lignin rich retentate. Further, they subjected the black liquor to a heat treatment before precipitation and compared the results with black liquor directly taken from the evaporation train. They concluded that the filtration properties vary from easily filterable to very difficult to filter for different black liquors treated in the same way. Lignin precipitates from ultrafiltrated black liquors, where the high molecular weight lignin is concentrated, were in general more difficult to filter, but the precipitation yield was higher [51]. By performing the precipitation at different pH values, a fractionation of the lignin can be realized; high molecular mass lignin precipitates first [52]. Such an operation is of interest especially when the product development is performed at the same time. Product development using technical lignins requires lignin in a defined quality, and in the best case with a narrow molecular weight distribution.
In general, soap free mean black liquor is used for lignin precipitation. However, soap removal is not complete and varies with the wood source and the season; with increasing soap content the filtration resistance increases. Furthermore, the dry substance content and the hemicellulose content influence the precipitation and the filterability of precipitated lignin. While a higher solids content increases the lignin yield and improves the filterability [41], a higher hemicellulose content decreases the filterability. Ball and Vardell reported this finding already in the 1960s [31]. During lignin precipitation not only lignin but also hemicellulose can precipitate. Howell et al. investigated the influence of hemicellulose concentration on the lignin filterability. The hemicellulose content in the black liquors was lowered prior to precipitation by heat treatment, ultrafiltration, and a combination of ultra- and nanofiltration. The filtration properties were compared to a reference sample. The results show that the specific lignin filtration resistance for a black liquor containing 5 g·L−1 hemicelluloses was 1010 m·kg−1 and for a black liquor containing 14 g·L−1 hemicellulose 1013 m·kg−1 [53].
2.5.4. Process Conditions during Precipitation
The summarized processes use different process conditions, where temperatures above and below the boiling point of water are used. For precipitation above the boiling point of water, high pressure is applied and the lignin remains in a liquid state. Operation at ambient pressure uses a precipitation temperature between 60 and 80 °C. The variation of the precipitation temperature is related to the wood species processed in the digester [39]. The filterability of precipitated lignin increases with increasing precipitation temperature; a precipitation temperature of 70 °C resulted in a specific filter cake resistance of 2.4–4 × 1012 m−2. By decreasing the precipitation temperature to 50 °C, the specific filter cake resistance increased to 1.3 × 1013 m−2 [54]. These findings are in line with literature published in the last eight decades. However, a temperature higher than 80 °C results in a soft, tar-like substance that is difficult to filter. This appearance and behavior are related to the glass transition temperature of lignin, which is between 80 and 120 °C [55].
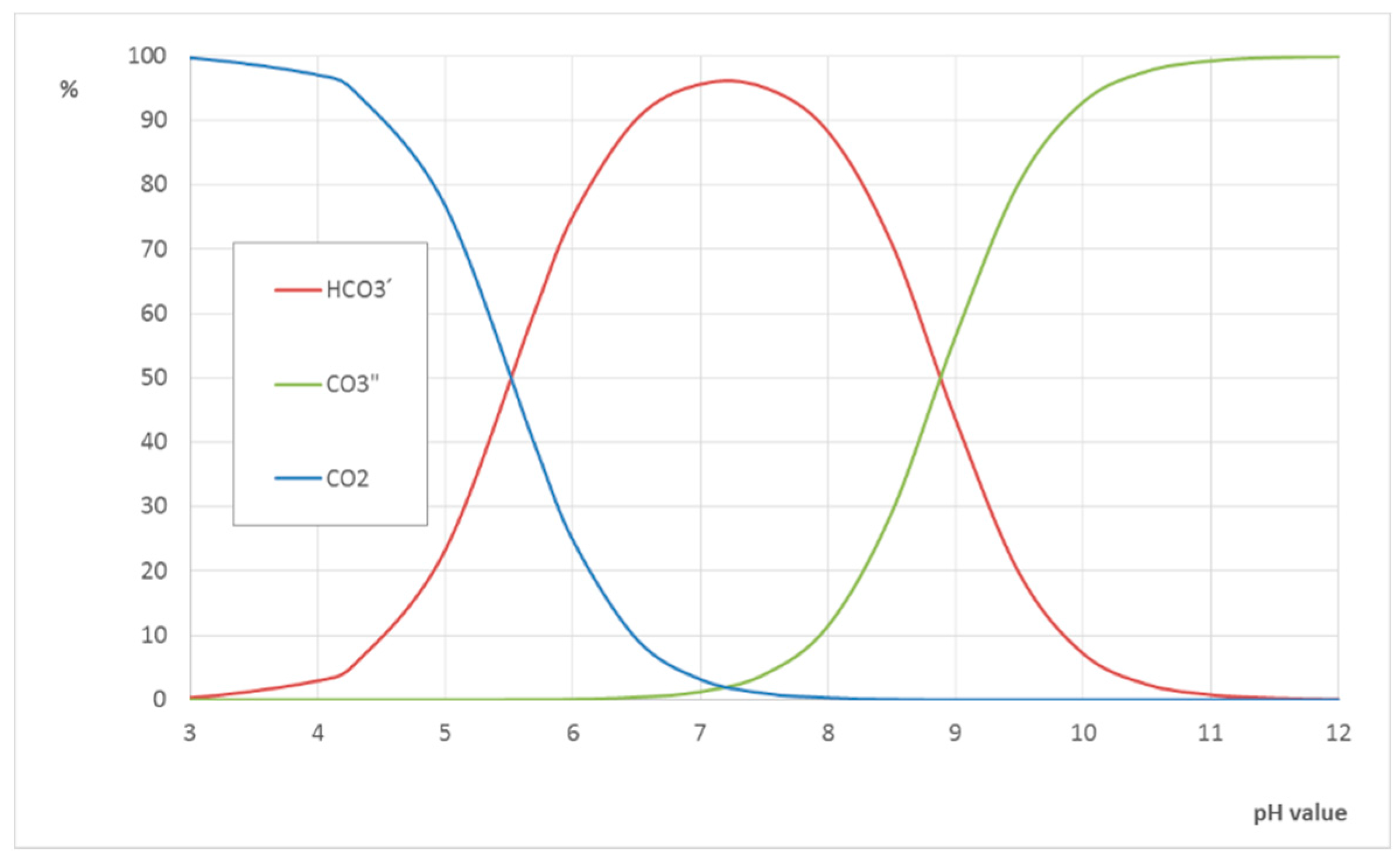
The pH after the first acidification step is the same for all state of the art processes and is related to the dissociation behavior of CO2. Figure 6 shows the dissociation of CO2 in dependence on the pH value.
The pH-dependent yield for lignin precipitation from softwood lies in the range of 30–80% at a precipitation temperature of 65 °C and a precipitation pH of 11 and 9.5, respectively. A decrease of filtration resistance with decreasing precipitation pH is reported [53].
2.5.5. Resource Structure
Lignin, dissolved during Kraft cooking is a complex, irregular phenolic bio-polymer, which varies in the molecular weight as well as functional groups. By sequential precipitation a fractionation of lignin depending on the molecular weight can be done. Here different methods were investigated. The precipitation using different organic solvents, like aceton/methanol, acetate/petroleum ether, and petroleum ether lead to a fractionation of lignin in three insoluble fractions having different molecular weight., as well as the lignin structure, meaning the mono lignols and the aliphatic, phenolic hydroxyl, and carboxylic content differed in the three fractions [56]. Fractions of lignin were tested to produce lignin based polyurethane films. Increasing the molecular weight of lignin improved the resistance to deformation of the lignin based polyurethanes [57]. A fractionation by sequential ultrafiltration was investigated in combination with the use in blends for low density polyethylene. It was shown that fractionation is possible; however, the black liquor needed to be diluted to be able to process the liquor, and depending on the fraction of lignin that was used, the tensile strength of the low density polyethylene was reduced when high molecular lignin was used, but when using low molecular weight, the tensile strength was even increased [58]. Araujo et al. investigated the heating value of Kraft lignin in dependence on the molecular weight, by fractionation with organic solvents defined classes of molecular weight were prepared. It was shown that the higher the molecular mass of lignin, the higher the heating value [59].
2.5.6. Hydrodynamics
Hydrodynamics in the reactor influence the particle growth and subsequently the filterability of the precipitated lignin. Keilen et al. investigated the influence of agitation during maturing on the particle size, and concluded that the particle size increases with decreasing Reynolds number (Re). A Re of 700 is given as the lower limit for processability, resulting in a particle size of 10–100 µm. The upper limit is given with a Re of 2100 and corresponds to a particle size of 1 µm. Reynolds numbers > 2000 led to an impracticable low filtration [29]. Similar results were obtained by Howell and Thring, They used the spent acid from a Mathieson chlorine dioxide generator for the precipitation and proposed a stirring rate as low as possible. However, a certain stirring level must be given to uniformly mix the acid and the black liquor [60]. Kannangara et al. conducted a comprehensive study investigating the influence of the turbulent shear rate during precipitation as well as during maturing on the filtration properties. The lowest filter resistance was found at 2 × 109 m·kg−1, which corresponds to process parameter having high shear at the precipitation and low shear during maturing [33]. There is no comprehensive study available that investigates the influence of different impeller types and speeds on the lignin particles size and hence appearance during lignin filtration.
2.5.7. Other Influencing Factors
The heat treatment of black liquor prior to precipitation is reported to increase the filterability of precipitated lignin. Therefore, Black liquor was cooked for 3 h at 170 °C. This procedure led to increased filterability for all treated black liquors, which can be connected to the lower viscosity of the black liquor [32] and to the degradation of hemicellulose [53]. Heat treatment not only increases the filterability, but the functional groups also change as a result of this procedure [61].
In addition to factors influencing the filterability, the precipitation yield can be increased by salting out. In order to foster lignin precipitation, sulfate ions, like Na2SO4 or CaSO4, are added to the black liquor. The addition of 50 g/L Na2SO4 to a black liquor with a dry substance content of 30% led to an increase of the precipitation yield from 60.5% to 66.8% at 80 °C [51].
2.5.8. Economics
The utilization of precipitated lignin as biofuel in the lime kiln is implemented, but it is a low value application [36]. The development of the pulp and paper industry towards an integrated biorefinery uses lignin as raw material for high value products, however, the product development for high value applications still is on an TRL level of 4 and 6 [62].
The recovery boiler is the heart of a pulping and paper mill, it is operated at the maximum thermal efficiency, but by extracting lignin from black liquor, the heat load is affected negatively. This impact leads to a reduced steam generation of up to 6% [62].
From an economic point of view the integration of a lignin isolation can boost the profitability of a pulp and paper mill, but at the same time as the lignin isolation plant is implemented the pulp production needs to be increased accompanied by a an advanced process integration. Savings, just if at the same time the pulp production is increased, the integration of lignin isolation in an existing plant without an increase in pulp production leads to much higher payback periods. Reason for that is that lignin isolation leads to a higher energy demand for the pulping [63].
2.6. Comparison of Lignin Washing in the LignoBoost Process, the LignoForce SystemTM and the SLRP Process
The exact operation procedure of the washing step in the WestVaco process was not clearly found in the patents and literature studied. Combining the different patents, the first acidification is done with CO2 from the lime kiln followed by a washing procedure, which includes a second acidification step. Because of a lack of available data for the washing procedure of the WestVaco process, only the three newly developed processes, the LignoBoost process, the LignoForce SystemTM and the SLRP process are compared with each other.
The three processes follow different washing procedures and the published ash contents differ between the processes. The comparison of the three processes is done based on a defined wash water demand, applying the attempt published by Tosun [65]. This model uses a series of non-equilibrium mixing cells to model displacement washing. To produce equivalent and hence comparable results for the three processes, the following assumptions and simplifications are made:
- The lignin formed has the same properties in terms of filterability, filter cake porosity etc. for all three processes.
- The amount of produced lignin is defined with 0.83 m3 of dry lignin, all streams and parameters are defined accordingly.
- Input black liquor has the same solids content and ash content for all three processes.
- The lignin content in the filter cake remains stable during washing.
- Pure water is used for the washing with a density of 1 kg·L−1.
- The acidification with CO2 (1st acidification step) does not influence the overall ash content of the model.
- The acidification with H2SO4 (2nd acidification step) is taken into account in the overall ash balance.
- Based on washing data published by Öhman et al. three theoretical mixing cells are assumed [34].
- The ratio of wash liquid to pore volume in the filter cake equals 1.1.
- Dilution effects by addition of CO2, H2SO4 or O2 and concentration effects for example by the evaporation or the liberation of H2S and CO2 are neglected.
- Black liquor, lignin, and lignin lean liquor densities are equal.
- Inorganics are treated as a single substance.
- Values for H2SO4 demand for the second acidification are the average values from published data.
Table 1 summarizes the basic data for the performed calculation of the resulting product quality using a water demand of 1.7 m3 for the three processes.
The calculation of the lignin product quality leads to an ash content of 1.41% for the LigoForce lignin, which is similar to the LignoBoost lignin with 1.52%. The SLRP lignin shows an ash content of 2.18%. The comparison of the processes using the above mentioned approach is however rather shaky, as the input black liquor is not characterized and published properly for all three processes.
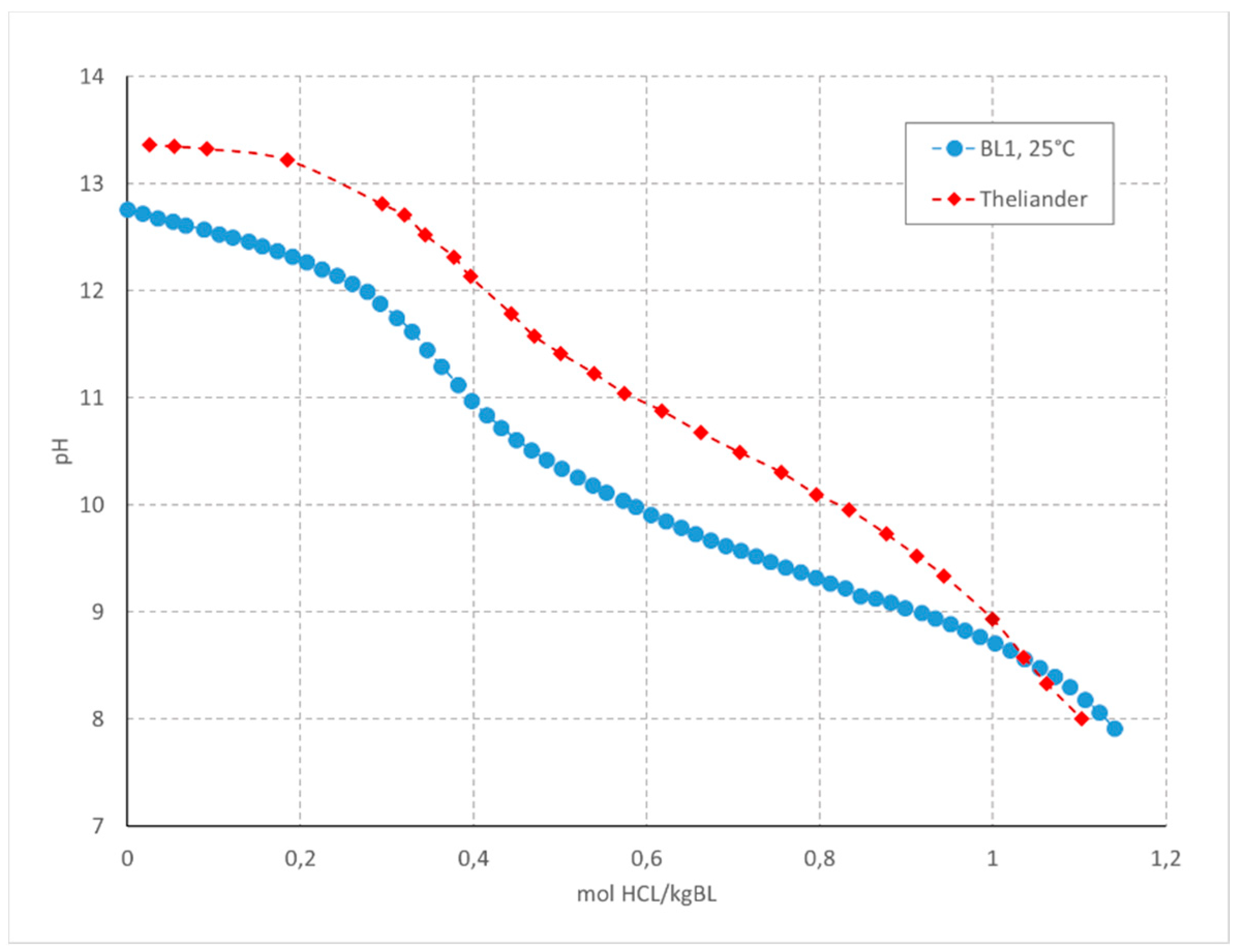
Figure 7 shows titration curves for two different black liquors, BL 1 was observed from a local pulp and paper mill, and the red data set “Theliander” is taken from literature [47]. One can see that the neutralization for the Theliander black liquor and BL 1 differs a lot, the differences can be attributed to different input material and different cooking conditions leading to lignin with different molecular weight and a different structure. The calculation of the lignin quality cannot cover these differences in the feed black liquor. This simple measurement shows how different two black liquors behave and hence make process simulations and direct comparisons difficult.
2.7. Critical Discussion of the Four Processes and Conclusions
Two reasons for lignin isolation in a pulp mill are given, either the economy of a pulp mill can be increased in case of debottlenecking of the recovery boiler, or, if debottlenecking is not the issue, high-value products, and applications are targeted. In both cases, low lignin isolation costs must be ensured. Since most pulp mills are limited by the capacity of the recovery boiler, the main reason for lignin isolation is debottlenecking [66].
In the 1950s and 60s the West Virginian Pulp and Paper company built up a comprehensive patent family around lignin isolation, purification, and modification thereof. The products based on the modification are based on water soluble Kraft-lignin, which is in competition with lignosulfonates. Patents from the West Virginian Pulp and Paper Company are very broad in extent and already cover most of the topics addressed today.
In the past 20 years, research on the topics of lignin isolation, purification and the products derived from these processes has received new impetus. In the course of this drive three new lignin isolation processes were developed bringing in some significant advantages, but suffer, except for the SLRP process, from batch operation and from the reported use of CO2 from the bomb.
All processes use CO2 for the acidification to a pH between 8 and 10, and also claim the application of plant derived, dilute CO2. However, in the literature the costs for CO2 from the bomb are discussed as a cost driving factor for lignin precipitation. By using plant derived CO2, e.g., from the lime kiln, operational cost saving for CO2 of up to 50% are reported [36].
The utilization of plant derived CO2 is technically challenging due to foaming of the black liquor [43]. When a CO2 neutral integrated biorefinery is the objective; however, it is necessary to use plant derived CO2. The CO2 demand for the LignoBoost process is given with 150–300 kg CO2/t isolated lignin; surprisingly the CO2 demand for LignoForce SystemTM is reported to be slightly higher with 300–400 kg CO2/t isolated lignin. Because of the oxidation step prior to lignin precipitation, hemicelluloses are degraded to carboxylic acids leading to a decreased pH value. The pH decrease is expected to lower the CO2 demand compared to that in the LignoBoost process, but oxidized lignin has a higher water solubility compared to non-oxidized and may lower hence the precipitation yield. For the SLRP processes, the CO2 demand is reported as 170 kg CO2/t isolated lignin. The lower demand compared to LignoBoost and LignoForce is attributed to the higher operation temperature and pressure, which leads to higher CO2 solubility in the black liquor. Even when the reported CO2 demand for the three process can be attributed to the oxidation step in case of the LignoForce process or to the operation conditions in case of the SLRP process, comparison is difficult as the treated black liquor was not the same for the three processes, but the composition thereof highly influences the CO2 demand.
Foaming during lignin precipitation is an issue in the state of the art processes. There are two ways to reduce or prevent foaming. On the one hand an equipment design similar to an Airlift reactor can help to decrease or even prevent foaming. On the other hand, de-foaming agents like alcohols or other technically used de-foaming agents proved to be effective in this respect (unpublished results). In addition to apparatus design and hence changed hydrodynamics in the reactor, the processing itself may also help to overcome the foaming issue. It is well known that the soap content and the pH influence the stability of foams through a continuously operated precipitation process, meaning that foaming can be decreased by processing at the targeted precipitation pH of 8–10. Because of the phase contact between a gaseous phase and a liquid phase and the formation of a solid phase, special attention needs to be drawn to the hydrodynamics and the gas inlet in the equipment used. In general, solid particles are able to stabilize foams, which most probably also happens at the interface during lignin precipitation with dilute CO2.
Lignin precipitation is in general possible for all black liquors; however, it turns out in practice that each black liquor requires slightly different process conditions in terms of precipitation pH, maturing time, and temperature to ensure practicable properties for a subsequent filtration. A specific optimum operation pH and temperature with respect to the highest yields needs to be investigated separately for each black liquor. Hence, the available “ready-made technologies” need adaptations if implemented in a pulping process for the treated black liquor. Öhman et al. performed a broad study on the precipitation and filtration of black liquors from different pulping sites and different wood sources as well as digestion technologies. Some black liquors were not further treated in the course of this study, because filtration of the precipitated lignin was not possible [32].
It has emerged that the most crucial point in lignin manufacturing is the filtration of precipitated lignin [32]. The unique selling point of both the LignoBoost process and LignoForce SystemTM is improved filtration properties. LignoBoost overcomes filter blocking by introducing an acidic re-slurry step after the first filtration step, followed by a second filtration step in which displacement washing using acidified washing water is applied. In contrast, the LignoForce SystemTM introduced a filtration and an oxidation step prior to precipitation, which improves the filtration properties. A reason for the increased filtration properties may be the decreased hemicellulose content. However, problems during filtration or more precisely during displacement washing of the filter cake after the first acidification, are related among others to further precipitation of lignin in the residual black liquor in the pores of the filter cake. Therefore, it is expected that the LignoForce SystemTM will address filter blocking by some means, but there is no information available yet on how this topic is treated. Published data provides the information that only one filter press is needed in which both the filtration of the precipitated lignin and the cake washing with acidified water are performed.
The SLRP process operates at an elevated temperature and pressure. As a result, higher operation costs are assumed. The unique selling point is the continuous operation of this process, which should bring the advantage of constant product quality.
The Kraft process uses Na2S as cooking chemical, which leads in the further processing to the formation of odorous totally reduced sulfur compounds such as methyl mercaptane, H2S, dimethyl sulfide or alike. It is reported that the use of anthraquinone is able to reduce the formation of reduce sulfur compounds and increased the pulp yield [67]. By reducing the pH value of the black liquor at least H2S is liberated to the environment. The LignoBoost process implemented an oxidation step prior to lignin precipitation the oxidize these compounds and hence reduce the odorous compounds. However, at the moment the lignin filter cake is washed and by washing these substances are removed, leading to a precipitated lignin without the smell of reduced sulfuric compounds [63]. Furthermore, the production of sulfuric compounds from the incineration of non-condensable gases in the paper mill is already offered [68].
The color and appearance of lignin differs with the wooden material used for pulp production. Lignin utilization in color-dependent fields is limited. Zhang et al. found out that the dark color of lignin is related to the agglomeration of lignin. Lignin that is precipitated at pH values > 6 has a higher degree of agglomeration leading to a dark color, whereas lignin precipitated a lower pH values has a lighter color. But, for some applications color does not play an essential role and hence these applications are ahead. Huge effort was made in the development of implementing lignin in the paper board production, where it is implemented already today. Lignin is able to enhance the barrier properties of paper board, but the development of carbon fibers of various dimensions and for different applications based on lignin seems to be not only of academic interest, but also for commercial utilization [69,70].
3. State of the Art Isolation Processes for Lignosulfonates
Direct precipitation followed by filtration is not possible for spent sulfite liquor, because of the solubility of lignosulfonates over the entire pH-range. Hence, other process routes need to be used for the isolation. Reviewing the mass transfer unit operations based on their functional principles, drying, extraction, reactive extraction, adsorption, or membrane unit operations can be used for the (selective) isolation of lignosulfonates. The unit operations absorption, distillation, and crystallization are not applicable for the isolation of lignosulfonates, which is also reflected in the relevant literature.
The isolation of lignosulfonates and the market for them has been well established since the early 20th century. The isolation and production of them has been carried out since then by spray drying the spent sulfite liquor. The drawback of spray drying is the low product quality, as the end-product not only consists of lignosulfonates but also contains process chemicals, hemicellulose and other wood degradation products of the cooking process, such as organic acids. In Norway, lignosulfonates have been isolated by ultrafiltration since 1981. Even with the drawbacks of a pressure-driven filtration process and an overlap of molecular weight with hemicellulose, ultrafiltration is the most economic process for lignosulfonate isolation at present [71]. Ringena et al. compare reactive lignosulfonate extraction using amines with membrane ultrafiltration in order to achieve fractionated lignosulfonate. While the reactive extraction led to three fractions, with ultrafiltration five fractions were observed. Membrane processes for the isolation and purification of lignosulfonates are commercially applied and it turns out that fractionation of the lignosulfonates enables the development of products with high quality [20].
The Howard process, which combines precipitation and washing in a four-step process, is also commercially used. The first step ensures the recovery of process chemicals by adding CaO to precipitate CaSO4. The second precipitation process aims at the Calcium-lignosulfonates, which are insoluble at pH-values > 12. The so precipitated lignosulfonates can then be washed and filtered. This procedure leads to a lignosulfonate yield of up to 95%.
Lui et al. investigated the separation of xylo-oligosaccharides and lignosulfonates using ion exchange resins. They selected the resin D354 because of its high selectivity and capacity for magnesium lignosulfonate. Around 93% of the xylo-oligosaccharides and 98% of the lignosulfonates were recovered from treated spent sulfite liquor in a fixed bed [72].
The extraction of lignosulfonates is in theory possible, however, in a technical application the emulsion formation of spent sulfite liquor cannot be neglected. This leads to the conclusion that lignosulfonate extraction in commercially available extraction equipment is not possible. There is a strong demand for new technologies and/or equipment for treating process streams from the biobased industry, especially from the consideration that with an appropriate design of the extractant phase a selective separation as well as a fractionation of the lignosulfonates is possible [73,74].
The valorization of Kraft lignin and lignosulfonates for high-value products requires high product quality. In terms of Kraft lignin after isolation and washing further modification is needed in order to tune the solubility thereof. The modification is mainly done chemically, via oxidation; sulfonation, acetylation, and simliar, and also the solubility in different solvents is investigated to broaden the area of potential applications for Kraft lignin. Applications for Kraft lignin vary from the replacement of Phenol in phenol resins, to the use as surfactant in the oil industry, as nylon precursor, for structural materials and composites to high value products like vanillin [75,76,77,78,79,80,81,82].
4. Conclusions
Lignin as the second most abundant bio-polymer can serve as an essential raw material for many different purposes in a future bio-economy. The energy balance of the chemical recovery must be considered carefully, when isolating lignin from black or spent sulfite liquor. In terms of economy, lignin isolation needs to be accompanied with an increased pulp production. At present, three lignin isolation processes from black liquor are operated on industrial scale, where the WestVaco process is by far the oldest and the two newly developed ones, the LignoBoost process and the LignoForce SystemTM were commissioned in 2015 and 2016, respectively.
Kraft lignin isolation by acidification is state of the art and is ahead of the respective applications. Kraft lignin has to compete with water soluble lignosulfonates, which are on the market since the 1920s and hence the market therefore is well established. In the last decades’ huge effort has been made to boost applications for Kraft lignin and to work on its solubility. There are already some applications for Kraft lignin, e.g., the substitution of phenol in resins, established, but still lots of research is needed to give credit to the unique structure of lignin.
Author Contributions
Conceptualization, M.K.; Methodology, S.M. and M.K., Validation, T.P. and S.M.; Formal Analysis, P.D.; Investigation, T.P. and S.M.; Resources, M.K.; Data Curation, S.M. and P.D.; Writing—Original Draft Preparation, M.K.; Writing—Review and Editing, S.M., P.D. and T.P.; Visualization, S.M. and M.K.; Project Administration, M.K.; Funding Acquisition, M.K. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Austrian Research Promotion Agency FFG under the grant numbers 861476.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors thank the Flippr2 consortium, especially Hedda Weber, Lukas Jagiello and Johannes Leitner for supporting this work. We thank the Open Access Funding by the Graz University of Technology.
Conflicts of Interest
The authors declare no conflict of interest. The sponsors had no role in the design, execution, interpretation, or writing of the study.
References
- Sandborn, L.T.; Richter, S.J.; Clemens, H.G. Process for Making Vanillin. U.S. Patent Application No. 663,180, 13 October 1936. [Google Scholar]
- Sande, W.E.; Sears, K.D. Method for Preparing Vanillin from Old Newsprint. U.S. Patent Application No. 350,835, 31 December 1996. [Google Scholar]
- Wang, Y.; Sun, S.; Li, F.; Cao, X.; Sun, R. Production of vanillin from lignin: The relationship between β-O-4 linkages and vanillin yield. Ind. Crop. Prod. 2018, 116, 116–121. [Google Scholar] [CrossRef]
- Mainka, H.; Täger, O.; Körner, E.; Hilfert, L.; Busse, S.; Edelmann, F.T.; Herrmann, A.S. Lignin—An alternative precursor for sustainable and cost-effective automotive carbon fiber. J. Mater. Res. Technol. 2015, 4, 283–296. [Google Scholar] [CrossRef] [Green Version]
- Baker, D.A.; Gallego, N.C.; Baker, F.S. On the characterization and spinning of an organic-purified lignin toward the manufacture of low-cost carbon fiber. J. Appl. Polym. Sci. 2012, 124, 227–234. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-based carbon fibers for composite fiber applications. Carbon 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Otani, S.; Fukuoka, Y.; Igarashi, I.; Sasaki, K. Method for Prqducing Carbonezed Lignin Fiber. U.S. Patent Application No. 492,878, 12 August 1969. [Google Scholar]
- Baker, D.A.; Rials, T.G. Recent advances in low-cost carbon fiber manufacture from lignin. J. Appl. Polym. Sci. 2013, 130, 713–728. [Google Scholar] [CrossRef]
- Williams, C.H.; Rubin, D.H.; Hao, J.; Bar, B.; Frist, A. Composition Comprising Lignosulfonates for Crop Protection and Crop Improvement. U.S. Patent Application No. US 2006/0247130 A1, 02 November 2006. [Google Scholar]
- Meier, J.N.; Fyles, J.W.; MacKenzie, A.F.; O’Halloran, I.P. Effects of lignosulfonate-fertilizer applications on soil respiration and nitrogen dynamics. Can. J. Soil Sci. 1993, 73, 233–242. [Google Scholar] [CrossRef]
- Detroit, W.J. Lignosulfonate Treatment Fertilizer Particles. U.S. Patent Application No. 24,044, 11 July 1989. [Google Scholar]
- Alonso, M.V.; Oliet, M.; Rodriguez, F.; Astarloa, G.; Echeverría, J.M. Use of a methylolated softwood ammonium lignosulfonate as partial substitute of phenol in resol resins manufacture. J. Appl. Polym. Sci. 2004, 94, 643–650. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels – A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium Lignosulfonate Adhesives for Particleboards with pMDI and Furfuryl Alcohol as Crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Antov, P.; Savov, V.; Krišťák, Ľ.; Réh, R.; Mantanis, G.I. Eco-Friendly, High-Density Fiberboards Bonded with Urea-Formaldehyde and Ammonium Lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef]
- Laurijssen, J.; Faaij, A.; Worrell, E. Benchmarking energy use in the paper industry: A benchmarking study on process unit level. Energy Effic. 2013, 6, 49–63. [Google Scholar] [CrossRef] [Green Version]
- Levi, P.; Vass, T.; Mandová, H.; Gouy, A.; Schröder, A. International Engery Agency (IEA). Available online: https://www.iea.org/reports/pulp-and-paper (accessed on 19 April 2021).
- Vakkilainen, E.; Välimäki, E. Effect of Lignin Separation to Black Liquor and Recovery Boiler Operation. In Proceedings of the TAPPI Press-TAPPI Engineering, Pulping and Environmental Conference 2009-Innovations in Energy, Fiber and Compliance, Memphis, TN, USA, 11–14 October 2009; pp. 1515–1556. [Google Scholar] [CrossRef]
- Hubbe, M.; Alén, R.; Paleologou, M.; Kannangara, M.; Kihlman, J. Lignin recovery from spent alkaline pulping liquors using acidification, membrane separation, and related processing steps: A review. Bioresource 2019, 14, 2300–2351. [Google Scholar] [CrossRef]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. ChemSusChem 2017, 10, 1861–1877. [Google Scholar] [CrossRef]
- Confederation of European Paper Industries. Key Statistics 2017-European Pulp & Paper Industry; Confederation of European Paper Industries: Northhamptonshire, UK, 2017. [Google Scholar]
- Kihlman, J. The Sequential Liquid-Lignin Recovery and Purification process: Analysis of integration aspects for a kraft pulp mill. Nord. Pulp Pap. Res. J. 2016, 31, 573–582. [Google Scholar] [CrossRef]
- Loutfi, H.; Blackwell, B.; Uloth, V. Lignin Recovery from Kraft Black Liquor: Preliminary Process Design. Tappi J. 1991, 74, 1–8. [Google Scholar]
- Zhu, W. Precipitation of Kraft Lignin Yield and Equilibrium; Chalmers University: Gothenburg, Sweden, 2015. [Google Scholar]
- Wallmo, H. Lignin Extraction from Black Liquor-Precipitation, Filtration and Washing; University of Götteborg: Gothenburg, Sweden, 2008. [Google Scholar]
- Brauns, F.E.; Brauns, D.A. The Chemistry of Lignin, Supplement Volume Covering the Literature for the Years 1949–1958; Academic Press: London, UK, 1960. [Google Scholar]
- Pollak, A.; Keilen, J.J.; Drum, L.F. Method of Producing Lignin from Black Liquor. U.S. Patent Application No. 8486224B2, 16 July 2013. [Google Scholar]
- Beis, S.H.; Mukkamala, S.; Hill, N.; Joseph, J.; Baker, C.; Jensen, B.; Stemmler, E.A.; Wheeler, M.C.; Frederick, B.G.; van Heiningen, A.; et al. Fast Pyrolysis Lignins. BioResources 2010, 5, 1408–1424. [Google Scholar] [CrossRef]
- Keilen, J.J.; Ball, F.J.; Gressang, R.W. Method of Coagulating Colloidal Lignates in Aqueous Dispersions. U.S. Patent Application No. US2623040, 23 December 1952. [Google Scholar]
- Ball, F.J.; Vardell, C.; Vardell, W.G. Decantation of Lignin. U.S. Patent Application No. 2997466, 22 August 1961. [Google Scholar]
- Ball, F.J.; Vardell, W.G. Continuous Acidulation and Coagulation of Lignin in Black Liquor. U.S. Patent Application No. 3048576, 7 August 1962. [Google Scholar]
- Öhman, F.; Wallmo, H.; Theliander, H. Precipitation and filtration of lignin from black liquor of different origin. Nord. Pulp Pap. Res. J. 2007, 22, 188–193. [Google Scholar] [CrossRef]
- Kannangara, M.; Marinova, M.; Fradette, L.; Paris, J. Effect of mixing hydrodynamics on the particle and filtration properties of precipitated lignin. Chem. Eng. Res. Des. 2016, 105, 94–106. [Google Scholar] [CrossRef]
- Öhman, F.; Wallmo, H.; Theliander, H. A novel method for washing lignin precipitated from kraft black liquor–Laboratory trials. Nord. Pulp Pap. Res. J. 2007, 22, 9–16. [Google Scholar] [CrossRef]
- Ziesig, R.; Sedin, M.; Tomani, P.; Theliander, H. Production of a pure lignin product, Part 3: Distribution and removal of inorganics from softwood lignin. Nord. Pulp Pap. Res. J. 2015, 30, 199–206. [Google Scholar] [CrossRef]
- Tomani, P. The Ligno Boost Process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Tomani, P. Lignin Extraction from Black Liquor. In 43rd Pulp and Paper International Congress and Exhibition; Associacao Brasileira Tecnica de Celulose e Papel (ABTCP): Sao Paolo, Brazil, 2010. [Google Scholar]
- Tomani, P.; Axegård, P.; Berglin, N.; Lovell, A.; Nordgren, D.; Ab, I. Integration of Lignin Removal into a Kraft Pulp Mill and Use of Lignin as a Biofuel. Cellul. Chem. Technol. 2011, 2, 533–540. [Google Scholar]
- Zhu, W.; Hans, T. Precipitation of Lignin from Softwood Black Liquor: An Investigation of the Equilibrium and Molecular Properties of Lignin. BioResources 2015, 10, 1696–1714. [Google Scholar] [CrossRef] [Green Version]
- Kouisni, L.; Holt-Hindle, P.; Maki, K.; Paleologou, M. The LignoForce System TM: A New Process for the Production of High-Quality Lignin from Black Liquor. J. Sci. Technol. For. Prod. Process. 2012, 2, 6–10. [Google Scholar]
- Kouisni, L.; Gagné, A.; Maki, K.; Holt-Hindle, P.; Paleologou, M. LignoForce System for the Recovery of Lignin from Black Liquor: Feedstock Options, Odor Profile, and Product Characterization. ACS Sustain. Chem. Eng. 2016, 4, 5152–5159. [Google Scholar] [CrossRef]
- Kouisni, L.; Paleologou, M. Method for Separating Lignin from Black Liquor. U.S. Patent Application No. US2011/0297340A1, 16 July 2013. [Google Scholar]
- Wells, K.; Pors, D.; Foan, J.; Chan, C.; Maki, K.; Kouisni, L.; Paleologou, M. CO2 Impacts of Commercial Scale Lignin Extraction at Hinton Pulp Using the LignoForce Process & Lignin Substitution into Petroleum-Based Products. In Proceedings of the PACWEST Conference, Whistler, BC, Canada, 1 June 2015. [Google Scholar]
- Lake, M.A.; Blackburn, J.C.; Devon, S. LiquidLignin. Available online: http://www.liquidlignin.com/ (accessed on 28 June 2018).
- Lake, M.A.; Blackburn, J.C. P TM–An Innovative Lignin-Recovery Technology. Cellul. Chem. Technol. 2014, 48, 799–804. [Google Scholar]
- Wallmo, H.; Theliander, H.; Richards, T. Lignin Precipitation from Kraft Black Liquors: Kinetics and Carbon Dioxide Absorp-tion. Paperi ja Puu-Paper Timber. 2007, 89, 436–442. [Google Scholar]
- Wallmo, H.; Richards, T.; Theliander, H.; Richards, W. An Investigation of Process Parameters during Lignin Precipitation from Kraft Black Liquors: A Step towards an Optimised Precipitation Operation. Nord. Pulp Pap. Res. J. 2009, 24, 158–164. [Google Scholar] [CrossRef]
- Chao, S.-H.; Vermeire, L.; Laxen, T. Understanding the Foaming and Dynamic Behaviour of Black Liquor Components. In Proceedings of the 12th African Pulp&Paper Week (APPW), Durban, South Africa, 26 June 2007; pp. 1–9. [Google Scholar]
- Bikerman, J.J. Foams, 1st ed.; Springer: New York, NY, USA, 1973. [Google Scholar]
- Allen, S.L.; Allen, L.H.; Flaherty, T.H. Defoaming in the Pulp and Paper Industry. In Defoaming-Theory and Industrial Applications; Garrett, P.R., Ed.; Taylor & Francis Group, LLC: Everett, MA, USA, 1992; pp. 151–176. [Google Scholar]
- Öhman, F.; Theliander, H.; Norgren, M.; Tomani, P.; Axegard, P. Method for Separating Lignin from a Lignin Containing Liquid/ Slurry. International Patent Application No. 2580834C, 26 August 2014. [Google Scholar]
- Stoklosa, R.J.; Velez, J.; Kelkar, S.; Saffron, C.M.; Thies, M.C.; Hodge, D.B. Correlating lignin structural features to phase partitioning behavior in a novel aqueous fractionation of softwood Kraft black liquor. Green Chem. 2013, 15, 2904–2912. [Google Scholar] [CrossRef]
- Wallmo, H.; Theliander, H.; Univerity, C.; Jönsson, A.; Wallberg, O. The Influence of Hemicelluloses during the Precipitation of Lignin in Kraft Black Liquor. Chem. Pulping 2009, 24, 165–171. [Google Scholar]
- Maitz, S. Process and Product Analysis of CO2 Precipitated Kraft Lignin. Master’s Thesis, Graz University of Technology, Graz, Austria, 2017. [Google Scholar]
- Ortiz-Serna, P.; Carsí, M.; Culebras, M.; Collins, M.; Sanchis, M. Exploring the role of lignin structure in molecular dynamics of lignin/bio-derived thermoplastic elastomer polyurethane blends. Int. J. Biol. Macromol. 2020, 158, 1369–1379. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.; Savithri, D.; Du, X.; Pawar, S.; Jameel, H.; Chang, H.-M.; Zhou, X. Fractionation and Characterization of Kraft Lignin by Sequential Precipitation with Various Organic Solvents. ACS Sustain. Chem. Eng. 2016, 5, 835–842. [Google Scholar] [CrossRef]
- Wang, Y.-Y.; Wyman, C.E.; Cai, C.M.; Ragauskas, A.J. Lignin-Based Polyurethanes from Unmodified Kraft Lignin Fractionated by Sequential Precipitation. ACS Appl. Polym. Mater. 2019, 1, 1672–1679. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.; He, J.; Narron, R.; Wang, Y.; Yong, Q. Characterization of Kraft Lignin Fractions Obtained by Sequential Ultrafiltration and Their Potential Application as a Biobased Component in Blends with Polyethylene. ACS Sustain. Chem. Eng. 2017, 5, 11770–11779. [Google Scholar] [CrossRef]
- Araújo, L.C.P.; Yamaji, F.M.; Lima, V.H.; Botaro, V.R. Kraft lignin fractionation by organic solvents: Correlation between molar mass and higher heating value. Bioresour. Technol. 2020, 314, 123757. [Google Scholar] [CrossRef] [PubMed]
- Howell, J.F.; Thring, R.W. Hardwood Lignin Recovery Using Generator Waste Acid. Statistical Analysis and Simulation. Ind. Eng. Chem. Res. 2000, 39, 2534–2540. [Google Scholar] [CrossRef]
- Ball, F.J.; Pueschel, C. Treatment of Kraft Black Liquor and Product. U.S. Patent Application No. 2976273, 24 March 1961. [Google Scholar]
- Olsson, M.R.; Axelsson, E.; Berntsson, T. Exporting lignin or power from heat-integrated kraft pulp mills: A techno-economic comparison using model mills. Nord. Pulp Pap. Res. J. 2006, 21, 476–484. [Google Scholar] [CrossRef]
- Benali, M.; Périn-Levasseur, Z.; Savulescu, L.; Kouisni, L.; Jemaa, N.; Kudra, T.; Paleologou, M. Implementation of lignin-based biorefinery into a Canadian softwood kraft pulp mill: Optimal resources integration and economic viability assessment. Biomass- Bioenergy 2014, 67, 473–482. [Google Scholar] [CrossRef]
- Benali, M.; Ajao, O.; Jeaidi, J.; Gilani, B.; Mansoornejad, B. Integrated Lignin-Kraft Pulp Biorefinery for the Production of Lignin and Its Derivatives: Economic Assessment and LCA-Based Environmental Footprint. In Production of Biofuels and Chemicals from Lignin; Springer Science and Business Media LLC: New York, NY, USA, 2016; pp. 379–418. [Google Scholar]
- Tosun, I. Washing theory for nonequilibrium stages. AIChE J. 1996, 42, 1627–1632. [Google Scholar] [CrossRef]
- Kannangara, M.; Marinova, M.; Fradette, L.; Paris, J. Lignin Recovery by Acid Precipitation in a Kraft Mill: An Energy Per-spective. J. Sci. Technol. For. Prod. Process. 2012, 2, 28–32. [Google Scholar]
- Chagas, B.D.O.; Wolski, T.R.; Vieira, O. Influence of the Chemical Properties of Wood on the Odor Produced by the Kraft Pulping Process. Int. J. Adv. Eng. Res. Sci. 2019, 6, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Chenna, N.; Smolander, E.; Humalajoki, A.; Juutilainen, T.; Välimäki, E.; Pietarinen, V.M. Production of Sulfuric Acid from the Incineration of Pulp Mill Non-Condensable Gases-A Biorefinery Concept. Available online: https://www.valmet.com/globalassets/media/downloads/white-papers/power-and-recovery/sulfuric_acid_from_pulp_mill_ncg_whitepaper.pdf (accessed on 26 April 2021).
- Hult, E.-L.; Ropponen, J.; Poppius-Levlin, K.; Ohra-Aho, T.; Tamminen, T. Enhancing the barrier properties of paper board by a novel lignin coating. Ind. Crop. Prod. 2013, 50, 694–700. [Google Scholar] [CrossRef]
- Norgren, M.; Edlund, H.; Javed, A.; Ullsten, H.; Rättö, P.; Järnström, L. Lignin: Recent Advances and Emerging Applications. Curr. Opin. Colloid Interface Sci. 2014, 33, 548–556. [Google Scholar] [CrossRef]
- Ringena, O.; Saake, B.; Lehnen, R. Isolation and fractionation of lignosulfonates by amine extraction and ultrafiltration: A comparative study. Holzforschung 2005, 59, 405–412. [Google Scholar] [CrossRef]
- Liu, L.; Ren, J.; Zhang, Y.; Liu, X.; Ouyang, J. Simultaneously separation of xylo-oligosaccharide and lignosulfonate from wheat straw magnesium bisulfite pretreatment spent liquor using ion exchange resin. Bioresour. Technol. 2018, 249, 189–195. [Google Scholar] [CrossRef] [PubMed]
- Kienberger, M.; Demmelmayer, P.; Weißl, M.; Zankl, A.; Spirk, S. Biobased Support Layers for the Fractionation and Selective Extraction of Lignosulfonates. Solvent Extr. Ion Exch. 2019, 38, 132–141. [Google Scholar] [CrossRef]
- Demmelmayer, P.; Hilgert, J.E.; Wijaya, R.; Kienberger, M. Screening of reactive extractants for the lignosulfonate extraction from lignosulfonate model solution and spent sulfite liquor. Ind. Eng. Chem. Res. 2020, 59, 16420–16426. [Google Scholar] [CrossRef]
- Delgado, N.; Ysambertt, F.; Chávez, G.; Bravo, B.; García, D.E.; Santos, J. Valorization of Kraft Lignin of Different Molecular Weights as Surfactant Agent for the Oil Industry. Waste Biomass Valorization 2018, 10, 3383–3395. [Google Scholar] [CrossRef]
- de Oliveira, D.R.; Avelino, F.; Mazzetto, S.E.; Lomonaco, D. Microwave-assisted selective acetylation of Kraft lignin: Acetic acid as a sustainable reactant for lignin valorization. Int. J. Biol. Macromol. 2020, 164, 1536–1544. [Google Scholar] [CrossRef] [PubMed]
- Maitz, S.; Schlemmer, W.; Hobisch, M.A.; Hobisch, J.; Kienberger, M. Preparation and Characterization of a Water-Soluble Kraft Lignin. Adv. Sustain. Syst. 2020, 4. [Google Scholar] [CrossRef]
- Sosa, F.H.B.; Abranches, D.O.; Da Costa Lopes, A.M.; Coutinho, J.A.P.; Da Costa, M.C. Kraft Lignin Solubility and Its Chemical Modification in Deep Eutectic Solvents. ACS Sustain. Chem. Eng. 2020, 8, 18577–18589. [Google Scholar] [CrossRef]
- Karunarathna, M.S.; Smith, R.C. Valorization of Lignin as a Sustainable Component of Structural Materials and Composites: Advances from 2011 to 2019. Sustainability 2020, 12, 734. [Google Scholar] [CrossRef] [Green Version]
- Gomes, E.D.; Rodrigues, A.E. Recovery of vanillin from kraft lignin depolymerization with water as desorption eluent. Sep. Purif. Technol. 2020, 239, 116551. [Google Scholar] [CrossRef]
- Xie, S.; Li, Q.; Karki, P.; Zhou, F.; Yuan, J.S. Lignin as Renewable and Superior Asphalt Binder Modifier. ACS Sustain. Chem. Eng. 2017, 5, 2817–2823. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, H.; Perras, F.A.; Naik, P.; Pruski, M.; Sadow, A.D.; Slowing, I.I. Two-step conversion of Kraft lignin to nylon precursors under mild conditions. Green Chem. 2020, 22, 4676–4682. [Google Scholar] [CrossRef]
Figure 1.
Overview of the lignin isolation processes on industrial and pilot scale.

Figure 2.
Schematic drawing of the WestVaco process.

Figure 3.
Schematic drawing of the LignoBoost process.

Figure 4.
Schematic drawing of the LignoForce process.

Figure 5.
Schematic drawing of the SLRP process.

Figure 6.
Dissociation equilibrium of CO2 in pure water in dependence on the pH, T = 65 °C, p = 1.013 bar.
Figure 6.
Dissociation equilibrium of CO2 in pure water in dependence on the pH, T = 65 °C, p = 1.013 bar.

Figure 7.
Titration curve of two different black liquors at 25 °C. BL 1 was received from a local pulp and paper mill, and the red data set “Theliander” was obtained from literature [47].
Figure 7.
Titration curve of two different black liquors at 25 °C. BL 1 was received from a local pulp and paper mill, and the red data set “Theliander” was obtained from literature [47].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Basic data for calculation of the washing efficiency for the LignoForce, LignoBoost, and SLRP process.
Table 1.
Basic data for calculation of the washing efficiency for the LignoForce, LignoBoost, and SLRP process.
| Basic Data | Unit |
|---|---|
| Total lignin volume | 0.83 m3 |
| Lignin cake porosity during washing | 65% |
| % dry substance feed black liquor | 40% |
| % ash in dry substance of feed black liquor | 40% |
| Final lignin cake porosity after washing | 35% |
| Total volume of clean wash water | 1.7 m3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kienberger, M.; Maitz, S.; Pichler, T.; Demmelmayer, P. Systematic Review on Isolation Processes for Technical Lignin. Processes 2021, 9, 804. https://doi.org/10.3390/pr9050804
AMA Style
Kienberger M, Maitz S, Pichler T, Demmelmayer P. Systematic Review on Isolation Processes for Technical Lignin. Processes. 2021; 9(5):804. https://doi.org/10.3390/pr9050804
Chicago/Turabian StyleKienberger, Marlene, Silvia Maitz, Thomas Pichler, and Paul Demmelmayer. 2021. "Systematic Review on Isolation Processes for Technical Lignin" Processes 9, no. 5: 804. https://doi.org/10.3390/pr9050804
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.