1. Introduction
New materials research over the last 40 years has led to an increase in the number of wood plastic composites (WPCs). Currently, they can be used in many applications such as decking (indoor or garden furniture), packaging, or consumer goods [
1,
2]. The automotive industry is one of the areas where these composites have a great incursion due to their excellent weight-strength ratio. The use of natural fibers in polymeric matrices could reduce about 20% of the overall weight and 30% of the cost. Weight reduction in cars leads to fuel saving and as a result a reduction in greenhouse gases [
3]. Natural fibers, such as hemp, flax, and jute, among others, are used as a reinforcement in thermoplastics due to their good mechanical properties and their ease of acquisition. This factor facilitates the replacement of synthetic fibers such as aramid, carbon, and glass currently used because the production of synthetic fibers is more expensive, and they have a negative effect on the environment [
4,
5]. Moreover, the use of bio-based materials with the aim to reduce the dependency on petroleum-based materials is an actual trend [
6]. This trend is related to the principles proposed by the circular economy, which seeks to reuse or recycle wastes [
7]. In this context, wool fibers obtained from industrial wastes are gaining considerable interest as plastics-reinforcing fillers [
8,
9]. Hemp fibers come from the
Cannabis Sativa plant family, an annual plant that grows in temperate regions like China. The main properties of hemp are good mechanical strength and Young modulus; cellulose content is between 55% and 72%, and lignin content is around 2–5% [
10,
11]. Hemp fibers are mainly used for textile applications. However, a bundle of short hemp fibers (SHFs) is usually excluded from textile use as a by-product mainly because of their poor resistance [
12]. Therefore, WPCs based on SHF have gained considerable interest in several industrial sectors, such as automotive, building, and furnishing industries.
Annually, between 25 and 30 million tons of plastic waste are generated in Europe (in 2018, 29.1 million tons were generated [
13]), and only about 30% can finally be recycled [
13,
14]. Polyolefins (polyethylene and polypropylene) are the most demanded plastic resins by industrial converters. Particularly, PP is highly demanded for several industrial sectors. Thus, one of the main components from the generated waste is polypropylene (PP) since it is employed in many applications because of its interesting properties such as low density, good processability, and a competitive price. Some of the applications can be injection molded parts for the automobile industry or household appliances, as well as single-use plastic products [
15,
16]. According to Gu et al. [
17], recycling plastics could save 20–50% of the cost compared to using virgin materials. Other benefits of recycling thermoplastics are the reduction of pollution produced when they are incinerated and the reduction of the volume of waste in the landfill [
15], as well as the reduction of petrochemical sources consumption for the production of virgin PP.
Nowadays, synthetic fibers account for about two-thirds of the fiber production every year, which consumes about 14.5% of the global plastic production. For this reason, part of this plastic waste comes from the textile industry where the production of synthetic fiber increased by 15% between 2017 and 2018 [
18]. Following the recommendations proposed by the European Parliament in the Waste Framework Directive, if the textile cannot be used, it should be recycled as proposed in the 2008/98/EC directive [
19]. There are some applications where recycled polypropylene can be employed. For instance, Yin et al. [
20] proposed the introduction of recycled fibers as a reinforcement of concrete; they compared the difference between virgin fibers, an actual alternative to steel meshes in concrete. Similar results were obtained for both kinds of fibers, therefore they can replace the steel meshes.
As there is a huge amount of recycled thermoplastics, they can be a promising raw source for WPCs, especially because of the low cost of these kinds of materials [
21]. However, wood fibers traditionally reported hydrophilic nature promoted by the hydroxyl groups in cellulose, hemicellulose, and lignin, which represents one of the main drawbacks of natural fibers as reinforcing fillers of thermoplastic polymers [
22]. This behavior results in a lack of compatibility between the polymeric matrix and the fibers. Poor adhesion between the fibers and the polymeric matrix could promote water absorption and also a decrease in the mechanical properties [
23,
24], consequently leading to the deterioration of the properties during the aging of the WPC product. Thus, the high hydrophilic nature of wood fibers limits the WPC outdoor applications, such as windows, frames, furniture, decking, and construction materials [
25]. Another important disadvantage of natural fibers for WPC production is their thermal sensitiveness since the fibers can be degraded either during composite thermal processing and/or during composite material service [
26]. To this effect, there are several methods to improve the polymer/ natural fiber interaction, among which are the incorporation of nanoparticles or a silane treatment to the fibers, another possibility is to introduce compatibilizers or coupling agents based on maleic anhydride (MA) that promote the hydrogen and covalent bonds with hydroxyl groups of the cellulose [
27,
28]. Although PP has been widely reinforced with natural fibers compatibilized with PP-g-MA, recycled PP (rPP) WPCs have been less studied. In this context, Islam et al. reinforced rPP with kenaf fibers using PP-g-MA as compatibilizer and observed a significant reduction of the water absorption of rPP/kenaf fiber due to the PP-g-MA addition [
29]. Srebrenkoska et al. prepared PP reinforced with kenaf fiber composites compatibilized with PP-g-MA and further simulated the recycling process by reprocessing the composites; they observed that recycled composites showed some improvement on the interfacial adhesion [
30]. Kord et al. reinforced virgin PP with 50 wt% of hemp fibers (100 mm in length) compatibilized with PP-g-MA and compared it with rPP-based composites obtaining the rPP from the waste spindle during the processing of virgin PP. The rPP-based composites showed a higher swelling effect than virgin PP-based composites due to the high hydrophilicity of hemp fiber and required a fourth component such as a clay (montmorillonite) to reduce the hydrophilicity of the composites [
31]. On the other hand, some authors reported that the introduction of maleinized linseed oil (MLO) enhanced the compatibility of different WPCs by the formation of bonds between the carboxylic ester of MLO and the hydroxyls groups of cellulose [
32,
33]. Nevertheless, MLO compatibilized SHFs as the reinforcing phase for PP and/or rPP has not been studied yet.
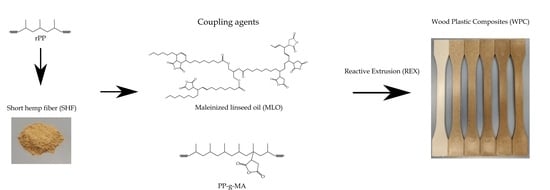
With the main objective of mitigating the environmental problems associated with polypropylene textile wastes, in this work, the reuse of polypropylene fiber industrial wastes in the manufacture of wood plastic composites was evaluated. The rPP was obtained from non-woven polypropylene fabrics, and composites were prepared by an injection molding process to simulate the most typical WPC industrial processing conditions. The influence of short hemp fibers (SHFs), another textile waste, as reinforcement fiber for rPP, was studied by loading rPP with 30 wt% of SHFs (with length less than 3 mm). Since the main drawback of natural fibers is the high hydrophilicity which leads to low compatibility with PP matrix, two types of compatibilizing agents were used, polypropylene grafting maleic copolymer (PP-g-MA) and maleinized linseed oil (MLO), to improve the interaction between the reinforcement fibers and the polymeric matrix. The wood plastic composites were evaluated in terms of mechanical, thermal, and thermo-mechanical properties. The interaction between the matrix and the reinforcing fiber was analyzed by FTIR and FESEM. Finally, since these composites are intended for industrial applications where the hydrophobicity represents a handicap (i.e., automotive, construction materials, outdoor applications, etc.), the effect of the addition of compatibilized short hemp fibers in different percentages (10, 20, and 30 wt%) on the water absorption properties of the rPP-based composites was studied. Finally, the composites’ appearance was evaluated, and the color properties were assayed to get insights regarding the industrial applicability of the PP textile wastes recyclability as WPC materials.
2. Materials and Methods
2.1. Materials
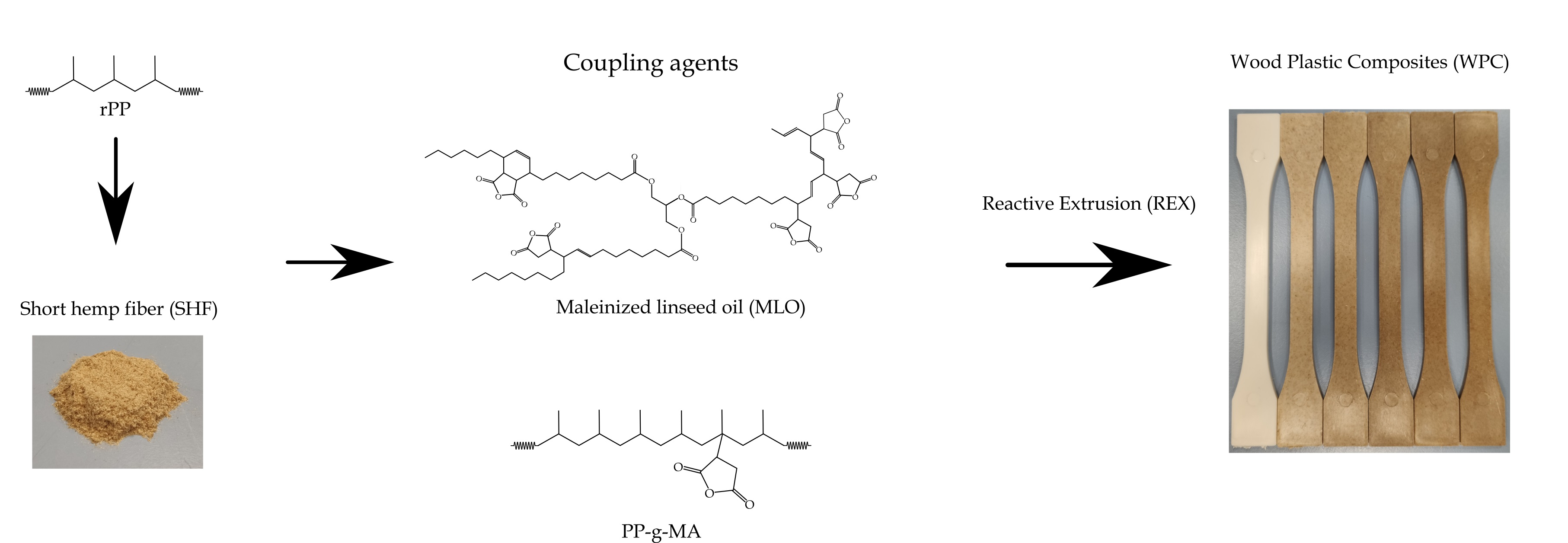
A recycled polypropylene (rPP) was used as a matrix of the manufacture of the compounds, this material was obtained from the unused pieces of the ends of the non-woven polypropylene fabrics supplied by AITEX (Alcoy, Spain). A short hemp fiber (SHF) type F 517 supplied by Schwarzwälder Textil-Werke Heinrich Kautzmann GmbH (Schenkenzell, Germany) was used as a fiber filler; it has an approximate fiber coarseness of 50–80 µm as can be seen in
Figure 1, and it has a specific gravity of 1.48–1.50 g cm
−3. It also presents an approximate tensile strength of ≈1100 N mm
−2.
Two types of compatibilizers were used to improve the interaction between the matrix and the reinforcing fibers, a commercial maleic anhydride grafted, metallocene-catalyzed polypropylene wax grade Licocene PP MA 6452 granules from Clariant Plastics & Coatings (Frankfurt, Germany) (PP-g-MA), and a maleinized linseed oil (MLO) from VEOMER LIN by Vandeputte (Mouscron, Belgium) with a viscosity of 10 dPa s (20 °C).
2.2. Manufacturing of the Recycled Polypropylene Sample and the rPP/Hemp Fiber Composites
To avoid later defects in the samples caused by moisture, the materials were subjected to a drying stage at 60 °C overnight before processing. All formulations were mixed in the first stage by manual methods in a ziplock bag to obtain uniform mixtures.
Table 1 shows the coding and formulations of the compounds manufactured. The formulations are designed so that the amount of compatibilizer remains constant with increasing load. For instance, for every 10% load, 2.5 phr is added; they were extruded in a twin-screw co-rotating extruder from Dupra S.L. (Alicante, Spain). The temperature profile was selected considering the melting peak temperature of a conventional polypropylene (PP), starting at the feed hopper with 155 °C and ending at the nozzle with 175 °C, and the rotating speed was set at 20 rpm. Once the strands were obtained, they were cooled down to room temperature in air, and then pelletized in an air knife unit. To obtain standard specimens, the pellets from all formulations were then injection-molded in an injection molding machine model Meteor 207/75 from Mateur & Solé (Barcelona, Spain). The temperature profile was 155 °C in the feed hopper and increased by 5 degrees at each stage, up to the injection nozzle with 170 °C; the injection and cooling times were set at 1 and 10 s, respectively.
2.3. Mechanical Properties
Tensile test of recycled polypropylene sample and the rPP/ hemp fiber composites was carried out on a universal testing machine ELIB 30 from Ibertest (Madrid, Spain); test parameters and dog-bone shape specimen were according to ISO 527 standard. The machine was equipped with a 5 kN load cell with a crosshead rate of 10 mm min−1. Through this test, the tensile modulus, Et, tensile strength, σb, and elongation at break, εb, were obtained. The impact strength of the samples was determined on a Charpy pendulum from Metrotec S.A. (San Sebastian, Spain); this was done on unnotched samples using a 1 J pendulum according to ISO 179 standard. Five specimens of each formulation were tested to obtain reliable data. In addition, the Shore D hardness was measured using a durometer model 637-D from J. Bot S.A. (Barcelona, Spain), following the guidelines of ISO 868 standard, with a stabilization time of 15 s. Measured at five different points and averaged, this process was repeated for all formulations.
2.4. Morphological Characterization
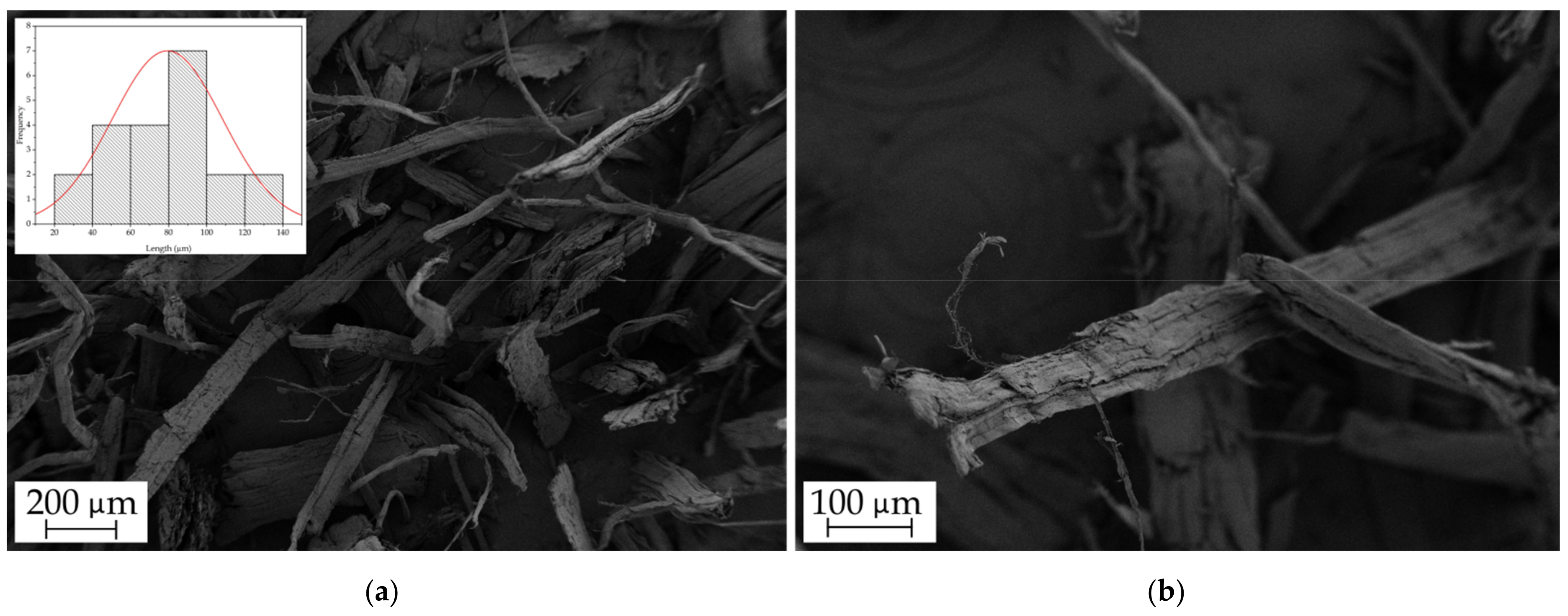
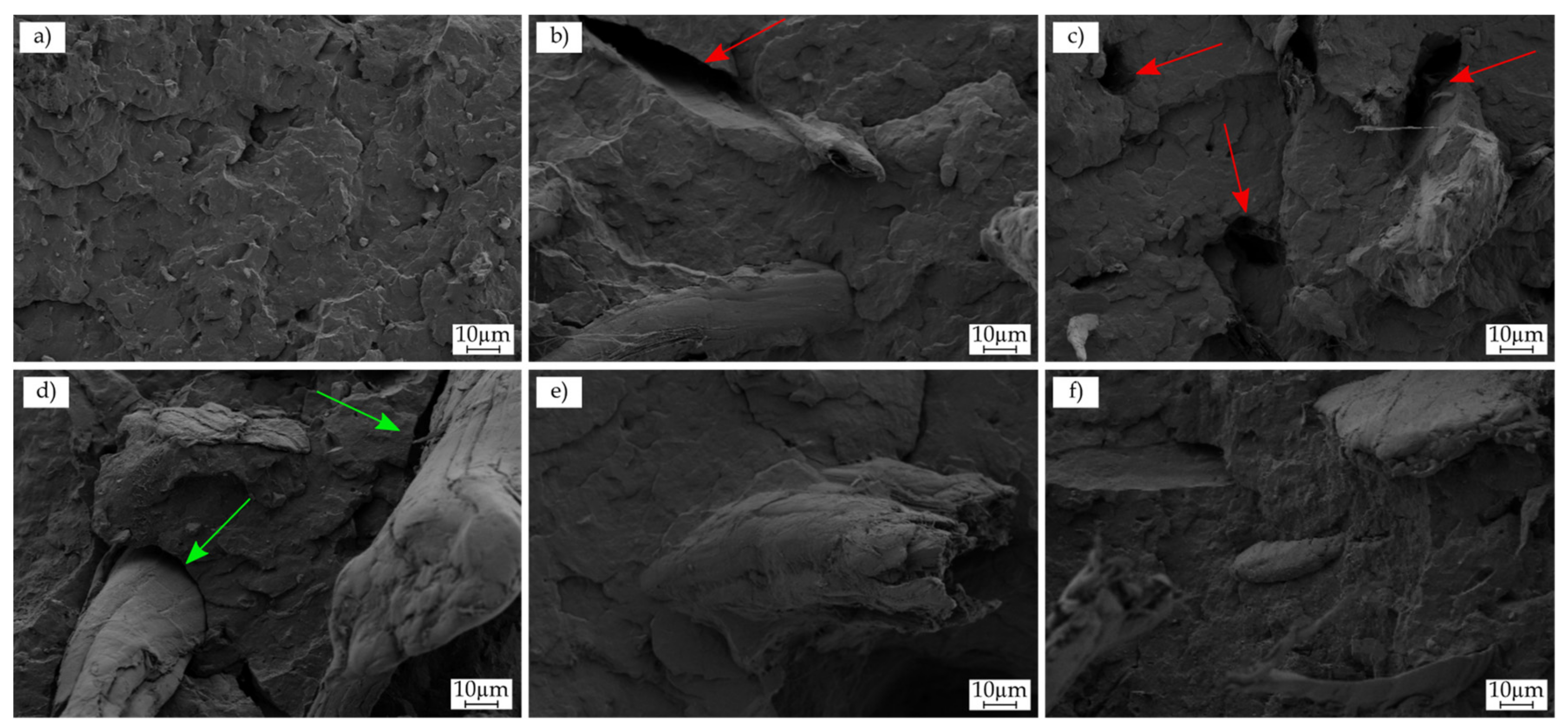
The morphological study of the fractured surfaces of the samples subjected to impact tests was carried out by field-emission scanning electron microscopy (FESEM). A Zeiss Ultra 55 FESEM microscope supplied by Oxford Instruments (Abingdon, UK) was used. An electron acceleration voltage of 1.5 kV was established. Prior to the study, the sample surfaces were subjected to a sputtering coating process using an ultrathin gold-palladium layer in a high vacuum sputter coater model EM MED20 supplied by Leica Microsystem (Milton Keynes, UK).
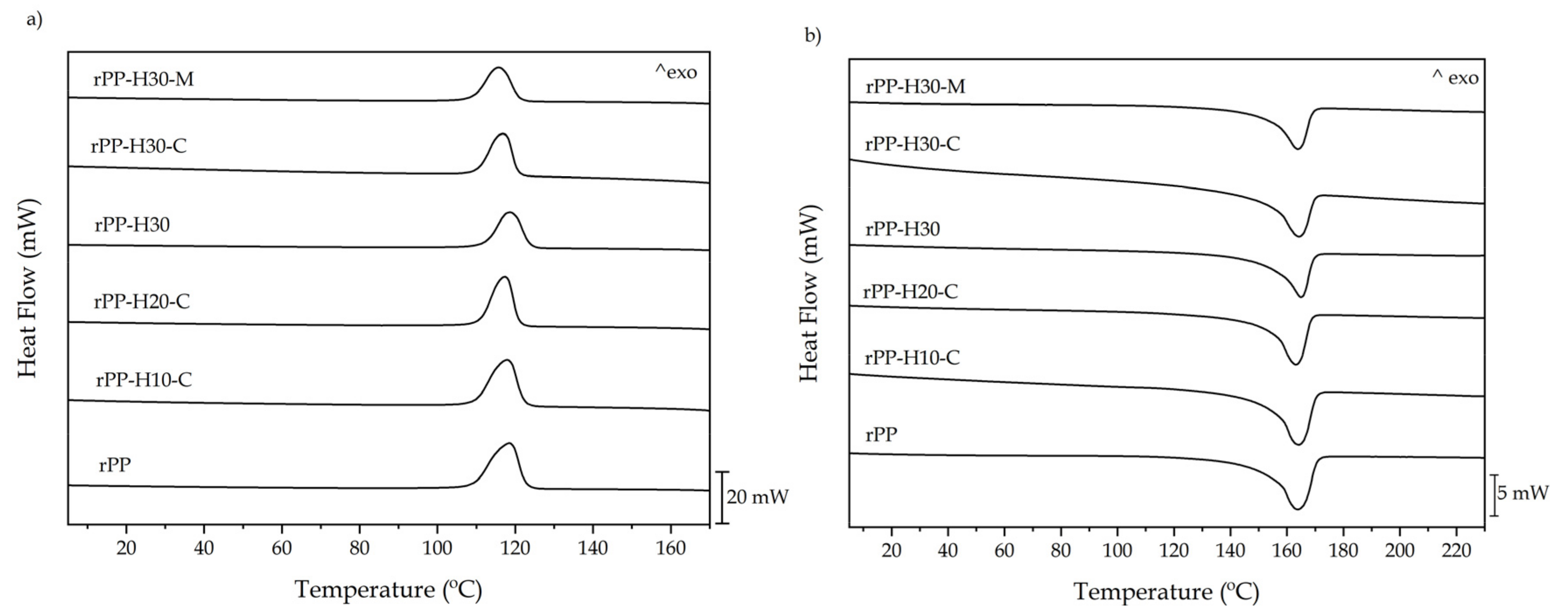
2.5. Thermal Properties
The determination of the main thermal transitions of recycled polypropylene sample and the rPP/hemp fiber composites’ compounds was carried out by differential scanning calorimetry (DSC) using an 821 DSC calorimeter supplied by Mettler-Toledo Inc. (Schwerzenbach, Switzerland). This test was performed with samples weighing approximately 5 mg, which were subjected to a three-stage thermal cycle. The first stage consists of a heating process from room temperature to 180 °C in order to erase the thermal history caused to the previous processing stages, followed by a cooling stage down to −30 °C. Finally, a second heating cycle from −30 °C to 200 °C. Both the heating stages (first and second cycle) and the cooling cycle were programmed at a constant heating and cooling rate of 10 °C min
−1, respectively. Tests were conducted under an inert atmosphere to prevent unwanted oxidation, and thus a constant flow of nitrogen (66 mL min
−1) was maintained throughout the test. The crystallization temperature (
Tc), melting enthalpy (Δ
Hm), and the peak melting temperature (
Tm) could be obtained from the cooling and the second heating cycle, respectively. The maximum crystallinity,
χc_max, of the different compounds can be obtained by Equation (1).
where
correspond to the theoretical melting enthalpy of fully crystalline polypropylene, which according to the literature, is 138 J g
−1 [
34,
35], and w is the filler mass fraction.
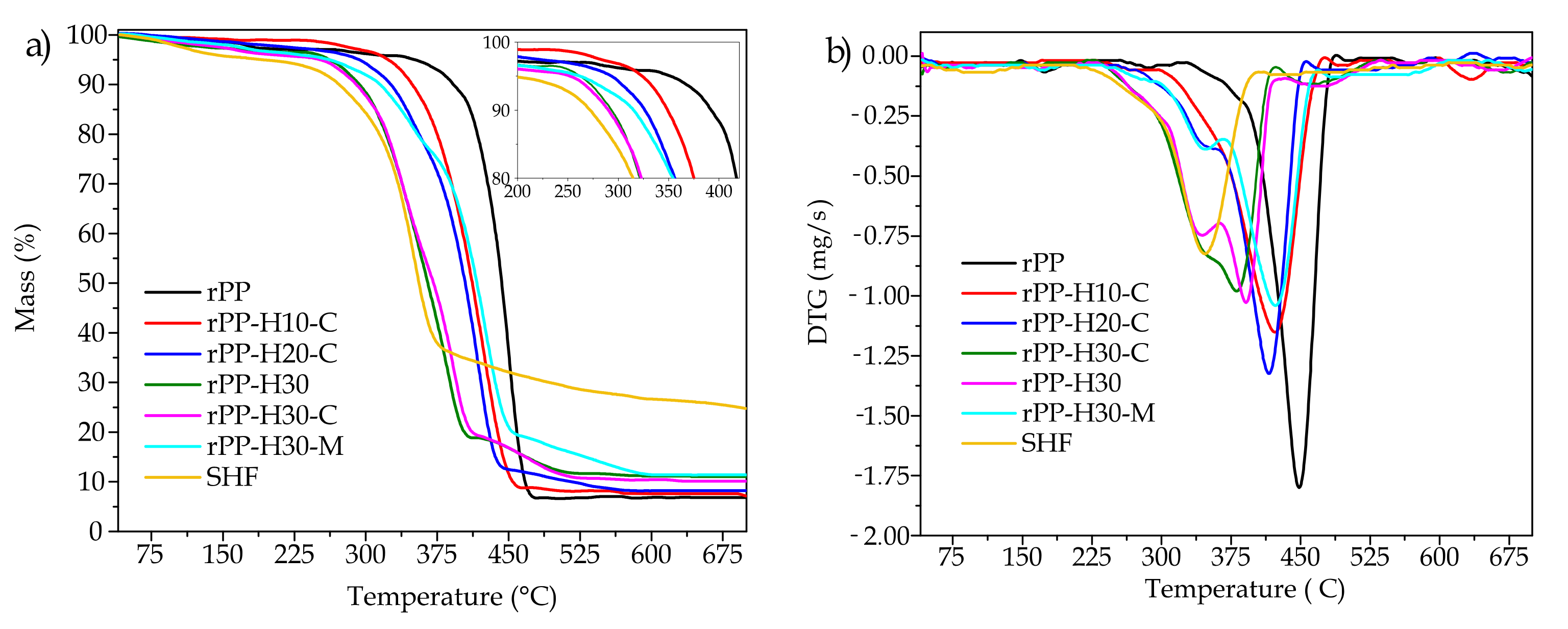
The thermal stability and thermal degradation of recycled polypropylene sample, the short hemp fibers, and the rPP/hemp fiber composites were studied by thermogravimetric analysis (TGA) using a thermobalance model TGA1000 from Linseis (Selb, Germany). The average weight of the samples was between 10 and 20 mg. These were placed in standard alumina crucibles (70 mL) to obtain comparable data; the weight of the samples was kept constant. All samples were exposed to a dynamic heating cycle from 30 up to 700 °C at a constant heating rate of 10 °C min−1 under inert atmosphere, and thus a constant flow of nitrogen of 66 mL min−1 was used during the tests. Thermal parameters such as the onset degradation temperature, which is assumed to occur when the sample loses 5% of its mass, T5%, and maximum degradation rate temperature, Tdeg, could be obtained from this test.
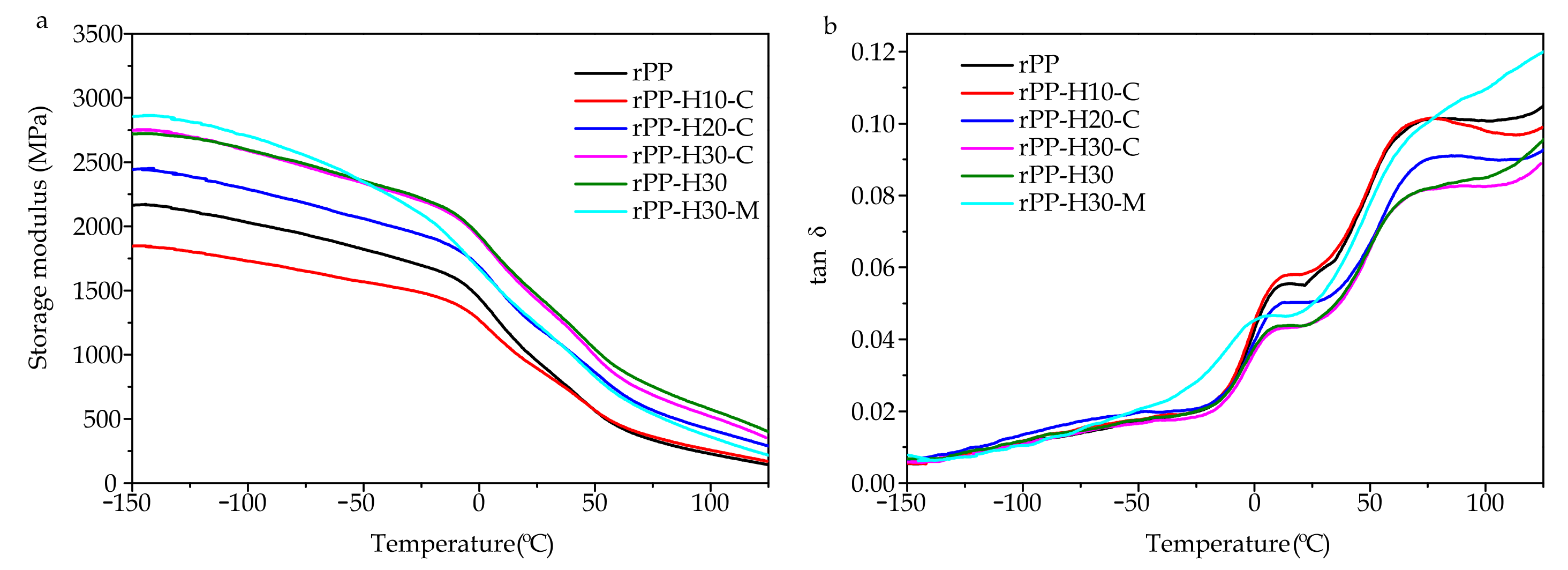
2.6. Thermomechanical Properties
Dynamic mechanical behavior of the recycled polypropylene sample and the rPP/hemp fiber composites was analyzed by a dynamic mechanical thermal analysis (DMTA) in a DMA1 dynamic analyzer from Mettler-Toledo (Schwerzenbach, Switzerland); the equipment operates in single cantilever/flexural conditions. Solid samples with dimensions of 20 × 7 × 1 mm were used and subjected to a temperature sweep from −100 to 120 °C at a constant heating rate of 2 °C min−1, with a frequency of 1 Hz and maximum flexural deformation (%γ) of 0.1%. The test allowed us to observe the evolution of the storage modulus, E’, and the dynamic damping factor, tan δ, as a function of the temperature, allowing the determination of thermal transition such as the glass transition temperature, Tg.
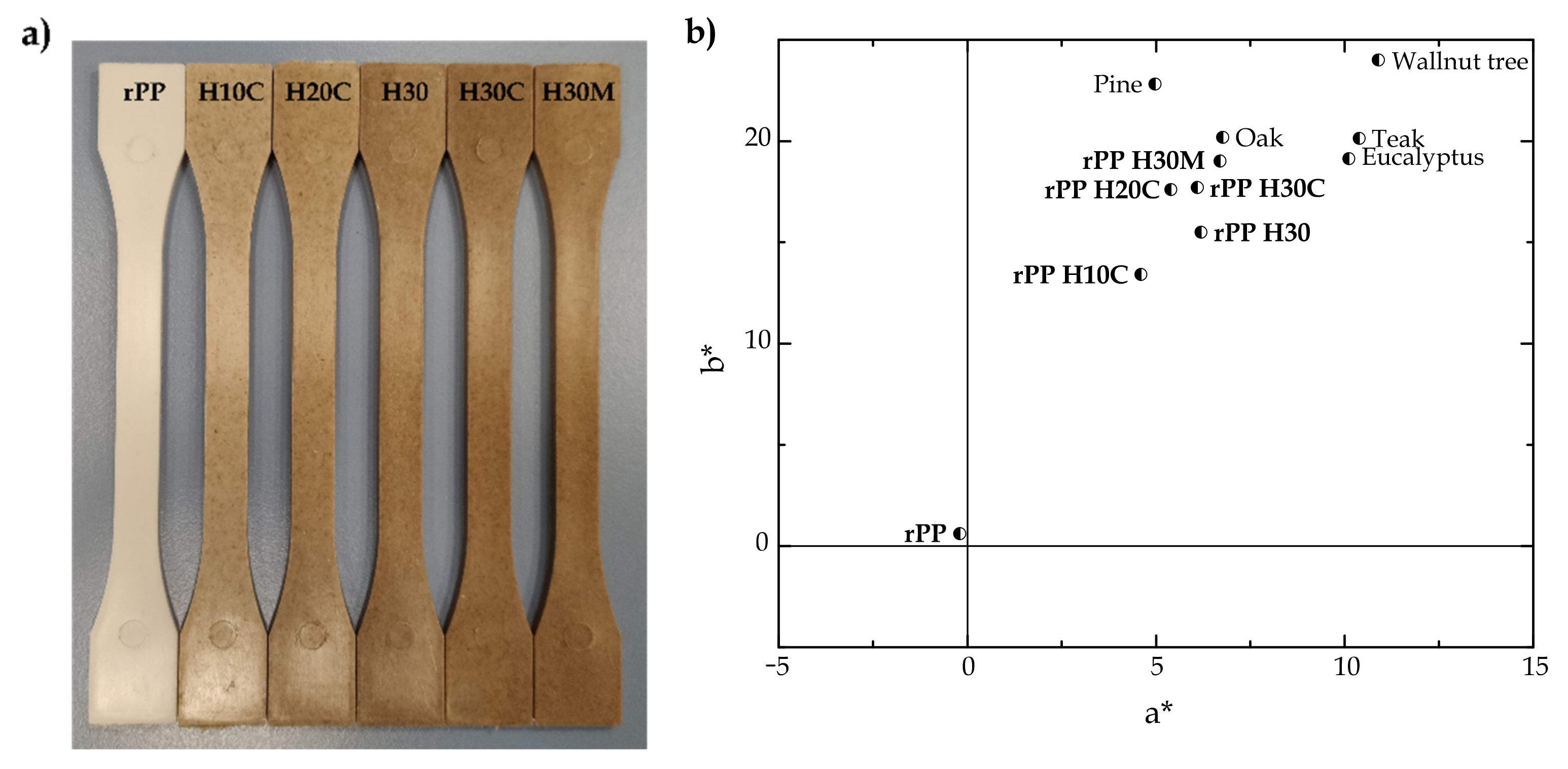
2.7. Color Measurements
The influence of short hemp fiber addition on the color of rPP/hemp fiber compounds was studied in a colorimeter KONICA CM-3600d Colorflex-DIFF2 from Hunter Associates Laboratory (Reston, VA, USA). The CIELab color scale was used to determine the
L*,
a*, and
b* coordinates, where
L* represents the luminance,
a* shows the change between the red and green color, and
b* shows the change between the yellow and blue color. The equipment was calibrated taking into account the standard white tile and a mirror device for the black. The total color difference,
, was obtained following Equation (2).
where
,
are the differences between the color of the samples and the reference color.
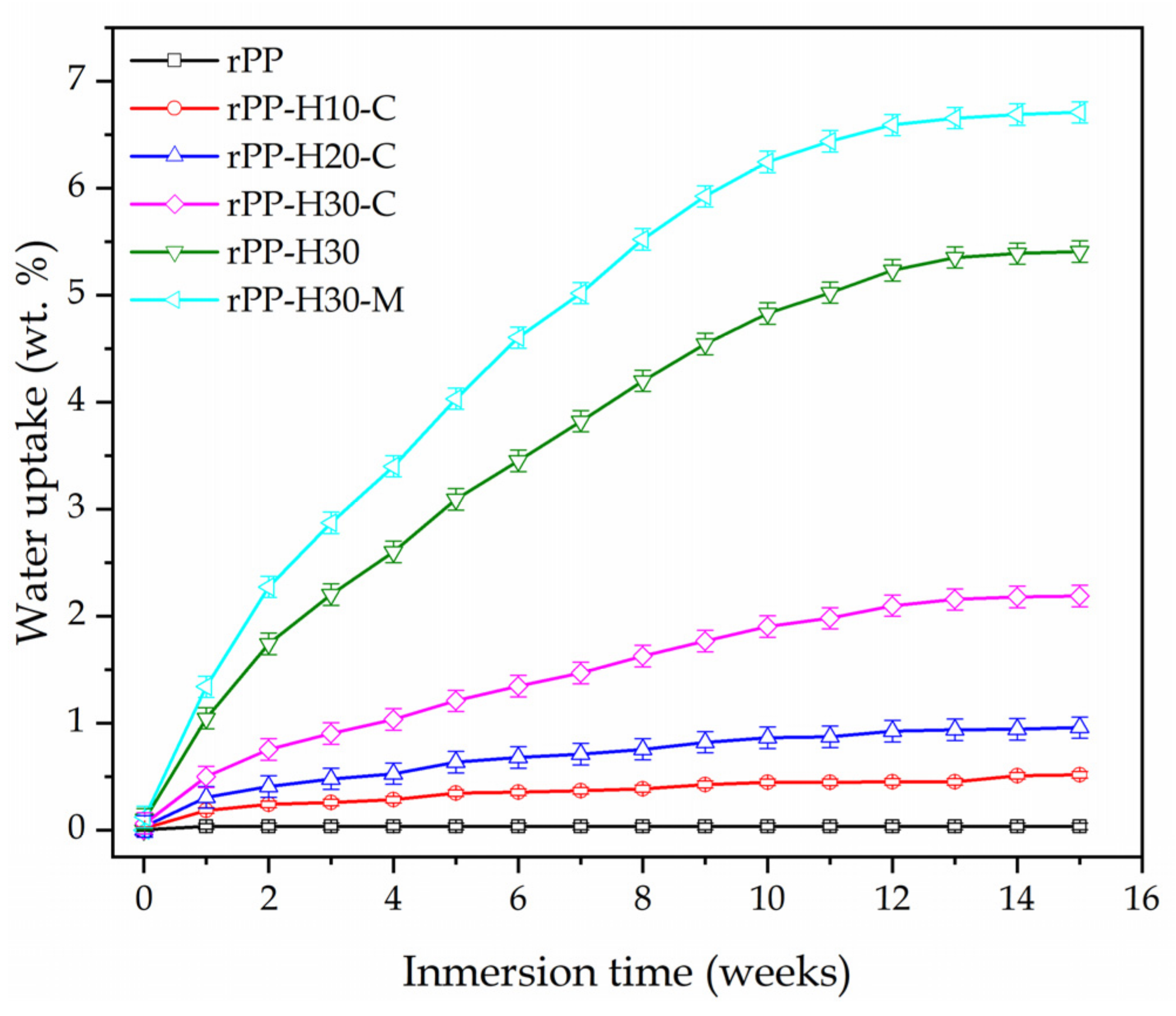
2.8. Water Absorption Analysis
Water absorption of the recycled polypropylene sample and the rPP/hemp fiber composites was performed following the guidelines of ISO 62:2008 standard. The test consists of immersing samples (80 × 10 × 4 mm) of the different formulations in distilled water at room temperature for a period of 15 weeks. The samples were removed from the water, dried, and then weighed on an analytical balance AG245 from Mettler-Toledo (Schwerzenbach, Switzerland) with an accuracy of ±0.001 g, then finally immersed again in the water. This process was carried out once a week during the experimental period to ensure the veracity of the results, and all measurements were made in triplicate. The percentage of water absorption was calculated with the following Equation (3).
where
Wt is the weight of the dry sample in a time
t and
W0 is the weight of the initial dry sample.
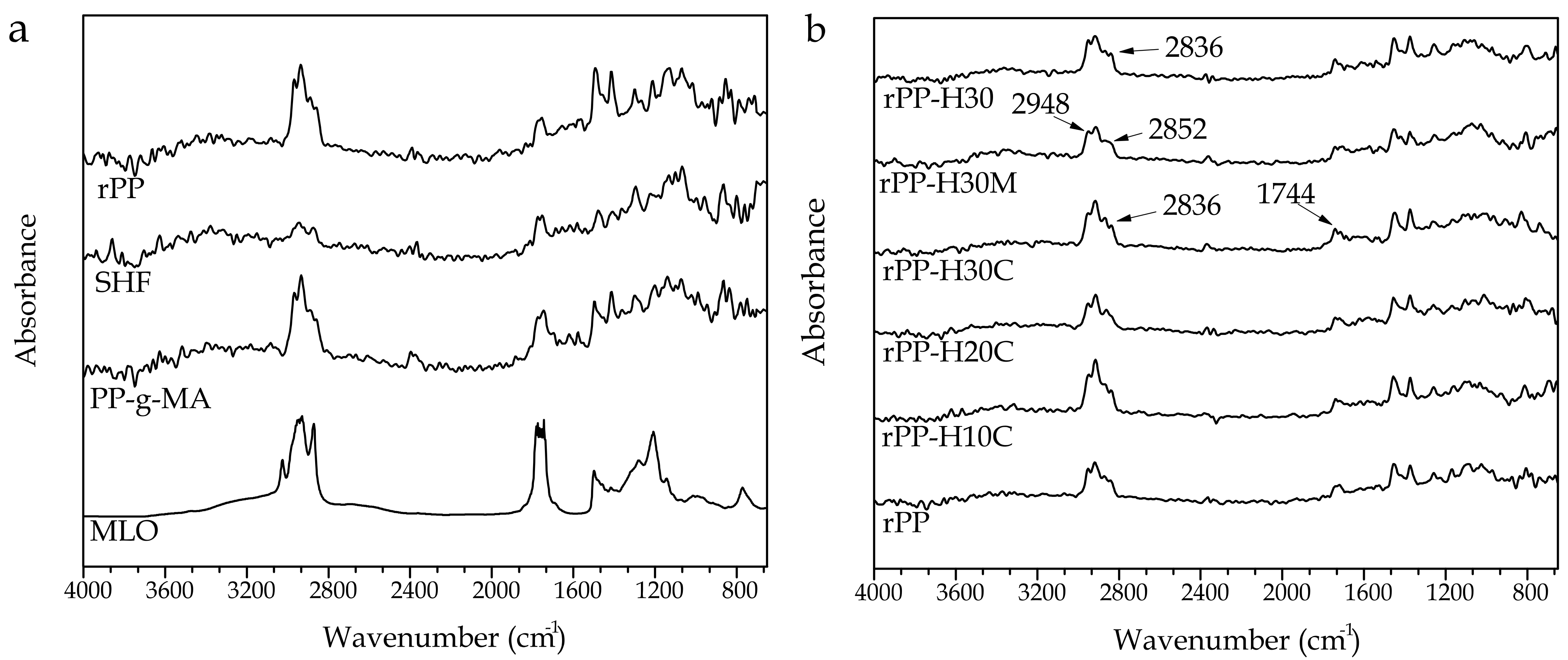
2.9. Chemical Structure and Infrared Spectroscopy
A chemical analysis of the rPP/SHF green composites was carried out by attenuated total reflection-Fourier-transform infrared (ATR-FTIR) spectroscopy. Spectra were recorded using a Bruker S.A Vector 22 (Madrid, Spain) coupled to a PIKE MIRacleTM single reflection diamond ATR accessory (Madison, Wisconsin, USA). Data were collected as the average of 15 scans between 4000 and 650 cm−1 with a spectral resolution of 4 cm−1.
4. Conclusions
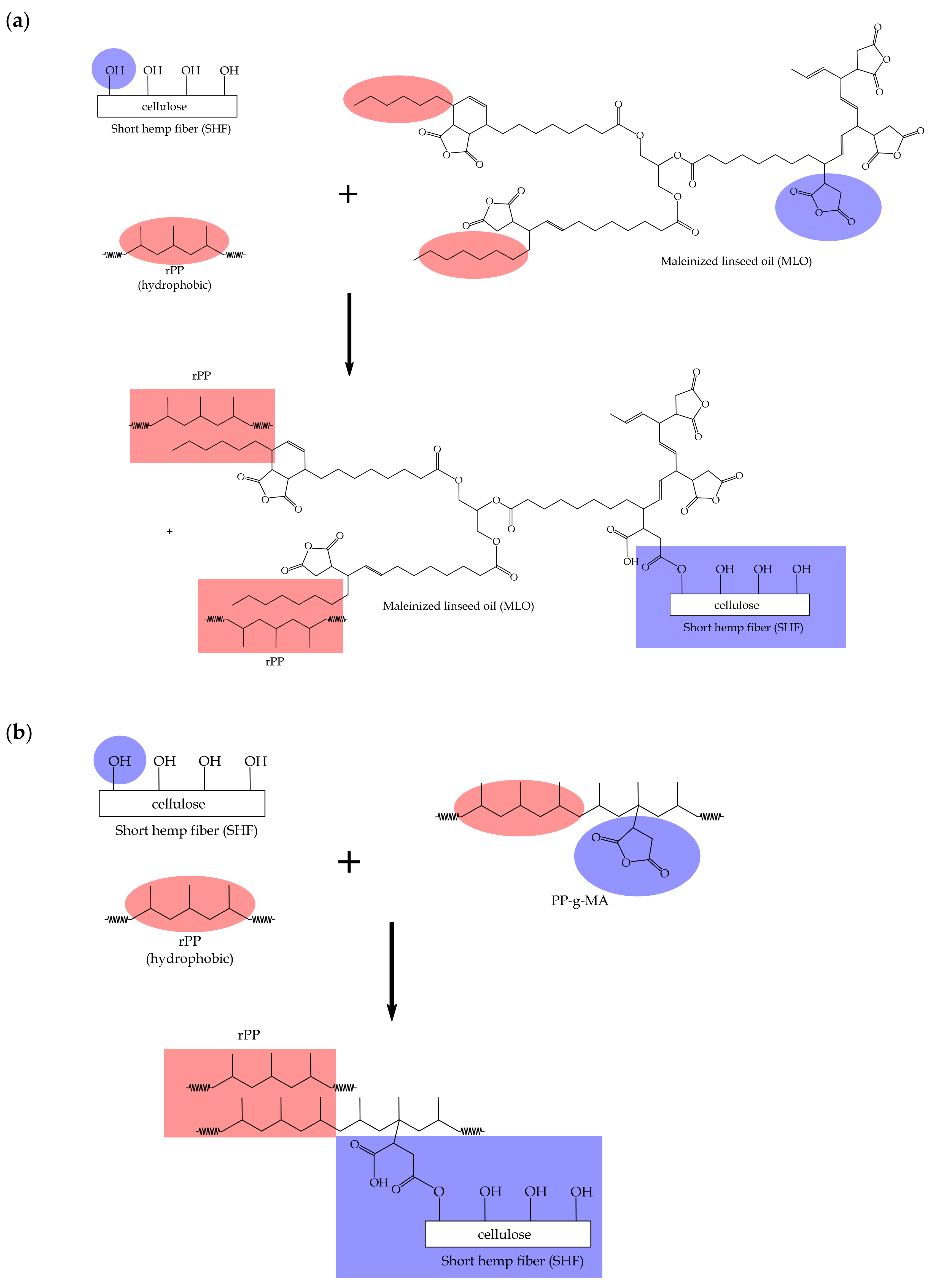
Wood plastic composites based on a recycled polypropylene matrix reinforced with short hemp fibers were successfully obtained by injection molding. Different load-matrix compatibilization elements were analyzed, and their effect was demonstrated by the representation of the resulting chemical structures after the injection-molding process. Through this work, it was possible to determine that the recycling process to which the polypropylene textile wastes were subjected does not have a notable effect on its behavior, having practically the same characteristics as virgin polypropylene. However, it was observed that the final properties of the composites are directly related to the amount of fiber loading as well as to the quality of the interaction of the reinforcing fiber with the polymeric matrix. To improve this interaction, different compatibilizers were incorporated during manufacturing. The use of PP-g-MA as compatibilizer resulted in a remarkable improvement in the interaction of the polymeric matrix with the reinforcing fibers, as observed in the FESEM images, consequently significantly reducing the water absorption. Tensile tests indicated that increasing the amount of compatibilized short hemp fiber with PP-g-MA provides the desired reinforcing effect, which is reflected in increased stiffness as a consequence of the improvement in the interfacial strength, in addition to increasing the nucleating effect that is generally obtained by adding lignocellulosic fillers. On the other hand, the incorporation of MLO gives a plasticizing effect to the compounds, and this results in an increase of the ductile properties of the composites, improving the energy dissipated in the Charpy impact test, as well as a decrease of the glass transition temperature (Tg). It was observed that the thermal stability is directly affected by the increase in loading, meaning that the higher the amount of hemp fiber loading, the thermal stability of the composites decreases tending to the thermal behavior of the fibers, but proving enough thermal stability for processing conditions as well as the intended use. Finally, it should be noted that the incorporation of short hemp fibers in a rPP matrix gives a color like oak wood. The best results were found for the sample compatibilized with PP-g-MA and loaded with 30 wt.% of short hemp fibers (rPP-H30-C), since this sample showed a very good interface between the matrix and the reinforcement phase, leading to an improvement of the overall thermo-mechanical performance as well as with improved hydrophobicity.
According to all these results, recycled PP textile wastes reinforced with compatibilized SHF, mainly with PP-g-MA, processed by injection molding can serve as a possible more sustainable substitute for materials currently used in several industrial applications such as automotive, construction, and furniture materials (i.e., windows, frames, decking, etc.).


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}