Transforming Marble Waste into High-Performance, Water-Resistant, and Thermally Insulative Hybrid Polymer Composites for Environmental Sustainability

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Composites
2.3. Measurement and Characterizations
3. Results and Discussion
3.1. Physicochemical Properties of Marble Waste Particulates
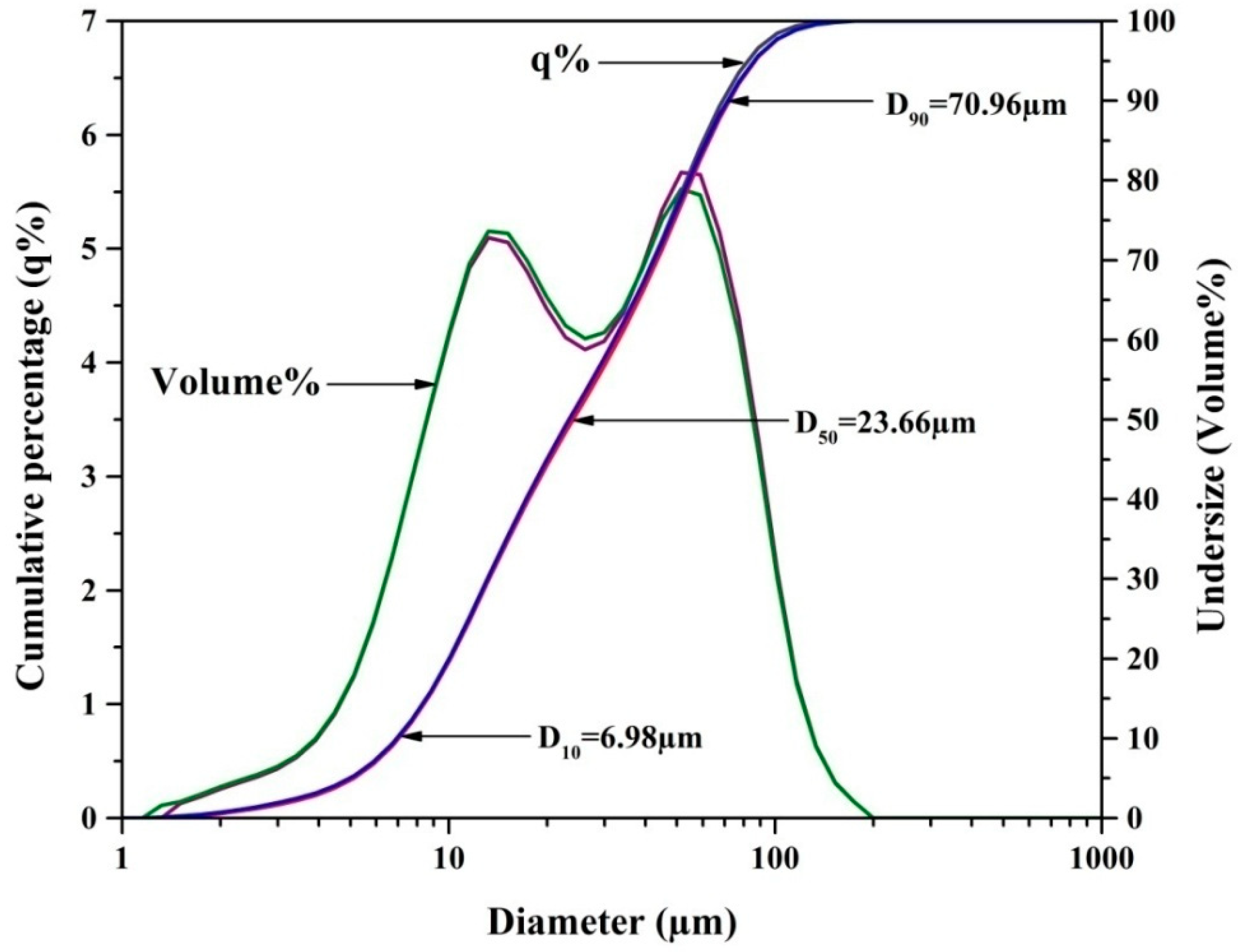
3.2. Particle Size Analysis
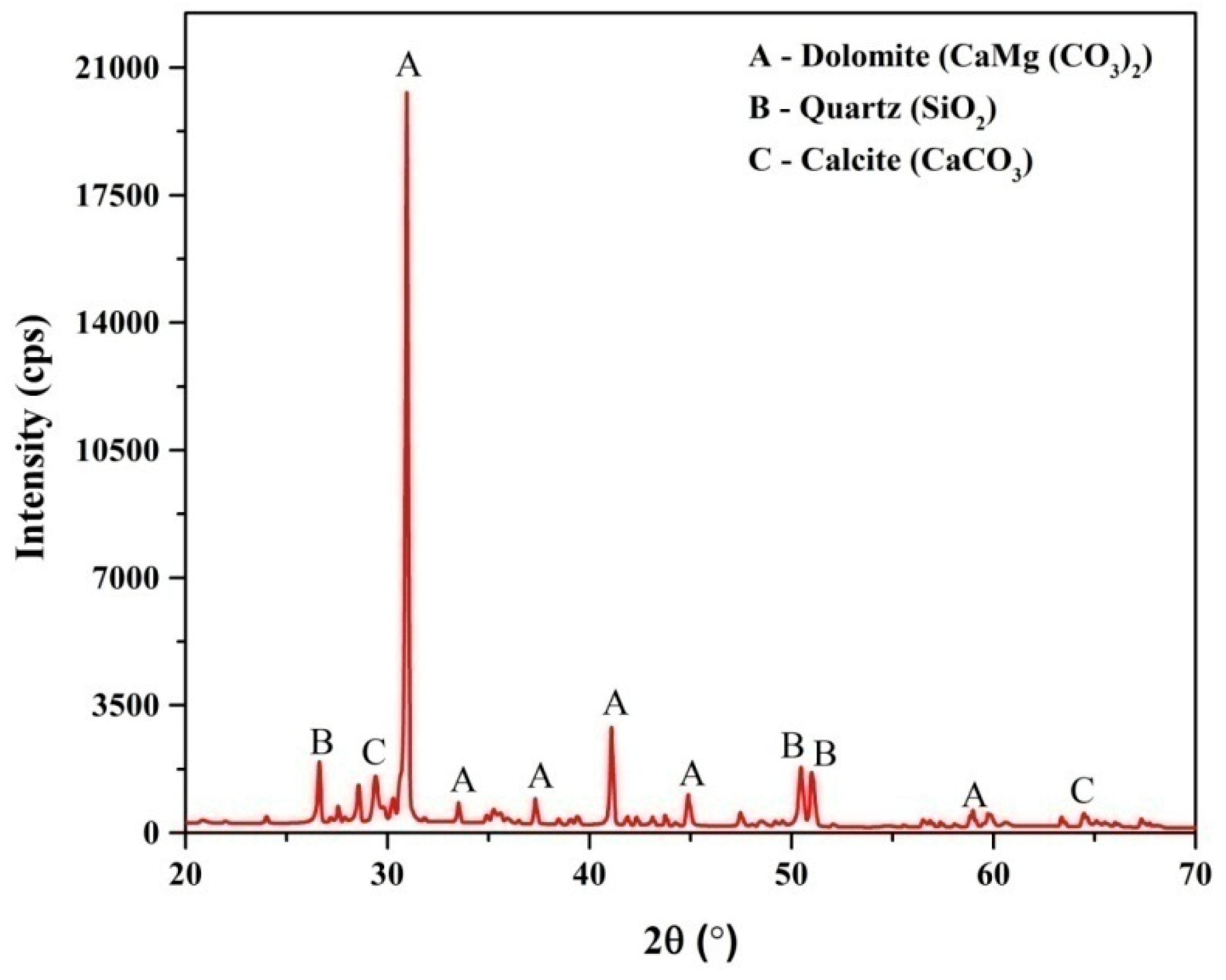
3.3. Mineralogical Analysis
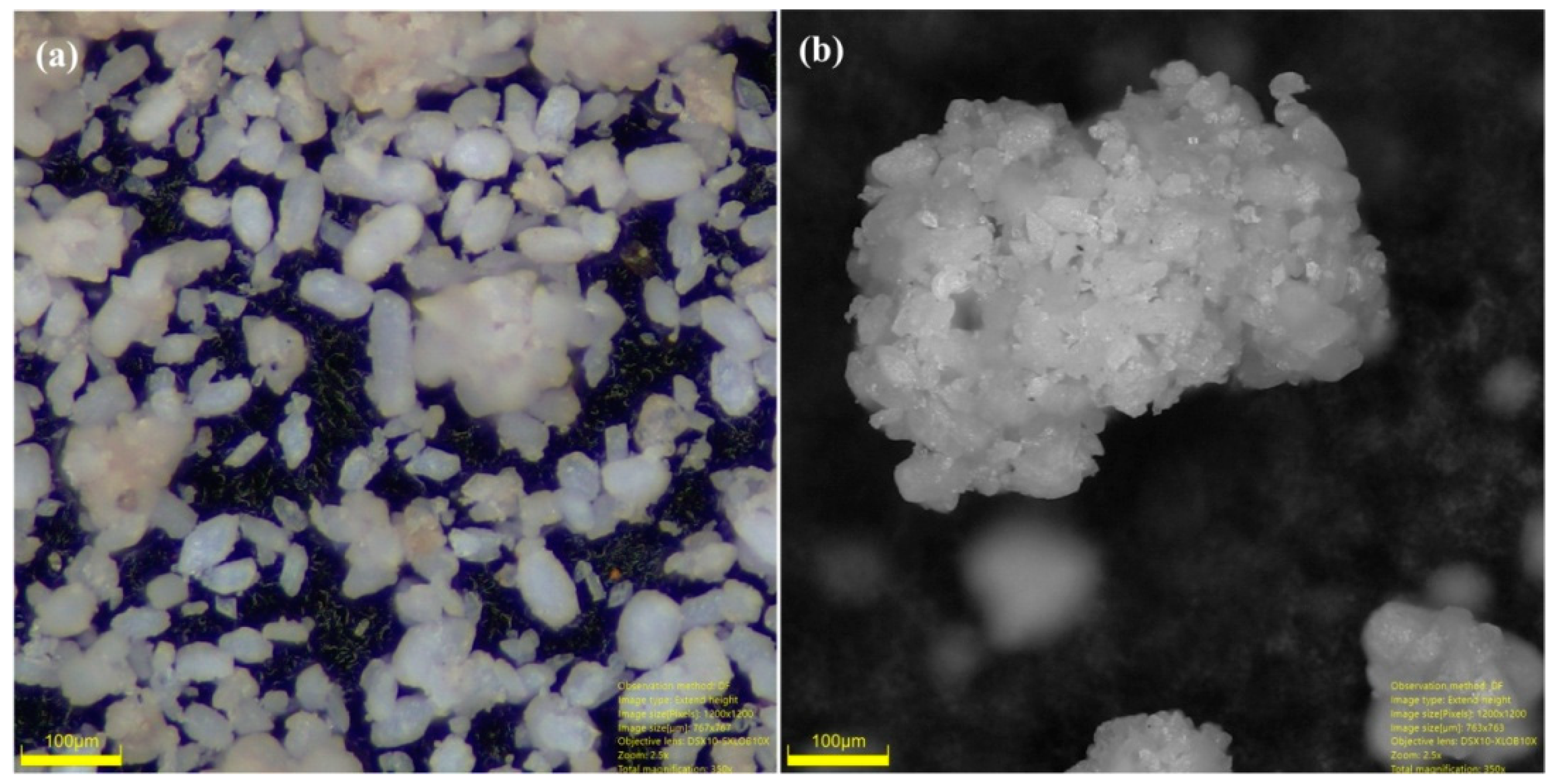
3.4. Morphological Analysis of Marble Waste Particulates
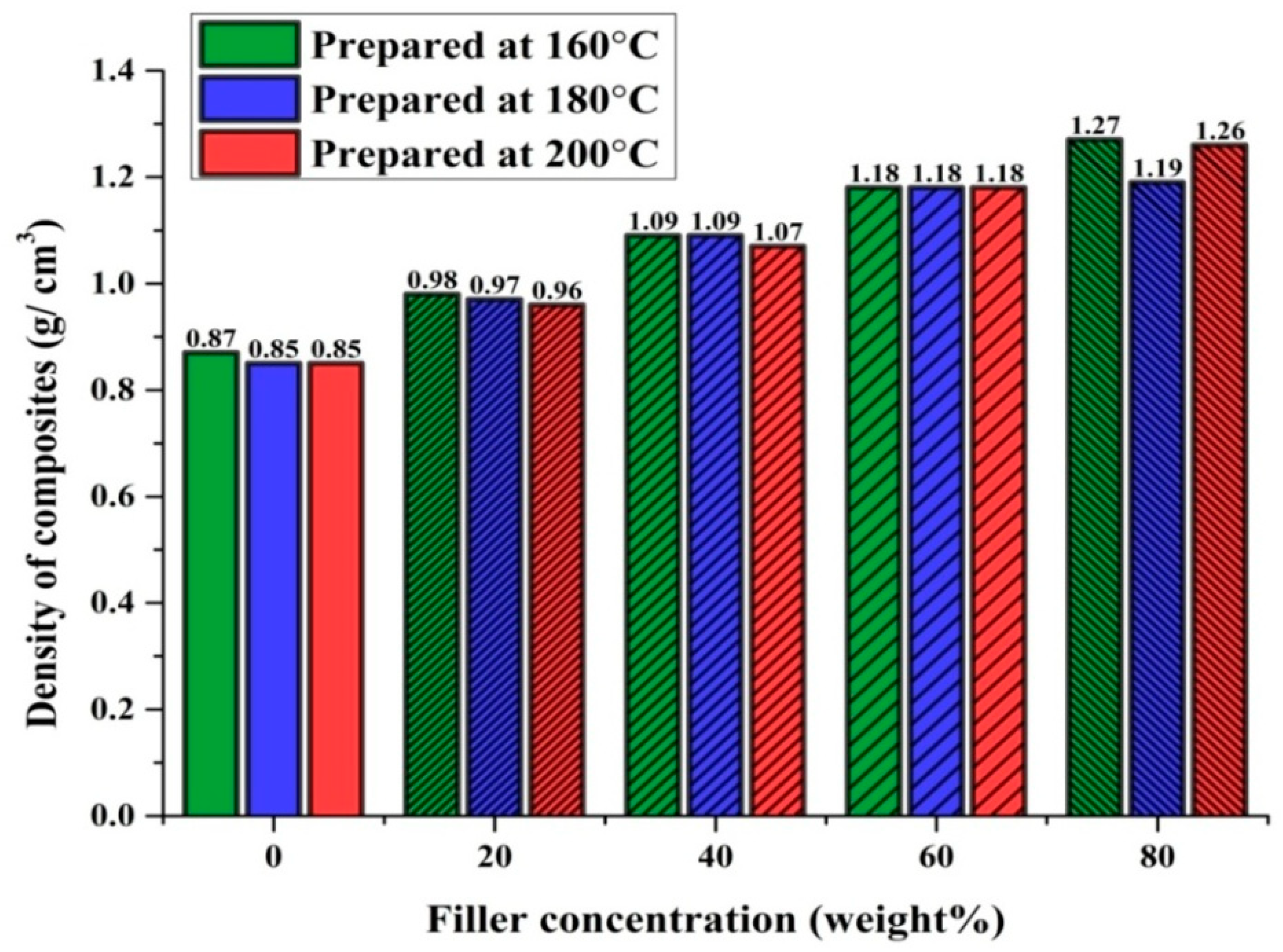
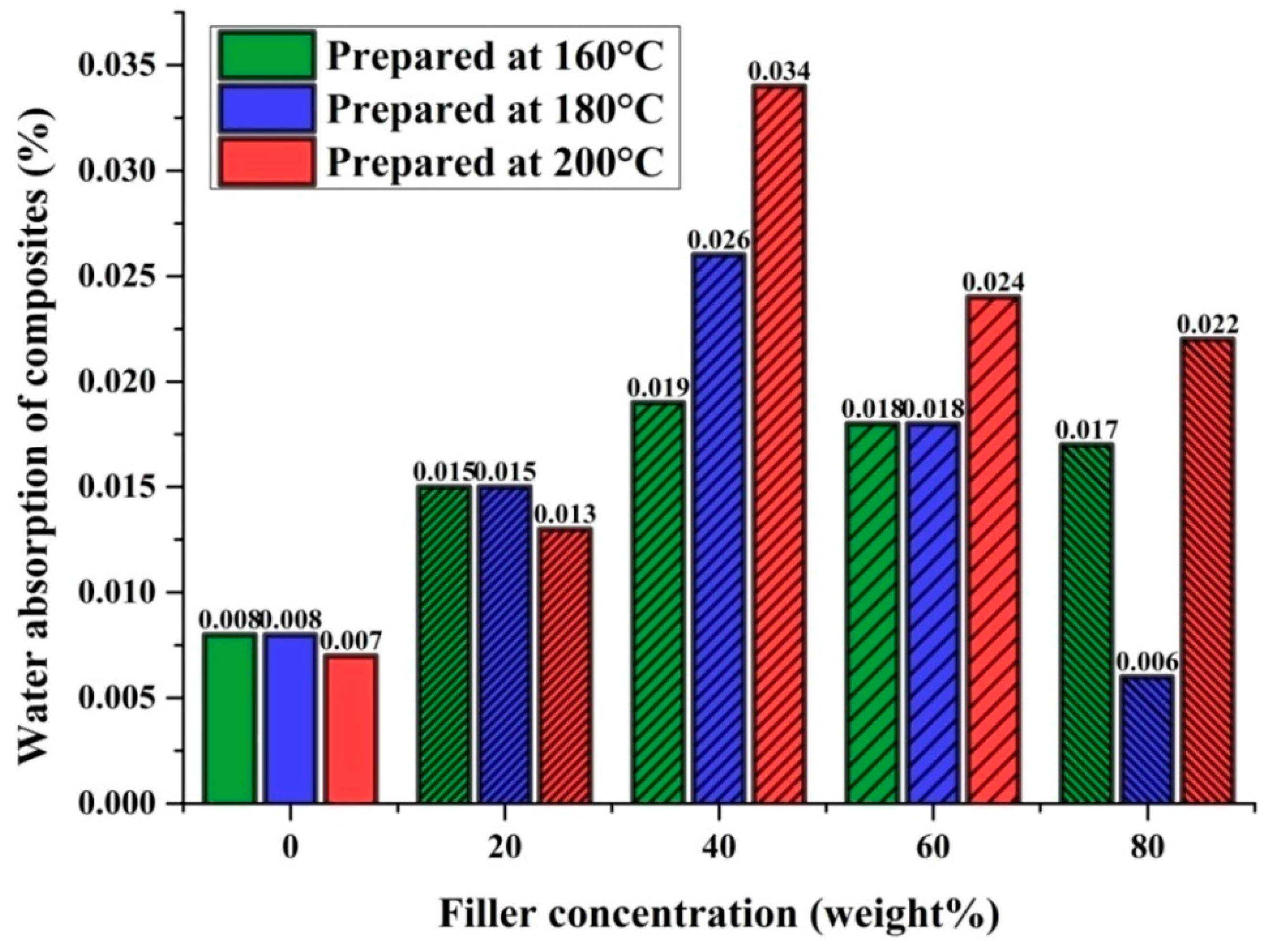
3.5. Density and Water Absorption Capacity of the Composites
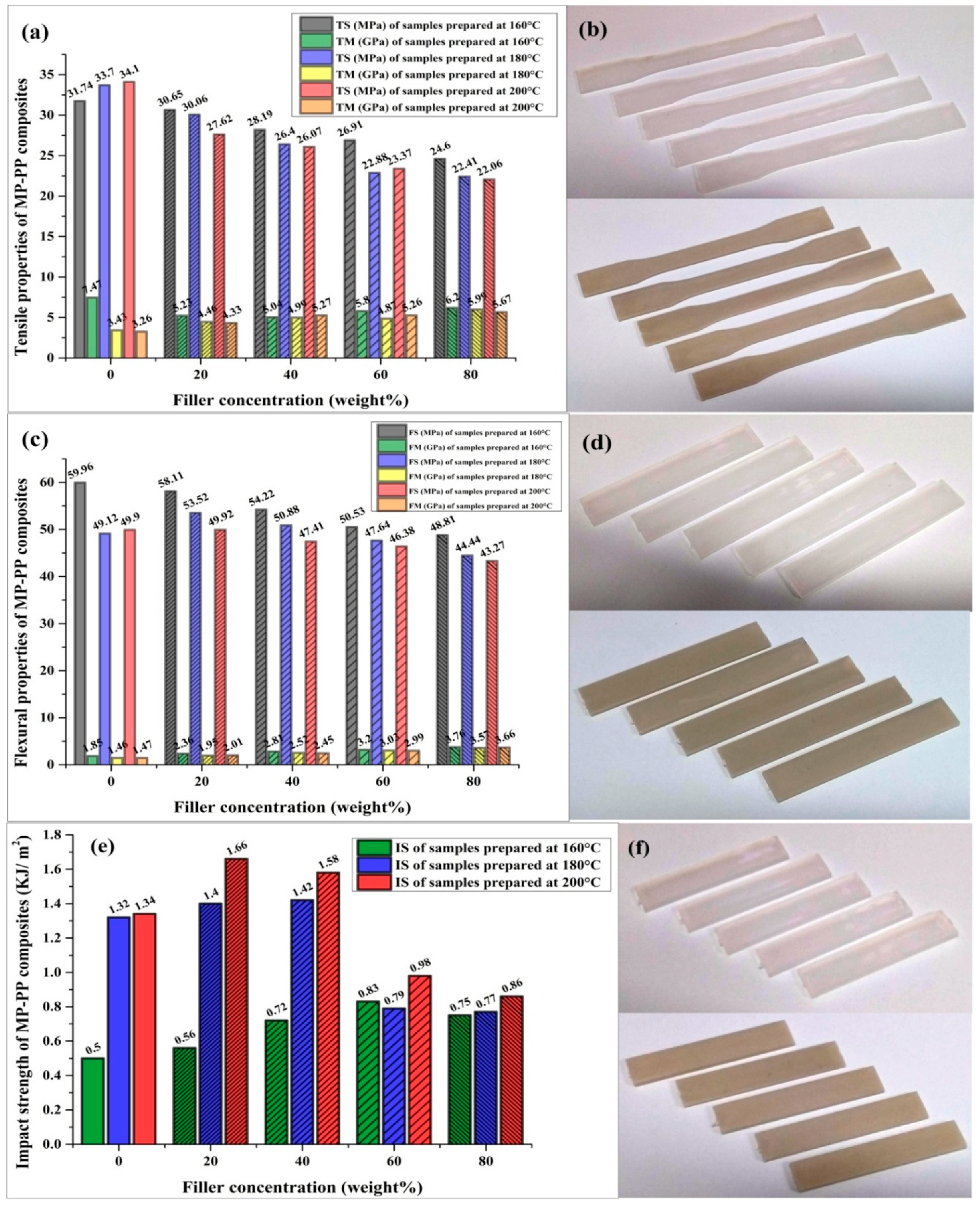
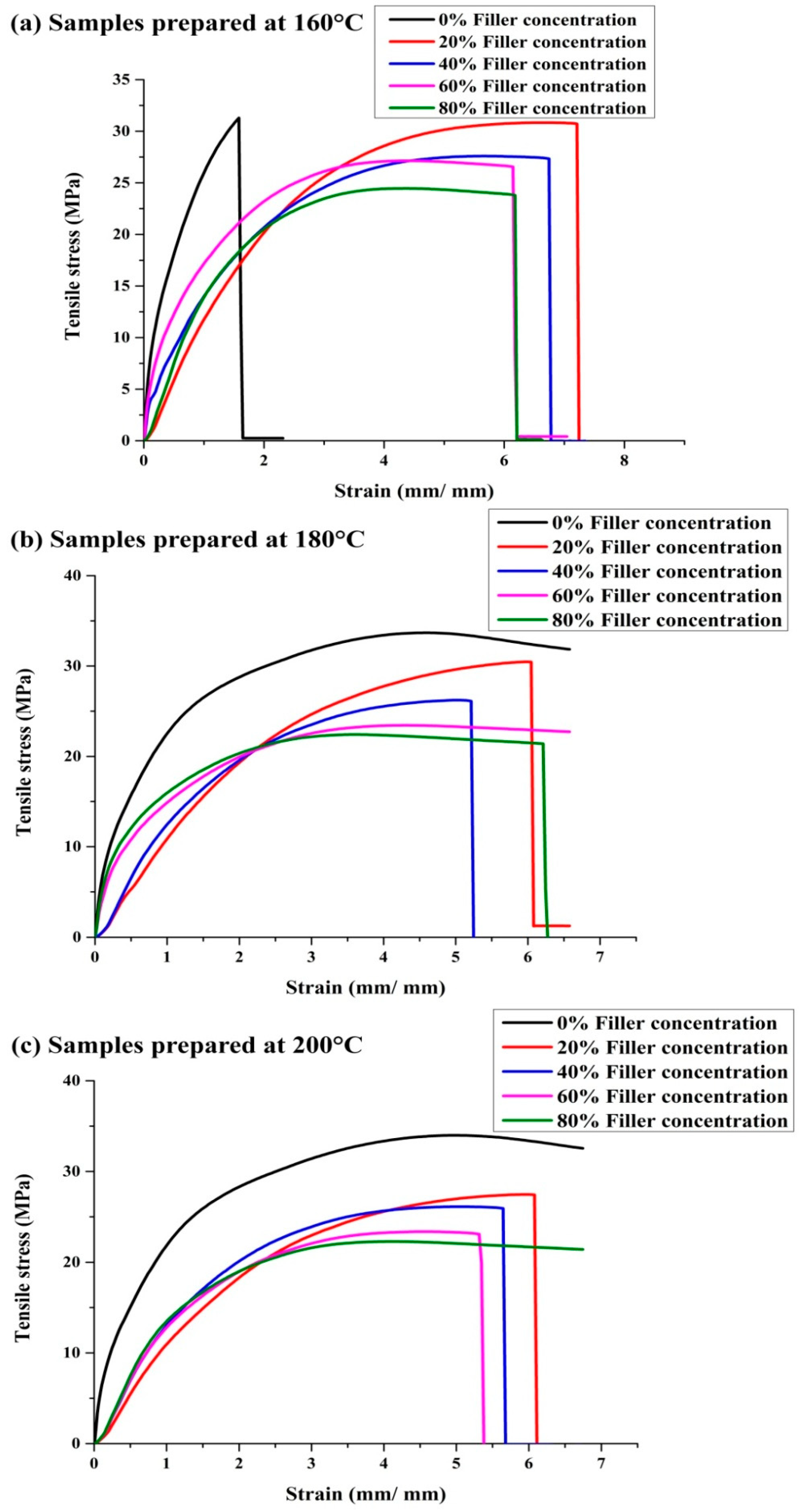
3.6. Mechanical Properties of Composites
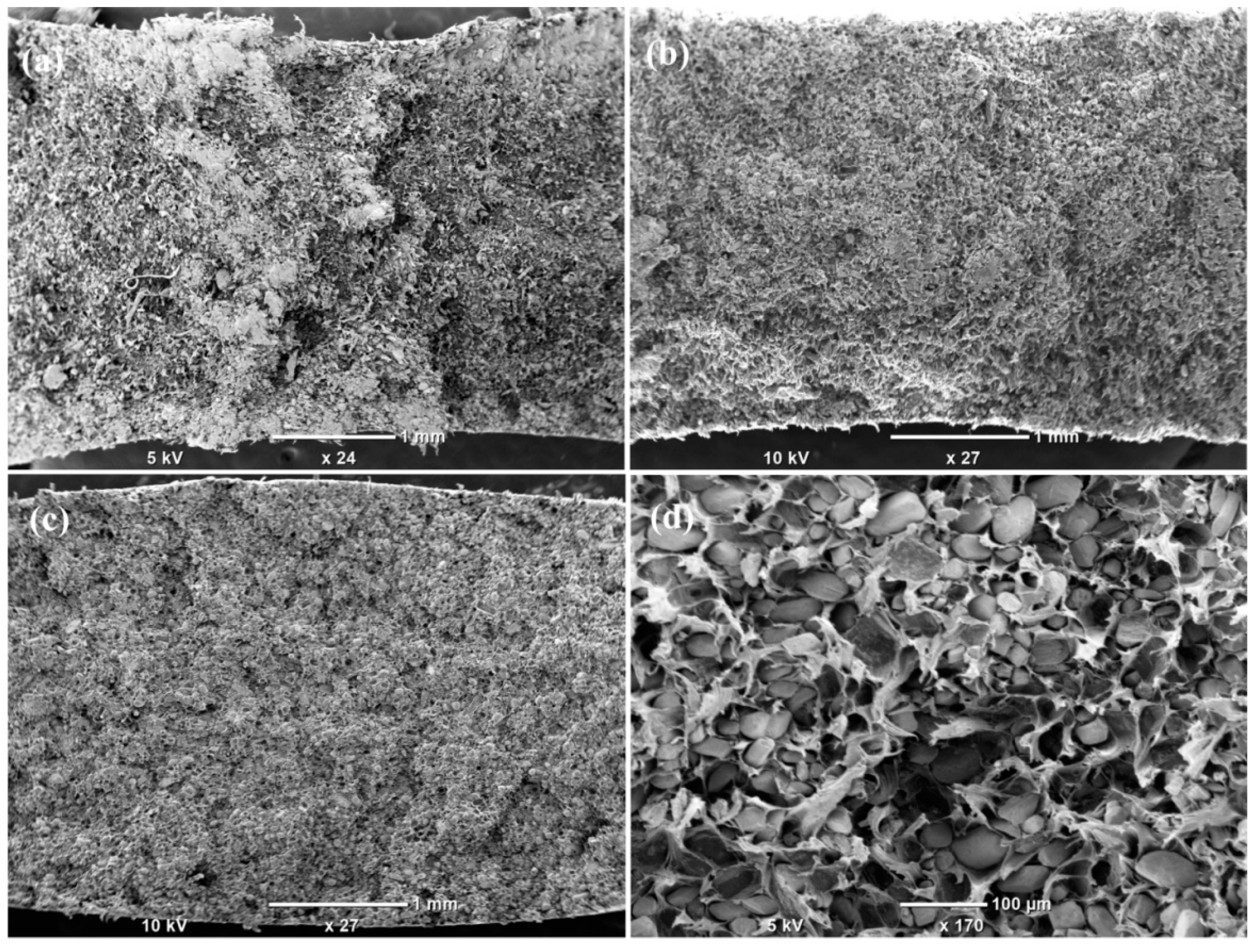
3.7. Microstructure of Composites
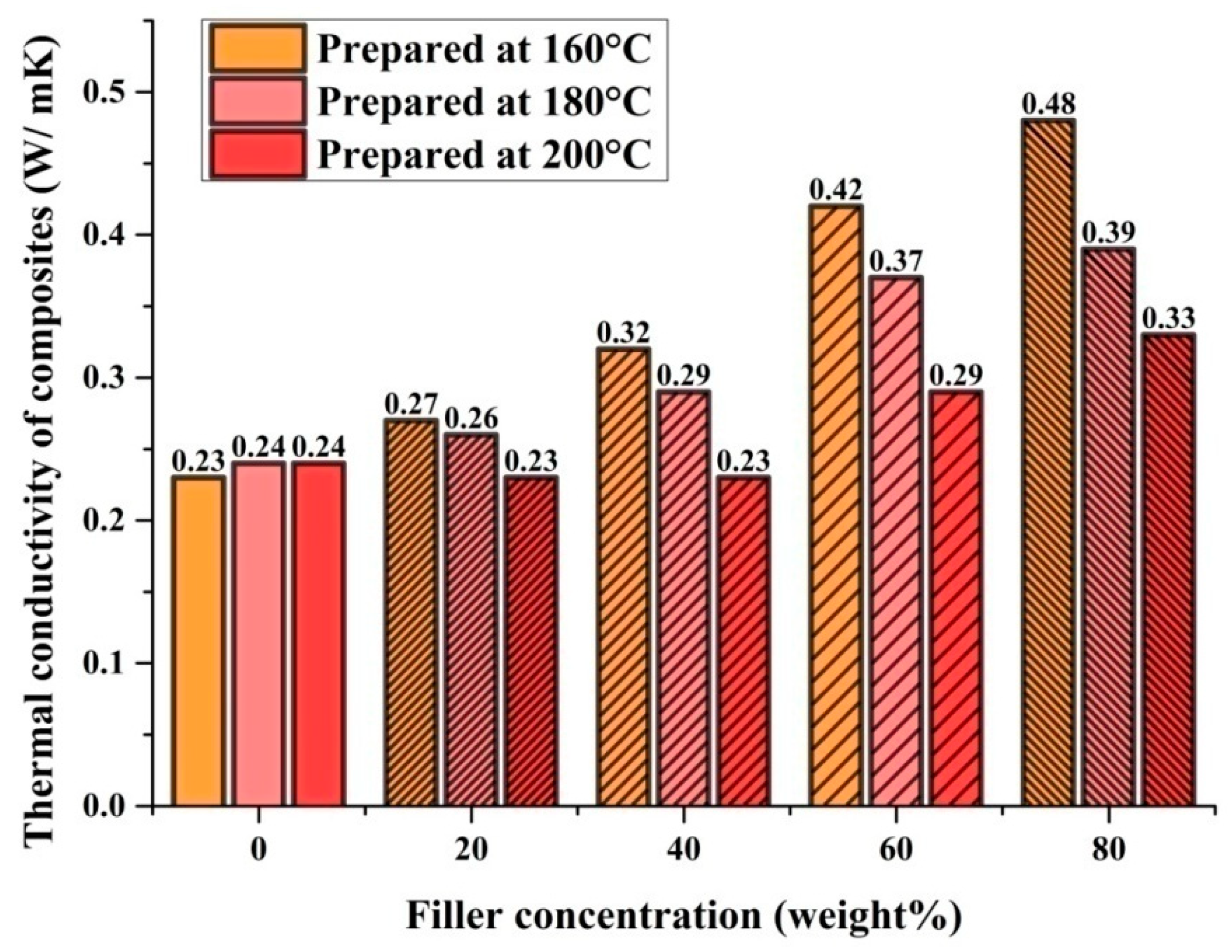
3.8. Thermal Conductivity of Composites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dundar, T.; Ayrilmis, N.; Akkus, M.; Ulay, G. Effect of the marble powder and wood powder content on the technological properties of thermoplastic composites. Mach. Technol. Mater. 2016, 10, 13–16. [Google Scholar]
- Khedr, S.; El-Haggar, S.; Hamza, R. Utilization of Marble and Granite Waste in Concrete Brick. In Proceedings of the International Conference on Environment And Bioscience IPCBEE, Singapore, 23–25 September 2011. [Google Scholar]
- Kore, S.D.; Vyas, A.K.; Kabeer, S.A.K.I. A brief review on sustainable utilisation of marble waste in concrete. Int. J. Sustain. Eng. 2019, 1–16. [Google Scholar] [CrossRef]
- Hlubocký, L.; Prošek, Z. Mechanical Properties of Cement Composite with Material Based on Waste Marble Powder and Crushed Limestone. Adv. Mater. Res. 2017, 1144, 9–13. [Google Scholar] [CrossRef]
- Pappu, A.; Chaturvedi, R.; Tyagi, P.; Khan, A.; Peters, E. Conversion of Marble Waste into a Value Added Composite Materials for Civil Infrastructure. Productivity 2019, 60, 239–249. [Google Scholar] [CrossRef]
- Pappu, A.; Thakur, V.K.; Patidar, R.; Asolekar, S.R.; Saxena, M. Recycling marble wastes and Jarosite wastes into sustainable hybrid composite materials and validation through Response Surface Methodology. J. Clean. Prod. 2019, 240, 118249. [Google Scholar] [CrossRef]
- Pappu, A.; Chaturvedi, R.; Tyagi, P. Sustainable approach towards utilizing Makrana marble waste for making water resistant green composite materials. SN Appl. Sci. 2020, 2, 347. [Google Scholar] [CrossRef] [Green Version]
- Kore, S.D.; Vyas, A.K. Impact of marble waste as coarse aggregate on properties of lean cement concrete. Case Stud. Constr. Mater. 2016, 4, 85–92. [Google Scholar] [CrossRef] [Green Version]
- Awad, A.H.; El-Gamasy, R.; Abd El-Wahab, A.A.; Hazem Abdellatif, M. Mechanical behavior of PP reinforced with marble dust. Constr. Build. Mater. 2019, 228, 116766. [Google Scholar] [CrossRef]
- Pappu, A.; Saxena, M.; Asolekar, S.R. Waste to Wealth—Cross Sector Waste Recycling Opportunity and Challenges. Can. J. Environ. Constr. Civ. Eng. 2011, 2, 14–23. [Google Scholar]
- Kumar, D.; Posinasetti, N.; Dangayach, G. An investigation on optimization of parameters for injection molded Polypropylene-marble composites with Multi Objective Genetic Algorithm. In Proceedings of the 2016 International Conference on Recent Advances and Innovations in Engineering (ICRAIE), Jaipur, India, 23–25 December 2016. [Google Scholar]
- Ahmed, K. Hybrid composites prepared from Industrial waste: Mechanical and swelling behavior. J. Adv. Res. 2013, 6, 225–232. [Google Scholar] [CrossRef] [Green Version]
- Pappu, A.; Saxena, M.; Asolekar, S. Solid Wastes Generation in India and Their Recycling Potential in Building Materials. Build. Environ. 2007, 42, 2311–2320. [Google Scholar] [CrossRef]
- Leong, Y.W.; Abu Bakar, M.B.; Ishak, Z.A.M.; Ariffin, A.; Pukanszky, B. Comparison of the mechanical properties and interfacial interactions between talc, kaolin, and calcium carbonate filled polypropylene composites. J. Appl. Polym. Sci. 2004, 91, 3315–3326. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Andrzejewski, J.; Skórczewska, K. Application of waste bulk moulded composite (BMC) as a filler for isotactic polypropylene composites. J. Adv. Res. 2016, 7, 373–380. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ahmed, K.; Raza, N.Z.; Habib, F.; Aijaz, M.; Afridi, M.H. An investigation on the influence of filler loading and compatibilizer on the properties of polypropylene/marble sludge composites. J. Ind. Eng. Chem. 2013, 19, 1805–1810. [Google Scholar] [CrossRef]
- Ahmed, K. Eco-thermoplastic elastomer blends developed by compatibilizing chlorinated polyethylene into industrial-waste-filled polypropylene/acrylonitrile butadiene rubber system. Arab. J. Sci. Eng. 2015, 40, 2929–2936. [Google Scholar] [CrossRef]
- Liang, J.-Z. Toughening and reinforcing in rigid inorganic particulate filled poly(propylene): A review. J. Appl. Polym. Sci. 2002, 83, 1547–1555. [Google Scholar] [CrossRef]
- Gencel, O.; Ozel, C.; Koksal, F.; Erdogmus, E.; Martínez-Barrera, G.; Brostow, W. Properties of concrete paving blocks made with waste marble. J. Clean. Prod. 2012, 21, 62–70. [Google Scholar] [CrossRef]
- Zorluer, İ.; Gucek, S. The effects of marble dust and fly ash on clay soil. Sci. Eng. Compos. Mater. 2014, 21, 59–67. [Google Scholar] [CrossRef]
- Buyuksagis, I.S.; Uygunoğlu, T.; Tatar, E. Investigation on the usage of waste marble powder in cement-based adhesive mortar. Constr. Build. Mater. 2017, 154, 734–742. [Google Scholar] [CrossRef]
- Kore, S.; Vyas, A. Durability of concrete using marble mining waste. J. Build. Mater. Struct. 2016, 3, 55–67. [Google Scholar]
- Ulubeyli, G.; Bilir, T.; Artir, R. Durability Properties of Concrete Produced by Marble Waste as Aggregate or Mineral Additives. Procedia Eng. 2016, 161, 543–548. [Google Scholar] [CrossRef] [Green Version]
- Martins, P.; Brito, J.D.; Rosa, A.; Pedro, D. Mechanical performance of concrete with incorporation of coarse waste from the marble industry. Mater. Res. 2014, 17, 1093–1101. [Google Scholar] [CrossRef] [Green Version]
- Hebhoub, H.; Aoun, H.; Belachia, M.; Houari, H.; Ghorbel, E. Use of waste marble aggregates in concrete. Constr. Build. Mater. 2011, 25, 1167–1171. [Google Scholar] [CrossRef]
- Allam, M.E.; Amin, S.K.; Garas, G. Testing of cementitious roofing tile specimens using marble waste slurry. Int. J. Sustain. Eng. 2020, 13, 151–157. [Google Scholar] [CrossRef]
- Martínez-Barrera, G.; Menchaca-Campos, C.; Gencel, O. Polyester polymer concrete: Effect of the marble particle sizes and high gamma radiation doses. Constr. Build. Mater. 2013, 41, 204–208. [Google Scholar] [CrossRef]
- Koçyiğit, Ş.; Çay, V. Mechanical properties of the composite material produced by the mixture of expanded perlite, waste marble dust and tragacanth. Eur. J. Tech. 2018, 8, 124–133. [Google Scholar] [CrossRef] [Green Version]
- Bilgin Erdoğan, N.; Yeprem, H.A.; Arslan, S.; Bilgin, A.; Gunay, E.; Marşoglu, M. Use of waste marble powder in brick industry. Constr. Build. Mater. 2012, 29, 449–457. [Google Scholar] [CrossRef]
- Ribeiro, C.E.G.; Rodriguez, R.J.S. Influence of compaction pressure and particle content on thermal and mechanical behavior of artificial marbles with marble waste and unsaturated polyester. Mater. Res. 2015, 18, 283–290. [Google Scholar] [CrossRef]
- Silva, F.; Gomes Ribeiro, C.; Sanchez Rodriguez, R. Physical and Mechanical Characterization of Artificial Stone with Marble Calcite Waste and Epoxy Resin. Mater. Res. 2017, 21. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, K.; Nizami, S.; Raza, N.; Shirin, K. Cure Characteristics, Mechanical and Swelling Properties of Marble Sludge Filled EPDM Modified Chloroprene Rubber Blends. Adv. Mater. Phys. Chem. 2012, 2. [Google Scholar] [CrossRef] [Green Version]
- Awad, A.H.; Aly Abd El-Wahab, A.; El-Gamsy, R.; Abdel-Latif, M.H. A study of some thermal and mechanical properties of HDPE blend with marble and granite dust. Ain Shams Eng. J. 2019, 10, 353–358. [Google Scholar] [CrossRef]
- Çınar, M.; Kar, F. Characterization of composite produced from waste PET and marble dust. Constr. Build. Mater. 2018, 163, 734–741. [Google Scholar] [CrossRef]
- Gürü, M.; Tekeli, S.; Akin, E. Manufacturing of polymer matrix composite material using marble dust and fly ash. In Key Engineering Materials; Trans Tech Publications: Zurich, Switzerland, 2007; pp. 1353–1356. [Google Scholar]
- Chen, X.; Yu, J.; Guo, S. Structure and properties of polypropylene composites filled with magnesium hydroxide. J. Appl. Polym. Sci. 2006, 102, 4943–4951. [Google Scholar] [CrossRef]
- Doan, T.; Brodowsky, H.; Gohs, U.; Mäder, E. Re-Use of Marble Stone Powders in Producing Unsaturated Polyester Composites. Adv. Eng. Mater. 2018, 20, 1701061. [Google Scholar] [CrossRef]
- Ahmetli, G.; Kocak, N.; Dag, M.; Kurbanli, R. Mechanical and thermal studies on epoxy toluene oligomer-modified epoxy resin/marble waste composites. Polym. Compos. 2012, 33, 1455–1463. [Google Scholar] [CrossRef]
- Bureau of Indian Standards. Indian Standard Methods of Test for Soils, Part II Determination of Water Content; Bureau of Indian Standards: New Delhi, India, 1973. [Google Scholar]
- Bureau of Indian Standards. Section 1 Fine Grained Soils. In Indian Standard Methods of Test for Soils, Part III Determination of Specific Gravity; Bureau of Indian Standards: New Delhi, India, 1980. [Google Scholar]
- Pappu, A.; Pickering, K.L.; Thakur, V.K. Manufacturing and characterization of sustainable hybrid composites usingsisal and hemp fibres as reinforcement of poly (lactic acid) via injectionmoulding. Ind. Crops Prod. 2019, 137, 260–269. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM International. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM International. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Awad, A.; Abdel-Ghany, A.; El-Wahab, A.; Elgamsy, R.; Hazem Abdellatif, M. The influence of adding marble and granite dust on the mechanical and physical properties of PP composites. J. Therm. Anal. Calorim. 2019. [Google Scholar] [CrossRef]
- Sharma, A.; Patnaik, A. Experimental Investigation on Mechanical and Thermal Properties of Marble Dust Particulate-Filled Needle-Punched Nonwoven Jute Fiber/Epoxy Composite. J. Miner. 2018, 70, 1284–1288. [Google Scholar] [CrossRef]
- Park, J.J.; Lee, J.Y.; Hong, Y.G. Effects of vinylsilane-modified nanosilica particles on electrical and mechanical properties of silicone rubber nanocomposites. Polymer 2020, 197, 122493. [Google Scholar] [CrossRef]
- Divya, V.; Khan, M.A.; Rao, B.N.; Sailaja, R. High density polyethylene/cenosphere composites reinforced with multi-walled carbon nanotubes: Mechanical, thermal and fire retardancy studies. Mater. Des. 2015, 65, 377–386. [Google Scholar] [CrossRef]
- Pukánszky, B. Influence of interface interaction on the ultimate tensile properties of polymer composites. Composites 1990, 21, 255–262. [Google Scholar] [CrossRef]
- Arroyo-Ramos, M.; Lopez-Manchado, M.A. Impact behaviour of modified talc filled PP/LDPE blends. J. Polym. Eng. 1995, 14, 237–252. [Google Scholar] [CrossRef]
- Lee, S.J.; Liotta, F.J.; Schwartz, S.A. A new generation of gypsum dispersing agents. In Proceedings of the Global Gypsum Conference, Barcelona, Spain, 14 September 2003. [Google Scholar]
- Gu, J.; Zhang, Q.; Dang, J.; Zhang, J.; Yang, Z. Thermal conductivity and mechanical properties of aluminum nitride filled linear low-density polyethylene composites. Polym. Eng. Sci. 2009, 49, 1030–1034. [Google Scholar] [CrossRef]
- Kim, H.; Biswas, J.; Choe, S. Effects of stearic acid coating on zeolite in LDPE, LLDPE, and HDPE composites. Polymer 2006, 47, 3981–3992. [Google Scholar] [CrossRef]
- Liu, C.; Zhao, Q.; Wang, Y.; Shi, P.; Jiang, M. Surface modification of calcium sulfate whisker prepared from flue gas desulfurization gypsum. Appl. Surf. Sci 2016, 360, 263–269. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
| Moisture content (%) | 1.80 ± 0.09 |
| Mean particle size ( µm) | 32.62 ± 0.61 |
| Color | White |
| Texture (USDA soil textural class) | Silt |
| Bulk density (g/cm3) | 1.39 ± 0.01 |
| Specific gravity | 2.58 ± 0.03 |
| pH at 25 °C | 6.58 ± 0.26 |
| Electrical conductivity (dS/m) | 0.065 ± 0.02 |
| Element | Mass % |
|---|---|
| Oxygen | 39.36 |
| Carbon | 25.02 |
| Calcium | 22.04 |
| Magnesium | 7.41 |
| Copper | 2.02 |
| Aluminum | 1.33 |
| Silicon | 0.96 |
| Zinc | 0.94 |
| Manganese | 0.27 |
| Nickel | 0.27 |
| Sodium | 0.14 |
| Iron | 0.11 |
| Potassium | 0.07 |
| Titanium | 0.05 |
| Total | 100% |
| Filler Concentration (wt. %) | Density (g/cm3) | Water Absorption (%) | TS (MPa) | TM (GPa) | FS (MPa) | FM (Gpa) | IS (kJ/m2) |
|---|---|---|---|---|---|---|---|
| MP-PP composites prepared at 160 °C injection molding temperature | |||||||
| 0 | 0.87 ± 0.01 | 0.008 ± 0.01 | 31.74 ± 4.25 | 7.47 ± 1.72 | 59.96 ± 0.97 | 1.85 ± 0.07 | 0.50 ± 0.16 |
| 20 | 0.98 ± 0.01 | 0.015 ± 0.01 | 30.65 ± 0.99 | 5.23 ± 0.96 | 58.11 ± 0.68 | 2.36 ± 0.12 | 0.56 ± 0.02 |
| 40 | 1.09 ± 0.01 | 0.019 ± 0.02 | 28.19 ± 1.65 | 5.04 ± 0.31 | 54.22 ± 0.63 | 2.81 ± 0.14 | 0.72 ± 0.13 |
| 60 | 1.18 ± 0.03 | 0.018 ± 0.03 | 26.91 ± 1.74 | 5.80 ± 0.24 | 50.53 ± 1.24 | 3.20 ± 0.16 | 0.83 ± 0.04 |
| 80 | 1.27 ± 0.01 | 0.017 ± 0.02 | 24.60 ± 1.16 | 6.20 ± 0.37 | 48.81 ± 0.69 | 3.76 ± 0.27 | 0.75 ± 0.04 |
| MP-PP composites prepared at 180 °C injection molding temperature | |||||||
| 0 | 0.85 ± 0.01 | 0.008 ± 0.02 | 33.70 ± 1.02 | 3.43 ± 0.10 | 49.12 ± 0.77 | 1.46 ± 0.06 | 1.32 ± 0.08 |
| 20 | 0.97 ± 0.01 | 0.015 ± 0.01 | 30.06 ± 0.68 | 4.46 ± 0.54 | 53.52 ± 1.09 | 1.95 ± 0.14 | 1.40 ± 0.05 |
| 40 | 1.09 ± 0.01 | 0.026 ± 0.03 | 26.40 ± 0.53 | 4.99 ± 0.20 | 50.88 ± 0.47 | 2.52 ± 0.10 | 1.42 ± 0.18 |
| 60 | 1.18 ± 0.01 | 0.018 ± 0.02 | 22.88 ± 1.13 | 4.87 ± 0.79 | 47.64 ± 0.40 | 3.03 ± 0.16 | 0.79 ± 0.08 |
| 80 | 1.19 ± 0.09 | 0.006 ± 0.01 | 22.41 ± 0.21 | 5.99 ± 0.16 | 44.44 ± 0.23 | 3.57 ± 0.27 | 0.77 ± 0.01 |
| MP-PP composites prepared at 200 °C injection molding temperature | |||||||
| 0 | 0.85 ± 0.01 | 0.007 ± 0.01 | 34.10 ± 0.89 | 3.26 ± 0.08 | 49.90 ± 0.30 | 1.47 ± 0.11 | 1.34 ± 0.10 |
| 20 | 0.96 ± 0.01 | 0.013 ± 0.01 | 27.62 ± 0.90 | 4.33 ± 0.34 | 49.92 ± 1.12 | 2.01 ± 0.09 | 1.66 ± 0.05 |
| 40 | 1.07 ± 0.01 | 0.034 ± 0.03 | 26.07 ± 1.08 | 5.27 ± 0.32 | 47.41 ± 0.42 | 2.45 ± 0.08 | 1.58 ± 0.03 |
| 60 | 1.18 ± 0.01 | 0.024 ± 0.01 | 23.37 ± 0.49 | 5.26 ± 0.09 | 46.38 ± 0.90 | 2.99 ± 0.14 | 0.98 ± 0.05 |
| 80 | 1.26 ± 0.01 | 0.022 ± 0.01 | 22.06 ± 0.70 | 5.67 ± 0.11 | 43.27 ± 0.78 | 3.66 ± 0.34 | 0.86 ± 0.03 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bakshi, P.; Pappu, A.; Patidar, R.; Gupta, M.K.; Thakur, V.K. Transforming Marble Waste into High-Performance, Water-Resistant, and Thermally Insulative Hybrid Polymer Composites for Environmental Sustainability. Polymers 2020, 12, 1781. https://doi.org/10.3390/polym12081781
Bakshi P, Pappu A, Patidar R, Gupta MK, Thakur VK. Transforming Marble Waste into High-Performance, Water-Resistant, and Thermally Insulative Hybrid Polymer Composites for Environmental Sustainability. Polymers. 2020; 12(8):1781. https://doi.org/10.3390/polym12081781
Chicago/Turabian StyleBakshi, Payal, Asokan Pappu, Ravi Patidar, Manoj Kumar Gupta, and Vijay Kumar Thakur. 2020. "Transforming Marble Waste into High-Performance, Water-Resistant, and Thermally Insulative Hybrid Polymer Composites for Environmental Sustainability" Polymers 12, no. 8: 1781. https://doi.org/10.3390/polym12081781